
光ファイバユニットの製造方法、光ファイバユニット及び光ファイバケーブル
【課題】接着テープや接着剤等を使用することなく端部の開きを防止して内部に集合させた複数本の光ファイバの飛び出し及び伝送損失の防止を実現することのできる光ファイバユニットの製造方法を提供する。
【解決手段】円筒形に癖付けした押え巻きテープ4内に複数本の光ファイバ5を集合させた光ファイバユニットの製造方法。光ファイバユニット2を製造するには、入口径を出口径よりも大としたテーパ円筒管11に通線後、巻き始め端よりも巻き終わり端が巻き始め位置を超えて重なりを持ったオーバーラップ部を有する渦巻き状溝孔12aに、押え巻きテープ4を通線させて両端部が重なった円筒形状に成形する。その後、渦巻き状溝孔12aを通線して出た押え巻きテープ4を、加熱した円筒管13に通線し、その押え巻きテープ4内に集線した光ファイバ5を収納させる。
【解決手段】円筒形に癖付けした押え巻きテープ4内に複数本の光ファイバ5を集合させた光ファイバユニットの製造方法。光ファイバユニット2を製造するには、入口径を出口径よりも大としたテーパ円筒管11に通線後、巻き始め端よりも巻き終わり端が巻き始め位置を超えて重なりを持ったオーバーラップ部を有する渦巻き状溝孔12aに、押え巻きテープ4を通線させて両端部が重なった円筒形状に成形する。その後、渦巻き状溝孔12aを通線して出た押え巻きテープ4を、加熱した円筒管13に通線し、その押え巻きテープ4内に集線した光ファイバ5を収納させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、円筒形に癖付けした押え巻きテープ内に複数本の光ファイバを集合させた光ファイバユニットの製造方法、光ファイバユニット及び光ファイバケーブルに関する。
【背景技術】
【0002】
例えば、特許文献1には、複数本の光ファイバをモジュール成形装置の入口に向かって引線すると共に、熱収縮材からなるフィルムを光ファイバ群の周囲に端部が重なるようにして巻き付けることで光ファイバユニットを製造することが開示されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平8−271773号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1では、光ファイバ群を巻き付けたフィルムの重なり部分を、接着テープで貼り付けるか、或いは接着剤で固定することで、端部が開かないようにしている。そして、加熱装置で加熱してフィルムを熱収縮させている。
【0005】
このような製造方法では、接着テープの貼り付け工程や、取り扱い性の悪い接着剤の塗布工程が必要となる。また、熱収縮材からなるフィルムに熱を加えて収縮させる加熱工程も必要である。
【0006】
そこで、本発明は、接着テープや接着剤等を使用することなく端部の開きを防止して内部に集合させた複数本の光ファイバの飛び出し及び伝送損失の防止を実現することのできる光ファイバユニットの製造方法、光ファイバユニット及び光ファイバケーブルを提供することを目的とする。
【課題を解決するための手段】
【0007】
第1の発明は、円筒形に癖付けした押え巻きテープ内に複数本の光ファイバを集合させた光ファイバユニットの製造方法であって、巻き始め端よりも巻き終わり端が巻き始め位置を超えて重なりを持ったオーバーラップ部を有する渦巻き状溝孔に、前記押え巻きテープを通線させて両端部が重なりを持った円筒形状に成形することを特徴としている。
【0008】
第2の発明は、第1の発明の光ファイバユニットの製造方法であって、前記押え巻きテープを前記渦巻き状溝孔に通線する前に、入口径を出口径よりも大としたテーパ円筒管に通線させる工程を行い、また、前記渦巻き状溝孔を通線して出た押え巻きテープを、加熱した円筒管に通線させる工程を行うことを特徴としている。
【0009】
第3の発明は、第2の光ファイバユニットの製造方法であって、前記押え巻きテープの幅をTw、前記テーパ円筒管の入口径と出口径をそれぞれPinD、PoutD、前記渦巻き状溝孔の最大直径をUd、前記円筒管の入口径をSinDとしたときに、
Tw>PinD
PoutD>(Tw/π)>Ud
なる関係としたテーパ円筒管を通線させ、
Ud≦SinD<(Tw/π)
なる関係とした円筒管を通線させることを特徴としている。
【0010】
第4の発明は、第1から第3の何れか1つに記載の製造方法で製造されたことを特徴とする光ファイバユニットである。
【0011】
第5の発明は、第4の発明の光ファイバユニットを外被で被覆してなる光ファイバケーブルである。
【発明の効果】
【0012】
本発明の光ファイバユニットの製造方法によれば、巻き始め端よりも巻き終わり端が巻き始め位置を超えて重なりを持ったオーバーラップ部を有する渦巻き状溝孔に、押え巻きテープを通線させると、両端部が重なりを持った円筒形状に押え巻きテープを成形することができる。このため、接着テープや接着剤で押え巻きテープの重なり部を固定しなくても円筒形状に癖付けされ、その形状を維持した状態で押え巻きテープで複数本の光ファイバをその内部に集合させることができる。その結果、押え巻きテープにて光ファイバに外力を与えることもなく、当該光ファイバの伝送損失を防止することができる。
