
光ファイバーセンサユニットの製造方法及び光ファイバーセンサユニット
【課題】投光用光ファイバーと受光用光ファイバーの先端を収容保持するファイバーホルダを保護チューブの先端内部に確実に固定すると共に、先端部に接する液体の有無を確実に検出する光ファイバーセンサユニットの製造方法を提供する。
【解決手段】チューブ101と、チューブの先端に挿入された光ファイバーホルダ112を備えると共に、チューブの先端を封止する封止部材106を当該チューブの先端に液密状態となるように融着した光ファイバーセンサユニットの製造方法において、封止部材をチューブに融着するにあたって、封止部材の融着後の外形形状と合致したキャビティ104bを有する金型104を用意し、キャビティに合致する外形形状を有する溶融前の封止部材をキャビティ内に収容し、キャビティを加熱すると共に封止部材が完全溶融する前に封止部材をチューブに融着させる。
【解決手段】チューブ101と、チューブの先端に挿入された光ファイバーホルダ112を備えると共に、チューブの先端を封止する封止部材106を当該チューブの先端に液密状態となるように融着した光ファイバーセンサユニットの製造方法において、封止部材をチューブに融着するにあたって、封止部材の融着後の外形形状と合致したキャビティ104bを有する金型104を用意し、キャビティに合致する外形形状を有する溶融前の封止部材をキャビティ内に収容し、キャビティを加熱すると共に封止部材が完全溶融する前に封止部材をチューブに融着させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、投光用光ファイバーと受光用光ファイバーを用いて液面レベルを光学的に検出する光ファイバーセンサユニットの製造方法及びこの製造方法により製造された光ファイバーセンサユニットに関する。
【背景技術】
【0002】
例えば薬液タンク内の薬液の液面レベルを光学的に検出する光ファイバーセンサユニットとして、投光用光ファイバーと受光用光ファイバーを平行配置すると共に、先端部が円錐形状に封止されたフッ素樹脂部材からなる保護チューブでこれらのファイバーを被覆した構造のものが知られている(例えば、特許文献1参照)。
【0003】
この光ファイバーセンサユニットは、投光用光ファイバー及び受光用光ファイバーの先端を樹脂ケースに保持した状態で収容し、この樹脂ケースを保護チューブの先端内部に貫通させた状態でカシメて固定し、投光用光ファイバーから出射された検出光を保護チューブの先端内面において受光用光ファイバーに光学的に結合させている。
【0004】
かかる光ファイバーセンサユニットは、先端部が円錐形状のプリズム部(以下「円錐プリズム部材」という)をなしており、この円錐プリズム部材が空気中にあるときには投光用光ファイバーから出射された光が円錐プリズム部材内で反射して受光用光ファイバーへ入射する。一方、円錐プリズム部材が液中にあるときには投光用光ファイバーから出射された光の大部分が円錐プリズム部材を透過して液中に向かうため受光用光ファイバーの受光量が大幅に低下する。そのため、受光用光ファイバーからの光の量の変化を電気的に検知することにより、光ファイバーセンサユニットの先端部が空気中に存在するか或いは液中に沈んでいるかを判別して、液面のレベルを検出するようになっている。
【0005】
この光ファイバーセンサユニットの製造方法として、例えば従来から図5(a)〜(e)及び図6(a)〜(d)に示すような製造方法が実施されている。なお、図5及び図6は、重力の作用方向で見て右側が下方を示し、左側が上方を示している。以下、この製造方法を図面に基づいて説明する。
【0006】
先ず、耐薬品性に優れた例えばフッ素系樹脂部材からなる保護チューブ201の上端開口部から金属棒202を挿入する(図5(a)参照)。次に、保護チューブ201の先端部201aに検出部材を形成する。検出部材形成用の金型204は水平に設置されており、上面204aに例えば円錐形状の凹部204bが形成され、開口部204cに保護チューブ201の先端部201aが僅かに挿入可能とされている(図5(b)参照)。
【0007】
次いで、金型204の凹部204b内に耐薬品性に優れたフッ素系樹脂部材205を投入し、金型204を加熱して溶融した円錐形状をなしプリズムの機能を有する検出部材(以下「円錐プリズム部材」という)206を形成させる(図5(c)参照)。
【0008】
次いで、保護チューブ201の先端部201aを金型204の開口部204cに挿入して溶融した円錐プリズム部材206に押し付け、保護チューブ201の先端部201aを円錐プリズム部材206の平面部206aに溶融接合する(図5(d)参照)。
【0009】
次いで、図5(e)に示すエアーAの吹き付け等によって金型204を冷却することで、溶融した円錐プリズム部材206を固化させる(図5(e)参照)。
【0010】
このように金型204を冷却して円錐プリズム部材206を固化した後に保護チューブ201を金型204から取り外し、保護チューブ201から金属棒202を引き抜く。このようにして、先端部201aに検出部材206が液密に接合された保護チューブ201を形成する(図5(f)参照)。
【0011】
次いで、投光用光ファイバー207と受光用光ファイバー208の各先端部を固定した状態で収容したファイバーホルダ209を保護チューブ201の上端開口部側から挿入し(図6(a)参照)、その先端面209aを円錐プリズム部材206の平面部206aに当接させる(図6(b)参照)。この状態において投光用光ファイバー207、受光用光ファイバー208の各先端面が円錐プリズム部材206の平面部206aに当接している。
【0012】
次いで、円錐プリズム部材206の先端側からフッ素系樹脂部材で形成された抜け止めリング210(図6(c)参照)を挿入してファイバーホルダ209の後端部を通り抜けた直後の近傍位置で止め、抜け止めリング210を加熱して熱収縮させ、保護チューブ201を縮径させて熱カシメし、ファイバーホルダ209を保護チューブ201内の所望の位置に固定する(図6(d)参照)。このようにして光ファイバーセンサユニット2が形成される。
【特許文献1】特開2002−131115号公報(3頁、図2)
【発明の開示】
【発明が解決しようとする課題】
【0013】
しかしながら、このような光ファイバーセンサユニット2を製造する場合、保護チューブ201の先端部201aに円錐プリズム部材206を溶融接続する際に保護チューブ201内に金属棒202を着脱する工程(図5に示す工程)と、保護チューブ201内に投光用光ファイバー207と受光用光ファイバー208の先端部を固定した状態で収容したファイバーホルダ209を挿入する工程(図6に示す工程)の2つの工程を必要とし、製造作業に時間がかかるという問題がある。
【0014】
更に、ただでさえ帯電し易いテフロン(登録商標)材でゴミを吸着し易いため、長い距離の挿入及び挿入方向に起因するファイバー検出端へのゴミの集積が生じる懸念もある。
【0015】
また、液面検出センサを装着する対象物(装置)によっては保護チューブ201を挿入する穴径をできるだけ小さくして保護チューブ201と挿入穴との間の隙間をできる限り小さくした状態で装着することが求められる場合がある。このような仕様においては、抜け止めリング210を図6(d)に示すような態様で使用した場合、少なくとも抜け止めリング210の外径分だけ穴径を大きくしなければならず、液面検出センサの取付けが困難になることがある。
【0016】
更に、フッ素系樹脂部材からなる抜け止めリング210により熱カシメして保護チューブ201を縮径させてファイバーホルダ209を保護チューブ201内に固定するため、熱カシメが経年変化等により緩んでくると、ファイバーホルダ209が保護チューブ201内でガタ付いたり、場合によってはファイバーホルダ209が保護チューブ201から抜け出たりするおそれがある。
【0017】
そして、ファイバーホルダ209が保護チューブ201内でガタ付いた場合には投光用光ファイバー207、受光用光ファイバー208の先端面と円錐プリズム部材206の平面部206aとの光結合が変化して検出誤差や検出不良等の性能劣化の原因となる。また、ファイバーホルダ209が保護チューブ201から抜け出した場合には検出不能となる。
【0018】
なお、特許文献1の図2にも保護チューブの樹脂ケースの後端部近傍を熱カシメして保護チューブを収縮させ、樹脂ケースを保護チューブ内に固定する方法が記載されているが、この場合も上述と同様の不具合を発生するおそれがある。熱カシメにより保護チューブ内にファイバーホルダを固定する方法については従来から様々な対策が施されているが、何れの場合においても上述したように熱カシメ部の緩みを生じるおそれがある。
【0019】
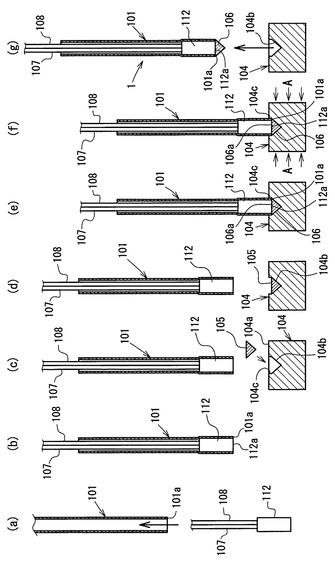
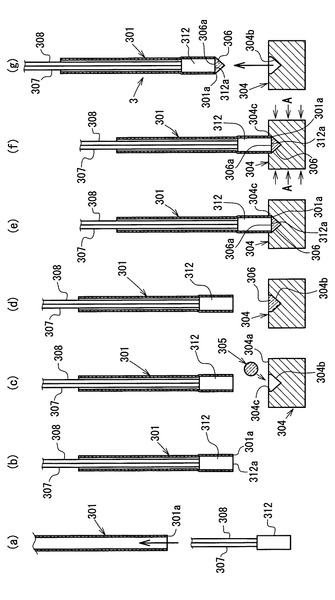
そのため、図7に示す光ファイバーセンサユニット3の製造方法が本発明の関連発明として提案されている。以下、この関連発明を図面に基づいて説明する。なお、図5及び図6と同様の構成については対応する符号を付して詳細な説明を省略する。
【0020】
