
光ファイバケーブル及び吹き付け設置技術
本発明は光ケーブルに関し、特にそれに沿って光を導く(chanelling)ための軸方向に伸張するガラスストランドと、前記ガラスストランドの回りに置かれる外被層とを有する光ファイバに関し、前記外被層は流体ドラグの影響を受けて導管に沿った前記光ケーブルの前進を容易にするためのざらざらの外面を有し、軸方向に対する断面の前記ガラスストランドは100ミクロン未満の幅を有する。ケーブル内のガラスストランド (複数の場合がある)の幅の縮小により、ケーブルはより堅くなくなり、それは吹き付け技法を使用してケーブルを設置するときに特に有利となる。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は光ケーブルに関し、特にファイバ吹き付け技法を使用して設置される光ケーブルに関するが、これに限らない。
【背景技術】
【0002】
ファイバ吹き付け又はケーブル吹き付けとして知られる技法は、最初に欧州特許第108590号に説明された。前記技法では、光ケーブルは事前に設置されたダクト又は導管内に、前記導管内のケーブルの表面に作用する粘性のドラグ力を使用することにより設置され、前記粘性のドラグ力はケーブルの前進速度よりはるかに大きな速度で設置の方向でガスをダクトに通すことにより生じる。粘性のドラグ力は、一般的には、欧州特許第108590号及び欧州特許第292037号に説明されるように、吹き付けヘッドとして知られているものの中の電動駆動輪又は駆動ベルトによって設置プロセス時にかけられる機械的な押す力で補足される。使用可能な押す力の大きさは通常、設置されているケーブルの剛性(したがってよじれ(buckle)抵抗)により決まる。ケーブル上に拡大した先端部、又はその直径がダクトの口径に比較して小さいピストン、又は(欧州特許第445858号に説明されるような)漏れシャトルを設けることも既知である。追加の設置力は、設置されているケーブルが数ミリメートル以下の直径を有する場合にも日常的に使用でき、使用されている。
【0003】
吹き付けプロセスを強化するための、欧州特許第108590号に言及される別の技法は、設置されることになるケーブルに成形された、又はざらざらの外面を与えることである。このようにして、ケーブルにかかる粘性のドラグ力を(滑らかな無地の外装の同程度のケーブルにそれ以外の場合かかるであろう力と比較して)増強することが可能である。この技法は、直径10mm又は20mmのさらに大きなケーブルだけではなく、(ファイバユニットと呼ばれることもある)直径4mm以下の小さなケーブルでも(これら2つの範囲の中間のサイズのケーブルでも)使用される。
【0004】
欧州特許第345968号では、粒状物質を含有する放射線で硬化されるポリマーを含む外部コーティングを有する一連の単一ファイバユニットが説明される。粒状物体は様々にPTFE粒子、中空ガラス微小球体、又は中空高分子微小球体である。好ましくは60ミクロン未満の平均粒子サイズを有する粒状物質は硬化していない液体高分子の中で混合される。前もつて第3の緩衝剤層を有していてもすべき被覆されるファイバは、10ミクロンから70ミクロンの厚さを有する外部コーティングを与えるために高分子/微粒子混合物が入った槽を通って引かれる。それからコーティングはUV放射線を使用して硬化される。しかしながら、我々は欧州特許第345968号に説明される被覆システムが複数ファイバユニットを覆う際に使用するには適切ではないことに気付いた。特に、複数ファイバユニット上のこのようなコーティングが、前記ユニットが曲げられるときに破損する傾向があることに気付いた。
【0005】
我々は、特に4ファイバユニット及び8ファイバユニットなどの複数ファイバユニットでは、欧州特許第345968号に説明される、粒状物質が外側コーティングポリマーと混合される単一ファイバユニット用の被覆システムは、「ファイバブレークアウト(fibre breakout)」しがちであるファイバユニットを作り出すことに気付い た。ファイバユニットは漸次的に曲げられ、このようにして漸次的に小さい曲げ半径を経験するにつれ、被覆材料に対する回復不可能な損傷が発生し、ファイバの露呈を可能にする一定の曲げ半径に達する。この現象がファイバブレークアウトとして知られている。ファイバブレークアウトが発生する曲げ半径(最小曲げ半径)が非常に大きいので、ファイバユニットがファイバユニットの通常の取り扱い中にその最小曲げ半径を経験する可能性がある場合、ユニットは実際には使用不可能である。
【0006】
欧州特許第345968号に説明されるファイバユニットの欠点のいくつかは、我々の欧州特許第521710号で対処された。特に、欧州特許第345968号のユニットの非常に悪いファイバブレークアウト性能は、粒状物質のかなりの包含を実質的には行わなかった樹脂コーティングの内層又は内層部分、及びその追加が流体ドラグの所望される増加を実現し、設置ダクトとの摩擦を削減した微粒子追加分を運んだ樹脂コーティングの外層又は外層部分を設けることにより改善された。
【0007】
欧州特許第521710号により教示されるプロセス及び構造はかなりの商業的且つ実際的な成功をおさめた。50,000kmを超えるこの種のファイバユニットが1992年以来生産/設置されてきた。
【0008】
世界の電気通信事業についてよく伝えられている景気後退にもかかわらず、及び等しくよく伝えられている設置されたが今までのところ未使用である光ファイバ(いわゆる「ダークファイバ」)の過剰な豊度にも関わらず、電気通信会社の幹線及びアクセスネットワーク内と建物、キャンパス、及び産業部分等の中の両方にさらに多くの光ファイバを設置することに対する関心が残っている。この需要の大半は、欧州特許第521710号(及び欧州特許第757022号も参照されたい)に述べられる建築技法で特に実用的であることがこれまでに判明したものより大きなファイバ数のファイバユニット、すなわち4以上のファイバ数のユニットの使用によって最善に満たされるであろう。このようにして4以上のファイバ数の実際的なファイバユニットを製造することが可能である一方、それらの耐久性及び曲げに対する許容度について懸念がある。
【0009】
このようなファイバユニットのサイズに対する制限の原則理由の1つは、やはりファイバブレークアウトである。ファイバ数が大きくなるにつれて、それがファイバを包含し、拘束しようとするため、外被で生じる応力も上昇する。さらにファイバが多くなると、最外部ファイバはユニットの中立的な(neutral)アクセスからさらに遠くなり、したがって様々なファイバがさらされる応力(及び潜在的には歪み)の範囲はさらに大きくなる。加えて、すべてのファイバを収容するためにファイバユニットの直径が拡大するにつれ、ユニットが曲げられるときに外被材料がさらされる圧縮性の引っ張り歪みはさらに大きくなる。したがって、通常は強度とのなんらかの妥協をもってさらに弾性的な樹脂が使用されなければならないか、あるいは同じ樹脂がさらに大きな歪みに耐えなければならないかのどちらかである。
【発明の開示】
【0010】
欧州特許第521710号に示されているように、特にファイバユニットが外部に配備されるときに遭遇する可能性のある温度範囲で使用可能でなければならない場合、ファイバユニットの許容できる光学性能及び機械性能を達成するためには材料性能の多くの矛盾する要件の釣り合いを前もつて取る必要性がある。ファイバユニットのファイバ数が大きくなるにつれ、満足の行く妥協を達成するのはさらに困難になる。光ファイバおよび光ケーブル製造者は、ポリマー設計者、製造者とともに、実行可能な妥協が達成しえるサイズおよび条件の範囲を広くするために多くの研究を行っている。当然のことながら研究の主要な焦点は新しい改善された樹脂及び新しい改善された被覆技法に向けられる。
【0011】
本発明の1つの態様によれば、ケーブルに沿って光を導く(channeling)ためのガラスストランド付き光ファイバ、及び前記ガラスストランドの回りに配置される外被を有する光ケーブルが提供され、前記外被は流体ドラグの影響を受けて導管に沿って光ケーブルの前進を容易にするためにざらざらする外面を有し、ガラスストランドは100ミクロン未満の幅を有する。
【0012】
前記(又は各)ガラスストランド幅は縮小されているため、ガラスストランドはより柔軟になり、ファイバブレークアウトが発生するリスクを不当に高めることなく外側外被を形成するためにより強くない、及び/又はさらに薄い外被材料を使用できる。このようにして、部分的にはガラスストランドを原因とするケーブル剛性に対する寄与及びファイバブレークアウトの関連リスクが削減されるため、及び部分的にはやはりファイバブレークアウトのリスクを不当に高めることなく、より堅くなく、及び/又はさらに薄い外被を使用できるため、外被にかかる所望される制約(constrains)を緩和することによりきつい曲がりを有するダクト又は導管で吹き付け技法を使用してさらに容易に設置できるケーブルを製造できる。
【0013】
さらに、ケーブルの中のガラスストランド(複数の場合がある)の幅の縮小により、ケーブルをより堅くなく作ることができ、導管のきつい曲がりにより、ケーブルが流体ドラグの影響を受けて前進するのを妨げるほどの大きさの摩擦抵抗が起こる可能性が低くなるため、吹き付け技法を使用してケーブルを設置するときには特に有利である。
【0014】
ざらざらした面は、溝、隆起、突起、窪み又は他の表面高さの凹凸により形成されてよく、その凹凸は、無作為に又は繰り返しパターンの形で配列されてよい。好ましい実施形態では、外被は層の回りで分散される複数の粒子を含む層の形を有する。粒子は層表面上で分散されてよく、あるいは代わりに粒子はざらざらした外面をそれに与えるために層の中に埋め込まれてよい。ただし、粒子は好ましくは外面に向けて分散され、その結果粒子が層の内部界面で弱い部位を提供する尤度は削減される。ある実施形態では、粒子の少なくともいくらかは、外被材料から外向きに突出するそれぞれの突出する部分を有し、前記突出部分は、導管の内面などの向かい合う面と移動接触して置かれるときに外被材料だけがさもなければ経験するであろう摩擦を削減するのに役立てるためにそれぞれ滑らかな輪郭を有する。
【0015】
本発明のさらなる態様は、添付されている特許請求の範囲に特定されているように提供される。
【発明を実施するための最良の形態】
【0016】
本発明は、以下の図面を参照して実施例によりさらに説明される。
【0017】
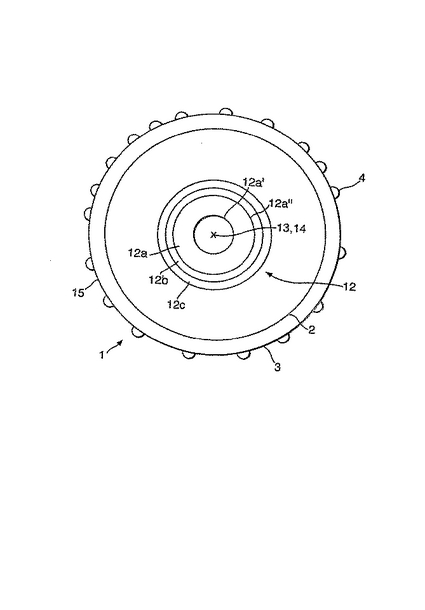
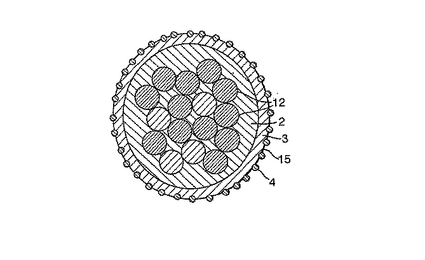
図1に光ケーブル1の断面図が示されている。ケーブル1は、ケーブル軸13に沿って伸張する光ファイバ12を有し、前記ファイバ12は外部スリーブつまり外被3の中に位置する。光ファイバ12と外被3の間に緩衝材の緩衝領域2が設けられ、緩衝材は外被材料3の弾性係数より低い弾性係数である。
【0018】
光ファイバ12は光を伝達するためのガラス領域12a、及びガラスをスクラッチや他の損傷から保護するためにガラス領域12aの回りに広がる保護領域12b、12cを有する。ガラス領域12aは、一般的に断面が円形であり、ストランド12aの形でファイバ12の軸方向に広がる。シリカガラスから形成されるストランド12aは、中心コア領域12a’と取り囲むクラッディング領域12a”を含み、前記クラッディング領域は、光がコア12a’の中に封じ込められるようにコア領域より低い屈折率を有する。コアとクラッディング領域のどちらか又は両方は、そのそれぞれの屈折率が選ばれた光伝搬モードにあわせられるガラスの複数の同心領域から形成されてよい。
【0019】
ストランド12aの幅つまり直径は、100ミクロン未満、好ましくは約80ミクロン未満、なおさらに好ましくは60ミクロン未満であるが、好ましくは、この幅以下ではネットワーク応用例で効率的に使用されるほど十分に長いファイバを確実に形成することが困難になるため30ミクロン以上である幅つまり直径を有する(多くの場合、設置されるファイバは少なくとも長さ10mとなり、通常は少なくとも100mのファイバの初期長さを有するドラムから解かれる。さらに通常は、設置長は100mを超え、多くの場合1kmを超え、製造長は通常数キロメートルとなる)。本例では、ガラスストランドは直径80ミクロンであり、保護領域は、一般的に約10から15ミクロンである厚さを有し、その結果ファイバの幅又は直径は約100ミクロンとなる。
【0020】
ケーブルの製造が完了した後に、ガラスストランド(複数の場合がある)の断面が完全に円形ではなくてよく、一般的には楕円形となる、あるいは不規則な境界を有することがあることが理解されるであろう。しかしながら、このようなストランドは同じ面積の円形断面の直径に相当する有効幅つまり直径を有する。
【0021】
保護領域12b、12cはガラス領域12aをじかに取り囲む一次コーティング12 b、及び一次コーティング12bの回りに広がる二次コーティング12cにより形成される。一次コーティングは、ガラスストランド12aと、硬い材料から形成される二次コーティング12cの間の緩衝剤又は緩衝物として働くためにシリコン又はアクリレートポリマーなどの低い弾性係数を有する材料から形成される。このようにして、ガラスストランド12aは、少なくとも部分的にガラス領域を取り囲む非ガラス領域12b、12cによって囲まれている。
【0022】
外被層3は、平坦でない、あるいはそれ以外の場合ざらざらした外面を外被層3に与えるためにその表面上に複数の粒子4を分散させる。外被3に粒子4を固定するために、粒子は少なくとも部分的に外被3の材料の中に埋め込まれ、それぞれの部分的に埋め込まれた粒子4は外被3から外向きに突出する。粒子4は、それぞれの粒子の突出する部分が、外側の外被表面がそれ以外の場合、導管の内面のような滑らかな対向する面と移動接触するときに経験するであろう摩擦量を増やすというリスクを削減するために、好ましくは、球状又は滴形などの滑らかな形状を有する。ガラスなどの硬い物質の使用など、粒子材料を適切に選択すれば摩擦の量は削減される。摩擦のこのような削減は、少なくとも部分的には実際の外被材料の表面と対向する表面の間の分離から生じると考えられる。粒子4でもたらされる付加的な影響とは、結果として生じるざらざらした表面が流体ドラグにさらに影響を受けやすく、その結果、外側の外被表面の側を通る特定の流体の流れの場合、 (完全にざらざらしていない表面によって経験するであろうドラグと比較して)外被表面で分散されたドラグが増加するという点である。
【0023】
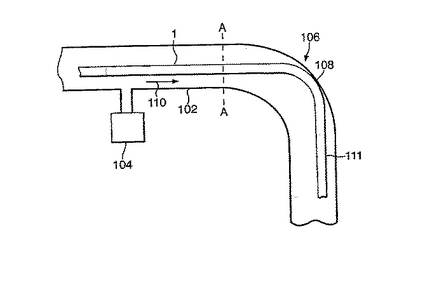
ざらざらした外面15のケーブル1は、図7に描かれているような吹き付け技法を使用してさらに容易に取り付けることができる。ここでは、ケーブル1は管状の導管102の中に部分的に導き入れられ、その結果ケーブル1の先端部分111は導管又はダクト102内にある。ケーブルは(一般的には吹き付けヘッドとして知られている)押す装置を使用することによりダクトの中に挿入される。移動方向110でケーブルを導管の中に進めるために、ガス又は空気などの他の流体の流れが、導管と流体連通する圧縮機又は携帯用ボンベ入りガス104を使用して導管の少なくとも一部に通される。流体は吹き付けヘッドを介して便利にダクト又は導管に適用される。このような設置技法では、流体の流れ110とケーブル1の間のドラグは(吹き付けヘッドにかけられる押す力と連動して)ケーブルを流体の流れの方向で移動させる。ケーブルは流体の力のために少なくとも部分的に前進するため、及びこれらの流体の力は、一端にのみ存在するのではなく、ケーブルに沿って分散されるため、ケーブルは設置中損傷を受ける可能性は低い。
【0024】
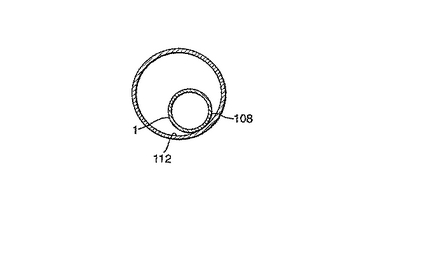
従来の通信光ファイバに比較して縮小されたガラスストランド12aの直径のため、ファイバ12は(ファイバブレークアウトとして知られる)緩衝剤又は外被層の断絶を引き起こさずにより小さな半径の湾曲への曲げに耐えることができるであろう。これにより必要とされる緩衝剤又は外被材料の厚さは削減される。これら、特に、ファイバ剛性を制御する際にそれ自体重要であるガラスストランドの幅の縮小を検討した結果、ケーブルは従来の通信ファイバを使用する同程度のケーブルより堅くなく作ることができる。剛性の削減は、ケーブル1が曲げの近傍でダクトに当たるときにケーブル1がダクトの表面にかける力を削減するため、剛性の削減は吹き付け技法を使用する設置のためにざらざらした表面15を有するケーブルにとっては重要となる可能性がある。これは、導管内の曲げ106の近傍で、移動方向のケーブル1の湾曲が導管側壁領域108の湾曲より少なく、流体の流れ110のドラグ力により克服されなければならない摩擦力を生じさせる、図7及び図8でさらに明確に確かめることができる。曲げ106の近傍で側壁108によりかけられる摩擦力は部分的にはケーブル1の剛性に起因するため、ガラスストランド12の直径を縮小することによりケーブル剛性を削減することにより、ケーブルは導管に沿ってさらに容易に前進できる。この利点は、使用可能である最大の押す力が少なくとも部分的には使用されるケーブルの剛性によって決まるという事実に対して釣り合いを取らなければならない。したがって、より堅くないケーブルを使用すると、より小さい押す力を使用することになり、これらは摩擦力削減により補償されない可能性がある。特に、設置経路が著しい曲げがなく概してまっすぐである場合、より堅くないケーブルではなく、より堅いケーブルを使用することが望ましい場合がある。その理由は、これらがさらに大きい押す力の使用を可能にする可能性があるためである。(言うまでもなく、このようなより高い剛性のケーブルでより小さい直径のファイバを使用することもできる)。ガラスストランド12aの直径の縮小はケーブル1の重量の削減につながる場合もあり、その結果、重力の影響を受けてダクトの下方の面112を圧迫するケーブル1の重量により引き起こされる摩擦が削減される可能性があることが理解されるであろう。このようにして、ガラスストランド直径の縮小及びその結果生じる摩擦の削減が、より長いダクト、及び/又はよりきつい曲げを有するダクト内にケーブルを設置するために吹き付け技法を使用することを可能にする。
【0025】
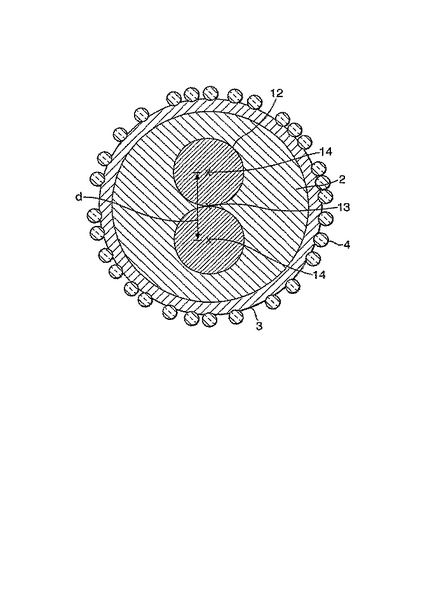
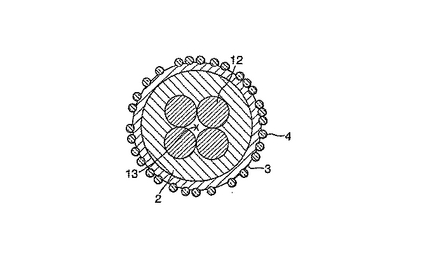
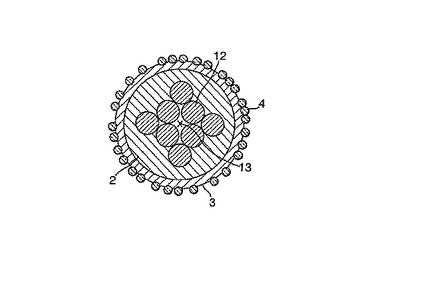
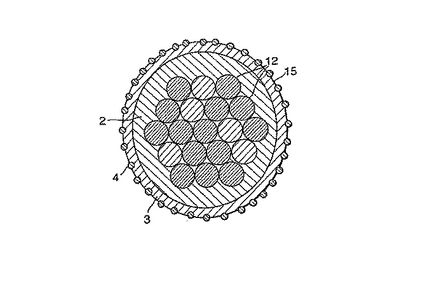
ケーブル1は、2本、4本、8本、16本及び19本のファイバを有するケーブルがそれぞれ図示されている(図1の構成部品に対応する構成部品は同じ参照番号を付けられている)図2から図6に示されるように、複数のファイバ12を有して形成できる。各ファイバ12は、各それぞれのファイバガラスストランド12aの周りで円周上に広がる保護領域12b、12cを有し、各ファイバの保護領域は一次コーティングと二次コーティング12a、12b(図示せず)によって形成されている。ファイバ12は、ケーブルの中心軸13に向かって集められ、緩衝剤領域2が前記中心に集められたファイバ12と外側の外被3の間に設けられる。より少ない重量及び剛性の削減という前述された潜在的な優位点は複数のファイバを有するケーブルでさらに顕著となり、ファイバ12の重量及び剛性に対する相対的な貢献は一般的により数が多いファイバ12を有するケーブルでさらに大きくなる。ファイバは、一般的にはケーブルに沿って並列関係で配列される。ファイバはケーブルの軸方向で互いに平行に配列されてよい。代わりに、ファイバの数本又はすべてはケーブル軸を基準にした螺旋状の経路又は曲がりくねった経路を辿ってよい。
【0026】
特定の断面領域のケーブルのファイバ数の増加を可能にするために、及び/又はケーブル剛性の更なる削減を可能にするために、及び/又はケーブル1の断面積の縮小を可能とするために、各ファイバ12の保護領域12b、12cは約10ミクロンという幅を有 し、その結果、各ファイバの直径は約100ミクロン以下(80ミクロンの幅を有するガラスストランド)になる。これにより、ファイバ12を、ファイバ12の中心軸14と最も近くに隣接するファイバの中心軸の間の距離dが約100ミクロン以下になるように配列できる。このような配列を用いると、ファイバ12の数が増加したケーブルは、ダクトの断面領域を拡大せずに既存のダクト内に敷設できる。例えば、4本のファイバを有する図3に示されているケーブルの直径は、従来の技術のファイバの場合の約1ミリメートルに比較して、約650ミクロンとなる。16本の光ケーブルと19本の光ケーブルの直径は約1ミリメートルとなるが、既存のファイバの対応するケーブルは約2ミリメートルの直径を有するであろう。好ましくは各ガラスストランド12aの直径は十分に小さく、保護領域12b、12cは最も近くに隣接するファイバ12の軸の間の分離が100ミクロン未満、好ましくは80ミクロン未満、あるいは60ミクロンにも、及びおそらく50ミクロンほど低くなるのに十分なほど薄いであろう。
【0027】