【図面の簡単な説明】
【0013】
【図1】図1は本発明製造方法で製造された光ファイバケーブルの断面図である。
【図2】図2は本発明製造方法で光ファイバケーブルを製造するための製造工程図である。
【図3】図3は押え巻きテープ、テーパ円筒管、渦巻き状溝孔、円筒管の相互関係を説明するための図である。
【図4】図4は押え巻きテープの拡大断面図である。
【発明を実施するための形態】
【0014】
以下、本発明を適用した具体的な実施形態について図面を参照しながら詳細に説明する。
【0015】
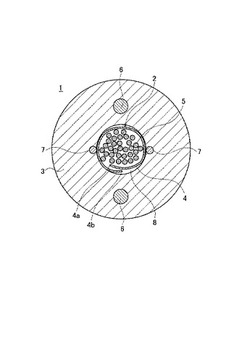
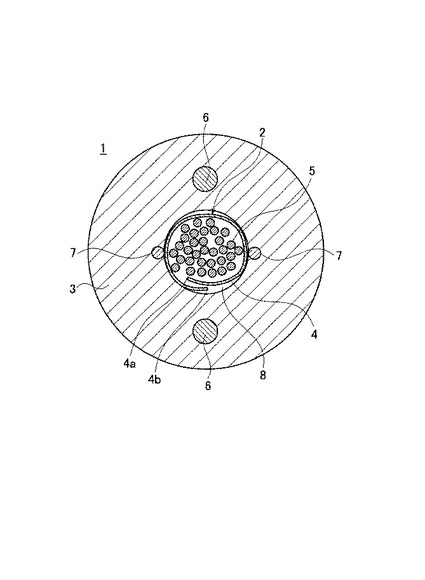
先ず、光ファイバケーブルの構造について図1を参照して説明する。図1は本発明製造方法で製造された光ファイバケーブルの断面図である。光ファイバケーブル1は、光ファイバユニット2を外被(シース)3で被覆した構造とされている。
【0016】
光ファイバユニット2は、円筒形に癖付けした押え巻きテープ4内に複数本の光ファイバ5を集線して構成されている。光ファイバ5は、例えば外径約125μmの石英系光ファイバを紫外線硬化樹脂等で被覆した外径約250μmの光ファイバ素線や光ファイバ素線の外周面に補強用として熱可塑性樹脂や紫外線硬化樹脂等で被覆(オーバーコート)した、外径約500μmや外径約900μmの光ファイバ心線または光ファイバ素線を並列に配置し、紫外線硬化樹脂等で一括被覆した光ファイバテープ心線である。この他、光ファイバ5には、複数本の光ファイバ心線を並列してそれらをテープ長手方向及びテープ幅方向で間欠的に固定した、いわゆる間欠固定テープ心線も含む。
【0017】
押え巻きテープ4は、例えば熱が掛けられることで形状が保持される熱可塑性テープからなる。具体的には、押え巻きテープ4には、ポリエステルテープ、ポリプロピレンテープ、ポリエチレンテープ等が使用される。この他、不織布も押え巻きテープ4として利用することができる。不織布としては、ポリエステル、ポリプロピレン、ポリエチレン等が使用できる。押え巻きテープ4は、複数本の光ファイバ5を集線したものをその内部に収容するように被覆するが、光ファイバ5とは熱によって接着はされないようになっている。もちろん、後述の外被3に対しても押え巻きテープ4は、非接着とされている。これは、光ファイバケーブル1の端末部から口出しする時あるいは中間分岐作業時に、ケーブル内から光ファイバ5を取り出し易くするためである。
【0018】
外被3は、光ファイバユニット2を内部に収容するように被覆している。外被3には、光ファイバケーブル1の中心を通る線上に、前記光ファイバユニット2を挟んでその両側にケーブル曲げ方向を規制する抗張力体6、6が設けられている。また、外被3には、中間分岐作業を容易に行うための引き裂き紐7、7が設けられている。引き裂き紐7、7は、ケーブル中心を通り2本の抗張力体6、6を結ぶ線に対して直交する線上であって、且つ、ケーブル内部空間8に近接した位置に設けられている。これら抗張力体6、6及び引き裂き紐7、7は、何れもケーブル長手方向に延在して設けられている。
【0019】
このように構成された光ファイバケーブル1では、押え巻きテープ4の幅方向両端部4a、4bがお互いに接触することなく重なりを持ったオーバーラップ構造とされている。これらの重なり部は、内部に収納した光ファイバ5が飛び出ることのない隙間程度に重ねられている。図1の例では、押え巻きテープ4の幅方向一端部4aが内側で他端部4bが外側とされたオーバーラップ構造であるが、これとは逆に一端部4aが外側で他端部4bが内側とされたオーバーラップ構造であってもよい。
【0020】
例えば、押え巻きテープ4の幅方向両端部4a、4bが重なりを持たずに開いた状態にある場合、ケーブル製造時に押え巻きテープ4への光ファイバユニット集合後、開いた部位から光ファイバ5が脱落して他の部材に接触し断線に至る場合がある。この他、押え巻きテープ4を円筒形状に成形する際に、幅方向両端部4a、4bがぶつかって押え巻きテープ4が折れ曲がった形状になると、その折れ曲がり部位で光ファイバ5が押されたり挟まれたりすることで、当該光ファイバ5の伝送損失の悪化が生じる場合もある。
【0021】
しかしながら、本実施形態の光ファイバケーブル1では、押え巻きテープ4の幅方向両端部4a、4bが重なりを持ってオーバーラップした構造であり、その押え巻きテープ4の断面形状がほぼ円形状であるので、光ファイバ5にダメージを与えることなく収納できる。これにより、光ファイバケーブル1内の光ファイバ5の伝送損失悪化を回避することができる。
【0022】
次に、光ファイバユニット2の製造方法を、図2の製造工程図、図3の押え巻きテープ、テーパ円筒管、渦巻き状溝孔、円筒管の相互関係を説明するための図、図4の押え巻きテープの拡大断面図を参照して、最終的に光ファイバケーブルとする一連の工程として説明する。
