
光ファイバユニット、光ファイバケーブル
【課題】 取り扱い性および分岐作業性に優れ、確実に光ファイバ心線をバンドル可能な光ファイバユニット等を提供する。
【解決手段】 光ファイバ心線3は、例えば外径0.5mmの心線である。複数本の光ファイバ心線3の外周には、バンドル材5a、5bが設けられる。バンドル材5a、5bは、例えば、ポリエステル等の樹脂テープを用いることができる。バンドル材5a、5bは、複数の光ファイバ心線3の外周に互いに逆向きに螺旋巻きされる。したがって、光ファイバユニット1の長手方向の所定間隔で、バンドル材5a、5bが交差する。バンドル材5a、5bの交差部は接着部7となる。バンドル材5a、5b間の接着部7のJIS K 6854−3 T型剥離試験により測定される最大剥離強度は、0.01N以上2.0N以下であることが望ましく、さらに好ましくは、最大剥離強度が、0.01N以上0.5N以下であることが望ましい。
【解決手段】 光ファイバ心線3は、例えば外径0.5mmの心線である。複数本の光ファイバ心線3の外周には、バンドル材5a、5bが設けられる。バンドル材5a、5bは、例えば、ポリエステル等の樹脂テープを用いることができる。バンドル材5a、5bは、複数の光ファイバ心線3の外周に互いに逆向きに螺旋巻きされる。したがって、光ファイバユニット1の長手方向の所定間隔で、バンドル材5a、5bが交差する。バンドル材5a、5bの交差部は接着部7となる。バンドル材5a、5b間の接着部7のJIS K 6854−3 T型剥離試験により測定される最大剥離強度は、0.01N以上2.0N以下であることが望ましく、さらに好ましくは、最大剥離強度が、0.01N以上0.5N以下であることが望ましい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、分岐作業性に優れる光ファイバユニット等に関するものである。
【背景技術】
【0002】
従来、複数の光ファイバ心線がバンドルされて用いられる場合がある。このような、複数の光ファイバ心線がバンドルされたものを光ファイバユニットと称する。使用時には、このような光ファイバユニットから必要な光ファイバ心線が取り出されて分岐される。
【0003】
このような、光ファイバユニットとしては、例えば、複数本の光ファイバ心線が、バンドル材である二本の紐を互いに逆向きに螺旋巻きして構成されるものがある(特許文献1)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平9−26534号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1のような光ファイバユニットは、互いに逆向きに紐が粗巻きされるのみであるため、製造時や、分岐作業時において、紐の交差部が容易に移動する。このため、バンドル機能が十分ではなかった。すなわち、紐の交差部間隔が容易に広がるため、意図せずに、光ファイバ心線が当該光ファイバユニットから飛び出す恐れがあり、光伝送損失が増加するなどの問題があった。
【0006】
また、光ファイバユニットの端末部においては、バンドル材である紐がばらけてしまうため、光ファイバユニット毎の識別が困難となる恐れがあった。
【0007】
一方、このようなバンドル材を光ファイバ心線の外周に接着する方法がある。例えば、バンドル材に接着剤を塗布しておき、一対のバンドル材の交差部を接着する方法がある。
【0008】
しかしながら、バンドル材の接着強度が弱すぎると、光ファイバユニットの取り回しの際に、接着部分が剥離する恐れがある。また、バンドル材の接着強度が強すぎると、光ファイバユニットから光ファイバ心線を取り出す際、バンドル材の接着を剥離することができず、任意の長さの光ファイバ心線を取り出すことが困難となる。
【0009】
本発明は、このような問題に鑑みてなされたもので、取り扱い性および分岐作業性に優れ、確実に光ファイバ心線をバンドル可能な光ファイバユニット等を提供することを目的とする。
【課題を解決するための手段】
【0010】
前述した目的を達するために第1の発明は、複数のファイバ心線がバンドルされた光ファイバユニットであって、複数の光ファイバ心線と、前記光ファイバ心線の外周に互いに逆方向に螺旋巻きされる一対のバンドル材と、を具備し、一対の前記バンドル材の交差部には、前記バンドル材同士が接着する接着部が設けられ、前記接着部における、JIS K 6854−3 T型剥離試験により測定される最大剥離強度が、0.01N以上2.0N以下であることを特徴とする光ファイバユニットである。
【0011】
前記最大剥離強度が、0.01N以上0.5N以下であることが望ましい。前記バンドル材はポリエステルテープであり、前記接着部はホットメルト接着剤により接着されてもよい。
【0012】
第1の発明によれば、バンドル材同士が接着しているため、光ファイバユニットの取り扱い時に、意図せずに交差部の位置が移動し、内部の光ファイバ心線が飛び出すことがなく、確実に光ファイバ心線をバンドルすることができる。
【0013】
特に、バンドル材同士の接着強度が適切であるため、光ファイバユニットの取り扱い時に交差部が剥離することがない。また、光ファイバ心線を取り出す際に、バンドル材同士の接着部を剥離することができないことにより、光ファイバ心線の取り出し性に悪影響が及ぼすことがない。
【0014】
