
光ファイバテープ心線の製造方法
【課題】任意の心線数の光ファイバテープ心線を効率的に製造する方法を提供する。
【解決手段】光ファイバテープ心線の製造方法は、整列した複数の光ファイバ心線の片面が第1の被覆体で被覆された光ファイバ構造体を、複数個、平行に、かつ、被覆された面が同じ向きになるように整列させた後、その複数の光ファイバ構造体の被覆された面を第2の被覆体で被覆して複数の光ファイバ構造体を一体化する。第1の被覆体および第2の被覆体を構成する材料はシリコーンゴムであることが好ましい。
【解決手段】光ファイバテープ心線の製造方法は、整列した複数の光ファイバ心線の片面が第1の被覆体で被覆された光ファイバ構造体を、複数個、平行に、かつ、被覆された面が同じ向きになるように整列させた後、その複数の光ファイバ構造体の被覆された面を第2の被覆体で被覆して複数の光ファイバ構造体を一体化する。第1の被覆体および第2の被覆体を構成する材料はシリコーンゴムであることが好ましい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、整列させた複数の光ファイバ心線を一括してテープ状にする光ファイバテープ心線の製造方法に関するものである。
【背景技術】
【0002】
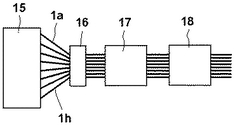
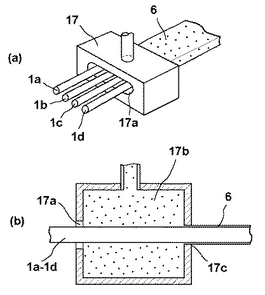
従来から、複数本の光ファイバ心線を並列に配置し、これらを被覆して複数本の光ファイバの束を一体化した光ファイバテープ心線が知られている(特許文献1)。光ファイバテープ心線は、光ファイバケーブル内に光ファイバ心線を高密度でコンパクトに収納する際に用いられる。また、機器間または機器内の光ファイバ心線の多心配線にも利用されており、配線の省スペース化に寄与している。光ファイバテープ心線の製造方法としては、一般的には図6に示す装置を使用して行われている。すなわち、心線供給装置15より複数の光ファイバ心線1a〜1hを心線整列器16に導き、各光ファイバ心線を平行かつ一列に並べる。次いで、整列した各光ファイバ心線を、被覆材料が充填されている塗布治具17内に導き、光ファイバ心線の周囲に被覆材料を一括被覆する。その後、塗布治具の出口に設けた孔より搬出しながら被覆材料を成形し、さらに被覆材料を紫外線照射機等の硬化装置18により硬化し、光ファイバテープ心線を製造している。なお、このような場合に用いられる塗布治具17の代表的なものを図7(a)、(b)に示す。塗布治具17は、光ファイバ心線が挿入される孔17aと、被覆材料を充填する被覆材料溜め17bと、光ファイバ心線を搬出する孔17cとで構成され、光ファイバ心線1a〜1dは孔17cから搬出されて被覆材料6によって被覆、成形される。
【特許文献1】特開平6−123826号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
従来の製造方法においては、光ファイバテープ心線の本数や光ファイバピッチに合わせた位置合わせ治具および塗布冶具が必要となり、特定の本数や特定の光ファイバピッチの光ファイバテープ心線に対しては、そのために準備した特定の製造装置で作製するか、特定の塗布冶具を付け替えなければならず、したがって、任意の心線数の光ファイバテープ心線を効率的に製造することができなかった。本発明は、従来の技術における上記のような問題を解決することを目的としてなされたものであり、任意の心線数の光ファイバテープ心線を効率的に製造する方法を提供するものである。
【課題を解決するための手段】
【0004】
本発明の光ファイバテープ心線の製造方法は、上記課題を解決するものであって、整列した複数の光ファイバ心線の片面が第1の被覆体で被覆された光ファイバ構造体を、複数個、平行に、かつ、被覆された面が同じ向きになるように整列させた後、該複数の光ファイバ構造体の被覆された面を第2の被覆体で被覆して該複数の光ファイバ構造体を一体化することを特徴とする。
【0005】
本発明の上記光ファイバテープ心線の製造方法において、前記第1の被覆体を構成する材料はシリコーン系樹脂であることが好ましい。また、第2の被覆体を構成する材料もシリコーン系樹脂であることが好ましい。また、前記複数の光ファイバ構造体において、複数の光ファイバ心線は、互いに平行に整列されていてもよく、また、複数の光ファイバ心線の一部が互いに交差して整列順序が変換された状態で整列されていてもよい。光ファイバ構造体の複数の光ファイバ心線が、平行に整列されている場合には、前記第1の被覆体が、複数の光ファイバ心線の外形をなす複数の円に共通する接線まで、複数の光ファイバ心線を被覆しているのが好ましい。