光ファイバーセンサユニット3を製造するにあたって、最初にフッ素系樹脂部材からなり内部に投光用光ファイバー307と受光用光ファイバー308を挿通した状態で収容する保護チューブ301を用意する(図7(a)参照)。
【0021】
次いで、この保護チューブ301の耐熱温度よりも十分高い耐熱温度を有し、外周面の少なくとも一部に保護チューブ301の内径よりも大きい外径の圧入部が形成された耐熱部材からなるファイバーホルダ312を用意し、このファイバーホルダ312に各光ファイバー307,308の各一側端部を収容した状態で固定する(図7(a)参照)。
【0022】
次いで、保護チューブ301の一側開口端部301aから各光ファイバーの他側端部を挿入し、かつファイバーホルダ312を保護チューブ301の一側開口端部301aに圧入する(図7(b)参照)。
【0023】
次いで、フッ素系樹脂部材からなり保護チューブ301の一側開口端部301aに投光用光ファイバー307から投光された光を受光用光ファイバー308に導く光路を形成する検出部材306を液密状態に接合する(図7(c)〜(f)参照)。
【0024】
この接合作業を行うにあたっては次の手順で行う。まず、水平に設置されかつ上面304aの所定位置に円錐形状の凹部304bが形成された検出部材形成用の金型304を用意する(図7(c)参照)。なお、凹部304bの開口部304cは、ファイバーホルダ312が圧入されて外径が僅かに拡径した保護チューブ301の一側開口端部301aが所定の長さ(数ミリメートル程度)にかつ僅かな隙間を介して入出可能に嵌挿される穴径とされている。
【0025】
そして、金型304の凹部304b内に耐薬品性に優れかつ透明なフッ素系樹脂部材305を投入して金型304を加熱する(図7(c)参照)。これによって、フッ素系樹脂部材305は溶融し、円錐形状をなしプリズムの機能を有する検出部材(以下「円錐プリズム部材」という)306を形成する(図7(d)参照)。
【0026】
次いで、保護チューブ301の一側開口端部301aを金型304の開口部304c内に垂直に挿入し、溶融した円錐プリズム部材306に押し付け、保護チューブ301の一側開口端部301aを円錐プリズム部材306の平面部(後面)306aの周縁部に溶融接合する(図7(e)参照)。
【0027】
次いで、図7(f)に示すエアーAの吹き付け等によって金型304を冷却することで円錐プリズム部材306を固化させた後、保護チューブ301を金型304から引き離す(図7(g)参照)。このようにして一端開口端部301aに円錐プリズム部材306が液密に接合された保護チューブ301を形成させる。
【0028】
そして、保護チューブ301の外周面に付着した円錐プリズム部材306の残余の樹脂部材を必要に応じ削り取って、円錐プリズム部材306が投受光用光ファイバー307,308のための適切な光路を形成するようにする。
【0029】
このような光ファイバーセンサユニット3の製造方法によると、上述した従来の光ファイバーセンサユニット2の製造方法の欠点であるファイバーホルダが保護チューブ内でガタ付いたり、保護チューブから抜け出したりするのを確実に防止することができる。
【0030】
また、フッ素樹脂系の保護チューブ301の一側開口端部301aと円錐プリズム部材306とは溶融接合により液密に接合され、ファイバーホルダ312の耐熱温度が保護チューブ301の耐熱温度よりも高いことで、保護チューブ301と円錐プリズム部材306とを溶融接合する際にファイバーホルダ312が溶融するのを防止することができる。
【0031】
また、保護チューブ301の一側開口端部301aと円錐プリズム部材306とを接合する際、少なくとも保護チューブ301の接合すべき一側開口端部301a及びその近傍を溶融している円錐プリズム部材306に垂直に押し付ければ良く、保護チューブ301の残余の部分が垂れ下がったり曲がったりしても問題なくなる。
【0032】
これによって、上述した従来の光ファイバーセンサユニット2の製造方法とは異なり、製造工程における作業性の向上及び高さ方向の空間部を高くする必要が無くなり、作業環境の省スペース化を図ることが可能となる。
【0033】
しかしながら、本発明に関連する新たに提案された光ファイバーセンサユニット3の製造方法を実施した場合、金型304の凹部304bに収容したフッ素系樹脂部材305を均一に溶融するまで加熱すると、フッ素系樹脂部材305が溶融して円錐プリズム部材306となった時に体積膨張が発生する(図8(a)の点線のハッチングで示す溶融したフッ素系樹脂部材305a参照)。そして、円錐プリズム部材306に保護チューブ301を融着した後、金型304を常温まで冷やすと、保護チューブ301と円錐プリズム部材306との融着後に冷却により円錐プリズム部材自体の体積収縮即ち樹指のひけが発生する。この一旦体積膨張が生じた後の体積収縮(樹脂のひけ)により、レンズ315,316や投受光用ファイバー307,308とファイバーホルダ312との間に形成された隙間を介して保護チューブ301の導出側から空気が流入し(図8(b)の矢印で示す空気の流れ参照)、ファイバーホルダ312の端面312aと円錐プリズム部材306との間に気泡が発生してしまうことがある(図8(c)に示す気泡306c参照)。このような気泡の発生により、投光用光ファイバー307のレンズ315から出射された検出光の光路が変化してしまい、検出すべき対象物である液体の有無を正確に判断できなくなるおそれがある。
【0034】
本発明の目的は、投光用光ファイバーと受光用光ファイバーの先端を保持した状態で収容するファイバーホルダを保護チューブの先端内部に確実に固定すると共に、保護チューブ先端部に接する液体の有無を確実に検出する光ファイバーセンサユニットの製造方法及びこの製造方法により製造された光ファイバーセンサユニットを提供することにある。
【課題を解決するための手段】
【0035】
本発明の請求項1に記載の光ファイバーセンサユニットの製造方法は、
チューブと、前記チューブの先端に挿入された光ファイバーホルダを備えると共に、前記チューブの先端を封止する封止部材を当該チューブの先端に液密状態となるように融着した光ファイバーセンサユニットの製造方法において、
前記封止部材を前記チューブに融着するにあたって、
前記封止部材の融着後の外形形状と合致したキャビティを有する金型を用意し、
前記キャビティに合致する外形形状を有する溶融前の封止部材を当該キャビティ内に収容し、
前記キャビティを加熱すると共に前記封止部材が完全溶融する前に当該封止部材を前記チューブに融着させることを特徴としている。
【0036】
光ファイバーセンサユニットをこのような製造方法で製造することで、キャビティに収容された封止部材がキャビティの加熱時に全て溶融することなくキャビティに接した領域及びその近傍のみ溶融するようになる。その結果、封止部材の溶融した領域がチューブの端部に融着すると共に、溶融していない残余の領域は金型を冷却しても熱収縮を起こさず、封止部材のファイバーホルダと接する領域に気泡を生じさせることなくファイバーホルダの端面と密着したままとなる。これによって、信頼性の高い光ファイバーセンサユニットを製造することができる。
【0037】
また、本発明の請求項2に記載の光ファイバーセンサユニットの製造方法は、請求項1に記載の光ファイバーセンサユニットの製造方法において、
前記チューブ及び封止部材はフッ素樹脂でできていることを特徴としている。
【0038】
チューブと封止部材がフッ素樹脂でできていることで、本発明の光ファイバーセンサユニットの製造方法を用いると、内部に気泡を有さずかつフッ素樹脂で外部が覆われ耐薬品性に優れた光ファイバーセンサユニットを製造することができる。
【0039】
また、本発明の請求項3に記載の光ファイバーセンサユニットの製造方法は、請求項2に記載の光ファイバーセンサユニットの製造方法において、
前記ファイバーホルダは液晶ポリマーでできていることを特徴としている。
【0040】
本発明に係る光ファイバーセンサユニットの製造方法を実施することで、溶融温度の極端に高くないが射出成型性に優れた液晶ポリマーをファイバーホルダに用いても、このファイバーホルダを熱変形させることなくフッ素樹脂でできた封止部材とチューブを融着することができ、光ファイバーセンサユニットを低コストで製造することが可能となる。
【0041】
また、本発明の請求項4に記載の光ファイバーセンサユニットは、
前記請求項1乃至請求項3の何れかの製造方法によって製造されたことを特徴としている。
【0042】
また、本発明の請求項5に記載の光ファイバーセンサユニットは、
中空筒状を呈する合成樹脂製のチューブと、このチューブ内に配置される光ファイバーを保持するためにこのチューブの先端の内部に保持される合成樹脂製の光ファイバーホルダと、前記チューブの先端に融着されてこのチューブの先端を密閉すると共に光学的反射面としても機能する合成樹脂製の封止部材と、を有する光ファイバーセンサユニットにおいて、
前記光ファイバーホルダは前記チューブの内部に圧入可能な外形寸法に形成されると共に前記チューブの先端側から圧入されており、
前記封止部材は前記光ファイバーホルダの端面と直接的又は間接的に接触する面を有しており、この面の周縁部分が溶融されかつ中央部分が溶融されない状態でこの封止部材と前記チューブの先端とが接合されたことを特徴としている。
