
光ファイバの融着接続方法
【課題】光ファイバ端面全体を観察し得るようにして欠け、ハックルを検出し、それら欠け、ハックルを除去して光ファイバの端面同士を融着接続することのできる光ファイバの融着接続方法を提供する。
【解決手段】一対の光ファイバ1,3の端面同士を融着接続する光ファイバの融着接続方法において、光ファイバの端面1a,3aと対面配置した撮像手段23,25,27で、該光ファイバの端面を正面から撮像し、検出手段で検出した欠け、ハックルを有した光ファイバ端面に放電した後、両光ファイバの端面同士を融着接続する。
【解決手段】一対の光ファイバ1,3の端面同士を融着接続する光ファイバの融着接続方法において、光ファイバの端面1a,3aと対面配置した撮像手段23,25,27で、該光ファイバの端面を正面から撮像し、検出手段で検出した欠け、ハックルを有した光ファイバ端面に放電した後、両光ファイバの端面同士を融着接続する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、光ファイバの融着接続方法に関し、特に光ファイバ端面の欠け、ハックルの検出技術に関する。
【背景技術】
【0002】
例えば、特許文献1では、光ファイバの端面を正面からではなく側方から光学系で撮像して得られた輝度分布をほぼ平坦になるようにし、その輝度分布の濃淡部位から欠けを検出するようにしている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2000−146751号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、特許文献1に記載の技術では、光ファイバの端面を側方から光学系で撮像した観察画像で光ファイバ端面状態を検出しているため、死角にある欠け、ハックルを検出することができない。
【0005】
そこで、本発明は、光ファイバ端面全体を観察し得るようにして欠け、ハックルを検出し、それら欠け、ハックルを除去して光ファイバの端面同士を融着接続することのできる光ファイバの融着接続方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
第1の本発明は、一対の光ファイバの端面同士を融着接続する光ファイバの融着接続方法において、前記光ファイバの端面と対面配置した撮像手段で、該光ファイバの端面を正面から撮像し、検出手段で検出した欠け、ハックルを有した光ファイバ端面に放電手段で放電した後、両光ファイバの端面同士を融着接続することを特徴としている。
【0007】
第2の発明は、第1の発明において、前記撮像手段で得られた光ファイバ端面の画像を画像手段で表示すると共にその画像から輝度情報として欠け、ハックルの部位を画像手段に明示し、また、検出した欠け、ハックルが端面観察画像で軽減あるいは無くなるまで光ファイバ端面に放電手段で放電することを特徴としている。
【0008】
第3の発明は、第2の発明において、前記欠け、ハックルの部位の画像手段への明示は、前記光ファイバの端面観察画像上の欠け、ハックルの部位を囲みあるいは線等の印で指し示して明示することを特徴としている。
【0009】
第4の発明は、第3の発明において、前記欠け、ハックルの部位を横切る任意の軸方向の輝度情報を数値化し、グラフ化して表示することを特徴としている。
【発明の効果】
【0010】
本発明の光ファイバの融着接続方法によれば、光ファイバの端面と対向配置した撮像手段で、光ファイバの端面を正面から撮像しているので、光ファイバ端面全体の画像から輝度情報を得ることができ、輝度情報として欠け、ハックルの部位を画像手段に明示することができる。そして、検出した欠け、ハックルを有した光ファイバ端面に放電手段で放電した後、両光ファイバの端面同士を融着接続すれば、低損失な接続を行うことができる。
【図面の簡単な説明】
【0011】
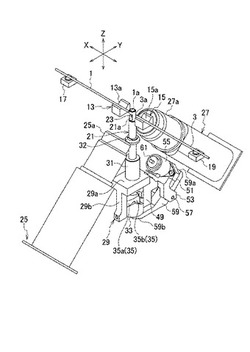
【図1】図1は本発明の一実施の形態に係る融着接続装置の斜視図である。
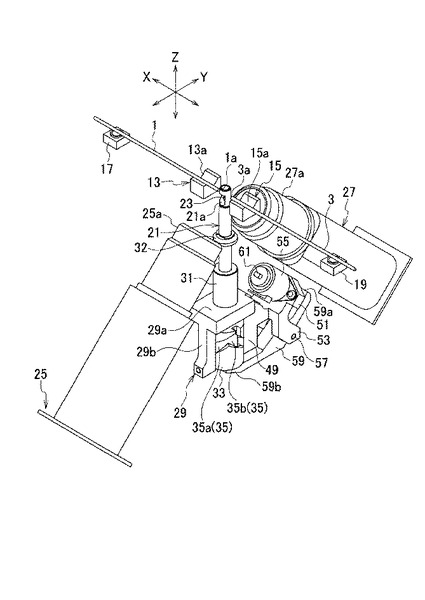
【図2】図2は図1の融着接続装置の光ファイバを保持する部分を示す側面図である。
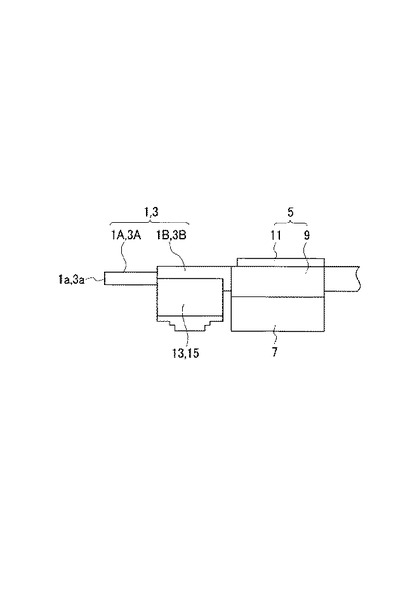
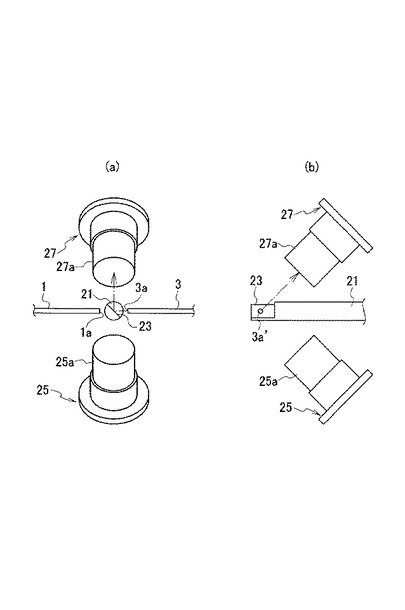
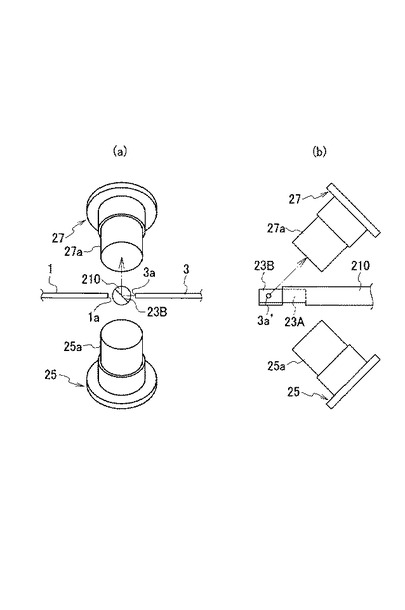
【図3】図3は図1の融着接続装置で一方の光ファイバの端面を撮像している状態を示し、(a)はその平面図、(b)は(a)の右側面図である。
【図4】図4は図1の融着接続装置で他方の光ファイバの端面を撮像している状態を示し、(a)はその平面図、(b)は(a)の右側面図である。
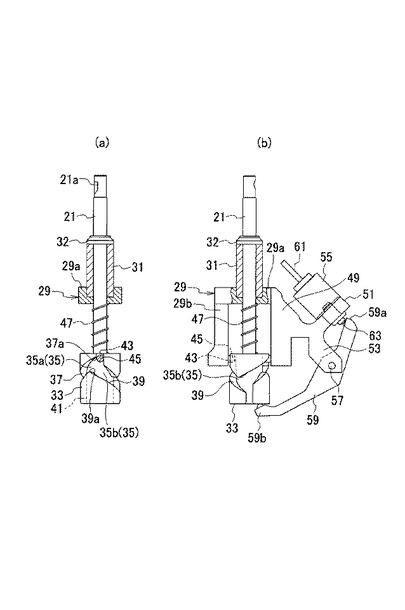
【図5】図5は図1の融着接続装置でミラー軸が上昇端位置にある状態を示し、(a)は図1の光ファイバに対して直交する側方から見た側面図、(b)は図1の光ファイバに対してその長さ方向から見た正面図である。
【図6】図6は図1の融着接続装置でミラー軸が下降端位置にある状態を示し、(a)は図1の光ファイバに対して直交する側方から見た側面図、(b)は図1の光ファイバに対してその長さ方向から見た正面図である。
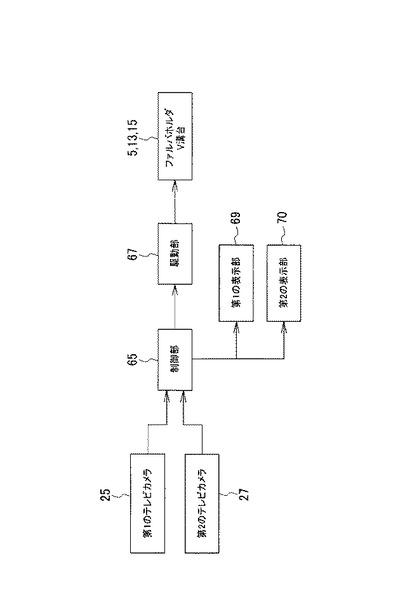
【図7】図7は図1の融着接続装置の制御ブロック図である。
【図8】図8は本発明の他の実施形態に係る融着接続装置での図3に対応する図で、(a)はその平面図、(b)は(a)の右側面図である。
【図9】図9は本発明の他の実施形態に係る融着接続装置での図4に対応する図で、(a)はその平面図、(b)は(a)の右側面図である。
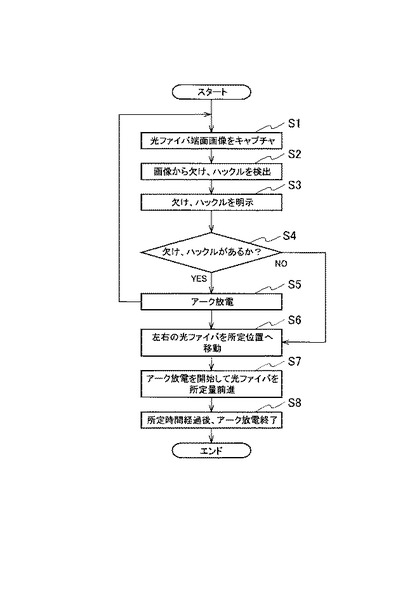
【図10】図10は本発明方法で光ファイバの端面同士を融着接続する工程を示すフローチャートである。
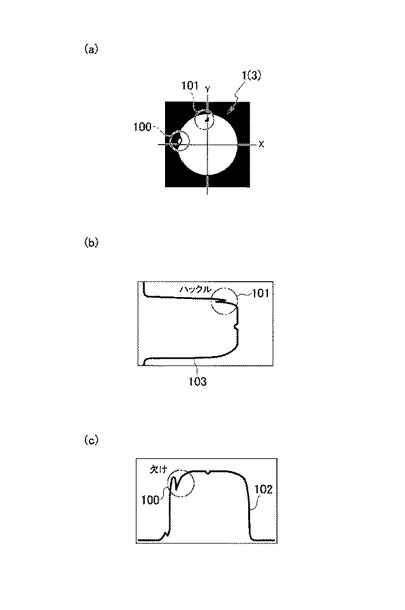
【図11】図11(a)は本発明方法で得られた光ファイバ端面の観察画像を示し、同図(b)はY軸方向の輝度線、同図(c)はX軸方向の輝度線である。
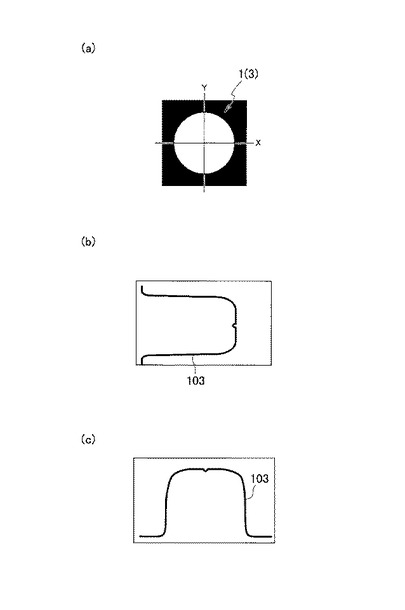
【図12】図12(a)は放電後の光ファイバ端面の観察画像を示し、同図(b)はY軸方向の輝度線、同図(c)はX軸方向の輝度線である。
【発明を実施するための形態】
【0012】
以下、本発明を適用した具体的な実施の形態について図面を参照しながら詳細に説明する。
【0013】
先ず、一対の光ファイバの端面同士を融着接続する融着接続装置について説明する。図1に示すように、一対の光ファイバ1,3は、その軸線方向に互いに対向した状態で、かつ、その端面1a,3aを互いに離間した状態で、光ファイバ1,3にそれぞれ対応して設けてある図2に示すファイバホルダ5によって把持されている。ファイバホルダ5は、ホルダベース7上に着脱可能に取り付けてあるホルダ本体9の凹部に光ファイバ1,3を収容した状態で、上部から開閉可能な押さえ板11で押し付けて光ファイバ1,3を固定する。なお、図1において、光ファイバ1,3の軸線方向をX軸方向とし、これに直交する方向をY軸方向とし、光ファイバ1,3の長手方向に垂直な方向をZ軸方向とする。以下、X軸と平行な面を水平面、Z軸と平行な面を垂直面とする。
【0014】
光ファイバ1,3は、図2に示すように、石英のガラスファイバ1A,3Aの外周を被覆した被覆樹脂1B,3Bを備えており、その被覆樹脂1B,3Bを備えた部位を、ファイバホルダ5が把持する。
【0015】
また、上記したファイバホルダ5よりも光ファイバ1,3の端面1a,3a側は、V溝台13,15によって光ファイバ1,3を位置決め保持している。V溝台13,15も、ファイバホルダ5同様に被覆樹脂1B,3Bを備えた部分を位置決め固定しているが、ガラスファイバ1A,3A部分を位置決め固定してもよい。
【0016】
なお、V溝台13,15に対し、そのV溝13a,15a内に一部が入り込んで光ファイバ1,3をV溝台13,15との間で押さえる図示しないクランプを備えている。
