
光ファイバーシート、光ファイバーアレイ、及び光ファイバー映像装置

【課題】光ファイバー密度を大きくすると共に、光ファイバーコーティング層の剥離がなく、且つ乾燥時間をなくし製造時間を短縮化した光ファイバーアレイを提供する。
【解決手段】光ファイバーシート1が上下方向に所定枚数積み重ねられ、上下方向において隣接する光ファイバーシート1同士の間には、整列用シート14が介装されている。整列用シート14の両側表面には、光ファイバーの延在方向に沿って設けられた複数の突起16からなる突起列17A,17Bが整列用シート14の幅方向に等間隔をあけて複数列形成されており、一方の表面側の突起列17Aと、前記他方の表面側の突起列17Bは、整列用シート14の幅方向においてそれぞれ同一位置に設けられており、突起16により規制される左右方向の光ファイバー3同士の間隔が整列用シート14の厚みと等しくなるように構成されている。
【解決手段】光ファイバーシート1が上下方向に所定枚数積み重ねられ、上下方向において隣接する光ファイバーシート1同士の間には、整列用シート14が介装されている。整列用シート14の両側表面には、光ファイバーの延在方向に沿って設けられた複数の突起16からなる突起列17A,17Bが整列用シート14の幅方向に等間隔をあけて複数列形成されており、一方の表面側の突起列17Aと、前記他方の表面側の突起列17Bは、整列用シート14の幅方向においてそれぞれ同一位置に設けられており、突起16により規制される左右方向の光ファイバー3同士の間隔が整列用シート14の厚みと等しくなるように構成されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、大型映像装置等における光伝送部材として用いられる光ファイバーシート、該光ファイバーシートで構成される光ファイバーアレイ、及び該光ファイバーアレイを備えた光ファイバー映像装置に関する。
【背景技術】
【0002】
光ファイバーを光伝送として使用する大型映像装置は、装置製造時に画像入力部から画像表示部まで光ファイバーを正しく配置する必要がある。具体的には光ファイバーを一本ずつ手作業にて配置しているが、画像入力部で光ファイバーを緻密に配置する作業は困難で熟練を要し、また画像入力部と画像表示部で光ファイバー配置間違えによる画像の乱れが多発している。
この画像の精度向上と作業工程の省力化を目的に、これまでも光ファイバーを緻密に配列する収束技術の研究開発が行われている。
【0003】
この解決策として最も有望な方法が、光ファイバーシートを使用することで作業の省力化を図る提案である。
まず、特許文献1.2に記載されているような熱融着により光ファイバーをシート化する方法がある。
しかし、光ファイバーを光伝送として使用する大型映像装置は光ファイバーの一方を緻密に配列してもう一方を任意の間隔で配列させる必要があるため熱融着シートは分離が困難であり、さらに画像入力部から画像表示部までの空間が狭いため柔軟性に欠ける熱融着したシートは不適である。
【0004】
特許文献3に代表されるように、織物形態を利用して光ファイバーをシート状にする技術も提案されているが、この方法では緻密に配列することが困難であること、さらには光ファイバーが織り構造により屈曲し画像の明度が下がり映像装置の光伝送用部材としては不適であり、作業工程でも織巾が広い場合はユニット製造が不可能であることと配置ミスの修正時間増による作業効率の低下の課題から不適であり、細い巾にカットする場合は端部の処理の課題で緻密な配置が不可能なことと作業効率の低下を招き不適であった。
【0005】
フィルム上にプラスチック光ファイバー等の透過性ストランドを規則的に配列させてシート化する方法が特許文献4に記載されているが、この方法は非生産的であり現実には実現不可能であること、また画像入力部から画像表示部まで光ファイバー配置する作業時にシート端部の光ファイバーが脱落しシートが崩れ作業性に課題があるため、光伝送用部材としては不適である。
【0006】
そこで、上記特許文献1〜4に記載の各先行技術の課題を解決するため、特許文献5に記載されているような、光ファイバーをたて糸として使用し、繊維をよこ糸として使用して編み込んで光ファイバーをシート状にする技術が提案されている。
【0007】
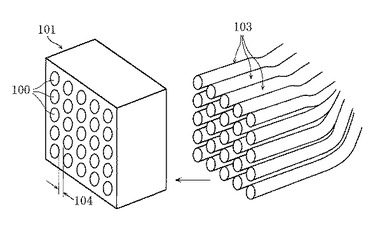
また、光ファイバーを光伝送として使用する大型映像装置において、画像入力部であるアパーチャで多数の光ファイバーを縦横に整列させ収束・固定してアレイ化するために、従来では、図17に示すように、マトリクス状に配列された多数の貫通孔100を備えたケース101を用いていた。即ち、接着剤を塗布した多数の光ファイバー103を、ケース101の貫通孔100に挿入し、接着剤により光ファイバー103をケース101に固定していた。
【特許文献1】特開平5−66311号公報
【特許文献2】特開平6−317716号公報
【特許文献3】実用新案 平成1−166335号公報
【特許文献4】実用新案 昭和59−121647号公報
【特許文献5】特開平3−144507号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
上記特許文献5記載の従来例の光ファイバーシートでは、単によこ糸として繊維を使用したものにすぎず、やはり、たて糸である光ファイバーの密着性が十分でないという課題が存在する。
【0009】
また、図17に示す従来例の光ファイバーアレイでは、以下の課題が存在していた。
【0010】
(1)貫通孔100同士の間隔104を有するため、光ファイバーのピッチが広くなり、光ファイバー密度が小さくなり、鮮明な画像が得られない。
【0011】
(2)光ファイバーを接着剤で固定する方法のため、光ファイバー表面のコーティング層が接着剤で剥離する場合がある。また、接着剤の乾燥に時間を要するので、大型映像装置の製造時間が長くかかる。
【0012】
本発明の目的は、上記した従来技術の問題点を解決し、光ファイバーの密着性を向上した光ファイバーシート、該光ファイバーシートを用いて光ファイバー密度を大きくすると共に、光ファイバーコーティング層の剥離がなく、且つ乾燥時間をなくし製造時間を短縮化した光ファイバーアレイ、及び、該光ファイバーアレイを用いた光ファイバー映像装置を提供することである。
【課題を解決するための手段】
【0013】
上記目的を達成するために本発明のうち請求項1記載の発明は、たて糸とよこ糸とが織り込まれた織物で構成される光伝送用光ファイバーシートであって、光ファイバーをたて糸として使用し、伸縮性を有する繊維をよこ糸として使用したことを特徴とする。
【0014】
上記の如く、伸縮性を有する繊維をよこ糸として使用することにより、光ファイバーの密着性が向上した光ファイバーシートが実現される。
【0015】
請求項2記載の発明は、光ファイバーアレイであって、請求項1記載の光伝送用光ファイバーシートが上下方向に所定枚数積み重ねられ、光ファイバーが上下方向及び左右方向に所定数配列されることを特徴とする。
【0016】
上記構成により、光ファイバー密度の向上した光ファイバーアレイが実現される。
【0017】
請求項3記載の発明は、請求項2記載の光ファイバーアレイであって、前記上下方向に配列された光ファイバー同士の間隔が等しく、且つ、前記左右方向に配列された光ファイバー同士の間隔が等しく、さらに、上下左右の光ファイバーがマトリクス状に整列されることを特徴とする。
【0018】
上記構成により、光ファイバー密度が大きく、光ファイバーコーティング層の剥離がなく、且つ乾燥時間をなくし製造時間を短縮化した光ファイバーアレイが実現される。
【0019】
請求項4記載の発明は、請求項3記載の光ファイバーアレイであって、前記上下方向において隣接する光ファイバーシート同士の間には、上下左右の光ファイバーがマトリクス状になるように光ファイバーを整列させる整列用シートが介装されていることを特徴とする。
【0020】
上記構成により、容易に光ファイバーをマトリクス状に整列させることが可能となる。
【0021】
請求項5記載の発明は、請求項4記載の光ファイバーアレイであって、前記整列用シートの両側表面には、光ファイバーの延在方向に沿って設けられた複数の突起からなる突起列が整列用シートの幅方向に等間隔をあけて複数列形成されており、前記一方の表面側の突起列と、前記他方の表面側の突起列は、前記幅方向においてそれぞれ同一位置に設けられていることを特徴とする。