第2の発明は、光ファイバケーブルであって、複数の光ファイバ心線と、前記光ファイバ心線の外周に互いに逆方向に螺旋巻きされる一対のバンドル材と、前記バンドル材で集合された複数の光ファイバ心線が収容されるケーブルコアの外周に形成される被覆部と、を具備し、一対の前記バンドル材の交差部には、前記バンドル材同士が接着する接着部が設けられ、前記接着部における、JIS K 6854−3 T型剥離試験により測定される最大剥離強度が、0.01N以上2.0N以下であることを特徴とする光ファイバケーブルである。
【0015】
第2の発明によれば、任意の光ファイバ心線を容易に取り出すことが可能な光ファイバケーブルを得ることができる。
【発明の効果】
【0016】
本発明によれば、取り扱い性および分岐作業性に優れ、確実に光ファイバ心線をバンドル可能な光ファイバユニット等を提供することができる。
【図面の簡単な説明】
【0017】
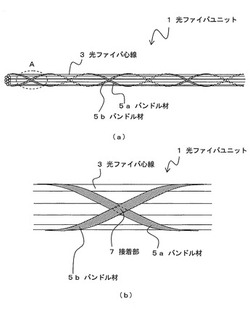
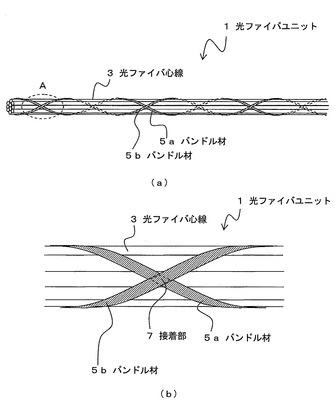
【図1】光ファイバユニット1を示す図であり、(a)は全体図、(b)は(a)のA部拡大図。
【図2】光ファイバユニットの製造装置10を示す概略図。
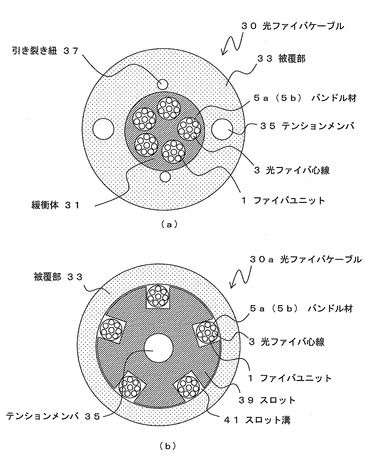
【図3】光ファイバユニット1を用いた光ファイバケーブルを示す図で、(a)は光ファイバケーブル30を示す図、(b)は光ファイバケーブル30aを示す図。
【図4】バンドル材同士の接着強度を評価する方法を示す概略図。
【発明を実施するための形態】
【0018】
以下、図面を参照しながら、本発明の実施形態について説明する。図1は、光ファイバユニット1を示す図であり、図1(a)は全体図、図1(b)は図1(a)のA部拡大図である。光ファイバユニット1は、光ファイバ心線3、バンドル材5a、5b等により構成される。
【0019】
光ファイバ心線3は、例えば外径0.5mmの心線である。複数本(図では10本)の光ファイバ心線3の外周には、バンドル材5a、5bが設けられる。バンドル材5a、5bは、例えば、ポリエステル等の樹脂テープを用いることができる。
【0020】
バンドル材5a、5bは、複数の光ファイバ心線3の外周に互いに逆向きに螺旋巻きされる。したがって、光ファイバユニット1の長手方向の所定間隔で、バンドル材5a、5bが交差する。
【0021】
図1(b)に示すように、バンドル材5a、5bの交差部は接着部7となる。すなわち、バンドル材5a、5b同士が交差部において互いに接着する。なお、バンドル材5a、5bの交差部に接着部7が形成されればその他の部位において、バンドル材と光ファイバ心線とが接着されていなくても良い。すなわち、バンドル材5a、5bと光ファイバ心線との間が非接着部となってもよい。
【0022】
このように、バンドル材5a、5bの交差部に接着部7を形成するには、例えば、少なくとも一方の側のバンドル材に対し、互いの対向面側に接着層が設けられればよい。すなわち、接着層によって、バンドル材5a、5b同士が接着し、接着部7が形成される。なお、接着層としては、例えばホットメルト型の接着材や、熱硬化型の接着剤、エラストマー系接着剤、エマルジョン系接着剤等を用いることができる。
【0023】
なお、下層側(光ファイバ心線3側)のバンドル材5aの外周側にバンドル材5bを巻きつける場合において、接着層が形成されるのは、外層側に位置するバンドル材5bの内面側(バンドル材5aとの対向面側)であることが望ましい。互いの対向面側に接着層が形成されなければ、そもそも接着部7が形成されず、また、内層側に位置するバンドル材5aの外面側(バンドル材5bとの対向面側)に接着層が形成されると、光ファイバユニット1の外周面に接着層が露出し、ボビン等に巻き取った際に、光ファイバユニット同士が接着する恐れがあるためである。
【0024】
なお、前述したように、バンドル材5bの内面側に接着層を形成した場合において、光ファイバ心線3とバンドル材5bとを接着しても良いが、光ファイバ心線3の外周部に剥離層を設けて、バンドル材5bと光ファイバ心線3との接着を防止してもよい。この場合、剥離層は、全ての光ファイバ心線3のそれぞれの外周面に形成されてもよく、複数の光ファイバ心線3を束ねた状態で、全体の外周面に形成されても良い。剥離層としては、接着層と接着しなければよく、例えば、シリコーンまたはタルク等の粉末を用いることができる。
【0025】
剥離層が形成されることで、バンドル材5bと光ファイバ心線3との間が接着せず、非接着部を形成することができる。なお、内層側のバンドル材5aには接着層を形成しないことで、剥離層23の有無に関わらず、バンドル材5aと光ファイバ心線3とが接着することがなく、非接着部が形成される。
【0026】
バンドル材5a、5b間の接着部7のJIS K 6854−3 T型剥離試験により測定される最大剥離強度は、0.01N以上2.0N以下であることが望ましく、さらに好ましくは、最大剥離強度が、0.01N以上0.5N以下であることが望ましい。
【0027】
バンドル材5a、5bの最大剥離強度が0.01N未満であると、例えばケーブルコアを形成する際に、ロールや口金との接触で、接着部7が剥離する恐れがある。また、最大剥離強度が2.0Nを越えると、内部の光ファイバ心線を取り出す際に、接着部7を剥離することが困難であり、任意の長さの光ファイバ心線を取り出すことができなくなる恐れがある。なお、接着部の最大剥離強度に対して、引張強度が十分に高いバンドル材を使用することは言うまでもない。
【0028】