ストランドは中心ケーブル軸に向かってより密接に集められるため、湾曲の特定の半径を有する曲げの場合、曲げでのケーブルの外側に向かって位置するケーブル内のファイバはより低いレベルの引っ張り歪みを経験するであろうが、曲げでのケーブルの内側に向かって位置するファイバはより低いレベルの圧縮歪みを経験するであろう。これは、ケーブル内の曲げの結果としてファイバが損傷を受ける(つまりファイバブレークアウトが発生する)尤度を削減する、あるいは同等に、それは多数のファイバを有するケーブルをよりきつい曲げを有するダクトに設置できるようにする。
【0028】
図1から図6の例では、粒子4は、ケーブルの重量を削減するために、好ましくは中空ではないが、(PQ社(PQ corporation)のQ−CEL 500ビーズなどの)中空であってよいガラスビーズの形を取る。ケーブル上のガラスビーズは、一般的に10ミクロンと180ミクロンの間のサイズを有してよく、ビーズの平均外径は約68ミクロンであり、ビーズの少なくとも80%は10ミクロンを超える外径を有する。したがって、外被材料3からの放射状の突出は、ケーブル軸14に関して半径方向で約5ミクロンから約100ミクロンになってよい。しかしながら、好ましくは、中空ではないビーズは128ミクロンという平均直径を有し、ビーズの少なくとも80%が85ミクロンと175ミクロンの間の直径を有する(例えば、ポッターズ工業社(Potters Industries Inc.)の5−4 Spheriglass Aグレード2227 CPOO)。
【0029】
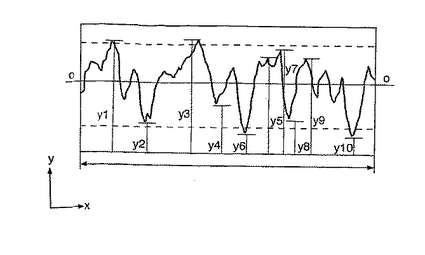
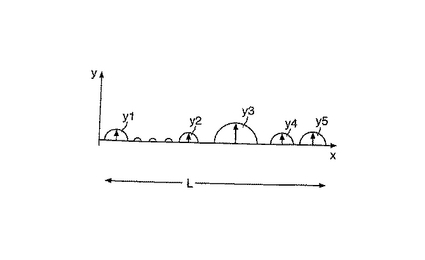
表面テクスチャの範囲は、粗度パラメータに置き換えて説明されてもよく、図13においては、所定の距離Lにおける5つの最高の頂点と5つの最低の底の高さの差で決定さ れ、その結果RZ=[(y1+y3+y5+y7+y9)−(y2−y4−y6−6i−y10)]÷5となる。このように、RZは事実上表面粗度の範囲の大きさであり、RZは英国規格BS1134及びISO/R468で指定されるパラメータである(図13に示される構造は、通常、ケーブルの外部表面の表面テクスチャに関与しないことが理解される)。
【0030】
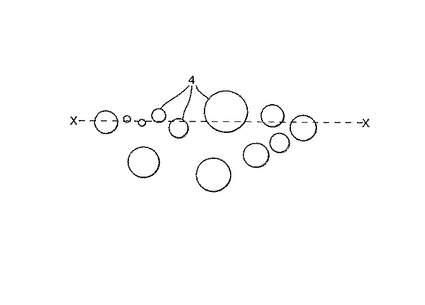
図14はケーブル表面の平面図を示し、外被層の表面は外被層から突出する複数のビーズ4を有する。RZを測定するためには、ケーブルの軸方向で図14の線X−Xに沿って高さプローブが描画されてよく、その結果、結果として生じるRZ値は5つの最高の突起の平均高さで示され、底は等しい高さである。好ましくは良好なドラグ及び表面摩擦の十分な削減を実現するために、ガラス球体4の中心は(外被材料の表面の高さにある突出する部分間の間隔が平均約50ミクロンから100ミクロンであるように)ケーブルの軸方向で約200ミクロン離れ、2.5mmという測定距離Lでその方向の(平均)RZ値は60ミクロンより大きくなるであろう。しかしながら、球体の中心間の分離は約350ミクロン又は250ミクロンであってもよい。
【0031】
緩衝剤領域2はCablelite 950−701(DSM Desotech社)などのシリコンアクリレート材料から形成でき、通常厚さ約50ミクロンで、緩衝剤層2の弾性係数より高い弾性係数の外被材料はCablelite 950−705などのウレタンアクリレートから形成できる。しかしながら、緩衝剤領域2は、好ましくはCablelite 3287−9−39A(DSM Desotech社)から形成され、外被はCablelite 3287−9−75から形成され、それぞれ硬化可能なマトリックス材料である。緩衝剤材料及び外被材料の場合の2.5%の歪みでの割線係数(応力/歪み)は、好ましくは摂氏23度(硬化後)という温度でそれぞれ約1MPaと730MPaであるが、各それぞれの値の+/−20%の範囲内の値が許容できる。緩衝材料と外被材料の引張り強さは、摂氏23度(硬化後)という温度で好ましくはそれぞれ1.3MPaと30MPaとなる。Cablelite 3287−9−39A及びCablelite 3287−9−75の特性はそれぞれ表1と表2とに一覧表示される。
【表1】
【表2】
【0032】
緩衝剤領域2と外被3のための材料の選択は、外被3内に位置するファイバ12の数に少なくとも部分的に依存することが理解される。一般的には、ファイバ数が多くなるにつれ、それぞれの緩衝剤領域及び外被は厚くなり、そのそれぞれの弾性係数は高くなる。
【0033】
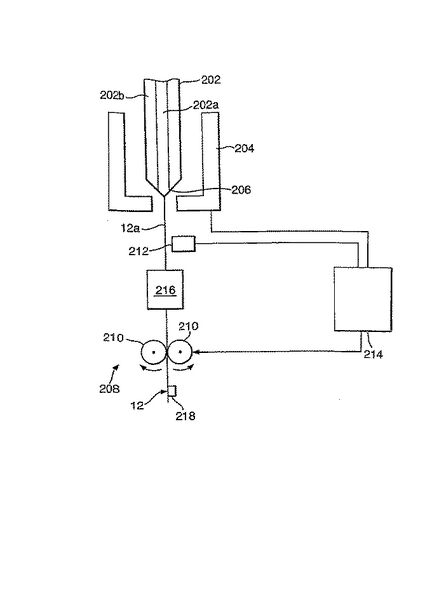
図9は、幅が削減されたファイバ12を製造するための装置を概略して示す。ファイバ12は、ガラスプリフォーム202から引き出され、前記プリフォーム202はその上端で垂直に吊り下げられる。プリフォームは、プリフォーム202の下端206がそこから引き出されるファイバストランド12aにとって十分に柔らかいように炉204によって加熱される。カウンタ回転ローラ210付きの駆動装置208は、プリフォーム202からファイバ12を引き出すために設けられ、ファイバ12は、ローラのカウンタ回転が引く力をファイバ12にかけるように、カウンタ回転ローラ210の間で受け取られる。ファイバの幅は、監視装置212によって光学的に監視される。監視装置212からの信号は制御装置214によって受信され、その制御装置は駆動装置208に接続される。制御装置214は、ファイバ12が引かれているときにファイバストランド12aの幅を監視し、ファイバ12のファイバストランド12aの幅が、ファイバが延伸されるにつれて実質的に一定のままとなるようにファイバが駆動装置208によって延伸される速度を制御するためのフィードバックアルゴリズムを実行するように構成される。制御装置214 は、プリフォーム206の温度を制御するために炉204の加熱制御に接続されてもよ く、プリフォームの温度の選択は好ましくはファイバを延伸する速度に依存する。従っ て、プリフォーム206の延伸速度および/又は温度を制御することにより、ファイバストランド12aの幅の制御が可能になる。遠心ファイバストランド12aの半径を制御することは可能である。ファイバストランド12aの幅を削減するために、延伸速度は、プリフォーム202の下端206での温度を考慮に入れて加速される。
【0034】
プリフォーム202は、外部蒸着、修正型化学蒸着、及びプラズマ蒸着などの標準的な技法の内の1つを使用して製造されてもよい。プリフォーム材料は、通常(二酸化珪素をベースにした)石英ガラスから作られ、その石英ガラスは、結果として生じるファイバストランドの屈折率を制御するために、1つ又は複数のドーパント又はゲルマニウムなどのそれに添加される他の不純物を有していてもよい。本例では、プリフォーム202は、石英ガラスが屈折率を高めるために酸化ゲルマニウム(及び/又は酸化チタン及び/又は酸化アルミニウム)を含む中心領域202aを有し、プリフォーム202の外部領域202bは、実質的にドーピングされていないか、あるいはこの外部領域内のガラス材料の屈折率が内部領域202a内のガラスの屈折率未満となるように、ホウ素及び/又はフッ素などのドーパントを含む。代わりに、コアは、コアの屈折率と比較してその屈折率を削減する添加されたドーパントを有するクラッディング付きの、実質的にはドーピングされていないシリカから構成されていてもよい。延伸時、これは中心コア領域及びその周囲を取り囲むクラッディング領域を有するファイバストランド12aを生じさせ、前記コア領域 は、光をコア領域内に保持できるようにクラッディング領域より高い屈折率を有する。
【0035】
ファイバのコア領域とクラッディング領域のそれぞれの相対的な幅が、プリフォームの内部領域と外部領域202a、202bのそれぞれの相対的な幅によって決まることが理解される。したがって、幅は縮小されたが、単一モード伝搬のための標準的な直径(通常約8ミクロンから9ミクロン)となるコア領域を有するファイバを形成するために、外部領域202bが、従来のプリフォームと比較して内部領域202aより比例的に狭い幅となる標準外のプリフォームが製造されなければならない。
【0036】
ガラスストランド12aがプリフォーム202から引き出された直後に、ストランドは被覆装置216によって被覆され、前記被覆装置は、保護コーティングが被覆装置216によって塗布される前にダクト又は他の損傷を与える物質がストランド12aの上に付着される尤度を削減するためにファイバが延伸される点の数メートル下に位置している。例えば1ミクロン未満の炭素をベースにした密封コーティングなど単一のコーティングだけが必要とされる可能性はあるが、この例では、被覆装置216は、二次コーティングだけではなく一次コーティングも塗布するように構成される。二次コーティングは、概してファイバをカラーコーディングするための顔料を含み、識別を容易にするために異なる着色を与えるために様々な顔料が使用される。代わりに、ファイバを着色するために追加のコーティングが塗布されてもよい。
【0037】
偏波モード分散の影響を削減するために、軸(垂直)方向でファイバを回転又は高速回転させるために駆動機構218が設けられていてもよい。通常、この駆動機構218は炉204の約10メートル下に位置し、ファイバは駆動装置210と駆動機構218の間でその自重を受けて吊り下げられる。ファイバが高速回転中に壊れる尤度を削減するため に、ファイバを製造する速度は減速されてもよい。
【0038】
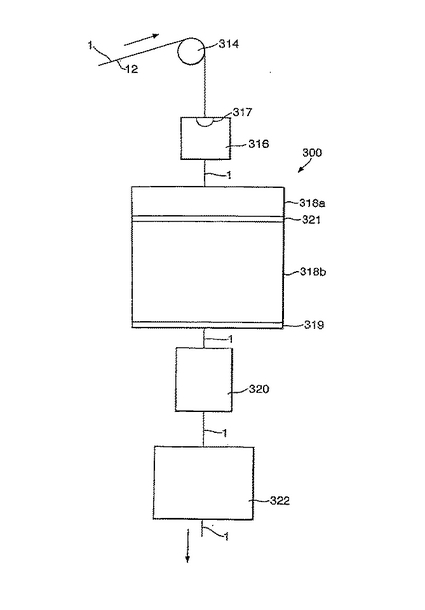
1本又は複数本のファイバ12から1本の光ケーブルを製造するために、図10のケーブル装置が利用されてもよい。ケーブル装置300はローラ手段314を含み、前記ローラ手段は、ファイバが樹脂被覆段階316に入る前にそれらを支える、及び/又は誘導するように構成され、樹脂被覆段階は(ケーブルが複数のファイバを有するときに)ファイバが被覆のために被覆段階316を通って移動するときファイバ12を必要とされる位置関係で保持するための案内手段317を有する。被覆段階316は緩衝剤層でファイバ12を被覆するように構成され、前記緩衝剤層は、例えばUVランプなどからの紫外放射線で硬化される樹脂材料から成る。緩衝剤層で被覆されたファイバは、外被層3が被塗布段階318aで緩衝剤層の回りに塗布され、微小球体被覆装置318bで、ガラス微小球体が次に(その段階では硬化されていない)ケーブル外被の外面に塗布される第2被覆段階318に入る。静電装置319は、ケーブル外被に対するそれらの引力を改善するために微小球体を帯電するために設けられる。さらに、正圧チャンバ321、331は、粒子漏れが発生する尤度を削減するために、それぞれ微小球体被覆装置318bの入力と出力に配置される。ケーブルが微小球体で被覆された後、ケーブル1は次にUV硬化可能樹脂から形成される外側の外被を硬化するためにUV硬化装置320の中に入る。
【0039】
図11及び図12は、さらに詳細に第2の被覆段階318の例を概略的に示す。外被塗布段階318aは1つの共通した緩衝剤層2で囲まれる1本又は複数本のファイバ12を受け取り、緩衝剤層の回りに外被層3を塗布し、前記外被層はUV硬化可能樹脂から形成される。次にケーブル1は微小球体被覆装置318bに達し、微小球体粒子は硬化していない樹脂外被3の外面に塗布される。
【0040】
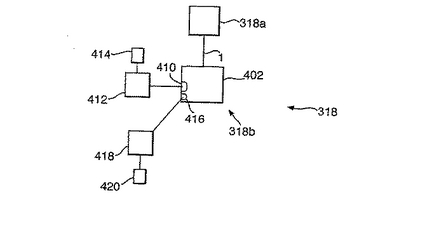
この例の微小球体被覆装置318bは、微小球体が塗布されるケーブル1を受け入れるための入口404と、ケーブルの部分が、その部分が被覆されているときにそこを通って伸びる(軸方向である場合がある)直通の通路(ケーブルの通路は点線1で示される)406と、ケーブルが本体部材402からそこを通って出る出口408とを有する本体部材402を有する。
【0041】
直通通路406と連通する粒子入口410は、通路406の中に粒子を導き入れる又は注入するために設けられ、その結果、注入された粒子が衝突し、それにより、ケーブルが通路406を通過するにつれてケーブル1の硬化していない外面3の上に付着される。
【0042】
注入される粒子を保持するための容器つまりコンテナ412は入口410に接続され る。粒子を注入するために、加圧された空気又は窒素あるいは他の流体がそれに接続されるソース414からコンテナ412に通される。ソース414により発生する空気流は直通通路406内で風で運ばれるように粒子を運び、その結果、直通通路内の粒子の流体化された流れが生じる。ケーブルに付着することなく直通通路406に沿って移動する粒子は排出出口416を通って出て行き、前記排出出口は、未使用の粒子が集まる収集容器418に接続されている。未使用の粒子をその中に引き出す、あるいは少なくとも保持するために収集容器418と流体連通するポンプ420が設けられる。
【0043】
使用中、ソース414によって発生するガスの流れによって少なくとも部分的に運ばれる粒子の流れは直通通路406に入り、通路406内に一時的に位置するケーブル部分の表面に沿って少なくとも部分的に流れる。ケーブル1は直通通路406を通って引き出され、その結果粒子はケーブルが引き出されるにつれてケーブル表面上で分散される。
【0044】
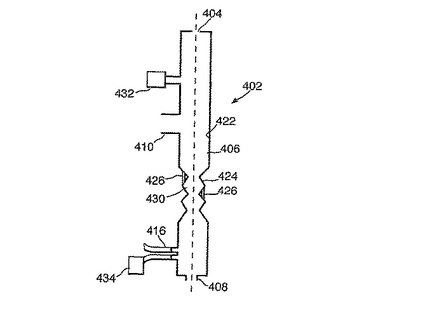
粒子がケーブル表面上でよりむらなく分散されるように、被覆段階318bは粒子の流れの中に大きな乱流が発生するように構成される。この乱流を引き起こす、又は強めるために、直通通路406の内面422は複数の軸に沿って離間されるリブ付き部分を含み、各リブは直通通路406に沿って移動する粒子の流れを乱すそれぞれのくびれを設けるように直通通路の内面の回りに広がる。断面で見ると、リブ部分は好ましくは乱流を強めるために尖った先端を有し、各リブ部分は円形の線に沿って遭う向かい合って傾けられた面から形成される。一つの実施例では、直通通路406とその各それぞれの端部で連通する補助通路426が、直通通路426から流体の流れの部分を離れるように案内し、その 後、少なくとも部分的には1つ又は複数の戻される流れの間の混合、及び直通通路に沿って移動する流れに起因する外乱を引き起こすために、この流れを直通通路406の中に戻すために設けられる。図12では、補助通路406はリブ部分424を通って伸張し、その結果、様々な流れの混合が隣接するリブ部分の間に形成される凹部430内で発生す る。
【0045】
本体部材402の入口404と出口408に向かって、それぞれの出口と入口が粒子 4、この例ではガラス微小球体で塞がれる尤度を削減するために、本体部材402の中に加圧された空気を導き入れるためのそれぞれの加圧された動力源432、434が設けられる。
【0046】
図11及び図12に関して一般的に説明された装置の例は欧州特許第757022号でさらに詳細に説明されている。
【0047】
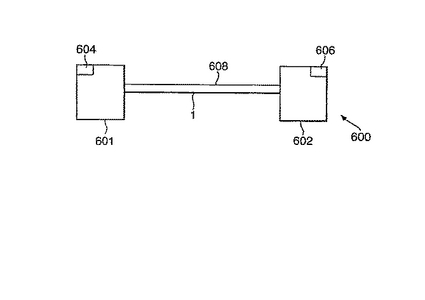
図16は、(それぞれが100ミクロン未満の幅のそれぞれのガラス領域を備えた複数のファイバを有する)1本の光ケーブル1が、少なくとも100m離れて、好ましくは1km離れて位置している2つの現場の間で伸張する電気通信設備600を概略的に示す。ケーブルは、各現場に位置するそれぞれの装置604、606の間の通信を可能にする。ケーブル1はダクト608内に位置し、好ましくはざらざらした表面を有し、その結果、ケーブルは、設置時に吹き付け技法を使用してさらに容易に設置することができるようになる。
【0048】
好ましくは、中空ではないガラスから成り、直径が10μmと120μmの間の微小球体が塗布されるが、適切な粒状物質を微小球体被覆装置318bのコーティング内に埋め込むことができる。ケーブル1の最適な送り速度は毎分300mである。本説明を通し て、類似する参照番号は類似するパーツを指す。
【0049】
微小球体被覆装置318bの第1の代替実施形態は図17から図19に示されている。微小球体がそこに塗布されることになる、硬化していない樹脂被覆されたケーブル1の部分は、逆回転の高回転数回転式円筒メッシュ(又は複数の開口部をその中に備えた表面を有する他の薄板材料)を備える内側ドラム34を含む低回転数外側ドラム32を備える、全体を30で示す回転式ドラム構成を方向Aで通される。ドラム32、34は任意の適切な方法で駆動でき、図示されている実施形態では、外側ドラム32はモータ36との直接的な係合によってタイヤ駆動され(tyre driven)、内側ドラム34はモータ38によってベルト駆動(belt driven)される。代わりに、ドラムは同じ回転方向で駆動できる。
【0050】
ケーブル1は内側ドラム34によって形成される通路を通る。微小球体(ガラスビー ズ)は、カムで制御される送りでホッパー40から回転式外側ドラム32の中に入れら れ、微小球体の均一な分散を実現するために回転式メッシュ34によってドラム構成30の体積全体で無作為に分散される。メッシュ穴直径はビーズ直径よりわずかに大きく、実施形態では75μmを超えない。外側ドラム32の内面上のフィン(図示せず)は、外側ドラム32の底部で沈殿するあらゆるビーズを生き返らせる役割を果たす。ある割合のガラスビーズが内側ドラム34のメッシュを通過し、内側ドラム34の回転によって内部空間内で浮遊状態に保たれる。ある割合のこれらはケーブル1の硬化していない樹脂被覆された表面に付着する。被覆されたファイバ部分は、次にUV硬化装置20を通過し、硬化ランプ42によって硬化される。
【0051】
ドラム32、34は調節可能な速度を有し、ホッパー40は、システムの運転を容易に制御できるように調節可能な送りを有する。例えば、光センサ(図示せず)などの下流センサが、コーティング密度又は微小球体の分散を検出することができ、制御装置は分散又は密度を相応して変えるために相応して回転速度又は他のパラメータを変えることができる。
【0052】
第1の代替実施形態のシステムは特にオフライン運転に適しているが、ケーブルを水平に通すために追加の指向性ローラを設けることによって、延伸塔の高さに制限があるオンラインのファイバ延伸段階の一部として使用できる。
【0053】
第1の代替実施形態では、微小球体は、それらが外部チャンバ内に送り込まれるときにはメッシュドラムによって分散されるため、それらはドラムに入る前に流体化される必要はない。したがって、粒子は、粒子が落ち着いた状態にある1つの流れとしてチャンバの中に導き入れることができ、重力の影響を受けて互いを圧迫し、粒子だけが、いったんチャンバに入ると空気又は他のガスと混合される。ケーブル1の表面上での粒子の分散は、フィードバック制御式被覆システムを設けるために使用できる、内側チャンバ及び/又は外側チャンバの速度を変更することによって容易に調節できる。システムは水平向きでのみ使用可能であるが、これがオフライン後延伸(post−drawing)技法としてそれを使用することを容易にする。しかしながら、それは延伸塔の高さに制限があるオンラインコーティングのための機能も提供する。なおさらに、チャンバを強制的に通される空気の流れは必要とされないため、システムは微小球体による閉塞に比較的免疫がある。なおさらに、システムは圧力に依存していないため、それはチャンバからの微小球体の漏れに対する保護を提供するために大気圧より低いチャンバ圧力で動作する。好ましくは、外側チャンバも回転し、装置内で微小球体を分散し直すためにフィンを取り付けられる。その結果、微小球体はケーブルに塗布されたものを補充するためにチャンバに追加されすればよい。直通流れシステムを設ける要件はなく、その結果、装置は相対的に簡略とな り、本実施形態ではガラスビーズホッパーのための制御された送りを必要とする。
【0054】
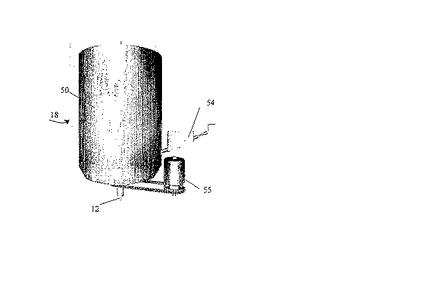
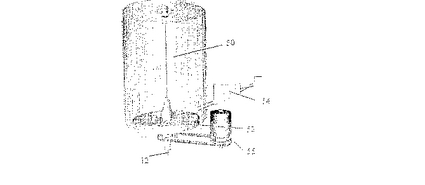
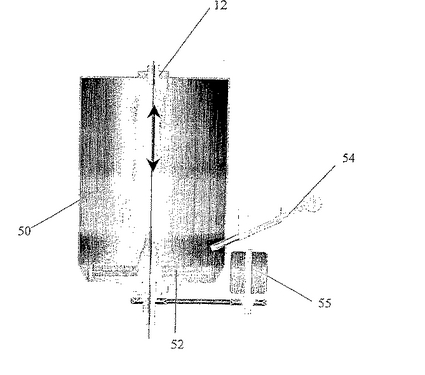
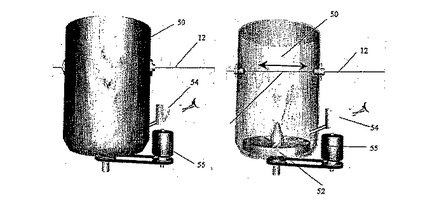
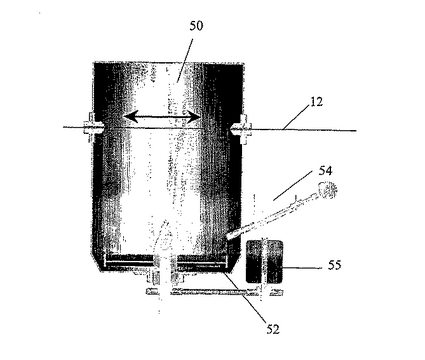
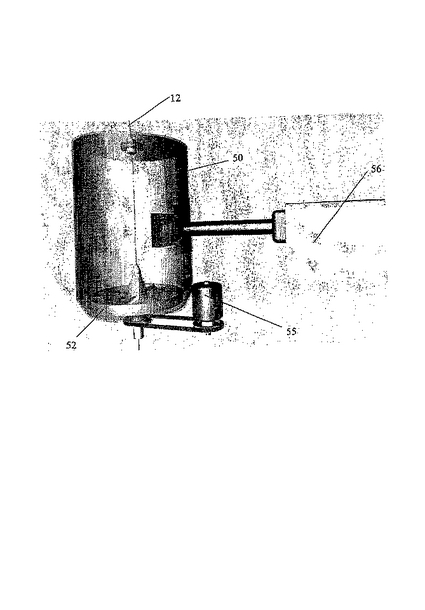
微小球体被覆装置318bの第2の実施形態は、図20から図24に示されている。ケーブル1は、概して、チャンバ50の体積全体でガラス球体を分散するファン52を含む円筒形のチャンバ50を通過する。任意の適切な駆動装置が使用されてよいが、本実施形態では、ファン52がモータ55からベルト駆動される。ファンは気体粒子又は空気粒子の混合物をチャンバ内で循環させるための手段の一例となる。ファン52は、好ましく は、チャンバ50の直径全体に同じではない空気速度を与え、したがってチャンバ50内での空気の混合及びビーズの一様な分散を促進するために乱流を提供するために一定の勾配のブレード(一様な断面)を有する。ガラスビーズはカムで制御される送りでホッパー54を通してファン52の上に送られ、空気の移動によって分散される。ケーブル1は、それがチャンバを通過し、ガラスビーズがこの表面に付着するときその表面に硬化していない層又はアクリレートコーティングを有する。コーティングは、前述されたように下流で硬化される。沈殿するあらゆるガラスビーズはファン52の端縁の回りで引き出され、分散し直される。
【0055】