【0023】
先ず、それぞれの光ファイバ5を光ファイバ繰出し装置9から繰り出し、お互いの光ファイバ5同士を接近させることで一束化する集線工程を行う。この一方、押え巻きテープ4をテープ繰出し装置10から繰り出して、順次配列させたテーパ円筒管11、渦巻き状溝孔12aを有した渦巻き管12、円筒管13に順次連続して通線させる工程を行う。押え巻きテープ4には、熱可塑性テープであるポリエステルテープを使用した。
【0024】
押え巻きテープ4とテーパ円筒管11は、図3に示すように、Tw>PinDなる関係とされている。Twは、押え巻きテープ4の幅である。PinDは、テーパ円筒管11の入口径である。テーパ円筒管11は、入口径PinDが出口径PoutDよりも大とされ、その入口側から出口側に向かって次第に開口径を狭める先端を途中で切り落とした円錐形状をなす円筒管とされている。PinD≧Twであると、押え巻きテープ4のハンチング(張力変動)等でテーパ円筒管11の入口でテープ湾曲方向が逆になり、テープ異常変形や断線等の原因になる。
【0025】
テープ繰出し装置10から繰り出される押え巻きテープ4は、テーパ円筒管11の入口11aから入って出口11bへと通線されることで、平たいテープ形状からこのテーパ円筒管11の形状に癖付けされる。
【0026】
テーパ円筒管11と渦巻き管12は、図3に示すように、PoutD>(Tw/π)>Udなる関係とされている。Udは、渦巻き状溝孔12aの最大直径である。渦巻き管12は、テーパ円筒管11で円形状に癖付けされた押え巻きテープ4のテープ幅方向両端部4a、4b同士が接触して異常変形(円形ではない形状となること)しないようにするために使用される。
【0027】
例えば、PoutD≦(Tw/π)であると、テーパ円筒管11の中でテープ端同士が接触し、それらがテープのハンチング等で入れ替わることでテープ異常変形の要因になる。また、Ud≧(Tw/π)であると、テープ端のオーバーラップ部が無いため、テープ端同士の重なりの方向性が制御できず、テープの張力変動等により発生する入れ替わりによるテープ異常変形が発生する原因となる。
【0028】
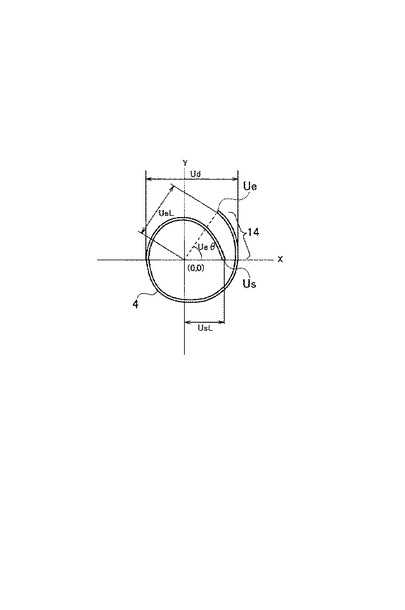
渦巻き管12に形成される渦巻き状溝孔12aは、押え巻きテープ4を例えば図4に示す形状に癖付けする。癖付けする押え巻きテープ4の形状は、図4に示すように、UsL<Uel、且つ、Ueθ>0°なる関係を満たす形状とする。押え巻きテープ4の渦巻き形状は、X−Y座標で表した場合、渦巻きの巻き始めを渦の中心側の端末Usとし、もう一方の端末Ueを巻き終わりとしたときに、渦巻きの円の中心を座標(0,0)とし、Y軸上の点を巻き始め端とする端末Usから巻き終わり端とする端末Ueにかけて反時計回りに渦を巻き、巻き始め端である端末Usよりも巻き終わり端の端末Ueが、巻き始め位置を超えて重なりを持ったオーバーラップ部14を有する渦巻き状となっている。
【0029】
前記関係式のうち、UsLは、渦巻きの円の中心座標(0,0)からUsまでのX座標距離である。同じく、UeLは、渦巻きの円の中心座標(0,0)からUeの座標点を結ぶ直線距離である。
【0030】
テーパ円筒管11の出口11bから出た押え巻きテープ4は、このテーパ円筒管11の出口11bに接して設けられた渦巻き管12の渦巻き状溝孔12aに通線されることで、この渦巻き状溝孔12aの形状に癖付けされる。このため、押え巻きテープ4は、巻き始め端と巻き終わり端の両端部が接触することなく重なりを持った円筒形状になる。
【0031】
渦巻き状溝孔12aと円筒管13は、図3に示すように、Ud≦SinD<(Tw/π)なる関係とされている。円筒管13は、渦巻き管12の出口に接して設けられており、押え巻きテープ4の形状を円筒形状にする。SinDは、円筒管13の内径である。なお、図2では、テーパ円筒管11、渦巻き管12及び円筒管13を加熱炉15内に設けて、それら各管に通線される押え巻きテープ4に熱を加えるようになっているが、円筒管13のみを加熱炉15で加熱しても押え巻きテープ4を成形することができる。
【0032】
例えば、SinD<Udであると、径が絞られることで余ったテープ幅分がラッピング時に吸収できず、皺となってしまう。また、SinD≧(Tw/π)であると、オーバーラップ部14が消滅し、以後の工程で径を絞った際にラップ端の衝突によるテープ異常変形が発生する。
【0033】
渦巻き管12で癖付けされた押え巻きテープ4は、渦巻き状溝孔12aを出ると円筒管13の入口13aに通線され、加熱された円筒管13を通過することで、両端部が重なりを持った円筒形状に成形される。押え巻きテープ4は、熱可塑性テープからなるため、加熱されてその円筒形状を保持することになる。
【0034】