なお、通常の接着剤を用いた場合には、JIS K 6854−3 T型剥離試験により測定される最大剥離強度2.0Nを超える場合が多い。このため、本発明に適用するためには、接着剤の濃度や接着条件を通常の用途に対して変更して使用するなど、あらかじめ接着剤の種類、濃度、塗布量、接着条件等を適正に制限する必要がある。融点の異なる接着剤をブレンドする方法もある。
【0029】
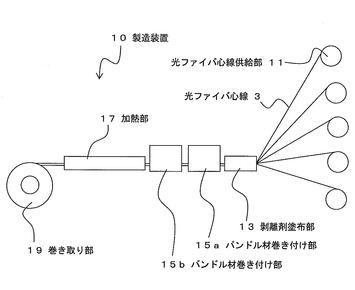
次に、光ファイバユニット1の製造方法について説明する。図2は、光ファイバユニット1を製造するための製造装置10を示す概略図である。製造装置10は、主に、光ファイバ心線供給部11、剥離剤塗布部13、バンドル材巻き付け部15a、15b、加熱部17、巻き取り部19等から構成される。
【0030】
光ファイバ心線供給部11は、例えば光ファイバ心線3が巻きつけられたボビンである、なお、図3の例では、光ファイバ心線供給部11を5つ図示したが、バンドルされる光ファイバ心線3の本数分だけ設けられる。
【0031】
光ファイバ心線供給部11から供給される複数の光ファイバ心線3は、剥離剤塗布部13で一束に集められる。剥離剤塗布部13では、束となった光ファイバ心線全体の外周に剥離剤が塗布される。なお、前述の通り、各光ファイバ心線3の外周に剥離剤を塗布した後に、光ファイバ心線を束にしても良い。また、剥離層を形成しない場合には、剥離剤塗布部13は不要であり、複数の光ファイバ心線3を集合する集合部を設ければよい。
【0032】
集合された光ファイバ心線の束は、バンドル材巻き付け部15aに送られる。バンドル材巻き付け部15aでは、光ファイバ心線束の外周に、バンドル材5aが螺旋巻きされる。さらに、バンドル材巻き付け部15bにおいて、光ファイバ心線束の外周に、バンドル材5bが、バンドル材5aと逆向きであって、略同ピッチで螺旋巻きされる。
【0033】
なお、バンドル材5bの一方の面には、あらかじめ接着層が形成されている。バンドル材巻き付け部15bでは、バンドル材5bの接着層が内面側となるように巻きつけられる。すなわち、バンドル材5a、5bの間には接着層が形成される。
【0034】
接着層として、ホットメルト接着剤や熱硬化型接着剤を用いた場合には、その後の加熱部17において、接着層によってバンドル材5a、5bが接着する。すなわち、少なくとも、バンドル材5a、5bの交差部において接着部が形成される。
【0035】
一方、剥離剤を塗布した場合には、バンドル材5a、5bの交差部以外の部位において、接着層は剥離剤と接触する。剥離剤は、接着剤と光ファイバ心線とが接着することを防止する。したがって、接着層と剥離剤との接触部は非接着部となる。すなわち、バンドル材5a、5bと光ファイバ心線との間において、非接着部が形成される。
【0036】
バンドル材によってバンドルされた光ファイバユニットは、巻き取り部19に送られて、ボビン等に巻き取られる。この際、光ファイバユニットの外面側に、接着層が露出することがない。したがって、ボビンに巻き取られた光ファイバユニット同士が意図せず接着することがない。このため、ボビンから光ファイバユニットを巻きだす際に、光ファイバユニットに過剰の力が加わることがない。
【0037】
以上説明したように、本実施の形態によれば、互いに逆向きに巻きつけられたバンドル材同士が、交差部において接着しているため、確実に内部の光ファイバ心線を保持することができる。したがって、バンドル材同士の交差部の位置が移動して、内部の光ファイバ心線が飛び出したりすることがない。
【0038】
また、バンドル材同士の接着強度が適切であるため、取り扱い時に意図せずに接着部が剥離することがなく、確実に光ファイバ心線を保持することができる。また、内部の光ファイバ心線を取り出す際に、バンドル材同士の接着が強すぎることがないため、光ファイバ心線の取り出しに必要な範囲の接着部のみを容易に剥離することができる。
【0039】
なお、外周側のバンドル材5bの内面側にのみ接着層を形成しておくことで、バンドル材5a、5b同士を確実に接着することができるとともに、光ファイバユニットの外周面側に接着層が露出することがない。したがって、ボビン等に巻きつけた際に、光ファイバユニット同士が意図せず接着するようなこともない。
【0040】
図3は、本発明の光ファイバユニット1を用いた光ファイバケーブルを示す図である。本発明の光ファイバユニットは、例えば、図3(a)に示すような光ファイバケーブル30として使用することができる。
【0041】
光ファイバケーブル30は、以下のように形成される。まず、複数の光ファイバユニット1を拠り合わせ、それらの外周にポリプロピレンヤーン等の緩衝体31を設けてケーブルコアを形成する。さらに、得られたケーブルコアの外周に、鋼線等からなるテンションメンバ35と、引き裂き紐37とともに、ポリエチレン等からなる被覆部33を形成する。以上で光ファイバケーブル30が形成される。
【0042】
また、本発明の光ファイバユニットは、例えば、図3(b)に示すような光ファイバケーブル30aとして使用することもできる。光ファイバケーブル30aは、スロット39の外周に形成された複数のスロット溝41にそれぞれ光ファイバユニット1が配置される。なお、テンションメンバ35は、スロット39の略中心に設けられ、スロット39の外周に必要に応じて押さえ巻きを施した後に被覆部33が形成される。
【0043】
以上、添付図を参照しながら、本発明の実施の形態を説明したが、本発明の技術的範囲は、前述した実施の形態に左右されない。当業者であれば、特許請求の範囲に記載された技術的思想の範疇内において各種の変更例または修正例に想到し得ることは明らかであり、それらについても当然に本発明の技術的範囲に属するものと了解される。
