
光コネクタ
【課題】位置決め溝内で内蔵光ファイバと挿入光ファイバとを突き合わせ接続する光コネクタにおいて、光ファイバの端面を傾斜端面として突き合わせ部の低反射接続を実現するとともに、組立時に光ファイバの欠けが発生する恐れのない光コネクタを提供する。
【解決手段】内蔵光ファイバの挿入光ファイバと突き合わせる後端側の端面を切断加工により傾斜端面とし、内蔵光ファイバの傾斜端面の少なくともその周縁に放電処理により丸みを付けると共に、丸みを付けた傾斜端面に光透過性及び弾性を有する樹脂膜を形成する。樹脂膜は挿入光ファイバとの間に介在する。内蔵光ファイバを、位置決め溝に一定の回転角となるように配置する。挿入光ファイバの内蔵光ファイバと突き合わせられる端面は、放電処理および樹脂膜形成をせずに切断加工のみ行った傾斜端面となっている。挿入光ファイバは、位置決め溝に内蔵光ファイバの一定の回転角に合わせた回転角となる。
【解決手段】内蔵光ファイバの挿入光ファイバと突き合わせる後端側の端面を切断加工により傾斜端面とし、内蔵光ファイバの傾斜端面の少なくともその周縁に放電処理により丸みを付けると共に、丸みを付けた傾斜端面に光透過性及び弾性を有する樹脂膜を形成する。樹脂膜は挿入光ファイバとの間に介在する。内蔵光ファイバを、位置決め溝に一定の回転角となるように配置する。挿入光ファイバの内蔵光ファイバと突き合わせられる端面は、放電処理および樹脂膜形成をせずに切断加工のみ行った傾斜端面となっている。挿入光ファイバは、位置決め溝に内蔵光ファイバの一定の回転角に合わせた回転角となる。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、内蔵光ファイバを内蔵し端面研磨を施したフェルールとこのフェルールと一体の接続機構とからなるとともに、前記接続機構に設けた位置決め溝内で内蔵光ファイバと挿入光ファイバとを突き合わせ接続する光コネクタに関する。
本願は、2009年02月12日に、日本に出願された特願2009−030208号、2009年02月12日に、日本に出願された特願2009−030328号、及び2009年02月12日に、日本に出願された特願2009−030329号に基づき優先権を主張し、それらの内容をここに援用する。
【背景技術】
【0002】
一般に光コネクタでは、光コネクタ接続における接続損失を少なくためにフェルールの端面研磨を行う。
この場合、フレネル反射による光損失を抑制するために、フェルール端面間(光ファイバ端面間)の生じる隙間に屈折率整合剤を介在させることが一般に行われている。
また、フェルール端面を斜め研磨することで光ファイバ端面を斜研磨して、フレネル反射を極力なくすことも一般的である。
また、フェルールの端面を球面研磨をすることで光ファイバ端面を球面研磨し、光ファイバ端面どうしが隙間なく直接接触するフィジカルコンタクト(PC接続)を実現する方法も一般に行われる。
【0003】
また、特許文献1(光コネクタとその製造方法)に、光コネクタ接続において大きな反射減衰量を得る手段(反射を抑制する手段)として、互いに突き合わせる光ファイバの端面を特殊なエッチング液(光ファイバのコアドーパント濃度が高い程エッチング速度が遅いエッチング液)でエッチングすることにより、光ファイバのコア端面を所要の突き出し量をもって半球状に成形した光コネクタが示されている。
光ファイバコアが半球状に突き出していることで、コアどうしが直接接触(フィジカルコンタクト)して、大きな反射減衰量を得る。
【0004】
また、特許文献2(光コネクタ)に、同じく光コネクタ接続において大きな反射減衰量を得る手段として、フェルールどうしを加圧無しに接触させた時に光ファイバ同士は接触しないで離れており、加圧した時に光ファイバ同士が接触する構成とした光コネクタが示されている。この場合、加圧無しで接触させた時の光ファイバ同士の間隔を、フェルールの弾性限界内で加圧した時に、その加圧力により決まる該フェルールの変形量以内にしている。すなわち、フェルールの端面に対する光ファイバ端面の引き込み量dをフェルールの弾性係数に対応した適切な値に設定する。
【0005】
ところで、図1に示すように、内蔵光ファイバ2を内蔵し端面研磨を施したフェルール3に接続機構4を一体に設け、接続機構4に設けた位置決め溝内で前記内蔵光ファイバ2と外部から挿入した挿入光ファイバ10aとを突き合わせ接続する光コネクタ1は、現場では研磨作業を必要とせず簡単に光コネクタを組み立てられるので、現場組立型光コネクタとして広く使用されている。
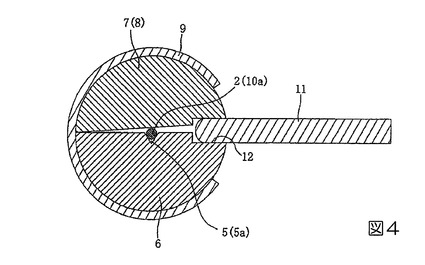
前記接続機構4は、フェルール3と一体でフェルールの光ファイバ穴3aに連続する位置決め溝5aが形成されたベース6と、このベース6に対向する蓋部7、8と、両者を弾性的にクランプする板ばね9とから構成され、図4にも示すように、各蓋部7,8が楔型の開閉部材11によりベース6に対して開閉可能にされる構成である。この光コネクタ1を組み立てる場合、蓋部7、8を僅かに開いた状態とし、挿入光ファイバ10aを位置決め溝5aに挿入して内蔵光ファイバ2と突き合わせる。
なお、図1に示した光コネクタ1の外観、及び図4は本発明及び従来例に共通する。この種の光コネクタ1における、位置決め溝内の内蔵光ファイバと挿入光ファイバとの突き合わせ部については通常、単に、端面が直角な光ファイバどうしを屈折率整合剤を介在させて突き合わせ接続している(特許文献3「光プラグコネクタ」の図4〜図6など)。
【0006】
また、光コネクタではなく光減衰素子の場合であるが、円柱状のフェルールの中心にあけた微小貫通孔内に左右からそれぞれ光ファイバを、光ファイバ先端面間に隙間が形成されるように挿入した構造で、両光ファイバの先端面を斜めに研磨したものがある(特許文献4「光減衰素子およびその製造方法」の図1、請求項1、請求項3、段落番号[0024]など)。
この光減衰素子において、微小貫通孔の対向する光ファイバ端面が傾斜していることで、反射戻り光が低減される。この光減衰素子における光ファイバ端面の傾斜角度は光軸の直角面に対して8°以上としている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】日本国特開平5−181040(図1、請求項1、3、段落[0023]など)
【特許文献2】日本国特開平6−174971(図1、図3、請求項1、2、段落[0027]、段落[0028]など)
【特許文献3】日本国特開平8−201652
【特許文献4】日本国特開平5−100117
【発明の概要】
【発明が解決しようとする課題】
【0008】
上記の通り、位置決め溝内で内蔵光ファイバと挿入光ファイバとを突き合わせ接続する図1のような構成の光コネクタでは通常、単に、端面が直角な光ファイバどうしを屈折率整合剤を介在させて突き合わせ接続しているが、単なる屈折率整合剤による反射抑制だけでなく、さらに低反射接続を実現することが望まれる。また、屈折率整合剤を不要とすることができれば、さらに光コネクタの組立が簡略化される。
この場合、光コネクタどうしの突き合わせ部(フェルール端面)における反射抑制手段は、位置決め溝内での光ファイバどうしの突き合わせ部には必ずしも適用できないという制約のなかで、複雑な構成によらずに簡単な方法で実現することが望まれる。
例えば特許文献1の方法は、光ファイバをエッチングする方法であり、煩雑である。
また、特許文献2の方法は、フェルールの端面に対する光ファイバ端面の引き込み量dを正確に設定する必要があるが、フェルールの弾性に対応させた光ファイバ端面の引き込み量dを正確に設定する必要があるので、やはり煩雑である。
また、特許文献3は光減衰器であり、かつ、光ファイバ間に隙間を設けるものであって、光ファイバどうしを突き合わせる光コネクタとは事情が異なる。
【0009】
そこで、図1のような構成の光コネクタにおいて、内蔵光ファイバ及び挿入光ファイバの各端面を傾斜端面とすることで、突き合わせ部での反射を抑制する方法に着眼した。
この場合、光ファイバの端面を研磨加工により傾斜端面とするのはやはり煩雑であり、そこで、光ファイバの端面を切断加工により傾斜端面とすることに着眼した。
しかし、光コネクタ組み立て時に、挿入光ファイバ10aを位置決め溝5aに挿入して内蔵光ファイバ2と突き合わせる際、両光ファイバ2、10aの傾斜端面の先端が尖っているので、目視できない位置決め溝内で挿入光ファイバ10aを内蔵光ファイバ2に突き当てた時に光ファイバ2、10aが欠ける恐れがある。光ファイバの端面部が欠けた光コネクタは不良品となるので、突き当てた時に先端部に欠けが生じないことが重要である。
【0010】
本発明は上記事情に鑑みてなされたもので、位置決め溝内で内蔵光ファイバと挿入光ファイバとを突き合わせ接続する光コネクタにおいて、光ファイバの端面を傾斜端面として突き合わせ部の低反射接続を実現するとともに、組立時に光ファイバの欠けが発生する恐れのない光コネクタを提供することを目的とする。
【課題を解決するための手段】
【0011】
上記課題を解決する本発明は、以下の構成を採用している。
