
光ファイバ布線構造体及びその製造方法
【課題】基材上に光ファイバ心線を効率よく布線することができる光ファイバ布線構造体を提供する。
【解決手段】光ファイバ布線構造体Aは、基材と、基材上に、直線部分20a,20bと曲線部分20cとが交互に連なって並行に延びる周回パターンを形成するように布線された光ファイバ心線20とを備える。周回パターンは、任意の周の直線部分と曲線部分との結合部Jが、それよりも内側の周の直線部分と曲線部分との結合部よりも、直線部分の延びる方向において突出して位置付けられている。
【解決手段】光ファイバ布線構造体Aは、基材と、基材上に、直線部分20a,20bと曲線部分20cとが交互に連なって並行に延びる周回パターンを形成するように布線された光ファイバ心線20とを備える。周回パターンは、任意の周の直線部分と曲線部分との結合部Jが、それよりも内側の周の直線部分と曲線部分との結合部よりも、直線部分の延びる方向において突出して位置付けられている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は光ファイバ布線構造体及びその製造方法に関する。
【背景技術】
【0002】
ファイバレーザや光ファイバ増幅器等のように長尺の光ファイバ心線を用いる装置では、例えば、リールに光ファイバ心線を巻き付けたものを装置内に組み込んだり、或いは、基材となる樹脂シート上に光ファイバ心線を所定の周回パターンを形成するように布線した光ファイバ布線シートを装置内に組み込んだりすることが行われる。
【0003】
特許文献1には、可撓性を有する長方形状の樹脂製のシートにトラック状に配置された光ファイバ心線が保持された光ファイバ布線シートであって、トラック形状の最も内側に位置する半円部の曲率半径が16mmに設定され、半円部が内側から外側にいくに従って曲率半径が徐々に大きくなるように形成され、直線部の長さが32.5mmに設定され、光ファイバ心線の全長が21mに設定されたものが開示されている。
【0004】
特許文献2には、光ファイバ布線シートの製造方法について、光ファイバの表面を覆うように紫外線硬化型の樹脂を塗布し、これに紫外線を照射して樹脂の表面側に未架橋の部分が残った光ファイバ心線を構成した上で、この光ファイバ心線を互いに密着させて型枠に巻き取った後、再度、紫外線を照射して、未架橋の樹脂を硬化させることにより光ファイバ心線同士を接着して一体化させることが開示されている。
【0005】
また、特許文献3には、光ファイバの放熱を目的として、光ファイバを円形に巻回し、それを熱伝導性の高い材質の第1及び第2の部材で挟んだ状態で、それらの隙間に柔軟性が高く且つ熱伝導性の高い材料を充填することが開示されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2001−326406号公報
【特許文献2】特開2000−329944号公報
【特許文献3】特開2001−274489号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明の課題は、基材上に光ファイバ心線を効率よく布線することである。
【課題を解決するための手段】
【0008】
本発明の光ファイバ布線構造体は、
基材と、
上記基材上に、直線部分と曲線部分とが交互に連なって並行に延びる周回パターンを形成するように布線された光ファイバ心線と、
を備えたものであって、
上記周回パターンは、任意の周の直線部分と曲線部分との結合部が、それよりも内側の周の直線部分と曲線部分との結合部よりも、直線部分の延びる方向において突出して位置付けられている。
【0009】
本発明の光ファイバ布線構造体の製造方法は、基材上に、光ファイバ心線を、直線部分と曲線部分とが交互に連なって並行に延びる周回パターンを形成するように布線するものであって、
上記周回パターンを、任意の周の直線部分と曲線部分との結合部が、それよりも内側の周の直線部分と曲線部分との結合部よりも、直線部分の延びる方向において突出して位置付けられたものとする。
【発明の効果】
【0010】
本発明によれば、光ファイバ心線の周回パターンが、任意の周の直線部分と曲線部分との結合部が、それよりも内側の周の直線部分と曲線部分との結合部よりも、直線部分の延びる方向において突出して位置付けられているので、単位面積当たりの布線長さを長くとることができ、その結果、基材上に光ファイバ心線を効率よく布線することができる。
【図面の簡単な説明】
【0011】