【0006】
本明細書における光ファイバテープ心線とは、光ファイバ心線を整列させて光ファイバ心線同士を固定したものを指す。光ファイバテープ心線は、光ファイバを配線する際に使用されるもので、配線された光ファイバとして最もコンパクトな構成をとることができる。
【発明の効果】
【0007】
本発明の光ファイバテープ心線の製造方法によれば、ファイバ心線の数の増減などに対して、従来の製造方法のような治具の取替えを必要とせず、光ファイバ心線や光ファイバ構造体の平面上での整列操作、および連続的な塗布操作により光ファイバテープ心線の製造を行なうことができる。したがって、任意の心線数の光ファイバテープ心線を、簡便で作業効率よく作製することができ、また、製造コストも低減される。また、本発明の製造方法で得られる光ファイバテープ心線は、第1の被覆体および第2の被覆体の厚さを均一にすることができで、柔軟性も良好であるため、装置間配線などに実用的に使用することができる。
【発明を実施するための最良の形態】
【0008】
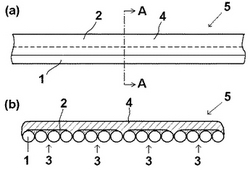
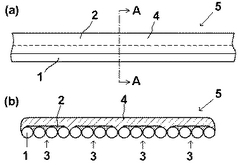
以下、本発明の実施の形態を図面を参照して説明する。図1は、本発明の製造方法により製造された光ファイバテープ心線の模式図であって、図1(a)は側面図、図1(b)はA−A線断面図である。図2は、図1の本発明の光ファイバテープ心線の製造において用いる光ファイバ構造体の模式図であって、図2(a)は側面図、図2(b)はA−A線断面図である。
【0009】
図1に示すように、光ファイバ構造体3は4本の光ファイバ心線1が平行に整列し、その上を第1の被覆体2が覆った構造になっている。第1の被覆体は光ファイバ心線の片面だけを覆っている。また、第1の被覆体は4本の光ファイバ心線の外形をなす4つの円の共通する接線まで光ファイバ心線を覆っている。
【0010】
図1の光ファイバテープ心線5は、本発明の製造方法により図2に示す光ファイバ構造体を用いて製造される。すなわち、図2の光ファイバ構造体3を複数(4個)、平行に、かつ、第1の被覆体2が同じ向きになるように整列させ、その上を第2の被覆体4で覆う工程によって製造される。なお、第1の被覆体が4本の光ファイバ心線の外形をなす4つの円の共通する接線まで光ファイバ心線を覆っていることは本願発明の必須要件ではなく、それ以上、光ファイバ心線の外側までを覆っていても構わない。第2の被覆体の厚さは50μm以上、500μm以下が好ましい。これは、光ファイバテープ心線の柔軟性を保ち、かつ曲げ等に対する破壊を防ぐ強度が必要なためである。なお、光ファイバ構造体における光ファイバ心線の間隔(光ファイバピッチ)は作製する光ファイバ構造体の仕様によって適宜設定してもよいが、均一な被覆体を得るためには、互いに一定間隔を開けた状態のものが好ましい。
【0011】
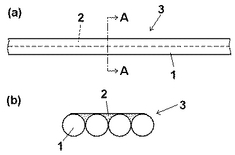
なお、図2に示した光ファイバ構造体においては、複数の光ファイバ心線が平行に整列しているが、この複数の光ファイバ心線の整列順序が図3に示すように、複数の光ファイバ心線の一部が互いに交差して整列順序が変換された状態で整列されていても構わない。この場合、図3のように整列順序が変換された光ファイバ心線1の片面が、第1の被覆体2で被覆される。
【0012】
本発明において、第1の被覆体と第2の被覆体の材料は、同一でも、異なっていてもよく、本発明の製造方法を適用することができれば、特に限定されるものではない。材料種としては、ゴム状樹脂材料、可撓性を有する熱または光硬化性樹脂、及び可撓性を有する熱可塑性樹脂等があげられる。特に、硬化後、剥離し易く、かつ成形の容易なシリコーン系樹脂およびブチルゴム等が好ましいものとして挙げられる。特に、シリコーン系樹脂、なかでも、シリコーンゴムが最適である。本発明において、第1および第2の被覆体を被覆する工程においては、光ファイバ心線の表面に一定の厚みで被覆材料の被覆が形成されるように被覆すればよく、その被覆方法は何等限定されるものではないが、塗布による方法を採用することができる。被覆された被覆体は、必要に応じて硬化・乾燥させるが、硬化方法は被覆材料の種類によって適宜選択して行なえばよい。例えば、紫外線硬化性樹脂を用いた場合は、塗布後に紫外線照射によって硬化させればよく、熱硬化性樹脂を用いた場合は、乾燥機等の加熱器によって硬化させればよい。