集線装置16A、16Bで集線して一束化された光ファイバ束は、収納装置17によって、最終的に円筒管13の出口13bから出た円筒形状に成形された押え巻きテープ4の内部に収納される。これより、光ファイバユニット2が得られる。この収納装置17では、押え巻きテープ4の内部に一束化された光ファイバ束を収納するために、両端部の重なり部を一旦開くようにする。押え巻きテープ4は、円筒形に事前に癖付けされているので、収納装置17を通過後に円筒形に戻る。
そして、2本の抗張力体6、6と引き裂き紐7、7をそれぞれの送出機18、19から繰り出し、これらと共に光ファイバユニット2を押出し装置20に走行させることで、外被3を光ファイバユニット2の周囲に被覆する。これにより、光ファイバケーブル1が得られる。
【0035】
このように、本実施形態の光ファイバユニットの製造方法では、入口径を出口径よりも大としたテーパ円筒管11に押え巻きテープ4を通線した後、オーバーラップ部を有する渦巻き状溝孔12aを有した渦巻き管12と、この渦巻き状溝孔12aを通線して出た押え巻きテープ4を加熱した円筒管13に通線させることで、両端部が重なりを持った円筒形状に成形した押え巻きテープ4とすることができる。その結果、テープ端同士がぶつかり、これを引き金に、テープ形状がW字やS字のように折れ曲がったまま成形されて光ファイバ束を押え巻きテープ4で包み込むことのできない現象を防止することができる。
【0036】
また、本実施形態の光ファイバユニットの製造方法では、従来技術にあるように、接着テープや接着剤等を使用することなく押え巻きテープ4の端部の開きを防止して内部に集合させた複数本の光ファイバ5の飛び出し及び伝送損失の防止を実現することができる。
【実施例】
【0037】
以下の条件で、前記した製造工程を経て光ファイバケーブルを製造し、その光ファイバケーブルを評価した。テープ幅20mm、厚み25μm、融点260℃のポリエステルテープでユニット径φ5.2mmの光ファイバ集合体をラッピングし、直径5.3mmの光ファイバユニットを製造した。そして、これに抗張力体と引き裂き紐を入れて外被で光ファイバユニットを被覆して光ファイバケーブルを製造した。光ファイバケーブルの外径は、φ11.0mmとした。
【0038】
製造に当たっては、テーパ円筒管11、渦巻き管12、円筒管13の各寸法を次のようにした。PinDを16.0mm、PoutDを5.5mm、Udを5.2mm、SinDを5.3mmとした。
【0039】
ケーブル評価は、製造した光ファイバケーブルに対してデータ通信を行う時の光の波長(1.55μm)をケーブルに入れ、その時の初期伝送特性と、ヒートサイクルを与えた時の伝送特性を評価した。ヒートサイクルは、光ファイバケーブルをドラムに巻き付けて−30℃の部屋に12時間入れた後に伝送損失を測定し、続いて+70℃の部屋に12時間入れて伝送損失を測定することを3サイクル繰り返して行った。その結果を表1に示す。
【表1】

【0040】
表1の結果から判るように、初期伝送特性の測定結果及びヒートサイクル時の測定結果ともに良好な特性(数値)が得られたことが理解される。したがって、本実施形態の製造方法で得られた光ファイバケーブルは、押え巻きテープで被覆された光ファイバに何らダメージなどが無いことが判る。
【0041】
以上、本発明を適用した具体的な実施形態について説明したが、本発明は、上述の実施形態に制限されることなく種々の変更が可能である。例えば、渦巻き状溝孔12aに押え巻きテープ4を通線させた後に円筒管13ではなく、テーパ円筒管とすることも可能である。さらに、このテーパ円筒管を使用した場合、ラッピング径をさらに絞ってもよい。また、外被3で被覆する光ファイバユニット2の数を複数本とした光ファイバケーブル1としてもよい。
【産業上の利用可能性】
【0042】
本発明は、円筒形に癖付けした押え巻きテープ内に複数本の光ファイバを集合させた光ファイバユニットの製造方法に利用することができる。
【符号の説明】
【0043】
1 光ファイバケーブル
2 光ファイバユニット
3 外被
4 押え巻きテープ
4a、4b 押え巻きテープの幅方向両端部
5 光ファイバ
6 抗張力体
7 引き裂き紐
11 テーパ円筒管
12 渦巻き管
12a 渦巻き状溝孔
13 円筒管
15 加熱炉
【技術分野】
【0001】
本発明は、円筒形に癖付けした押え巻きテープ内に複数本の光ファイバを集合させた光ファイバユニットの製造方法、光ファイバユニット及び光ファイバケーブルに関する。
【背景技術】
【0002】
例えば、特許文献1には、複数本の光ファイバをモジュール成形装置の入口に向かって引線すると共に、熱収縮材からなるフィルムを光ファイバ群の周囲に端部が重なるようにして巻き付けることで光ファイバユニットを製造することが開示されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平8−271773号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1では、光ファイバ群を巻き付けたフィルムの重なり部分を、接着テープで貼り付けるか、或いは接着剤で固定することで、端部が開かないようにしている。そして、加熱装置で加熱してフィルムを熱収縮させている。
【0005】