ファン速度の制御はチャンバ50内でのガラスビーズの分散を変え、前述されたように所望されるコーティング密度又は一様性を達成するためのシステムのフィードバック制御を可能にすることができる。
【0056】
チャンバ50内のビーズのむらのない分散のために、ケーブル1は図20、図21、及び図24の変形に示される縦の配置でいずれの方向も通過してよい。代わりに、ケーブルは水平に向けられ、図22及び図23に図示されるようにいずれに方向でも通過できる。水平向きでは、1枚又は複数枚のバッフル(図示せず)が、例えばビーズをケーブル1の方に向けるために曲げられた環状のフィンを備えるこの配置での分散のむらを補償するために好ましくはチャンバ50の内部に設けられる。事実上、縦向きの配列の動作も改善するためには類似したバッフルが設けられるであろう。第2の実施形態の構成はオンラインビーズ被覆及び製造後の(post−production)ビーズ被覆の両方に適しており、当業者はそれぞれの例で装置をどのように構成し直すのかを認識するであろう。
【0057】
好ましくは、静電吹き付け器(electrostatic gun)56が、図24に図示されるように、ビーズ及び/又はケーブル部分を静電帯電し、ビーズがケーブル1に付着する速度を加速するためにいずれの向きでも設けられる。これが、この装置に非常に高いスループットレートを達成するための手段を与える。
【0058】
(第2の実施形態ではファンである)インペラ(循環手段又は他の流れ生成手段)を設けるため、ガラスビーズはチャンバに入る前に流体化される必要はない。さらに、インペラの速度(好ましくはファン速度)は容易に且つ迅速に調整でき、したがってガラスビーズの分散を変え、フィードバック制御を可能にする。インペラはシステム全体での微小球体のむらのない分散を実現するため、システムは垂直、又は水平どちらかに向けられるケーブルと共に使用できる。これにより、システムはオンラインビーズ被覆と生産後(post−production)ビーズ被覆の両方に適する。
【0059】
チャンバ内には空気の釣り合いの取れた流れがあり、粒子を特定の入口又は出口に動かす正味の流れはないため、システムは微粒子物質による閉塞を相対的に受け付けない。さらにシステムは圧力に基づいていないため、その結果システムは大気圧より低い圧力のチャンバで実行でき、ガラスビーズの漏れのリスクを削減できる。
【0060】
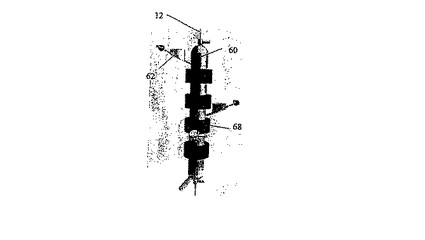
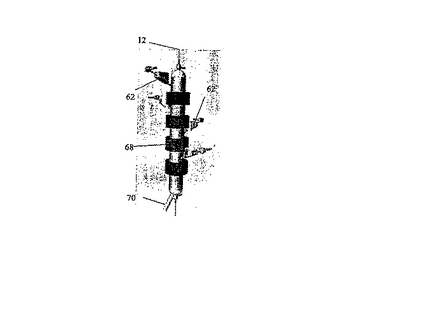
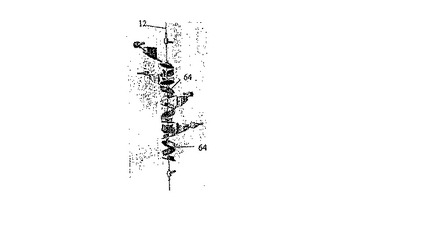
微小球体被覆装置318bの第3の実施形態は図25及び図26に示されている。硬化されていない樹脂被覆ケーブル1は、カムによって制御される送りで複数のガラスビーズホッパー62を含むチャンバ60を通過する。ホッパー62はさらに均一な微小球体の分散を実現するためにチャンバ60の長さ、下方へ分散される。一連の振動するバッフル板64は、ガラスビーズを偏向し、分散し、活動させるためにビーズを少なくとも一時的に支えるのに役立つ装置の回りに配置される。バッフル板は、ケーブルに対するガラスビーズの均一なコーティングを確実にするために、ケーブル1が通過する中心空間の回りで150°の間隔でチャンバ60の回りを下方へ交互にずれる、概して半円形のカスケード棚(cascade shelves)66を12枚備える。代わりに、バッフル板はケーブル1のための中心空間を囲む円錐台形面の形をしてよい。棚66は、平面的、又は本実施形態ではケーブル1の回りで湾曲して示されてよい直立したフィン67を支える。振動リング68は、バッフル板64を振動させるためにチャンバ60の外壁の回りに設けら れ、熟練した読者に明らかであるように任意の適切な振動変換器によって駆動できる。振動はガラスビーズのチャンバ60内での活気付け(animation)を支援する。
【0061】
バッフル板を設けるため、微小球体はチャンバに入る前に流体化される必要はない。さらに、ガラスビーズの分散は、ビーズの送り速度を調整することにより容易に且つ迅速に調整できる。バッフル板が振動するので、分散は、フィードバック制御を可能にする、プレートの振動振幅を変えることによってさらに制御できる。正圧チャンバを設けるため、システムはビーズによる閉塞から容易に保護される。前記構成は、ケーブルの円周の回りでのビーズの均一な被覆の高いレベルの保証があることを確実にする。それはモデル化 し、予測することが困難である移動する空気の流れ特性によって影響を受けないため、この保証は、コーティングにもかかわらず維持できる。本発明は、ビーズのファイバの回りでの集中は高レベルで制御できるため、非常に高いレートのファイバのスループットの可能性を提供する。
【0062】
チャンバ60の底部には、ケーブル1の表面に付着していないあらゆるガラスビーズを収集する吸引システムを備えるガラスビーズ掃気口70がある。チャンバ60は、未使用のビーズを排除するためにそれぞれ上部と底部に正圧チャンバ72、74を有する。
【0063】
ガラスビーズの分散は、ビーズの送り速度及びバッフル板64の振幅を調整し、前述されたようにフィードバック制御を可能にすることによって容易に且つ迅速に調整できる。
【0064】
微小球体被覆装置318bの第4の実施形態は図27から図29に示される。硬化していない樹脂被覆されたケーブル1は、ガラス微小球体を運ぶ空気が矢印Bの方向でチャンバ80に入る1つ又は複数の入口ポート82を含むチャンバ80を通過する。未使用の空気/ビーズ混合は出口84でチャンバを出て行く。ケーブル1の回りでチャンバ80内にサイクロンが発達するように入口ポート82を配列することが好ましい。入口ポートと出口ポート82、84が垂直に、及び/又は水平に偏位されることも有利である。したがって、ケーブル入口ポートと出口ポートの固有の隙間は、ビーズが沈殿せず、閉塞を引き起こさないことを確実にするために、チャンバの設計及び出口ポートの位置によって達成できる。
【0065】
1つ又は複数の入口ポート82は、ビーズを流体化することを必要とする。これは振動を通して、又はベッドに空気を通すことのどちらかによってビーズを活動させるベッド上に入口空気流を通すことによって達成できる。図示されている実施形態では、空気/ビーズの混合物は、好ましくは、入口82と出口84を接合し、カムで制御される送り付きのビーズホッパー90の上流に任意の適切な型の循環ポンプファン88があるダクト86内で形成される。代わりに、噴流は、入口又は出口82の中に空気を送り込むより、1台又は複数台の出口吸引ポンプによって生じる力を利用できる。
【0066】
チャンバ80は、好ましくは、サイクロンに、それが1つ又は複数の出口ポート84に近づくにつれ、その角速度を変更させるために(円錐形などの)先細る断面を有する。チャンバは、未使用のビーズを排除するために、それぞれケーブル入口と出口に正圧チャンバの上部及び底部92、94と、フィルタまで伸びる圧力制御及びビーズの回収を可能にするブリード穴96とを有する。
【0067】
第4の実施形態ではエアジェットを提供するため、急速且つ均一なビーズの適用がチャンバ内の空気流特性の最適化により達成できる。第4の実施形態では、入口と出口は偏位され、ポートの固有の隙間を提供する。
【0068】
微小球体被覆装置318bの第5の実施形態は図30から図32に示されている。硬化していない樹脂被覆ケーブル1は円筒形のファン102を含む円筒形のチャンバ100を通過する。ケーブル1は、ファン102の回転の中央垂直軸に沿って通過する。ファン102は中心軸に向かってビーズを満載した空気を引き出し、ケーブル1の回りで渦流を形成するように作られている。
【0069】
ビーズを満載した空気は、メインチャンバ100の側面、したがって円筒形のファン102の全長を下り、接点にある空間を介して連通する細長いチャンバを備える送りアルコーブ104を介してチャンバ100に入る。送りアルコーブは、ビーズがカムで制御される送りを有するホッパー108によって送られる先の導管組織106によって供給され る。空気はファン自体の作用によって矢印Cで示される方向で前記導管組織に沿って動かされる。ブリード穴110はダクト106からフィルタまで伸び、圧力制御及びビーズ回収を可能にする。チャンバは、未使用のビーズを排除するためのケーブル入口と出口でそれぞれ正圧チャンバの上部と底部112、116を有する。
【0070】
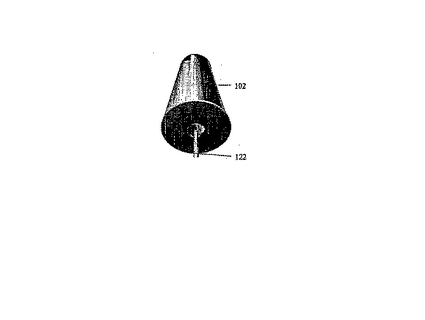
円筒形のファン102は渦流ファンとして知られる型であり、任意の駆動装置を採用できるが、モータ118からベルトを介して駆動される。それは、チャンバを隔離するために環状シール及びシール軸受けに取り付けられ、空気/ビーズ混合物をチャンバの中心に向かって動かすために曲線状の断面の複数の長手方向に伸張するブレード120を備え る。ブレード120は、ビーズが通過するためにファン102の中心に長手方向の通路を可能とするために上部環状プレートと下部環状プレートに取り付けられる。管122は、ファイバを空気/ビーズ混合物の側突から保護するためにチャンバ100の出口端部に設けられる。
【0071】
やはり装置の運転は、前述されたようにファン速度を変更し、良好な制御性及びフィードバックの可能性を与えることによって制御できる。渦流ファンを設けるとケーブルの迅速且つ実際的な被覆も可能になる。
【0072】
微小球体被覆装置318bの第6の実施形態が図33から図35に示されている。硬化していない樹脂被覆ケーブル1は、通常直方体の形であり、多数のビーズがベッド132上の空気の体積の中に維持されるようにビーズを流体化するための手段となるベッド132を含むチャンバ130を水平向きで通過する。カムで制御される送り付きのホッパーシステム134は、ベッド132の表面にガラスビーズを届ける。チャンバは未使用のビーズを排除するためにそれぞれケーブル入口と出口に正圧チャンバ136、138と、フィルタまで伸び圧力制御及びビーズ回収を可能にするブリード穴140とを有する。
【0073】
ガラスビーズの流体化は、ベッド(図示せず)を通る空気の流れを使用して、あるいは好ましくは熟練した読者には周知であるように、任意の適切な型であってよい、外部に取り付けられた振動変換器142を使用してベッドを適切な周波数及び振幅で振動させることによって達成されてよい。ベッドは、ガラスビーズでのケーブルの被覆の整合性を改善し、ファイバにビーズを効果的に集中させるために好ましくは上方に凹んだ曲線状の表面を有する。
【0074】
前述された型のフィードバック制御システムは、ガラスビーズの流れを調整し、ビーズの送り速度及び/又は平らなベッドの振動振幅を調整することでビーズ分散に対する制御の改善を容易に且つ迅速に可能にする。
【0075】
第6の実施形態では、ベッドが振動するため、ビーズがチャンバに入る前にビーズを流体化させる要件はなく、ガラスビーズの分散は、ビーズの送り速度及びベッドの振動振幅を調整することによって容易に、且つ迅速に調整できる。その結果、フィードバック制御を実現できる。システムはビーズによる閉塞から容易に保護され、ファイバの回りでのビーズ集中を高レベルで制御できるために、非常に高いスループットレートの可能性を提供する。
【0076】
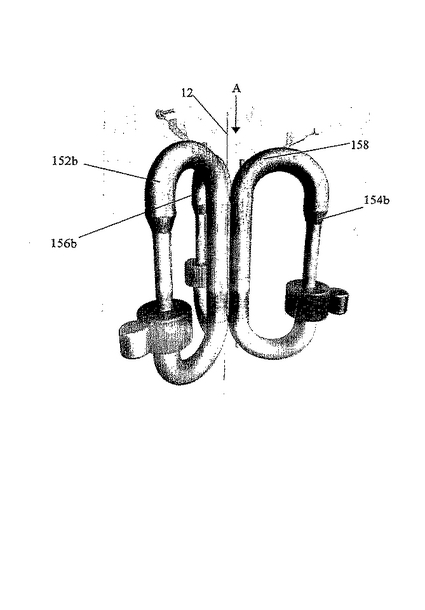
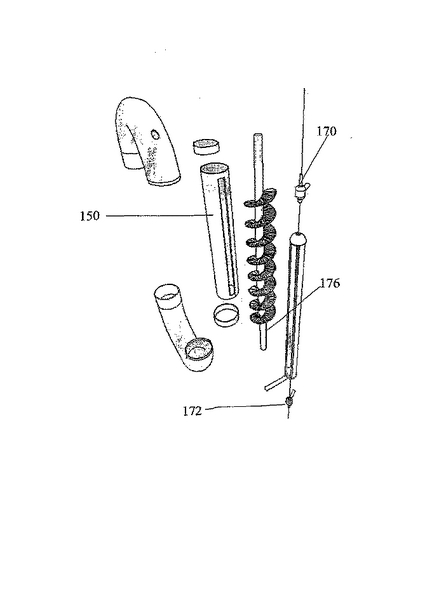
微小球体被覆装置318bの第7の実施形態は、図36から図41に示されている。硬化していない樹脂被覆ケーブル1は、3つのチャンバ152a、b、154a、b、156a、bを相互接続する通路150を通る。図36から図38の実施形態では、チャンバ152a、154a及び156aは、概して円錐形であり、下方に先細り、ケーブル1が通過するチャンバ間の縦の開口部のあるその全長に沿って合流する。通路150は、管状の通路又はコアチューブを備える。
【0077】
チャンバ152a、152b、154a、bはビーズの流れを受け入れ、それらをチャンバの内部で旋回させる入口158を含む。前記旋回作用の結果、ビーズはチャンバの壁に向かって、チャンバの間の通路150の中にも投げ出される。
【0078】
図36から図38に図示される実施形態では、流体化されたビーズの流れは、チャンバ内でサイクロン作用を引き起こすように円錐形のチャンバ152a、154a、156aの中に注入される。それぞれのダクト162a、162b、162cはチャンバ内の出口164から入口158に空気とビーズを循環させる。各ダクト162a、162b、162cの上に設けられているのは、ダクトの回りで空気を動かす循環ポンプファン166である。ファン166の下流には、カムで制御される送りを備えたガラスビーズホッパー168がある。通路150は、未使用のビーズを排除するためにそれぞれケーブル入口と出口に正圧チャンバ170、172を有し、各ダクト162は、フィルタに及び、圧力制御及びビーズ回収を可能にするブリード穴174を有する。この配置には、チャンバ内に可動パーツがないという優位点がある。
【0079】
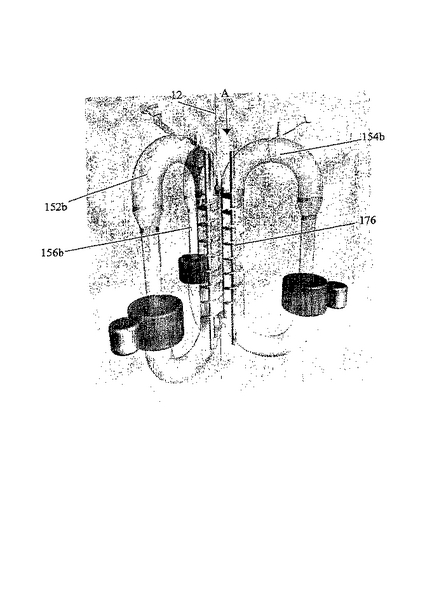
第7の実施形態の変形が図39から図41に示されている。この実施形態では、チャンバ152b、154b、156bは、事実上、導管組織自体を備え、回転するブラシ自体がチャンバのそれぞれの内部に設けられる。これには、流体化されないビーズの投入を扱うという優位点がある。ブラシ176の剛毛がチャンバ152b、154b、156b全体でビーズを分散し、チャンバ壁の適切なプロフィリングによってケーブル1に向けてビーズを弾き飛ばすように配列することもできる。重力と空気流の拮抗する作用に逆らってビーズをチャンバ内に保つために働く方向で回転する螺旋状のブラシ176を有することが有利である。
【0080】
追加の代替策(図示せず)は、チャンバのそれぞれの中に長穴付きの回転するドラムを設置することである。長穴は空気とビーズをチャンバの壁に向かって押し出すように配列されるであろう。この手法には、ビーズをケーブルに向かって運ぶのを支援するために空気の流れを提供するという優位点がある。
【0081】
第7の実施形態では、ファイバ被覆チャンバは複数のチャンバの交差点に形成されるため、ケーブルの迅速且つ実際的な被覆が達成される。渦流システム又はサイクロンシステムでは、簡略且つ信頼できる装置が達成される。システムは、フィードバック制御を可能にするために、ガラスビード送り速度だけではなく渦流の速度と方向あるいはブラシ又はドラムの速度のどちらかを変えることによっても容易に制御できる。
【0082】
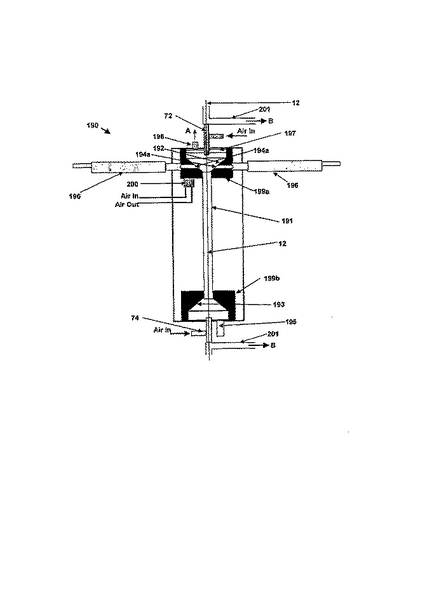
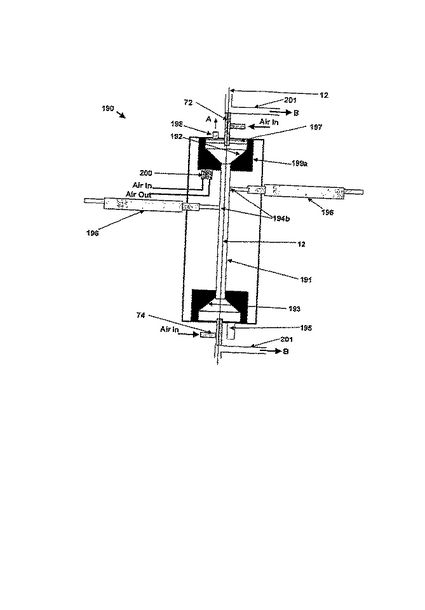
微小球体被覆装置318bの第8の実施形態は図42に示されている。ケーブル1は、それぞれ円錐台形面(概して円錐形の部分192と193)を有するチャンバを形成す る、実質的に中空ではないブロック(199aと199b)から形成される概して円錐形の部分のそれぞれの端部で終端する、(好ましくはガラス製の)概して円筒形の管191を備える被覆チャンバ190を通過する。ケーブル1は、通路の第1の(上流)端部192に隣接して位置する正圧チャンバ72、及び通路の第2の(下流)端部193に隣接して位置する正圧チャンバ74も通過し、各圧力チャンバ72、72内の圧力は、そのチャンバがそれに向かって位置している通路のそれぞれの端部での圧力を超える。
【0083】
円錐面192により形成される先細部分は、代わりに、管状の部分又は管191の軸を基準にして半径方向で曲げられていてもよく、その結果ガラス管191に入る流れに示される(上流の端部にある円錐台形面、管、及び下流端部の円錐台形面193により形成される)通路の断面は円滑に縮小する。これが管191内の乱流を削減するのに役立ち、ケーブルの粒子を用いた被覆が行われる、少なくとも管191内でのガス粒子混合物の実質的に層流の流れの可能性をさらに容易に可能にする。
【0084】
空気と微小球体の混合物は、2本のダクト又は入口196を介して被覆チャンバの中に入れられ、ブロック199aと円錐台形面192に位置する開口194aを通過する。実施形態では、2本のダクト及び開口部だけがあるが、(図43に後で示されるように)空気と微小球体の混合物が複数のダクト/開口を使用して入れられ、ブロック199aの壁を通して、又は代わりに管191の中にじかにのどちらかで入ってもよいことが理解される。空気と微小球体の混合物は、ホッパー(図示せず)内で微小球体を流体化する、又は機械測定方法のどちらかによって作り出される。微小球体は、次に、ダクト196に沿って、管191の中に押し込まれる空気の流れで移動する。
【0085】
好ましくは、ガス粒子混合物のための入口196は、混合物が通路に沿って流れるにつれて、混合物がケーブルの回りを流れるように、混合物を通路の中に導くように配列される。混合物は、このようにしてケーブルの回りの螺旋状の経路を辿る流動線を有していてもよい。代わりに、又はさらに、少なくともそれが管状の部分に沿って移動するにつれて混合物がケーブルの回りで流れるように、混合物の流れを導くために通路の(例えば円錐形の部分又は円錐台形の部分内)上流端部に向かって誘導手段が設けられてよい。
【0086】
空気と微小球体の混合物は管191を通って分散し、微小球体にケーブル1の硬化していない樹脂被覆表面に接触させ、付着させる。空気と同伴される微小球体の流れは管191に沿って通過し、ケーブル1に付着しなかった未使用の微小球体を回収する掃気口195を通って出て行く。回収された空気と微小球体の混合物は、ダクト196と開口194aを介した再入によって後で使用するために再利用される。
【0087】
フィルタ膜197は、ケーブル1が入った正圧チャンバ72がそこを通って突出する領域を除き、第1の端部192の断面全体に渡って広がる。膜197は、あらゆる微小球体が、空気が矢印Aによって示されるように必要に応じてチャンバを離れることを可能にすることにより圧力解放として働く排気口ダクト198を通ってチャンバを出て行くのを妨げるのに役立つ。
【0088】
振動機構200は、管191の上部を封入するブロック199aに取り付けられる。振動機構200は、小さな振動又は攪拌にブロックを通り抜けさせ、それによって局所化した振動を、進入開口194aと膜197と共に管の上部を含むブロックによって封入されたチャンバのセクションに供給させるために使用される。振動は、いくつかの微小球体 が、例えば円錐台形面192などの表面に望ましくなく沈殿するのを妨げるのに役立つ場合があり、ブロック199aによって形成されるチャンバ内での蓄積を防ぐことによって管191を通る微小球体の流れを強化する。任意の適切な振動手段又は攪拌手段が使用されてよいことは理解されるが、図42に描かれている振動機構200は圧縮空気駆動式である。
【0089】
ダクト196を通る空気と微小球体の流れの速度は制御可能であり、それによりフィードバックがケーブル1上での微小球体の被覆の密度を変更できるようにする。下流のセンサ(図示せず)は被覆密度を検出し、制御装置は、所望される被覆が達成されるまで相応して空気と微小球体の流れを変更できる。
【0090】
正圧チャンバ72と74は、微小球体がチャンバ190から逃げるのを防ぐのを目的としている。さらに、二次抽出ダクト201は正圧チャンバのそれぞれの向こう側に安全装置として設けられる。二次抽出ダクト201は、あらゆる微小球体が正圧チャンバをなんとか通過した場合にそれらをBと記された矢印の方向で抽出し、それらが大気中に逃げるのを妨げるために負圧を使用して作用する。
【0091】
第8の実施形態の変形は図43に描かれ、類似する数字が類似する機能を示す。この変形では、空気と微小流体の混合物は、ダクト196及び開口194bによって示されるように、管191の円筒形部分に沿った互い違いにされた位置で受け入れられる。
【0092】
第8の実施形態は、図25と図26に関して説明されるように、さらに管191内に複数のバッフル板(図示せず)を設けることによってさらに強化されてよい。これらのバッフル板は、適所に固定されるか、あるいは可動であるかのどちらかでよく、微小球体を、管191内でのその輸送中に微小球体を偏向させ、このようにして硬化していない樹脂被覆ケーブル表面に付着する微小球体の密度と分散を強化するのに役立つ。
【0093】
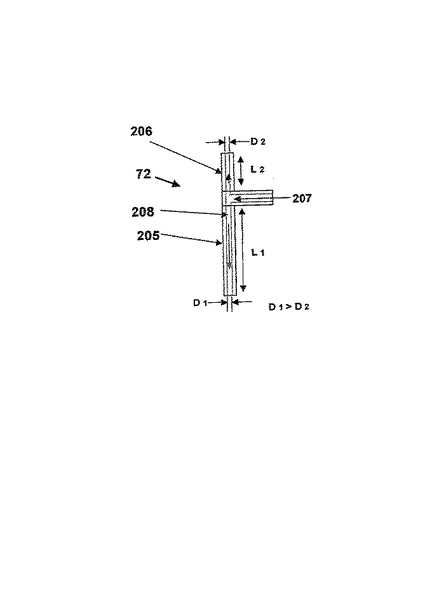
図44を参照して、正圧チャンバ72がここでさらに詳細に説明される。チャンバは、加圧空気がそれを通って導き入れられる入口207によって接合される2つの細長い管状部分205と206を備える。同時に、これらは、ケーブル1が妨害されずに通過する、半径が変化する溝208を形成する。入口207から溝に入る空気流は入口から離れる両方向で流れ、空気流の大きな割合が管191に向かって発生する。様々な方向の空気流の割合は、(D1が管191に最も近い管状部分205の内径である)図面に描かれているように、2つの細長い管状部分205と206間の内径差D1>D2によって影響を受ける。代わりに、又は加えて、長さの差L1>L2が、空気流の割合に影響を与えるために使用できる。
【0094】