【0017】
また、図1に示すように、一対の光ファイバ1,3の適宜位置には、側方から光ファイバ1,3内に光を投射するLEDランプ17,19を配置している。LEDランプ17,19によって光ファイバ1,3内に投射された光は、光ファイバ1,3の端面1a,3aから放射される。
【0018】
そして、一対の光ファイバ1,3の端面1a,3a相互間には、光ファイバ1,3の軸線方向に直交する上下方向に延びる反射部材としてのミラー軸21を、上下動可能かつ回転可能に配置している。ミラー軸21の先端(上端)付近の一側部には凹部21aを形成してあり、この凹部21aに反射面を構成するミラー23を取り付けている。
【0019】
ミラー23は、ミラー軸21が図1のように上昇端に位置する状態で、光ファイバ1,3の端面1a,3aのうちいずれか一方の像を反射させる。ミラー23の反射光は側方に配置してある第1の撮像手段としての第1のテレビカメラ25と第2の撮像手段としての第2のテレビカメラ27とのいずれか一方に指向させる。これら第1,第2のテレビカメラ25,27の光学系の光軸が、水平面に対し傾斜した状態で配置してあり、先端側に第1,第2のレンズ25a,27aをそれぞれ備えている。
【0020】
ここでは、図1の状態に対応する図3に示すように、第1の状態として、一方の光ファイバ1の端面1aの像1a’を、ミラー23で反射させて第1のレンズ25aに入射させる。また、図1、図3の状態からミラー軸21を180度回転させた状態では、図4に示すように、第2の状態として、他方の光ファイバ3の端面3aの像3a’を、ミラー23で反射させて第2のレンズ27aに入射させる。ミラー23の反射面はミラー軸21の回転軸線を含むように位置づけられるため、ミラー軸21が180度回転しても反射面の位置は変わらない。
【0021】
次に、光ファイバ1,3の軸線に直交するミラー軸21の回転軸線を中心として回転する回転機構について説明する。図5は、図1と同様にミラー軸21が上昇端に位置する状態を示し、図6は、ミラー軸21が下降端に位置する状態を示し、かつ、図6の状態は、図5の状態に対し、ミラー軸21がその回転軸線を中心として、図5の上方から見て時計回りに90度回転している。
【0022】
ミラー軸21は、固定ブラケット29に対して上下動可能であり、固定ブラケット29は、上板部29aから上方に突出するようにして下部を取り付けてあるガイド筒31を備え、このガイド筒31内に挿入した状態のミラー軸21が上下動する。ミラー軸21のガイド筒31よりも先端側のミラー23側には、ストッパフランジ32を取り付けてあり、ミラー軸21が図6のように下降したときに、ガイド筒31の上端がストッパフランジ32に当接して、ミラー軸21のそれ以上の下降を規制する。
【0023】
ミラー軸21の下端には円筒形状部材33を設けて一体化しており、円筒形状部材33の外周部の半円弧部分の一方に、図6(a)で正面視として図示される溝35を形成している。この溝35は、ミラー軸21のミラー23と軸方向反対側の端部付近からミラー23側の端部付近にわたり螺旋状となる第1の傾斜溝35aと、第1の傾斜溝35aの上端からミラー23と反対側の下方に向けて螺旋状となる第2の傾斜溝35bとを備えている。
【0024】
ここで、第1の傾斜溝35aのミラー23側の面がガイド傾斜面37となる。一方、第2の傾斜溝35bでは、ミラー23と反対側の面がガイド傾斜面39となる。これら各ガイド傾斜面37,39は、互いに傾斜方向が異なり、かつ、互いに対向する形状となる少なくとも一対のカム面を構成している。
【0025】
また、各ガイド傾斜面37,39は、図5(b)に示すように、回転方向に沿って近接して形成され、これら一対のガイド傾斜面37,39の互いに近接する部分が円周方向で互いに重なり合っている。すなわち、図5(b)に示すように、ガイド傾斜面37の上端37aとガイド傾斜面39の上端39aとが、回転方向に互いにオーバラップしている。
【0026】
また、図5(a)に示すように、円筒形状部材33におけるガイド傾斜面37に対向する軸方向下部には、上下方向に延びる下部軸方向溝41を形成し、図5(b)に示すように、円筒形状部材33におけるガイド傾斜面39に対向する軸方向上部には、上下方向に延びる上部軸方向溝43を形成している。これら各軸方向溝41,43相互は円周方向に90度の角度を隔てた位置に設定してある。
【0027】
そして、これらの螺旋形状の溝35及び各軸方向溝41,43に沿って相対移動する被ガイド部としての突起部45を、前記した固定ブラケット29に設けている。この突起部45は、固定ブラケット29の上板部29aの一側部から下方に延びるアーム部29bの先端にて、内側に向けて突出し、溝35や軸方向溝41,43内に入り込むように形成している。なお、この突起部45は、図5では下部軸方向溝41内に位置し、図6では上部軸方向溝43内に位置し、各軸方向溝41,43内に位置することで、ミラー軸23の回転が規制されている。
【0028】
これらの螺旋形状の溝35及び各軸方向溝41,43は、円筒形状部材33の外周部の半円弧部分の他方、すなわち図5(b)において紙面の裏側にも同様に形成されている。
【0029】
上記した溝35や各軸方向溝41,43を備えた円筒形状部材33の上端面と固定ブラケット29の上板部29aとの間には弾性手段としてのスプリング47を設けており、このスプリング47によりミラー軸21を常時下方に押し付けている。
【0030】
図5(b)、図6(b)に示すように、固定ブラケット29のミラー軸21を間に挟んで前記したアーム部29bと反対側には、ミラー軸駆動機構取付部49を形成している。ミラー軸駆動機構取付部49は、ミラー軸21と反対の外側にて上方に屈曲するモータ取付アーム51と、ミラー軸21と反対の外側にて下方に屈曲する回動リンク取付アーム53とを備えている。
【0031】
そして、モータ取付アーム51の上部に駆動手段としてのモータ55を取り付け、回動リンク取付アーム53の先端には、回動支持ピン57を介して回動リンク59を回動可能に取り付けている。モータ55の回転駆動軸61は、ボールねじのねじ軸63に連結しており、回転駆動軸61の回転に伴うねじ軸63の回転によって、ねじ軸63が図示しないナットに対して回転しながら軸方向に移動する。
【0032】
ねじ軸63の先端は回動リンク59の一方の端部59aに当接し、回動リンク59の他方の端部59bは円筒形状部材33の下端面に当接している。
【0033】
図1、図5のようにミラー軸21が上昇端に位置する状態では、ねじ軸63は前進しており、このとき回動リンク59の他方の端部59bが円筒形状部材33の下端面を上方に向けて押し付けることで、スプリング47が圧縮された状態となる。この状態から、モータ55を駆動してねじ軸63を後退移動させると、回動リンク59は図5(b)中で反時計方向に回動し、これに伴ないスプリング47が伸長して該スプリング47の弾性力によって円筒形状部材33がミラー軸21とともに図6のように下降した状態となる。
【0034】
図5の状態から円筒形状部材33が下方に移動するときに、突起部45が、下部軸方向溝41から相対的に上方に移動してその直上のガイド傾斜面37に当接し、当接後は、ガイド傾斜面37に対して押し付けられながら相対移動することになる。ここで、突起部45は、固定ブラケット29に設けてあって固定されたものであるから、上記した相対移動によって円筒形状部材33が、図5(a)の上方から見た平面視で時計方向に90度回転して図6(a)の状態となる。すなわち、ミラー軸21は下降端に位置し、このとき突起部45は上部軸方向溝43に入り込んだ状態であり、スプリング47は伸びた状態である。
【0035】
続いて、図6の状態から、モータ55を前記とは逆方向に回転駆動してねじ軸63を進出移動させると、回動リンク59は図6(b)中で時計方向に回動し、円筒形状部材33をスプリング47に抗して上昇させることになる。円筒形状部材33が上昇すると、図6(a)のように上部軸方向溝43内に位置する突起部45は、その直下のガイド傾斜面39に対し、当接して押し付けることになるので、円筒形状部材33はさらに90度前記と同じ方向に回転する。
【0036】