【0022】
上記構成により、突起を備えた整列用シートを用いるという、簡単な構造で容易に光ファイバーをマトリクス状に整列させることが可能となる。
【0023】
請求項6記載の発明は、請求項3乃至5の何れかに記載の光ファイバーアレイであって、上下左右の光ファイバー同士の間隔が等しいことを特徴とする。
【0024】
請求項7記載の発明は、光ファイバー映像装置であって、請求項3乃至6の何れかに記載の光ファイバーアレイの一端側を画像投写手段の画面に対向して配置して入射面として構成し、前記光ファイバーアレイの一端側を除く残余の部分を分離して、入射面における配列順序を維持したままで互いの間隔を均等に拡大して光ファイバーアレイの他端側を出射面としてファイバースクリーンの基板に固定して構成されることを特徴とする。
【0025】
「画像投写手段」としては、プロジェクタ、液晶表示器、CRT等が含まれる。
上記構成により、画質の良好な光ファイバー映像装置が実現される。
【発明の効果】
【0026】
本発明によれば、光ファイバーの密着性を向上した光ファイバーシートを実現することができる。また、光ファイバー密度を大きくすると共に、光ファイバーコーティング層の剥離がなく、且つ乾燥時間をなくし製造時間を短縮化した光ファイバーアレイ、及び、該光ファイバーアレイを用いた光ファイバー映像装置を実現することができる。
【発明を実施するための最良の形態】
【0027】
以下、本発明を、実施の形態に基づいて詳述する。なお、本発明は、以下の実施の形態に限定されるものではない。
【0028】
以下の実施の形態としは、先ず、光ファイバーシートについて説明し、次いで、該光ファイバーシートを用いて光ファイバーをアレイ状にした光ファイバーアレイを備えた光ファイバー映像装置について説明する。
(実施の形態1)
先ず、本発明に係る光ファイバーシートについて、図1を参照して説明する。
【0029】
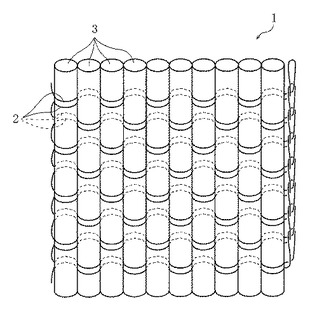
本発明に係る光ファイバーシート1は、たて糸とよこ糸とが織り込まれた織物で構成される光伝送用光ファイバーシートであって、光ファイバー3をたて糸として使用し、伸縮性を有する繊維2をよこ糸として使用したことを特徴とする光伝送用光ファイバーシートである。
伸縮性を有する繊維2をよこ糸として使用することにより、たて糸(光ファイバー3)が屈曲することなく緻密に配列されている。
【0030】
換言すれば、本発明の光伝送用光ファイバーシート1を構成するよこ糸は、たて糸の光ファイバーが屈曲することで光の伝送損失が大きくなり大型映像装置の画像品位が下がる現象を防ぐために、伸縮性が高いことが特徴である。
これは、よこ入れ工程の低荷重での伸縮性に優れたよこ糸で織物を構成することにより製織時にたて糸が屈曲せずに織構造を形成することが可能となり、たて糸の光ファイバーの屈曲が少ない織物を作成することが可能となるからであり、理論的にはたて糸がモノフィラメントであるためよこ糸は1.57倍(繊維径を円と仮定した場合の直径と1/2円周長の比)以上の伸長性を有すれば完全なよこ糸屈曲構造、つまりたて糸が全く屈曲しない織り構造が可能になるため、具体的なよこ糸の伸長特性としては製織時のたて糸張力付加時によこ糸の伸び(歪み)が57%以上であることを特徴とする。
【0031】
本発明の光伝送用光ファイバーシート1を構成するよこ糸は、織物製造工程中および大型画像装置の組み立て工程中にたて糸の光ファイバー間隔が大きくなることで大型映像装置の画像品位が下がる現象を防ぐために、伸縮回復特性に優れることが特徴である。
これは、織物製造工程ではたて糸を一定間隔に順序よく配列させる手段としておさを使用するが、これは金属板を一定間隔に配置するため金属板厚だけのスペースが空隙を生じる要因となるため、伸縮回復特性に優れるよこ糸を使用する方法は、該スペースをできる限り少なくする有効な手段の一つである。また、大型画像装置の組み立て工程では光伝送用光ファイバーシート1に引張張力が頻繁に付与され前述の伸長性の高いよこ糸を使用した場合は張力が付与される度にたて糸間に空隙が生じることになり、この空隙を自己収縮で消滅させる有効な手段が伸縮回復特性に優れるよこ糸を使用する方法である。具体的にはよこ糸の伸縮回復特性としてJIS1013 8.11の試験法に準じて測定した伸縮弾性率が90%以上であることを特徴とする。
【0032】
本発明の光伝送用光ファイバーシート1は、大型映像装置に光伝送材である本発明品を組み込む作業工程で作業者が片手で容易に取り扱える500mm以下の巾で、一層のシート形状で構成される。
【0033】
本発明の光伝送用光ファイバーシート1はたて糸にプラスチック光ファイバーを使用することを特徴とし、プラスチック光ファイバーの具体例としてはポリメチルメタクリレート系光ファイバー、ポリエチルアクリレート系光ファイバー、ポリスチレン系光ファイバーがあげられる。もちろん伝送損失が少ないプラスチック光ファイバーはこれらに限定されるわけでない。
【0034】
伝送損失性能および大型画像装置の光伝送材として使用する場合の画像品位および生産性からたて糸に使用する光ファイバーの直径は0.1〜1.0mmの範囲であることが
好ましい。
【0035】
本発明の光伝送用光ファイバーシート1を構成するたて糸は可能な限り隙間無く配列させることが好ましい。具体的にはたて糸の光ファイバー間の空隙とたて糸光ファイバー直径とから下記式で計算される平均空隙率が0.1以下であることが好ましい。
空隙率 = (たて糸の光ファイバー間の空隙)/(たて糸光ファーバー直径)
【0036】
本発明の光伝送用光ファイバーシート1を構成するよこ糸は、たて糸の光ファイバー間隔が大きくなることで大型映像装置の画像品位が下がる現象を防ぐために、みかけの厚みが薄いことを特徴とし、具体的には5cNの張力付加時によこ糸厚みが100μm以下であることが好ましい。
【0037】
本発明の光伝送用光ファイバーシート1のよこ糸密度はたて糸が屈曲せずにかつ光伝送用織物の形状を保持でき、さらには容易に引き裂くことが可能な密度であることが好ましく、具体的にはよこ糸の種類に依存するが6本/cm以上200本/cm以下の密度範囲が最適である。
【0038】
本発明の光伝送用光ファイバーシート1はシャットル織機もしくはニードル織機を使用してよこ糸を切断することなくエンドレスに織り込む場合もある。この方法を採用することによりよこ糸が織物端部を拘束することで光伝送用織物の大型映像装置組み立て加工時にたて糸の光ファイバーが織物から外れることを防止することが可能となり生産性が向上できるだけでなく、また光伝送用織物を配置するときもよこ糸を切断する方式の織物では構造上不可避な耳がないために緻密な配置が可能となり大型映像装置の画像品位向上を可能とする。
【0039】
大型映像装置組み立て加工時には、光伝送用部材が他の部材および光伝送用部材固定装置等に引っかかり破損する現象が多く、工程を確認したところ平均約100cN/cmの力が付与されている。本発明の光伝送用光ファイバーシート1は、平易な取り扱いでは織物端部のたて糸である光ファイバーが分離する等の織物形状が崩れないようによこ糸方向の引張強度が200cN/cm以上あることを特徴としている。
【0040】
(実施の形態2)
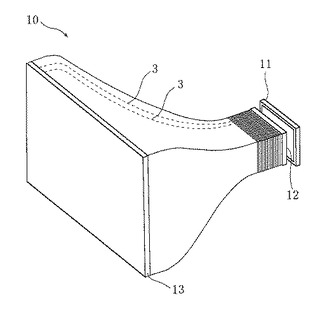
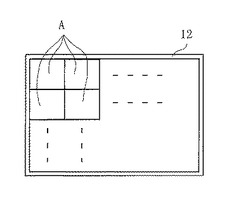
図2は実施の形態2に係る光ファイバー映像装置の全体構成を示す斜視図、図3は光ファイバー映像装置のアパーチャ正面図である。
光ファイバー映像装置10は、画像投写手段としてのプロジェクタ11、複数の光ファイバーアレイA(図3参照)、複数の光ファイバーアレイAの一端側の入射面を保持するアパーチャ12、及び、複数の光ファイバーアレイAの他端側の出射面を構成するスクリーン基板13を備えている。
【0041】
アパーチャ12は、図3に示すように、複数の光ファイバーアレイAの入射面側を格子状に集束して保持する。アパーチャ12に保持された各光ファイバーアレイAの入射面は、映像を投影するプロジェクタ11に対向して近接した位置に配置される。スクリーン基板13は、各光ファイバーアレイAの出射面側を、アパーチャ12における入射面側の光ファイバー3の配列順序を維持したまま、光ファイバー3の互いの間隔を拡大して保持する。これによって、光ファイバー映像装置10は、プロジェクタ11が投影した映像をスクリーン基板13において拡大して表示することができる。