(1)内蔵光ファイバを内蔵し端面研磨を施したフェルールと、このフェルールの接続端面と反対側に延出する接続機構とを備え、前記接続機構に設けた位置決め溝内で前記内蔵光ファイバと外部から挿入した挿入光ファイバとを突き合わせ接続する光コネクタにおいて、前記内蔵光ファイバの前記挿入光ファイバと突き合わせる後端側の端面を切断加工により傾斜端面とし、前記内蔵光ファイバの前記傾斜端面の少なくともその周縁に放電処理により丸みを付けると共に、丸みを付けた前記傾斜端面に光透過性及び弾性を有する樹脂膜を形成し、その樹脂膜が前記挿入光ファイバとの間に介在するようにし、前記内蔵光ファイバを、前記位置決め溝に一定の回転角となるように配置しており、前記挿入光ファイバの前記内蔵光ファイバと突き合わせられる端面が、放電処理および樹脂膜形成をせずに切断加工のみ行った傾斜端面となっており、前記挿入光ファイバが、前記位置決め溝に前記内蔵光ファイバの前記一定の回転角に合わせた回転角となるように配置されている光コネクタ。
(2)前記内蔵光ファイバを前記位置決め溝に、その傾斜端面の尖っている頂点が位置決め溝の底側を向く態様で配置した;構成を採用しても良い。
(3)前記内蔵光ファイバの前記傾斜端面全体が湾曲凸面とされている;構成を採用しても良い。
(4)前記内蔵光ファイバと前記挿入光ファイバとが屈折率整合剤を介在させて突き合わせ接続された;構成を採用しても良い。
【発明の効果】
【0012】
本発明の光コネクタによれば、内蔵光ファイバの後端側の端面を傾斜端面としたことで、接続機構の位置決め溝における内蔵光ファイバと、同じく傾斜端面とした挿入光ファイバとの突き合わせ部に低反射接続を実現することができる。
また、内蔵光ファイバが位置決め溝に、その傾斜端面の尖っている頂点が位置決め溝の底側を向く態様で配置されているので、すなわち、内蔵光ファイバの位置決め溝内での回転角(すなわち回転方向の位置、ないし傾斜端面の向き)が一定しているので、挿入光ファイバを挿入した時に欠けが発生する恐れを少なくすることができる。
すなわち、第1に、内蔵光ファイバの回転角が一定していると、その回転角に合わせた回転角で挿入光ファイバを位置決め溝に挿入することで、両光ファイバの回転角のずれのない突き合わせを行ない易く、欠けが生じる恐れを少なくできる。
第2に、内蔵光ファイバの傾斜端面の尖っている頂点が高い位置(位置決め溝の底側と反対側)にあるとその頂点に挿入光ファイバの端面が当たり易く欠け易いのに対して、頂点が位置決め溝の底側の低い位置にあると、その頂点に挿入光ファイバの端面が当たりにくく、欠けは発生しにくい。
したがって、光コネクタ組立時の不良品発生を少なくできる。
また、傾斜端面の形成が切断加工によるものであるから、研磨加工による場合と比べて傾斜端面を得る加工がはるかに簡便である。
【0013】
光ファイバを切断加工して形成した傾斜端面の周縁はシャープな角となっているので、そのような傾斜端面を持つ光ファイバどうしを突き合わせる場合、突き当て時に特に周縁の尖った先端部に欠けが生じ易い。
しかし、本発明の光コネクタによれば、内蔵光ファイバの傾斜端面の少なくとも周縁に丸みを付けたことにより、挿入光ファイバを挿入した時に欠けが発生する恐れを少なくすることができる。
したがって、光コネクタ組立時の不良品発生を少なくできる。
【0014】
また、突き合わせる両光ファイバの端面角度が互いに異なる場合には、一端側で互いに当たっても他端側に隙間が生じて、両光ファイバの端面間(ファイバ軸心上の端面間)に隙間が生じる。しかし、傾斜端面の周縁に丸みが付いていると、ファイバ軸心上の端面間の隙間が小さくなり、良好な突き合わせ接続部が形成される。
【0015】
光ファイバを切断加工して形成した傾斜端面の周縁はシャープな角となっているので、そのような傾斜端面を持つ光ファイバどうしを突き合わせる場合、突き当て時に特に周縁の尖った先端部に欠けが生じ易い。
しかし、本発明の光コネクタによれば、内蔵光ファイバの傾斜端面に樹脂膜を形成したので、挿入光ファイバを挿入して内蔵光ファイバに突き合わせた時、樹脂膜どうしの突き合わせとなり、光ファイバの傾斜端面は直接突き合わされないので、欠けが発生する恐れは少なくなる。
したがって、光コネクタ組立時の不良品発生を少なくできる。
【0016】
また、突き合わされる両光ファイバの端面角度が互いに異なる場合、仮に傾斜端面どうしが直接突き合わされるとすると、一端側で互いに当たっても他端側に隙間が生じて、両光ファイバの端面間(ファイバ軸心上の端面間)に隙間が生じる。しかし、本発明では傾斜端面に樹脂膜が形成されており、直接には弾性を有する樹脂膜どうしの突き合わせとなるので、突き合わせた時の樹脂膜の弾性圧縮変形により、実質的なファイバ軸心上の端面間の隙間(すなわち樹脂膜表面間の隙間)が小さくなりあるいは隙間がなくなり、良好な突き合わせ接続部が形成される。
弾性圧縮変形が大きく隙間がなくなる場合には、屈折率整合剤を用いない突き合わせ接続とすることも可能となり、光コネクタの組立が簡略化される。
【図面の簡単な説明】
【0017】
【図1】本発明の実施例1の光コネクタを開閉部材と共に示した斜視図である。
【図2】図1の光コネクタの側面図である。
【図3】図1の光コネクタの縦断面図である。
【図4】上記光コネクタの接続機構を開閉部材で開いた状態の拡大横断面図である。
【図5】上記光コネクタの使用状態の縦断面図である。
【図6A】上記光コネクタにおいて、内蔵光ファイバの傾斜端面の頂点がV溝の底側に向いていることを示す図であり、位置決め溝内の内蔵光ファイバ、及びこれに突き当てようとする挿入光ファイバを拡大して示した図である。
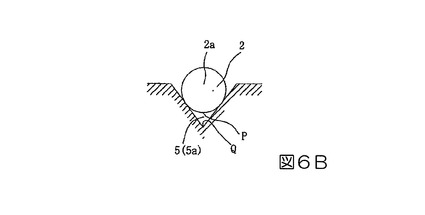
【図6B】図6AのA−A断面図である。
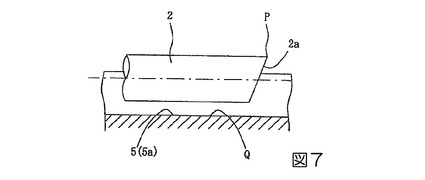
【図7】内蔵光ファイバの傾斜端面の頂点が、本発明の実施例の図6Aと異なりV溝の底側と反対側にある状態を説明する図である。
【図8A】実施例2の光コネクタにおける位置決め溝内の内蔵光ファイバ、及びこれに突き当てようとする挿入光ファイバを拡大して示した図である。
【図8B】図8AのA−A断面図である。
【図9A】同実施例の光コネクタにおける内蔵光ファイバを作製する要領を説明するもので、放電処理する前の内蔵光ファイバと放電のためのこれに対向させたダミー光ファイバと示す図である。
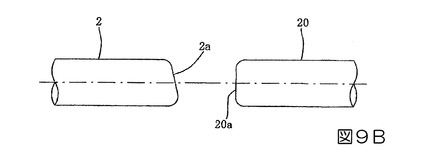
【図9B】同実施例において放電処理後の端面形状を模式的に示す図である。
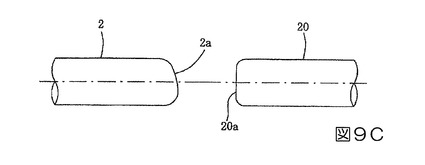
【図9C】同実施例において実際の放電処理した場合の端面形状を説明する図である。
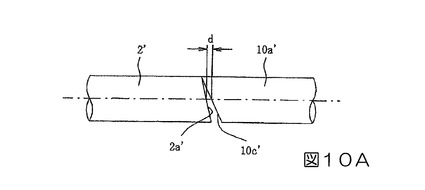
【図10A】傾斜端面の周縁に丸みが付いていない光ファイバを突き合わせた場合、ファイバ軸心上の端面間の隙間dを説明する図である。
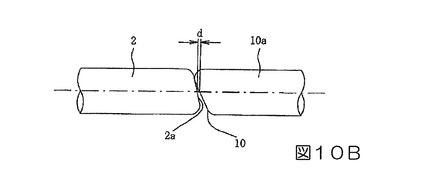
【図10B】傾斜端面の周縁に丸みが付いていることで、ファイバ軸心上の端面間の隙間dが小さくなることを説明する図である。
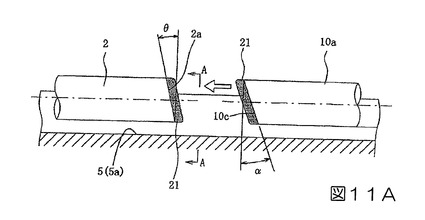
【図11A】実施例3の光コネクタにおける位置決め溝内の内蔵光ファイバ、及びこれに突き当てようとする挿入光ファイバを拡大して示した図である。
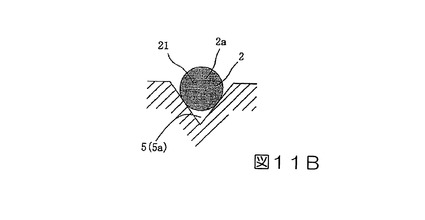
【図11B】図11AのA−A断面図である。
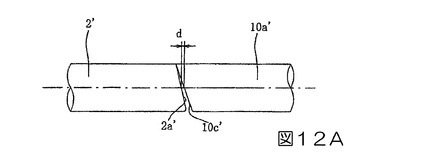
【図12A】内蔵光ファイバの傾斜端面が直接付き合わされる状況を説明する図である。
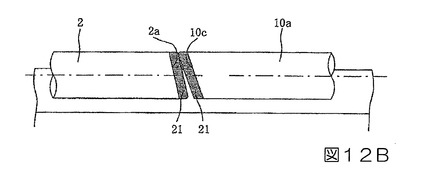
【図12B】内蔵光ファイバの傾斜端面に樹脂膜を形成することで、押圧力なしに樹脂膜が接触される状態を示す図である。
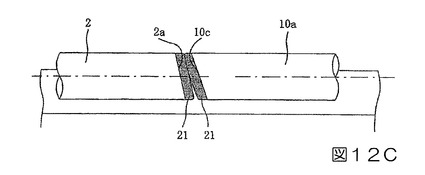
【図12C】内蔵光ファイバの傾斜端面に樹脂膜を形成したことで、弾性圧縮変形により、実質的なファイバ軸心上の端面間の隙間が小さくなることを説明する図である。
【発明を実施するための形態】
【0018】
以下、本発明を実施した光コネクタについて、図面を参照して説明する。
[実施例1]
【0019】
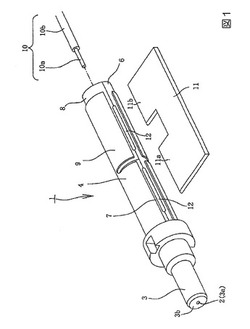
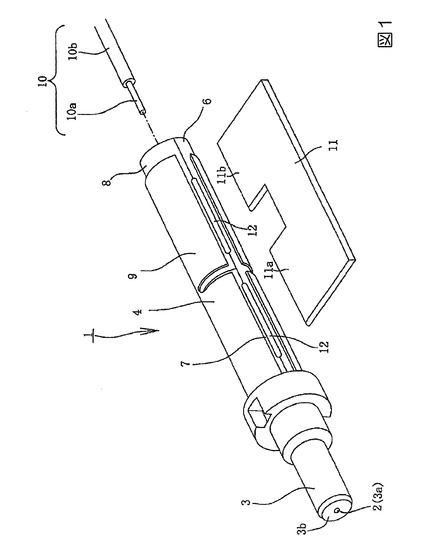
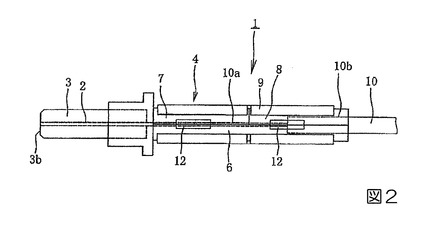
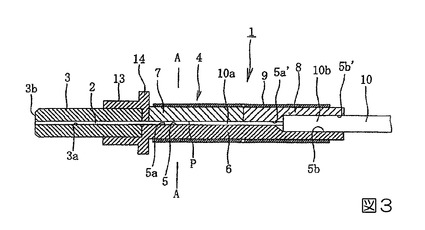
図1は本発明の実施例1の光コネクタ1の外観を開閉部材と共に示した斜視図、図2は図1の光コネクタ1の側面図、図3は同縦断面図である。
この光コネクタ1は、内蔵光ファイバ(被覆除去された裸ファイバ)2を備え端面研磨を施したフェルール3と、このフェルール3の接続端面3bと反対側に延出する接続機構4とを備えている。この内蔵光ファイバ2は、挿入光ファイバ10の裸ファイバ10aと突き合わせ接続する。