このように、ミラー軸21は、図1、図5の上昇端位置にある状態から、モータ55を駆動してねじ軸63が後退移動することで90度回転しつつ下降し、さらにねじ軸63が前進移動することで同方向に90度回転して上昇する。これにより、ねじ軸63の後退及び前進移動を1回繰り返すことで、ミラー軸21は上昇端位置でミラー23の向きを180度回転した状態とすることができる。
【0037】
つまり、図1、図5の状態では、一方の光ファイバ1の端面1aの像1a’が、ミラー23で反射して第1のレンズ25aに入射し、第1のテレビカメラ25で撮像することができる。この状態から、上記したようなモータ55の駆動によってミラー軸21を180度回転させることで、他方の光ファイバ3の端面3aの像3a’が、ミラー23で反射して第2のレンズ27aに入射し、第2のテレビカメラ27で撮像することができる。
【0038】
ミラー軸21が180度回転した後に、さらにモータ55の駆動によりねじ軸63の後退及び前進移動を1回繰り返すことで、ミラー23の向きが元の状態、つまり図1の一方の光ファイバ1の端面1aの像1a’を反射させる状態に戻る。
【0039】
第1,2のテレビカメラ25,27で撮像した各画像は、図7に示すように、制御部65の画像処理回路で個別に画像処理して別々のデータを取得し、これら各データに基づいて、図2に示したファイバホルダ5の全体を光ファイバ1,3の軸心を中心として回転して調心作業を行う。あるいは、V溝台13,15のみを径方向に移動させて軸心合わせを行う。また、光ファイバ1,3の別々の画像データは、第1の表示部69及び第2の表示部70でそれぞれ個別に表示する。
【0040】
調心作業や軸心合わせを行った後は、光ファイバ1,3の端面1a,3a同士を当接させた状態で、図示しない放電電極を利用して融着接続する。融着接続する際には、ミラー軸21は図6のように下降端位置としてミラー軸21が邪魔にならないようにする。なお、端面1a,3a同士を当接させる際には、ファイバホルダ5を軸方向に移動させることで行う。
【0041】
このように、本実施形態では、融着接続する一対の光ファイバ1,3の端面1a,3aを撮像する際に、180度回転するミラー軸21に設けた1つのミラー23を利用して、光ファイバ1,3の端面1a,3aを正面から個別に画像を取得するようにしている。このため、正面から端面1a,3aを撮像することで光ファイバを側方から撮像する場合に比較して高精度な画像を取得できる上、一対の光ファイバ1,3の各端面1a,3aに対応する第1のテレビカメラ25及び第2のテレビカメラ27によって個別に撮像することで、高精度な画像を取得できる。
【0042】
この際、第1のテレビカメラ25は一方の光ファイバ1の端面1aの像1a’を撮像しているので、その像1a’を第1のレンズ25aの中心で受光でき、第2のテレビカメラ27は他方の光ファイバ3の端面3aの像3a’を撮像しているので、その像3a’を第2のレンズ27aの中心で受光できる。これにより、ファイバ径が大きい場合であっても、テレビカメラの撮像範囲に収めることが容易となり、一対の光ファイバの両方を1つのテレビカメラで同時に撮像するときのような不完全な画像となることを回避することができ、高精度な画像を得ることができる。
【0043】
また、各光ファイバ1,3の端面1a,3aを撮像して観察することで、該端面1a,3aに欠けなどの損傷部位を見つけることもでき、融着接続前の不良品を未然に発見することもできる。
【0044】
また、本実施形態では、ミラー軸21は、ミラー23を1つ備え、第1の状態と第2の状態との間で、光ファイバ1,3の軸線に直交する回転軸線を中心として180度回転可能であり、前記第1の状態で反射した一方の端面1aの像1a’を撮像する第1のテレビカメラ25と、前記第2の状態で反射した他方の端面3aの像3a’を撮像する第2のテレビカメラ27とを備えている。
【0045】
これにより、各端面1a,3aの像1a’、3a’を、1つのミラー23を使用して第1、第2のテレビカメラ25,27に向けて個別に反射させることができ、これら第1、第2のテレビカメラ25,27によって撮像した画像を、一対の光ファイバ1,3のいずれかであるかを容易に特定することができる。
【0046】
また、本実施形態では、ミラー軸21に設けられ、上記回転軸線の軸線方向に対向しかつ回転軸線の周囲を旋回する螺旋形状に傾斜したガイド傾斜面37,39と、このガイド傾斜面37,39に対してガイドされつつガイド傾斜面37,39に沿って相対移動することで、ミラー軸21を前記回転軸線の軸線方向に移動させると同時に回転軸線の軸線を中心として回転させる突起部45と、をそれぞれ有している。そして、ガイド傾斜面37,39は、互いに傾斜方向が異なりかつ互いに対向する形状となる少なくとも一対のガイド傾斜面37,39が回転方向に沿って近接して形成され、この一対のガイド傾斜面37,39の互いに近接する部分が円周方向で互いに重なり合っている。
【0047】
これにより、ミラー軸21が上下方向に往復移動することで、突起部45がガイド傾斜面37,39に順次ガイドされて、ミラー軸21を同一方向に90度ずつ回転させて180度回転させることが可能となる。
【0048】
また、本実施形態では、ミラー軸21は、上記回転軸線の軸線方向の一方に移動することで、一対のガイド傾斜面37,39の一方が突起部45に接触しつつ移動して90度回転し、前記回転軸線の軸線方向の他方に移動することで、前記一対のガイド傾斜面37,39の他方が突起部45に接触しつつ移動して90度回転する。
【0049】
このため、ミラー軸21を、上下動させるだけで同一方向に90度ずつ回転させて180度回転させることできる。
【0050】
また、本実施形態では、ミラー軸21を上記回転軸線の軸線方向の一方に移動させるスプリング47と、ミラー軸21をスプリング47に抗して上記回転軸線の軸線方向の他方に移動させるモータ55とを備えている。このためミラー軸21は、スプリング47に抗してモータ55を駆動させることで一方に移動し、逆にモータ55によるスプリング47への圧縮方向の駆動を解除することで、スプリング47によって他方に容易に移動させることができる。この際、モータ55は1つで済むので、部品点数を少なくでき、構造も簡素化することができる。
【0051】
さらに、本実施形態では、第1のテレビカメラ25及び第2のテレビカメラ27で撮像したぞれぞれの画像を表示する第1の表示部69及び第2の表示部70を備え、これら各表示部69,70によって上記それぞれの画像を個別に表示する。これにより、一対の光ファイバ1,3の各端面1a,3aの観察を極めて容易に行うことができる。
【0052】
なお、上記した実施形態では、撮像部として2つの第1,第2のテレビカメラ25,27を設けているが、図3(a)の状態からミラー軸23を反時計方向に90度回転させることで、各端面1a,3aの像1a’、3a’の反射光を同一方向(図3(a)中で下方)とし、これにより1台のテレビカメラでも対応することが可能である。ただし、この場合には、ミラー軸23は回転する際に上下動しない構造とする必要があり、回転のみさせる駆動機構と、融着時に下方に退避移動させるための上下動のみさせる駆動機構が必要となる。
【0053】
また、上記した実施形態では、突起部45をアーム部29bの下端に1つ設けただけであるが、この突起部45に対向する位置のミラー軸駆動機構取付部49の下端に、突起部45と同様な突起部を、図5(b)中で突起部45と左右対称に設けてもよい。この別の突起部も突起部45と同様に溝35内を相対移動して突起部45と同様の機能を果たす。
【0054】
また、上記別の突起部を突起部45に対して軸方向の異なる位置に設け、これに対応して上記溝35と同様な溝を軸方向の異なる位置に設けてもよい。
【0055】
図8、図9に示す他の実施形態は、ミラー軸210に、その軸方向に沿って2つのミラー23A,23Bを互いに離間した状態で設けている。ミラー軸210は、図8(a)、図9(a)中の紙面に直交する軸方向に移動可能であり、2つのミラー23A,23Bは、ミラー軸210の軸心を中心として180度位置が異なっている。したがって、ミラー軸210を軸方向に移動させることで、2つのミラー23A,23Bのいずれかを光ファイバ1,3の軸線上に位置させることができる。