【発明の効果】
【0043】
本発明によると、光ファイバーの先端を保持した状態で収容する光ファイバーホルダを保護チューブの先端内部に確実に固定すると共に、保護チューブ先端部に接する液体の有無を確実に検出する光ファイバーセンサユニットの製造方法及びこの製造方法により製造された光ファイバーセンサユニットを提供することができる。
【発明を実施するための最良の形態】
【0044】
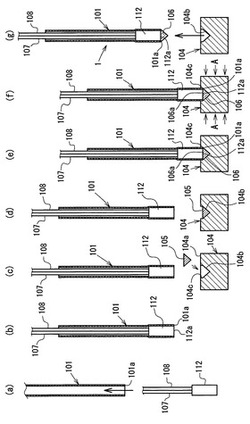
以下、本発明の一実施形態に係る光ファイバーセンサユニットの製造方法及びこの製造方法によって製造される光ファイバーセンサユニットを図面に基づいて説明する。図1は、本発明に係る光ファイバーセンサユニット1の製造方法を示す製造工程図である。図1では、重力の作用方向で見て右側が下方を示し、左側が上方を示している。なお、図7に示した部材と同一部材には対応する符号を付して詳細な説明を省略する。
【0045】
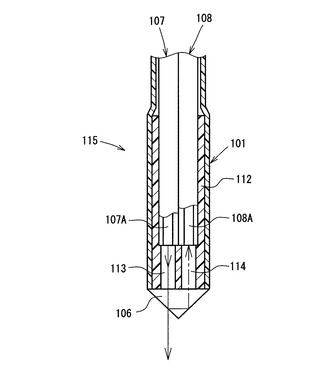
本発明の一実施形態に係る光ファイバーセンサユニット1を製造するにあたって、最初に投光用光ファイバー107と受光用光ファイバー108の各先端部が固定された状態で収容されたファイバーホルダ112を用意する(図1(a)参照)。このファイバーホルダ112は、本実施形態の場合、成型性に優れ耐熱温度が高く耐薬品性に優れた熱可塑性樹脂である液晶ポリマー(liquid crystal polymer、(以下「LCP」とする))でできている。また、ファイバーホルダ112の外径が保護チューブ101の内径よりも僅かに大径に形成されており、保護チューブ101の先端部101a内に圧入可能とされている。即ち、ファイバーホルダ112は、その外径を保護チューブ101の内径よりも大きくすることで外周部に圧入部が形成された場合と同一の作用効果を有する形状とされている。
【0046】
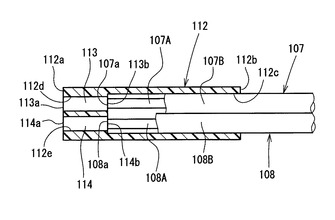
ファイバーホルダ112は、図2に示すように後端面112bに軸方向に沿って所定の深さ、例えば全長の略2/3程度の深さに投光用光ファイバー107と受光用光ファイバー108を並べて挿入可能な側方から見て長円形の穴112cが形成されており、先端面112aに軸方向に沿って2つの穴112d,112eが長円形の穴112cの長軸方向に沿って所定間隔だけ隔てて形成され、かつ穴112cに僅かな段差を有して連通されている。
【0047】
そして、ファイバーホルダ112の先端面112a側の穴112d,112eにそれぞれ円筒形状の屈折率分布型光ファイバレンズ(GRINレンズ)113,114が嵌挿され固定されている。これらのレンズ113,114は、先端面113a,114aがファイバーホルダ112の先端面112aと面一とされており、後端面113b,114bが穴112cとの段差部(連通部)に位置している。光ファイバー107,108が耐熱温度の低いプラスチック製である場合、円錐プリズム部材106を保護チューブ101に融着する工程(後述)において、ファイバーホルダ112及びGRINレンズ(ガラス製)113,114が断熱材として作用し、光ファイバー107,108の温度を耐熱温度以下に保つという副次的な効果を奏する。しかしながら、後述の全工程を通して光ファイバーの耐熱温度条件が満たされるのであれば、GRINレンズ113,114を用いず、光ファイバー107,108の先端面107a,108aをファイバーホルダ112の先端面112aに一致させる構造を採用することも可能である。
【0048】
また、ファイバーホルダ112の後端面112b側の長円形の穴112cに投光用光ファイバー107と受光用光ファイバー108の先端部(一端部)が並べて挿入され、コア107A,108Aの先端面107a,108aがそれぞれ対応するレンズ113,114の後端面113b,114bに当接している。そして、投光用光ファイバー107及び受光用光ファイバー108の被覆107B,108Bがそれぞれファイバーホルダ112の穴112cの内面に接着剤で接着されて逸脱不能に固定されている。
【0049】
これらの投受光用光ファイバー107,108を、各後端部(他端部)が保護チューブ101の一端側の先端部101aにおける開口端から挿入して保護チューブ101の他端側の後端部(図示せず)から延出させると共に、ファイバーホルダ112を保護チューブ101の先端部101a内に圧入する(図1(a)参照)。この圧入作業は、ファイバーホルダ112を、その先端面112aが保護チューブ101の先端部101aと面一になるまで行う(図1(b)参照)。このように、保護チューブ101内に投受光用光ファイバー107,108を挿通し、ファイバーホルダ112を保護チューブ101の先端部101aに圧入することで、作業性が良くかつ狭い場所でも容易に作業を行うことが可能となる。なお、この工程で採り得る他の実施例として、ファイバーホルダ112と共に、別部材として形成されたスペーサ(図示しない)を保護チューブ101の先端部101aに挿入することも可能である。このスペーサは、例えば、均一な厚みを有する円盤形状を呈する耐熱素材製のものであり、その厚み方向に光を通すための貫通孔がレンズ113,114の位置に合致させて設けられている。このスペーサの一方の面はファイバーホルダ112の先端面112aに接触し、他方の面は後述する円錐プリズム素材105の上面と接触することになる。すなわち、光ファイバーセンサユニットの完成形態として、スペーサを用いない実施例においては、円錐プリズム部材(封止部材)106はファイバーホルダ112の端面と直接的に接触するものであるのに対し、スペーサを用いた実施例においては、円錐プリズム部材(封止部材)106はスペーサを介してファイバーホルダ112の端面と間接的に接触するものである。このようなスペーサを用いると、円錐プリズム部材(封止部材)106とファイバーホルダ112との間に空間が生じるため光学的性能は低下するという不利が生じるが、その反面、この空間及びスペーサによる断熱効果を得られるという利点が生じる。したがって、光ファイバーセンサユニットに要求される仕様に応じていずれの形態を採用するかを決定すれば良い。
【0050】
次に、保護チューブ101の先端部101aに円錐プリズム部材(封止部材)106を融着する(図1(c)〜(f)参照)。円錐プリズム部材106の元となる円錐プリズム素材105を一部溶融させる金型104は水平に設置されており、上面104aの所定位置に円錐形状の凹部104bが形成されている(図1(c)参照)。本実施形態の場合、この凹部104bは、光ファイバーセンサユニット1の円錐プリズム部材106(円錐プリズム素材105)の外形形状と合致する凹み形状をなしている。また、凹部104bの開口部104cは、ファイバーホルダ112が圧入されて外径が僅かに拡径した保護チューブ101の先端部101aが所定の長さ(数ミリメートル程度)にかつ僅かな隙間を介して入出可能に嵌挿される穴径とされている。
【0051】
そして、金型104の凹部104b内に凹部104bと合致した円錐形状を有し耐薬品性に優れかつ透光性を有するフッ素系樹脂部材でできた円錐プリズム素材(封止部材)105を嵌め込んで(図1(c)参照)金型104を加熱する(図1(d)参照)。なお、円錐プリズム素材105の上面(ファイバーホルダ112と接する面)はファイバーホルダ112の端面と合致するのに十分な平面度が確保されている。
【0052】
この金型104の加熱(温度、時間)は、円錐プリズム素材105の金型104に接する領域のみが溶融しそれ以外のファイバーホルダ112に接する領域は溶融しない程度に制御する。例えば、本実施形態の場合、円錐プリズム素材105の金型104と接した領域は約350℃まで上昇して溶融するが、ファイバーホルダ112に密着する領域は200℃程度にしか上昇せず溶融することはない。これによって、円錐プリズム素材105は、金型104に接した領域のみ溶融するがそれ以外の領域が溶融せず、硬化後に保護チューブ101に融着すると共にプリズムの機能を有する検出部材としての円錐プリズム部材106となる。
【0053】
次いで、保護チューブ101の先端部101aを金型104の開口部104c内に垂直に挿入して溶融した円錐プリズム部材106に押し付ける(図1(e)参照)。これによって、円錐プリズム部材106の保護チューブ101に接する領域のみが溶融して保護チューブ101と溶融接合すると共に、円錐プリズム部材106と接合する領域以外のファイバーホルダ112に接する領域は溶融することなくこのファイバーホルダ112の端面112aに密着する。
【0054】
次いで、図1(f)に示すエアーAの吹き付け等によって金型104を冷却することで円錐プリズム部材106の溶融した領域を固化させた後、金型104から保護チューブ101と円錐プリズム部材106を引き抜く(図1(g)参照)。このようにして先端部101aに円錐プリズム部材106が液密に接合された保護チューブ101を形成させる。
【0055】
そして、保護チューブ101の外周面に付着した円錐プリズム部材106の残余の樹脂部材を必要に応じ削り取って、円錐プリズム部材106が投受光用光ファイバー107,108のための適切な光路を形成するようにする。