このような製造方法では、接着テープの貼り付け工程や、取り扱い性の悪い接着剤の塗布工程が必要となる。また、熱収縮材からなるフィルムに熱を加えて収縮させる加熱工程も必要である。
【0006】
そこで、本発明は、接着テープや接着剤等を使用することなく端部の開きを防止して内部に集合させた複数本の光ファイバの飛び出し及び伝送損失の防止を実現することのできる光ファイバユニットの製造方法、光ファイバユニット及び光ファイバケーブルを提供することを目的とする。
【課題を解決するための手段】
【0007】
第1の発明は、円筒形に癖付けした押え巻きテープ内に複数本の光ファイバを集合させた光ファイバユニットの製造方法であって、巻き始め端よりも巻き終わり端が巻き始め位置を超えて重なりを持ったオーバーラップ部を有する渦巻き状溝孔に、前記押え巻きテープを通線させて両端部が重なりを持った円筒形状に成形することを特徴としている。
【0008】
第2の発明は、第1の発明の光ファイバユニットの製造方法であって、前記押え巻きテープを前記渦巻き状溝孔に通線する前に、入口径を出口径よりも大としたテーパ円筒管に通線させる工程を行い、また、前記渦巻き状溝孔を通線して出た押え巻きテープを、加熱した円筒管に通線させる工程を行うことを特徴としている。
【0009】
第3の発明は、第2の光ファイバユニットの製造方法であって、前記押え巻きテープの幅をTw、前記テーパ円筒管の入口径と出口径をそれぞれPinD、PoutD、前記渦巻き状溝孔の最大直径をUd、前記円筒管の入口径をSinDとしたときに、
Tw>PinD
PoutD>(Tw/π)>Ud
なる関係としたテーパ円筒管を通線させ、
Ud≦SinD<(Tw/π)
なる関係とした円筒管を通線させることを特徴としている。
【0010】
第4の発明は、第1から第3の何れか1つに記載の製造方法で製造されたことを特徴とする光ファイバユニットである。
【0011】
第5の発明は、第4の発明の光ファイバユニットを外被で被覆してなる光ファイバケーブルである。
【発明の効果】
【0012】
本発明の光ファイバユニットの製造方法によれば、巻き始め端よりも巻き終わり端が巻き始め位置を超えて重なりを持ったオーバーラップ部を有する渦巻き状溝孔に、押え巻きテープを通線させると、両端部が重なりを持った円筒形状に押え巻きテープを成形することができる。このため、接着テープや接着剤で押え巻きテープの重なり部を固定しなくても円筒形状に癖付けされ、その形状を維持した状態で押え巻きテープで複数本の光ファイバをその内部に集合させることができる。その結果、押え巻きテープにて光ファイバに外力を与えることもなく、当該光ファイバの伝送損失を防止することができる。
【図面の簡単な説明】
【0013】
【図1】図1は本発明製造方法で製造された光ファイバケーブルの断面図である。
【図2】図2は本発明製造方法で光ファイバケーブルを製造するための製造工程図である。
【図3】図3は押え巻きテープ、テーパ円筒管、渦巻き状溝孔、円筒管の相互関係を説明するための図である。
【図4】図4は押え巻きテープの拡大断面図である。
【発明を実施するための形態】
【0014】
以下、本発明を適用した具体的な実施形態について図面を参照しながら詳細に説明する。
【0015】
先ず、光ファイバケーブルの構造について図1を参照して説明する。図1は本発明製造方法で製造された光ファイバケーブルの断面図である。光ファイバケーブル1は、光ファイバユニット2を外被(シース)3で被覆した構造とされている。
【0016】
光ファイバユニット2は、円筒形に癖付けした押え巻きテープ4内に複数本の光ファイバ5を集線して構成されている。光ファイバ5は、例えば外径約125μmの石英系光ファイバを紫外線硬化樹脂等で被覆した外径約250μmの光ファイバ素線や光ファイバ素線の外周面に補強用として熱可塑性樹脂や紫外線硬化樹脂等で被覆(オーバーコート)した、外径約500μmや外径約900μmの光ファイバ心線または光ファイバ素線を並列に配置し、紫外線硬化樹脂等で一括被覆した光ファイバテープ心線である。この他、光ファイバ5には、複数本の光ファイバ心線を並列してそれらをテープ長手方向及びテープ幅方向で間欠的に固定した、いわゆる間欠固定テープ心線も含む。
【0017】
押え巻きテープ4は、例えば熱が掛けられることで形状が保持される熱可塑性テープからなる。具体的には、押え巻きテープ4には、ポリエステルテープ、ポリプロピレンテープ、ポリエチレンテープ等が使用される。この他、不織布も押え巻きテープ4として利用することができる。不織布としては、ポリエステル、ポリプロピレン、ポリエチレン等が使用できる。押え巻きテープ4は、複数本の光ファイバ5を集線したものをその内部に収容するように被覆するが、光ファイバ5とは熱によって接着はされないようになっている。もちろん、後述の外被3に対しても押え巻きテープ4は、非接着とされている。これは、光ファイバケーブル1の端末部から口出しする時あるいは中間分岐作業時に、ケーブル内から光ファイバ5を取り出し易くするためである。
【0018】