【0044】
たとえば、非接着部の形成方法は上述した例に限られない。例えば、接着部7を形成する部位のみを加熱しても良い。すなわち、前述の例と同様に、外層側のバンドル材5bの内面側にのみ接着層を形成しておき、バンドル材5aとの交差部に対応する部位のみを加熱領域としても良い。ホットメルトタイプ等の接着剤であれば、加熱した部位のみを接着させることができるため、交差部等必要な部位のみに接着部を形成することができる。
【0045】
また、接着層をバンドル材5bの内面全長にわたって形成するのではなく、接着層を所定の間隔で間欠的に設けても良い。すなわち、バンドル材5bの内面に、バンドル材5aとの交差部が形成される間隔であらかじめ接着層を形成しておき、接着層の位置で、バンドル材5a、5bが交差するようにバンドル材5a、5bを巻きつけても良い。このようにすることで、バンドル材5a、5bの交差部以外の部位には接着層が形成されないため、確実に非接着部を形成することができる。
【実施例】
【0046】
バンドル材同士の接着強度を変化させて、光ファイバユニットの取り扱い性を評価した。それぞれの試験品は、図1に示した光ファイバユニットを用いた光ファイバケーブルであって、図3(a)に示すものと構成と略同様である。具体的には、外径0.5mmの光ファイバ心線を8本束ねて、1.5mm幅のポリエステープ製のバンドル材を巻きつけて製造した。ホットメルト接着層により、バンドル材同士の交差部のみに接着層を形成するとともに、光ファイバ心線束の外周にシリコーンを塗布することで、バンドル材と光ファイバ心線との間は非接着部とした。
【0047】
それぞれの試験品は、接着剤に加える熱の温度、時間を変化させて、接着強度を変更させた。結果を表1に示す。
【0048】
【表1】

【0049】
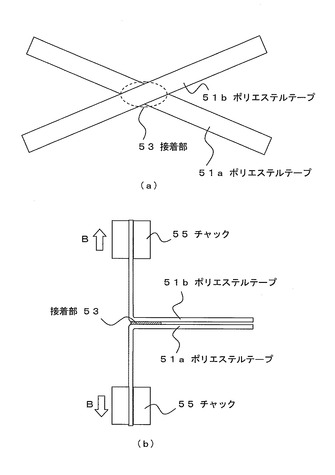
表中の接着強度は、JIS K 6854−3 T型剥離試験により測定された最大剥離強度である。具体的には、図4に示すように行った。まず、図4(a)に示すように、それぞれの試験品である光ファイバユニットからバンドル材(ポリエステルテープ51a、51b)の交差部を切り出した。
【0050】
次に、図4(b)に示すように、得られた試験片のそれぞれのポリエステルテープをチャック55で挟み込み、引張試験機で互いに180°の方向に引張(図中矢印B方向)、その際の応力を測定し、完全に剥離するまでの最大応力を剥離強度とした。
【0051】
ケーブル化後の接着部の剥離の有無は、図3(a)に示すように光ファイバケーブルとした際に、接着部が意図せずに剥離しているものを「×」とし、剥離が見られなかったものを「○」とした。
【0052】
光ファイバ心線取出時の意図しない剥離は、内部の光ファイバ心線を取り出す際に、意図せずに接着部に剥離が生じたものを「×」とし、剥離が見られなかったものを「○」とした。なお、評価は、光ファイバケーブルの端末部と中間部の両方において行った。
【0053】
故意の剥離の可否は、内部の光ファイバ心線を取り出す際に、所望の接着部のみを容易に剥離することができたものを「○」とし、剥離はできるものの、数回の繰り返し作業が必要であったものを「△」、剥離ができなかったものを「×」とした。なお、評価は、光ファイバケーブルの端末部と中間部の両方において行った。
【0054】
結果より、実施例1〜実施例5は、剥離強度が、0.01N以上2.0N以下であるため、光ファイバケーブルの製造時や、光ファイバ心線の取出し時に意図せずに接着部が剥離することがなく、また、光ファイバ心線の取り出しも可能であった。特に、実施例1〜実施例3は、剥離強度が、0.01N以上0.5N以下であるため、光ファイバ心線の取り出し性が極めて優れる。
【0055】
一方、比較例1は、剥離強度が、0.01N未満であるため、光ファイバケーブルの製造時や、光ファイバ心線の取出し時に意図せずに接着部が剥離してしまった。また、比較例2は、剥離強度が、2.0Nを超えているため、光ファイバ心線の取出し時にバンドル材自体の破断等が生じ光ファイバ心線の取り出し性が悪い結果となった。
【符号の説明】
【0056】
1………光ファイバユニット
3………光ファイバ心線
5a、5b………バンドル材
7………接着部
10………製造装置
11………光ファイバ心線供給部
13………剥離剤塗布部
15a、15b………バンドル材巻き付け部
17………加熱部
19………巻き取り部
30、30a………光ファイバケーブル
31………緩衝体
33………被覆部
35………テンションメンバ
37………引き裂き紐
51a、51b………ポリエステルテープ
53………接着部
55………チャック
【技術分野】
【0001】
本発明は、分岐作業性に優れる光ファイバユニット等に関するものである。
【背景技術】
【0002】
従来、複数の光ファイバ心線がバンドルされて用いられる場合がある。このような、複数の光ファイバ心線がバンドルされたものを光ファイバユニットと称する。使用時には、このような光ファイバユニットから必要な光ファイバ心線が取り出されて分岐される。
【0003】