【0013】
本発明の第1の被覆体および第2の被覆体の被覆工程(塗布工程)においては、光ファイバ心線および光ファイバ構造体を平面の上に載置する必要があるが、この平面の上には接着層が設けられていてもよい。その場合、平面の上に載置された光ファイバ心線は接着層によって仮固定される。したがって、光ファイバ心線の整列のための位置合わせを容易に行うこともできる。接着層に用いる接着剤としては、光ファイバ心線の形状を維持し、かつ接着により光ファイバ心線が応力ひずみを受けず、更に剥離時に光ファイバ心線が破損することのない程度の接着力を有するものであれば如何なるものでも使用でき、例えば、ウレタン系、アクリル系、エポキシ系、ナイロン系、フェノール系、ポリイミド系、ビニル系、シリコーン系、ゴム系、フッ素化エポキシ系、フッ素化アクリル系等。各種の感圧接着剤(粘着剤)、熱可塑性接着剤、熱硬化性接着剤を使用することができる。
【0014】
本発明で用いられる光ファイバ心線は何等限定されるものではなく、その用途等に応じて、適宜選択すればよく、例えば、石英、プラスチック等の材料からなる光ファイバ心線を用いることができる。また、光ファイバ心線の径については何等限定されるものではなく、一般的に用いられる0.25mm径の光ファイバ心線や0.9mm径のナイロン被覆光ファイバ心線を使用することができる。
【0015】
本発明において、光ファイバ構造体中の光ファイバ心線の本数は、特に制限されるものではなく、適宜設定することができる。ただし、片面被覆されたばらつきのない光ファイバ構造体が製造しやすいこと、光ファイバ構造体が十分な強度を有すること、使用される光ファイバテープ心線の心線数が4の倍数である場合が多いこと等の理由から、光ファイバ構造体中の光ファイバ心線の本数は4本であるのが好ましい。
【0016】
以下、本発明を実施例によって説明するが、本発明はこれらの実施例に限定されるものではない。
【実施例1】
【0017】
長さ300mmの光ファイバ心線(古河電工社製、石英系シングルモード光ファイバ心線、外径0.25mm)を4本用い、まず、光ファイバ構造体を図4に示す塗布装置を用いて作製した。
【0018】
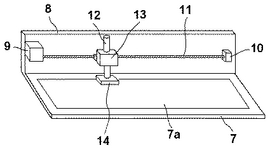
この塗布装置は、光ファイバ心線を設置する平面7aを有する基板7と、側壁8と、側壁に固定された駆動モータ9および軸受け10と、一端が駆動モータに固定され、他端が軸受けに支持されたボールネジ軸11と、上部に塗布材料充填口12を有し、図示されない制御系により一軸方向に駆動する可動ユニット13と、可動ユニットにとりつけられた成形治具14と、図示されていない塗布材料供給系とで構成されている。成形治具14は、幅40mm、長さ30mm、高さ40mmのサイズで、底面が平面であり、ボールネジ軸11に取り付けられた可動ユニット13に、基板に対して垂直方向に設置されている。したがって、可動ユニット13は、成形治具を上下および左右方向に移動することができるようになっている。なお、塗布材料は、可動ユニット13の上部に設けられた塗布材料充填口12から注入され、同ユニットを光ファイバ軸方向に移動させる際に、成形治具14の下面に設けられた図示されていない塗布材料吐出口から吐出され、成型治具によって上面が成形されるようになっている。
【0019】
まず、4本の光ファイバ心線を、塗布装置の基板7の平面7a上に整列させた。塗布材料を塗布材料吐出口から整列された光ファイバ心線上に吐出して塗布した。塗布材料の塗布及び光ファイバ心線の基板に対する移動は手動にて行い、被覆材料としては常温硬化性シリコーンゴム(東レダウコーニングシリコーン社製、商品名:SE9186L)を用いた。光ファイバ心線の片面に被覆材料を塗布した後、常温1時間の条件で完全に硬化させ、第1の被覆体で被覆された光ファイバ構造体(図2参照)を得た。なお、可動ユニットの上下の位置を制御することにより、第1の被覆体の厚さを制御することができるが、ここでは、第1の被覆体が4本の光ファイバ心線の外形をなす4つの円の共通する接線まで光ファイバ心線を覆うように制御した。
【0020】
次に、得られた光ファイバ構造体を4個、平行に、かつ、第1の被覆体が同じ向きになるように整列させ、その上を上記と同様に被覆して、光ファイバ構造体を第2の被覆体で被覆した。第2の被覆体の材料も常温硬化性シリコーンゴム(東レダウコーニングシリコーン社製、商品名:SE9186L)を用いた。なお、可動ユニットの上下の位置を制御することにより、被覆層の厚さを100μmとした。その後、常温1時間の条件で完全に硬化させ、第2の被覆体で被覆された光ファイバテープ心線を得た(図1参照)。