【0042】
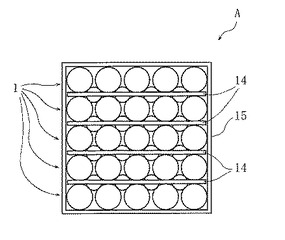
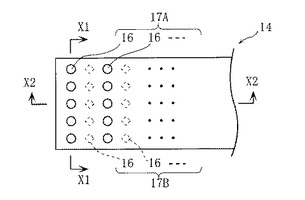
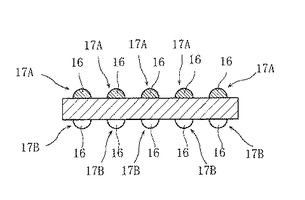
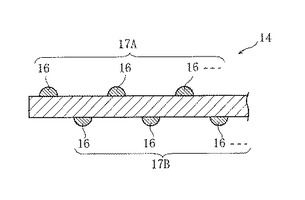
図4は光ファイバーアレイAの斜視図、図5は光ファイバーアレイAのアパーチャ側の正面図、図6は整列用シートの平面図、図7は図6のX1−X1線矢視断面図、図8は図6のX2−X2線矢視断面図である。
光ファイバーアレイAは、実施の形態1の光ファイバーシート1を用いて構成されている。即ち、光ファイバーアレイAは、複数枚の光ファイバーシート1が上下方向に積層状に配置されるとともに、該上下方向において隣接する光ファイバーシート1同士の間には、上下左右の光ファイバーを等間隔に整列させるための整列用シート14が介在されて構成されている。この整列用シート14により、光ファイバーアレイAの入射側端部は、図5に示すように、多数の光ファイバーが整山積された状態(換言すれば、光ファイバーが上下左右に等間隔で配列され状態)となっている。そして、光ファイバーアレイAの入射側となる一端部側は、接着テープ15で巻き付けられて光ファイバーの整列状態が保持されている。なお、整列用シート14は、光ファイバーアレイAの入射側となる一端部側にのみ介在されている。これは、整列用シート14により光ファイバーを整列状態にする必要があるのは、光ファイバーアレイAの入射側のみで充分だからである。
【0043】
整列用シート14は、PET(ポリエチレンテレフタレート)から成り、両側表面には予め接着剤が塗布されている。また、整列用シート14の両側表面には、図6に示すように、光ファイバーの延在方向に沿って設けられた複数の半球面状の突起16からなる突起列17A,17Bが整列用シートの幅方向に等間隔をあけて複数列形成されている。そして、一方の表面側の突起列17Aと、他方の表面側の突起列17Bは、整列用シート14の幅方向(図7の左右方向)においてそれぞれ同一位置に設けられている。なお、上側の突起16と下側突起16とは、図8に示すように、光ファイバーの延在方向に沿って交互に形成されている。これは、例えばトムソン型などの型抜き加工により突起16を形成するようにしていることによる。
【0044】
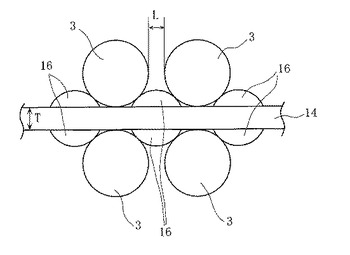
また、突起16同士の間隔は、突起16により規制される左右方向の光ファイバー3同士の間隔L(図9参照)が整列用シート14の厚みT(図9参照)と等しくなるように設定されている。これにより、光ファイバー3が上下左右に等間隔で配列された状態が得られることになる。
【0045】
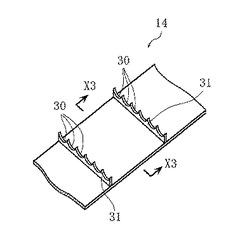
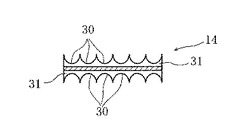
なお、突起16の形状は半球面状に限定されるものではなく、例えば、円錐状、角柱状であってもよい。さらに、突起16に代えて、図10及び図11に示すように、整列用シート14の上下両面に、光ファイバー3が嵌り込む複数の凹部30を備えた支持体31を形成するようにしてもよい。また、突起16に代えて、図12に示すように、整列用シート14の上下両面に、光ファイバー3が嵌り込む複数の凹溝32を形成するようにしてもよい。要は、突起16(図10及び図11の場合は凹部30、図12の場合は凹溝32)により規制される左右方向の光ファイバー3同士の間隔Lが整列用シート14の厚みTと等しくなるような、形状及び間隔であればよい。このような条件を満足していれば、上下左右の光ファイバー3を等間隔で配列させることができるからである。
【0046】
次いで、上記構成の光ファイバーアレイAの製造方法を、図13を参照して説明する。
先ず、実施の形態1に係る光ファイバーシート1を所定枚数(本実施の形態では5枚)準備する。また、整列用シート14となり得る両面接着フィルム材20(図14参照)を所定枚数(本実施の形態では4枚)準備する。なお、この両面接着フィルム材20の両側表面には予め型抜きにより突起列17A,17Bが形成されており、両面接着フィルム材20の両側表面を覆う剥離フィルム21を剥がすことにより、整列用シート14が得られるようになっている。
【0047】
次いで、図13(1)に示すように、光ファイバーシート1を上下方向に積み上げるとともに、上下方向において隣接する光ファイバーシート同士の間に、整列用シート14を介在させる。具体的には、図13(2)に示すU字状の治具22の凹部23に1枚目の光ファイバーシート1を配置し、その1枚目の光ファイバーシート1上で且つ一端部側に1枚目の整列用シート14を載置し、その1枚目の整列用シート14上に2枚目の光ファイバーシート1を載置する。このとき、1枚目の整列用シート14により、上下左右の光ファイバーが等間隔に整列される。
【0048】
図9を参照して、具体的に説明すると、整列用シート14の幅方向(図9左右方向)において隣接する突起16,16により光ファイバーシート1の左右の間隔LがA(mm)に規制される。一方、整列用シート14の厚みTは、光ファイバーの左右の間隔と等しくなるように設定されていることから、光ファイバーの上下の間隔がA(mm)に規制されることになる。従って、1枚目の光ファイバーシート1と2枚目の光ファイバーシート1により構成される上下左右の光ファイバーは等間隔に整列されることになる。なお、この状態においては、整列用シート14の両側表面に塗布された接着剤により、整列された状態で1枚目の光ファイバーシート1と2枚目の光ファイバーシート1はある程度固定された状態となっている。このような状態で加圧される。これにより、1枚目の光ファイバーシート1と2枚目の光ファイバーシート1は固定された状態となる。
【0049】
次いで、2枚目の光ファイバーシート1上に2枚目の整列用シート14を載置し、その2枚目の整列用シート14上に3枚目の光ファイバーシート1を載置する。そして、このような状態で加圧する。以下、同様の処理を5枚目の光ファイバーシート1まで行う。これにより、図13(3)に示すように、一端側において上下左右の光ファイバーが等間隔に整列された光ファイバーアレイAが得られる。そして、光ファイバーアレイAの一端側を通常の接着テープ15で巻き付けて固定する。こうして、図4に示す光ファイバーアレイAが製造される。
【0050】
次いで、光ファイバーアレイAを光ファイバー映像装置に組み付ける。具体的には以下の通りである。
光ファイバーアレイAの一端側がアパーチャ12により固定するとともに、光ファイバーアレイAの一端側を除く残余の部分を分離して、入射面における配列順序を維持したままで互いの間隔を均等に拡大して光ファイバーアレイAの他端側を出射面としてファイバースクリーンの基板13に固定する。なお、アパーチャ12には、複数の光ファイバーアレイAが縦横に配置され、ねじ等により締め付けられて固定される。こうして、本実施の形態に係る光ファイバー映像装置1が作製される。
【0051】
(その他の事項)
【0052】
(1)上記実施の形態においては、光ファイバーアレイは光ファイバー映像装置に用いられたけれども、光学走査ヘッド装置や照明装置等にも用いることができる。
【0053】
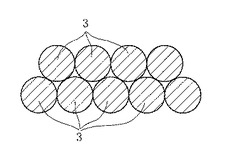
(2)上記実施の形態においては、光ファイバーアレイAは光ファイバー映像装置に用いるために、隣接する光ファイバーシート1同士の間に整列用シート14を介在させたけれども、本発明はこれに限定されるものではない。整列用シート14を用いずに光ファイバーシート1同士をそのまま積み上げて光ファイバーアレイを構成するようにしてもよい。このような構成では、光ファイバー3は図15に示すように俵積みされた状態となり、実施の形態における整山積みに比べて、上下左右の光ファイバーの密度を大きくとることができる。この結果、例えば、光学走査ヘッド装置等に好適に実施することができる。また、例えば、照明源としてLEDを用いた照明装置等においても、好適に実施することができる。