内蔵光ファイバ2及び挿入光ファイバの裸ファイバ10aはいずれも石英ファイバであり、その径は125μmである。
接続機構4は、フェルール3の光ファイバ穴3aに連続する位置決め溝5が形成されたベース6とこのベース6に対向する蓋部と両者を弾性的にクランプする例えば図示例ではC形の板バネ9より構成されている。すなわち、接続機構4は、ベース6と、蓋部と、ベース6及び蓋部をクランプする板バネ9とを備えている。
ベース6はフェルール3を一体に嵌合する筒状のフェルール嵌合部13及び鍔状のフランジ部14と一体に形成されており、フランジ部14からフェルール3の接続端面3bと反対側に延出している。
ベース6の位置決め溝5は、光ファイバ穴3aに直接連続して、突き合わせ接続しようとする光ファイバ2、10aを収容する位置決め溝5aと、挿入光ファイバ10の被覆部分10bを収容する位置決め溝5bとからなる。
前記蓋部は、光ファイバの突き合わせ接続部Pを開閉する接続部開閉用の蓋部7と、挿入光ファイバ10の被覆部分10bを開閉する挿入光ファイバ被覆部開閉用の蓋部8とに2分割されている。そして、板バネ9の反力に抗して各蓋部7、8をベース6に対して開閉する楔タイプの開閉部材11を用意している。
開閉部材11は、図1に示すように、接続部開閉用の蓋部7を開くための楔部11aと、挿入光ファイバ被覆部開閉用の蓋部8を開くための楔部11bとの2箇所の楔部を一体に備えている。
ベース6と蓋部7又は8との間に、前記開閉部材11の2箇所の楔部11a、11bがそれぞれ差し込まれる開閉部材差込み用の凹所12が2箇所に形成されている。なお、この開閉部材11は光コネクタ組立時にのみ使用するものである。
接続部開閉用の蓋部7の内面は平坦面であり、挿入光ファイバ被覆部開閉用の蓋部8の内面には、挿入光ファイバ10の裸ファイバ10a部分を収容する位置決め溝5a’及び被覆部分10bを収容する位置決め溝5b’が形成されている。
【0020】
この光コネクタ1は、予め工場で端面研磨を施しており、かつ挿入光ファイバ10の被覆部分10bをもクランプすることができる構成であり、現場組立が容易なので現場組立型光コネクタと一般に呼ばれている。
この光コネクタ1の組立てに際しては、開閉部材11の2箇所の楔部11a、11bを、図4にも示すようにベース6と蓋部7又は8との間に形成した開閉部材差込み用の凹所12に差し込んで、蓋部7、8を僅かに開いた状態とする。
この状態で外部から挿入光ファイバ(先端が裸ファイバ)10を挿入して、内蔵光ファイバ2と挿入光ファイバ10とを突き合わせる。
両光ファイバの端面間には屈折率整合剤が充填されている。
次いで、開閉部材11を抜いて板バネ9によりベース6と蓋部7、8とで光ファイバの突き合わせ接続部Pを挟持し、かつ挿入光ファイバ10の被覆部分10bを挟持する。
【0021】
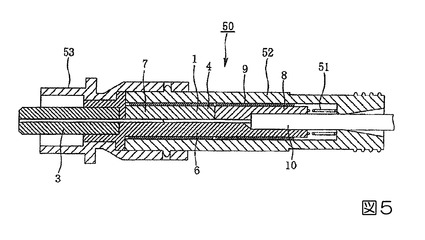
図5に上記光コネクタ1を具体的に使用する際の光コネクタ装置50を一例として示す。
光コネクタ装置50は、光コネクタ1における接続機構4に、その後端面に当てて当該接続機構4を前方に付勢するためのスプリング51を配置した上でストップリング52を被せ、フェルール3及び接続機構4の前方部分にハウジング53を被せた構成である。
この光コネクタ装置50の構成は、例えば光コネクタアダプタ等に挿入して別の光コネクタと接続する場合に採用される。
【0022】
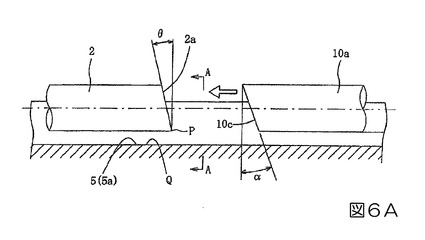
上述した範囲での構成は一般的なものであるが、本発明では、図6A、図6Bに拡大して示すように、内蔵光ファイバ2の挿入光ファイバ10と突き合わせる後端側の端面2aを、切断加工により傾斜端面2aとするとともに、内蔵光ファイバ2を位置決め溝5aに、その傾斜端面2aの尖っている頂点PがV形をなす位置決め溝5aの底側(図6A、図6Bで下側(底をQで示す))を向く態様で配置している。内蔵光ファイバ2の端面角度θは例えば5〜8°程度にするとよい。
なお、光ファイバを切断して傾斜端面を得る斜め切断加工は、光ファイバを直角に切断する場合と若干異なり、光ファイバに張力を作用させた上で捩りを加えて切断するが、張力及び捩りの程度を調節して所望の端面角度を得る。
内蔵光ファイバ2と突き合わせ接続する挿入光ファイバ10の端面も、同じく切断加工により傾斜端面とする。この端面角度αは、内蔵光ファイバ2の端面角度例えば5〜8°の範囲及びそれに近い範囲で適宜設定するとよい。
【0023】
上記の光コネクタ1においては、内蔵光ファイバ2の後端側の端面を傾斜端面2aとしたことで、接続機構4の位置決め溝5aにおける内蔵光ファイバ2と、同じく傾斜端面10cとした挿入光ファイバ10との突き合わせ部に低反射接続を実現することができる。
【0024】
上記の光コネクタ1を組み立てる場合、蓋部7、8を僅かに開いた状態とし、挿入光ファイバ10を位置決め溝5aに挿入して内蔵光ファイバ2と突き合わせる。
その場合、光ファイバ2、10aの端面2a、10cが傾斜しているので、突き当てた時にその傾斜端面2a、10cの尖っている頂点が欠け易い。
しかし、本発明では内蔵光ファイバ2が位置決め溝5aに、その傾斜端面2aの尖っている頂点PがV形をなす位置決め溝5aの底側を向く態様で配置されているので、すなわち、内蔵光ファイバ2の位置決め溝5a内での回転角(すなわち回転方向の位置、ないし傾斜端面の向き)が一定しているので、挿入光ファイバ10aを挿入した時に欠けが発生する恐れは少ない。
すなわち、第1に、内蔵光ファイバ2の回転角が一定していると、その回転角に合わせた回転角で挿入光ファイバ10を位置決め溝5aに挿入することで、両光ファイバ2、10aの回転角のずれのない突き合わせを行ない易く、欠けが生じる恐れを少なくできる。
第2に、内蔵光ファイバ2の傾斜端面2aの尖っている頂点Pが、図7のように高い位置(V溝の底側と反対側)にあるとその頂点Pに挿入光ファイバの端面が当たり易く欠け易いのに対して、頂点Pが図6A、及び図6BのようにV溝5aの底側の低い位置にあると、その頂点Pに挿入光ファイバの端面が当たりにくく、欠けは発生しにくい。
したがって、光コネクタ組立時の不良品発生を少なくできる。
また、傾斜端面の形成が切断加工によるものであるから、研磨加工による場合と比べて傾斜端面を得る加工がはるかに簡便である。
なお、本実施例1でV形の位置決め溝を図示しているが、この形状に限定されず、他の形状でもよい。例えば、U形の形状でもよく、コの字の形状でもよい。
[実施例2]
【0025】
以下、図8A〜図10Bに基づいて、実施例2に係る光コネクタ1を説明する。実施例1と同じ部分の説明は省略して、異なる部分を中心に説明する。
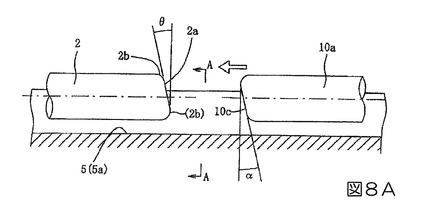
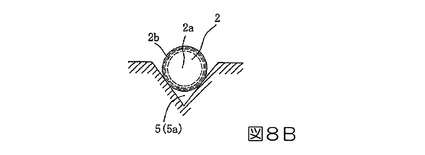
本実施例2は、上記のような図1から図5と同じ構成を有し、ここでその説明を省略する。本発明の実施例2では、図8A及び図8Bに拡大して示すように、内蔵光ファイバ2の挿入光ファイバ10と突き合わせる後端側の端面2aを切断加工により傾斜端面2aとするとともに、内蔵光ファイバ2の前記傾斜端面2aを融着接続機を用いて放電処理して傾斜端面2aの主として周縁に丸みを付けている。丸みを付けた周縁部を符号2bで示す。挿入光ファイバ10も同様に、切断加工により傾斜端面とした後に、放電処理により主として周縁に丸みを付けたものを使用するとよい。
内蔵光ファイバ2の傾斜端面2aの端面角度θは例えば例えば5〜8°程度とするとよい。また、挿入光ファイバ10の傾斜端面10cの端面角度αも概ね同程度とするとよい。
なお、図では各光ファイバ(裸ファイバ)2、10aにおけるコアとクラッドの区別は省略している。
【0026】
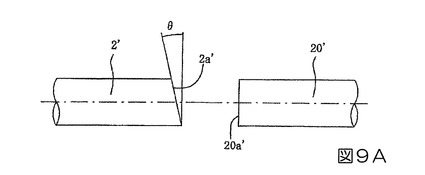
上記のような周縁に丸みを付けた傾斜端面2aを得る要領を内蔵光ファイバ2について説明すると、まず、図9Aのように内蔵光ファイバを切断して端面角度θの傾斜端面2a’を得る。放電処理する前の内蔵光ファイバを2’で示す。
なお、光ファイバを切断して傾斜端面を得る斜め切断加工は、光ファイバを直角に切断する場合と若干異なり、光ファイバに張力を作用させた上で捩りを加えて切断するが、張力及び捩りの程度を調節して所望の端面角度を得る。
次いで、切断加工で傾斜端面2a’とした内蔵光ファイバ2’と放電のためのダミー光ファイバ20’とを融着接続機にセットして、放電処理する。
図示のダミー光ファイバ20’の端面20a’は直角としているが、若干角度を付けてもよい。その端面角度はそれほど重要でない。
一般に融着接続する際には、予めファイバ端面のゴミ等を除去する清掃放電を行った後、融着接続のための放電を行うが、本発明における放電処理は例えば前記清掃放電のみによって行うことができる。
放電処理をすると、図9Bに模式的に示した内蔵光ファイバ2のように主として周縁が丸みを帯びた傾斜端面2aが得られる。この場合、ダミー光ファイバ20の端面20aの周縁も当然丸みを帯びる。