【0021】
得られた光ファイバテープ心線は、第1の被覆体および第2の被覆体の厚さが均一であり、柔軟性も良好であった。また、この製造方法は、ファイバ心線の数の増減などに対しても、従来の製造方法において要求されるような治具の取替えを必要とせず、光ファイバ心線や光ファイバ構造体を平面上で整列操作でき、また連続的な塗布操作を行なうことができるのでので、簡便で作業効率がよく、製造コストも低減することができた。
【実施例2】
【0022】
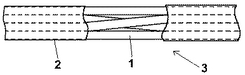
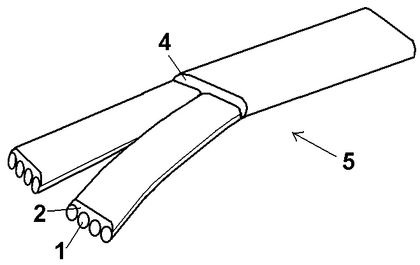
実施例1で製造した、光ファイバ心線数が4本の光ファイバ構造体を2個用いて、実施例1と同様な方法で、光ファイバテープ心線を製造した。ただし、図5に示すように、第1の被覆体2の上に被覆する第2の被覆体4は、光ファイバ心線1の全長を覆うのではなく、半分の150mm長を覆うように、被覆操作を行なった。使用した第2の被覆体の材料は実施例1の場合と同一であった。作製された光ファイバテープ心線5は、8心を4心×2に分岐する分岐用光ファイバテープ心線として使用することができるものであった。本発明の光ファイバテープ心線の製造方法を用いると、2分岐のみならず、3分岐、4分岐などの光ファイバテープ心線を簡単に製造することができる。
【実施例3】
【0023】
実施例1と同様な方法で、光ファイバ心線数が8本の光ファイバ構造体を9個作製し、この9個の光ファイバ構造体を、平行に、かつ、第1の被覆体が同じ向きになるように整列させ、その上を実施例1と同様に第2の被覆体で被覆した。使用した第1の被覆体および第2の被覆体の材料は、実施例1の場合と同一のものであった。得られた72心の光ファイバテープ心線は、第1の被覆体および第2の被覆体の厚さが均一であり、柔軟性も良好であった。また、従来、光ファイバ心線数が増加すると、光ファイバ心線の整列の制御が特に複雑になるが、この製造方法では、光ファイバ心線の数が多い場合でも、少ない数の光ファイバ心線の場合と同様に、光ファイバ心線や光ファイバ構造体を平面上で整列操作でき、また連続的な塗布操作を行なうことができるのでので、簡便で作業効率がよく、製造コストも低減することができた。
【図面の簡単な説明】
【0024】
【図1】本発明の製造方法により製造された光ファイバテープ心線の一例の模式図であって、(a)は側面図、(b)はA−A線断面図である。
【図2】図1の本発明の光ファイバテープ心線の製造に用いる光ファイバ構造体の一例の模式図であって、(a)は側面図、(b)はA−A線断面図である。
【図3】本発明の光ファイバテープ心線の製造に用いる光ファイバ構造体の他の一例の部分破砕平面図である。
【図4】本発明の製造方法に使用すると塗布装置の斜視図である。
【図5】本発明の製造方法により製造された光ファイバテープ心線の他の一例の斜視図である。
【図6】従来の光ファイバテープ心線製造装置の概略図である。
【図7】従来の光ファイバテープ心線製造装置における塗布治具を示す図であって、(a)は斜視図、(b)は側断面図である。
【符号の説明】
【0025】
1…光ファイバ心線、2…第1の被覆体、3…光ファイバ構造体、4…第2の被覆体、5…光ファイバテープ心線、6…被覆材料、7…基板、8…側壁、9…駆動モータ、10…軸受け、11…ボールネジ軸、12…塗布材料充填口、13…可動ユニット、14…成形治具、15…心線供給装置、16…心線整列器、17…塗布治具、18…硬化装置。
【技術分野】
【0001】
本発明は、整列させた複数の光ファイバ心線を一括してテープ状にする光ファイバテープ心線の製造方法に関するものである。
【背景技術】
【0002】