前述されたような正圧チャンバ72の動作は、管191の中へのガスの流れを生成し、それにより微小球体が圧力チャンバ72に入り、逃れるのを実質的に防ぎ、ファイバ被覆装置内で微小球体を運ぶ空気より高い圧力で動作する。被覆チャンバの反対端にある対応する圧力チャンバ74が同様に動作することが理解されるであろう。さらに、正圧チャンバから管191の中に入るガス流体は、特に、ガス流体が反対方向にあるそれぞれの端部に設けられる正圧チャンバ72、74がある場合に管191内で乱流を生成するのを有利に補助する。
【0095】
加えて、図42を参照して説明されるように、微小球体が大気中に逃れるのを防ぐための追加安全措置として、正圧チャンバには二次抽出ダクト(図44では図示せず)が備えられてよい。これらの二次抽出ダクトは、正圧チャンバをなんとか通過するあらゆる微小球体を捕らえるために配置され、負圧を有するダクトを使用して微小球体を抽出するであろう。
【0096】
当業者に明らかとなるように、前述された多用な実施形態の態様は適宜に共に組み合わせることができ、本発明は適切な材料及び装置を使用して実現できることが理解される。
【0097】
前述された製造方法では、粒子は空気などの媒質の中で移動している。しかしながら、ケーブルは実質的には動かない、つまり静止した粒子の集合を通して引き出されてよく、粒子の移動は、ケーブル及びケーブル表面に付着する粒子の移動により引き起こされる。
【0098】
テクスチャ外面で形成され、ガラス領域の幅が縮小されているケーブルは、吹き付け技法を使用してダクト内で便利に設置できる。このようなケーブルがこれらのファイバのグラス直径の縮小に起因するファイバの数の増加に対処するため、指定されたファイバ数の既存のケーブルを、本発明によるさらに高いファイバ数の製造されたケーブルで置換することが可能であろう。多くの状況では、これにより既存のダクトをさらに大きなダクトと交換するニーズが削減され、それによってダクト内に設置されるファイバ数が増加するのに伴なう、改良費の多大な節約を実現する。
【0099】
引っ張り荷重軸受け部材を備える、あるいは備えない、緩んだファイバ又は長穴付きコアケーブルであるさらに従来の構造のケーブルも本発明に従って製造できる。特に、従来の引き出し設置(pulled installation)用ではなく、ケーブル吹き付け技法との使用を目的とするいわゆる強度が剥奪された(strength−denuded)ケーブルが、本発明による製造に適している。ファイバ直径の縮小は、特定のファイバ数について必要なケーブルサイズの有効な節約をもたらす、あるいは特定ンケーブルサイズのファイバ数を増加することができる。より小さいケーブルとは、より小さなダクトを使用できることを意味し、多大なコスト節約及び他の優位点をもたらすことができる。
【0100】
また、従来のケーブル設計又は吹き付けに特定的なケーブル設計のどちらかは、光ファイバがケーブルから「外れた(broken out)」ときに、より低い許容最大曲げ半径が、外れたファイバが、心棒及び他のケーブル管理構成部品が著しく小型で、したがってよりコンパクトとなる装置を使用して収容、終端できることを意味するという点で本発明の恩恵に浴すことができる。これらの利点は、ケーブルの外面が粘性ドラグの増加をもたらすように特にざらざらでないときにも達成できることが理解されるであろう。
【図面の簡単な説明】
【0101】
【図1】本発明による光ケーブルの断面図の概略表現である。
【図2】本発明による光ケーブルの追加の実施形態を概略的に示す図である。
【図3】本発明による光ケーブルの追加の実施形態を概略的に示す図である。
【図4】本発明による光ケーブルの追加の実施形態を概略的に示す図である。
【図5】本発明による光ケーブルの追加の実施形態を概略的に示す図である。
【図6】本発明による光ケーブルの追加の実施形態を概略的に示す図である。
【図7】その中に光ケーブルを有する導管の概略平面図である。
【図8】図7の断面A−Aを通る図である。
【図9】図1乃至6に図示されるようにケーブルで使用するための光ファイバを製造するための装置を示す図である。
【図10】図9の装置を用いて製造される1本又は複数本のファイバを使用して、図1から図6で図示されるようにケーブルを製造するための装置を概略して示す図である。
【図11】図10の被覆装置をさらに詳細に示す図である。
【図12】光ケーブルを粒子で被覆するための装置を示す図である
【図13】任意の外形からどのようにして粗度パラメータを得ることができるのかを示す図であ る。
【図14】光ケーブルの外面の一部の平面図を概略的に示す図である。
【図15】図14のX−Xを通る断面図である。
【図16】電気通信設備を概略的に示す図である。
【図17】ケーブルに粒子を適用するための第1の代替実施形態の斜視図である。
【図18】第1の代替実施形態の分解斜視図である。
【図19】第1の代替実施形態のカッタウェイ側面図である。
【図20a】第2の実施形態の斜視図である。
【図20b】明確にするために外部チャンバが透明な第2の実施形態の斜視図である。
【図21】第2の実施形態のカッタウェイ側面図である。
【図22】第2の実施形態(変形)の斜視図である。
【図23】第2の実施形態(変形)のカッタウェイ側面図である。
【図24】明確にするために外部チャンバが透明な第2の実施形態の斜視図である。
【図25a】第3の実施形態の第1の斜視図である。
【図25b】第3の実施形態の第2の斜視図である。
【図25c】明確にするために外部チャンバが透明な第3の実施形態の第3の斜視図である。
【図26a】上部セクションを示す第3の実施形態の部分側面図である。
【図26b】中間セクションを示す第3の実施形態の部分側面図である。
【図26c】底部セクションを示す第3の実施形態の部分側面図である。
【図27】第4の実施形態の斜視図である。
【図28】第4の実施形態の追加斜視図である。
【図29】明確にするために外部チャンバが透明である第4の実施形態の追加透視図である。
【図30a】第5の実施形態の斜視図である。
【図30b】第5の実施形態の追加斜視図である。
【図31】明確にするために外部チャンバ及び配管が透明で示される第5の実施形態の追加斜視図である。
【図32a】第5の実施形態の渦流ファンの斜視図である。
【図32b】第5の実施形態の渦流ファンの追加斜視図である。
【図32c】第5の実施形態の渦流ファンの追加斜視図である。
【図32d】第5の実施形態の渦流ファンの追加斜視図である。
【図33】第6の実施形態の斜視図である。
【図34】第6の実施形態の追加斜視図である。
【図35】明確にするために外部チャンバが透明である第6の実施形態の追加斜視図である。
【図36】第7の実施形態の斜視図である。
【図37a】第7の実施形態の追加斜視図である。
【図37b】第7の実施形態の部分的な分解斜視図である。
【図38】明確にするために外部チャンバが透明に示される第7の実施形態の斜視図である。
【図39】第7の実施形態(変形)の斜視図である。
【図40】明確にするために外部チャンバが透明に示される第7の実施形態(変形)の斜視図である。
【図41】第7の実施形態(変形)の部分的な分解斜視図である。
【図42】第8の実施形態のブロック図である。
【図43】第8の実施形態(変形)のブロック図である。
【図44】ファイバ被覆装置で使用するための正圧チャンバのブロック図である。
【技術分野】
【0001】
本発明は光ケーブルに関し、特にファイバ吹き付け技法を使用して設置される光ケーブルに関するが、これに限らない。
【背景技術】
【0002】
ファイバ吹き付け又はケーブル吹き付けとして知られる技法は、最初に欧州特許第108590号に説明された。前記技法では、光ケーブルは事前に設置されたダクト又は導管内に、前記導管内のケーブルの表面に作用する粘性のドラグ力を使用することにより設置され、前記粘性のドラグ力はケーブルの前進速度よりはるかに大きな速度で設置の方向でガスをダクトに通すことにより生じる。粘性のドラグ力は、一般的には、欧州特許第108590号及び欧州特許第292037号に説明されるように、吹き付けヘッドとして知られているものの中の電動駆動輪又は駆動ベルトによって設置プロセス時にかけられる機械的な押す力で補足される。使用可能な押す力の大きさは通常、設置されているケーブルの剛性(したがってよじれ(buckle)抵抗)により決まる。ケーブル上に拡大した先端部、又はその直径がダクトの口径に比較して小さいピストン、又は(欧州特許第445858号に説明されるような)漏れシャトルを設けることも既知である。追加の設置力は、設置されているケーブルが数ミリメートル以下の直径を有する場合にも日常的に使用でき、使用されている。
【0003】
吹き付けプロセスを強化するための、欧州特許第108590号に言及される別の技法は、設置されることになるケーブルに成形された、又はざらざらの外面を与えることである。このようにして、ケーブルにかかる粘性のドラグ力を(滑らかな無地の外装の同程度のケーブルにそれ以外の場合かかるであろう力と比較して)増強することが可能である。この技法は、直径10mm又は20mmのさらに大きなケーブルだけではなく、(ファイバユニットと呼ばれることもある)直径4mm以下の小さなケーブルでも(これら2つの範囲の中間のサイズのケーブルでも)使用される。
【0004】
欧州特許第345968号では、粒状物質を含有する放射線で硬化されるポリマーを含む外部コーティングを有する一連の単一ファイバユニットが説明される。粒状物体は様々にPTFE粒子、中空ガラス微小球体、又は中空高分子微小球体である。好ましくは60ミクロン未満の平均粒子サイズを有する粒状物質は硬化していない液体高分子の中で混合される。前もつて第3の緩衝剤層を有していてもすべき被覆されるファイバは、10ミクロンから70ミクロンの厚さを有する外部コーティングを与えるために高分子/微粒子混合物が入った槽を通って引かれる。それからコーティングはUV放射線を使用して硬化される。しかしながら、我々は欧州特許第345968号に説明される被覆システムが複数ファイバユニットを覆う際に使用するには適切ではないことに気付いた。特に、複数ファイバユニット上のこのようなコーティングが、前記ユニットが曲げられるときに破損する傾向があることに気付いた。
【0005】
我々は、特に4ファイバユニット及び8ファイバユニットなどの複数ファイバユニットでは、欧州特許第345968号に説明される、粒状物質が外側コーティングポリマーと混合される単一ファイバユニット用の被覆システムは、「ファイバブレークアウト(fibre breakout)」しがちであるファイバユニットを作り出すことに気付い た。ファイバユニットは漸次的に曲げられ、このようにして漸次的に小さい曲げ半径を経験するにつれ、被覆材料に対する回復不可能な損傷が発生し、ファイバの露呈を可能にする一定の曲げ半径に達する。この現象がファイバブレークアウトとして知られている。ファイバブレークアウトが発生する曲げ半径(最小曲げ半径)が非常に大きいので、ファイバユニットがファイバユニットの通常の取り扱い中にその最小曲げ半径を経験する可能性がある場合、ユニットは実際には使用不可能である。
【0006】
欧州特許第345968号に説明されるファイバユニットの欠点のいくつかは、我々の欧州特許第521710号で対処された。特に、欧州特許第345968号のユニットの非常に悪いファイバブレークアウト性能は、粒状物質のかなりの包含を実質的には行わなかった樹脂コーティングの内層又は内層部分、及びその追加が流体ドラグの所望される増加を実現し、設置ダクトとの摩擦を削減した微粒子追加分を運んだ樹脂コーティングの外層又は外層部分を設けることにより改善された。
【0007】
欧州特許第521710号により教示されるプロセス及び構造はかなりの商業的且つ実際的な成功をおさめた。50,000kmを超えるこの種のファイバユニットが1992年以来生産/設置されてきた。
【0008】
世界の電気通信事業についてよく伝えられている景気後退にもかかわらず、及び等しくよく伝えられている設置されたが今までのところ未使用である光ファイバ(いわゆる「ダークファイバ」)の過剰な豊度にも関わらず、電気通信会社の幹線及びアクセスネットワーク内と建物、キャンパス、及び産業部分等の中の両方にさらに多くの光ファイバを設置することに対する関心が残っている。この需要の大半は、欧州特許第521710号(及び欧州特許第757022号も参照されたい)に述べられる建築技法で特に実用的であることがこれまでに判明したものより大きなファイバ数のファイバユニット、すなわち4以上のファイバ数のユニットの使用によって最善に満たされるであろう。このようにして4以上のファイバ数の実際的なファイバユニットを製造することが可能である一方、それらの耐久性及び曲げに対する許容度について懸念がある。
【0009】
このようなファイバユニットのサイズに対する制限の原則理由の1つは、やはりファイバブレークアウトである。ファイバ数が大きくなるにつれて、それがファイバを包含し、拘束しようとするため、外被で生じる応力も上昇する。さらにファイバが多くなると、最外部ファイバはユニットの中立的な(neutral)アクセスからさらに遠くなり、したがって様々なファイバがさらされる応力(及び潜在的には歪み)の範囲はさらに大きくなる。加えて、すべてのファイバを収容するためにファイバユニットの直径が拡大するにつれ、ユニットが曲げられるときに外被材料がさらされる圧縮性の引っ張り歪みはさらに大きくなる。したがって、通常は強度とのなんらかの妥協をもってさらに弾性的な樹脂が使用されなければならないか、あるいは同じ樹脂がさらに大きな歪みに耐えなければならないかのどちらかである。
【発明の開示】
【0010】
欧州特許第521710号に示されているように、特にファイバユニットが外部に配備されるときに遭遇する可能性のある温度範囲で使用可能でなければならない場合、ファイバユニットの許容できる光学性能及び機械性能を達成するためには材料性能の多くの矛盾する要件の釣り合いを前もつて取る必要性がある。ファイバユニットのファイバ数が大きくなるにつれ、満足の行く妥協を達成するのはさらに困難になる。光ファイバおよび光ケーブル製造者は、ポリマー設計者、製造者とともに、実行可能な妥協が達成しえるサイズおよび条件の範囲を広くするために多くの研究を行っている。当然のことながら研究の主要な焦点は新しい改善された樹脂及び新しい改善された被覆技法に向けられる。
【0011】
本発明の1つの態様によれば、ケーブルに沿って光を導く(channeling)ためのガラスストランド付き光ファイバ、及び前記ガラスストランドの回りに配置される外被を有する光ケーブルが提供され、前記外被は流体ドラグの影響を受けて導管に沿って光ケーブルの前進を容易にするためにざらざらする外面を有し、ガラスストランドは100ミクロン未満の幅を有する。
【0012】
前記(又は各)ガラスストランド幅は縮小されているため、ガラスストランドはより柔軟になり、ファイバブレークアウトが発生するリスクを不当に高めることなく外側外被を形成するためにより強くない、及び/又はさらに薄い外被材料を使用できる。このようにして、部分的にはガラスストランドを原因とするケーブル剛性に対する寄与及びファイバブレークアウトの関連リスクが削減されるため、及び部分的にはやはりファイバブレークアウトのリスクを不当に高めることなく、より堅くなく、及び/又はさらに薄い外被を使用できるため、外被にかかる所望される制約(constrains)を緩和することによりきつい曲がりを有するダクト又は導管で吹き付け技法を使用してさらに容易に設置できるケーブルを製造できる。
【0013】
さらに、ケーブルの中のガラスストランド(複数の場合がある)の幅の縮小により、ケーブルをより堅くなく作ることができ、導管のきつい曲がりにより、ケーブルが流体ドラグの影響を受けて前進するのを妨げるほどの大きさの摩擦抵抗が起こる可能性が低くなるため、吹き付け技法を使用してケーブルを設置するときには特に有利である。
【0014】
ざらざらした面は、溝、隆起、突起、窪み又は他の表面高さの凹凸により形成されてよく、その凹凸は、無作為に又は繰り返しパターンの形で配列されてよい。好ましい実施形態では、外被は層の回りで分散される複数の粒子を含む層の形を有する。粒子は層表面上で分散されてよく、あるいは代わりに粒子はざらざらした外面をそれに与えるために層の中に埋め込まれてよい。ただし、粒子は好ましくは外面に向けて分散され、その結果粒子が層の内部界面で弱い部位を提供する尤度は削減される。ある実施形態では、粒子の少なくともいくらかは、外被材料から外向きに突出するそれぞれの突出する部分を有し、前記突出部分は、導管の内面などの向かい合う面と移動接触して置かれるときに外被材料だけがさもなければ経験するであろう摩擦を削減するのに役立てるためにそれぞれ滑らかな輪郭を有する。
【0015】
本発明のさらなる態様は、添付されている特許請求の範囲に特定されているように提供される。
【発明を実施するための最良の形態】
【0016】
本発明は、以下の図面を参照して実施例によりさらに説明される。
【0017】
図1に光ケーブル1の断面図が示されている。ケーブル1は、ケーブル軸13に沿って伸張する光ファイバ12を有し、前記ファイバ12は外部スリーブつまり外被3の中に位置する。光ファイバ12と外被3の間に緩衝材の緩衝領域2が設けられ、緩衝材は外被材料3の弾性係数より低い弾性係数である。
【0018】
光ファイバ12は光を伝達するためのガラス領域12a、及びガラスをスクラッチや他の損傷から保護するためにガラス領域12aの回りに広がる保護領域12b、12cを有する。ガラス領域12aは、一般的に断面が円形であり、ストランド12aの形でファイバ12の軸方向に広がる。シリカガラスから形成されるストランド12aは、中心コア領域12a’と取り囲むクラッディング領域12a”を含み、前記クラッディング領域は、光がコア12a’の中に封じ込められるようにコア領域より低い屈折率を有する。コアとクラッディング領域のどちらか又は両方は、そのそれぞれの屈折率が選ばれた光伝搬モードにあわせられるガラスの複数の同心領域から形成されてよい。
【0019】
ストランド12aの幅つまり直径は、100ミクロン未満、好ましくは約80ミクロン未満、なおさらに好ましくは60ミクロン未満であるが、好ましくは、この幅以下ではネットワーク応用例で効率的に使用されるほど十分に長いファイバを確実に形成することが困難になるため30ミクロン以上である幅つまり直径を有する(多くの場合、設置されるファイバは少なくとも長さ10mとなり、通常は少なくとも100mのファイバの初期長さを有するドラムから解かれる。さらに通常は、設置長は100mを超え、多くの場合1kmを超え、製造長は通常数キロメートルとなる)。本例では、ガラスストランドは直径80ミクロンであり、保護領域は、一般的に約10から15ミクロンである厚さを有し、その結果ファイバの幅又は直径は約100ミクロンとなる。
【0020】
ケーブルの製造が完了した後に、ガラスストランド(複数の場合がある)の断面が完全に円形ではなくてよく、一般的には楕円形となる、あるいは不規則な境界を有することがあることが理解されるであろう。しかしながら、このようなストランドは同じ面積の円形断面の直径に相当する有効幅つまり直径を有する。
【0021】
保護領域12b、12cはガラス領域12aをじかに取り囲む一次コーティング12 b、及び一次コーティング12bの回りに広がる二次コーティング12cにより形成される。一次コーティングは、ガラスストランド12aと、硬い材料から形成される二次コーティング12cの間の緩衝剤又は緩衝物として働くためにシリコン又はアクリレートポリマーなどの低い弾性係数を有する材料から形成される。このようにして、ガラスストランド12aは、少なくとも部分的にガラス領域を取り囲む非ガラス領域12b、12cによって囲まれている。
【0022】
外被層3は、平坦でない、あるいはそれ以外の場合ざらざらした外面を外被層3に与えるためにその表面上に複数の粒子4を分散させる。外被3に粒子4を固定するために、粒子は少なくとも部分的に外被3の材料の中に埋め込まれ、それぞれの部分的に埋め込まれた粒子4は外被3から外向きに突出する。粒子4は、それぞれの粒子の突出する部分が、外側の外被表面がそれ以外の場合、導管の内面のような滑らかな対向する面と移動接触するときに経験するであろう摩擦量を増やすというリスクを削減するために、好ましくは、球状又は滴形などの滑らかな形状を有する。ガラスなどの硬い物質の使用など、粒子材料を適切に選択すれば摩擦の量は削減される。摩擦のこのような削減は、少なくとも部分的には実際の外被材料の表面と対向する表面の間の分離から生じると考えられる。粒子4でもたらされる付加的な影響とは、結果として生じるざらざらした表面が流体ドラグにさらに影響を受けやすく、その結果、外側の外被表面の側を通る特定の流体の流れの場合、 (完全にざらざらしていない表面によって経験するであろうドラグと比較して)外被表面で分散されたドラグが増加するという点である。
【0023】
ざらざらした外面15のケーブル1は、図7に描かれているような吹き付け技法を使用してさらに容易に取り付けることができる。ここでは、ケーブル1は管状の導管102の中に部分的に導き入れられ、その結果ケーブル1の先端部分111は導管又はダクト102内にある。ケーブルは(一般的には吹き付けヘッドとして知られている)押す装置を使用することによりダクトの中に挿入される。移動方向110でケーブルを導管の中に進めるために、ガス又は空気などの他の流体の流れが、導管と流体連通する圧縮機又は携帯用ボンベ入りガス104を使用して導管の少なくとも一部に通される。流体は吹き付けヘッドを介して便利にダクト又は導管に適用される。このような設置技法では、流体の流れ110とケーブル1の間のドラグは(吹き付けヘッドにかけられる押す力と連動して)ケーブルを流体の流れの方向で移動させる。ケーブルは流体の力のために少なくとも部分的に前進するため、及びこれらの流体の力は、一端にのみ存在するのではなく、ケーブルに沿って分散されるため、ケーブルは設置中損傷を受ける可能性は低い。