なお、実際の放電処理では、図9Cに示したように、周縁のみでなく端面全体に丸みを帯びて、端面内部(中心側部分)が略球面などの湾曲面となった傾斜端面2aが得られる。
放電条件は、所望の端面形状が得られ放電条件を実験的に探って、適切な条件に設定するとよい。例えば、融着接続に際して行う清掃放電時間の例えば50mm秒程度などに対して、清掃放電時間を例えば700mm秒程度などと長くするとよい。
【0027】
上記の光コネクタ1においては、内蔵光ファイバ2の後端側の端面を傾斜端面2aとしたことで、接続機構4の位置決め溝5aにおける内蔵光ファイバ2と、同じく傾斜端面10cとした挿入光ファイバ10との突き合わせ部に低反射接続を実現することができる。
【0028】
上記の光コネクタ1を組み立てる場合、蓋部7、8を僅かに開いた状態とし、挿入光ファイバ10を位置決め溝5aに挿入して内蔵光ファイバ2と突き合わせる。
光ファイバを切断加工して形成した傾斜端面の周縁はシャープな角となっているので、そのような傾斜端面を持つ光ファイバどうしを突き合わせる場合、突き当て時に特に周縁の尖った先端部に欠けが生じ易い。
しかし、上記の光コネクタ1では、内蔵光ファイバ2の傾斜端面2aを融着接続機を用いて放電処理して傾斜端面の主として周縁に丸みを付けたので、挿入光ファイバ10aを挿入した時に欠けが発生する恐れを少なくすることができる。
したがって、光コネクタ組立時の不良品発生を少なくできる。
また、傾斜端面の形成が切断加工によるものであるから、研磨加工による場合と比べて傾斜端面を得る加工がはるかに簡便である。
【0029】
また、図10Aのように、切断加工だけで放電処理をしていない傾斜端面2a’、10c’を持つ光ファイバ2’、10a’どうしを突き合わせた場合、図示のように突き合わせた両光ファイバ2’、10a’の端面角度が互いに異なる場合には、一端側(図では上端側)で互いに当たっても他端側(図では下端側)に隙間が生じて、両光ファイバ2’、10a’の端面2a’、10c’間(ファイバ軸心上の端面間)に隙間dが生じる。
しかし、図10Bのように傾斜端面2a、10cの周縁に丸みが付いていると、ファイバ軸心上の端面2a、10c間の隙間dが小さくなり、良好な突き合わせ接続部が形成される。
本実施例2において、放電処理により丸みを形成したが、これに限定されず、レーザー照射処理や研磨処理により丸みを形成することも可能である。
[実施例3]
【0030】
以下、図11A〜図12Cに基づいて、実施例3に係る光コネクタを説明する。実施例1と同じ部分の説明は省略して、異なる部分を中心に説明する。
実施例1において、両光ファイバの端面間に屈折率整合剤が充填されているが、本実施例3では、後述するように、両光ファイバの端面間に屈折率整合剤の充填を必要とする場合と、必要としない場合がある。
【0031】
本実施例3は、上記のような図1から図5と同じ構成を有し、ここでその説明を省略する。本発明の実施例3では、図11A及び図11Bに拡大して示すように、内蔵光ファイバ2の挿入光ファイバ10の裸ファイバ10aと突き合わせる後端側の端面2aを切断加工により傾斜端面2aとするとともに、前記傾斜端面2aに膜厚15〜30μmの光透過性及び弾性を有するシリコン又はアクリル樹脂からなる樹脂膜21を形成している。樹脂膜21の成分として、上記シリコン又はアクリル樹脂以外にも、エポキシ樹脂等を使用することも可能である。傾斜端面2aにシリコン又はアクリル樹脂からなる樹脂膜21を形成する手段は特に限定されないが、例えば、傾斜端面2aに単に塗布する方法で形成することができる。
光ファイバを切断して傾斜端面を得る斜め切断加工は、光ファイバを直角に切断する場合と若干異なり、光ファイバに張力を作用させた上で捩りを加えて切断するが、張力及び捩りの程度を調節して所望の端面角度を得る。
内蔵光ファイバ2の傾斜端面2aの端面角度θは例えば5〜8°程度とするとよい。また、挿入光ファイバ10の傾斜端面10cの端面角度αも概ね同程度とするとよい。
なお、図では各光ファイバ(裸ファイバ)2、10aにおけるコアとクラッドの区別は省略している。
【0032】
上記の光コネクタ1においては、内蔵光ファイバ2の後端側の端面を傾斜端面2aとしたことで、接続機構4の位置決め溝5aにおける内蔵光ファイバ2と、同じく傾斜端面10cとした挿入光ファイバ10との突き合わせ部に低反射接続を実現することができる。
【0033】
上記の光コネクタ1を組み立てる場合、蓋部7、8を僅かに開いた状態とし、挿入光ファイバ10を位置決め溝5aに挿入して内蔵光ファイバ2と突き合わせる。
光ファイバを切断加工して形成した傾斜端面の周縁はシャープな角となっているので、そのような傾斜端面を持つ光ファイバどうしを突き合わせる場合、突き当て時に特に周縁の尖った先端部に欠けが生じ易い。
しかし、上記の光コネクタ1では、内蔵光ファイバ2の傾斜端面2aに膜厚15〜30μmのシリコン又はアクリル樹脂からなる樹脂膜21を形成したので、挿入光ファイバ10を挿入して内蔵光ファイバ2に突き合わせた時、樹脂膜21どうしの突き合わせとなり、光ファイバの傾斜端面2a、10cは直接突き合わされないので、欠けが発生する恐れは少なくなる。
したがって、光コネクタ組立時の不良品発生を少なくできる。
また、傾斜端面の形成が切断加工によるものであるから、研磨加工による場合と比べて傾斜端面を得る加工がはるかに簡便である。
【0034】
また、突き合わされる両光ファイバの端面角度が互いに異なる場合、仮に図12Aのように傾斜端面2a、10cどうしが直接突き合わされるとすると、一端側(図では上端側)で互いに当たっても他端側(図では下端側)に隙間が生じて、両光ファイバ2、10aの端面2a、10c間(ファイバ軸心上の端面間)に隙間dが生じる。
しかし、本発明の実施例3では傾斜端面に樹脂膜21が形成されており、直接には弾性を有する樹脂膜21どうしの突き合わせとなる。両光ファイバ2、10aの樹脂膜表面どうしが押圧力なしに接触した状態を図12Bに示す。
両光ファイバ2、10aを一定の押圧力で突き合わせた時は、図12Cに示すように、樹脂膜21の弾性圧縮変形により、実質的なファイバ軸心上の端面間の隙間(すなわち樹脂膜表面間の隙間)が小さくなりあるいは隙間がなくなる。したがって、良好な突き合わせ接続部が形成される。
樹脂膜21の弾性圧縮変形が大きく隙間がなくなる場合には、屈折率整合剤を用いない突き合わせ接続とすることも可能となり、光コネクタの組立が簡略化される。
[実施例4]
【0035】
本実施例4において、上記実施例1〜3と同じ部分の説明は省略して、異なる部分を中心に説明する。
本実施例4において、上記実施例1と同じように、裁断加工により内蔵光ファイバ2の端面を傾斜端面2aにすると共に、挿入光ファイバ10の端面も傾斜端面10cにする。
その後、実施例2と同じように、内蔵光ファイバ2の傾斜端面2aを、融着接続機を用いて放電処理して傾斜端面の少なくとも周縁に丸みを付ける。同じように、裸ファイバ10aの傾斜端面10cについても、少なくともその周縁に丸みを付ける。もちろん、レーザーの照射、又は研磨により丸みを付けることも可能である。
その後、上記実施例3と同じように、傾斜端面2a、10cに、シリコン又はアクリル樹脂からなる樹脂膜を形成する。これにより、上記実施例1〜3と同じ効果が得られる。
【産業上の利用可能性】
【0036】
本発明によれば、光ファイバの端面を傾斜端面として突き合わせ部の低反射接続を実現するとともに、組立時に光ファイバの欠けが発生する恐れのない光コネクタを提供することが可能である。
【符号の説明】
【0037】
1・・・光コネクタ、2・・・内蔵光ファイバ(被覆除去された裸ファイバ)、2a・・・傾斜端面、2b・・・(傾斜端面の)丸みを付けた周縁部、3・・・フェルール、3a・・・光ファイバ穴、3b・・・(フェルールの)接続端面、4・・・接続機構、5・・・位置決め溝、5a・・・(ベース側の)位置決め溝、5a’、5b’ ・・・(蓋部側の)位置決め溝、6・・・ベース、7、8・・・蓋部、9・・・板バネ、10・・・挿入光ファイバ、10a・・・光ファイバ(挿入光ファイバの裸ファイバ)、10b・・・被覆部分(挿入光ファイバの被覆部分)、10c・・・(挿入光ファイバの)傾斜端面、11・・・開閉部材、12・・・(開閉部材差込用の)凹所、13・・・フェルール嵌合部、14・・・フランジ部、20・・・(放電のための)ダミー光ファイバ、21・・・シリコン又はアクリル樹脂による樹脂膜、θ・・・内蔵光ファイバの端面角度、α・・・挿入光ファイバの端面角度、P・・・傾斜端面の尖っている頂点、Q・・・V形をなす位置決め溝の底。
【技術分野】
【0001】
この発明は、内蔵光ファイバを内蔵し端面研磨を施したフェルールとこのフェルールと一体の接続機構とからなるとともに、前記接続機構に設けた位置決め溝内で内蔵光ファイバと挿入光ファイバとを突き合わせ接続する光コネクタに関する。
本願は、2009年02月12日に、日本に出願された特願2009−030208号、2009年02月12日に、日本に出願された特願2009−030328号、及び2009年02月12日に、日本に出願された特願2009−030329号に基づき優先権を主張し、それらの内容をここに援用する。