【0056】
このような光ファイバーセンサユニット1の製造方法を実施することで、上述した本発明に関連する光ファイバーセンサユニット3の製造方法が有する作用に加えて新たな作用を発揮することができる。
【0057】
具体的には、LCPからなるファイバーホルダ112の耐熱温度はポリイミド(PI)系樹脂ほどフッ素樹脂に比べて相対的に高くないが、円錐プリズム部材106を保護チューブ101に融着させる際に円錐プリズム部材106のファイバーホルダ112に接する領域は溶融していないので、LCPのようなポリイミド(PI)や全芳香性ポリエステルほど融点の高くない材質をファイバーホルダ112に使用できる。なお、LCPは射出成型性に優れているので、ファイバーホルダ112をポリイミドや全芳香性ポリエステルで形成する場合とは異なり切削加工が不要となるので、光ファイバーセンサユニットを低コストで製造することができる。
【0058】
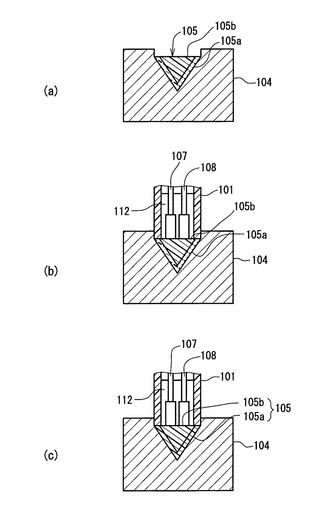
また、上述した本発明に関連する提案された光ファイバーセンサユニット3の製造方法のように、円錐プリズム部材106を保護チューブ101に融着させる際に円錐プリズム部材106のファイバーホルダ112に接する領域に熱収縮(樹指のひけ)による気泡が発生することはない。図3は、このような気泡の発生することのない理由を示した説明図である。図3(a)に示すように本実施形態では金型104を加熱することで円錐プリズム素材105の金型104と接する領域105aのみ溶融させ、それ以外の領域即ちファイバーホルダ112に接する領域105bについては溶融させないようにしている。
【0059】
これによって、図3(b)に示すように、一部溶融した円錐プリズム素材105に保護チューブ101とファイバーホルダ112をくっ付けた場合、円錐プリズム素材105の溶融していない領域105bはファイバーホルダ112に密着し、その後に金型104が冷やされてもこの領域における樹指のひけが生じることなく、その結果、上述した関連発明のように投受光用光ファイバー107,108及びレンズを介して空気が供給されることはない。これによって、図3(c)に示すように円錐プリズム素材105の溶融した領域105aが硬化して保護チューブ101に融着接合した後であっても、円錐プリズム素材105のファイバーホルダ112に密着した領域には気泡が発生することなく、円錐プリズム部材106を保護チューブ101の先端にしっかりと融着させることができる。
【0060】
図4は、上述の工程で製造された光ファイバーセンサユニット1を軸線方向に沿って切断した断面図である。なお、図4においてレンズ113,114及び円錐プリズム部材106は、光路を分かり易くするためにハッチングを省いて描いてある。光ファイバーセンサユニット1の先端の円錐プリズム部材106が空気中にあるときには投光用光ファイバー107から出射された光がレンズ113により収束されて円錐プリズム部材106に入射され、その光路が当該円錐プリズム部材106内において一点鎖線で示すように反射されてレンズ114に入射され、レンズ114により収束されて受光用光ファイバー108に入射する。
【0061】
一方、円錐プリズム部材106が液中にあるときには投光用光ファイバー107からレンズ113を通して出射された光の大部分が実線で示すように円錐プリズム部材106を透過して液中に出射されるために受光用光ファイバー108の受光量が大幅に低下する。従って、受光用光ファイバー108からの光の量の変化を電気的に検知することにより、光ファイバーセンサユニット1の先端部即ち円錐プリズム部材6が空気中に存在するか或いは液中に沈んでいるかを判別して液面のレベルを検出することができる。
【0062】
以上説明したように、本発明に係る光ファイバーセンサユニットの製造方法は、封止部材の外形形状と合致する金型を用い、この金型に封止部材を入れて加熱し、封止部材の金型に接する領域を溶融させ、金型に接して溶融した領域のみをチューブに融着させると共に、封止部材の溶融していない領域をファイバーホルダに密着させて光ファイバーセンサユニット1の製造を完了する。
【0063】
これによって、封止部材のファイバーホルダ112に接する領域に封止部材の熱収縮(樹指のひけ)に伴う気泡の発生を防止する。これに加えて、ファイバーホルダに接する封止部材の温度がこの封止部材を溶融させる温度まで達しているので、ファイバーホルダ自体の材質もLCPのような溶融温度がポリイミドや全芳香性ポリエステルほど高くない材質を用いることができる。LCPは射出成型性に優れているので、その分製造時のコストダウンが図れ、廉価な光ファイバーセンサユニットを提供することができる。
【0064】
なお、当然ながらファイバーホルダ112の材質として耐熱性に優れるが切削でしか製造できないポリイミドや全芳香性ポリエステルなどを用いても封止部材に気泡を発生させずに信頼性の高い光ファイバーセンサユニットを製造することができる。しかしながら、本実施形態のようにファイバーホルダにLCPを用いることで、コストを抑えた光ファイバーセンサユニットを製造することができるので、最も好ましい形態と言える。
【図面の簡単な説明】
【0065】
【図1】本発明の一実施形態に係る光ファイバーセンサユニットの製造方法の説明図である。
【図2】図1に示した光ファイバーセンサユニットのファイバーホルダと投光用光ファイバー及び受光用光ファイバーの断面図である。
【図3】図1(d)〜(e)に示した製造工程におけるファイバーホルダと円錐プリズム部材との溶融接続を説明する断面図である。
【図4】図1に示した製造方法により製造した本実施形態にかかる光ファイバーセンサユニットの液体検出原理を説明する断面図である。
【図5】従来の液面検出センサ(光ファイバーセンサユニット)に使用する保護チューブの先端部に円錐プリズム部材を溶融接合する製造方法の説明図である。
【図6】図5に示した製造方法で製造した先端部に円錐プリズム部材を有する保護チューブ内に投光用光ファイバーと受光用光ファイバーの一端部を収容固定したファイバーホルダ及び投光用光ファイバーと受光用光ファイバーを固定した状態で収容した液面検出センサを製造する製造方法の説明図である。
【図7】従来例の欠点を解決すべく本発明に関連して提案された光ファイバーセンサユニットの製造方法を説明する説明図である。
【図8】図7における製造方法によって生じる不都合な点を説明する説明図である。
【符号の説明】
【0066】
1,2,3 光ファイバーセンサユニット
101 保護チューブ
101a 先端部
104 金型
104a 上面
104b 凹部
104c 開口部
105 円錐プリズム素材
105a,105b 領域
106 検出部材(円錐プリズム部材)
107 投光用光ファイバー
107a 先端面
107A コア
107B 被覆
108 受光用光ファイバー
108a 先端面
108A コア
108B 被覆
112 ファイバーホルダ
112a 先端面
112b 後端面
112c,112d,112e 穴
113 (セルフフォーカス)レンズ
113a 先端面
113b 後端面
114 (セルフフォーカス)レンズ
114a 先端面
114b 後端面
201 保護チューブ
201a 先端部
202 金属棒
204 金型
204a 上面
204b 凹部
204c 開口部
205 フッ素系樹脂部材
206 検出部材(円錐プリズム部材)
206a 平面部
207 投光用光ファイバー
208 受光用光ファイバー
209 ファイバーホルダ
209a 先端面
210 抜け止めリング
301 保護チューブ
301a 一側開口端部
304 金型
304a 上面
304b 凹部
304c 開口部
305(305a,305b) フッ素系樹脂部材
306 円錐プリズム部材(検出部材)
306a 平面部(後面)
306c 気泡
307 投光用光ファイバー
308 受光用光ファイバー
312 ファイバーホルダ
312a 端面
315,316 レンズ
A エアー
【技術分野】
【0001】
本発明は、投光用光ファイバーと受光用光ファイバーを用いて液面レベルを光学的に検出する光ファイバーセンサユニットの製造方法及びこの製造方法により製造された光ファイバーセンサユニットに関する。
【背景技術】
【0002】
例えば薬液タンク内の薬液の液面レベルを光学的に検出する光ファイバーセンサユニットとして、投光用光ファイバーと受光用光ファイバーを平行配置すると共に、先端部が円錐形状に封止されたフッ素樹脂部材からなる保護チューブでこれらのファイバーを被覆した構造のものが知られている(例えば、特許文献1参照)。
【0003】
この光ファイバーセンサユニットは、投光用光ファイバー及び受光用光ファイバーの先端を樹脂ケースに保持した状態で収容し、この樹脂ケースを保護チューブの先端内部に貫通させた状態でカシメて固定し、投光用光ファイバーから出射された検出光を保護チューブの先端内面において受光用光ファイバーに光学的に結合させている。
【0004】