従来から、複数本の光ファイバ心線を並列に配置し、これらを被覆して複数本の光ファイバの束を一体化した光ファイバテープ心線が知られている(特許文献1)。光ファイバテープ心線は、光ファイバケーブル内に光ファイバ心線を高密度でコンパクトに収納する際に用いられる。また、機器間または機器内の光ファイバ心線の多心配線にも利用されており、配線の省スペース化に寄与している。光ファイバテープ心線の製造方法としては、一般的には図6に示す装置を使用して行われている。すなわち、心線供給装置15より複数の光ファイバ心線1a〜1hを心線整列器16に導き、各光ファイバ心線を平行かつ一列に並べる。次いで、整列した各光ファイバ心線を、被覆材料が充填されている塗布治具17内に導き、光ファイバ心線の周囲に被覆材料を一括被覆する。その後、塗布治具の出口に設けた孔より搬出しながら被覆材料を成形し、さらに被覆材料を紫外線照射機等の硬化装置18により硬化し、光ファイバテープ心線を製造している。なお、このような場合に用いられる塗布治具17の代表的なものを図7(a)、(b)に示す。塗布治具17は、光ファイバ心線が挿入される孔17aと、被覆材料を充填する被覆材料溜め17bと、光ファイバ心線を搬出する孔17cとで構成され、光ファイバ心線1a〜1dは孔17cから搬出されて被覆材料6によって被覆、成形される。
【特許文献1】特開平6−123826号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
従来の製造方法においては、光ファイバテープ心線の本数や光ファイバピッチに合わせた位置合わせ治具および塗布冶具が必要となり、特定の本数や特定の光ファイバピッチの光ファイバテープ心線に対しては、そのために準備した特定の製造装置で作製するか、特定の塗布冶具を付け替えなければならず、したがって、任意の心線数の光ファイバテープ心線を効率的に製造することができなかった。本発明は、従来の技術における上記のような問題を解決することを目的としてなされたものであり、任意の心線数の光ファイバテープ心線を効率的に製造する方法を提供するものである。
【課題を解決するための手段】
【0004】
本発明の光ファイバテープ心線の製造方法は、上記課題を解決するものであって、整列した複数の光ファイバ心線の片面が第1の被覆体で被覆された光ファイバ構造体を、複数個、平行に、かつ、被覆された面が同じ向きになるように整列させた後、該複数の光ファイバ構造体の被覆された面を第2の被覆体で被覆して該複数の光ファイバ構造体を一体化することを特徴とする。
【0005】
本発明の上記光ファイバテープ心線の製造方法において、前記第1の被覆体を構成する材料はシリコーン系樹脂であることが好ましい。また、第2の被覆体を構成する材料もシリコーン系樹脂であることが好ましい。また、前記複数の光ファイバ構造体において、複数の光ファイバ心線は、互いに平行に整列されていてもよく、また、複数の光ファイバ心線の一部が互いに交差して整列順序が変換された状態で整列されていてもよい。光ファイバ構造体の複数の光ファイバ心線が、平行に整列されている場合には、前記第1の被覆体が、複数の光ファイバ心線の外形をなす複数の円に共通する接線まで、複数の光ファイバ心線を被覆しているのが好ましい。
【0006】
本明細書における光ファイバテープ心線とは、光ファイバ心線を整列させて光ファイバ心線同士を固定したものを指す。光ファイバテープ心線は、光ファイバを配線する際に使用されるもので、配線された光ファイバとして最もコンパクトな構成をとることができる。
【発明の効果】
【0007】
本発明の光ファイバテープ心線の製造方法によれば、ファイバ心線の数の増減などに対して、従来の製造方法のような治具の取替えを必要とせず、光ファイバ心線や光ファイバ構造体の平面上での整列操作、および連続的な塗布操作により光ファイバテープ心線の製造を行なうことができる。したがって、任意の心線数の光ファイバテープ心線を、簡便で作業効率よく作製することができ、また、製造コストも低減される。また、本発明の製造方法で得られる光ファイバテープ心線は、第1の被覆体および第2の被覆体の厚さを均一にすることができで、柔軟性も良好であるため、装置間配線などに実用的に使用することができる。
【発明を実施するための最良の形態】
【0008】
以下、本発明の実施の形態を図面を参照して説明する。図1は、本発明の製造方法により製造された光ファイバテープ心線の模式図であって、図1(a)は側面図、図1(b)はA−A線断面図である。図2は、図1の本発明の光ファイバテープ心線の製造において用いる光ファイバ構造体の模式図であって、図2(a)は側面図、図2(b)はA−A線断面図である。
【0009】
図1に示すように、光ファイバ構造体3は4本の光ファイバ心線1が平行に整列し、その上を第1の被覆体2が覆った構造になっている。第1の被覆体は光ファイバ心線の片面だけを覆っている。また、第1の被覆体は4本の光ファイバ心線の外形をなす4つの円の共通する接線まで光ファイバ心線を覆っている。
【0010】