【0054】
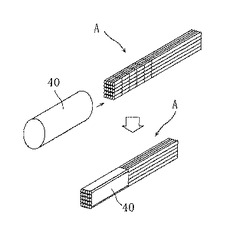
(3)上記実施の形態においては、光ファイバーアレイAの一端側を接着テープで巻き付けて固定したけれども、図16に示すように、熱収縮性フィルム40を光ファイバーアレイAの一端側に装着し、加熱により熱収縮性フィルム40を収縮させて光ファイバーアレイAの一端側を固定するようにしてもよい。
【0055】
(4)上記実施の形態においては、画像投写手段としてはプロジェクタを例示したけれども、液晶表示器、CRT等であってもよい。
【0056】
(5)上記実施の形態においては、上下左右の光ファイバー同士の間隔は等しかったけれども、等しくない構成であってもよい。
【実施例】
【0057】
上記実施の形態1に係る光ファイバーシート1のさらなる具体例を、以下の実施例として詳述する。
(実施例1)
本実施例では、たて糸として、透過性の高い繊維としてポリメチルメタクリレート(PMMA)を主原料とするプラスチック光ファイバー(以後POFと称す)を使用した。
【0058】
具体的には、三菱レイヨン(株)製の直径0.75mmのPOF(エスカCK−30)をたて糸に使用した。
【0059】
本実施例1の光伝送用光ファイバーシートの高い光伝送性と大型画像装置生産工程の画像品位および生産性向上を実現するために、よこ糸はポリウレタン弾性(33dtex/3f,平均直径31μm)を芯糸に使用し市販のナイロン仮撚加工糸(33dtex/10f)を鞘糸とするシングルカパーリング加工糸(Pu33/Ny33)を試作した。
【0060】
試作したシングルカバーリング加工糸(Pu33/Ny33)は5cN張力付加時の糸厚さ(短径)をマイクロスコープ(ソニック(株)製BS−D8000III)で測定した結果は平均63μmであり、最大試験力は引張試験機(島津製作所(株)製オートグラフ)にて測定した結果144cNであり、伸長性としては製織時のたて糸張力である
80cNの伸びが平均83.0%であり、0.1cN付加した時の糸長に対し5cN付加したときの糸長比で測定した伸縮弾性率は平均99.1%であった。
【0061】
実施例1の光伝送用光ファイバーシートはよこ糸を連続的に挿入するニードル織機を使用し、上記たて糸及びよこ糸をたで密度が12本/cm、よこ密度が7本/cm、織物の巾が20mmの規格で試作した。
【0062】
実施例1の光伝送用光ファイバーシートのたて糸間隔をマイクロスコープ(ソニック(株)製BS−D8000III)にて測定した結果は平均61.4μmであり、空隙率は0.082となり大型画像装置への画像品位に影響しないことがわかる。
【0063】
実施例1の光伝送用光ファイバーシートを引張試験機(島津製作所(株)製オートグラフ)にて、織物よこ糸方向の引張試験をした結果、平均強度は473cN/cmであり容易に織物端部が崩れず大型画像装置生産工程で織物形状を保持できることがわかる。
【0064】
実施例1の光伝送用光ファイバーシートを光伝送部材として11inchの映像装置を試作した結果、試作工程での作業性に優れ生産性も高く従来の光伝送部材組み立て工程と比較して作業時間が1/3以下に短縮でき、また試作した映像装置の画像は明るく鮮明であり画像品位は従来の製品より優れていた。
【0065】
(実施例2)
本実施例では実施例1と同様に、光ファイバーとしては三菱レイヨン(株)製の直径0.75mmのPOF(エスカCK−30)をたて糸に使用した。
【0066】
本実施例の光伝送用光ファイバーシートの高い光伝送性と大型画像装置生産工程の画像品位および生産性向上を実現するために、よこ糸は市販のポリウレタン弾性糸(11dtex)を芯糸に使用し市販のナイロン糸(lldtex/7f)を鞘糸とするシングルカバーリング加工糸(Pu17/Ny11)を使用した。
【0067】
試作したシングルカバーリング加工糸(Pu17/Ny11)は5cN張力付加時の糸厚さ(短径)をマイクロスコープ(ソニック(株)製BS−D80000III)で測定した結果は平均44μmであり、最大試験力は引張試験機(島津製作所(株)製オートグラフ)にて測定した結果平均56cNであり、伸長性としては製織時のたて糸張力である50cNのひずみが平均73.0%であり、0.05cN付加した時の糸長に対し2.5cN付加したときの糸長比で測定した伸縮弾性率は平均97.2%であった。
【0068】
実施例2の光伝送用光ファイバーシートはよこ糸を連続的に挿入するニードル織機を使用し、上記たて糸およびよこ糸をたて密度が12本/cm、よこ密度が72本/cm、織物の巾が20mmの規格で試作した。
【0069】
実施例2の光伝送用光ファイバーシートのたて糸間隔をマイクロスコープ(ソニック(株)製BS−D8000III)にて測定した結果は平均50.1μmであり、空隙率は0.067となり大型画像装置への画像品位に影響しないことがわかる。
【0070】
実施例2の光伝送用光ファイバーシートを引張試験機(島津製作所(株)製オートグラフ)にて、織物よこ糸方向の引張試験をした結果、平均強度は2370cN/cmであり容易に織物端部が崩れず大型画像装置生産工程で織物形状を保持できることがわかる。
【0071】
実施例2の光伝送用光ファイバーシートを光伝送部材として11inchの映像装置を試作した結果、試作工程での作業性に優れ生産性も高く従来の工程と比較して作業時間が1/2に短縮でき、また試作した映像装置の画像は明るく鮮明であり画像品位は従来の製品より優れている。
【産業上の利用可能性】
【0072】
本発明に係る光ファイバーアレイは、光ファイバー映像装置、光学走査ヘッド装置、照明装置等に好適に実施される。
【図面の簡単な説明】
【0073】
【図1】光ファイバーシートの構成図。
【図2】実施の形態2に係る光ファイバー映像装置の全体構成を示す斜視図。
【図3】実施の形態2に係る光ファイバー映像装置のアパーチャ正面図。
【図4】光ファイバーアレイAの斜視図。
【図5】光ファイバーアレイAのアパーチャ側の正面図。
【図6】整列用シートの平面図。
【図7】図6のX1−X1線矢視断面図。
【図8】図6のX2−X2線矢視断面図。
【図9】整列用シートによる整列動作を説明するための図。
【図10】整列用シートの変形例を示す斜視図。
【図11】図10のX3−X3線矢視断面図。
【図12】整列用シートの他の変形例を示す斜視図。
【図13】光ファイバーアレイAの製造工程図。
【図14】両面接着フィルム材20の斜視図。
【図15】光ファイバーが俵積みされた状態を示す図。
【図16】光ファイバーアレイAの他の固定方法を示す図。
【図17】従来の光ファイバーアレイの固定方法を示す図。
【符号の説明】
【0074】
A:光ファイバーアレイ 1:光ファイバーシート
2:繊維(よこ糸) 3:光ファイバー(たて糸)
10:光ファイバー映像装置 11:プロジェクタ(画像投写手段)
12:アパーチャ 13:スクリーン基板
14:整列用シート 16:突起
17A,17B:突起列
【技術分野】
【0001】
本発明は、大型映像装置等における光伝送部材として用いられる光ファイバーシート、該光ファイバーシートで構成される光ファイバーアレイ、及び該光ファイバーアレイを備えた光ファイバー映像装置に関する。
【背景技術】
【0002】
光ファイバーを光伝送として使用する大型映像装置は、装置製造時に画像入力部から画像表示部まで光ファイバーを正しく配置する必要がある。具体的には光ファイバーを一本ずつ手作業にて配置しているが、画像入力部で光ファイバーを緻密に配置する作業は困難で熟練を要し、また画像入力部と画像表示部で光ファイバー配置間違えによる画像の乱れが多発している。
この画像の精度向上と作業工程の省力化を目的に、これまでも光ファイバーを緻密に配列する収束技術の研究開発が行われている。
【0003】
この解決策として最も有望な方法が、光ファイバーシートを使用することで作業の省力化を図る提案である。
まず、特許文献1.2に記載されているような熱融着により光ファイバーをシート化する方法がある。
しかし、光ファイバーを光伝送として使用する大型映像装置は光ファイバーの一方を緻密に配列してもう一方を任意の間隔で配列させる必要があるため熱融着シートは分離が困難であり、さらに画像入力部から画像表示部までの空間が狭いため柔軟性に欠ける熱融着したシートは不適である。