かかる光ファイバーセンサユニットは、先端部が円錐形状のプリズム部(以下「円錐プリズム部材」という)をなしており、この円錐プリズム部材が空気中にあるときには投光用光ファイバーから出射された光が円錐プリズム部材内で反射して受光用光ファイバーへ入射する。一方、円錐プリズム部材が液中にあるときには投光用光ファイバーから出射された光の大部分が円錐プリズム部材を透過して液中に向かうため受光用光ファイバーの受光量が大幅に低下する。そのため、受光用光ファイバーからの光の量の変化を電気的に検知することにより、光ファイバーセンサユニットの先端部が空気中に存在するか或いは液中に沈んでいるかを判別して、液面のレベルを検出するようになっている。
【0005】
この光ファイバーセンサユニットの製造方法として、例えば従来から図5(a)〜(e)及び図6(a)〜(d)に示すような製造方法が実施されている。なお、図5及び図6は、重力の作用方向で見て右側が下方を示し、左側が上方を示している。以下、この製造方法を図面に基づいて説明する。
【0006】
先ず、耐薬品性に優れた例えばフッ素系樹脂部材からなる保護チューブ201の上端開口部から金属棒202を挿入する(図5(a)参照)。次に、保護チューブ201の先端部201aに検出部材を形成する。検出部材形成用の金型204は水平に設置されており、上面204aに例えば円錐形状の凹部204bが形成され、開口部204cに保護チューブ201の先端部201aが僅かに挿入可能とされている(図5(b)参照)。
【0007】
次いで、金型204の凹部204b内に耐薬品性に優れたフッ素系樹脂部材205を投入し、金型204を加熱して溶融した円錐形状をなしプリズムの機能を有する検出部材(以下「円錐プリズム部材」という)206を形成させる(図5(c)参照)。
【0008】
次いで、保護チューブ201の先端部201aを金型204の開口部204cに挿入して溶融した円錐プリズム部材206に押し付け、保護チューブ201の先端部201aを円錐プリズム部材206の平面部206aに溶融接合する(図5(d)参照)。
【0009】
次いで、図5(e)に示すエアーAの吹き付け等によって金型204を冷却することで、溶融した円錐プリズム部材206を固化させる(図5(e)参照)。
【0010】
このように金型204を冷却して円錐プリズム部材206を固化した後に保護チューブ201を金型204から取り外し、保護チューブ201から金属棒202を引き抜く。このようにして、先端部201aに検出部材206が液密に接合された保護チューブ201を形成する(図5(f)参照)。
【0011】
次いで、投光用光ファイバー207と受光用光ファイバー208の各先端部を固定した状態で収容したファイバーホルダ209を保護チューブ201の上端開口部側から挿入し(図6(a)参照)、その先端面209aを円錐プリズム部材206の平面部206aに当接させる(図6(b)参照)。この状態において投光用光ファイバー207、受光用光ファイバー208の各先端面が円錐プリズム部材206の平面部206aに当接している。
【0012】
次いで、円錐プリズム部材206の先端側からフッ素系樹脂部材で形成された抜け止めリング210(図6(c)参照)を挿入してファイバーホルダ209の後端部を通り抜けた直後の近傍位置で止め、抜け止めリング210を加熱して熱収縮させ、保護チューブ201を縮径させて熱カシメし、ファイバーホルダ209を保護チューブ201内の所望の位置に固定する(図6(d)参照)。このようにして光ファイバーセンサユニット2が形成される。
【特許文献1】特開2002−131115号公報(3頁、図2)
【発明の開示】
【発明が解決しようとする課題】
【0013】
しかしながら、このような光ファイバーセンサユニット2を製造する場合、保護チューブ201の先端部201aに円錐プリズム部材206を溶融接続する際に保護チューブ201内に金属棒202を着脱する工程(図5に示す工程)と、保護チューブ201内に投光用光ファイバー207と受光用光ファイバー208の先端部を固定した状態で収容したファイバーホルダ209を挿入する工程(図6に示す工程)の2つの工程を必要とし、製造作業に時間がかかるという問題がある。
【0014】
更に、ただでさえ帯電し易いテフロン(登録商標)材でゴミを吸着し易いため、長い距離の挿入及び挿入方向に起因するファイバー検出端へのゴミの集積が生じる懸念もある。
【0015】
また、液面検出センサを装着する対象物(装置)によっては保護チューブ201を挿入する穴径をできるだけ小さくして保護チューブ201と挿入穴との間の隙間をできる限り小さくした状態で装着することが求められる場合がある。このような仕様においては、抜け止めリング210を図6(d)に示すような態様で使用した場合、少なくとも抜け止めリング210の外径分だけ穴径を大きくしなければならず、液面検出センサの取付けが困難になることがある。
【0016】
更に、フッ素系樹脂部材からなる抜け止めリング210により熱カシメして保護チューブ201を縮径させてファイバーホルダ209を保護チューブ201内に固定するため、熱カシメが経年変化等により緩んでくると、ファイバーホルダ209が保護チューブ201内でガタ付いたり、場合によってはファイバーホルダ209が保護チューブ201から抜け出たりするおそれがある。
【0017】
そして、ファイバーホルダ209が保護チューブ201内でガタ付いた場合には投光用光ファイバー207、受光用光ファイバー208の先端面と円錐プリズム部材206の平面部206aとの光結合が変化して検出誤差や検出不良等の性能劣化の原因となる。また、ファイバーホルダ209が保護チューブ201から抜け出した場合には検出不能となる。
【0018】
なお、特許文献1の図2にも保護チューブの樹脂ケースの後端部近傍を熱カシメして保護チューブを収縮させ、樹脂ケースを保護チューブ内に固定する方法が記載されているが、この場合も上述と同様の不具合を発生するおそれがある。熱カシメにより保護チューブ内にファイバーホルダを固定する方法については従来から様々な対策が施されているが、何れの場合においても上述したように熱カシメ部の緩みを生じるおそれがある。
【0019】
そのため、図7に示す光ファイバーセンサユニット3の製造方法が本発明の関連発明として提案されている。以下、この関連発明を図面に基づいて説明する。なお、図5及び図6と同様の構成については対応する符号を付して詳細な説明を省略する。
【0020】
光ファイバーセンサユニット3を製造するにあたって、最初にフッ素系樹脂部材からなり内部に投光用光ファイバー307と受光用光ファイバー308を挿通した状態で収容する保護チューブ301を用意する(図7(a)参照)。
【0021】
次いで、この保護チューブ301の耐熱温度よりも十分高い耐熱温度を有し、外周面の少なくとも一部に保護チューブ301の内径よりも大きい外径の圧入部が形成された耐熱部材からなるファイバーホルダ312を用意し、このファイバーホルダ312に各光ファイバー307,308の各一側端部を収容した状態で固定する(図7(a)参照)。
【0022】
次いで、保護チューブ301の一側開口端部301aから各光ファイバーの他側端部を挿入し、かつファイバーホルダ312を保護チューブ301の一側開口端部301aに圧入する(図7(b)参照)。
【0023】
次いで、フッ素系樹脂部材からなり保護チューブ301の一側開口端部301aに投光用光ファイバー307から投光された光を受光用光ファイバー308に導く光路を形成する検出部材306を液密状態に接合する(図7(c)〜(f)参照)。
【0024】
この接合作業を行うにあたっては次の手順で行う。まず、水平に設置されかつ上面304aの所定位置に円錐形状の凹部304bが形成された検出部材形成用の金型304を用意する(図7(c)参照)。なお、凹部304bの開口部304cは、ファイバーホルダ312が圧入されて外径が僅かに拡径した保護チューブ301の一側開口端部301aが所定の長さ(数ミリメートル程度)にかつ僅かな隙間を介して入出可能に嵌挿される穴径とされている。
【0025】
そして、金型304の凹部304b内に耐薬品性に優れかつ透明なフッ素系樹脂部材305を投入して金型304を加熱する(図7(c)参照)。これによって、フッ素系樹脂部材305は溶融し、円錐形状をなしプリズムの機能を有する検出部材(以下「円錐プリズム部材」という)306を形成する(図7(d)参照)。
【0026】
次いで、保護チューブ301の一側開口端部301aを金型304の開口部304c内に垂直に挿入し、溶融した円錐プリズム部材306に押し付け、保護チューブ301の一側開口端部301aを円錐プリズム部材306の平面部(後面)306aの周縁部に溶融接合する(図7(e)参照)。
【0027】
次いで、図7(f)に示すエアーAの吹き付け等によって金型304を冷却することで円錐プリズム部材306を固化させた後、保護チューブ301を金型304から引き離す(図7(g)参照)。このようにして一端開口端部301aに円錐プリズム部材306が液密に接合された保護チューブ301を形成させる。
【0028】
そして、保護チューブ301の外周面に付着した円錐プリズム部材306の残余の樹脂部材を必要に応じ削り取って、円錐プリズム部材306が投受光用光ファイバー307,308のための適切な光路を形成するようにする。
【0029】
このような光ファイバーセンサユニット3の製造方法によると、上述した従来の光ファイバーセンサユニット2の製造方法の欠点であるファイバーホルダが保護チューブ内でガタ付いたり、保護チューブから抜け出したりするのを確実に防止することができる。