図1の光ファイバテープ心線5は、本発明の製造方法により図2に示す光ファイバ構造体を用いて製造される。すなわち、図2の光ファイバ構造体3を複数(4個)、平行に、かつ、第1の被覆体2が同じ向きになるように整列させ、その上を第2の被覆体4で覆う工程によって製造される。なお、第1の被覆体が4本の光ファイバ心線の外形をなす4つの円の共通する接線まで光ファイバ心線を覆っていることは本願発明の必須要件ではなく、それ以上、光ファイバ心線の外側までを覆っていても構わない。第2の被覆体の厚さは50μm以上、500μm以下が好ましい。これは、光ファイバテープ心線の柔軟性を保ち、かつ曲げ等に対する破壊を防ぐ強度が必要なためである。なお、光ファイバ構造体における光ファイバ心線の間隔(光ファイバピッチ)は作製する光ファイバ構造体の仕様によって適宜設定してもよいが、均一な被覆体を得るためには、互いに一定間隔を開けた状態のものが好ましい。
【0011】
なお、図2に示した光ファイバ構造体においては、複数の光ファイバ心線が平行に整列しているが、この複数の光ファイバ心線の整列順序が図3に示すように、複数の光ファイバ心線の一部が互いに交差して整列順序が変換された状態で整列されていても構わない。この場合、図3のように整列順序が変換された光ファイバ心線1の片面が、第1の被覆体2で被覆される。
【0012】
本発明において、第1の被覆体と第2の被覆体の材料は、同一でも、異なっていてもよく、本発明の製造方法を適用することができれば、特に限定されるものではない。材料種としては、ゴム状樹脂材料、可撓性を有する熱または光硬化性樹脂、及び可撓性を有する熱可塑性樹脂等があげられる。特に、硬化後、剥離し易く、かつ成形の容易なシリコーン系樹脂およびブチルゴム等が好ましいものとして挙げられる。特に、シリコーン系樹脂、なかでも、シリコーンゴムが最適である。本発明において、第1および第2の被覆体を被覆する工程においては、光ファイバ心線の表面に一定の厚みで被覆材料の被覆が形成されるように被覆すればよく、その被覆方法は何等限定されるものではないが、塗布による方法を採用することができる。被覆された被覆体は、必要に応じて硬化・乾燥させるが、硬化方法は被覆材料の種類によって適宜選択して行なえばよい。例えば、紫外線硬化性樹脂を用いた場合は、塗布後に紫外線照射によって硬化させればよく、熱硬化性樹脂を用いた場合は、乾燥機等の加熱器によって硬化させればよい。
【0013】
本発明の第1の被覆体および第2の被覆体の被覆工程(塗布工程)においては、光ファイバ心線および光ファイバ構造体を平面の上に載置する必要があるが、この平面の上には接着層が設けられていてもよい。その場合、平面の上に載置された光ファイバ心線は接着層によって仮固定される。したがって、光ファイバ心線の整列のための位置合わせを容易に行うこともできる。接着層に用いる接着剤としては、光ファイバ心線の形状を維持し、かつ接着により光ファイバ心線が応力ひずみを受けず、更に剥離時に光ファイバ心線が破損することのない程度の接着力を有するものであれば如何なるものでも使用でき、例えば、ウレタン系、アクリル系、エポキシ系、ナイロン系、フェノール系、ポリイミド系、ビニル系、シリコーン系、ゴム系、フッ素化エポキシ系、フッ素化アクリル系等。各種の感圧接着剤(粘着剤)、熱可塑性接着剤、熱硬化性接着剤を使用することができる。
【0014】
本発明で用いられる光ファイバ心線は何等限定されるものではなく、その用途等に応じて、適宜選択すればよく、例えば、石英、プラスチック等の材料からなる光ファイバ心線を用いることができる。また、光ファイバ心線の径については何等限定されるものではなく、一般的に用いられる0.25mm径の光ファイバ心線や0.9mm径のナイロン被覆光ファイバ心線を使用することができる。
【0015】
本発明において、光ファイバ構造体中の光ファイバ心線の本数は、特に制限されるものではなく、適宜設定することができる。ただし、片面被覆されたばらつきのない光ファイバ構造体が製造しやすいこと、光ファイバ構造体が十分な強度を有すること、使用される光ファイバテープ心線の心線数が4の倍数である場合が多いこと等の理由から、光ファイバ構造体中の光ファイバ心線の本数は4本であるのが好ましい。
【0016】
以下、本発明を実施例によって説明するが、本発明はこれらの実施例に限定されるものではない。
【実施例1】
【0017】
長さ300mmの光ファイバ心線(古河電工社製、石英系シングルモード光ファイバ心線、外径0.25mm)を4本用い、まず、光ファイバ構造体を図4に示す塗布装置を用いて作製した。
【0018】