このような、光ファイバユニットとしては、例えば、複数本の光ファイバ心線が、バンドル材である二本の紐を互いに逆向きに螺旋巻きして構成されるものがある(特許文献1)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平9−26534号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1のような光ファイバユニットは、互いに逆向きに紐が粗巻きされるのみであるため、製造時や、分岐作業時において、紐の交差部が容易に移動する。このため、バンドル機能が十分ではなかった。すなわち、紐の交差部間隔が容易に広がるため、意図せずに、光ファイバ心線が当該光ファイバユニットから飛び出す恐れがあり、光伝送損失が増加するなどの問題があった。
【0006】
また、光ファイバユニットの端末部においては、バンドル材である紐がばらけてしまうため、光ファイバユニット毎の識別が困難となる恐れがあった。
【0007】
一方、このようなバンドル材を光ファイバ心線の外周に接着する方法がある。例えば、バンドル材に接着剤を塗布しておき、一対のバンドル材の交差部を接着する方法がある。
【0008】
しかしながら、バンドル材の接着強度が弱すぎると、光ファイバユニットの取り回しの際に、接着部分が剥離する恐れがある。また、バンドル材の接着強度が強すぎると、光ファイバユニットから光ファイバ心線を取り出す際、バンドル材の接着を剥離することができず、任意の長さの光ファイバ心線を取り出すことが困難となる。
【0009】
本発明は、このような問題に鑑みてなされたもので、取り扱い性および分岐作業性に優れ、確実に光ファイバ心線をバンドル可能な光ファイバユニット等を提供することを目的とする。
【課題を解決するための手段】
【0010】
前述した目的を達するために第1の発明は、複数のファイバ心線がバンドルされた光ファイバユニットであって、複数の光ファイバ心線と、前記光ファイバ心線の外周に互いに逆方向に螺旋巻きされる一対のバンドル材と、を具備し、一対の前記バンドル材の交差部には、前記バンドル材同士が接着する接着部が設けられ、前記接着部における、JIS K 6854−3 T型剥離試験により測定される最大剥離強度が、0.01N以上2.0N以下であることを特徴とする光ファイバユニットである。
【0011】
前記最大剥離強度が、0.01N以上0.5N以下であることが望ましい。前記バンドル材はポリエステルテープであり、前記接着部はホットメルト接着剤により接着されてもよい。
【0012】
第1の発明によれば、バンドル材同士が接着しているため、光ファイバユニットの取り扱い時に、意図せずに交差部の位置が移動し、内部の光ファイバ心線が飛び出すことがなく、確実に光ファイバ心線をバンドルすることができる。
【0013】
特に、バンドル材同士の接着強度が適切であるため、光ファイバユニットの取り扱い時に交差部が剥離することがない。また、光ファイバ心線を取り出す際に、バンドル材同士の接着部を剥離することができないことにより、光ファイバ心線の取り出し性に悪影響が及ぼすことがない。
【0014】
第2の発明は、光ファイバケーブルであって、複数の光ファイバ心線と、前記光ファイバ心線の外周に互いに逆方向に螺旋巻きされる一対のバンドル材と、前記バンドル材で集合された複数の光ファイバ心線が収容されるケーブルコアの外周に形成される被覆部と、を具備し、一対の前記バンドル材の交差部には、前記バンドル材同士が接着する接着部が設けられ、前記接着部における、JIS K 6854−3 T型剥離試験により測定される最大剥離強度が、0.01N以上2.0N以下であることを特徴とする光ファイバケーブルである。
【0015】
第2の発明によれば、任意の光ファイバ心線を容易に取り出すことが可能な光ファイバケーブルを得ることができる。
【発明の効果】
【0016】
本発明によれば、取り扱い性および分岐作業性に優れ、確実に光ファイバ心線をバンドル可能な光ファイバユニット等を提供することができる。
【図面の簡単な説明】
【0017】
【図1】光ファイバユニット1を示す図であり、(a)は全体図、(b)は(a)のA部拡大図。
【図2】光ファイバユニットの製造装置10を示す概略図。
【図3】光ファイバユニット1を用いた光ファイバケーブルを示す図で、(a)は光ファイバケーブル30を示す図、(b)は光ファイバケーブル30aを示す図。
【図4】バンドル材同士の接着強度を評価する方法を示す概略図。
【発明を実施するための形態】
【0018】
以下、図面を参照しながら、本発明の実施形態について説明する。図1は、光ファイバユニット1を示す図であり、図1(a)は全体図、図1(b)は図1(a)のA部拡大図である。光ファイバユニット1は、光ファイバ心線3、バンドル材5a、5b等により構成される。
【0019】
光ファイバ心線3は、例えば外径0.5mmの心線である。複数本(図では10本)の光ファイバ心線3の外周には、バンドル材5a、5bが設けられる。バンドル材5a、5bは、例えば、ポリエステル等の樹脂テープを用いることができる。
【0020】
バンドル材5a、5bは、複数の光ファイバ心線3の外周に互いに逆向きに螺旋巻きされる。したがって、光ファイバユニット1の長手方向の所定間隔で、バンドル材5a、5bが交差する。
【0021】
図1(b)に示すように、バンドル材5a、5bの交差部は接着部7となる。すなわち、バンドル材5a、5b同士が交差部において互いに接着する。なお、バンドル材5a、5bの交差部に接着部7が形成されればその他の部位において、バンドル材と光ファイバ心線とが接着されていなくても良い。すなわち、バンドル材5a、5bと光ファイバ心線との間が非接着部となってもよい。
【0022】