【0056】
図8は、ミラー軸210を上昇させた状態であり、この状態では、基部側に位置するミラー23Aが光ファイバ1,3の軸線上に位置し、このときミラー23Aは、第1の状態として、一方の光ファイバ1の端面1aの像1a’を反射させて第1のテレビカメラ25の第1のレンズ25aに入射させる。
【0057】
一方、図9は、ミラー軸210を下降させた状態であり、この状態では、先端側に位置するミラー23Bが光ファイバ1,3の軸線上に位置し、このときミラー23Bは、第2の状態として、他方の光ファイバ3の端面3aの像3a’を反射させて第2のテレビカメラ27の第2のレンズ27aに入射させる。
【0058】
このように、本実施形態においても、一対の光ファイバ1,3の各端面1a,3aをそれぞれ個別に正面から撮像して観察できるので、光ファイバを側方から撮像する場合に比較して高精度な画像を取得できる上、一対の光ファイバ1,3の各端面1a,3aに対応する第1のテレビカメラ25及び第2のテレビカメラ27によって高精度な画像を取得できる。
【0059】
また、本実施形態では、2つのミラー23A,23Bを使用しているが、これら各ミラー23A,23Bを取り付けたミラー軸210をその軸方向に移動させるだけで、一対の光ファイバ1,3の端面1a,3aうちいずれかの端面を正面から撮像でき、ミラー軸を回転させる機構を備えた前記した実施形態に比較して全体の構造を簡素化することができる。
【0060】
なお、本実施形態においても、ミラー軸210を回転させる機構を設けることで、例えば図8の状態から、ミラー軸210を下降かつ図8(a)中で時計方向に90度回転させることで、図8、図9中で下部のテレビカメラ25の1台とすることもできる。
【0061】
次に、前記した融着接続装置で光ファイバ1,3の端面1a,3a同士を融着接続する本発明に係る光ファイバの融着接続方法について説明する。図10には、本発明方法で光ファイバの端面同士を融着接続する工程を示している。
【0062】
先ず、ステップS1の処理では、撮像手段で光ファイバ端面画像をキャプチャする。具体的には、ミラー23の向きを一方の光ファイバ1の端面1aに向けて第1のテレビカメラ25でその端面1aの画像を撮像し、同様にしてミラー23の向きを他方の光ファイバ3の端面3aに向けて第2のテレビカメラ27でその端面3aの画像を撮像する。そして、両光ファイバ1,3の画像を、画像手段である第1及び第2の表示部69,70にそれぞれ表示する。図11(a)は、表示部69,70に表示された光ファイバ1(3)の画像(端面観察画像)を示す。前記画像は、何れも光ファイバ1(3)の端面1a,3aにおける正面画像である。
【0063】
次に、ステップS2の処理では、検出手段によって画像から欠け、ハックルを検出する。具体的には、撮像して得られた光ファイバ1(3)の端面1a,3aの画像から輝度情報として欠け、ハックルを検出する。図11(a)の画像からは、円形の白く表示された光ファイバ1(3)の端面観察画像の部位に対して、濃淡で表示された黒くなった部位が、欠け100またはハックル101として検出できる。
【0064】
次に、ステップS3の処理では、欠け、ハックルを明示する。具体的には、光ファイバ1(3)の端面観察画像上の欠け、ハックルの部位が、囲みあるいは線(矢印も含む)等の印で指し示して明示される。図11(a)では、欠け100及びハックル101の部位を囲み円として指し示して明示している。欠け100及びハックル101の部位は、この他、その部位を指す矢印等の印として指し示して明示してもよい。そして、ステップS3の処理によって、欠け、ハックルの部位を横切る任意の軸方向(例えば、X軸方向とY軸方向)の輝度情報を数値化し、グラフ化して表示する。欠け、ハックルが無い場合の輝度線102,103は、矩形状の波形となる。しかし、欠けやハックルがある場合は、輝度線102,103に輝度の低い部位が生じる。例えば、Y軸方向の輝度線103には、一部だけ輝度が低い部位が現れている。この輝度の低い部位が、ハックル101の部位である。X軸方向の輝度線102には、同じく一部だけ輝度が低い部位が現れており、その部位が欠け100の部位である。なお、図11では、欠け、ハックルの部位を横切る軸方向にX軸方向とY軸方向を例に挙げたが、これらのXY軸方向は一例であり、これに限定されることはない。
【0065】
次に、ステップS4の処理では、光ファイバ1(3)の端面観察画像上に欠け、ハックルがあるか否かを判断する。欠け、ハックルが有れば、次のステップS5に進み、放電手段で光ファイバ1(3)の端面1a,3aにアーク放電をする。具体的には、図示を省略した放電電極間に電圧を印加させてアークを生じさせ、そのアークを光ファイバ1(3)の端面1a,3aに与える。この時の放電パワーは、通常の融着接続動作を行う時と同じパワーとする。また、放電時間は、50ms×150回とする。放電位置は、光ファイバ1(3)の中心位置とする。そして、本実施形態では、アーク放電により、欠け、ハックルが無くなるまでステップS1〜S5の処理を繰り返す。
【0066】
ステップS4の処理において、光ファイバ1(3)の端面観察画像上に欠け、ハックルが無いと判断した場合は、ステップS6の処理に進む。ステップS6の処理では、左右の光ファイバ1,3を所定位置へ移動させる。具体的には、左右の光ファイバ1,3を互いに接近する方向に近づける。そして、次のステップS7の処理を行う。ステップS7の処理では、放電電極間にアーク放電を発生させて光ファイバ1,3の端面1a,3aに放電を開始して光ファイバ1,3を所定量互いに近づくように前進させる。
【0067】
その後、ステップS8の処理に進み、ステップS8の処理では、所定時間経過後にアーク放電を終了する。このステップS8の処理を実行することで、一対の光ファイバ1,3の端面同士が融着接続される。
【0068】
本実施形態の光ファイバの融着接続方法によれば、光ファイバ1,3の端面1a,3aと対向配置した撮像手段(23,25,27)で、光ファイバ1,3の端面1a,3aを正面から撮像しているので、光ファイバ端面全体の画像から輝度情報を得ることができ、輝度情報として欠け、ハックルの部位を画像手段(69,70)に明示することができる。
【0069】
また、本実施形態の光ファイバの融着接続方法によれば、画像手段で表示されて検出された欠け、ハックルが無くなるまで光ファイバ端面に放電を行うことで、光ファイバ端面の凹凸を無くすことができる。そして、欠け、ハックルが無い光ファイバ1,3の端面1a,3a同士を融着接続すれば、機械的特性の向上が得られることに加えて低損失な接続を行うことができる。
【0070】
また、本実施形態の光ファイバの融着接続方法によれば、欠け、ハックルの部位の画像手段(69,70)への明示は、光ファイバ1(3)の端面観察画像上の欠け、ハックルの部位が、囲みあるいは線等の印で指し示して明示され、さらに、欠け、ハックルの部位を横切る任意の軸方向の輝度情報を数値化し、グラフ化して表示されるので、どの位置に欠け、ハックルが存在するのかが目視により判る。
【産業上の利用可能性】
【0071】
本発明は、光ファイバの融着接続方法に利用することができる。
【符号の説明】
【0072】
1,3…光ファイバ
23…ミラー(撮像手段)
25,27…テレビカメラ(撮像手段)
69,70…第1,第2の表示部(画像手段)
100…欠け
101…ハックル
102、103…輝度線
【技術分野】
【0001】
本発明は、光ファイバの融着接続方法に関し、特に光ファイバ端面の欠け、ハックルの検出技術に関する。
【背景技術】
【0002】
例えば、特許文献1では、光ファイバの端面を正面からではなく側方から光学系で撮像して得られた輝度分布をほぼ平坦になるようにし、その輝度分布の濃淡部位から欠けを検出するようにしている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2000−146751号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、特許文献1に記載の技術では、光ファイバの端面を側方から光学系で撮像した観察画像で光ファイバ端面状態を検出しているため、死角にある欠け、ハックルを検出することができない。