【0030】
また、フッ素樹脂系の保護チューブ301の一側開口端部301aと円錐プリズム部材306とは溶融接合により液密に接合され、ファイバーホルダ312の耐熱温度が保護チューブ301の耐熱温度よりも高いことで、保護チューブ301と円錐プリズム部材306とを溶融接合する際にファイバーホルダ312が溶融するのを防止することができる。
【0031】
また、保護チューブ301の一側開口端部301aと円錐プリズム部材306とを接合する際、少なくとも保護チューブ301の接合すべき一側開口端部301a及びその近傍を溶融している円錐プリズム部材306に垂直に押し付ければ良く、保護チューブ301の残余の部分が垂れ下がったり曲がったりしても問題なくなる。
【0032】
これによって、上述した従来の光ファイバーセンサユニット2の製造方法とは異なり、製造工程における作業性の向上及び高さ方向の空間部を高くする必要が無くなり、作業環境の省スペース化を図ることが可能となる。
【0033】
しかしながら、本発明に関連する新たに提案された光ファイバーセンサユニット3の製造方法を実施した場合、金型304の凹部304bに収容したフッ素系樹脂部材305を均一に溶融するまで加熱すると、フッ素系樹脂部材305が溶融して円錐プリズム部材306となった時に体積膨張が発生する(図8(a)の点線のハッチングで示す溶融したフッ素系樹脂部材305a参照)。そして、円錐プリズム部材306に保護チューブ301を融着した後、金型304を常温まで冷やすと、保護チューブ301と円錐プリズム部材306との融着後に冷却により円錐プリズム部材自体の体積収縮即ち樹指のひけが発生する。この一旦体積膨張が生じた後の体積収縮(樹脂のひけ)により、レンズ315,316や投受光用ファイバー307,308とファイバーホルダ312との間に形成された隙間を介して保護チューブ301の導出側から空気が流入し(図8(b)の矢印で示す空気の流れ参照)、ファイバーホルダ312の端面312aと円錐プリズム部材306との間に気泡が発生してしまうことがある(図8(c)に示す気泡306c参照)。このような気泡の発生により、投光用光ファイバー307のレンズ315から出射された検出光の光路が変化してしまい、検出すべき対象物である液体の有無を正確に判断できなくなるおそれがある。
【0034】
本発明の目的は、投光用光ファイバーと受光用光ファイバーの先端を保持した状態で収容するファイバーホルダを保護チューブの先端内部に確実に固定すると共に、保護チューブ先端部に接する液体の有無を確実に検出する光ファイバーセンサユニットの製造方法及びこの製造方法により製造された光ファイバーセンサユニットを提供することにある。
【課題を解決するための手段】
【0035】
本発明の請求項1に記載の光ファイバーセンサユニットの製造方法は、
チューブと、前記チューブの先端に挿入された光ファイバーホルダを備えると共に、前記チューブの先端を封止する封止部材を当該チューブの先端に液密状態となるように融着した光ファイバーセンサユニットの製造方法において、
前記封止部材を前記チューブに融着するにあたって、
前記封止部材の融着後の外形形状と合致したキャビティを有する金型を用意し、
前記キャビティに合致する外形形状を有する溶融前の封止部材を当該キャビティ内に収容し、
前記キャビティを加熱すると共に前記封止部材が完全溶融する前に当該封止部材を前記チューブに融着させることを特徴としている。
【0036】
光ファイバーセンサユニットをこのような製造方法で製造することで、キャビティに収容された封止部材がキャビティの加熱時に全て溶融することなくキャビティに接した領域及びその近傍のみ溶融するようになる。その結果、封止部材の溶融した領域がチューブの端部に融着すると共に、溶融していない残余の領域は金型を冷却しても熱収縮を起こさず、封止部材のファイバーホルダと接する領域に気泡を生じさせることなくファイバーホルダの端面と密着したままとなる。これによって、信頼性の高い光ファイバーセンサユニットを製造することができる。
【0037】
また、本発明の請求項2に記載の光ファイバーセンサユニットの製造方法は、請求項1に記載の光ファイバーセンサユニットの製造方法において、
前記チューブ及び封止部材はフッ素樹脂でできていることを特徴としている。
【0038】
チューブと封止部材がフッ素樹脂でできていることで、本発明の光ファイバーセンサユニットの製造方法を用いると、内部に気泡を有さずかつフッ素樹脂で外部が覆われ耐薬品性に優れた光ファイバーセンサユニットを製造することができる。
【0039】
また、本発明の請求項3に記載の光ファイバーセンサユニットの製造方法は、請求項2に記載の光ファイバーセンサユニットの製造方法において、
前記ファイバーホルダは液晶ポリマーでできていることを特徴としている。
【0040】
本発明に係る光ファイバーセンサユニットの製造方法を実施することで、溶融温度の極端に高くないが射出成型性に優れた液晶ポリマーをファイバーホルダに用いても、このファイバーホルダを熱変形させることなくフッ素樹脂でできた封止部材とチューブを融着することができ、光ファイバーセンサユニットを低コストで製造することが可能となる。
【0041】
また、本発明の請求項4に記載の光ファイバーセンサユニットは、
前記請求項1乃至請求項3の何れかの製造方法によって製造されたことを特徴としている。
【0042】
また、本発明の請求項5に記載の光ファイバーセンサユニットは、
中空筒状を呈する合成樹脂製のチューブと、このチューブ内に配置される光ファイバーを保持するためにこのチューブの先端の内部に保持される合成樹脂製の光ファイバーホルダと、前記チューブの先端に融着されてこのチューブの先端を密閉すると共に光学的反射面としても機能する合成樹脂製の封止部材と、を有する光ファイバーセンサユニットにおいて、
前記光ファイバーホルダは前記チューブの内部に圧入可能な外形寸法に形成されると共に前記チューブの先端側から圧入されており、
前記封止部材は前記光ファイバーホルダの端面と直接的又は間接的に接触する面を有しており、この面の周縁部分が溶融されかつ中央部分が溶融されない状態でこの封止部材と前記チューブの先端とが接合されたことを特徴としている。
【発明の効果】
【0043】
本発明によると、光ファイバーの先端を保持した状態で収容する光ファイバーホルダを保護チューブの先端内部に確実に固定すると共に、保護チューブ先端部に接する液体の有無を確実に検出する光ファイバーセンサユニットの製造方法及びこの製造方法により製造された光ファイバーセンサユニットを提供することができる。
【発明を実施するための最良の形態】
【0044】
以下、本発明の一実施形態に係る光ファイバーセンサユニットの製造方法及びこの製造方法によって製造される光ファイバーセンサユニットを図面に基づいて説明する。図1は、本発明に係る光ファイバーセンサユニット1の製造方法を示す製造工程図である。図1では、重力の作用方向で見て右側が下方を示し、左側が上方を示している。なお、図7に示した部材と同一部材には対応する符号を付して詳細な説明を省略する。
【0045】
本発明の一実施形態に係る光ファイバーセンサユニット1を製造するにあたって、最初に投光用光ファイバー107と受光用光ファイバー108の各先端部が固定された状態で収容されたファイバーホルダ112を用意する(図1(a)参照)。このファイバーホルダ112は、本実施形態の場合、成型性に優れ耐熱温度が高く耐薬品性に優れた熱可塑性樹脂である液晶ポリマー(liquid crystal polymer、(以下「LCP」とする))でできている。また、ファイバーホルダ112の外径が保護チューブ101の内径よりも僅かに大径に形成されており、保護チューブ101の先端部101a内に圧入可能とされている。即ち、ファイバーホルダ112は、その外径を保護チューブ101の内径よりも大きくすることで外周部に圧入部が形成された場合と同一の作用効果を有する形状とされている。
【0046】
ファイバーホルダ112は、図2に示すように後端面112bに軸方向に沿って所定の深さ、例えば全長の略2/3程度の深さに投光用光ファイバー107と受光用光ファイバー108を並べて挿入可能な側方から見て長円形の穴112cが形成されており、先端面112aに軸方向に沿って2つの穴112d,112eが長円形の穴112cの長軸方向に沿って所定間隔だけ隔てて形成され、かつ穴112cに僅かな段差を有して連通されている。
【0047】
そして、ファイバーホルダ112の先端面112a側の穴112d,112eにそれぞれ円筒形状の屈折率分布型光ファイバレンズ(GRINレンズ)113,114が嵌挿され固定されている。これらのレンズ113,114は、先端面113a,114aがファイバーホルダ112の先端面112aと面一とされており、後端面113b,114bが穴112cとの段差部(連通部)に位置している。光ファイバー107,108が耐熱温度の低いプラスチック製である場合、円錐プリズム部材106を保護チューブ101に融着する工程(後述)において、ファイバーホルダ112及びGRINレンズ(ガラス製)113,114が断熱材として作用し、光ファイバー107,108の温度を耐熱温度以下に保つという副次的な効果を奏する。しかしながら、後述の全工程を通して光ファイバーの耐熱温度条件が満たされるのであれば、GRINレンズ113,114を用いず、光ファイバー107,108の先端面107a,108aをファイバーホルダ112の先端面112aに一致させる構造を採用することも可能である。