このように、バンドル材5a、5bの交差部に接着部7を形成するには、例えば、少なくとも一方の側のバンドル材に対し、互いの対向面側に接着層が設けられればよい。すなわち、接着層によって、バンドル材5a、5b同士が接着し、接着部7が形成される。なお、接着層としては、例えばホットメルト型の接着材や、熱硬化型の接着剤、エラストマー系接着剤、エマルジョン系接着剤等を用いることができる。
【0023】
なお、下層側(光ファイバ心線3側)のバンドル材5aの外周側にバンドル材5bを巻きつける場合において、接着層が形成されるのは、外層側に位置するバンドル材5bの内面側(バンドル材5aとの対向面側)であることが望ましい。互いの対向面側に接着層が形成されなければ、そもそも接着部7が形成されず、また、内層側に位置するバンドル材5aの外面側(バンドル材5bとの対向面側)に接着層が形成されると、光ファイバユニット1の外周面に接着層が露出し、ボビン等に巻き取った際に、光ファイバユニット同士が接着する恐れがあるためである。
【0024】
なお、前述したように、バンドル材5bの内面側に接着層を形成した場合において、光ファイバ心線3とバンドル材5bとを接着しても良いが、光ファイバ心線3の外周部に剥離層を設けて、バンドル材5bと光ファイバ心線3との接着を防止してもよい。この場合、剥離層は、全ての光ファイバ心線3のそれぞれの外周面に形成されてもよく、複数の光ファイバ心線3を束ねた状態で、全体の外周面に形成されても良い。剥離層としては、接着層と接着しなければよく、例えば、シリコーンまたはタルク等の粉末を用いることができる。
【0025】
剥離層が形成されることで、バンドル材5bと光ファイバ心線3との間が接着せず、非接着部を形成することができる。なお、内層側のバンドル材5aには接着層を形成しないことで、剥離層23の有無に関わらず、バンドル材5aと光ファイバ心線3とが接着することがなく、非接着部が形成される。
【0026】
バンドル材5a、5b間の接着部7のJIS K 6854−3 T型剥離試験により測定される最大剥離強度は、0.01N以上2.0N以下であることが望ましく、さらに好ましくは、最大剥離強度が、0.01N以上0.5N以下であることが望ましい。
【0027】
バンドル材5a、5bの最大剥離強度が0.01N未満であると、例えばケーブルコアを形成する際に、ロールや口金との接触で、接着部7が剥離する恐れがある。また、最大剥離強度が2.0Nを越えると、内部の光ファイバ心線を取り出す際に、接着部7を剥離することが困難であり、任意の長さの光ファイバ心線を取り出すことができなくなる恐れがある。なお、接着部の最大剥離強度に対して、引張強度が十分に高いバンドル材を使用することは言うまでもない。
【0028】
なお、通常の接着剤を用いた場合には、JIS K 6854−3 T型剥離試験により測定される最大剥離強度2.0Nを超える場合が多い。このため、本発明に適用するためには、接着剤の濃度や接着条件を通常の用途に対して変更して使用するなど、あらかじめ接着剤の種類、濃度、塗布量、接着条件等を適正に制限する必要がある。融点の異なる接着剤をブレンドする方法もある。
【0029】
次に、光ファイバユニット1の製造方法について説明する。図2は、光ファイバユニット1を製造するための製造装置10を示す概略図である。製造装置10は、主に、光ファイバ心線供給部11、剥離剤塗布部13、バンドル材巻き付け部15a、15b、加熱部17、巻き取り部19等から構成される。
【0030】
光ファイバ心線供給部11は、例えば光ファイバ心線3が巻きつけられたボビンである、なお、図3の例では、光ファイバ心線供給部11を5つ図示したが、バンドルされる光ファイバ心線3の本数分だけ設けられる。
【0031】
光ファイバ心線供給部11から供給される複数の光ファイバ心線3は、剥離剤塗布部13で一束に集められる。剥離剤塗布部13では、束となった光ファイバ心線全体の外周に剥離剤が塗布される。なお、前述の通り、各光ファイバ心線3の外周に剥離剤を塗布した後に、光ファイバ心線を束にしても良い。また、剥離層を形成しない場合には、剥離剤塗布部13は不要であり、複数の光ファイバ心線3を集合する集合部を設ければよい。
【0032】
集合された光ファイバ心線の束は、バンドル材巻き付け部15aに送られる。バンドル材巻き付け部15aでは、光ファイバ心線束の外周に、バンドル材5aが螺旋巻きされる。さらに、バンドル材巻き付け部15bにおいて、光ファイバ心線束の外周に、バンドル材5bが、バンドル材5aと逆向きであって、略同ピッチで螺旋巻きされる。
【0033】
なお、バンドル材5bの一方の面には、あらかじめ接着層が形成されている。バンドル材巻き付け部15bでは、バンドル材5bの接着層が内面側となるように巻きつけられる。すなわち、バンドル材5a、5bの間には接着層が形成される。
【0034】
接着層として、ホットメルト接着剤や熱硬化型接着剤を用いた場合には、その後の加熱部17において、接着層によってバンドル材5a、5bが接着する。すなわち、少なくとも、バンドル材5a、5bの交差部において接着部が形成される。
【0035】
一方、剥離剤を塗布した場合には、バンドル材5a、5bの交差部以外の部位において、接着層は剥離剤と接触する。剥離剤は、接着剤と光ファイバ心線とが接着することを防止する。したがって、接着層と剥離剤との接触部は非接着部となる。すなわち、バンドル材5a、5bと光ファイバ心線との間において、非接着部が形成される。
【0036】
バンドル材によってバンドルされた光ファイバユニットは、巻き取り部19に送られて、ボビン等に巻き取られる。この際、光ファイバユニットの外面側に、接着層が露出することがない。したがって、ボビンに巻き取られた光ファイバユニット同士が意図せず接着することがない。このため、ボビンから光ファイバユニットを巻きだす際に、光ファイバユニットに過剰の力が加わることがない。