外被3は、光ファイバユニット2を内部に収容するように被覆している。外被3には、光ファイバケーブル1の中心を通る線上に、前記光ファイバユニット2を挟んでその両側にケーブル曲げ方向を規制する抗張力体6、6が設けられている。また、外被3には、中間分岐作業を容易に行うための引き裂き紐7、7が設けられている。引き裂き紐7、7は、ケーブル中心を通り2本の抗張力体6、6を結ぶ線に対して直交する線上であって、且つ、ケーブル内部空間8に近接した位置に設けられている。これら抗張力体6、6及び引き裂き紐7、7は、何れもケーブル長手方向に延在して設けられている。
【0019】
このように構成された光ファイバケーブル1では、押え巻きテープ4の幅方向両端部4a、4bがお互いに接触することなく重なりを持ったオーバーラップ構造とされている。これらの重なり部は、内部に収納した光ファイバ5が飛び出ることのない隙間程度に重ねられている。図1の例では、押え巻きテープ4の幅方向一端部4aが内側で他端部4bが外側とされたオーバーラップ構造であるが、これとは逆に一端部4aが外側で他端部4bが内側とされたオーバーラップ構造であってもよい。
【0020】
例えば、押え巻きテープ4の幅方向両端部4a、4bが重なりを持たずに開いた状態にある場合、ケーブル製造時に押え巻きテープ4への光ファイバユニット集合後、開いた部位から光ファイバ5が脱落して他の部材に接触し断線に至る場合がある。この他、押え巻きテープ4を円筒形状に成形する際に、幅方向両端部4a、4bがぶつかって押え巻きテープ4が折れ曲がった形状になると、その折れ曲がり部位で光ファイバ5が押されたり挟まれたりすることで、当該光ファイバ5の伝送損失の悪化が生じる場合もある。
【0021】
しかしながら、本実施形態の光ファイバケーブル1では、押え巻きテープ4の幅方向両端部4a、4bが重なりを持ってオーバーラップした構造であり、その押え巻きテープ4の断面形状がほぼ円形状であるので、光ファイバ5にダメージを与えることなく収納できる。これにより、光ファイバケーブル1内の光ファイバ5の伝送損失悪化を回避することができる。
【0022】
次に、光ファイバユニット2の製造方法を、図2の製造工程図、図3の押え巻きテープ、テーパ円筒管、渦巻き状溝孔、円筒管の相互関係を説明するための図、図4の押え巻きテープの拡大断面図を参照して、最終的に光ファイバケーブルとする一連の工程として説明する。
【0023】
先ず、それぞれの光ファイバ5を光ファイバ繰出し装置9から繰り出し、お互いの光ファイバ5同士を接近させることで一束化する集線工程を行う。この一方、押え巻きテープ4をテープ繰出し装置10から繰り出して、順次配列させたテーパ円筒管11、渦巻き状溝孔12aを有した渦巻き管12、円筒管13に順次連続して通線させる工程を行う。押え巻きテープ4には、熱可塑性テープであるポリエステルテープを使用した。
【0024】
押え巻きテープ4とテーパ円筒管11は、図3に示すように、Tw>PinDなる関係とされている。Twは、押え巻きテープ4の幅である。PinDは、テーパ円筒管11の入口径である。テーパ円筒管11は、入口径PinDが出口径PoutDよりも大とされ、その入口側から出口側に向かって次第に開口径を狭める先端を途中で切り落とした円錐形状をなす円筒管とされている。PinD≧Twであると、押え巻きテープ4のハンチング(張力変動)等でテーパ円筒管11の入口でテープ湾曲方向が逆になり、テープ異常変形や断線等の原因になる。
【0025】
テープ繰出し装置10から繰り出される押え巻きテープ4は、テーパ円筒管11の入口11aから入って出口11bへと通線されることで、平たいテープ形状からこのテーパ円筒管11の形状に癖付けされる。
【0026】
テーパ円筒管11と渦巻き管12は、図3に示すように、PoutD>(Tw/π)>Udなる関係とされている。Udは、渦巻き状溝孔12aの最大直径である。渦巻き管12は、テーパ円筒管11で円形状に癖付けされた押え巻きテープ4のテープ幅方向両端部4a、4b同士が接触して異常変形(円形ではない形状となること)しないようにするために使用される。
【0027】
例えば、PoutD≦(Tw/π)であると、テーパ円筒管11の中でテープ端同士が接触し、それらがテープのハンチング等で入れ替わることでテープ異常変形の要因になる。また、Ud≧(Tw/π)であると、テープ端のオーバーラップ部が無いため、テープ端同士の重なりの方向性が制御できず、テープの張力変動等により発生する入れ替わりによるテープ異常変形が発生する原因となる。
【0028】
渦巻き管12に形成される渦巻き状溝孔12aは、押え巻きテープ4を例えば図4に示す形状に癖付けする。癖付けする押え巻きテープ4の形状は、図4に示すように、UsL<Uel、且つ、Ueθ>0°なる関係を満たす形状とする。押え巻きテープ4の渦巻き形状は、X−Y座標で表した場合、渦巻きの巻き始めを渦の中心側の端末Usとし、もう一方の端末Ueを巻き終わりとしたときに、渦巻きの円の中心を座標(0,0)とし、Y軸上の点を巻き始め端とする端末Usから巻き終わり端とする端末Ueにかけて反時計回りに渦を巻き、巻き始め端である端末Usよりも巻き終わり端の端末Ueが、巻き始め位置を超えて重なりを持ったオーバーラップ部14を有する渦巻き状となっている。