【0048】
また、ファイバーホルダ112の後端面112b側の長円形の穴112cに投光用光ファイバー107と受光用光ファイバー108の先端部(一端部)が並べて挿入され、コア107A,108Aの先端面107a,108aがそれぞれ対応するレンズ113,114の後端面113b,114bに当接している。そして、投光用光ファイバー107及び受光用光ファイバー108の被覆107B,108Bがそれぞれファイバーホルダ112の穴112cの内面に接着剤で接着されて逸脱不能に固定されている。
【0049】
これらの投受光用光ファイバー107,108を、各後端部(他端部)が保護チューブ101の一端側の先端部101aにおける開口端から挿入して保護チューブ101の他端側の後端部(図示せず)から延出させると共に、ファイバーホルダ112を保護チューブ101の先端部101a内に圧入する(図1(a)参照)。この圧入作業は、ファイバーホルダ112を、その先端面112aが保護チューブ101の先端部101aと面一になるまで行う(図1(b)参照)。このように、保護チューブ101内に投受光用光ファイバー107,108を挿通し、ファイバーホルダ112を保護チューブ101の先端部101aに圧入することで、作業性が良くかつ狭い場所でも容易に作業を行うことが可能となる。なお、この工程で採り得る他の実施例として、ファイバーホルダ112と共に、別部材として形成されたスペーサ(図示しない)を保護チューブ101の先端部101aに挿入することも可能である。このスペーサは、例えば、均一な厚みを有する円盤形状を呈する耐熱素材製のものであり、その厚み方向に光を通すための貫通孔がレンズ113,114の位置に合致させて設けられている。このスペーサの一方の面はファイバーホルダ112の先端面112aに接触し、他方の面は後述する円錐プリズム素材105の上面と接触することになる。すなわち、光ファイバーセンサユニットの完成形態として、スペーサを用いない実施例においては、円錐プリズム部材(封止部材)106はファイバーホルダ112の端面と直接的に接触するものであるのに対し、スペーサを用いた実施例においては、円錐プリズム部材(封止部材)106はスペーサを介してファイバーホルダ112の端面と間接的に接触するものである。このようなスペーサを用いると、円錐プリズム部材(封止部材)106とファイバーホルダ112との間に空間が生じるため光学的性能は低下するという不利が生じるが、その反面、この空間及びスペーサによる断熱効果を得られるという利点が生じる。したがって、光ファイバーセンサユニットに要求される仕様に応じていずれの形態を採用するかを決定すれば良い。
【0050】
次に、保護チューブ101の先端部101aに円錐プリズム部材(封止部材)106を融着する(図1(c)〜(f)参照)。円錐プリズム部材106の元となる円錐プリズム素材105を一部溶融させる金型104は水平に設置されており、上面104aの所定位置に円錐形状の凹部104bが形成されている(図1(c)参照)。本実施形態の場合、この凹部104bは、光ファイバーセンサユニット1の円錐プリズム部材106(円錐プリズム素材105)の外形形状と合致する凹み形状をなしている。また、凹部104bの開口部104cは、ファイバーホルダ112が圧入されて外径が僅かに拡径した保護チューブ101の先端部101aが所定の長さ(数ミリメートル程度)にかつ僅かな隙間を介して入出可能に嵌挿される穴径とされている。
【0051】
そして、金型104の凹部104b内に凹部104bと合致した円錐形状を有し耐薬品性に優れかつ透光性を有するフッ素系樹脂部材でできた円錐プリズム素材(封止部材)105を嵌め込んで(図1(c)参照)金型104を加熱する(図1(d)参照)。なお、円錐プリズム素材105の上面(ファイバーホルダ112と接する面)はファイバーホルダ112の端面と合致するのに十分な平面度が確保されている。
【0052】
この金型104の加熱(温度、時間)は、円錐プリズム素材105の金型104に接する領域のみが溶融しそれ以外のファイバーホルダ112に接する領域は溶融しない程度に制御する。例えば、本実施形態の場合、円錐プリズム素材105の金型104と接した領域は約350℃まで上昇して溶融するが、ファイバーホルダ112に密着する領域は200℃程度にしか上昇せず溶融することはない。これによって、円錐プリズム素材105は、金型104に接した領域のみ溶融するがそれ以外の領域が溶融せず、硬化後に保護チューブ101に融着すると共にプリズムの機能を有する検出部材としての円錐プリズム部材106となる。
【0053】
次いで、保護チューブ101の先端部101aを金型104の開口部104c内に垂直に挿入して溶融した円錐プリズム部材106に押し付ける(図1(e)参照)。これによって、円錐プリズム部材106の保護チューブ101に接する領域のみが溶融して保護チューブ101と溶融接合すると共に、円錐プリズム部材106と接合する領域以外のファイバーホルダ112に接する領域は溶融することなくこのファイバーホルダ112の端面112aに密着する。
【0054】
次いで、図1(f)に示すエアーAの吹き付け等によって金型104を冷却することで円錐プリズム部材106の溶融した領域を固化させた後、金型104から保護チューブ101と円錐プリズム部材106を引き抜く(図1(g)参照)。このようにして先端部101aに円錐プリズム部材106が液密に接合された保護チューブ101を形成させる。
【0055】
そして、保護チューブ101の外周面に付着した円錐プリズム部材106の残余の樹脂部材を必要に応じ削り取って、円錐プリズム部材106が投受光用光ファイバー107,108のための適切な光路を形成するようにする。
【0056】
このような光ファイバーセンサユニット1の製造方法を実施することで、上述した本発明に関連する光ファイバーセンサユニット3の製造方法が有する作用に加えて新たな作用を発揮することができる。
【0057】
具体的には、LCPからなるファイバーホルダ112の耐熱温度はポリイミド(PI)系樹脂ほどフッ素樹脂に比べて相対的に高くないが、円錐プリズム部材106を保護チューブ101に融着させる際に円錐プリズム部材106のファイバーホルダ112に接する領域は溶融していないので、LCPのようなポリイミド(PI)や全芳香性ポリエステルほど融点の高くない材質をファイバーホルダ112に使用できる。なお、LCPは射出成型性に優れているので、ファイバーホルダ112をポリイミドや全芳香性ポリエステルで形成する場合とは異なり切削加工が不要となるので、光ファイバーセンサユニットを低コストで製造することができる。
【0058】
また、上述した本発明に関連する提案された光ファイバーセンサユニット3の製造方法のように、円錐プリズム部材106を保護チューブ101に融着させる際に円錐プリズム部材106のファイバーホルダ112に接する領域に熱収縮(樹指のひけ)による気泡が発生することはない。図3は、このような気泡の発生することのない理由を示した説明図である。図3(a)に示すように本実施形態では金型104を加熱することで円錐プリズム素材105の金型104と接する領域105aのみ溶融させ、それ以外の領域即ちファイバーホルダ112に接する領域105bについては溶融させないようにしている。
【0059】
これによって、図3(b)に示すように、一部溶融した円錐プリズム素材105に保護チューブ101とファイバーホルダ112をくっ付けた場合、円錐プリズム素材105の溶融していない領域105bはファイバーホルダ112に密着し、その後に金型104が冷やされてもこの領域における樹指のひけが生じることなく、その結果、上述した関連発明のように投受光用光ファイバー107,108及びレンズを介して空気が供給されることはない。これによって、図3(c)に示すように円錐プリズム素材105の溶融した領域105aが硬化して保護チューブ101に融着接合した後であっても、円錐プリズム素材105のファイバーホルダ112に密着した領域には気泡が発生することなく、円錐プリズム部材106を保護チューブ101の先端にしっかりと融着させることができる。
【0060】
図4は、上述の工程で製造された光ファイバーセンサユニット1を軸線方向に沿って切断した断面図である。なお、図4においてレンズ113,114及び円錐プリズム部材106は、光路を分かり易くするためにハッチングを省いて描いてある。光ファイバーセンサユニット1の先端の円錐プリズム部材106が空気中にあるときには投光用光ファイバー107から出射された光がレンズ113により収束されて円錐プリズム部材106に入射され、その光路が当該円錐プリズム部材106内において一点鎖線で示すように反射されてレンズ114に入射され、レンズ114により収束されて受光用光ファイバー108に入射する。
【0061】