【背景技術】
【0002】
一般に光コネクタでは、光コネクタ接続における接続損失を少なくためにフェルールの端面研磨を行う。
この場合、フレネル反射による光損失を抑制するために、フェルール端面間(光ファイバ端面間)の生じる隙間に屈折率整合剤を介在させることが一般に行われている。
また、フェルール端面を斜め研磨することで光ファイバ端面を斜研磨して、フレネル反射を極力なくすことも一般的である。
また、フェルールの端面を球面研磨をすることで光ファイバ端面を球面研磨し、光ファイバ端面どうしが隙間なく直接接触するフィジカルコンタクト(PC接続)を実現する方法も一般に行われる。
【0003】
また、特許文献1(光コネクタとその製造方法)に、光コネクタ接続において大きな反射減衰量を得る手段(反射を抑制する手段)として、互いに突き合わせる光ファイバの端面を特殊なエッチング液(光ファイバのコアドーパント濃度が高い程エッチング速度が遅いエッチング液)でエッチングすることにより、光ファイバのコア端面を所要の突き出し量をもって半球状に成形した光コネクタが示されている。
光ファイバコアが半球状に突き出していることで、コアどうしが直接接触(フィジカルコンタクト)して、大きな反射減衰量を得る。
【0004】
また、特許文献2(光コネクタ)に、同じく光コネクタ接続において大きな反射減衰量を得る手段として、フェルールどうしを加圧無しに接触させた時に光ファイバ同士は接触しないで離れており、加圧した時に光ファイバ同士が接触する構成とした光コネクタが示されている。この場合、加圧無しで接触させた時の光ファイバ同士の間隔を、フェルールの弾性限界内で加圧した時に、その加圧力により決まる該フェルールの変形量以内にしている。すなわち、フェルールの端面に対する光ファイバ端面の引き込み量dをフェルールの弾性係数に対応した適切な値に設定する。
【0005】
ところで、図1に示すように、内蔵光ファイバ2を内蔵し端面研磨を施したフェルール3に接続機構4を一体に設け、接続機構4に設けた位置決め溝内で前記内蔵光ファイバ2と外部から挿入した挿入光ファイバ10aとを突き合わせ接続する光コネクタ1は、現場では研磨作業を必要とせず簡単に光コネクタを組み立てられるので、現場組立型光コネクタとして広く使用されている。
前記接続機構4は、フェルール3と一体でフェルールの光ファイバ穴3aに連続する位置決め溝5aが形成されたベース6と、このベース6に対向する蓋部7、8と、両者を弾性的にクランプする板ばね9とから構成され、図4にも示すように、各蓋部7,8が楔型の開閉部材11によりベース6に対して開閉可能にされる構成である。この光コネクタ1を組み立てる場合、蓋部7、8を僅かに開いた状態とし、挿入光ファイバ10aを位置決め溝5aに挿入して内蔵光ファイバ2と突き合わせる。
なお、図1に示した光コネクタ1の外観、及び図4は本発明及び従来例に共通する。この種の光コネクタ1における、位置決め溝内の内蔵光ファイバと挿入光ファイバとの突き合わせ部については通常、単に、端面が直角な光ファイバどうしを屈折率整合剤を介在させて突き合わせ接続している(特許文献3「光プラグコネクタ」の図4〜図6など)。
【0006】
また、光コネクタではなく光減衰素子の場合であるが、円柱状のフェルールの中心にあけた微小貫通孔内に左右からそれぞれ光ファイバを、光ファイバ先端面間に隙間が形成されるように挿入した構造で、両光ファイバの先端面を斜めに研磨したものがある(特許文献4「光減衰素子およびその製造方法」の図1、請求項1、請求項3、段落番号[0024]など)。
この光減衰素子において、微小貫通孔の対向する光ファイバ端面が傾斜していることで、反射戻り光が低減される。この光減衰素子における光ファイバ端面の傾斜角度は光軸の直角面に対して8°以上としている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】日本国特開平5−181040(図1、請求項1、3、段落[0023]など)
【特許文献2】日本国特開平6−174971(図1、図3、請求項1、2、段落[0027]、段落[0028]など)
【特許文献3】日本国特開平8−201652
【特許文献4】日本国特開平5−100117
【発明の概要】
【発明が解決しようとする課題】
【0008】
上記の通り、位置決め溝内で内蔵光ファイバと挿入光ファイバとを突き合わせ接続する図1のような構成の光コネクタでは通常、単に、端面が直角な光ファイバどうしを屈折率整合剤を介在させて突き合わせ接続しているが、単なる屈折率整合剤による反射抑制だけでなく、さらに低反射接続を実現することが望まれる。また、屈折率整合剤を不要とすることができれば、さらに光コネクタの組立が簡略化される。
この場合、光コネクタどうしの突き合わせ部(フェルール端面)における反射抑制手段は、位置決め溝内での光ファイバどうしの突き合わせ部には必ずしも適用できないという制約のなかで、複雑な構成によらずに簡単な方法で実現することが望まれる。
例えば特許文献1の方法は、光ファイバをエッチングする方法であり、煩雑である。
また、特許文献2の方法は、フェルールの端面に対する光ファイバ端面の引き込み量dを正確に設定する必要があるが、フェルールの弾性に対応させた光ファイバ端面の引き込み量dを正確に設定する必要があるので、やはり煩雑である。
また、特許文献3は光減衰器であり、かつ、光ファイバ間に隙間を設けるものであって、光ファイバどうしを突き合わせる光コネクタとは事情が異なる。
【0009】
そこで、図1のような構成の光コネクタにおいて、内蔵光ファイバ及び挿入光ファイバの各端面を傾斜端面とすることで、突き合わせ部での反射を抑制する方法に着眼した。
この場合、光ファイバの端面を研磨加工により傾斜端面とするのはやはり煩雑であり、そこで、光ファイバの端面を切断加工により傾斜端面とすることに着眼した。
しかし、光コネクタ組み立て時に、挿入光ファイバ10aを位置決め溝5aに挿入して内蔵光ファイバ2と突き合わせる際、両光ファイバ2、10aの傾斜端面の先端が尖っているので、目視できない位置決め溝内で挿入光ファイバ10aを内蔵光ファイバ2に突き当てた時に光ファイバ2、10aが欠ける恐れがある。光ファイバの端面部が欠けた光コネクタは不良品となるので、突き当てた時に先端部に欠けが生じないことが重要である。
【0010】
本発明は上記事情に鑑みてなされたもので、位置決め溝内で内蔵光ファイバと挿入光ファイバとを突き合わせ接続する光コネクタにおいて、光ファイバの端面を傾斜端面として突き合わせ部の低反射接続を実現するとともに、組立時に光ファイバの欠けが発生する恐れのない光コネクタを提供することを目的とする。
【課題を解決するための手段】
【0011】
上記課題を解決する本発明は、以下の構成を採用している。
(1)内蔵光ファイバを内蔵し端面研磨を施したフェルールと、このフェルールの接続端面と反対側に延出する接続機構とを備え、前記接続機構に設けた位置決め溝内で前記内蔵光ファイバと外部から挿入した挿入光ファイバとを突き合わせ接続する光コネクタにおいて、前記内蔵光ファイバの前記挿入光ファイバと突き合わせる後端側の端面を切断加工により傾斜端面とし、前記内蔵光ファイバの前記傾斜端面の少なくともその周縁に放電処理により丸みを付けると共に、丸みを付けた前記傾斜端面に光透過性及び弾性を有する樹脂膜を形成し、その樹脂膜が前記挿入光ファイバとの間に介在するようにし、前記内蔵光ファイバを、前記位置決め溝に一定の回転角となるように配置しており、前記挿入光ファイバの前記内蔵光ファイバと突き合わせられる端面が、放電処理および樹脂膜形成をせずに切断加工のみ行った傾斜端面となっており、前記挿入光ファイバが、前記位置決め溝に前記内蔵光ファイバの前記一定の回転角に合わせた回転角となるように配置されている光コネクタ。
(2)前記内蔵光ファイバを前記位置決め溝に、その傾斜端面の尖っている頂点が位置決め溝の底側を向く態様で配置した;構成を採用しても良い。
(3)前記内蔵光ファイバの前記傾斜端面全体が湾曲凸面とされている;構成を採用しても良い。
(4)前記内蔵光ファイバと前記挿入光ファイバとが屈折率整合剤を介在させて突き合わせ接続された;構成を採用しても良い。
【発明の効果】
【0012】
本発明の光コネクタによれば、内蔵光ファイバの後端側の端面を傾斜端面としたことで、接続機構の位置決め溝における内蔵光ファイバと、同じく傾斜端面とした挿入光ファイバとの突き合わせ部に低反射接続を実現することができる。
また、内蔵光ファイバが位置決め溝に、その傾斜端面の尖っている頂点が位置決め溝の底側を向く態様で配置されているので、すなわち、内蔵光ファイバの位置決め溝内での回転角(すなわち回転方向の位置、ないし傾斜端面の向き)が一定しているので、挿入光ファイバを挿入した時に欠けが発生する恐れを少なくすることができる。
すなわち、第1に、内蔵光ファイバの回転角が一定していると、その回転角に合わせた回転角で挿入光ファイバを位置決め溝に挿入することで、両光ファイバの回転角のずれのない突き合わせを行ない易く、欠けが生じる恐れを少なくできる。