この塗布装置は、光ファイバ心線を設置する平面7aを有する基板7と、側壁8と、側壁に固定された駆動モータ9および軸受け10と、一端が駆動モータに固定され、他端が軸受けに支持されたボールネジ軸11と、上部に塗布材料充填口12を有し、図示されない制御系により一軸方向に駆動する可動ユニット13と、可動ユニットにとりつけられた成形治具14と、図示されていない塗布材料供給系とで構成されている。成形治具14は、幅40mm、長さ30mm、高さ40mmのサイズで、底面が平面であり、ボールネジ軸11に取り付けられた可動ユニット13に、基板に対して垂直方向に設置されている。したがって、可動ユニット13は、成形治具を上下および左右方向に移動することができるようになっている。なお、塗布材料は、可動ユニット13の上部に設けられた塗布材料充填口12から注入され、同ユニットを光ファイバ軸方向に移動させる際に、成形治具14の下面に設けられた図示されていない塗布材料吐出口から吐出され、成型治具によって上面が成形されるようになっている。
【0019】
まず、4本の光ファイバ心線を、塗布装置の基板7の平面7a上に整列させた。塗布材料を塗布材料吐出口から整列された光ファイバ心線上に吐出して塗布した。塗布材料の塗布及び光ファイバ心線の基板に対する移動は手動にて行い、被覆材料としては常温硬化性シリコーンゴム(東レダウコーニングシリコーン社製、商品名:SE9186L)を用いた。光ファイバ心線の片面に被覆材料を塗布した後、常温1時間の条件で完全に硬化させ、第1の被覆体で被覆された光ファイバ構造体(図2参照)を得た。なお、可動ユニットの上下の位置を制御することにより、第1の被覆体の厚さを制御することができるが、ここでは、第1の被覆体が4本の光ファイバ心線の外形をなす4つの円の共通する接線まで光ファイバ心線を覆うように制御した。
【0020】
次に、得られた光ファイバ構造体を4個、平行に、かつ、第1の被覆体が同じ向きになるように整列させ、その上を上記と同様に被覆して、光ファイバ構造体を第2の被覆体で被覆した。第2の被覆体の材料も常温硬化性シリコーンゴム(東レダウコーニングシリコーン社製、商品名:SE9186L)を用いた。なお、可動ユニットの上下の位置を制御することにより、被覆層の厚さを100μmとした。その後、常温1時間の条件で完全に硬化させ、第2の被覆体で被覆された光ファイバテープ心線を得た(図1参照)。
【0021】
得られた光ファイバテープ心線は、第1の被覆体および第2の被覆体の厚さが均一であり、柔軟性も良好であった。また、この製造方法は、ファイバ心線の数の増減などに対しても、従来の製造方法において要求されるような治具の取替えを必要とせず、光ファイバ心線や光ファイバ構造体を平面上で整列操作でき、また連続的な塗布操作を行なうことができるのでので、簡便で作業効率がよく、製造コストも低減することができた。
【実施例2】
【0022】
実施例1で製造した、光ファイバ心線数が4本の光ファイバ構造体を2個用いて、実施例1と同様な方法で、光ファイバテープ心線を製造した。ただし、図5に示すように、第1の被覆体2の上に被覆する第2の被覆体4は、光ファイバ心線1の全長を覆うのではなく、半分の150mm長を覆うように、被覆操作を行なった。使用した第2の被覆体の材料は実施例1の場合と同一であった。作製された光ファイバテープ心線5は、8心を4心×2に分岐する分岐用光ファイバテープ心線として使用することができるものであった。本発明の光ファイバテープ心線の製造方法を用いると、2分岐のみならず、3分岐、4分岐などの光ファイバテープ心線を簡単に製造することができる。
【実施例3】
【0023】
実施例1と同様な方法で、光ファイバ心線数が8本の光ファイバ構造体を9個作製し、この9個の光ファイバ構造体を、平行に、かつ、第1の被覆体が同じ向きになるように整列させ、その上を実施例1と同様に第2の被覆体で被覆した。使用した第1の被覆体および第2の被覆体の材料は、実施例1の場合と同一のものであった。得られた72心の光ファイバテープ心線は、第1の被覆体および第2の被覆体の厚さが均一であり、柔軟性も良好であった。また、従来、光ファイバ心線数が増加すると、光ファイバ心線の整列の制御が特に複雑になるが、この製造方法では、光ファイバ心線の数が多い場合でも、少ない数の光ファイバ心線の場合と同様に、光ファイバ心線や光ファイバ構造体を平面上で整列操作でき、また連続的な塗布操作を行なうことができるのでので、簡便で作業効率がよく、製造コストも低減することができた。
【図面の簡単な説明】
【0024】