【0037】
以上説明したように、本実施の形態によれば、互いに逆向きに巻きつけられたバンドル材同士が、交差部において接着しているため、確実に内部の光ファイバ心線を保持することができる。したがって、バンドル材同士の交差部の位置が移動して、内部の光ファイバ心線が飛び出したりすることがない。
【0038】
また、バンドル材同士の接着強度が適切であるため、取り扱い時に意図せずに接着部が剥離することがなく、確実に光ファイバ心線を保持することができる。また、内部の光ファイバ心線を取り出す際に、バンドル材同士の接着が強すぎることがないため、光ファイバ心線の取り出しに必要な範囲の接着部のみを容易に剥離することができる。
【0039】
なお、外周側のバンドル材5bの内面側にのみ接着層を形成しておくことで、バンドル材5a、5b同士を確実に接着することができるとともに、光ファイバユニットの外周面側に接着層が露出することがない。したがって、ボビン等に巻きつけた際に、光ファイバユニット同士が意図せず接着するようなこともない。
【0040】
図3は、本発明の光ファイバユニット1を用いた光ファイバケーブルを示す図である。本発明の光ファイバユニットは、例えば、図3(a)に示すような光ファイバケーブル30として使用することができる。
【0041】
光ファイバケーブル30は、以下のように形成される。まず、複数の光ファイバユニット1を拠り合わせ、それらの外周にポリプロピレンヤーン等の緩衝体31を設けてケーブルコアを形成する。さらに、得られたケーブルコアの外周に、鋼線等からなるテンションメンバ35と、引き裂き紐37とともに、ポリエチレン等からなる被覆部33を形成する。以上で光ファイバケーブル30が形成される。
【0042】
また、本発明の光ファイバユニットは、例えば、図3(b)に示すような光ファイバケーブル30aとして使用することもできる。光ファイバケーブル30aは、スロット39の外周に形成された複数のスロット溝41にそれぞれ光ファイバユニット1が配置される。なお、テンションメンバ35は、スロット39の略中心に設けられ、スロット39の外周に必要に応じて押さえ巻きを施した後に被覆部33が形成される。
【0043】
以上、添付図を参照しながら、本発明の実施の形態を説明したが、本発明の技術的範囲は、前述した実施の形態に左右されない。当業者であれば、特許請求の範囲に記載された技術的思想の範疇内において各種の変更例または修正例に想到し得ることは明らかであり、それらについても当然に本発明の技術的範囲に属するものと了解される。
【0044】
たとえば、非接着部の形成方法は上述した例に限られない。例えば、接着部7を形成する部位のみを加熱しても良い。すなわち、前述の例と同様に、外層側のバンドル材5bの内面側にのみ接着層を形成しておき、バンドル材5aとの交差部に対応する部位のみを加熱領域としても良い。ホットメルトタイプ等の接着剤であれば、加熱した部位のみを接着させることができるため、交差部等必要な部位のみに接着部を形成することができる。
【0045】
また、接着層をバンドル材5bの内面全長にわたって形成するのではなく、接着層を所定の間隔で間欠的に設けても良い。すなわち、バンドル材5bの内面に、バンドル材5aとの交差部が形成される間隔であらかじめ接着層を形成しておき、接着層の位置で、バンドル材5a、5bが交差するようにバンドル材5a、5bを巻きつけても良い。このようにすることで、バンドル材5a、5bの交差部以外の部位には接着層が形成されないため、確実に非接着部を形成することができる。
【実施例】
【0046】
バンドル材同士の接着強度を変化させて、光ファイバユニットの取り扱い性を評価した。それぞれの試験品は、図1に示した光ファイバユニットを用いた光ファイバケーブルであって、図3(a)に示すものと構成と略同様である。具体的には、外径0.5mmの光ファイバ心線を8本束ねて、1.5mm幅のポリエステープ製のバンドル材を巻きつけて製造した。ホットメルト接着層により、バンドル材同士の交差部のみに接着層を形成するとともに、光ファイバ心線束の外周にシリコーンを塗布することで、バンドル材と光ファイバ心線との間は非接着部とした。
【0047】
それぞれの試験品は、接着剤に加える熱の温度、時間を変化させて、接着強度を変更させた。結果を表1に示す。
【0048】
【表1】
【0049】
表中の接着強度は、JIS K 6854−3 T型剥離試験により測定された最大剥離強度である。具体的には、図4に示すように行った。まず、図4(a)に示すように、それぞれの試験品である光ファイバユニットからバンドル材(ポリエステルテープ51a、51b)の交差部を切り出した。
【0050】
次に、図4(b)に示すように、得られた試験片のそれぞれのポリエステルテープをチャック55で挟み込み、引張試験機で互いに180°の方向に引張(図中矢印B方向)、その際の応力を測定し、完全に剥離するまでの最大応力を剥離強度とした。
【0051】
ケーブル化後の接着部の剥離の有無は、図3(a)に示すように光ファイバケーブルとした際に、接着部が意図せずに剥離しているものを「×」とし、剥離が見られなかったものを「○」とした。
【0052】
光ファイバ心線取出時の意図しない剥離は、内部の光ファイバ心線を取り出す際に、意図せずに接着部に剥離が生じたものを「×」とし、剥離が見られなかったものを「○」とした。なお、評価は、光ファイバケーブルの端末部と中間部の両方において行った。