第2に、内蔵光ファイバの傾斜端面の尖っている頂点が高い位置(位置決め溝の底側と反対側)にあるとその頂点に挿入光ファイバの端面が当たり易く欠け易いのに対して、頂点が位置決め溝の底側の低い位置にあると、その頂点に挿入光ファイバの端面が当たりにくく、欠けは発生しにくい。
したがって、光コネクタ組立時の不良品発生を少なくできる。
また、傾斜端面の形成が切断加工によるものであるから、研磨加工による場合と比べて傾斜端面を得る加工がはるかに簡便である。
【0013】
光ファイバを切断加工して形成した傾斜端面の周縁はシャープな角となっているので、そのような傾斜端面を持つ光ファイバどうしを突き合わせる場合、突き当て時に特に周縁の尖った先端部に欠けが生じ易い。
しかし、本発明の光コネクタによれば、内蔵光ファイバの傾斜端面の少なくとも周縁に丸みを付けたことにより、挿入光ファイバを挿入した時に欠けが発生する恐れを少なくすることができる。
したがって、光コネクタ組立時の不良品発生を少なくできる。
【0014】
また、突き合わせる両光ファイバの端面角度が互いに異なる場合には、一端側で互いに当たっても他端側に隙間が生じて、両光ファイバの端面間(ファイバ軸心上の端面間)に隙間が生じる。しかし、傾斜端面の周縁に丸みが付いていると、ファイバ軸心上の端面間の隙間が小さくなり、良好な突き合わせ接続部が形成される。
【0015】
光ファイバを切断加工して形成した傾斜端面の周縁はシャープな角となっているので、そのような傾斜端面を持つ光ファイバどうしを突き合わせる場合、突き当て時に特に周縁の尖った先端部に欠けが生じ易い。
しかし、本発明の光コネクタによれば、内蔵光ファイバの傾斜端面に樹脂膜を形成したので、挿入光ファイバを挿入して内蔵光ファイバに突き合わせた時、樹脂膜どうしの突き合わせとなり、光ファイバの傾斜端面は直接突き合わされないので、欠けが発生する恐れは少なくなる。
したがって、光コネクタ組立時の不良品発生を少なくできる。
【0016】
また、突き合わされる両光ファイバの端面角度が互いに異なる場合、仮に傾斜端面どうしが直接突き合わされるとすると、一端側で互いに当たっても他端側に隙間が生じて、両光ファイバの端面間(ファイバ軸心上の端面間)に隙間が生じる。しかし、本発明では傾斜端面に樹脂膜が形成されており、直接には弾性を有する樹脂膜どうしの突き合わせとなるので、突き合わせた時の樹脂膜の弾性圧縮変形により、実質的なファイバ軸心上の端面間の隙間(すなわち樹脂膜表面間の隙間)が小さくなりあるいは隙間がなくなり、良好な突き合わせ接続部が形成される。
弾性圧縮変形が大きく隙間がなくなる場合には、屈折率整合剤を用いない突き合わせ接続とすることも可能となり、光コネクタの組立が簡略化される。
【図面の簡単な説明】
【0017】
【図1】本発明の実施例1の光コネクタを開閉部材と共に示した斜視図である。
【図2】図1の光コネクタの側面図である。
【図3】図1の光コネクタの縦断面図である。
【図4】上記光コネクタの接続機構を開閉部材で開いた状態の拡大横断面図である。
【図5】上記光コネクタの使用状態の縦断面図である。
【図6A】上記光コネクタにおいて、内蔵光ファイバの傾斜端面の頂点がV溝の底側に向いていることを示す図であり、位置決め溝内の内蔵光ファイバ、及びこれに突き当てようとする挿入光ファイバを拡大して示した図である。
【図6B】図6AのA−A断面図である。
【図7】内蔵光ファイバの傾斜端面の頂点が、本発明の実施例の図6Aと異なりV溝の底側と反対側にある状態を説明する図である。
【図8A】実施例2の光コネクタにおける位置決め溝内の内蔵光ファイバ、及びこれに突き当てようとする挿入光ファイバを拡大して示した図である。
【図8B】図8AのA−A断面図である。
【図9A】同実施例の光コネクタにおける内蔵光ファイバを作製する要領を説明するもので、放電処理する前の内蔵光ファイバと放電のためのこれに対向させたダミー光ファイバと示す図である。
【図9B】同実施例において放電処理後の端面形状を模式的に示す図である。
【図9C】同実施例において実際の放電処理した場合の端面形状を説明する図である。
【図10A】傾斜端面の周縁に丸みが付いていない光ファイバを突き合わせた場合、ファイバ軸心上の端面間の隙間dを説明する図である。
【図10B】傾斜端面の周縁に丸みが付いていることで、ファイバ軸心上の端面間の隙間dが小さくなることを説明する図である。
【図11A】実施例3の光コネクタにおける位置決め溝内の内蔵光ファイバ、及びこれに突き当てようとする挿入光ファイバを拡大して示した図である。
【図11B】図11AのA−A断面図である。
【図12A】内蔵光ファイバの傾斜端面が直接付き合わされる状況を説明する図である。
【図12B】内蔵光ファイバの傾斜端面に樹脂膜を形成することで、押圧力なしに樹脂膜が接触される状態を示す図である。
【図12C】内蔵光ファイバの傾斜端面に樹脂膜を形成したことで、弾性圧縮変形により、実質的なファイバ軸心上の端面間の隙間が小さくなることを説明する図である。
【発明を実施するための形態】
【0018】
以下、本発明を実施した光コネクタについて、図面を参照して説明する。
[実施例1]
【0019】
図1は本発明の実施例1の光コネクタ1の外観を開閉部材と共に示した斜視図、図2は図1の光コネクタ1の側面図、図3は同縦断面図である。
この光コネクタ1は、内蔵光ファイバ(被覆除去された裸ファイバ)2を備え端面研磨を施したフェルール3と、このフェルール3の接続端面3bと反対側に延出する接続機構4とを備えている。この内蔵光ファイバ2は、挿入光ファイバ10の裸ファイバ10aと突き合わせ接続する。
内蔵光ファイバ2及び挿入光ファイバの裸ファイバ10aはいずれも石英ファイバであり、その径は125μmである。
接続機構4は、フェルール3の光ファイバ穴3aに連続する位置決め溝5が形成されたベース6とこのベース6に対向する蓋部と両者を弾性的にクランプする例えば図示例ではC形の板バネ9より構成されている。すなわち、接続機構4は、ベース6と、蓋部と、ベース6及び蓋部をクランプする板バネ9とを備えている。
ベース6はフェルール3を一体に嵌合する筒状のフェルール嵌合部13及び鍔状のフランジ部14と一体に形成されており、フランジ部14からフェルール3の接続端面3bと反対側に延出している。
ベース6の位置決め溝5は、光ファイバ穴3aに直接連続して、突き合わせ接続しようとする光ファイバ2、10aを収容する位置決め溝5aと、挿入光ファイバ10の被覆部分10bを収容する位置決め溝5bとからなる。
前記蓋部は、光ファイバの突き合わせ接続部Pを開閉する接続部開閉用の蓋部7と、挿入光ファイバ10の被覆部分10bを開閉する挿入光ファイバ被覆部開閉用の蓋部8とに2分割されている。そして、板バネ9の反力に抗して各蓋部7、8をベース6に対して開閉する楔タイプの開閉部材11を用意している。
開閉部材11は、図1に示すように、接続部開閉用の蓋部7を開くための楔部11aと、挿入光ファイバ被覆部開閉用の蓋部8を開くための楔部11bとの2箇所の楔部を一体に備えている。
ベース6と蓋部7又は8との間に、前記開閉部材11の2箇所の楔部11a、11bがそれぞれ差し込まれる開閉部材差込み用の凹所12が2箇所に形成されている。なお、この開閉部材11は光コネクタ組立時にのみ使用するものである。
接続部開閉用の蓋部7の内面は平坦面であり、挿入光ファイバ被覆部開閉用の蓋部8の内面には、挿入光ファイバ10の裸ファイバ10a部分を収容する位置決め溝5a’及び被覆部分10bを収容する位置決め溝5b’が形成されている。
【0020】
この光コネクタ1は、予め工場で端面研磨を施しており、かつ挿入光ファイバ10の被覆部分10bをもクランプすることができる構成であり、現場組立が容易なので現場組立型光コネクタと一般に呼ばれている。
この光コネクタ1の組立てに際しては、開閉部材11の2箇所の楔部11a、11bを、図4にも示すようにベース6と蓋部7又は8との間に形成した開閉部材差込み用の凹所12に差し込んで、蓋部7、8を僅かに開いた状態とする。
この状態で外部から挿入光ファイバ(先端が裸ファイバ)10を挿入して、内蔵光ファイバ2と挿入光ファイバ10とを突き合わせる。
両光ファイバの端面間には屈折率整合剤が充填されている。
次いで、開閉部材11を抜いて板バネ9によりベース6と蓋部7、8とで光ファイバの突き合わせ接続部Pを挟持し、かつ挿入光ファイバ10の被覆部分10bを挟持する。
【0021】
図5に上記光コネクタ1を具体的に使用する際の光コネクタ装置50を一例として示す。
光コネクタ装置50は、光コネクタ1における接続機構4に、その後端面に当てて当該接続機構4を前方に付勢するためのスプリング51を配置した上でストップリング52を被せ、フェルール3及び接続機構4の前方部分にハウジング53を被せた構成である。
この光コネクタ装置50の構成は、例えば光コネクタアダプタ等に挿入して別の光コネクタと接続する場合に採用される。
【0022】
上述した範囲での構成は一般的なものであるが、本発明では、図6A、図6Bに拡大して示すように、内蔵光ファイバ2の挿入光ファイバ10と突き合わせる後端側の端面2aを、切断加工により傾斜端面2aとするとともに、内蔵光ファイバ2を位置決め溝5aに、その傾斜端面2aの尖っている頂点PがV形をなす位置決め溝5aの底側(図6A、図6Bで下側(底をQで示す))を向く態様で配置している。内蔵光ファイバ2の端面角度θは例えば5〜8°程度にするとよい。