【0024】
従来の通信光ファイバに比較して縮小されたガラスストランド12aの直径のため、ファイバ12は(ファイバブレークアウトとして知られる)緩衝剤又は外被層の断絶を引き起こさずにより小さな半径の湾曲への曲げに耐えることができるであろう。これにより必要とされる緩衝剤又は外被材料の厚さは削減される。これら、特に、ファイバ剛性を制御する際にそれ自体重要であるガラスストランドの幅の縮小を検討した結果、ケーブルは従来の通信ファイバを使用する同程度のケーブルより堅くなく作ることができる。剛性の削減は、ケーブル1が曲げの近傍でダクトに当たるときにケーブル1がダクトの表面にかける力を削減するため、剛性の削減は吹き付け技法を使用する設置のためにざらざらした表面15を有するケーブルにとっては重要となる可能性がある。これは、導管内の曲げ106の近傍で、移動方向のケーブル1の湾曲が導管側壁領域108の湾曲より少なく、流体の流れ110のドラグ力により克服されなければならない摩擦力を生じさせる、図7及び図8でさらに明確に確かめることができる。曲げ106の近傍で側壁108によりかけられる摩擦力は部分的にはケーブル1の剛性に起因するため、ガラスストランド12の直径を縮小することによりケーブル剛性を削減することにより、ケーブルは導管に沿ってさらに容易に前進できる。この利点は、使用可能である最大の押す力が少なくとも部分的には使用されるケーブルの剛性によって決まるという事実に対して釣り合いを取らなければならない。したがって、より堅くないケーブルを使用すると、より小さい押す力を使用することになり、これらは摩擦力削減により補償されない可能性がある。特に、設置経路が著しい曲げがなく概してまっすぐである場合、より堅くないケーブルではなく、より堅いケーブルを使用することが望ましい場合がある。その理由は、これらがさらに大きい押す力の使用を可能にする可能性があるためである。(言うまでもなく、このようなより高い剛性のケーブルでより小さい直径のファイバを使用することもできる)。ガラスストランド12aの直径の縮小はケーブル1の重量の削減につながる場合もあり、その結果、重力の影響を受けてダクトの下方の面112を圧迫するケーブル1の重量により引き起こされる摩擦が削減される可能性があることが理解されるであろう。このようにして、ガラスストランド直径の縮小及びその結果生じる摩擦の削減が、より長いダクト、及び/又はよりきつい曲げを有するダクト内にケーブルを設置するために吹き付け技法を使用することを可能にする。
【0025】
ケーブル1は、2本、4本、8本、16本及び19本のファイバを有するケーブルがそれぞれ図示されている(図1の構成部品に対応する構成部品は同じ参照番号を付けられている)図2から図6に示されるように、複数のファイバ12を有して形成できる。各ファイバ12は、各それぞれのファイバガラスストランド12aの周りで円周上に広がる保護領域12b、12cを有し、各ファイバの保護領域は一次コーティングと二次コーティング12a、12b(図示せず)によって形成されている。ファイバ12は、ケーブルの中心軸13に向かって集められ、緩衝剤領域2が前記中心に集められたファイバ12と外側の外被3の間に設けられる。より少ない重量及び剛性の削減という前述された潜在的な優位点は複数のファイバを有するケーブルでさらに顕著となり、ファイバ12の重量及び剛性に対する相対的な貢献は一般的により数が多いファイバ12を有するケーブルでさらに大きくなる。ファイバは、一般的にはケーブルに沿って並列関係で配列される。ファイバはケーブルの軸方向で互いに平行に配列されてよい。代わりに、ファイバの数本又はすべてはケーブル軸を基準にした螺旋状の経路又は曲がりくねった経路を辿ってよい。
【0026】
特定の断面領域のケーブルのファイバ数の増加を可能にするために、及び/又はケーブル剛性の更なる削減を可能にするために、及び/又はケーブル1の断面積の縮小を可能とするために、各ファイバ12の保護領域12b、12cは約10ミクロンという幅を有 し、その結果、各ファイバの直径は約100ミクロン以下(80ミクロンの幅を有するガラスストランド)になる。これにより、ファイバ12を、ファイバ12の中心軸14と最も近くに隣接するファイバの中心軸の間の距離dが約100ミクロン以下になるように配列できる。このような配列を用いると、ファイバ12の数が増加したケーブルは、ダクトの断面領域を拡大せずに既存のダクト内に敷設できる。例えば、4本のファイバを有する図3に示されているケーブルの直径は、従来の技術のファイバの場合の約1ミリメートルに比較して、約650ミクロンとなる。16本の光ケーブルと19本の光ケーブルの直径は約1ミリメートルとなるが、既存のファイバの対応するケーブルは約2ミリメートルの直径を有するであろう。好ましくは各ガラスストランド12aの直径は十分に小さく、保護領域12b、12cは最も近くに隣接するファイバ12の軸の間の分離が100ミクロン未満、好ましくは80ミクロン未満、あるいは60ミクロンにも、及びおそらく50ミクロンほど低くなるのに十分なほど薄いであろう。
【0027】
ストランドは中心ケーブル軸に向かってより密接に集められるため、湾曲の特定の半径を有する曲げの場合、曲げでのケーブルの外側に向かって位置するケーブル内のファイバはより低いレベルの引っ張り歪みを経験するであろうが、曲げでのケーブルの内側に向かって位置するファイバはより低いレベルの圧縮歪みを経験するであろう。これは、ケーブル内の曲げの結果としてファイバが損傷を受ける(つまりファイバブレークアウトが発生する)尤度を削減する、あるいは同等に、それは多数のファイバを有するケーブルをよりきつい曲げを有するダクトに設置できるようにする。
【0028】
図1から図6の例では、粒子4は、ケーブルの重量を削減するために、好ましくは中空ではないが、(PQ社(PQ corporation)のQ−CEL 500ビーズなどの)中空であってよいガラスビーズの形を取る。ケーブル上のガラスビーズは、一般的に10ミクロンと180ミクロンの間のサイズを有してよく、ビーズの平均外径は約68ミクロンであり、ビーズの少なくとも80%は10ミクロンを超える外径を有する。したがって、外被材料3からの放射状の突出は、ケーブル軸14に関して半径方向で約5ミクロンから約100ミクロンになってよい。しかしながら、好ましくは、中空ではないビーズは128ミクロンという平均直径を有し、ビーズの少なくとも80%が85ミクロンと175ミクロンの間の直径を有する(例えば、ポッターズ工業社(Potters Industries Inc.)の5−4 Spheriglass Aグレード2227 CPOO)。
【0029】
表面テクスチャの範囲は、粗度パラメータに置き換えて説明されてもよく、図13においては、所定の距離Lにおける5つの最高の頂点と5つの最低の底の高さの差で決定さ れ、その結果RZ=[(y1+y3+y5+y7+y9)−(y2−y4−y6−6i−y10)]÷5となる。このように、RZは事実上表面粗度の範囲の大きさであり、RZは英国規格BS1134及びISO/R468で指定されるパラメータである(図13に示される構造は、通常、ケーブルの外部表面の表面テクスチャに関与しないことが理解される)。
【0030】
図14はケーブル表面の平面図を示し、外被層の表面は外被層から突出する複数のビーズ4を有する。RZを測定するためには、ケーブルの軸方向で図14の線X−Xに沿って高さプローブが描画されてよく、その結果、結果として生じるRZ値は5つの最高の突起の平均高さで示され、底は等しい高さである。好ましくは良好なドラグ及び表面摩擦の十分な削減を実現するために、ガラス球体4の中心は(外被材料の表面の高さにある突出する部分間の間隔が平均約50ミクロンから100ミクロンであるように)ケーブルの軸方向で約200ミクロン離れ、2.5mmという測定距離Lでその方向の(平均)RZ値は60ミクロンより大きくなるであろう。しかしながら、球体の中心間の分離は約350ミクロン又は250ミクロンであってもよい。
【0031】
緩衝剤領域2はCablelite 950−701(DSM Desotech社)などのシリコンアクリレート材料から形成でき、通常厚さ約50ミクロンで、緩衝剤層2の弾性係数より高い弾性係数の外被材料はCablelite 950−705などのウレタンアクリレートから形成できる。しかしながら、緩衝剤領域2は、好ましくはCablelite 3287−9−39A(DSM Desotech社)から形成され、外被はCablelite 3287−9−75から形成され、それぞれ硬化可能なマトリックス材料である。緩衝剤材料及び外被材料の場合の2.5%の歪みでの割線係数(応力/歪み)は、好ましくは摂氏23度(硬化後)という温度でそれぞれ約1MPaと730MPaであるが、各それぞれの値の+/−20%の範囲内の値が許容できる。緩衝材料と外被材料の引張り強さは、摂氏23度(硬化後)という温度で好ましくはそれぞれ1.3MPaと30MPaとなる。Cablelite 3287−9−39A及びCablelite 3287−9−75の特性はそれぞれ表1と表2とに一覧表示される。
【表1】
【表2】
【0032】
緩衝剤領域2と外被3のための材料の選択は、外被3内に位置するファイバ12の数に少なくとも部分的に依存することが理解される。一般的には、ファイバ数が多くなるにつれ、それぞれの緩衝剤領域及び外被は厚くなり、そのそれぞれの弾性係数は高くなる。
【0033】
図9は、幅が削減されたファイバ12を製造するための装置を概略して示す。ファイバ12は、ガラスプリフォーム202から引き出され、前記プリフォーム202はその上端で垂直に吊り下げられる。プリフォームは、プリフォーム202の下端206がそこから引き出されるファイバストランド12aにとって十分に柔らかいように炉204によって加熱される。カウンタ回転ローラ210付きの駆動装置208は、プリフォーム202からファイバ12を引き出すために設けられ、ファイバ12は、ローラのカウンタ回転が引く力をファイバ12にかけるように、カウンタ回転ローラ210の間で受け取られる。ファイバの幅は、監視装置212によって光学的に監視される。監視装置212からの信号は制御装置214によって受信され、その制御装置は駆動装置208に接続される。制御装置214は、ファイバ12が引かれているときにファイバストランド12aの幅を監視し、ファイバ12のファイバストランド12aの幅が、ファイバが延伸されるにつれて実質的に一定のままとなるようにファイバが駆動装置208によって延伸される速度を制御するためのフィードバックアルゴリズムを実行するように構成される。制御装置214 は、プリフォーム206の温度を制御するために炉204の加熱制御に接続されてもよ く、プリフォームの温度の選択は好ましくはファイバを延伸する速度に依存する。従っ て、プリフォーム206の延伸速度および/又は温度を制御することにより、ファイバストランド12aの幅の制御が可能になる。遠心ファイバストランド12aの半径を制御することは可能である。ファイバストランド12aの幅を削減するために、延伸速度は、プリフォーム202の下端206での温度を考慮に入れて加速される。
【0034】
プリフォーム202は、外部蒸着、修正型化学蒸着、及びプラズマ蒸着などの標準的な技法の内の1つを使用して製造されてもよい。プリフォーム材料は、通常(二酸化珪素をベースにした)石英ガラスから作られ、その石英ガラスは、結果として生じるファイバストランドの屈折率を制御するために、1つ又は複数のドーパント又はゲルマニウムなどのそれに添加される他の不純物を有していてもよい。本例では、プリフォーム202は、石英ガラスが屈折率を高めるために酸化ゲルマニウム(及び/又は酸化チタン及び/又は酸化アルミニウム)を含む中心領域202aを有し、プリフォーム202の外部領域202bは、実質的にドーピングされていないか、あるいはこの外部領域内のガラス材料の屈折率が内部領域202a内のガラスの屈折率未満となるように、ホウ素及び/又はフッ素などのドーパントを含む。代わりに、コアは、コアの屈折率と比較してその屈折率を削減する添加されたドーパントを有するクラッディング付きの、実質的にはドーピングされていないシリカから構成されていてもよい。延伸時、これは中心コア領域及びその周囲を取り囲むクラッディング領域を有するファイバストランド12aを生じさせ、前記コア領域 は、光をコア領域内に保持できるようにクラッディング領域より高い屈折率を有する。
【0035】
ファイバのコア領域とクラッディング領域のそれぞれの相対的な幅が、プリフォームの内部領域と外部領域202a、202bのそれぞれの相対的な幅によって決まることが理解される。したがって、幅は縮小されたが、単一モード伝搬のための標準的な直径(通常約8ミクロンから9ミクロン)となるコア領域を有するファイバを形成するために、外部領域202bが、従来のプリフォームと比較して内部領域202aより比例的に狭い幅となる標準外のプリフォームが製造されなければならない。
【0036】
ガラスストランド12aがプリフォーム202から引き出された直後に、ストランドは被覆装置216によって被覆され、前記被覆装置は、保護コーティングが被覆装置216によって塗布される前にダクト又は他の損傷を与える物質がストランド12aの上に付着される尤度を削減するためにファイバが延伸される点の数メートル下に位置している。例えば1ミクロン未満の炭素をベースにした密封コーティングなど単一のコーティングだけが必要とされる可能性はあるが、この例では、被覆装置216は、二次コーティングだけではなく一次コーティングも塗布するように構成される。二次コーティングは、概してファイバをカラーコーディングするための顔料を含み、識別を容易にするために異なる着色を与えるために様々な顔料が使用される。代わりに、ファイバを着色するために追加のコーティングが塗布されてもよい。
【0037】
偏波モード分散の影響を削減するために、軸(垂直)方向でファイバを回転又は高速回転させるために駆動機構218が設けられていてもよい。通常、この駆動機構218は炉204の約10メートル下に位置し、ファイバは駆動装置210と駆動機構218の間でその自重を受けて吊り下げられる。ファイバが高速回転中に壊れる尤度を削減するため に、ファイバを製造する速度は減速されてもよい。
【0038】
1本又は複数本のファイバ12から1本の光ケーブルを製造するために、図10のケーブル装置が利用されてもよい。ケーブル装置300はローラ手段314を含み、前記ローラ手段は、ファイバが樹脂被覆段階316に入る前にそれらを支える、及び/又は誘導するように構成され、樹脂被覆段階は(ケーブルが複数のファイバを有するときに)ファイバが被覆のために被覆段階316を通って移動するときファイバ12を必要とされる位置関係で保持するための案内手段317を有する。被覆段階316は緩衝剤層でファイバ12を被覆するように構成され、前記緩衝剤層は、例えばUVランプなどからの紫外放射線で硬化される樹脂材料から成る。緩衝剤層で被覆されたファイバは、外被層3が被塗布段階318aで緩衝剤層の回りに塗布され、微小球体被覆装置318bで、ガラス微小球体が次に(その段階では硬化されていない)ケーブル外被の外面に塗布される第2被覆段階318に入る。静電装置319は、ケーブル外被に対するそれらの引力を改善するために微小球体を帯電するために設けられる。さらに、正圧チャンバ321、331は、粒子漏れが発生する尤度を削減するために、それぞれ微小球体被覆装置318bの入力と出力に配置される。ケーブルが微小球体で被覆された後、ケーブル1は次にUV硬化可能樹脂から形成される外側の外被を硬化するためにUV硬化装置320の中に入る。
【0039】
図11及び図12は、さらに詳細に第2の被覆段階318の例を概略的に示す。外被塗布段階318aは1つの共通した緩衝剤層2で囲まれる1本又は複数本のファイバ12を受け取り、緩衝剤層の回りに外被層3を塗布し、前記外被層はUV硬化可能樹脂から形成される。次にケーブル1は微小球体被覆装置318bに達し、微小球体粒子は硬化していない樹脂外被3の外面に塗布される。
【0040】
この例の微小球体被覆装置318bは、微小球体が塗布されるケーブル1を受け入れるための入口404と、ケーブルの部分が、その部分が被覆されているときにそこを通って伸びる(軸方向である場合がある)直通の通路(ケーブルの通路は点線1で示される)406と、ケーブルが本体部材402からそこを通って出る出口408とを有する本体部材402を有する。
【0041】
直通通路406と連通する粒子入口410は、通路406の中に粒子を導き入れる又は注入するために設けられ、その結果、注入された粒子が衝突し、それにより、ケーブルが通路406を通過するにつれてケーブル1の硬化していない外面3の上に付着される。
【0042】
注入される粒子を保持するための容器つまりコンテナ412は入口410に接続され る。粒子を注入するために、加圧された空気又は窒素あるいは他の流体がそれに接続されるソース414からコンテナ412に通される。ソース414により発生する空気流は直通通路406内で風で運ばれるように粒子を運び、その結果、直通通路内の粒子の流体化された流れが生じる。ケーブルに付着することなく直通通路406に沿って移動する粒子は排出出口416を通って出て行き、前記排出出口は、未使用の粒子が集まる収集容器418に接続されている。未使用の粒子をその中に引き出す、あるいは少なくとも保持するために収集容器418と流体連通するポンプ420が設けられる。
【0043】
使用中、ソース414によって発生するガスの流れによって少なくとも部分的に運ばれる粒子の流れは直通通路406に入り、通路406内に一時的に位置するケーブル部分の表面に沿って少なくとも部分的に流れる。ケーブル1は直通通路406を通って引き出され、その結果粒子はケーブルが引き出されるにつれてケーブル表面上で分散される。
【0044】
粒子がケーブル表面上でよりむらなく分散されるように、被覆段階318bは粒子の流れの中に大きな乱流が発生するように構成される。この乱流を引き起こす、又は強めるために、直通通路406の内面422は複数の軸に沿って離間されるリブ付き部分を含み、各リブは直通通路406に沿って移動する粒子の流れを乱すそれぞれのくびれを設けるように直通通路の内面の回りに広がる。断面で見ると、リブ部分は好ましくは乱流を強めるために尖った先端を有し、各リブ部分は円形の線に沿って遭う向かい合って傾けられた面から形成される。一つの実施例では、直通通路406とその各それぞれの端部で連通する補助通路426が、直通通路426から流体の流れの部分を離れるように案内し、その 後、少なくとも部分的には1つ又は複数の戻される流れの間の混合、及び直通通路に沿って移動する流れに起因する外乱を引き起こすために、この流れを直通通路406の中に戻すために設けられる。図12では、補助通路406はリブ部分424を通って伸張し、その結果、様々な流れの混合が隣接するリブ部分の間に形成される凹部430内で発生す る。
【0045】
本体部材402の入口404と出口408に向かって、それぞれの出口と入口が粒子 4、この例ではガラス微小球体で塞がれる尤度を削減するために、本体部材402の中に加圧された空気を導き入れるためのそれぞれの加圧された動力源432、434が設けられる。
【0046】
図11及び図12に関して一般的に説明された装置の例は欧州特許第757022号でさらに詳細に説明されている。
【0047】
図16は、(それぞれが100ミクロン未満の幅のそれぞれのガラス領域を備えた複数のファイバを有する)1本の光ケーブル1が、少なくとも100m離れて、好ましくは1km離れて位置している2つの現場の間で伸張する電気通信設備600を概略的に示す。ケーブルは、各現場に位置するそれぞれの装置604、606の間の通信を可能にする。ケーブル1はダクト608内に位置し、好ましくはざらざらした表面を有し、その結果、ケーブルは、設置時に吹き付け技法を使用してさらに容易に設置することができるようになる。
【0048】
好ましくは、中空ではないガラスから成り、直径が10μmと120μmの間の微小球体が塗布されるが、適切な粒状物質を微小球体被覆装置318bのコーティング内に埋め込むことができる。ケーブル1の最適な送り速度は毎分300mである。本説明を通し て、類似する参照番号は類似するパーツを指す。
【0049】
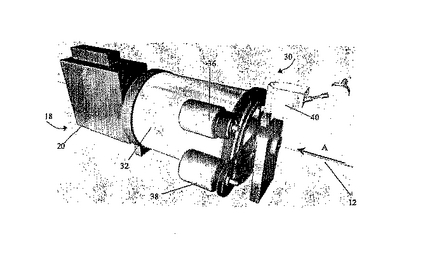
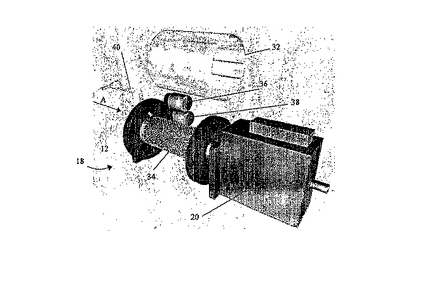
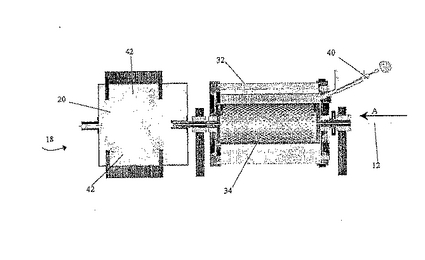
微小球体被覆装置318bの第1の代替実施形態は図17から図19に示されている。微小球体がそこに塗布されることになる、硬化していない樹脂被覆されたケーブル1の部分は、逆回転の高回転数回転式円筒メッシュ(又は複数の開口部をその中に備えた表面を有する他の薄板材料)を備える内側ドラム34を含む低回転数外側ドラム32を備える、全体を30で示す回転式ドラム構成を方向Aで通される。ドラム32、34は任意の適切な方法で駆動でき、図示されている実施形態では、外側ドラム32はモータ36との直接的な係合によってタイヤ駆動され(tyre driven)、内側ドラム34はモータ38によってベルト駆動(belt driven)される。代わりに、ドラムは同じ回転方向で駆動できる。