【0029】
前記関係式のうち、UsLは、渦巻きの円の中心座標(0,0)からUsまでのX座標距離である。同じく、UeLは、渦巻きの円の中心座標(0,0)からUeの座標点を結ぶ直線距離である。
【0030】
テーパ円筒管11の出口11bから出た押え巻きテープ4は、このテーパ円筒管11の出口11bに接して設けられた渦巻き管12の渦巻き状溝孔12aに通線されることで、この渦巻き状溝孔12aの形状に癖付けされる。このため、押え巻きテープ4は、巻き始め端と巻き終わり端の両端部が接触することなく重なりを持った円筒形状になる。
【0031】
渦巻き状溝孔12aと円筒管13は、図3に示すように、Ud≦SinD<(Tw/π)なる関係とされている。円筒管13は、渦巻き管12の出口に接して設けられており、押え巻きテープ4の形状を円筒形状にする。SinDは、円筒管13の内径である。なお、図2では、テーパ円筒管11、渦巻き管12及び円筒管13を加熱炉15内に設けて、それら各管に通線される押え巻きテープ4に熱を加えるようになっているが、円筒管13のみを加熱炉15で加熱しても押え巻きテープ4を成形することができる。
【0032】
例えば、SinD<Udであると、径が絞られることで余ったテープ幅分がラッピング時に吸収できず、皺となってしまう。また、SinD≧(Tw/π)であると、オーバーラップ部14が消滅し、以後の工程で径を絞った際にラップ端の衝突によるテープ異常変形が発生する。
【0033】
渦巻き管12で癖付けされた押え巻きテープ4は、渦巻き状溝孔12aを出ると円筒管13の入口13aに通線され、加熱された円筒管13を通過することで、両端部が重なりを持った円筒形状に成形される。押え巻きテープ4は、熱可塑性テープからなるため、加熱されてその円筒形状を保持することになる。
【0034】
集線装置16A、16Bで集線して一束化された光ファイバ束は、収納装置17によって、最終的に円筒管13の出口13bから出た円筒形状に成形された押え巻きテープ4の内部に収納される。これより、光ファイバユニット2が得られる。この収納装置17では、押え巻きテープ4の内部に一束化された光ファイバ束を収納するために、両端部の重なり部を一旦開くようにする。押え巻きテープ4は、円筒形に事前に癖付けされているので、収納装置17を通過後に円筒形に戻る。
そして、2本の抗張力体6、6と引き裂き紐7、7をそれぞれの送出機18、19から繰り出し、これらと共に光ファイバユニット2を押出し装置20に走行させることで、外被3を光ファイバユニット2の周囲に被覆する。これにより、光ファイバケーブル1が得られる。
【0035】
このように、本実施形態の光ファイバユニットの製造方法では、入口径を出口径よりも大としたテーパ円筒管11に押え巻きテープ4を通線した後、オーバーラップ部を有する渦巻き状溝孔12aを有した渦巻き管12と、この渦巻き状溝孔12aを通線して出た押え巻きテープ4を加熱した円筒管13に通線させることで、両端部が重なりを持った円筒形状に成形した押え巻きテープ4とすることができる。その結果、テープ端同士がぶつかり、これを引き金に、テープ形状がW字やS字のように折れ曲がったまま成形されて光ファイバ束を押え巻きテープ4で包み込むことのできない現象を防止することができる。
【0036】
また、本実施形態の光ファイバユニットの製造方法では、従来技術にあるように、接着テープや接着剤等を使用することなく押え巻きテープ4の端部の開きを防止して内部に集合させた複数本の光ファイバ5の飛び出し及び伝送損失の防止を実現することができる。
【実施例】
【0037】
以下の条件で、前記した製造工程を経て光ファイバケーブルを製造し、その光ファイバケーブルを評価した。テープ幅20mm、厚み25μm、融点260℃のポリエステルテープでユニット径φ5.2mmの光ファイバ集合体をラッピングし、直径5.3mmの光ファイバユニットを製造した。そして、これに抗張力体と引き裂き紐を入れて外被で光ファイバユニットを被覆して光ファイバケーブルを製造した。光ファイバケーブルの外径は、φ11.0mmとした。
【0038】
製造に当たっては、テーパ円筒管11、渦巻き管12、円筒管13の各寸法を次のようにした。PinDを16.0mm、PoutDを5.5mm、Udを5.2mm、SinDを5.3mmとした。
【0039】
ケーブル評価は、製造した光ファイバケーブルに対してデータ通信を行う時の光の波長(1.55μm)をケーブルに入れ、その時の初期伝送特性と、ヒートサイクルを与えた時の伝送特性を評価した。ヒートサイクルは、光ファイバケーブルをドラムに巻き付けて−30℃の部屋に12時間入れた後に伝送損失を測定し、続いて+70℃の部屋に12時間入れて伝送損失を測定することを3サイクル繰り返して行った。その結果を表1に示す。
【表1】
【0040】