なお、光ファイバを切断して傾斜端面を得る斜め切断加工は、光ファイバを直角に切断する場合と若干異なり、光ファイバに張力を作用させた上で捩りを加えて切断するが、張力及び捩りの程度を調節して所望の端面角度を得る。
内蔵光ファイバ2と突き合わせ接続する挿入光ファイバ10の端面も、同じく切断加工により傾斜端面とする。この端面角度αは、内蔵光ファイバ2の端面角度例えば5〜8°の範囲及びそれに近い範囲で適宜設定するとよい。
【0023】
上記の光コネクタ1においては、内蔵光ファイバ2の後端側の端面を傾斜端面2aとしたことで、接続機構4の位置決め溝5aにおける内蔵光ファイバ2と、同じく傾斜端面10cとした挿入光ファイバ10との突き合わせ部に低反射接続を実現することができる。
【0024】
上記の光コネクタ1を組み立てる場合、蓋部7、8を僅かに開いた状態とし、挿入光ファイバ10を位置決め溝5aに挿入して内蔵光ファイバ2と突き合わせる。
その場合、光ファイバ2、10aの端面2a、10cが傾斜しているので、突き当てた時にその傾斜端面2a、10cの尖っている頂点が欠け易い。
しかし、本発明では内蔵光ファイバ2が位置決め溝5aに、その傾斜端面2aの尖っている頂点PがV形をなす位置決め溝5aの底側を向く態様で配置されているので、すなわち、内蔵光ファイバ2の位置決め溝5a内での回転角(すなわち回転方向の位置、ないし傾斜端面の向き)が一定しているので、挿入光ファイバ10aを挿入した時に欠けが発生する恐れは少ない。
すなわち、第1に、内蔵光ファイバ2の回転角が一定していると、その回転角に合わせた回転角で挿入光ファイバ10を位置決め溝5aに挿入することで、両光ファイバ2、10aの回転角のずれのない突き合わせを行ない易く、欠けが生じる恐れを少なくできる。
第2に、内蔵光ファイバ2の傾斜端面2aの尖っている頂点Pが、図7のように高い位置(V溝の底側と反対側)にあるとその頂点Pに挿入光ファイバの端面が当たり易く欠け易いのに対して、頂点Pが図6A、及び図6BのようにV溝5aの底側の低い位置にあると、その頂点Pに挿入光ファイバの端面が当たりにくく、欠けは発生しにくい。
したがって、光コネクタ組立時の不良品発生を少なくできる。
また、傾斜端面の形成が切断加工によるものであるから、研磨加工による場合と比べて傾斜端面を得る加工がはるかに簡便である。
なお、本実施例1でV形の位置決め溝を図示しているが、この形状に限定されず、他の形状でもよい。例えば、U形の形状でもよく、コの字の形状でもよい。
[実施例2]
【0025】
以下、図8A〜図10Bに基づいて、実施例2に係る光コネクタ1を説明する。実施例1と同じ部分の説明は省略して、異なる部分を中心に説明する。
本実施例2は、上記のような図1から図5と同じ構成を有し、ここでその説明を省略する。本発明の実施例2では、図8A及び図8Bに拡大して示すように、内蔵光ファイバ2の挿入光ファイバ10と突き合わせる後端側の端面2aを切断加工により傾斜端面2aとするとともに、内蔵光ファイバ2の前記傾斜端面2aを融着接続機を用いて放電処理して傾斜端面2aの主として周縁に丸みを付けている。丸みを付けた周縁部を符号2bで示す。挿入光ファイバ10も同様に、切断加工により傾斜端面とした後に、放電処理により主として周縁に丸みを付けたものを使用するとよい。
内蔵光ファイバ2の傾斜端面2aの端面角度θは例えば例えば5〜8°程度とするとよい。また、挿入光ファイバ10の傾斜端面10cの端面角度αも概ね同程度とするとよい。
なお、図では各光ファイバ(裸ファイバ)2、10aにおけるコアとクラッドの区別は省略している。
【0026】
上記のような周縁に丸みを付けた傾斜端面2aを得る要領を内蔵光ファイバ2について説明すると、まず、図9Aのように内蔵光ファイバを切断して端面角度θの傾斜端面2a’を得る。放電処理する前の内蔵光ファイバを2’で示す。
なお、光ファイバを切断して傾斜端面を得る斜め切断加工は、光ファイバを直角に切断する場合と若干異なり、光ファイバに張力を作用させた上で捩りを加えて切断するが、張力及び捩りの程度を調節して所望の端面角度を得る。
次いで、切断加工で傾斜端面2a’とした内蔵光ファイバ2’と放電のためのダミー光ファイバ20’とを融着接続機にセットして、放電処理する。
図示のダミー光ファイバ20’の端面20a’は直角としているが、若干角度を付けてもよい。その端面角度はそれほど重要でない。
一般に融着接続する際には、予めファイバ端面のゴミ等を除去する清掃放電を行った後、融着接続のための放電を行うが、本発明における放電処理は例えば前記清掃放電のみによって行うことができる。
放電処理をすると、図9Bに模式的に示した内蔵光ファイバ2のように主として周縁が丸みを帯びた傾斜端面2aが得られる。この場合、ダミー光ファイバ20の端面20aの周縁も当然丸みを帯びる。
なお、実際の放電処理では、図9Cに示したように、周縁のみでなく端面全体に丸みを帯びて、端面内部(中心側部分)が略球面などの湾曲面となった傾斜端面2aが得られる。
放電条件は、所望の端面形状が得られ放電条件を実験的に探って、適切な条件に設定するとよい。例えば、融着接続に際して行う清掃放電時間の例えば50mm秒程度などに対して、清掃放電時間を例えば700mm秒程度などと長くするとよい。
【0027】
上記の光コネクタ1においては、内蔵光ファイバ2の後端側の端面を傾斜端面2aとしたことで、接続機構4の位置決め溝5aにおける内蔵光ファイバ2と、同じく傾斜端面10cとした挿入光ファイバ10との突き合わせ部に低反射接続を実現することができる。
【0028】
上記の光コネクタ1を組み立てる場合、蓋部7、8を僅かに開いた状態とし、挿入光ファイバ10を位置決め溝5aに挿入して内蔵光ファイバ2と突き合わせる。
光ファイバを切断加工して形成した傾斜端面の周縁はシャープな角となっているので、そのような傾斜端面を持つ光ファイバどうしを突き合わせる場合、突き当て時に特に周縁の尖った先端部に欠けが生じ易い。
しかし、上記の光コネクタ1では、内蔵光ファイバ2の傾斜端面2aを融着接続機を用いて放電処理して傾斜端面の主として周縁に丸みを付けたので、挿入光ファイバ10aを挿入した時に欠けが発生する恐れを少なくすることができる。
したがって、光コネクタ組立時の不良品発生を少なくできる。
また、傾斜端面の形成が切断加工によるものであるから、研磨加工による場合と比べて傾斜端面を得る加工がはるかに簡便である。
【0029】
また、図10Aのように、切断加工だけで放電処理をしていない傾斜端面2a’、10c’を持つ光ファイバ2’、10a’どうしを突き合わせた場合、図示のように突き合わせた両光ファイバ2’、10a’の端面角度が互いに異なる場合には、一端側(図では上端側)で互いに当たっても他端側(図では下端側)に隙間が生じて、両光ファイバ2’、10a’の端面2a’、10c’間(ファイバ軸心上の端面間)に隙間dが生じる。
しかし、図10Bのように傾斜端面2a、10cの周縁に丸みが付いていると、ファイバ軸心上の端面2a、10c間の隙間dが小さくなり、良好な突き合わせ接続部が形成される。
本実施例2において、放電処理により丸みを形成したが、これに限定されず、レーザー照射処理や研磨処理により丸みを形成することも可能である。
[実施例3]
【0030】
以下、図11A〜図12Cに基づいて、実施例3に係る光コネクタを説明する。実施例1と同じ部分の説明は省略して、異なる部分を中心に説明する。
実施例1において、両光ファイバの端面間に屈折率整合剤が充填されているが、本実施例3では、後述するように、両光ファイバの端面間に屈折率整合剤の充填を必要とする場合と、必要としない場合がある。
【0031】
本実施例3は、上記のような図1から図5と同じ構成を有し、ここでその説明を省略する。本発明の実施例3では、図11A及び図11Bに拡大して示すように、内蔵光ファイバ2の挿入光ファイバ10の裸ファイバ10aと突き合わせる後端側の端面2aを切断加工により傾斜端面2aとするとともに、前記傾斜端面2aに膜厚15〜30μmの光透過性及び弾性を有するシリコン又はアクリル樹脂からなる樹脂膜21を形成している。樹脂膜21の成分として、上記シリコン又はアクリル樹脂以外にも、エポキシ樹脂等を使用することも可能である。傾斜端面2aにシリコン又はアクリル樹脂からなる樹脂膜21を形成する手段は特に限定されないが、例えば、傾斜端面2aに単に塗布する方法で形成することができる。
光ファイバを切断して傾斜端面を得る斜め切断加工は、光ファイバを直角に切断する場合と若干異なり、光ファイバに張力を作用させた上で捩りを加えて切断するが、張力及び捩りの程度を調節して所望の端面角度を得る。
内蔵光ファイバ2の傾斜端面2aの端面角度θは例えば5〜8°程度とするとよい。また、挿入光ファイバ10の傾斜端面10cの端面角度αも概ね同程度とするとよい。
なお、図では各光ファイバ(裸ファイバ)2、10aにおけるコアとクラッドの区別は省略している。
【0032】