【0004】
特許文献3に代表されるように、織物形態を利用して光ファイバーをシート状にする技術も提案されているが、この方法では緻密に配列することが困難であること、さらには光ファイバーが織り構造により屈曲し画像の明度が下がり映像装置の光伝送用部材としては不適であり、作業工程でも織巾が広い場合はユニット製造が不可能であることと配置ミスの修正時間増による作業効率の低下の課題から不適であり、細い巾にカットする場合は端部の処理の課題で緻密な配置が不可能なことと作業効率の低下を招き不適であった。
【0005】
フィルム上にプラスチック光ファイバー等の透過性ストランドを規則的に配列させてシート化する方法が特許文献4に記載されているが、この方法は非生産的であり現実には実現不可能であること、また画像入力部から画像表示部まで光ファイバー配置する作業時にシート端部の光ファイバーが脱落しシートが崩れ作業性に課題があるため、光伝送用部材としては不適である。
【0006】
そこで、上記特許文献1〜4に記載の各先行技術の課題を解決するため、特許文献5に記載されているような、光ファイバーをたて糸として使用し、繊維をよこ糸として使用して編み込んで光ファイバーをシート状にする技術が提案されている。
【0007】
また、光ファイバーを光伝送として使用する大型映像装置において、画像入力部であるアパーチャで多数の光ファイバーを縦横に整列させ収束・固定してアレイ化するために、従来では、図17に示すように、マトリクス状に配列された多数の貫通孔100を備えたケース101を用いていた。即ち、接着剤を塗布した多数の光ファイバー103を、ケース101の貫通孔100に挿入し、接着剤により光ファイバー103をケース101に固定していた。
【特許文献1】特開平5−66311号公報
【特許文献2】特開平6−317716号公報
【特許文献3】実用新案 平成1−166335号公報
【特許文献4】実用新案 昭和59−121647号公報
【特許文献5】特開平3−144507号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
上記特許文献5記載の従来例の光ファイバーシートでは、単によこ糸として繊維を使用したものにすぎず、やはり、たて糸である光ファイバーの密着性が十分でないという課題が存在する。
【0009】
また、図17に示す従来例の光ファイバーアレイでは、以下の課題が存在していた。
【0010】
(1)貫通孔100同士の間隔104を有するため、光ファイバーのピッチが広くなり、光ファイバー密度が小さくなり、鮮明な画像が得られない。
【0011】
(2)光ファイバーを接着剤で固定する方法のため、光ファイバー表面のコーティング層が接着剤で剥離する場合がある。また、接着剤の乾燥に時間を要するので、大型映像装置の製造時間が長くかかる。
【0012】
本発明の目的は、上記した従来技術の問題点を解決し、光ファイバーの密着性を向上した光ファイバーシート、該光ファイバーシートを用いて光ファイバー密度を大きくすると共に、光ファイバーコーティング層の剥離がなく、且つ乾燥時間をなくし製造時間を短縮化した光ファイバーアレイ、及び、該光ファイバーアレイを用いた光ファイバー映像装置を提供することである。
【課題を解決するための手段】
【0013】
上記目的を達成するために本発明のうち請求項1記載の発明は、たて糸とよこ糸とが織り込まれた織物で構成される光伝送用光ファイバーシートであって、光ファイバーをたて糸として使用し、伸縮性を有する繊維をよこ糸として使用したことを特徴とする。
【0014】
上記の如く、伸縮性を有する繊維をよこ糸として使用することにより、光ファイバーの密着性が向上した光ファイバーシートが実現される。
【0015】
請求項2記載の発明は、光ファイバーアレイであって、請求項1記載の光伝送用光ファイバーシートが上下方向に所定枚数積み重ねられ、光ファイバーが上下方向及び左右方向に所定数配列されることを特徴とする。
【0016】
上記構成により、光ファイバー密度の向上した光ファイバーアレイが実現される。
【0017】
請求項3記載の発明は、請求項2記載の光ファイバーアレイであって、前記上下方向に配列された光ファイバー同士の間隔が等しく、且つ、前記左右方向に配列された光ファイバー同士の間隔が等しく、さらに、上下左右の光ファイバーがマトリクス状に整列されることを特徴とする。
【0018】
上記構成により、光ファイバー密度が大きく、光ファイバーコーティング層の剥離がなく、且つ乾燥時間をなくし製造時間を短縮化した光ファイバーアレイが実現される。
【0019】
請求項4記載の発明は、請求項3記載の光ファイバーアレイであって、前記上下方向において隣接する光ファイバーシート同士の間には、上下左右の光ファイバーがマトリクス状になるように光ファイバーを整列させる整列用シートが介装されていることを特徴とする。
【0020】
上記構成により、容易に光ファイバーをマトリクス状に整列させることが可能となる。
【0021】
請求項5記載の発明は、請求項4記載の光ファイバーアレイであって、前記整列用シートの両側表面には、光ファイバーの延在方向に沿って設けられた複数の突起からなる突起列が整列用シートの幅方向に等間隔をあけて複数列形成されており、前記一方の表面側の突起列と、前記他方の表面側の突起列は、前記幅方向においてそれぞれ同一位置に設けられていることを特徴とする。
【0022】
上記構成により、突起を備えた整列用シートを用いるという、簡単な構造で容易に光ファイバーをマトリクス状に整列させることが可能となる。
【0023】
請求項6記載の発明は、請求項3乃至5の何れかに記載の光ファイバーアレイであって、上下左右の光ファイバー同士の間隔が等しいことを特徴とする。
【0024】
請求項7記載の発明は、光ファイバー映像装置であって、請求項3乃至6の何れかに記載の光ファイバーアレイの一端側を画像投写手段の画面に対向して配置して入射面として構成し、前記光ファイバーアレイの一端側を除く残余の部分を分離して、入射面における配列順序を維持したままで互いの間隔を均等に拡大して光ファイバーアレイの他端側を出射面としてファイバースクリーンの基板に固定して構成されることを特徴とする。
【0025】
「画像投写手段」としては、プロジェクタ、液晶表示器、CRT等が含まれる。
上記構成により、画質の良好な光ファイバー映像装置が実現される。
【発明の効果】
【0026】
本発明によれば、光ファイバーの密着性を向上した光ファイバーシートを実現することができる。また、光ファイバー密度を大きくすると共に、光ファイバーコーティング層の剥離がなく、且つ乾燥時間をなくし製造時間を短縮化した光ファイバーアレイ、及び、該光ファイバーアレイを用いた光ファイバー映像装置を実現することができる。
【発明を実施するための最良の形態】
【0027】
以下、本発明を、実施の形態に基づいて詳述する。なお、本発明は、以下の実施の形態に限定されるものではない。
【0028】
以下の実施の形態としは、先ず、光ファイバーシートについて説明し、次いで、該光ファイバーシートを用いて光ファイバーをアレイ状にした光ファイバーアレイを備えた光ファイバー映像装置について説明する。
(実施の形態1)
先ず、本発明に係る光ファイバーシートについて、図1を参照して説明する。
【0029】
本発明に係る光ファイバーシート1は、たて糸とよこ糸とが織り込まれた織物で構成される光伝送用光ファイバーシートであって、光ファイバー3をたて糸として使用し、伸縮性を有する繊維2をよこ糸として使用したことを特徴とする光伝送用光ファイバーシートである。
伸縮性を有する繊維2をよこ糸として使用することにより、たて糸(光ファイバー3)が屈曲することなく緻密に配列されている。
【0030】
換言すれば、本発明の光伝送用光ファイバーシート1を構成するよこ糸は、たて糸の光ファイバーが屈曲することで光の伝送損失が大きくなり大型映像装置の画像品位が下がる現象を防ぐために、伸縮性が高いことが特徴である。