一方、円錐プリズム部材106が液中にあるときには投光用光ファイバー107からレンズ113を通して出射された光の大部分が実線で示すように円錐プリズム部材106を透過して液中に出射されるために受光用光ファイバー108の受光量が大幅に低下する。従って、受光用光ファイバー108からの光の量の変化を電気的に検知することにより、光ファイバーセンサユニット1の先端部即ち円錐プリズム部材6が空気中に存在するか或いは液中に沈んでいるかを判別して液面のレベルを検出することができる。
【0062】
以上説明したように、本発明に係る光ファイバーセンサユニットの製造方法は、封止部材の外形形状と合致する金型を用い、この金型に封止部材を入れて加熱し、封止部材の金型に接する領域を溶融させ、金型に接して溶融した領域のみをチューブに融着させると共に、封止部材の溶融していない領域をファイバーホルダに密着させて光ファイバーセンサユニット1の製造を完了する。
【0063】
これによって、封止部材のファイバーホルダ112に接する領域に封止部材の熱収縮(樹指のひけ)に伴う気泡の発生を防止する。これに加えて、ファイバーホルダに接する封止部材の温度がこの封止部材を溶融させる温度まで達しているので、ファイバーホルダ自体の材質もLCPのような溶融温度がポリイミドや全芳香性ポリエステルほど高くない材質を用いることができる。LCPは射出成型性に優れているので、その分製造時のコストダウンが図れ、廉価な光ファイバーセンサユニットを提供することができる。
【0064】
なお、当然ながらファイバーホルダ112の材質として耐熱性に優れるが切削でしか製造できないポリイミドや全芳香性ポリエステルなどを用いても封止部材に気泡を発生させずに信頼性の高い光ファイバーセンサユニットを製造することができる。しかしながら、本実施形態のようにファイバーホルダにLCPを用いることで、コストを抑えた光ファイバーセンサユニットを製造することができるので、最も好ましい形態と言える。
【図面の簡単な説明】
【0065】
【図1】本発明の一実施形態に係る光ファイバーセンサユニットの製造方法の説明図である。
【図2】図1に示した光ファイバーセンサユニットのファイバーホルダと投光用光ファイバー及び受光用光ファイバーの断面図である。
【図3】図1(d)〜(e)に示した製造工程におけるファイバーホルダと円錐プリズム部材との溶融接続を説明する断面図である。
【図4】図1に示した製造方法により製造した本実施形態にかかる光ファイバーセンサユニットの液体検出原理を説明する断面図である。
【図5】従来の液面検出センサ(光ファイバーセンサユニット)に使用する保護チューブの先端部に円錐プリズム部材を溶融接合する製造方法の説明図である。
【図6】図5に示した製造方法で製造した先端部に円錐プリズム部材を有する保護チューブ内に投光用光ファイバーと受光用光ファイバーの一端部を収容固定したファイバーホルダ及び投光用光ファイバーと受光用光ファイバーを固定した状態で収容した液面検出センサを製造する製造方法の説明図である。
【図7】従来例の欠点を解決すべく本発明に関連して提案された光ファイバーセンサユニットの製造方法を説明する説明図である。
【図8】図7における製造方法によって生じる不都合な点を説明する説明図である。
【符号の説明】
【0066】
1,2,3 光ファイバーセンサユニット
101 保護チューブ
101a 先端部
104 金型
104a 上面
104b 凹部
104c 開口部
105 円錐プリズム素材
105a,105b 領域
106 検出部材(円錐プリズム部材)
107 投光用光ファイバー
107a 先端面
107A コア
107B 被覆
108 受光用光ファイバー
108a 先端面
108A コア
108B 被覆
112 ファイバーホルダ
112a 先端面
112b 後端面
112c,112d,112e 穴
113 (セルフフォーカス)レンズ
113a 先端面
113b 後端面
114 (セルフフォーカス)レンズ
114a 先端面
114b 後端面
201 保護チューブ
201a 先端部
202 金属棒
204 金型
204a 上面
204b 凹部
204c 開口部
205 フッ素系樹脂部材
206 検出部材(円錐プリズム部材)
206a 平面部
207 投光用光ファイバー
208 受光用光ファイバー
209 ファイバーホルダ
209a 先端面
210 抜け止めリング
301 保護チューブ
301a 一側開口端部
304 金型
304a 上面
304b 凹部
304c 開口部
305(305a,305b) フッ素系樹脂部材
306 円錐プリズム部材(検出部材)
306a 平面部(後面)
306c 気泡
307 投光用光ファイバー
308 受光用光ファイバー
312 ファイバーホルダ
312a 端面
315,316 レンズ
A エアー
【特許請求の範囲】
【請求項1】
チューブと、前記チューブの先端に挿入された光ファイバーホルダを備えると共に、前記チューブの先端を封止する封止部材を当該チューブの先端に液密状態となるように融着した光ファイバーセンサユニットの製造方法において、
前記封止部材を前記チューブに融着するにあたって、
前記封止部材の融着後の外形形状と合致したキャビティを有する金型を用意し、
前記キャビティに合致する外形形状を有する溶融前の封止部材を当該キャビティ内に収容し、
前記キャビティを加熱すると共に前記封止部材が完全溶融する前に当該封止部材を前記チューブに融着させることを特徴とする光ファイバーセンサユニットの製造方法。
【請求項2】
前記チューブ及び封止部材はフッ素樹脂でできていることを特徴とする、請求項1に記載の光ファイバーセンサユニットの製造方法。
【請求項3】
前記光ファイバーホルダは液晶ポリマーでできていることを特徴とする、請求項2に記載の光ファイバーセンサユニットの製造方法。
【請求項4】
前記請求項1乃至請求項3の何れかの製造方法によって製造されたことを特徴とする光ファイバーセンサユニット。
【請求項5】
中空筒状を呈する合成樹脂製のチューブと、このチューブ内に配置される光ファイバーを保持するためにこのチューブの先端の内部に保持される合成樹脂製の光ファイバーホルダと、前記チューブの先端に融着されてこのチューブの先端を密閉すると共に光学的反射面としても機能する合成樹脂製の封止部材と、を有する光ファイバーセンサユニットにおいて、
前記光ファイバーホルダは前記チューブの内部に圧入可能な外形寸法に形成されると共に前記チューブの先端側から圧入されており、
前記封止部材は前記光ファイバーホルダの端面と直接的又は間接的に接触する面を有しており、この面の周縁部分が溶融されかつ中央部分が溶融されない状態でこの封止部材と前記チューブの先端とが接合されたことを特徴とする光ファイバーセンサユニット。
【請求項1】
チューブと、前記チューブの先端に挿入された光ファイバーホルダを備えると共に、前記チューブの先端を封止する封止部材を当該チューブの先端に液密状態となるように融着した光ファイバーセンサユニットの製造方法において、
前記封止部材を前記チューブに融着するにあたって、
前記封止部材の融着後の外形形状と合致したキャビティを有する金型を用意し、
前記キャビティに合致する外形形状を有する溶融前の封止部材を当該キャビティ内に収容し、
前記キャビティを加熱すると共に前記封止部材が完全溶融する前に当該封止部材を前記チューブに融着させることを特徴とする光ファイバーセンサユニットの製造方法。
【請求項2】
前記チューブ及び封止部材はフッ素樹脂でできていることを特徴とする、請求項1に記載の光ファイバーセンサユニットの製造方法。
【請求項3】
前記光ファイバーホルダは液晶ポリマーでできていることを特徴とする、請求項2に記載の光ファイバーセンサユニットの製造方法。
【請求項4】
前記請求項1乃至請求項3の何れかの製造方法によって製造されたことを特徴とする光ファイバーセンサユニット。
【請求項5】
中空筒状を呈する合成樹脂製のチューブと、このチューブ内に配置される光ファイバーを保持するためにこのチューブの先端の内部に保持される合成樹脂製の光ファイバーホルダと、前記チューブの先端に融着されてこのチューブの先端を密閉すると共に光学的反射面としても機能する合成樹脂製の封止部材と、を有する光ファイバーセンサユニットにおいて、
前記光ファイバーホルダは前記チューブの内部に圧入可能な外形寸法に形成されると共に前記チューブの先端側から圧入されており、
前記封止部材は前記光ファイバーホルダの端面と直接的又は間接的に接触する面を有しており、この面の周縁部分が溶融されかつ中央部分が溶融されない状態でこの封止部材と前記チューブの先端とが接合されたことを特徴とする光ファイバーセンサユニット。
【図1】


【図2】
【図3】
【図4】
【図5】

【図6】

【図7】
【図8】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2009−14414(P2009−14414A)
【公開日】平成21年1月22日(2009.1.22)
【国際特許分類】
【出願番号】特願2007−174566(P2007−174566)
【出願日】平成19年7月2日(2007.7.2)
【出願人】(000006666)株式会社山武 (1,808)
【Fターム(参考)】
【公開日】平成21年1月22日(2009.1.22)
【国際特許分類】
【出願日】平成19年7月2日(2007.7.2)
【出願人】(000006666)株式会社山武 (1,808)
【Fターム(参考)】
[ Back to top ]