【0050】
ケーブル1は内側ドラム34によって形成される通路を通る。微小球体(ガラスビー ズ)は、カムで制御される送りでホッパー40から回転式外側ドラム32の中に入れら れ、微小球体の均一な分散を実現するために回転式メッシュ34によってドラム構成30の体積全体で無作為に分散される。メッシュ穴直径はビーズ直径よりわずかに大きく、実施形態では75μmを超えない。外側ドラム32の内面上のフィン(図示せず)は、外側ドラム32の底部で沈殿するあらゆるビーズを生き返らせる役割を果たす。ある割合のガラスビーズが内側ドラム34のメッシュを通過し、内側ドラム34の回転によって内部空間内で浮遊状態に保たれる。ある割合のこれらはケーブル1の硬化していない樹脂被覆された表面に付着する。被覆されたファイバ部分は、次にUV硬化装置20を通過し、硬化ランプ42によって硬化される。
【0051】
ドラム32、34は調節可能な速度を有し、ホッパー40は、システムの運転を容易に制御できるように調節可能な送りを有する。例えば、光センサ(図示せず)などの下流センサが、コーティング密度又は微小球体の分散を検出することができ、制御装置は分散又は密度を相応して変えるために相応して回転速度又は他のパラメータを変えることができる。
【0052】
第1の代替実施形態のシステムは特にオフライン運転に適しているが、ケーブルを水平に通すために追加の指向性ローラを設けることによって、延伸塔の高さに制限があるオンラインのファイバ延伸段階の一部として使用できる。
【0053】
第1の代替実施形態では、微小球体は、それらが外部チャンバ内に送り込まれるときにはメッシュドラムによって分散されるため、それらはドラムに入る前に流体化される必要はない。したがって、粒子は、粒子が落ち着いた状態にある1つの流れとしてチャンバの中に導き入れることができ、重力の影響を受けて互いを圧迫し、粒子だけが、いったんチャンバに入ると空気又は他のガスと混合される。ケーブル1の表面上での粒子の分散は、フィードバック制御式被覆システムを設けるために使用できる、内側チャンバ及び/又は外側チャンバの速度を変更することによって容易に調節できる。システムは水平向きでのみ使用可能であるが、これがオフライン後延伸(post−drawing)技法としてそれを使用することを容易にする。しかしながら、それは延伸塔の高さに制限があるオンラインコーティングのための機能も提供する。なおさらに、チャンバを強制的に通される空気の流れは必要とされないため、システムは微小球体による閉塞に比較的免疫がある。なおさらに、システムは圧力に依存していないため、それはチャンバからの微小球体の漏れに対する保護を提供するために大気圧より低いチャンバ圧力で動作する。好ましくは、外側チャンバも回転し、装置内で微小球体を分散し直すためにフィンを取り付けられる。その結果、微小球体はケーブルに塗布されたものを補充するためにチャンバに追加されすればよい。直通流れシステムを設ける要件はなく、その結果、装置は相対的に簡略とな り、本実施形態ではガラスビーズホッパーのための制御された送りを必要とする。
【0054】
微小球体被覆装置318bの第2の実施形態は、図20から図24に示されている。ケーブル1は、概して、チャンバ50の体積全体でガラス球体を分散するファン52を含む円筒形のチャンバ50を通過する。任意の適切な駆動装置が使用されてよいが、本実施形態では、ファン52がモータ55からベルト駆動される。ファンは気体粒子又は空気粒子の混合物をチャンバ内で循環させるための手段の一例となる。ファン52は、好ましく は、チャンバ50の直径全体に同じではない空気速度を与え、したがってチャンバ50内での空気の混合及びビーズの一様な分散を促進するために乱流を提供するために一定の勾配のブレード(一様な断面)を有する。ガラスビーズはカムで制御される送りでホッパー54を通してファン52の上に送られ、空気の移動によって分散される。ケーブル1は、それがチャンバを通過し、ガラスビーズがこの表面に付着するときその表面に硬化していない層又はアクリレートコーティングを有する。コーティングは、前述されたように下流で硬化される。沈殿するあらゆるガラスビーズはファン52の端縁の回りで引き出され、分散し直される。
【0055】
ファン速度の制御はチャンバ50内でのガラスビーズの分散を変え、前述されたように所望されるコーティング密度又は一様性を達成するためのシステムのフィードバック制御を可能にすることができる。
【0056】
チャンバ50内のビーズのむらのない分散のために、ケーブル1は図20、図21、及び図24の変形に示される縦の配置でいずれの方向も通過してよい。代わりに、ケーブルは水平に向けられ、図22及び図23に図示されるようにいずれに方向でも通過できる。水平向きでは、1枚又は複数枚のバッフル(図示せず)が、例えばビーズをケーブル1の方に向けるために曲げられた環状のフィンを備えるこの配置での分散のむらを補償するために好ましくはチャンバ50の内部に設けられる。事実上、縦向きの配列の動作も改善するためには類似したバッフルが設けられるであろう。第2の実施形態の構成はオンラインビーズ被覆及び製造後の(post−production)ビーズ被覆の両方に適しており、当業者はそれぞれの例で装置をどのように構成し直すのかを認識するであろう。
【0057】
好ましくは、静電吹き付け器(electrostatic gun)56が、図24に図示されるように、ビーズ及び/又はケーブル部分を静電帯電し、ビーズがケーブル1に付着する速度を加速するためにいずれの向きでも設けられる。これが、この装置に非常に高いスループットレートを達成するための手段を与える。
【0058】
(第2の実施形態ではファンである)インペラ(循環手段又は他の流れ生成手段)を設けるため、ガラスビーズはチャンバに入る前に流体化される必要はない。さらに、インペラの速度(好ましくはファン速度)は容易に且つ迅速に調整でき、したがってガラスビーズの分散を変え、フィードバック制御を可能にする。インペラはシステム全体での微小球体のむらのない分散を実現するため、システムは垂直、又は水平どちらかに向けられるケーブルと共に使用できる。これにより、システムはオンラインビーズ被覆と生産後(post−production)ビーズ被覆の両方に適する。
【0059】
チャンバ内には空気の釣り合いの取れた流れがあり、粒子を特定の入口又は出口に動かす正味の流れはないため、システムは微粒子物質による閉塞を相対的に受け付けない。さらにシステムは圧力に基づいていないため、その結果システムは大気圧より低い圧力のチャンバで実行でき、ガラスビーズの漏れのリスクを削減できる。
【0060】
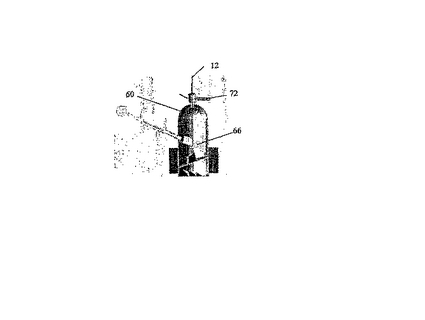
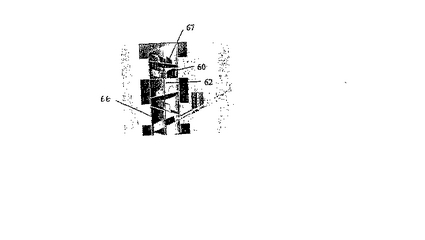
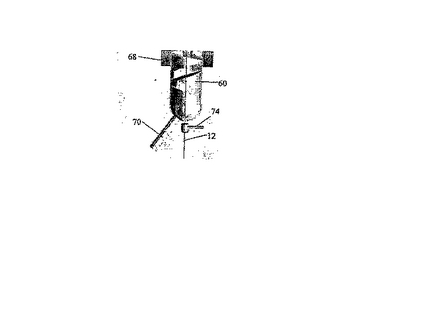
微小球体被覆装置318bの第3の実施形態は図25及び図26に示されている。硬化されていない樹脂被覆ケーブル1は、カムによって制御される送りで複数のガラスビーズホッパー62を含むチャンバ60を通過する。ホッパー62はさらに均一な微小球体の分散を実現するためにチャンバ60の長さ、下方へ分散される。一連の振動するバッフル板64は、ガラスビーズを偏向し、分散し、活動させるためにビーズを少なくとも一時的に支えるのに役立つ装置の回りに配置される。バッフル板は、ケーブルに対するガラスビーズの均一なコーティングを確実にするために、ケーブル1が通過する中心空間の回りで150°の間隔でチャンバ60の回りを下方へ交互にずれる、概して半円形のカスケード棚(cascade shelves)66を12枚備える。代わりに、バッフル板はケーブル1のための中心空間を囲む円錐台形面の形をしてよい。棚66は、平面的、又は本実施形態ではケーブル1の回りで湾曲して示されてよい直立したフィン67を支える。振動リング68は、バッフル板64を振動させるためにチャンバ60の外壁の回りに設けら れ、熟練した読者に明らかであるように任意の適切な振動変換器によって駆動できる。振動はガラスビーズのチャンバ60内での活気付け(animation)を支援する。
【0061】
バッフル板を設けるため、微小球体はチャンバに入る前に流体化される必要はない。さらに、ガラスビーズの分散は、ビーズの送り速度を調整することにより容易に且つ迅速に調整できる。バッフル板が振動するので、分散は、フィードバック制御を可能にする、プレートの振動振幅を変えることによってさらに制御できる。正圧チャンバを設けるため、システムはビーズによる閉塞から容易に保護される。前記構成は、ケーブルの円周の回りでのビーズの均一な被覆の高いレベルの保証があることを確実にする。それはモデル化 し、予測することが困難である移動する空気の流れ特性によって影響を受けないため、この保証は、コーティングにもかかわらず維持できる。本発明は、ビーズのファイバの回りでの集中は高レベルで制御できるため、非常に高いレートのファイバのスループットの可能性を提供する。
【0062】
チャンバ60の底部には、ケーブル1の表面に付着していないあらゆるガラスビーズを収集する吸引システムを備えるガラスビーズ掃気口70がある。チャンバ60は、未使用のビーズを排除するためにそれぞれ上部と底部に正圧チャンバ72、74を有する。
【0063】
ガラスビーズの分散は、ビーズの送り速度及びバッフル板64の振幅を調整し、前述されたようにフィードバック制御を可能にすることによって容易に且つ迅速に調整できる。
【0064】
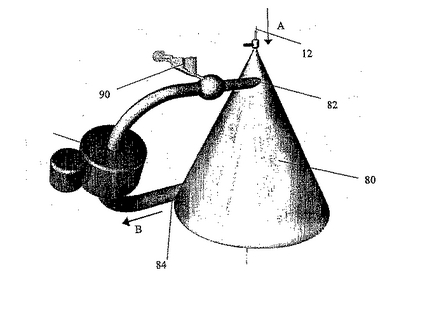
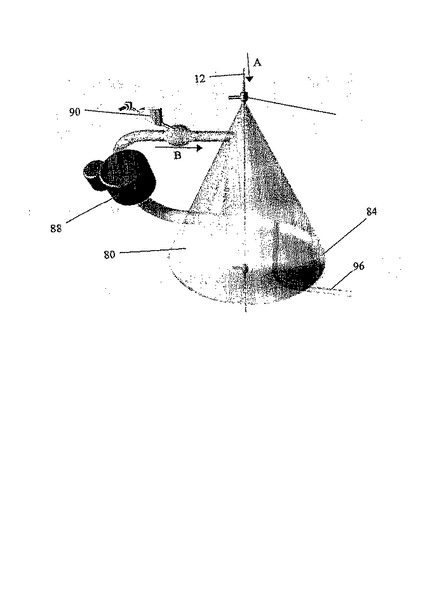
微小球体被覆装置318bの第4の実施形態は図27から図29に示される。硬化していない樹脂被覆されたケーブル1は、ガラス微小球体を運ぶ空気が矢印Bの方向でチャンバ80に入る1つ又は複数の入口ポート82を含むチャンバ80を通過する。未使用の空気/ビーズ混合は出口84でチャンバを出て行く。ケーブル1の回りでチャンバ80内にサイクロンが発達するように入口ポート82を配列することが好ましい。入口ポートと出口ポート82、84が垂直に、及び/又は水平に偏位されることも有利である。したがって、ケーブル入口ポートと出口ポートの固有の隙間は、ビーズが沈殿せず、閉塞を引き起こさないことを確実にするために、チャンバの設計及び出口ポートの位置によって達成できる。
【0065】
1つ又は複数の入口ポート82は、ビーズを流体化することを必要とする。これは振動を通して、又はベッドに空気を通すことのどちらかによってビーズを活動させるベッド上に入口空気流を通すことによって達成できる。図示されている実施形態では、空気/ビーズの混合物は、好ましくは、入口82と出口84を接合し、カムで制御される送り付きのビーズホッパー90の上流に任意の適切な型の循環ポンプファン88があるダクト86内で形成される。代わりに、噴流は、入口又は出口82の中に空気を送り込むより、1台又は複数台の出口吸引ポンプによって生じる力を利用できる。
【0066】
チャンバ80は、好ましくは、サイクロンに、それが1つ又は複数の出口ポート84に近づくにつれ、その角速度を変更させるために(円錐形などの)先細る断面を有する。チャンバは、未使用のビーズを排除するために、それぞれケーブル入口と出口に正圧チャンバの上部及び底部92、94と、フィルタまで伸びる圧力制御及びビーズの回収を可能にするブリード穴96とを有する。
【0067】
第4の実施形態ではエアジェットを提供するため、急速且つ均一なビーズの適用がチャンバ内の空気流特性の最適化により達成できる。第4の実施形態では、入口と出口は偏位され、ポートの固有の隙間を提供する。
【0068】
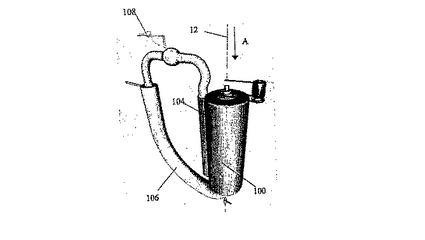
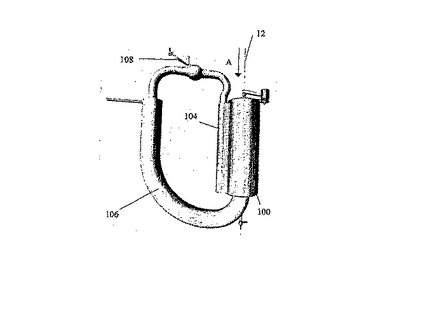
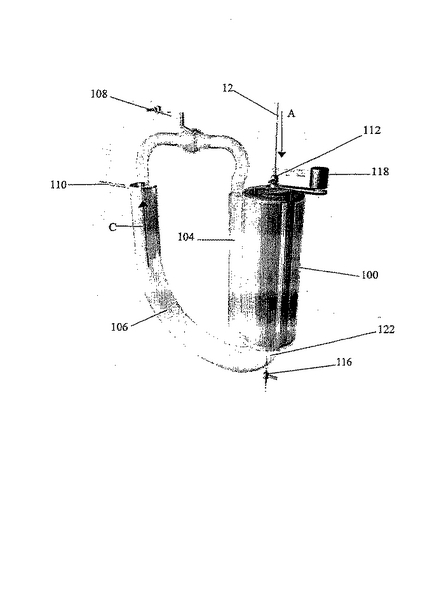
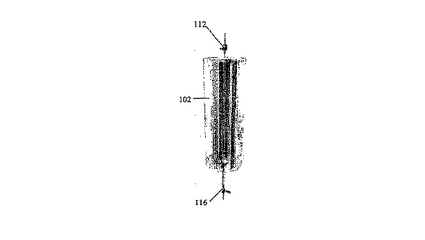
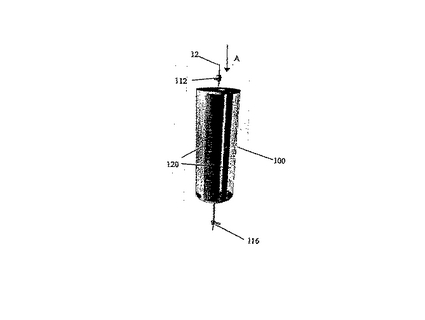
微小球体被覆装置318bの第5の実施形態は図30から図32に示されている。硬化していない樹脂被覆ケーブル1は円筒形のファン102を含む円筒形のチャンバ100を通過する。ケーブル1は、ファン102の回転の中央垂直軸に沿って通過する。ファン102は中心軸に向かってビーズを満載した空気を引き出し、ケーブル1の回りで渦流を形成するように作られている。
【0069】
ビーズを満載した空気は、メインチャンバ100の側面、したがって円筒形のファン102の全長を下り、接点にある空間を介して連通する細長いチャンバを備える送りアルコーブ104を介してチャンバ100に入る。送りアルコーブは、ビーズがカムで制御される送りを有するホッパー108によって送られる先の導管組織106によって供給され る。空気はファン自体の作用によって矢印Cで示される方向で前記導管組織に沿って動かされる。ブリード穴110はダクト106からフィルタまで伸び、圧力制御及びビーズ回収を可能にする。チャンバは、未使用のビーズを排除するためのケーブル入口と出口でそれぞれ正圧チャンバの上部と底部112、116を有する。
【0070】
円筒形のファン102は渦流ファンとして知られる型であり、任意の駆動装置を採用できるが、モータ118からベルトを介して駆動される。それは、チャンバを隔離するために環状シール及びシール軸受けに取り付けられ、空気/ビーズ混合物をチャンバの中心に向かって動かすために曲線状の断面の複数の長手方向に伸張するブレード120を備え る。ブレード120は、ビーズが通過するためにファン102の中心に長手方向の通路を可能とするために上部環状プレートと下部環状プレートに取り付けられる。管122は、ファイバを空気/ビーズ混合物の側突から保護するためにチャンバ100の出口端部に設けられる。
【0071】
やはり装置の運転は、前述されたようにファン速度を変更し、良好な制御性及びフィードバックの可能性を与えることによって制御できる。渦流ファンを設けるとケーブルの迅速且つ実際的な被覆も可能になる。
【0072】
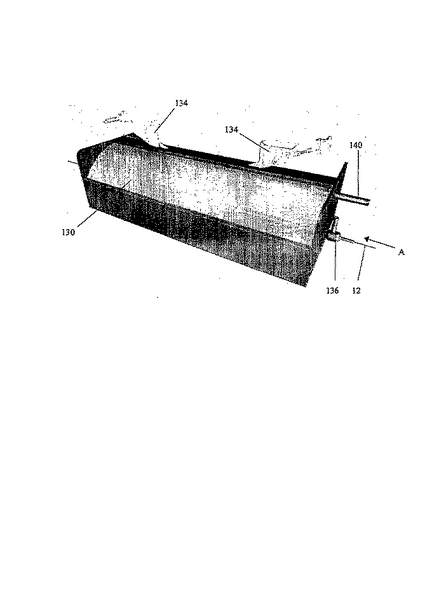
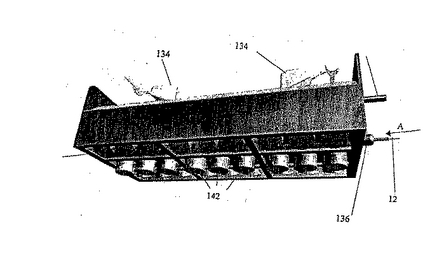
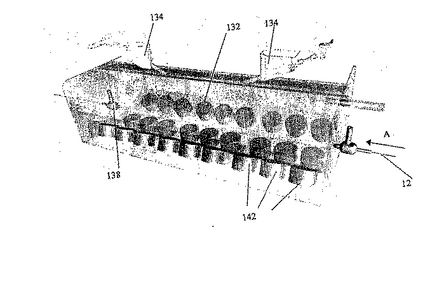
微小球体被覆装置318bの第6の実施形態が図33から図35に示されている。硬化していない樹脂被覆ケーブル1は、通常直方体の形であり、多数のビーズがベッド132上の空気の体積の中に維持されるようにビーズを流体化するための手段となるベッド132を含むチャンバ130を水平向きで通過する。カムで制御される送り付きのホッパーシステム134は、ベッド132の表面にガラスビーズを届ける。チャンバは未使用のビーズを排除するためにそれぞれケーブル入口と出口に正圧チャンバ136、138と、フィルタまで伸び圧力制御及びビーズ回収を可能にするブリード穴140とを有する。
【0073】
ガラスビーズの流体化は、ベッド(図示せず)を通る空気の流れを使用して、あるいは好ましくは熟練した読者には周知であるように、任意の適切な型であってよい、外部に取り付けられた振動変換器142を使用してベッドを適切な周波数及び振幅で振動させることによって達成されてよい。ベッドは、ガラスビーズでのケーブルの被覆の整合性を改善し、ファイバにビーズを効果的に集中させるために好ましくは上方に凹んだ曲線状の表面を有する。
【0074】
前述された型のフィードバック制御システムは、ガラスビーズの流れを調整し、ビーズの送り速度及び/又は平らなベッドの振動振幅を調整することでビーズ分散に対する制御の改善を容易に且つ迅速に可能にする。
【0075】
第6の実施形態では、ベッドが振動するため、ビーズがチャンバに入る前にビーズを流体化させる要件はなく、ガラスビーズの分散は、ビーズの送り速度及びベッドの振動振幅を調整することによって容易に、且つ迅速に調整できる。その結果、フィードバック制御を実現できる。システムはビーズによる閉塞から容易に保護され、ファイバの回りでのビーズ集中を高レベルで制御できるために、非常に高いスループットレートの可能性を提供する。
【0076】
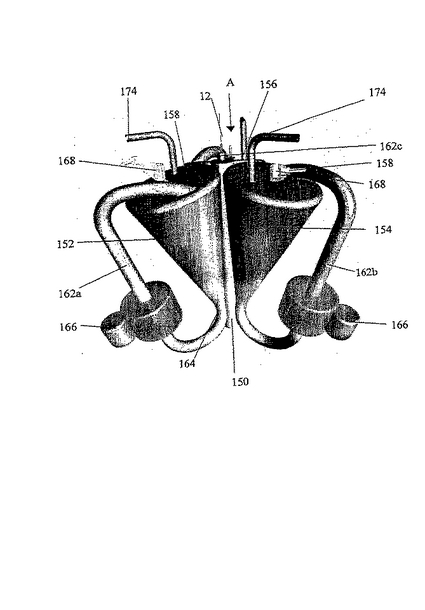
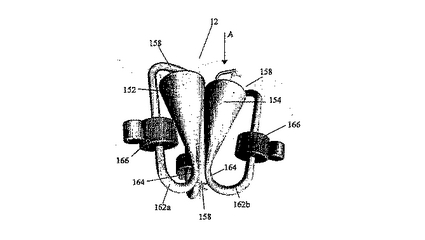
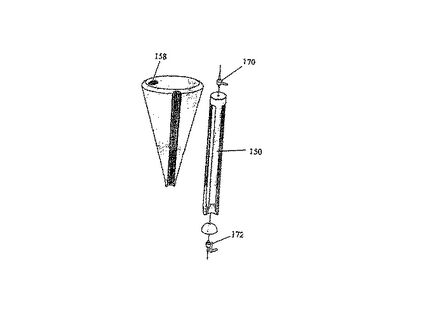
微小球体被覆装置318bの第7の実施形態は、図36から図41に示されている。硬化していない樹脂被覆ケーブル1は、3つのチャンバ152a、b、154a、b、156a、bを相互接続する通路150を通る。図36から図38の実施形態では、チャンバ152a、154a及び156aは、概して円錐形であり、下方に先細り、ケーブル1が通過するチャンバ間の縦の開口部のあるその全長に沿って合流する。通路150は、管状の通路又はコアチューブを備える。
【0077】
チャンバ152a、152b、154a、bはビーズの流れを受け入れ、それらをチャンバの内部で旋回させる入口158を含む。前記旋回作用の結果、ビーズはチャンバの壁に向かって、チャンバの間の通路150の中にも投げ出される。
【0078】
図36から図38に図示される実施形態では、流体化されたビーズの流れは、チャンバ内でサイクロン作用を引き起こすように円錐形のチャンバ152a、154a、156aの中に注入される。それぞれのダクト162a、162b、162cはチャンバ内の出口164から入口158に空気とビーズを循環させる。各ダクト162a、162b、162cの上に設けられているのは、ダクトの回りで空気を動かす循環ポンプファン166である。ファン166の下流には、カムで制御される送りを備えたガラスビーズホッパー168がある。通路150は、未使用のビーズを排除するためにそれぞれケーブル入口と出口に正圧チャンバ170、172を有し、各ダクト162は、フィルタに及び、圧力制御及びビーズ回収を可能にするブリード穴174を有する。この配置には、チャンバ内に可動パーツがないという優位点がある。
【0079】
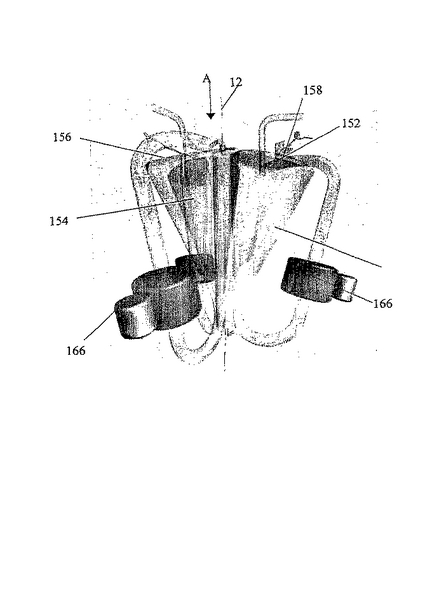
第7の実施形態の変形が図39から図41に示されている。この実施形態では、チャンバ152b、154b、156bは、事実上、導管組織自体を備え、回転するブラシ自体がチャンバのそれぞれの内部に設けられる。これには、流体化されないビーズの投入を扱うという優位点がある。ブラシ176の剛毛がチャンバ152b、154b、156b全体でビーズを分散し、チャンバ壁の適切なプロフィリングによってケーブル1に向けてビーズを弾き飛ばすように配列することもできる。重力と空気流の拮抗する作用に逆らってビーズをチャンバ内に保つために働く方向で回転する螺旋状のブラシ176を有することが有利である。
【0080】
追加の代替策(図示せず)は、チャンバのそれぞれの中に長穴付きの回転するドラムを設置することである。長穴は空気とビーズをチャンバの壁に向かって押し出すように配列されるであろう。この手法には、ビーズをケーブルに向かって運ぶのを支援するために空気の流れを提供するという優位点がある。
【0081】
第7の実施形態では、ファイバ被覆チャンバは複数のチャンバの交差点に形成されるため、ケーブルの迅速且つ実際的な被覆が達成される。渦流システム又はサイクロンシステムでは、簡略且つ信頼できる装置が達成される。システムは、フィードバック制御を可能にするために、ガラスビード送り速度だけではなく渦流の速度と方向あるいはブラシ又はドラムの速度のどちらかを変えることによっても容易に制御できる。
【0082】
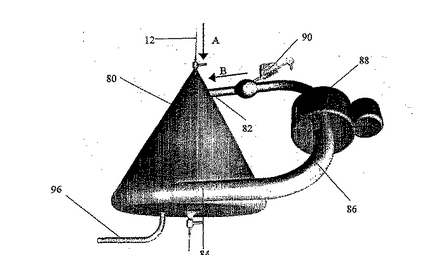
微小球体被覆装置318bの第8の実施形態は図42に示されている。ケーブル1は、それぞれ円錐台形面(概して円錐形の部分192と193)を有するチャンバを形成す る、実質的に中空ではないブロック(199aと199b)から形成される概して円錐形の部分のそれぞれの端部で終端する、(好ましくはガラス製の)概して円筒形の管191を備える被覆チャンバ190を通過する。ケーブル1は、通路の第1の(上流)端部192に隣接して位置する正圧チャンバ72、及び通路の第2の(下流)端部193に隣接して位置する正圧チャンバ74も通過し、各圧力チャンバ72、72内の圧力は、そのチャンバがそれに向かって位置している通路のそれぞれの端部での圧力を超える。
【0083】
円錐面192により形成される先細部分は、代わりに、管状の部分又は管191の軸を基準にして半径方向で曲げられていてもよく、その結果ガラス管191に入る流れに示される(上流の端部にある円錐台形面、管、及び下流端部の円錐台形面193により形成される)通路の断面は円滑に縮小する。これが管191内の乱流を削減するのに役立ち、ケーブルの粒子を用いた被覆が行われる、少なくとも管191内でのガス粒子混合物の実質的に層流の流れの可能性をさらに容易に可能にする。