これは、よこ入れ工程の低荷重での伸縮性に優れたよこ糸で織物を構成することにより製織時にたて糸が屈曲せずに織構造を形成することが可能となり、たて糸の光ファイバーの屈曲が少ない織物を作成することが可能となるからであり、理論的にはたて糸がモノフィラメントであるためよこ糸は1.57倍(繊維径を円と仮定した場合の直径と1/2円周長の比)以上の伸長性を有すれば完全なよこ糸屈曲構造、つまりたて糸が全く屈曲しない織り構造が可能になるため、具体的なよこ糸の伸長特性としては製織時のたて糸張力付加時によこ糸の伸び(歪み)が57%以上であることを特徴とする。
【0031】
本発明の光伝送用光ファイバーシート1を構成するよこ糸は、織物製造工程中および大型画像装置の組み立て工程中にたて糸の光ファイバー間隔が大きくなることで大型映像装置の画像品位が下がる現象を防ぐために、伸縮回復特性に優れることが特徴である。
これは、織物製造工程ではたて糸を一定間隔に順序よく配列させる手段としておさを使用するが、これは金属板を一定間隔に配置するため金属板厚だけのスペースが空隙を生じる要因となるため、伸縮回復特性に優れるよこ糸を使用する方法は、該スペースをできる限り少なくする有効な手段の一つである。また、大型画像装置の組み立て工程では光伝送用光ファイバーシート1に引張張力が頻繁に付与され前述の伸長性の高いよこ糸を使用した場合は張力が付与される度にたて糸間に空隙が生じることになり、この空隙を自己収縮で消滅させる有効な手段が伸縮回復特性に優れるよこ糸を使用する方法である。具体的にはよこ糸の伸縮回復特性としてJIS1013 8.11の試験法に準じて測定した伸縮弾性率が90%以上であることを特徴とする。
【0032】
本発明の光伝送用光ファイバーシート1は、大型映像装置に光伝送材である本発明品を組み込む作業工程で作業者が片手で容易に取り扱える500mm以下の巾で、一層のシート形状で構成される。
【0033】
本発明の光伝送用光ファイバーシート1はたて糸にプラスチック光ファイバーを使用することを特徴とし、プラスチック光ファイバーの具体例としてはポリメチルメタクリレート系光ファイバー、ポリエチルアクリレート系光ファイバー、ポリスチレン系光ファイバーがあげられる。もちろん伝送損失が少ないプラスチック光ファイバーはこれらに限定されるわけでない。
【0034】
伝送損失性能および大型画像装置の光伝送材として使用する場合の画像品位および生産性からたて糸に使用する光ファイバーの直径は0.1〜1.0mmの範囲であることが
好ましい。
【0035】
本発明の光伝送用光ファイバーシート1を構成するたて糸は可能な限り隙間無く配列させることが好ましい。具体的にはたて糸の光ファイバー間の空隙とたて糸光ファイバー直径とから下記式で計算される平均空隙率が0.1以下であることが好ましい。
空隙率 = (たて糸の光ファイバー間の空隙)/(たて糸光ファーバー直径)
【0036】
本発明の光伝送用光ファイバーシート1を構成するよこ糸は、たて糸の光ファイバー間隔が大きくなることで大型映像装置の画像品位が下がる現象を防ぐために、みかけの厚みが薄いことを特徴とし、具体的には5cNの張力付加時によこ糸厚みが100μm以下であることが好ましい。
【0037】
本発明の光伝送用光ファイバーシート1のよこ糸密度はたて糸が屈曲せずにかつ光伝送用織物の形状を保持でき、さらには容易に引き裂くことが可能な密度であることが好ましく、具体的にはよこ糸の種類に依存するが6本/cm以上200本/cm以下の密度範囲が最適である。
【0038】
本発明の光伝送用光ファイバーシート1はシャットル織機もしくはニードル織機を使用してよこ糸を切断することなくエンドレスに織り込む場合もある。この方法を採用することによりよこ糸が織物端部を拘束することで光伝送用織物の大型映像装置組み立て加工時にたて糸の光ファイバーが織物から外れることを防止することが可能となり生産性が向上できるだけでなく、また光伝送用織物を配置するときもよこ糸を切断する方式の織物では構造上不可避な耳がないために緻密な配置が可能となり大型映像装置の画像品位向上を可能とする。
【0039】
大型映像装置組み立て加工時には、光伝送用部材が他の部材および光伝送用部材固定装置等に引っかかり破損する現象が多く、工程を確認したところ平均約100cN/cmの力が付与されている。本発明の光伝送用光ファイバーシート1は、平易な取り扱いでは織物端部のたて糸である光ファイバーが分離する等の織物形状が崩れないようによこ糸方向の引張強度が200cN/cm以上あることを特徴としている。
【0040】
(実施の形態2)
図2は実施の形態2に係る光ファイバー映像装置の全体構成を示す斜視図、図3は光ファイバー映像装置のアパーチャ正面図である。
光ファイバー映像装置10は、画像投写手段としてのプロジェクタ11、複数の光ファイバーアレイA(図3参照)、複数の光ファイバーアレイAの一端側の入射面を保持するアパーチャ12、及び、複数の光ファイバーアレイAの他端側の出射面を構成するスクリーン基板13を備えている。
【0041】
アパーチャ12は、図3に示すように、複数の光ファイバーアレイAの入射面側を格子状に集束して保持する。アパーチャ12に保持された各光ファイバーアレイAの入射面は、映像を投影するプロジェクタ11に対向して近接した位置に配置される。スクリーン基板13は、各光ファイバーアレイAの出射面側を、アパーチャ12における入射面側の光ファイバー3の配列順序を維持したまま、光ファイバー3の互いの間隔を拡大して保持する。これによって、光ファイバー映像装置10は、プロジェクタ11が投影した映像をスクリーン基板13において拡大して表示することができる。
【0042】
図4は光ファイバーアレイAの斜視図、図5は光ファイバーアレイAのアパーチャ側の正面図、図6は整列用シートの平面図、図7は図6のX1−X1線矢視断面図、図8は図6のX2−X2線矢視断面図である。
光ファイバーアレイAは、実施の形態1の光ファイバーシート1を用いて構成されている。即ち、光ファイバーアレイAは、複数枚の光ファイバーシート1が上下方向に積層状に配置されるとともに、該上下方向において隣接する光ファイバーシート1同士の間には、上下左右の光ファイバーを等間隔に整列させるための整列用シート14が介在されて構成されている。この整列用シート14により、光ファイバーアレイAの入射側端部は、図5に示すように、多数の光ファイバーが整山積された状態(換言すれば、光ファイバーが上下左右に等間隔で配列され状態)となっている。そして、光ファイバーアレイAの入射側となる一端部側は、接着テープ15で巻き付けられて光ファイバーの整列状態が保持されている。なお、整列用シート14は、光ファイバーアレイAの入射側となる一端部側にのみ介在されている。これは、整列用シート14により光ファイバーを整列状態にする必要があるのは、光ファイバーアレイAの入射側のみで充分だからである。
【0043】
整列用シート14は、PET(ポリエチレンテレフタレート)から成り、両側表面には予め接着剤が塗布されている。また、整列用シート14の両側表面には、図6に示すように、光ファイバーの延在方向に沿って設けられた複数の半球面状の突起16からなる突起列17A,17Bが整列用シートの幅方向に等間隔をあけて複数列形成されている。そして、一方の表面側の突起列17Aと、他方の表面側の突起列17Bは、整列用シート14の幅方向(図7の左右方向)においてそれぞれ同一位置に設けられている。なお、上側の突起16と下側突起16とは、図8に示すように、光ファイバーの延在方向に沿って交互に形成されている。これは、例えばトムソン型などの型抜き加工により突起16を形成するようにしていることによる。
【0044】
また、突起16同士の間隔は、突起16により規制される左右方向の光ファイバー3同士の間隔L(図9参照)が整列用シート14の厚みT(図9参照)と等しくなるように設定されている。これにより、光ファイバー3が上下左右に等間隔で配列された状態が得られることになる。
【0045】
なお、突起16の形状は半球面状に限定されるものではなく、例えば、円錐状、角柱状であってもよい。さらに、突起16に代えて、図10及び図11に示すように、整列用シート14の上下両面に、光ファイバー3が嵌り込む複数の凹部30を備えた支持体31を形成するようにしてもよい。また、突起16に代えて、図12に示すように、整列用シート14の上下両面に、光ファイバー3が嵌り込む複数の凹溝32を形成するようにしてもよい。要は、突起16(図10及び図11の場合は凹部30、図12の場合は凹溝32)により規制される左右方向の光ファイバー3同士の間隔Lが整列用シート14の厚みTと等しくなるような、形状及び間隔であればよい。このような条件を満足していれば、上下左右の光ファイバー3を等間隔で配列させることができるからである。