【図1】本発明の製造方法により製造された光ファイバテープ心線の一例の模式図であって、(a)は側面図、(b)はA−A線断面図である。
【図2】図1の本発明の光ファイバテープ心線の製造に用いる光ファイバ構造体の一例の模式図であって、(a)は側面図、(b)はA−A線断面図である。
【図3】本発明の光ファイバテープ心線の製造に用いる光ファイバ構造体の他の一例の部分破砕平面図である。
【図4】本発明の製造方法に使用すると塗布装置の斜視図である。
【図5】本発明の製造方法により製造された光ファイバテープ心線の他の一例の斜視図である。
【図6】従来の光ファイバテープ心線製造装置の概略図である。
【図7】従来の光ファイバテープ心線製造装置における塗布治具を示す図であって、(a)は斜視図、(b)は側断面図である。
【符号の説明】
【0025】
1…光ファイバ心線、2…第1の被覆体、3…光ファイバ構造体、4…第2の被覆体、5…光ファイバテープ心線、6…被覆材料、7…基板、8…側壁、9…駆動モータ、10…軸受け、11…ボールネジ軸、12…塗布材料充填口、13…可動ユニット、14…成形治具、15…心線供給装置、16…心線整列器、17…塗布治具、18…硬化装置。
【特許請求の範囲】
【請求項1】
整列した複数の光ファイバ心線の片面が第1の被覆体で被覆された光ファイバ構造体を、複数個、平行に、かつ、被覆された面が同じ向きになるように整列させた後、該複数の光ファイバ構造体の被覆された面を第2の被覆体で被覆して該複数の光ファイバ構造体を一体化することを特徴とする光ファイバテープ心線の製造方法。
【請求項2】
前記第1の被覆体を構成する材料がシリコーンゴムであることを特徴とする請求項1に記載の光ファイバテープ心線の製造方法。
【請求項3】
前記第2の被覆体を構成する材料がシリコーンゴムであることを特徴とする請求項1または請求項2に記載の光ファイバテープ心線の製造方法。
【請求項4】
前記複数の光ファイバ構造体において、複数の光ファイバ心線が平行に整列されており、前記第1の被覆体が、該複数の光ファイバ心線の外形をなす複数の円に共通する接線まで、該複数の光ファイバ心線を被覆していることを特徴とする請求項1ないし請求項3の何れか1項に記載の光ファイバテープ心線の製造方法。
【請求項5】
1つ又はそれ以上の前記光ファイバ構造体において、複数の光ファイバ心線の一部が互いに交差して整列順序が変換された状態で整列されていることを特徴とする請求項1ないし請求項4の何れか1項に記載の光ファイバテープ心線の製造方法。
【請求項1】
整列した複数の光ファイバ心線の片面が第1の被覆体で被覆された光ファイバ構造体を、複数個、平行に、かつ、被覆された面が同じ向きになるように整列させた後、該複数の光ファイバ構造体の被覆された面を第2の被覆体で被覆して該複数の光ファイバ構造体を一体化することを特徴とする光ファイバテープ心線の製造方法。
【請求項2】
前記第1の被覆体を構成する材料がシリコーンゴムであることを特徴とする請求項1に記載の光ファイバテープ心線の製造方法。
【請求項3】
前記第2の被覆体を構成する材料がシリコーンゴムであることを特徴とする請求項1または請求項2に記載の光ファイバテープ心線の製造方法。
【請求項4】
前記複数の光ファイバ構造体において、複数の光ファイバ心線が平行に整列されており、前記第1の被覆体が、該複数の光ファイバ心線の外形をなす複数の円に共通する接線まで、該複数の光ファイバ心線を被覆していることを特徴とする請求項1ないし請求項3の何れか1項に記載の光ファイバテープ心線の製造方法。
【請求項5】
1つ又はそれ以上の前記光ファイバ構造体において、複数の光ファイバ心線の一部が互いに交差して整列順序が変換された状態で整列されていることを特徴とする請求項1ないし請求項4の何れか1項に記載の光ファイバテープ心線の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2006−267309(P2006−267309A)
【公開日】平成18年10月5日(2006.10.5)
【国際特許分類】
【出願番号】特願2005−82922(P2005−82922)
【出願日】平成17年3月23日(2005.3.23)
【出願人】(000153591)株式会社巴川製紙所 (457)
【Fターム(参考)】
【公開日】平成18年10月5日(2006.10.5)
【国際特許分類】
【出願日】平成17年3月23日(2005.3.23)
【出願人】(000153591)株式会社巴川製紙所 (457)
【Fターム(参考)】
[ Back to top ]