【0005】
そこで、本発明は、光ファイバ端面全体を観察し得るようにして欠け、ハックルを検出し、それら欠け、ハックルを除去して光ファイバの端面同士を融着接続することのできる光ファイバの融着接続方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
第1の本発明は、一対の光ファイバの端面同士を融着接続する光ファイバの融着接続方法において、前記光ファイバの端面と対面配置した撮像手段で、該光ファイバの端面を正面から撮像し、検出手段で検出した欠け、ハックルを有した光ファイバ端面に放電手段で放電した後、両光ファイバの端面同士を融着接続することを特徴としている。
【0007】
第2の発明は、第1の発明において、前記撮像手段で得られた光ファイバ端面の画像を画像手段で表示すると共にその画像から輝度情報として欠け、ハックルの部位を画像手段に明示し、また、検出した欠け、ハックルが端面観察画像で軽減あるいは無くなるまで光ファイバ端面に放電手段で放電することを特徴としている。
【0008】
第3の発明は、第2の発明において、前記欠け、ハックルの部位の画像手段への明示は、前記光ファイバの端面観察画像上の欠け、ハックルの部位を囲みあるいは線等の印で指し示して明示することを特徴としている。
【0009】
第4の発明は、第3の発明において、前記欠け、ハックルの部位を横切る任意の軸方向の輝度情報を数値化し、グラフ化して表示することを特徴としている。
【発明の効果】
【0010】
本発明の光ファイバの融着接続方法によれば、光ファイバの端面と対向配置した撮像手段で、光ファイバの端面を正面から撮像しているので、光ファイバ端面全体の画像から輝度情報を得ることができ、輝度情報として欠け、ハックルの部位を画像手段に明示することができる。そして、検出した欠け、ハックルを有した光ファイバ端面に放電手段で放電した後、両光ファイバの端面同士を融着接続すれば、低損失な接続を行うことができる。
【図面の簡単な説明】
【0011】
【図1】図1は本発明の一実施の形態に係る融着接続装置の斜視図である。
【図2】図2は図1の融着接続装置の光ファイバを保持する部分を示す側面図である。
【図3】図3は図1の融着接続装置で一方の光ファイバの端面を撮像している状態を示し、(a)はその平面図、(b)は(a)の右側面図である。
【図4】図4は図1の融着接続装置で他方の光ファイバの端面を撮像している状態を示し、(a)はその平面図、(b)は(a)の右側面図である。
【図5】図5は図1の融着接続装置でミラー軸が上昇端位置にある状態を示し、(a)は図1の光ファイバに対して直交する側方から見た側面図、(b)は図1の光ファイバに対してその長さ方向から見た正面図である。
【図6】図6は図1の融着接続装置でミラー軸が下降端位置にある状態を示し、(a)は図1の光ファイバに対して直交する側方から見た側面図、(b)は図1の光ファイバに対してその長さ方向から見た正面図である。
【図7】図7は図1の融着接続装置の制御ブロック図である。
【図8】図8は本発明の他の実施形態に係る融着接続装置での図3に対応する図で、(a)はその平面図、(b)は(a)の右側面図である。
【図9】図9は本発明の他の実施形態に係る融着接続装置での図4に対応する図で、(a)はその平面図、(b)は(a)の右側面図である。
【図10】図10は本発明方法で光ファイバの端面同士を融着接続する工程を示すフローチャートである。
【図11】図11(a)は本発明方法で得られた光ファイバ端面の観察画像を示し、同図(b)はY軸方向の輝度線、同図(c)はX軸方向の輝度線である。
【図12】図12(a)は放電後の光ファイバ端面の観察画像を示し、同図(b)はY軸方向の輝度線、同図(c)はX軸方向の輝度線である。
【発明を実施するための形態】
【0012】
以下、本発明を適用した具体的な実施の形態について図面を参照しながら詳細に説明する。
【0013】
先ず、一対の光ファイバの端面同士を融着接続する融着接続装置について説明する。図1に示すように、一対の光ファイバ1,3は、その軸線方向に互いに対向した状態で、かつ、その端面1a,3aを互いに離間した状態で、光ファイバ1,3にそれぞれ対応して設けてある図2に示すファイバホルダ5によって把持されている。ファイバホルダ5は、ホルダベース7上に着脱可能に取り付けてあるホルダ本体9の凹部に光ファイバ1,3を収容した状態で、上部から開閉可能な押さえ板11で押し付けて光ファイバ1,3を固定する。なお、図1において、光ファイバ1,3の軸線方向をX軸方向とし、これに直交する方向をY軸方向とし、光ファイバ1,3の長手方向に垂直な方向をZ軸方向とする。以下、X軸と平行な面を水平面、Z軸と平行な面を垂直面とする。
【0014】
光ファイバ1,3は、図2に示すように、石英のガラスファイバ1A,3Aの外周を被覆した被覆樹脂1B,3Bを備えており、その被覆樹脂1B,3Bを備えた部位を、ファイバホルダ5が把持する。
【0015】
また、上記したファイバホルダ5よりも光ファイバ1,3の端面1a,3a側は、V溝台13,15によって光ファイバ1,3を位置決め保持している。V溝台13,15も、ファイバホルダ5同様に被覆樹脂1B,3Bを備えた部分を位置決め固定しているが、ガラスファイバ1A,3A部分を位置決め固定してもよい。
【0016】
なお、V溝台13,15に対し、そのV溝13a,15a内に一部が入り込んで光ファイバ1,3をV溝台13,15との間で押さえる図示しないクランプを備えている。
【0017】
また、図1に示すように、一対の光ファイバ1,3の適宜位置には、側方から光ファイバ1,3内に光を投射するLEDランプ17,19を配置している。LEDランプ17,19によって光ファイバ1,3内に投射された光は、光ファイバ1,3の端面1a,3aから放射される。
【0018】
そして、一対の光ファイバ1,3の端面1a,3a相互間には、光ファイバ1,3の軸線方向に直交する上下方向に延びる反射部材としてのミラー軸21を、上下動可能かつ回転可能に配置している。ミラー軸21の先端(上端)付近の一側部には凹部21aを形成してあり、この凹部21aに反射面を構成するミラー23を取り付けている。
【0019】
ミラー23は、ミラー軸21が図1のように上昇端に位置する状態で、光ファイバ1,3の端面1a,3aのうちいずれか一方の像を反射させる。ミラー23の反射光は側方に配置してある第1の撮像手段としての第1のテレビカメラ25と第2の撮像手段としての第2のテレビカメラ27とのいずれか一方に指向させる。これら第1,第2のテレビカメラ25,27の光学系の光軸が、水平面に対し傾斜した状態で配置してあり、先端側に第1,第2のレンズ25a,27aをそれぞれ備えている。
【0020】
ここでは、図1の状態に対応する図3に示すように、第1の状態として、一方の光ファイバ1の端面1aの像1a’を、ミラー23で反射させて第1のレンズ25aに入射させる。また、図1、図3の状態からミラー軸21を180度回転させた状態では、図4に示すように、第2の状態として、他方の光ファイバ3の端面3aの像3a’を、ミラー23で反射させて第2のレンズ27aに入射させる。ミラー23の反射面はミラー軸21の回転軸線を含むように位置づけられるため、ミラー軸21が180度回転しても反射面の位置は変わらない。
【0021】
次に、光ファイバ1,3の軸線に直交するミラー軸21の回転軸線を中心として回転する回転機構について説明する。図5は、図1と同様にミラー軸21が上昇端に位置する状態を示し、図6は、ミラー軸21が下降端に位置する状態を示し、かつ、図6の状態は、図5の状態に対し、ミラー軸21がその回転軸線を中心として、図5の上方から見て時計回りに90度回転している。
【0022】
ミラー軸21は、固定ブラケット29に対して上下動可能であり、固定ブラケット29は、上板部29aから上方に突出するようにして下部を取り付けてあるガイド筒31を備え、このガイド筒31内に挿入した状態のミラー軸21が上下動する。ミラー軸21のガイド筒31よりも先端側のミラー23側には、ストッパフランジ32を取り付けてあり、ミラー軸21が図6のように下降したときに、ガイド筒31の上端がストッパフランジ32に当接して、ミラー軸21のそれ以上の下降を規制する。