【0046】
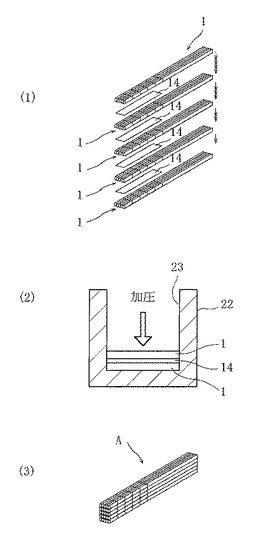
次いで、上記構成の光ファイバーアレイAの製造方法を、図13を参照して説明する。
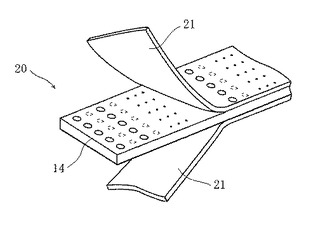
先ず、実施の形態1に係る光ファイバーシート1を所定枚数(本実施の形態では5枚)準備する。また、整列用シート14となり得る両面接着フィルム材20(図14参照)を所定枚数(本実施の形態では4枚)準備する。なお、この両面接着フィルム材20の両側表面には予め型抜きにより突起列17A,17Bが形成されており、両面接着フィルム材20の両側表面を覆う剥離フィルム21を剥がすことにより、整列用シート14が得られるようになっている。
【0047】
次いで、図13(1)に示すように、光ファイバーシート1を上下方向に積み上げるとともに、上下方向において隣接する光ファイバーシート同士の間に、整列用シート14を介在させる。具体的には、図13(2)に示すU字状の治具22の凹部23に1枚目の光ファイバーシート1を配置し、その1枚目の光ファイバーシート1上で且つ一端部側に1枚目の整列用シート14を載置し、その1枚目の整列用シート14上に2枚目の光ファイバーシート1を載置する。このとき、1枚目の整列用シート14により、上下左右の光ファイバーが等間隔に整列される。
【0048】
図9を参照して、具体的に説明すると、整列用シート14の幅方向(図9左右方向)において隣接する突起16,16により光ファイバーシート1の左右の間隔LがA(mm)に規制される。一方、整列用シート14の厚みTは、光ファイバーの左右の間隔と等しくなるように設定されていることから、光ファイバーの上下の間隔がA(mm)に規制されることになる。従って、1枚目の光ファイバーシート1と2枚目の光ファイバーシート1により構成される上下左右の光ファイバーは等間隔に整列されることになる。なお、この状態においては、整列用シート14の両側表面に塗布された接着剤により、整列された状態で1枚目の光ファイバーシート1と2枚目の光ファイバーシート1はある程度固定された状態となっている。このような状態で加圧される。これにより、1枚目の光ファイバーシート1と2枚目の光ファイバーシート1は固定された状態となる。
【0049】
次いで、2枚目の光ファイバーシート1上に2枚目の整列用シート14を載置し、その2枚目の整列用シート14上に3枚目の光ファイバーシート1を載置する。そして、このような状態で加圧する。以下、同様の処理を5枚目の光ファイバーシート1まで行う。これにより、図13(3)に示すように、一端側において上下左右の光ファイバーが等間隔に整列された光ファイバーアレイAが得られる。そして、光ファイバーアレイAの一端側を通常の接着テープ15で巻き付けて固定する。こうして、図4に示す光ファイバーアレイAが製造される。
【0050】
次いで、光ファイバーアレイAを光ファイバー映像装置に組み付ける。具体的には以下の通りである。
光ファイバーアレイAの一端側がアパーチャ12により固定するとともに、光ファイバーアレイAの一端側を除く残余の部分を分離して、入射面における配列順序を維持したままで互いの間隔を均等に拡大して光ファイバーアレイAの他端側を出射面としてファイバースクリーンの基板13に固定する。なお、アパーチャ12には、複数の光ファイバーアレイAが縦横に配置され、ねじ等により締め付けられて固定される。こうして、本実施の形態に係る光ファイバー映像装置1が作製される。
【0051】
(その他の事項)
【0052】
(1)上記実施の形態においては、光ファイバーアレイは光ファイバー映像装置に用いられたけれども、光学走査ヘッド装置や照明装置等にも用いることができる。
【0053】
(2)上記実施の形態においては、光ファイバーアレイAは光ファイバー映像装置に用いるために、隣接する光ファイバーシート1同士の間に整列用シート14を介在させたけれども、本発明はこれに限定されるものではない。整列用シート14を用いずに光ファイバーシート1同士をそのまま積み上げて光ファイバーアレイを構成するようにしてもよい。このような構成では、光ファイバー3は図15に示すように俵積みされた状態となり、実施の形態における整山積みに比べて、上下左右の光ファイバーの密度を大きくとることができる。この結果、例えば、光学走査ヘッド装置等に好適に実施することができる。また、例えば、照明源としてLEDを用いた照明装置等においても、好適に実施することができる。
【0054】
(3)上記実施の形態においては、光ファイバーアレイAの一端側を接着テープで巻き付けて固定したけれども、図16に示すように、熱収縮性フィルム40を光ファイバーアレイAの一端側に装着し、加熱により熱収縮性フィルム40を収縮させて光ファイバーアレイAの一端側を固定するようにしてもよい。
【0055】
(4)上記実施の形態においては、画像投写手段としてはプロジェクタを例示したけれども、液晶表示器、CRT等であってもよい。
【0056】
(5)上記実施の形態においては、上下左右の光ファイバー同士の間隔は等しかったけれども、等しくない構成であってもよい。
【実施例】
【0057】
上記実施の形態1に係る光ファイバーシート1のさらなる具体例を、以下の実施例として詳述する。
(実施例1)
本実施例では、たて糸として、透過性の高い繊維としてポリメチルメタクリレート(PMMA)を主原料とするプラスチック光ファイバー(以後POFと称す)を使用した。
【0058】
具体的には、三菱レイヨン(株)製の直径0.75mmのPOF(エスカCK−30)をたて糸に使用した。
【0059】
本実施例1の光伝送用光ファイバーシートの高い光伝送性と大型画像装置生産工程の画像品位および生産性向上を実現するために、よこ糸はポリウレタン弾性(33dtex/3f,平均直径31μm)を芯糸に使用し市販のナイロン仮撚加工糸(33dtex/10f)を鞘糸とするシングルカパーリング加工糸(Pu33/Ny33)を試作した。
【0060】
試作したシングルカバーリング加工糸(Pu33/Ny33)は5cN張力付加時の糸厚さ(短径)をマイクロスコープ(ソニック(株)製BS−D8000III)で測定した結果は平均63μmであり、最大試験力は引張試験機(島津製作所(株)製オートグラフ)にて測定した結果144cNであり、伸長性としては製織時のたて糸張力である
80cNの伸びが平均83.0%であり、0.1cN付加した時の糸長に対し5cN付加したときの糸長比で測定した伸縮弾性率は平均99.1%であった。
【0061】
実施例1の光伝送用光ファイバーシートはよこ糸を連続的に挿入するニードル織機を使用し、上記たて糸及びよこ糸をたで密度が12本/cm、よこ密度が7本/cm、織物の巾が20mmの規格で試作した。
【0062】
実施例1の光伝送用光ファイバーシートのたて糸間隔をマイクロスコープ(ソニック(株)製BS−D8000III)にて測定した結果は平均61.4μmであり、空隙率は0.082となり大型画像装置への画像品位に影響しないことがわかる。
【0063】
実施例1の光伝送用光ファイバーシートを引張試験機(島津製作所(株)製オートグラフ)にて、織物よこ糸方向の引張試験をした結果、平均強度は473cN/cmであり容易に織物端部が崩れず大型画像装置生産工程で織物形状を保持できることがわかる。
【0064】
実施例1の光伝送用光ファイバーシートを光伝送部材として11inchの映像装置を試作した結果、試作工程での作業性に優れ生産性も高く従来の光伝送部材組み立て工程と比較して作業時間が1/3以下に短縮でき、また試作した映像装置の画像は明るく鮮明であり画像品位は従来の製品より優れていた。
【0065】
(実施例2)
本実施例では実施例1と同様に、光ファイバーとしては三菱レイヨン(株)製の直径0.75mmのPOF(エスカCK−30)をたて糸に使用した。
【0066】
本実施例の光伝送用光ファイバーシートの高い光伝送性と大型画像装置生産工程の画像品位および生産性向上を実現するために、よこ糸は市販のポリウレタン弾性糸(11dtex)を芯糸に使用し市販のナイロン糸(lldtex/7f)を鞘糸とするシングルカバーリング加工糸(Pu17/Ny11)を使用した。