【0084】
空気と微小球体の混合物は、2本のダクト又は入口196を介して被覆チャンバの中に入れられ、ブロック199aと円錐台形面192に位置する開口194aを通過する。実施形態では、2本のダクト及び開口部だけがあるが、(図43に後で示されるように)空気と微小球体の混合物が複数のダクト/開口を使用して入れられ、ブロック199aの壁を通して、又は代わりに管191の中にじかにのどちらかで入ってもよいことが理解される。空気と微小球体の混合物は、ホッパー(図示せず)内で微小球体を流体化する、又は機械測定方法のどちらかによって作り出される。微小球体は、次に、ダクト196に沿って、管191の中に押し込まれる空気の流れで移動する。
【0085】
好ましくは、ガス粒子混合物のための入口196は、混合物が通路に沿って流れるにつれて、混合物がケーブルの回りを流れるように、混合物を通路の中に導くように配列される。混合物は、このようにしてケーブルの回りの螺旋状の経路を辿る流動線を有していてもよい。代わりに、又はさらに、少なくともそれが管状の部分に沿って移動するにつれて混合物がケーブルの回りで流れるように、混合物の流れを導くために通路の(例えば円錐形の部分又は円錐台形の部分内)上流端部に向かって誘導手段が設けられてよい。
【0086】
空気と微小球体の混合物は管191を通って分散し、微小球体にケーブル1の硬化していない樹脂被覆表面に接触させ、付着させる。空気と同伴される微小球体の流れは管191に沿って通過し、ケーブル1に付着しなかった未使用の微小球体を回収する掃気口195を通って出て行く。回収された空気と微小球体の混合物は、ダクト196と開口194aを介した再入によって後で使用するために再利用される。
【0087】
フィルタ膜197は、ケーブル1が入った正圧チャンバ72がそこを通って突出する領域を除き、第1の端部192の断面全体に渡って広がる。膜197は、あらゆる微小球体が、空気が矢印Aによって示されるように必要に応じてチャンバを離れることを可能にすることにより圧力解放として働く排気口ダクト198を通ってチャンバを出て行くのを妨げるのに役立つ。
【0088】
振動機構200は、管191の上部を封入するブロック199aに取り付けられる。振動機構200は、小さな振動又は攪拌にブロックを通り抜けさせ、それによって局所化した振動を、進入開口194aと膜197と共に管の上部を含むブロックによって封入されたチャンバのセクションに供給させるために使用される。振動は、いくつかの微小球体 が、例えば円錐台形面192などの表面に望ましくなく沈殿するのを妨げるのに役立つ場合があり、ブロック199aによって形成されるチャンバ内での蓄積を防ぐことによって管191を通る微小球体の流れを強化する。任意の適切な振動手段又は攪拌手段が使用されてよいことは理解されるが、図42に描かれている振動機構200は圧縮空気駆動式である。
【0089】
ダクト196を通る空気と微小球体の流れの速度は制御可能であり、それによりフィードバックがケーブル1上での微小球体の被覆の密度を変更できるようにする。下流のセンサ(図示せず)は被覆密度を検出し、制御装置は、所望される被覆が達成されるまで相応して空気と微小球体の流れを変更できる。
【0090】
正圧チャンバ72と74は、微小球体がチャンバ190から逃げるのを防ぐのを目的としている。さらに、二次抽出ダクト201は正圧チャンバのそれぞれの向こう側に安全装置として設けられる。二次抽出ダクト201は、あらゆる微小球体が正圧チャンバをなんとか通過した場合にそれらをBと記された矢印の方向で抽出し、それらが大気中に逃げるのを妨げるために負圧を使用して作用する。
【0091】
第8の実施形態の変形は図43に描かれ、類似する数字が類似する機能を示す。この変形では、空気と微小流体の混合物は、ダクト196及び開口194bによって示されるように、管191の円筒形部分に沿った互い違いにされた位置で受け入れられる。
【0092】
第8の実施形態は、図25と図26に関して説明されるように、さらに管191内に複数のバッフル板(図示せず)を設けることによってさらに強化されてよい。これらのバッフル板は、適所に固定されるか、あるいは可動であるかのどちらかでよく、微小球体を、管191内でのその輸送中に微小球体を偏向させ、このようにして硬化していない樹脂被覆ケーブル表面に付着する微小球体の密度と分散を強化するのに役立つ。
【0093】
図44を参照して、正圧チャンバ72がここでさらに詳細に説明される。チャンバは、加圧空気がそれを通って導き入れられる入口207によって接合される2つの細長い管状部分205と206を備える。同時に、これらは、ケーブル1が妨害されずに通過する、半径が変化する溝208を形成する。入口207から溝に入る空気流は入口から離れる両方向で流れ、空気流の大きな割合が管191に向かって発生する。様々な方向の空気流の割合は、(D1が管191に最も近い管状部分205の内径である)図面に描かれているように、2つの細長い管状部分205と206間の内径差D1>D2によって影響を受ける。代わりに、又は加えて、長さの差L1>L2が、空気流の割合に影響を与えるために使用できる。
【0094】
前述されたような正圧チャンバ72の動作は、管191の中へのガスの流れを生成し、それにより微小球体が圧力チャンバ72に入り、逃れるのを実質的に防ぎ、ファイバ被覆装置内で微小球体を運ぶ空気より高い圧力で動作する。被覆チャンバの反対端にある対応する圧力チャンバ74が同様に動作することが理解されるであろう。さらに、正圧チャンバから管191の中に入るガス流体は、特に、ガス流体が反対方向にあるそれぞれの端部に設けられる正圧チャンバ72、74がある場合に管191内で乱流を生成するのを有利に補助する。
【0095】
加えて、図42を参照して説明されるように、微小球体が大気中に逃れるのを防ぐための追加安全措置として、正圧チャンバには二次抽出ダクト(図44では図示せず)が備えられてよい。これらの二次抽出ダクトは、正圧チャンバをなんとか通過するあらゆる微小球体を捕らえるために配置され、負圧を有するダクトを使用して微小球体を抽出するであろう。
【0096】
当業者に明らかとなるように、前述された多用な実施形態の態様は適宜に共に組み合わせることができ、本発明は適切な材料及び装置を使用して実現できることが理解される。
【0097】
前述された製造方法では、粒子は空気などの媒質の中で移動している。しかしながら、ケーブルは実質的には動かない、つまり静止した粒子の集合を通して引き出されてよく、粒子の移動は、ケーブル及びケーブル表面に付着する粒子の移動により引き起こされる。
【0098】
テクスチャ外面で形成され、ガラス領域の幅が縮小されているケーブルは、吹き付け技法を使用してダクト内で便利に設置できる。このようなケーブルがこれらのファイバのグラス直径の縮小に起因するファイバの数の増加に対処するため、指定されたファイバ数の既存のケーブルを、本発明によるさらに高いファイバ数の製造されたケーブルで置換することが可能であろう。多くの状況では、これにより既存のダクトをさらに大きなダクトと交換するニーズが削減され、それによってダクト内に設置されるファイバ数が増加するのに伴なう、改良費の多大な節約を実現する。
【0099】
引っ張り荷重軸受け部材を備える、あるいは備えない、緩んだファイバ又は長穴付きコアケーブルであるさらに従来の構造のケーブルも本発明に従って製造できる。特に、従来の引き出し設置(pulled installation)用ではなく、ケーブル吹き付け技法との使用を目的とするいわゆる強度が剥奪された(strength−denuded)ケーブルが、本発明による製造に適している。ファイバ直径の縮小は、特定のファイバ数について必要なケーブルサイズの有効な節約をもたらす、あるいは特定ンケーブルサイズのファイバ数を増加することができる。より小さいケーブルとは、より小さなダクトを使用できることを意味し、多大なコスト節約及び他の優位点をもたらすことができる。
【0100】
また、従来のケーブル設計又は吹き付けに特定的なケーブル設計のどちらかは、光ファイバがケーブルから「外れた(broken out)」ときに、より低い許容最大曲げ半径が、外れたファイバが、心棒及び他のケーブル管理構成部品が著しく小型で、したがってよりコンパクトとなる装置を使用して収容、終端できることを意味するという点で本発明の恩恵に浴すことができる。これらの利点は、ケーブルの外面が粘性ドラグの増加をもたらすように特にざらざらでないときにも達成できることが理解されるであろう。
【図面の簡単な説明】
【0101】
【図1】本発明による光ケーブルの断面図の概略表現である。
【図2】本発明による光ケーブルの追加の実施形態を概略的に示す図である。
【図3】本発明による光ケーブルの追加の実施形態を概略的に示す図である。
【図4】本発明による光ケーブルの追加の実施形態を概略的に示す図である。
【図5】本発明による光ケーブルの追加の実施形態を概略的に示す図である。
【図6】本発明による光ケーブルの追加の実施形態を概略的に示す図である。
【図7】その中に光ケーブルを有する導管の概略平面図である。
【図8】図7の断面A−Aを通る図である。
【図9】図1乃至6に図示されるようにケーブルで使用するための光ファイバを製造するための装置を示す図である。
【図10】図9の装置を用いて製造される1本又は複数本のファイバを使用して、図1から図6で図示されるようにケーブルを製造するための装置を概略して示す図である。
【図11】図10の被覆装置をさらに詳細に示す図である。
【図12】光ケーブルを粒子で被覆するための装置を示す図である
【図13】任意の外形からどのようにして粗度パラメータを得ることができるのかを示す図であ る。
【図14】光ケーブルの外面の一部の平面図を概略的に示す図である。
【図15】図14のX−Xを通る断面図である。
【図16】電気通信設備を概略的に示す図である。
【図17】ケーブルに粒子を適用するための第1の代替実施形態の斜視図である。
【図18】第1の代替実施形態の分解斜視図である。
【図19】第1の代替実施形態のカッタウェイ側面図である。
【図20a】第2の実施形態の斜視図である。
【図20b】明確にするために外部チャンバが透明な第2の実施形態の斜視図である。
【図21】第2の実施形態のカッタウェイ側面図である。
【図22】第2の実施形態(変形)の斜視図である。
【図23】第2の実施形態(変形)のカッタウェイ側面図である。
【図24】明確にするために外部チャンバが透明な第2の実施形態の斜視図である。
【図25a】第3の実施形態の第1の斜視図である。
【図25b】第3の実施形態の第2の斜視図である。
【図25c】明確にするために外部チャンバが透明な第3の実施形態の第3の斜視図である。
【図26a】上部セクションを示す第3の実施形態の部分側面図である。
【図26b】中間セクションを示す第3の実施形態の部分側面図である。
【図26c】底部セクションを示す第3の実施形態の部分側面図である。
【図27】第4の実施形態の斜視図である。
【図28】第4の実施形態の追加斜視図である。
【図29】明確にするために外部チャンバが透明である第4の実施形態の追加透視図である。
【図30a】第5の実施形態の斜視図である。
【図30b】第5の実施形態の追加斜視図である。
【図31】明確にするために外部チャンバ及び配管が透明で示される第5の実施形態の追加斜視図である。
【図32a】第5の実施形態の渦流ファンの斜視図である。
【図32b】第5の実施形態の渦流ファンの追加斜視図である。
【図32c】第5の実施形態の渦流ファンの追加斜視図である。
【図32d】第5の実施形態の渦流ファンの追加斜視図である。
【図33】第6の実施形態の斜視図である。
【図34】第6の実施形態の追加斜視図である。
【図35】明確にするために外部チャンバが透明である第6の実施形態の追加斜視図である。
【図36】第7の実施形態の斜視図である。
【図37a】第7の実施形態の追加斜視図である。
【図37b】第7の実施形態の部分的な分解斜視図である。
【図38】明確にするために外部チャンバが透明に示される第7の実施形態の斜視図である。
【図39】第7の実施形態(変形)の斜視図である。
【図40】明確にするために外部チャンバが透明に示される第7の実施形態(変形)の斜視図である。
【図41】第7の実施形態(変形)の部分的な分解斜視図である。
【図42】第8の実施形態のブロック図である。
【図43】第8の実施形態(変形)のブロック図である。
【図44】ファイバ被覆装置で使用するための正圧チャンバのブロック図である。
【特許請求の範囲】
【請求項1】
光ケーブルであって、前記光ケーブルに沿って光を導くためのガラスストランド付きの光ファイバと、前記ガラスストランドの回りに配置される外被とを有し、前記外被は、流体ドラグの影響を受けて、導管に沿った前記光ケーブルの前進を容易にするためのざらざらした外面を有し、前記ガラスストランドは100ミクロン未満のある幅を有する、光ケーブル。
【請求項2】
前記ガラスストランド又は各ガラスストランドが、断面で80ミクロン以下のある幅を有する、請求項1に記載の光ケーブル。
【請求項3】
前記ガラスストランド又は各ガラスストランドが石英ガラス材料から形成される、請求項1又は2に記載の光ケーブル。
【請求項4】
前記外被の前記ざらざらした外面は、少なくとも部分的には、前記外面を前記外被に与える材料の中の粒子の存在に起因する、請求項1乃至3のいずれか1項に記載の光ケーブル。
【請求項5】
前記粒子は前記外被の前記外面の回りで分散され、前記粒子の少なくともいくつかは、前記外被から外向きに突出するそれぞれの突出部分を有する、請求項4に記載の光ケーブル。
【請求項6】
前記粒子は概して球形の形状である、請求項4又は5に記載の光ケーブル。
【請求項7】
前記粒子はガラスである、請求項6に記載の光ケーブル。
【請求項8】
前記粒子の中心間の分離は平均で、前記ケーブルの軸方向に沿って測定されると、概して350ミクロン未満、好ましくは250ミクロン又は200ミクロン未満である、請求項6又は7に記載の光ケーブル。
【請求項9】
緩衝剤領域が前記ガラスストランドと前記外被の間に設けられ、前記緩衝剤領域は前記外被の平均弾性係数より低い弾性係数を有する材料から形成される、請求項1乃至9のいずれか1項に記載の光ケーブル。
【請求項10】
前記光ケーブルは、前記ケーブルに沿って光を導くための複数のガラスストランドを含む、請求項1乃至9のいずれか1項に記載の光ケーブル。
【請求項11】
前記ガラスストランド又は各ガラスストランドがその回りに広がる保護領域を有し、前記ガラスストランド又は各ガラスストランドの前記保護領域が30ミクロン未満の平均厚さを有する、請求項1乃至10のいずれか1項に記載の光ケーブル。
【請求項12】
前記光ケーブルは、それぞれが概して円形の断面を有する複数のガラスストランドを有し、前記ガラスストランドは、少なくともいくつかの隣接するガラスストランドのそれぞれの中心が互いから130ミクロン以内にあるように配列される、請求項1乃至11のいずれか1項に記載の光ケーブル。
【請求項13】
前記少なくともいくつかの隣接するガラスストランドのそれぞれの中心が互いから100ミクロン以内にある、請求項12に記載の光ケーブル。
【請求項14】
前記光ケーブルは少なくとも50メートルという軸方向の全長を有する、請求項1乃至13のいずれか1項に記載の光ケーブル。
【請求項15】
前記ガラスストランド又は各ガラスストランドの幅が30ミクロンと90ミクロンの間である、請求項1乃至14のいずれか1項に記載の光ケーブル。
【請求項16】
前記ガラスストランド又は各ガラスストランドの幅が55ミクロンと85ミクロンの間である、請求項13に記載の光ケーブル。
【請求項17】
前記外被は樹脂材料から形成される、請求項1乃至16のいずれか1項に記載の光ケーブル。
【請求項18】
前記緩衝剤層は前記外被の材料より低い弾性係数を有する材料から形成される、請求項7乃至17のいずれか1項に記載の光ケーブル。
【請求項19】
請求項1乃至18のいずれか1項に記載の光ケーブルと、前記光ケーブルがその中に設置される導管とを含み、前記光ケーブルは、設置の間、流体がそこを通過することにより前記導管内で前進することができるタイプからなる、光伝送システム。
【請求項20】
導管内に光ケーブルを設置する方法であって、前記光ケーブルが請求項1乃至18のいずれか1項に記載され、前記方法が前記導管の中に前記光ケーブルの先端部分を導き入れるステップと、少なくとも部分的に、前記ケーブルが推進される速度より速い相対的に平均的な流速で前記ケーブル上を通過する流体の流体ドラグによって前記導管に沿って前記ケーブルを推進させるために前記導管の少なくとも部分を通す移動方向に前記流体を通過させるステップとを含む、方法。
【請求項21】
ざらざらした外面を有する光ケーブルを製造する方法であって、少なくとも1本の光ファイバと、前記ファイバの回りに配置される外被とを有するケーブル部分を受け入れるステップと、複数の粒子をその中に有する媒質に前記ケーブル部分を通過させるステップ と、前記外被にざらざらした表面を与えるために前記粒子の少なくともいくつかを前記ケーブル外被に付着させるステップとを含み、前記光ファイバ又は各光ファイバが前記ケーブルに沿って光を導くためのガラス領域を有し、前記ガラス領域又は各ガラス領域が100ミクロン未満の幅を有する、方法。
【請求項22】
前記媒質は気体媒質であり、前記粒子は風で運ばれるように前記気体媒質内を移動す る、請求項20に記載の方法。
【請求項23】
前記気体媒質が流れを生じ、前記気体媒質は、前記ケーブルがガス−粒子混合物の流れを通過するように前記粒子と混合される、請求項22に記載の方法。
【請求項24】
前記ガス−粒子混合物の前記流れは乱流である、請求項23に記載の方法。
【請求項25】
前記ケーブル部分はガス−粒子混合物を含むチャンバを通過する、請求項22乃至24のいずれか1項に記載の方法。
【請求項26】
前記ガス−粒子混合物は、気流を粒子のベッド上で流すことによって形成される、請求項22乃至25のいずれか1項に記載の方法。
【請求項27】
前記ガス−粒子混合物はチャンバ入口で前記チャンバの中に導き入れられる、請求項25又は26に記載の方法。
【請求項28】
前記ケーブル部分及び前記ガス−粒子混合物を、軸方向で細長い軸部分を有する通路に沿って前進させるステップを含む、請求項25乃至27のいずれか1項に記載の方法。
【請求項29】
前記通路は前記軸部分の少なくとも一方の端部にチャンバ部分を含み、前記チャンバ部分は前記軸方向に関して傾いた側壁を有し、その結果前記チャンバ部分の幅は前記軸方向への距離と共に、前記チャンバ部分の前記幅が前記軸部分の前記幅と一致する点まで減少する、請求項28に記載の方法。
【請求項30】
前記チャンバ部分はガス−粒子入口を有し、前記チャンバ部分は前記軸部分の上流端部に位置し、前記方法は、前記ガス−微粒子入口を通して前記チャンバ部分の中に前記ガス−微粒子混合物を導き入れるステップと、前記チャンバ部分から前記軸方向部分に前記ガス−粒子混合物を通過させるステップと、前記通路の前記軸部分の中に前記ケーブル部分を導き入れるステップとを含む、請求項29に記載の方法。
【請求項31】
前記チャンバ部分は複数のガス粒子入口を有し、前記方法は、前記ガス粒子入口を通して前記ガス−粒子混合物を前記チャンバ部分の中に導き入れるステップを含み、その結果前記ガス−粒子混合物が前記チャンバ部分の回りで間を置いて分散される異なる点で前記チャンバ部分に入る、請求項30に記載の方法。
【請求項32】
前記チャンバ部分が前記軸方向に対し横断方向の断面で概して円形である、請求項29乃至31のいずれか1項に記載の方法。
【請求項33】
前記チャンバ部分は概して円錐形の部分を含む、請求項32に記載の方法。
【請求項34】
前記チャンバ部分は半径方向において曲線状である側壁部分を有し、その結果前記通路の前記断面は前記チャンバ部分と前記軸部分の間で円滑に変化する、請求項32に記載の方法。
【請求項35】
前記軸部分は概して管状である、請求項28乃至34のいずれか1項に記載の方法。
【請求項36】
前記通路は、前記ガス−粒子の流れの中で乱流を引き起こす、又は強めるために前記ケーブル部分の回りで粒子の流れを抑えるために前記軸方向で離間される複数のくびれを有する、請求項28乃至34のいずれか1項に記載の方法。
【請求項37】
ガス−粒子の流れを複数の成分の流れに分離するステップと、前記ケーブル部分の近傍の前記ガス−粒子流れの中で乱流を引き起こす又は強めるために、前記成分の流れを共に返すステップとを含む、請求項3乃至36のいずれか1項に記載の方法。
【請求項38】
それぞれの補助通路を通して前記くびれ又は各くびれの回りで成分の流れを導くステップとを含む、請求項36に従属するときの請求項37に記載の方法。
【請求項39】
可動面において少なくとも一時的に粒子を支えるステップと、前記可動面を過ぎて前記ケーブル部分を移動するステップとを含み、前記可動面は、前記可動面の移動により粒子が前記ケーブル部分に向かって分散されるように配列される、請求項20又は21に記載の方法。
【請求項40】
前記可動面は水平方向に関して傾けられる、請求項39に記載の方法。
【請求項41】
前記可動面は振動様式で移動する、請求項40に記載の方法。
【請求項42】
前記可動面は回転様式で移動する、請求項40に記載の方法。