表1の結果から判るように、初期伝送特性の測定結果及びヒートサイクル時の測定結果ともに良好な特性(数値)が得られたことが理解される。したがって、本実施形態の製造方法で得られた光ファイバケーブルは、押え巻きテープで被覆された光ファイバに何らダメージなどが無いことが判る。
【0041】
以上、本発明を適用した具体的な実施形態について説明したが、本発明は、上述の実施形態に制限されることなく種々の変更が可能である。例えば、渦巻き状溝孔12aに押え巻きテープ4を通線させた後に円筒管13ではなく、テーパ円筒管とすることも可能である。さらに、このテーパ円筒管を使用した場合、ラッピング径をさらに絞ってもよい。また、外被3で被覆する光ファイバユニット2の数を複数本とした光ファイバケーブル1としてもよい。
【産業上の利用可能性】
【0042】
本発明は、円筒形に癖付けした押え巻きテープ内に複数本の光ファイバを集合させた光ファイバユニットの製造方法に利用することができる。
【符号の説明】
【0043】
1 光ファイバケーブル
2 光ファイバユニット
3 外被
4 押え巻きテープ
4a、4b 押え巻きテープの幅方向両端部
5 光ファイバ
6 抗張力体
7 引き裂き紐
11 テーパ円筒管
12 渦巻き管
12a 渦巻き状溝孔
13 円筒管
15 加熱炉
【特許請求の範囲】
【請求項1】
円筒形に癖付けした押え巻きテープ内に複数本の光ファイバを集合させた光ファイバユニットの製造方法であって、
巻き始め端よりも巻き終わり端が巻き始め位置を超えて重なりを持ったオーバーラップ部を有する渦巻き状溝孔に、前記押え巻きテープを通線させて両端部が重なりを持った円筒形状に成形する
ことを特徴とする光ファイバユニットの製造方法。
【請求項2】
請求項1に記載の光ファイバユニットの製造方法であって、
前記押え巻きテープを前記渦巻き状溝孔に通線する前に、入口径を出口径よりも大としたテーパ円筒管に通線させる工程を行い、
また、前記渦巻き状溝孔を通線して出た押え巻きテープを、加熱した円筒管に通線させる工程を行う
ことを特徴とする光ファイバユニットの製造方法。
【請求項3】
請求項2に記載の光ファイバユニットの製造方法であって、
前記押え巻きテープの幅をTw、前記テーパ円筒管の入口径と出口径をそれぞれPinD、PoutD、前記渦巻き状溝孔の最大直径をUd、前記円筒管の入口径をSinDとしたときに、
Tw>PinD
PoutD>(Tw/π)>Ud
なる関係としたテーパ円筒管を通線させ、
Ud≦SinD<(Tw/π)
なる関係とした円筒管を通線させる
ことを特徴とする光ファイバユニットの製造方法。
【請求項4】
請求項1から請求項3の何れか1項に記載の製造方法で製造されたことを特徴とする光ファイバユニット。
【請求項5】
請求項4の光ファイバユニットを外被で被覆してなる光ファイバケーブル。
【請求項1】
円筒形に癖付けした押え巻きテープ内に複数本の光ファイバを集合させた光ファイバユニットの製造方法であって、
巻き始め端よりも巻き終わり端が巻き始め位置を超えて重なりを持ったオーバーラップ部を有する渦巻き状溝孔に、前記押え巻きテープを通線させて両端部が重なりを持った円筒形状に成形する
ことを特徴とする光ファイバユニットの製造方法。
【請求項2】
請求項1に記載の光ファイバユニットの製造方法であって、
前記押え巻きテープを前記渦巻き状溝孔に通線する前に、入口径を出口径よりも大としたテーパ円筒管に通線させる工程を行い、
また、前記渦巻き状溝孔を通線して出た押え巻きテープを、加熱した円筒管に通線させる工程を行う
ことを特徴とする光ファイバユニットの製造方法。
【請求項3】
請求項2に記載の光ファイバユニットの製造方法であって、
前記押え巻きテープの幅をTw、前記テーパ円筒管の入口径と出口径をそれぞれPinD、PoutD、前記渦巻き状溝孔の最大直径をUd、前記円筒管の入口径をSinDとしたときに、
Tw>PinD
PoutD>(Tw/π)>Ud
なる関係としたテーパ円筒管を通線させ、
Ud≦SinD<(Tw/π)
なる関係とした円筒管を通線させる
ことを特徴とする光ファイバユニットの製造方法。
【請求項4】
請求項1から請求項3の何れか1項に記載の製造方法で製造されたことを特徴とする光ファイバユニット。
【請求項5】
請求項4の光ファイバユニットを外被で被覆してなる光ファイバケーブル。
【図1】

【図2】

【図3】

【図4】
【図2】
【図3】
【図4】
【公開番号】特開2013−101175(P2013−101175A)
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願番号】特願2011−243486(P2011−243486)
【出願日】平成23年11月7日(2011.11.7)
【出願人】(000005186)株式会社フジクラ (4,463)
【Fターム(参考)】
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願日】平成23年11月7日(2011.11.7)
【出願人】(000005186)株式会社フジクラ (4,463)
【Fターム(参考)】
[ Back to top ]