【0067】
試作したシングルカバーリング加工糸(Pu17/Ny11)は5cN張力付加時の糸厚さ(短径)をマイクロスコープ(ソニック(株)製BS−D80000III)で測定した結果は平均44μmであり、最大試験力は引張試験機(島津製作所(株)製オートグラフ)にて測定した結果平均56cNであり、伸長性としては製織時のたて糸張力である50cNのひずみが平均73.0%であり、0.05cN付加した時の糸長に対し2.5cN付加したときの糸長比で測定した伸縮弾性率は平均97.2%であった。
【0068】
実施例2の光伝送用光ファイバーシートはよこ糸を連続的に挿入するニードル織機を使用し、上記たて糸およびよこ糸をたて密度が12本/cm、よこ密度が72本/cm、織物の巾が20mmの規格で試作した。
【0069】
実施例2の光伝送用光ファイバーシートのたて糸間隔をマイクロスコープ(ソニック(株)製BS−D8000III)にて測定した結果は平均50.1μmであり、空隙率は0.067となり大型画像装置への画像品位に影響しないことがわかる。
【0070】
実施例2の光伝送用光ファイバーシートを引張試験機(島津製作所(株)製オートグラフ)にて、織物よこ糸方向の引張試験をした結果、平均強度は2370cN/cmであり容易に織物端部が崩れず大型画像装置生産工程で織物形状を保持できることがわかる。
【0071】
実施例2の光伝送用光ファイバーシートを光伝送部材として11inchの映像装置を試作した結果、試作工程での作業性に優れ生産性も高く従来の工程と比較して作業時間が1/2に短縮でき、また試作した映像装置の画像は明るく鮮明であり画像品位は従来の製品より優れている。
【産業上の利用可能性】
【0072】
本発明に係る光ファイバーアレイは、光ファイバー映像装置、光学走査ヘッド装置、照明装置等に好適に実施される。
【図面の簡単な説明】
【0073】
【図1】光ファイバーシートの構成図。
【図2】実施の形態2に係る光ファイバー映像装置の全体構成を示す斜視図。
【図3】実施の形態2に係る光ファイバー映像装置のアパーチャ正面図。
【図4】光ファイバーアレイAの斜視図。
【図5】光ファイバーアレイAのアパーチャ側の正面図。
【図6】整列用シートの平面図。
【図7】図6のX1−X1線矢視断面図。
【図8】図6のX2−X2線矢視断面図。
【図9】整列用シートによる整列動作を説明するための図。
【図10】整列用シートの変形例を示す斜視図。
【図11】図10のX3−X3線矢視断面図。
【図12】整列用シートの他の変形例を示す斜視図。
【図13】光ファイバーアレイAの製造工程図。
【図14】両面接着フィルム材20の斜視図。
【図15】光ファイバーが俵積みされた状態を示す図。
【図16】光ファイバーアレイAの他の固定方法を示す図。
【図17】従来の光ファイバーアレイの固定方法を示す図。
【符号の説明】
【0074】
A:光ファイバーアレイ 1:光ファイバーシート
2:繊維(よこ糸) 3:光ファイバー(たて糸)
10:光ファイバー映像装置 11:プロジェクタ(画像投写手段)
12:アパーチャ 13:スクリーン基板
14:整列用シート 16:突起
17A,17B:突起列
【特許請求の範囲】
【請求項1】
たて糸とよこ糸とが織り込まれた織物で構成される光伝送用光ファイバーシートであって、
光ファイバーをたて糸として使用し、伸縮性を有する繊維をよこ糸として使用したことを特徴とする光伝送用光ファイバーシート。
【請求項2】
請求項1記載の光伝送用光ファイバーシートが上下方向に所定枚数積み重ねられ、光ファイバーが上下方向及び左右方向に所定数配列されることを特徴とする光ファイバーアレイ。
【請求項3】
前記上下方向に配列された光ファイバー同士の間隔が等しく、且つ、前記左右方向に配列された光ファイバー同士の間隔が等しく、さらに、上下左右の光ファイバーがマトリクス状に整列されることを特徴とする請求項2記載の光ファイバーアレイ。
【請求項4】
前記上下方向において隣接する光ファイバーシート同士の間には、上下左右の光ファイバーがマトリクス状になるように光ファイバーを整列させる整列用シートが介装されていることを特徴とする請求項3記載の光ファイバーアレイ。
【請求項5】
前記整列用シートの両側表面には、光ファイバーの延在方向に沿って設けられた複数の突起からなる突起列が整列用シートの幅方向に等間隔をあけて複数列形成されており、
前記一方の表面側の突起列と、前記他方の表面側の突起列は、前記幅方向においてそれぞれ同一位置に設けられていることを特徴とする請求項4記載の光ファイバーアレイ。
【請求項6】
上下左右の光ファイバー同士の間隔が等しいことを特徴とする請求項3乃至5の何れかに記載の光ファイバーアレイ。
【請求項7】
請求項3乃至6の何れかに記載の光ファイバーアレイの一端側を画像投写手段の画面に対向して配置して入射面として構成し、前記光ファイバーアレイの一端側を除く残余の部分を分離して、入射面における配列順序を維持したままで互いの間隔を均等に拡大して光ファイバーアレイの他端側を出射面としてファイバースクリーンの基板に固定して構成されることを特徴とする光ファイバー映像装置。
【請求項1】
たて糸とよこ糸とが織り込まれた織物で構成される光伝送用光ファイバーシートであって、
光ファイバーをたて糸として使用し、伸縮性を有する繊維をよこ糸として使用したことを特徴とする光伝送用光ファイバーシート。
【請求項2】
請求項1記載の光伝送用光ファイバーシートが上下方向に所定枚数積み重ねられ、光ファイバーが上下方向及び左右方向に所定数配列されることを特徴とする光ファイバーアレイ。
【請求項3】
前記上下方向に配列された光ファイバー同士の間隔が等しく、且つ、前記左右方向に配列された光ファイバー同士の間隔が等しく、さらに、上下左右の光ファイバーがマトリクス状に整列されることを特徴とする請求項2記載の光ファイバーアレイ。
【請求項4】
前記上下方向において隣接する光ファイバーシート同士の間には、上下左右の光ファイバーがマトリクス状になるように光ファイバーを整列させる整列用シートが介装されていることを特徴とする請求項3記載の光ファイバーアレイ。
【請求項5】
前記整列用シートの両側表面には、光ファイバーの延在方向に沿って設けられた複数の突起からなる突起列が整列用シートの幅方向に等間隔をあけて複数列形成されており、
前記一方の表面側の突起列と、前記他方の表面側の突起列は、前記幅方向においてそれぞれ同一位置に設けられていることを特徴とする請求項4記載の光ファイバーアレイ。
【請求項6】
上下左右の光ファイバー同士の間隔が等しいことを特徴とする請求項3乃至5の何れかに記載の光ファイバーアレイ。
【請求項7】
請求項3乃至6の何れかに記載の光ファイバーアレイの一端側を画像投写手段の画面に対向して配置して入射面として構成し、前記光ファイバーアレイの一端側を除く残余の部分を分離して、入射面における配列順序を維持したままで互いの間隔を均等に拡大して光ファイバーアレイの他端側を出射面としてファイバースクリーンの基板に固定して構成されることを特徴とする光ファイバー映像装置。
【図1】


【図2】
【図3】
【図4】

【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】

【図13】
【図14】
【図15】
【図16】
【図17】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【公開番号】特開2009−98165(P2009−98165A)
【公開日】平成21年5月7日(2009.5.7)
【国際特許分類】
【出願番号】特願2007−266503(P2007−266503)
【出願日】平成19年10月12日(2007.10.12)
【出願人】(592029256)福井県 (122)
【出願人】(304036031)津谷織物株式会社 (5)
【出願人】(000000309)IDEC株式会社 (188)
【Fターム(参考)】
【公開日】平成21年5月7日(2009.5.7)
【国際特許分類】
【出願日】平成19年10月12日(2007.10.12)
【出願人】(592029256)福井県 (122)
【出願人】(304036031)津谷織物株式会社 (5)
【出願人】(000000309)IDEC株式会社 (188)
【Fターム(参考)】
[ Back to top ]