【請求項43】
前記可動面は、前記粒子の少なくともいくつかが開口部を通過するような寸法で作られた複数の開口部を含む、請求項39乃至42のいずれか1項に記載の方法。
【請求項44】
複数の可動面部分を超えて前記ケーブル部分を移動するステップを含み、前記複数の可動面部分が垂直方向において互いに関して偏位され、その結果、粒子が重力の影響を受けて1つの可動面部分から別の可動面部分に移動できる、請求項39に記載の方法。
【請求項45】
前記複数の可動面部分は螺旋状の経路に沿って配列され、前記螺旋状の経路は前記ケーブル部分の回りに伸張する、請求項44に記載の方法。
【請求項46】
前記複数の可動面部分は、複数の半径方向に伸張する弾性ストランドから形成される、請求項45に記載の方法。
【請求項47】
ガスの流れが、ケーブルが概して前記ケーブルの前記軸に整列した方向で動かされるにつれて前記ケーブル部分の回りを循環する、請求項20乃至38のいずれか1項に記載の方法。
【請求項48】
前記ケーブルは、回転対称性を有するチャンバ部分の中心軸に沿って通過し、前記ガスは前記チャンバ内で渦流状に移動する、請求項47に記載の方法。
【請求項49】
チャンバ部分が、前記チャンバ部分の中に前記ケーブル部分を導き入れるためのケーブル入口を有し、前記ケーブル入口が前記チャンバ部分と連通する出口を有する入口チャンバを含む請求項30に記載の方法であって、前記ケーブル部分を前記入口チャンバに通過させるステップと、前記チャンバ部分の正圧より高い正圧を前記入口チャンバ内で生じさせるために、前記ケーブル部分がそこを通過しているときに前記入口チャンバの中に加圧ガスを送るステップとを含む、方法。
【請求項50】
前記入口チャンバは前記ケーブル部分を受け入れるための入口開口部及び前記受け入れられたケーブル部分がそこを通って出て行くことができる出口開口部とを有し、少なくとも前記入口開口部又は前記出口開口部は、前記入口チャンバ内に前記正圧がない場合、前記ケーブル部分がそこを通過するにつれて前記粒子の少なくともいくつかが前記入口チャンバに入る、又は前記入口チャンバを出て行くほど十分に小さくなるように、前記ケーブル部分の前記断面を基準にした寸法で作られる、請求項49に記載の方法。
【請求項51】
前記受け入れられたケーブル部分の前記外被の前記外面が、前記外被表面に入射する前記媒質からの前記粒子の少なくともいくつかが前記表面上に保持されるように接着性である請求項20乃至50のいずれか1項に記載の方法。
【請求項52】
前記外被が変形可能な材料から形成され、その結果、前記外被の前記外面に入射する前記粒子の少なくともいくつかが前記外被材料内に少なくとも部分的に埋め込まれるようになる、請求項51に記載の方法。
【請求項53】
前記変形可能な材料は少なくとも部分的にその中に埋め込まれた粒子で硬化する以後のステップを含む、請求項52に記載の方法。
【請求項54】
前記変形可能な材料は硬化していない樹脂材料であり、前記樹脂材料を硬化するステップを含み、前記樹脂材料を硬化する前記ステップは紫外放射線への露光を通して達成される、請求項52に記載の方法。
【請求項55】
それぞれのファイバが前記ファイバに沿って広がるそれぞれのガラス領域を有し、各ガラス領域の幅が100ミクロン未満である、互いに関してサイドツーサイド様式で配列される複数の光ファイバを有する、光ケーブル。
【請求項56】
各ガラス領域が中心軸を有するストランドの形式であり、各ストランドがその前記中心軸に対する断面で実質的に円形であり、前記ケーブルは外被を含み、それぞれの光ファイバが、少なくとも2つの隣接するストランドの前記中心軸が互いから100ミクロン以内であるように前記外被内に配列される、請求項54に記載の光ケーブル。
【請求項57】
第1の現場と第2の現場を含む電気通信設備であって、前記第1の現場と第2の現場が互いに異なる地理的な場所に位置し、各現場がそれぞれの電気通信装置を含み、前記電気通信設備が、前記現場の間の光通信を可能にするために前記第1の現場と第2の現場の間で伸張する光ケーブルをさらに含み、前記光ケーブルが請求項1から19、54及び55のいずれか1項に示されている、電気通信設備。
【請求項58】
前記第1の現場と第2の現場が少なくとも100メートルという距離で分離されてい る、請求項56に記載の電気通信設備。
【請求項59】
前記現場間の前記分離は、少なくとも1kmである、請求項57に記載の電気通信設 備。
【請求項60】
前記粒子は、前記チャンバの中に導き入れられた後に気体媒質と混合される、請求項25に記載の方法。
【請求項61】
ガス−粒子混合物の前記流れが実質的には層流である、請求項22に従属するときの請求項25乃至38のいずれか1項に記載の方法。
【請求項62】
前記ケーブル部分及び前記ガス−粒子混合物が前記通路に沿って移動するにつれて、ガス−粒子混合物の流れが前記通路に沿って移動させられ、前記ケーブル部分の回りで循環させられる、請求項47又は48に記載の方法。
【請求項1】
光ケーブルであって、前記光ケーブルに沿って光を導くためのガラスストランド付きの光ファイバと、前記ガラスストランドの回りに配置される外被とを有し、前記外被は、流体ドラグの影響を受けて、導管に沿った前記光ケーブルの前進を容易にするためのざらざらした外面を有し、前記ガラスストランドは100ミクロン未満のある幅を有する、光ケーブル。
【請求項2】
前記ガラスストランド又は各ガラスストランドが、断面で80ミクロン以下のある幅を有する、請求項1に記載の光ケーブル。
【請求項3】
前記ガラスストランド又は各ガラスストランドが石英ガラス材料から形成される、請求項1又は2に記載の光ケーブル。
【請求項4】
前記外被の前記ざらざらした外面は、少なくとも部分的には、前記外面を前記外被に与える材料の中の粒子の存在に起因する、請求項1乃至3のいずれか1項に記載の光ケーブル。
【請求項5】
前記粒子は前記外被の前記外面の回りで分散され、前記粒子の少なくともいくつかは、前記外被から外向きに突出するそれぞれの突出部分を有する、請求項4に記載の光ケーブル。
【請求項6】
前記粒子は概して球形の形状である、請求項4又は5に記載の光ケーブル。
【請求項7】
前記粒子はガラスである、請求項6に記載の光ケーブル。
【請求項8】
前記粒子の中心間の分離は平均で、前記ケーブルの軸方向に沿って測定されると、概して350ミクロン未満、好ましくは250ミクロン又は200ミクロン未満である、請求項6又は7に記載の光ケーブル。
【請求項9】
緩衝剤領域が前記ガラスストランドと前記外被の間に設けられ、前記緩衝剤領域は前記外被の平均弾性係数より低い弾性係数を有する材料から形成される、請求項1乃至9のいずれか1項に記載の光ケーブル。
【請求項10】
前記光ケーブルは、前記ケーブルに沿って光を導くための複数のガラスストランドを含む、請求項1乃至9のいずれか1項に記載の光ケーブル。
【請求項11】
前記ガラスストランド又は各ガラスストランドがその回りに広がる保護領域を有し、前記ガラスストランド又は各ガラスストランドの前記保護領域が30ミクロン未満の平均厚さを有する、請求項1乃至10のいずれか1項に記載の光ケーブル。
【請求項12】
前記光ケーブルは、それぞれが概して円形の断面を有する複数のガラスストランドを有し、前記ガラスストランドは、少なくともいくつかの隣接するガラスストランドのそれぞれの中心が互いから130ミクロン以内にあるように配列される、請求項1乃至11のいずれか1項に記載の光ケーブル。
【請求項13】
前記少なくともいくつかの隣接するガラスストランドのそれぞれの中心が互いから100ミクロン以内にある、請求項12に記載の光ケーブル。
【請求項14】
前記光ケーブルは少なくとも50メートルという軸方向の全長を有する、請求項1乃至13のいずれか1項に記載の光ケーブル。
【請求項15】
前記ガラスストランド又は各ガラスストランドの幅が30ミクロンと90ミクロンの間である、請求項1乃至14のいずれか1項に記載の光ケーブル。
【請求項16】
前記ガラスストランド又は各ガラスストランドの幅が55ミクロンと85ミクロンの間である、請求項13に記載の光ケーブル。
【請求項17】
前記外被は樹脂材料から形成される、請求項1乃至16のいずれか1項に記載の光ケーブル。
【請求項18】
前記緩衝剤層は前記外被の材料より低い弾性係数を有する材料から形成される、請求項7乃至17のいずれか1項に記載の光ケーブル。
【請求項19】
請求項1乃至18のいずれか1項に記載の光ケーブルと、前記光ケーブルがその中に設置される導管とを含み、前記光ケーブルは、設置の間、流体がそこを通過することにより前記導管内で前進することができるタイプからなる、光伝送システム。
【請求項20】
導管内に光ケーブルを設置する方法であって、前記光ケーブルが請求項1乃至18のいずれか1項に記載され、前記方法が前記導管の中に前記光ケーブルの先端部分を導き入れるステップと、少なくとも部分的に、前記ケーブルが推進される速度より速い相対的に平均的な流速で前記ケーブル上を通過する流体の流体ドラグによって前記導管に沿って前記ケーブルを推進させるために前記導管の少なくとも部分を通す移動方向に前記流体を通過させるステップとを含む、方法。
【請求項21】
ざらざらした外面を有する光ケーブルを製造する方法であって、少なくとも1本の光ファイバと、前記ファイバの回りに配置される外被とを有するケーブル部分を受け入れるステップと、複数の粒子をその中に有する媒質に前記ケーブル部分を通過させるステップ と、前記外被にざらざらした表面を与えるために前記粒子の少なくともいくつかを前記ケーブル外被に付着させるステップとを含み、前記光ファイバ又は各光ファイバが前記ケーブルに沿って光を導くためのガラス領域を有し、前記ガラス領域又は各ガラス領域が100ミクロン未満の幅を有する、方法。
【請求項22】
前記媒質は気体媒質であり、前記粒子は風で運ばれるように前記気体媒質内を移動す る、請求項20に記載の方法。
【請求項23】
前記気体媒質が流れを生じ、前記気体媒質は、前記ケーブルがガス−粒子混合物の流れを通過するように前記粒子と混合される、請求項22に記載の方法。
【請求項24】
前記ガス−粒子混合物の前記流れは乱流である、請求項23に記載の方法。
【請求項25】
前記ケーブル部分はガス−粒子混合物を含むチャンバを通過する、請求項22乃至24のいずれか1項に記載の方法。
【請求項26】
前記ガス−粒子混合物は、気流を粒子のベッド上で流すことによって形成される、請求項22乃至25のいずれか1項に記載の方法。
【請求項27】
前記ガス−粒子混合物はチャンバ入口で前記チャンバの中に導き入れられる、請求項25又は26に記載の方法。
【請求項28】
前記ケーブル部分及び前記ガス−粒子混合物を、軸方向で細長い軸部分を有する通路に沿って前進させるステップを含む、請求項25乃至27のいずれか1項に記載の方法。
【請求項29】
前記通路は前記軸部分の少なくとも一方の端部にチャンバ部分を含み、前記チャンバ部分は前記軸方向に関して傾いた側壁を有し、その結果前記チャンバ部分の幅は前記軸方向への距離と共に、前記チャンバ部分の前記幅が前記軸部分の前記幅と一致する点まで減少する、請求項28に記載の方法。
【請求項30】
前記チャンバ部分はガス−粒子入口を有し、前記チャンバ部分は前記軸部分の上流端部に位置し、前記方法は、前記ガス−微粒子入口を通して前記チャンバ部分の中に前記ガス−微粒子混合物を導き入れるステップと、前記チャンバ部分から前記軸方向部分に前記ガス−粒子混合物を通過させるステップと、前記通路の前記軸部分の中に前記ケーブル部分を導き入れるステップとを含む、請求項29に記載の方法。
【請求項31】
前記チャンバ部分は複数のガス粒子入口を有し、前記方法は、前記ガス粒子入口を通して前記ガス−粒子混合物を前記チャンバ部分の中に導き入れるステップを含み、その結果前記ガス−粒子混合物が前記チャンバ部分の回りで間を置いて分散される異なる点で前記チャンバ部分に入る、請求項30に記載の方法。
【請求項32】
前記チャンバ部分が前記軸方向に対し横断方向の断面で概して円形である、請求項29乃至31のいずれか1項に記載の方法。
【請求項33】
前記チャンバ部分は概して円錐形の部分を含む、請求項32に記載の方法。
【請求項34】
前記チャンバ部分は半径方向において曲線状である側壁部分を有し、その結果前記通路の前記断面は前記チャンバ部分と前記軸部分の間で円滑に変化する、請求項32に記載の方法。
【請求項35】
前記軸部分は概して管状である、請求項28乃至34のいずれか1項に記載の方法。
【請求項36】
前記通路は、前記ガス−粒子の流れの中で乱流を引き起こす、又は強めるために前記ケーブル部分の回りで粒子の流れを抑えるために前記軸方向で離間される複数のくびれを有する、請求項28乃至34のいずれか1項に記載の方法。
【請求項37】
ガス−粒子の流れを複数の成分の流れに分離するステップと、前記ケーブル部分の近傍の前記ガス−粒子流れの中で乱流を引き起こす又は強めるために、前記成分の流れを共に返すステップとを含む、請求項3乃至36のいずれか1項に記載の方法。
【請求項38】
それぞれの補助通路を通して前記くびれ又は各くびれの回りで成分の流れを導くステップとを含む、請求項36に従属するときの請求項37に記載の方法。
【請求項39】
可動面において少なくとも一時的に粒子を支えるステップと、前記可動面を過ぎて前記ケーブル部分を移動するステップとを含み、前記可動面は、前記可動面の移動により粒子が前記ケーブル部分に向かって分散されるように配列される、請求項20又は21に記載の方法。
【請求項40】
前記可動面は水平方向に関して傾けられる、請求項39に記載の方法。
【請求項41】
前記可動面は振動様式で移動する、請求項40に記載の方法。
【請求項42】
前記可動面は回転様式で移動する、請求項40に記載の方法。
【請求項43】
前記可動面は、前記粒子の少なくともいくつかが開口部を通過するような寸法で作られた複数の開口部を含む、請求項39乃至42のいずれか1項に記載の方法。
【請求項44】
複数の可動面部分を超えて前記ケーブル部分を移動するステップを含み、前記複数の可動面部分が垂直方向において互いに関して偏位され、その結果、粒子が重力の影響を受けて1つの可動面部分から別の可動面部分に移動できる、請求項39に記載の方法。
【請求項45】
前記複数の可動面部分は螺旋状の経路に沿って配列され、前記螺旋状の経路は前記ケーブル部分の回りに伸張する、請求項44に記載の方法。
【請求項46】
前記複数の可動面部分は、複数の半径方向に伸張する弾性ストランドから形成される、請求項45に記載の方法。
【請求項47】
ガスの流れが、ケーブルが概して前記ケーブルの前記軸に整列した方向で動かされるにつれて前記ケーブル部分の回りを循環する、請求項20乃至38のいずれか1項に記載の方法。
【請求項48】
前記ケーブルは、回転対称性を有するチャンバ部分の中心軸に沿って通過し、前記ガスは前記チャンバ内で渦流状に移動する、請求項47に記載の方法。
【請求項49】
チャンバ部分が、前記チャンバ部分の中に前記ケーブル部分を導き入れるためのケーブル入口を有し、前記ケーブル入口が前記チャンバ部分と連通する出口を有する入口チャンバを含む請求項30に記載の方法であって、前記ケーブル部分を前記入口チャンバに通過させるステップと、前記チャンバ部分の正圧より高い正圧を前記入口チャンバ内で生じさせるために、前記ケーブル部分がそこを通過しているときに前記入口チャンバの中に加圧ガスを送るステップとを含む、方法。
【請求項50】
前記入口チャンバは前記ケーブル部分を受け入れるための入口開口部及び前記受け入れられたケーブル部分がそこを通って出て行くことができる出口開口部とを有し、少なくとも前記入口開口部又は前記出口開口部は、前記入口チャンバ内に前記正圧がない場合、前記ケーブル部分がそこを通過するにつれて前記粒子の少なくともいくつかが前記入口チャンバに入る、又は前記入口チャンバを出て行くほど十分に小さくなるように、前記ケーブル部分の前記断面を基準にした寸法で作られる、請求項49に記載の方法。
【請求項51】
前記受け入れられたケーブル部分の前記外被の前記外面が、前記外被表面に入射する前記媒質からの前記粒子の少なくともいくつかが前記表面上に保持されるように接着性である請求項20乃至50のいずれか1項に記載の方法。
【請求項52】
前記外被が変形可能な材料から形成され、その結果、前記外被の前記外面に入射する前記粒子の少なくともいくつかが前記外被材料内に少なくとも部分的に埋め込まれるようになる、請求項51に記載の方法。
【請求項53】
前記変形可能な材料は少なくとも部分的にその中に埋め込まれた粒子で硬化する以後のステップを含む、請求項52に記載の方法。
【請求項54】
前記変形可能な材料は硬化していない樹脂材料であり、前記樹脂材料を硬化するステップを含み、前記樹脂材料を硬化する前記ステップは紫外放射線への露光を通して達成される、請求項52に記載の方法。
【請求項55】
それぞれのファイバが前記ファイバに沿って広がるそれぞれのガラス領域を有し、各ガラス領域の幅が100ミクロン未満である、互いに関してサイドツーサイド様式で配列される複数の光ファイバを有する、光ケーブル。
【請求項56】
各ガラス領域が中心軸を有するストランドの形式であり、各ストランドがその前記中心軸に対する断面で実質的に円形であり、前記ケーブルは外被を含み、それぞれの光ファイバが、少なくとも2つの隣接するストランドの前記中心軸が互いから100ミクロン以内であるように前記外被内に配列される、請求項54に記載の光ケーブル。
【請求項57】
第1の現場と第2の現場を含む電気通信設備であって、前記第1の現場と第2の現場が互いに異なる地理的な場所に位置し、各現場がそれぞれの電気通信装置を含み、前記電気通信設備が、前記現場の間の光通信を可能にするために前記第1の現場と第2の現場の間で伸張する光ケーブルをさらに含み、前記光ケーブルが請求項1から19、54及び55のいずれか1項に示されている、電気通信設備。
【請求項58】
前記第1の現場と第2の現場が少なくとも100メートルという距離で分離されてい る、請求項56に記載の電気通信設備。
【請求項59】
前記現場間の前記分離は、少なくとも1kmである、請求項57に記載の電気通信設 備。
【請求項60】
前記粒子は、前記チャンバの中に導き入れられた後に気体媒質と混合される、請求項25に記載の方法。
【請求項61】
ガス−粒子混合物の前記流れが実質的には層流である、請求項22に従属するときの請求項25乃至38のいずれか1項に記載の方法。
【請求項62】
前記ケーブル部分及び前記ガス−粒子混合物が前記通路に沿って移動するにつれて、ガス−粒子混合物の流れが前記通路に沿って移動させられ、前記ケーブル部分の回りで循環させられる、請求項47又は48に記載の方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20a】
【図20b】
【図21】
【図22】
【図23】
【図24】
【図25a】
【図25b】
【図25c】
【図26a】
【図26b】
【図26c】
【図27】
【図28】
【図29】
【図30a】
【図30b】
【図31】
【図32a】
【図32b】
【図32c】
【図32d】
【図33】
【図34】
【図35】
【図36】
【図37a】
【図37b】
【図38】
【図39】
【図40】
【図41】
【図42】
【図43】
【図44】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20a】
【図20b】
【図21】
【図22】
【図23】
【図24】
【図25a】
【図25b】
【図25c】
【図26a】
【図26b】
【図26c】
【図27】
【図28】
【図29】
【図30a】
【図30b】
【図31】
【図32a】
【図32b】
【図32c】
【図32d】
【図33】
【図34】
【図35】
【図36】
【図37a】
【図37b】
【図38】
【図39】
【図40】
【図41】
【図42】
【図43】
【図44】
【公表番号】特表2006−520015(P2006−520015A)
【公表日】平成18年8月31日(2006.8.31)
【国際特許分類】
【出願番号】特願2006−505909(P2006−505909)
【出願日】平成16年3月3日(2004.3.3)
【国際出願番号】PCT/GB2004/000884
【国際公開番号】WO2004/079424
【国際公開日】平成16年9月16日(2004.9.16)
【出願人】(390028587)ブリティッシュ・テレコミュニケーションズ・パブリック・リミテッド・カンパニー (104)
【氏名又は名称原語表記】BRITISH TELECOMMUNICATIONS PUBLIC LIMITED COMPANY
【Fターム(参考)】
【公表日】平成18年8月31日(2006.8.31)
【国際特許分類】
【出願日】平成16年3月3日(2004.3.3)
【国際出願番号】PCT/GB2004/000884
【国際公開番号】WO2004/079424
【国際公開日】平成16年9月16日(2004.9.16)
【出願人】(390028587)ブリティッシュ・テレコミュニケーションズ・パブリック・リミテッド・カンパニー (104)
【氏名又は名称原語表記】BRITISH TELECOMMUNICATIONS PUBLIC LIMITED COMPANY
【Fターム(参考)】
[ Back to top ]