【0023】
ミラー軸21の下端には円筒形状部材33を設けて一体化しており、円筒形状部材33の外周部の半円弧部分の一方に、図6(a)で正面視として図示される溝35を形成している。この溝35は、ミラー軸21のミラー23と軸方向反対側の端部付近からミラー23側の端部付近にわたり螺旋状となる第1の傾斜溝35aと、第1の傾斜溝35aの上端からミラー23と反対側の下方に向けて螺旋状となる第2の傾斜溝35bとを備えている。
【0024】
ここで、第1の傾斜溝35aのミラー23側の面がガイド傾斜面37となる。一方、第2の傾斜溝35bでは、ミラー23と反対側の面がガイド傾斜面39となる。これら各ガイド傾斜面37,39は、互いに傾斜方向が異なり、かつ、互いに対向する形状となる少なくとも一対のカム面を構成している。
【0025】
また、各ガイド傾斜面37,39は、図5(b)に示すように、回転方向に沿って近接して形成され、これら一対のガイド傾斜面37,39の互いに近接する部分が円周方向で互いに重なり合っている。すなわち、図5(b)に示すように、ガイド傾斜面37の上端37aとガイド傾斜面39の上端39aとが、回転方向に互いにオーバラップしている。
【0026】
また、図5(a)に示すように、円筒形状部材33におけるガイド傾斜面37に対向する軸方向下部には、上下方向に延びる下部軸方向溝41を形成し、図5(b)に示すように、円筒形状部材33におけるガイド傾斜面39に対向する軸方向上部には、上下方向に延びる上部軸方向溝43を形成している。これら各軸方向溝41,43相互は円周方向に90度の角度を隔てた位置に設定してある。
【0027】
そして、これらの螺旋形状の溝35及び各軸方向溝41,43に沿って相対移動する被ガイド部としての突起部45を、前記した固定ブラケット29に設けている。この突起部45は、固定ブラケット29の上板部29aの一側部から下方に延びるアーム部29bの先端にて、内側に向けて突出し、溝35や軸方向溝41,43内に入り込むように形成している。なお、この突起部45は、図5では下部軸方向溝41内に位置し、図6では上部軸方向溝43内に位置し、各軸方向溝41,43内に位置することで、ミラー軸23の回転が規制されている。
【0028】
これらの螺旋形状の溝35及び各軸方向溝41,43は、円筒形状部材33の外周部の半円弧部分の他方、すなわち図5(b)において紙面の裏側にも同様に形成されている。
【0029】
上記した溝35や各軸方向溝41,43を備えた円筒形状部材33の上端面と固定ブラケット29の上板部29aとの間には弾性手段としてのスプリング47を設けており、このスプリング47によりミラー軸21を常時下方に押し付けている。
【0030】
図5(b)、図6(b)に示すように、固定ブラケット29のミラー軸21を間に挟んで前記したアーム部29bと反対側には、ミラー軸駆動機構取付部49を形成している。ミラー軸駆動機構取付部49は、ミラー軸21と反対の外側にて上方に屈曲するモータ取付アーム51と、ミラー軸21と反対の外側にて下方に屈曲する回動リンク取付アーム53とを備えている。
【0031】
そして、モータ取付アーム51の上部に駆動手段としてのモータ55を取り付け、回動リンク取付アーム53の先端には、回動支持ピン57を介して回動リンク59を回動可能に取り付けている。モータ55の回転駆動軸61は、ボールねじのねじ軸63に連結しており、回転駆動軸61の回転に伴うねじ軸63の回転によって、ねじ軸63が図示しないナットに対して回転しながら軸方向に移動する。
【0032】
ねじ軸63の先端は回動リンク59の一方の端部59aに当接し、回動リンク59の他方の端部59bは円筒形状部材33の下端面に当接している。
【0033】
図1、図5のようにミラー軸21が上昇端に位置する状態では、ねじ軸63は前進しており、このとき回動リンク59の他方の端部59bが円筒形状部材33の下端面を上方に向けて押し付けることで、スプリング47が圧縮された状態となる。この状態から、モータ55を駆動してねじ軸63を後退移動させると、回動リンク59は図5(b)中で反時計方向に回動し、これに伴ないスプリング47が伸長して該スプリング47の弾性力によって円筒形状部材33がミラー軸21とともに図6のように下降した状態となる。
【0034】
図5の状態から円筒形状部材33が下方に移動するときに、突起部45が、下部軸方向溝41から相対的に上方に移動してその直上のガイド傾斜面37に当接し、当接後は、ガイド傾斜面37に対して押し付けられながら相対移動することになる。ここで、突起部45は、固定ブラケット29に設けてあって固定されたものであるから、上記した相対移動によって円筒形状部材33が、図5(a)の上方から見た平面視で時計方向に90度回転して図6(a)の状態となる。すなわち、ミラー軸21は下降端に位置し、このとき突起部45は上部軸方向溝43に入り込んだ状態であり、スプリング47は伸びた状態である。
【0035】
続いて、図6の状態から、モータ55を前記とは逆方向に回転駆動してねじ軸63を進出移動させると、回動リンク59は図6(b)中で時計方向に回動し、円筒形状部材33をスプリング47に抗して上昇させることになる。円筒形状部材33が上昇すると、図6(a)のように上部軸方向溝43内に位置する突起部45は、その直下のガイド傾斜面39に対し、当接して押し付けることになるので、円筒形状部材33はさらに90度前記と同じ方向に回転する。
【0036】
このように、ミラー軸21は、図1、図5の上昇端位置にある状態から、モータ55を駆動してねじ軸63が後退移動することで90度回転しつつ下降し、さらにねじ軸63が前進移動することで同方向に90度回転して上昇する。これにより、ねじ軸63の後退及び前進移動を1回繰り返すことで、ミラー軸21は上昇端位置でミラー23の向きを180度回転した状態とすることができる。
【0037】
つまり、図1、図5の状態では、一方の光ファイバ1の端面1aの像1a’が、ミラー23で反射して第1のレンズ25aに入射し、第1のテレビカメラ25で撮像することができる。この状態から、上記したようなモータ55の駆動によってミラー軸21を180度回転させることで、他方の光ファイバ3の端面3aの像3a’が、ミラー23で反射して第2のレンズ27aに入射し、第2のテレビカメラ27で撮像することができる。
【0038】
ミラー軸21が180度回転した後に、さらにモータ55の駆動によりねじ軸63の後退及び前進移動を1回繰り返すことで、ミラー23の向きが元の状態、つまり図1の一方の光ファイバ1の端面1aの像1a’を反射させる状態に戻る。
【0039】
第1,2のテレビカメラ25,27で撮像した各画像は、図7に示すように、制御部65の画像処理回路で個別に画像処理して別々のデータを取得し、これら各データに基づいて、図2に示したファイバホルダ5の全体を光ファイバ1,3の軸心を中心として回転して調心作業を行う。あるいは、V溝台13,15のみを径方向に移動させて軸心合わせを行う。また、光ファイバ1,3の別々の画像データは、第1の表示部69及び第2の表示部70でそれぞれ個別に表示する。
【0040】
調心作業や軸心合わせを行った後は、光ファイバ1,3の端面1a,3a同士を当接させた状態で、図示しない放電電極を利用して融着接続する。融着接続する際には、ミラー軸21は図6のように下降端位置としてミラー軸21が邪魔にならないようにする。なお、端面1a,3a同士を当接させる際には、ファイバホルダ5を軸方向に移動させることで行う。
【0041】
このように、本実施形態では、融着接続する一対の光ファイバ1,3の端面1a,3aを撮像する際に、180度回転するミラー軸21に設けた1つのミラー23を利用して、光ファイバ1,3の端面1a,3aを正面から個別に画像を取得するようにしている。このため、正面から端面1a,3aを撮像することで光ファイバを側方から撮像する場合に比較して高精度な画像を取得できる上、一対の光ファイバ1,3の各端面1a,3aに対応する第1のテレビカメラ25及び第2のテレビカメラ27によって個別に撮像することで、高精度な画像を取得できる。
【0042】