上記の光コネクタ1においては、内蔵光ファイバ2の後端側の端面を傾斜端面2aとしたことで、接続機構4の位置決め溝5aにおける内蔵光ファイバ2と、同じく傾斜端面10cとした挿入光ファイバ10との突き合わせ部に低反射接続を実現することができる。
【0033】
上記の光コネクタ1を組み立てる場合、蓋部7、8を僅かに開いた状態とし、挿入光ファイバ10を位置決め溝5aに挿入して内蔵光ファイバ2と突き合わせる。
光ファイバを切断加工して形成した傾斜端面の周縁はシャープな角となっているので、そのような傾斜端面を持つ光ファイバどうしを突き合わせる場合、突き当て時に特に周縁の尖った先端部に欠けが生じ易い。
しかし、上記の光コネクタ1では、内蔵光ファイバ2の傾斜端面2aに膜厚15〜30μmのシリコン又はアクリル樹脂からなる樹脂膜21を形成したので、挿入光ファイバ10を挿入して内蔵光ファイバ2に突き合わせた時、樹脂膜21どうしの突き合わせとなり、光ファイバの傾斜端面2a、10cは直接突き合わされないので、欠けが発生する恐れは少なくなる。
したがって、光コネクタ組立時の不良品発生を少なくできる。
また、傾斜端面の形成が切断加工によるものであるから、研磨加工による場合と比べて傾斜端面を得る加工がはるかに簡便である。
【0034】
また、突き合わされる両光ファイバの端面角度が互いに異なる場合、仮に図12Aのように傾斜端面2a、10cどうしが直接突き合わされるとすると、一端側(図では上端側)で互いに当たっても他端側(図では下端側)に隙間が生じて、両光ファイバ2、10aの端面2a、10c間(ファイバ軸心上の端面間)に隙間dが生じる。
しかし、本発明の実施例3では傾斜端面に樹脂膜21が形成されており、直接には弾性を有する樹脂膜21どうしの突き合わせとなる。両光ファイバ2、10aの樹脂膜表面どうしが押圧力なしに接触した状態を図12Bに示す。
両光ファイバ2、10aを一定の押圧力で突き合わせた時は、図12Cに示すように、樹脂膜21の弾性圧縮変形により、実質的なファイバ軸心上の端面間の隙間(すなわち樹脂膜表面間の隙間)が小さくなりあるいは隙間がなくなる。したがって、良好な突き合わせ接続部が形成される。
樹脂膜21の弾性圧縮変形が大きく隙間がなくなる場合には、屈折率整合剤を用いない突き合わせ接続とすることも可能となり、光コネクタの組立が簡略化される。
[実施例4]
【0035】
本実施例4において、上記実施例1〜3と同じ部分の説明は省略して、異なる部分を中心に説明する。
本実施例4において、上記実施例1と同じように、裁断加工により内蔵光ファイバ2の端面を傾斜端面2aにすると共に、挿入光ファイバ10の端面も傾斜端面10cにする。
その後、実施例2と同じように、内蔵光ファイバ2の傾斜端面2aを、融着接続機を用いて放電処理して傾斜端面の少なくとも周縁に丸みを付ける。同じように、裸ファイバ10aの傾斜端面10cについても、少なくともその周縁に丸みを付ける。もちろん、レーザーの照射、又は研磨により丸みを付けることも可能である。
その後、上記実施例3と同じように、傾斜端面2a、10cに、シリコン又はアクリル樹脂からなる樹脂膜を形成する。これにより、上記実施例1〜3と同じ効果が得られる。
【産業上の利用可能性】
【0036】
本発明によれば、光ファイバの端面を傾斜端面として突き合わせ部の低反射接続を実現するとともに、組立時に光ファイバの欠けが発生する恐れのない光コネクタを提供することが可能である。
【符号の説明】
【0037】
1・・・光コネクタ、2・・・内蔵光ファイバ(被覆除去された裸ファイバ)、2a・・・傾斜端面、2b・・・(傾斜端面の)丸みを付けた周縁部、3・・・フェルール、3a・・・光ファイバ穴、3b・・・(フェルールの)接続端面、4・・・接続機構、5・・・位置決め溝、5a・・・(ベース側の)位置決め溝、5a’、5b’ ・・・(蓋部側の)位置決め溝、6・・・ベース、7、8・・・蓋部、9・・・板バネ、10・・・挿入光ファイバ、10a・・・光ファイバ(挿入光ファイバの裸ファイバ)、10b・・・被覆部分(挿入光ファイバの被覆部分)、10c・・・(挿入光ファイバの)傾斜端面、11・・・開閉部材、12・・・(開閉部材差込用の)凹所、13・・・フェルール嵌合部、14・・・フランジ部、20・・・(放電のための)ダミー光ファイバ、21・・・シリコン又はアクリル樹脂による樹脂膜、θ・・・内蔵光ファイバの端面角度、α・・・挿入光ファイバの端面角度、P・・・傾斜端面の尖っている頂点、Q・・・V形をなす位置決め溝の底。
【特許請求の範囲】
【請求項1】
内蔵光ファイバを内蔵し端面研磨を施したフェルールと、このフェルールの接続端面と反対側に延出する接続機構とを備え、前記接続機構に設けた位置決め溝内で前記内蔵光ファイバと外部から挿入した挿入光ファイバとを突き合わせ接続する光コネクタにおいて、
前記内蔵光ファイバの前記挿入光ファイバと突き合わせる後端側の端面を切断加工により傾斜端面とし、
前記内蔵光ファイバの前記傾斜端面の少なくともその周縁に放電処理により丸みを付けると共に、丸みを付けた前記傾斜端面に光透過性及び弾性を有する樹脂膜を形成し、その樹脂膜が前記挿入光ファイバとの間に介在するようにし、
前記内蔵光ファイバを、前記位置決め溝に一定の回転角となるように配置しており、
前記挿入光ファイバの前記内蔵光ファイバと突き合わせられる端面が、放電処理および樹脂膜形成をせずに切断加工のみ行った傾斜端面となっており、
前記挿入光ファイバが、前記位置決め溝に前記内蔵光ファイバの前記一定の回転角に合わせた回転角となるように配置されていることを特徴とする光コネクタ。
【請求項2】
前記内蔵光ファイバを前記位置決め溝に、その傾斜端面の尖っている頂点が位置決め溝の底側を向く態様で配置したことを特徴とする請求項1に記載の光コネクタ。
【請求項3】
前記内蔵光ファイバの前記傾斜端面全体が湾曲凸面とされていることを特徴とする請求項1または2のうちいずれか1項に記載の光コネクタ。
【請求項4】
前記内蔵光ファイバと前記挿入光ファイバとが屈折率整合剤を介在させて突き合わせ接続されたことを特徴とする請求項1から3の何れか一項に記載の光コネクタ。
【請求項1】
内蔵光ファイバを内蔵し端面研磨を施したフェルールと、このフェルールの接続端面と反対側に延出する接続機構とを備え、前記接続機構に設けた位置決め溝内で前記内蔵光ファイバと外部から挿入した挿入光ファイバとを突き合わせ接続する光コネクタにおいて、
前記内蔵光ファイバの前記挿入光ファイバと突き合わせる後端側の端面を切断加工により傾斜端面とし、
前記内蔵光ファイバの前記傾斜端面の少なくともその周縁に放電処理により丸みを付けると共に、丸みを付けた前記傾斜端面に光透過性及び弾性を有する樹脂膜を形成し、その樹脂膜が前記挿入光ファイバとの間に介在するようにし、
前記内蔵光ファイバを、前記位置決め溝に一定の回転角となるように配置しており、
前記挿入光ファイバの前記内蔵光ファイバと突き合わせられる端面が、放電処理および樹脂膜形成をせずに切断加工のみ行った傾斜端面となっており、
前記挿入光ファイバが、前記位置決め溝に前記内蔵光ファイバの前記一定の回転角に合わせた回転角となるように配置されていることを特徴とする光コネクタ。
【請求項2】
前記内蔵光ファイバを前記位置決め溝に、その傾斜端面の尖っている頂点が位置決め溝の底側を向く態様で配置したことを特徴とする請求項1に記載の光コネクタ。
【請求項3】
前記内蔵光ファイバの前記傾斜端面全体が湾曲凸面とされていることを特徴とする請求項1または2のうちいずれか1項に記載の光コネクタ。
【請求項4】
前記内蔵光ファイバと前記挿入光ファイバとが屈折率整合剤を介在させて突き合わせ接続されたことを特徴とする請求項1から3の何れか一項に記載の光コネクタ。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6A】
【図6B】
【図7】
【図8A】
【図8B】
【図9A】
【図9B】
【図9C】
【図10A】
【図10B】
【図11A】
【図11B】
【図12A】
【図12B】
【図12C】
【図2】
【図3】
【図4】
【図5】
【図6A】
【図6B】
【図7】
【図8A】
【図8B】
【図9A】
【図9B】
【図9C】
【図10A】
【図10B】
【図11A】
【図11B】
【図12A】
【図12B】
【図12C】
【公開番号】特開2013−92807(P2013−92807A)
【公開日】平成25年5月16日(2013.5.16)
【国際特許分類】
【出願番号】特願2013−30448(P2013−30448)
【出願日】平成25年2月19日(2013.2.19)
【分割の表示】特願2010−511436(P2010−511436)の分割
【原出願日】平成21年12月18日(2009.12.18)
【出願人】(000005186)株式会社フジクラ (4,463)
【Fターム(参考)】
【公開日】平成25年5月16日(2013.5.16)
【国際特許分類】
【出願日】平成25年2月19日(2013.2.19)
【分割の表示】特願2010−511436(P2010−511436)の分割
【原出願日】平成21年12月18日(2009.12.18)
【出願人】(000005186)株式会社フジクラ (4,463)
【Fターム(参考)】
[ Back to top ]