【0053】
故意の剥離の可否は、内部の光ファイバ心線を取り出す際に、所望の接着部のみを容易に剥離することができたものを「○」とし、剥離はできるものの、数回の繰り返し作業が必要であったものを「△」、剥離ができなかったものを「×」とした。なお、評価は、光ファイバケーブルの端末部と中間部の両方において行った。
【0054】
結果より、実施例1〜実施例5は、剥離強度が、0.01N以上2.0N以下であるため、光ファイバケーブルの製造時や、光ファイバ心線の取出し時に意図せずに接着部が剥離することがなく、また、光ファイバ心線の取り出しも可能であった。特に、実施例1〜実施例3は、剥離強度が、0.01N以上0.5N以下であるため、光ファイバ心線の取り出し性が極めて優れる。
【0055】
一方、比較例1は、剥離強度が、0.01N未満であるため、光ファイバケーブルの製造時や、光ファイバ心線の取出し時に意図せずに接着部が剥離してしまった。また、比較例2は、剥離強度が、2.0Nを超えているため、光ファイバ心線の取出し時にバンドル材自体の破断等が生じ光ファイバ心線の取り出し性が悪い結果となった。
【符号の説明】
【0056】
1………光ファイバユニット
3………光ファイバ心線
5a、5b………バンドル材
7………接着部
10………製造装置
11………光ファイバ心線供給部
13………剥離剤塗布部
15a、15b………バンドル材巻き付け部
17………加熱部
19………巻き取り部
30、30a………光ファイバケーブル
31………緩衝体
33………被覆部
35………テンションメンバ
37………引き裂き紐
51a、51b………ポリエステルテープ
53………接着部
55………チャック
【特許請求の範囲】
【請求項1】
複数のファイバ心線がバンドルされた光ファイバユニットであって、
複数の光ファイバ心線と、
前記光ファイバ心線の外周に互いに逆方向に螺旋巻きされる一対のバンドル材と、
を具備し、
一対の前記バンドル材の交差部には、前記バンドル材同士が接着する接着部が設けられ、
前記接着部における、JIS K 6854−3 T型剥離試験により測定される最大剥離強度が、0.01N以上2.0N以下であることを特徴とする光ファイバユニット。
【請求項2】
前記最大剥離強度が、0.01N以上0.5N以下であることを特徴とする請求項1記載の光ファイバユニット。
【請求項3】
前記バンドル材はポリエステルテープであり、前記接着部はホットメルト接着剤により接着されることを特徴とする請求項1または請求項2に記載の光ファイバユニット。
【請求項4】
光ファイバケーブルであって、
複数の光ファイバ心線と、
前記光ファイバ心線の外周に互いに逆方向に螺旋巻きされる一対のバンドル材と、
前記バンドル材で集合された複数の光ファイバ心線が収容されるケーブルコアの外周に形成される被覆部と、
を具備し、
一対の前記バンドル材の交差部には、前記バンドル材同士が接着する接着部が設けられ、
前記接着部における、JIS K 6854−3 T型剥離試験により測定される最大剥離強度が、0.01N以上2.0N以下であることを特徴とする光ファイバケーブル。
【請求項1】
複数のファイバ心線がバンドルされた光ファイバユニットであって、
複数の光ファイバ心線と、
前記光ファイバ心線の外周に互いに逆方向に螺旋巻きされる一対のバンドル材と、
を具備し、
一対の前記バンドル材の交差部には、前記バンドル材同士が接着する接着部が設けられ、
前記接着部における、JIS K 6854−3 T型剥離試験により測定される最大剥離強度が、0.01N以上2.0N以下であることを特徴とする光ファイバユニット。
【請求項2】
前記最大剥離強度が、0.01N以上0.5N以下であることを特徴とする請求項1記載の光ファイバユニット。
【請求項3】
前記バンドル材はポリエステルテープであり、前記接着部はホットメルト接着剤により接着されることを特徴とする請求項1または請求項2に記載の光ファイバユニット。
【請求項4】
光ファイバケーブルであって、
複数の光ファイバ心線と、
前記光ファイバ心線の外周に互いに逆方向に螺旋巻きされる一対のバンドル材と、
前記バンドル材で集合された複数の光ファイバ心線が収容されるケーブルコアの外周に形成される被覆部と、
を具備し、
一対の前記バンドル材の交差部には、前記バンドル材同士が接着する接着部が設けられ、
前記接着部における、JIS K 6854−3 T型剥離試験により測定される最大剥離強度が、0.01N以上2.0N以下であることを特徴とする光ファイバケーブル。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2013−88547(P2013−88547A)
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願番号】特願2011−227679(P2011−227679)
【出願日】平成23年10月17日(2011.10.17)
【出願人】(000005290)古河電気工業株式会社 (4,457)
【出願人】(000004226)日本電信電話株式会社 (13,992)
【Fターム(参考)】
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願日】平成23年10月17日(2011.10.17)
【出願人】(000005290)古河電気工業株式会社 (4,457)
【出願人】(000004226)日本電信電話株式会社 (13,992)
【Fターム(参考)】
[ Back to top ]