この際、第1のテレビカメラ25は一方の光ファイバ1の端面1aの像1a’を撮像しているので、その像1a’を第1のレンズ25aの中心で受光でき、第2のテレビカメラ27は他方の光ファイバ3の端面3aの像3a’を撮像しているので、その像3a’を第2のレンズ27aの中心で受光できる。これにより、ファイバ径が大きい場合であっても、テレビカメラの撮像範囲に収めることが容易となり、一対の光ファイバの両方を1つのテレビカメラで同時に撮像するときのような不完全な画像となることを回避することができ、高精度な画像を得ることができる。
【0043】
また、各光ファイバ1,3の端面1a,3aを撮像して観察することで、該端面1a,3aに欠けなどの損傷部位を見つけることもでき、融着接続前の不良品を未然に発見することもできる。
【0044】
また、本実施形態では、ミラー軸21は、ミラー23を1つ備え、第1の状態と第2の状態との間で、光ファイバ1,3の軸線に直交する回転軸線を中心として180度回転可能であり、前記第1の状態で反射した一方の端面1aの像1a’を撮像する第1のテレビカメラ25と、前記第2の状態で反射した他方の端面3aの像3a’を撮像する第2のテレビカメラ27とを備えている。
【0045】
これにより、各端面1a,3aの像1a’、3a’を、1つのミラー23を使用して第1、第2のテレビカメラ25,27に向けて個別に反射させることができ、これら第1、第2のテレビカメラ25,27によって撮像した画像を、一対の光ファイバ1,3のいずれかであるかを容易に特定することができる。
【0046】
また、本実施形態では、ミラー軸21に設けられ、上記回転軸線の軸線方向に対向しかつ回転軸線の周囲を旋回する螺旋形状に傾斜したガイド傾斜面37,39と、このガイド傾斜面37,39に対してガイドされつつガイド傾斜面37,39に沿って相対移動することで、ミラー軸21を前記回転軸線の軸線方向に移動させると同時に回転軸線の軸線を中心として回転させる突起部45と、をそれぞれ有している。そして、ガイド傾斜面37,39は、互いに傾斜方向が異なりかつ互いに対向する形状となる少なくとも一対のガイド傾斜面37,39が回転方向に沿って近接して形成され、この一対のガイド傾斜面37,39の互いに近接する部分が円周方向で互いに重なり合っている。
【0047】
これにより、ミラー軸21が上下方向に往復移動することで、突起部45がガイド傾斜面37,39に順次ガイドされて、ミラー軸21を同一方向に90度ずつ回転させて180度回転させることが可能となる。
【0048】
また、本実施形態では、ミラー軸21は、上記回転軸線の軸線方向の一方に移動することで、一対のガイド傾斜面37,39の一方が突起部45に接触しつつ移動して90度回転し、前記回転軸線の軸線方向の他方に移動することで、前記一対のガイド傾斜面37,39の他方が突起部45に接触しつつ移動して90度回転する。
【0049】
このため、ミラー軸21を、上下動させるだけで同一方向に90度ずつ回転させて180度回転させることできる。
【0050】
また、本実施形態では、ミラー軸21を上記回転軸線の軸線方向の一方に移動させるスプリング47と、ミラー軸21をスプリング47に抗して上記回転軸線の軸線方向の他方に移動させるモータ55とを備えている。このためミラー軸21は、スプリング47に抗してモータ55を駆動させることで一方に移動し、逆にモータ55によるスプリング47への圧縮方向の駆動を解除することで、スプリング47によって他方に容易に移動させることができる。この際、モータ55は1つで済むので、部品点数を少なくでき、構造も簡素化することができる。
【0051】
さらに、本実施形態では、第1のテレビカメラ25及び第2のテレビカメラ27で撮像したぞれぞれの画像を表示する第1の表示部69及び第2の表示部70を備え、これら各表示部69,70によって上記それぞれの画像を個別に表示する。これにより、一対の光ファイバ1,3の各端面1a,3aの観察を極めて容易に行うことができる。
【0052】
なお、上記した実施形態では、撮像部として2つの第1,第2のテレビカメラ25,27を設けているが、図3(a)の状態からミラー軸23を反時計方向に90度回転させることで、各端面1a,3aの像1a’、3a’の反射光を同一方向(図3(a)中で下方)とし、これにより1台のテレビカメラでも対応することが可能である。ただし、この場合には、ミラー軸23は回転する際に上下動しない構造とする必要があり、回転のみさせる駆動機構と、融着時に下方に退避移動させるための上下動のみさせる駆動機構が必要となる。
【0053】
また、上記した実施形態では、突起部45をアーム部29bの下端に1つ設けただけであるが、この突起部45に対向する位置のミラー軸駆動機構取付部49の下端に、突起部45と同様な突起部を、図5(b)中で突起部45と左右対称に設けてもよい。この別の突起部も突起部45と同様に溝35内を相対移動して突起部45と同様の機能を果たす。
【0054】
また、上記別の突起部を突起部45に対して軸方向の異なる位置に設け、これに対応して上記溝35と同様な溝を軸方向の異なる位置に設けてもよい。
【0055】
図8、図9に示す他の実施形態は、ミラー軸210に、その軸方向に沿って2つのミラー23A,23Bを互いに離間した状態で設けている。ミラー軸210は、図8(a)、図9(a)中の紙面に直交する軸方向に移動可能であり、2つのミラー23A,23Bは、ミラー軸210の軸心を中心として180度位置が異なっている。したがって、ミラー軸210を軸方向に移動させることで、2つのミラー23A,23Bのいずれかを光ファイバ1,3の軸線上に位置させることができる。
【0056】
図8は、ミラー軸210を上昇させた状態であり、この状態では、基部側に位置するミラー23Aが光ファイバ1,3の軸線上に位置し、このときミラー23Aは、第1の状態として、一方の光ファイバ1の端面1aの像1a’を反射させて第1のテレビカメラ25の第1のレンズ25aに入射させる。
【0057】
一方、図9は、ミラー軸210を下降させた状態であり、この状態では、先端側に位置するミラー23Bが光ファイバ1,3の軸線上に位置し、このときミラー23Bは、第2の状態として、他方の光ファイバ3の端面3aの像3a’を反射させて第2のテレビカメラ27の第2のレンズ27aに入射させる。
【0058】
このように、本実施形態においても、一対の光ファイバ1,3の各端面1a,3aをそれぞれ個別に正面から撮像して観察できるので、光ファイバを側方から撮像する場合に比較して高精度な画像を取得できる上、一対の光ファイバ1,3の各端面1a,3aに対応する第1のテレビカメラ25及び第2のテレビカメラ27によって高精度な画像を取得できる。
【0059】
また、本実施形態では、2つのミラー23A,23Bを使用しているが、これら各ミラー23A,23Bを取り付けたミラー軸210をその軸方向に移動させるだけで、一対の光ファイバ1,3の端面1a,3aうちいずれかの端面を正面から撮像でき、ミラー軸を回転させる機構を備えた前記した実施形態に比較して全体の構造を簡素化することができる。
【0060】
なお、本実施形態においても、ミラー軸210を回転させる機構を設けることで、例えば図8の状態から、ミラー軸210を下降かつ図8(a)中で時計方向に90度回転させることで、図8、図9中で下部のテレビカメラ25の1台とすることもできる。
【0061】
次に、前記した融着接続装置で光ファイバ1,3の端面1a,3a同士を融着接続する本発明に係る光ファイバの融着接続方法について説明する。図10には、本発明方法で光ファイバの端面同士を融着接続する工程を示している。
【0062】
先ず、ステップS1の処理では、撮像手段で光ファイバ端面画像をキャプチャする。具体的には、ミラー23の向きを一方の光ファイバ1の端面1aに向けて第1のテレビカメラ25でその端面1aの画像を撮像し、同様にしてミラー23の向きを他方の光ファイバ3の端面3aに向けて第2のテレビカメラ27でその端面3aの画像を撮像する。そして、両光ファイバ1,3の画像を、画像手段である第1及び第2の表示部69,70にそれぞれ表示する。図11(a)は、表示部69,70に表示された光ファイバ1(3)の画像(端面観察画像)を示す。前記画像は、何れも光ファイバ1(3)の端面1a,3aにおける正面画像である。
【0063】
次に、ステップS2の処理では、検出手段によって画像から欠け、ハックルを検出する。具体的には、撮像して得られた光ファイバ1(3)の端面1a,3aの画像から輝度情報として欠け、ハックルを検出する。図11(a)の画像からは、円形の白く表示された光ファイバ1(3)の端面観察画像の部位に対して、濃淡で表示された黒くなった部位が、欠け100またはハックル101として検出できる。
【0064】
次に、ステップS3の処理では、欠け、ハックルを明示する。具体的には、光ファイバ1(3)の端面観察画像上の欠け、ハックルの部位が、囲みあるいは線(矢印も含む)等の印で指し示して明示される。図11(a)では、欠け100及びハックル101の部位を囲み円として指し示して明示している。欠け100及びハックル101の部位は、この他、その部位を指す矢印等の印として指し示して明示してもよい。そして、ステップS3の処理によって、欠け、ハックルの部位を横切る任意の軸方向(例えば、X軸方向とY軸方向)の輝度情報を数値化し、グラフ化して表示する。欠け、ハックルが無い場合の輝度線102,103は、矩形状の波形となる。しかし、欠けやハックルがある場合は、輝度線102,103に輝度の低い部位が生じる。例えば、Y軸方向の輝度線103には、一部だけ輝度が低い部位が現れている。この輝度の低い部位が、ハックル101の部位である。X軸方向の輝度線102には、同じく一部だけ輝度が低い部位が現れており、その部位が欠け100の部位である。なお、図11では、欠け、ハックルの部位を横切る軸方向にX軸方向とY軸方向を例に挙げたが、これらのXY軸方向は一例であり、これに限定されることはない。
【0065】
次に、ステップS4の処理では、光ファイバ1(3)の端面観察画像上に欠け、ハックルがあるか否かを判断する。欠け、ハックルが有れば、次のステップS5に進み、放電手段で光ファイバ1(3)の端面1a,3aにアーク放電をする。具体的には、図示を省略した放電電極間に電圧を印加させてアークを生じさせ、そのアークを光ファイバ1(3)の端面1a,3aに与える。この時の放電パワーは、通常の融着接続動作を行う時と同じパワーとする。また、放電時間は、50ms×150回とする。放電位置は、光ファイバ1(3)の中心位置とする。そして、本実施形態では、アーク放電により、欠け、ハックルが無くなるまでステップS1〜S5の処理を繰り返す。
【0066】
ステップS4の処理において、光ファイバ1(3)の端面観察画像上に欠け、ハックルが無いと判断した場合は、ステップS6の処理に進む。ステップS6の処理では、左右の光ファイバ1,3を所定位置へ移動させる。具体的には、左右の光ファイバ1,3を互いに接近する方向に近づける。そして、次のステップS7の処理を行う。ステップS7の処理では、放電電極間にアーク放電を発生させて光ファイバ1,3の端面1a,3aに放電を開始して光ファイバ1,3を所定量互いに近づくように前進させる。
【0067】
その後、ステップS8の処理に進み、ステップS8の処理では、所定時間経過後にアーク放電を終了する。このステップS8の処理を実行することで、一対の光ファイバ1,3の端面同士が融着接続される。
【0068】
本実施形態の光ファイバの融着接続方法によれば、光ファイバ1,3の端面1a,3aと対向配置した撮像手段(23,25,27)で、光ファイバ1,3の端面1a,3aを正面から撮像しているので、光ファイバ端面全体の画像から輝度情報を得ることができ、輝度情報として欠け、ハックルの部位を画像手段(69,70)に明示することができる。
【0069】
また、本実施形態の光ファイバの融着接続方法によれば、画像手段で表示されて検出された欠け、ハックルが無くなるまで光ファイバ端面に放電を行うことで、光ファイバ端面の凹凸を無くすことができる。そして、欠け、ハックルが無い光ファイバ1,3の端面1a,3a同士を融着接続すれば、機械的特性の向上が得られることに加えて低損失な接続を行うことができる。
【0070】
また、本実施形態の光ファイバの融着接続方法によれば、欠け、ハックルの部位の画像手段(69,70)への明示は、光ファイバ1(3)の端面観察画像上の欠け、ハックルの部位が、囲みあるいは線等の印で指し示して明示され、さらに、欠け、ハックルの部位を横切る任意の軸方向の輝度情報を数値化し、グラフ化して表示されるので、どの位置に欠け、ハックルが存在するのかが目視により判る。
【産業上の利用可能性】
【0071】
本発明は、光ファイバの融着接続方法に利用することができる。
【符号の説明】
【0072】
1,3…光ファイバ
23…ミラー(撮像手段)
25,27…テレビカメラ(撮像手段)
69,70…第1,第2の表示部(画像手段)
100…欠け
101…ハックル
102、103…輝度線
【特許請求の範囲】
【請求項1】
一対の光ファイバの端面同士を融着接続する光ファイバの融着接続方法において、
前記光ファイバの端面と対面配置した撮像手段で、該光ファイバの端面を正面から撮像し、検出手段で検出した欠け、ハックルを有した光ファイバ端面に放電手段で放電した後、両光ファイバの端面同士を融着接続する
ことを特徴とする光ファイバの融着接続方法。
【請求項2】
請求項1に記載の光ファイバの融着接続方法において、
前記撮像手段で得られた光ファイバ端面の画像を画像手段で表示すると共にその画像から輝度情報として欠け、ハックルの部位を画像手段に明示し、
また、検出した欠け、ハックルが端面観察画像で軽減あるいは無くなるまで光ファイバ端面に放電手段で放電する
ことを特徴とする光ファイバの融着接続方法。
【請求項3】
請求項2に記載の光ファイバの融着接続方法であって、
前記欠け、ハックルの部位の画像手段への明示は、前記光ファイバの端面観察画像上の欠け、ハックルの部位を囲みあるいは線等の印で指し示して明示する
ことを特徴とする光ファイバの融着接続方法。
【請求項4】
請求項3に記載の光ファイバの融着接続方法であって、
前記欠け、ハックルの部位を横切る任意の軸方向の輝度情報を数値化し、グラフ化して表示する
ことを特徴とする光ファイバの融着接続方法。
【請求項1】
一対の光ファイバの端面同士を融着接続する光ファイバの融着接続方法において、
前記光ファイバの端面と対面配置した撮像手段で、該光ファイバの端面を正面から撮像し、検出手段で検出した欠け、ハックルを有した光ファイバ端面に放電手段で放電した後、両光ファイバの端面同士を融着接続する
ことを特徴とする光ファイバの融着接続方法。
【請求項2】
請求項1に記載の光ファイバの融着接続方法において、
前記撮像手段で得られた光ファイバ端面の画像を画像手段で表示すると共にその画像から輝度情報として欠け、ハックルの部位を画像手段に明示し、
また、検出した欠け、ハックルが端面観察画像で軽減あるいは無くなるまで光ファイバ端面に放電手段で放電する
ことを特徴とする光ファイバの融着接続方法。
【請求項3】
請求項2に記載の光ファイバの融着接続方法であって、
前記欠け、ハックルの部位の画像手段への明示は、前記光ファイバの端面観察画像上の欠け、ハックルの部位を囲みあるいは線等の印で指し示して明示する
ことを特徴とする光ファイバの融着接続方法。
【請求項4】
請求項3に記載の光ファイバの融着接続方法であって、
前記欠け、ハックルの部位を横切る任意の軸方向の輝度情報を数値化し、グラフ化して表示する
ことを特徴とする光ファイバの融着接続方法。
【図1】


【図2】
【図3】

【図4】
【図5】

【図6】
【図7】
【図8】

【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2013−109120(P2013−109120A)
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願番号】特願2011−253560(P2011−253560)
【出願日】平成23年11月21日(2011.11.21)
【出願人】(000005186)株式会社フジクラ (4,463)
【Fターム(参考)】
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願日】平成23年11月21日(2011.11.21)
【出願人】(000005186)株式会社フジクラ (4,463)
【Fターム(参考)】
[ Back to top ]