【図1】実施形態1に係る光ファイバ布線構造体を示す斜視図である。
【図2】実施形態1に係る光ファイバ布線構造体を示す平面図である。
【図3】実施形態1に係る光ファイバ布線構造体の要部の拡大平面図である。
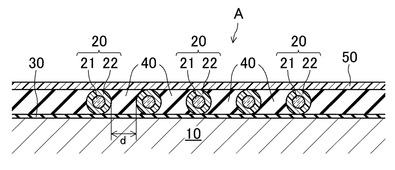
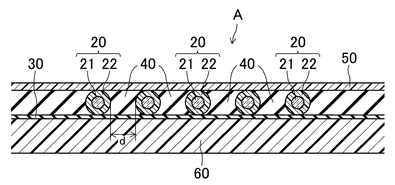
【図4】図2におけるIV-IV拡大断面図である。
【図5】光ファイバ心線の斜視図である。
【図6】布線装置の斜視図である。
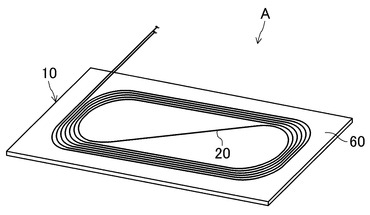
【図7】実施形態2に係る光ファイバ布線構造体を示す斜視図である。
【図8】実施形態2に係る光ファイバ布線構造体の実施形態1における図4に相当する拡大断面図である。
【図9】光ファイバ布線構造体の別の変形例を示す側面図である。
【図10】従来の光ファイバ布線構造体の要部の拡大平面図である。
【発明を実施するための形態】
【0012】
以下、実施形態について図面に基づいて詳細に説明する。
【0013】
(実施形態1)
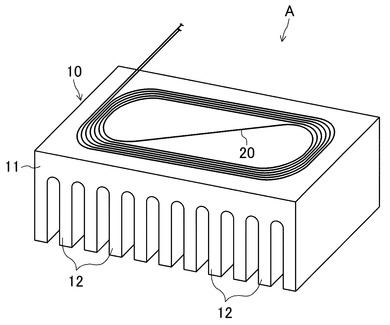
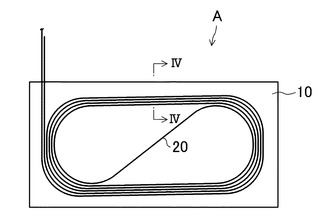
図1〜4は実施形態1に係る光ファイバ布線構造体Aを示す。この実施形態1に係る光ファイバ布線構造体Aは、例えばファイバレーザや光ファイバ増幅器等の用途に用いられるものである。
【0014】
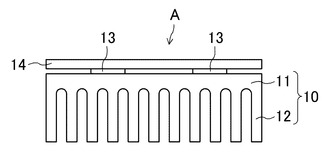
実施形態1に係る光ファイバ布線構造体Aでは、ヒートシンク10が基材を構成している。
【0015】
ヒートシンク10は、長方形の本体プレート11の表面が平坦面である一方、その裏面に複数の板状のフィン12が長辺方向に間隔をおいてそれぞれ法線方向に延びるように本体プレート11に一体に設けられ、側面視櫛形の形状を有している。ヒートシンク10を形成する材料は熱伝導率の高い金属であることが好ましく、かかる材料としては、例えば、アルミニウム、銅等が挙げられる。ヒートシンク10は、耐蝕性及び耐摩耗性を向上させるため、また、放熱特性を向上させるため、黒などに着色された陽極酸化皮膜により被覆されていてもよい。本体プレート11は、例えば、長さが50〜300mm、幅が50〜250mm、及び厚さが1〜10mmである。フィン12は、例えば、本体プレート11から延びる長さが2〜300mm、及び厚さが5〜50mmである。市販の好適なヒートシンク10としては、例えば、AAVID社製の型番:EM/B/150(熱抵抗0.64℃/W)や型番:OK278/B/150(熱抵抗0.48℃/W)等が挙げられる。なお、ヒートシンク10の本体プレート11やフィン12の形状、材料、及び寸法はこれらに限定されるものではなく、他の構成を有していてもよい。
【0016】
実施形態1に係る光ファイバ布線構造体Aでは、ヒートシンク10の本体プレート11表面に光ファイバ心線20が粘着層30(粘着剤)を介して周回パターンを形成するように布線されている。
【0017】
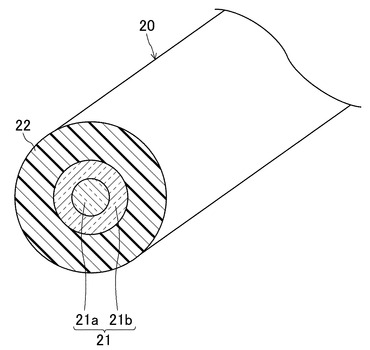
図5は光ファイバ心線20を示す。
【0018】
光ファイバ心線20は、光ファイバ21とそれを被覆する被覆層22とによって構成されている。光ファイバ心線20は、例えば、長さが3〜100m、及び心線径が50〜1000μmである。
【0019】
光ファイバ21は、ファイバ中心の相対的に高屈折率のコア21aとそれを被覆する相対的に低屈折率のクラッド21bとを有する。光ファイバ21を形成する材料は典型的には石英であるが、使用条件によって耐熱性能が許せばアクリル樹脂等の樹脂であってもよく、また、コア21aが石英で且つクラッド21bが樹脂であってもよい。コア21aには、例えば、ドーパントとしてエルビウム(Er)、イットリウム(Y)、ネオジム(Nd)等の希土類元素がドープされていてもよく、その他、ゲルマニウム(Ge)やアルミニウム(Al)等がドープされていてもよい。クラッド21bには、ドーパントがドープされていてもよく、また、ドーパントがドープされていなくてもよいが、前者の場合のドーパントとして例えば屈折率を下げるホウ素(B)やフッ素(F)等が挙げられる。光ファイバ21は、例えば、ファイバ径が50〜800μm、コア径が3〜600μm、及びクラッド21bの厚さが25〜100μmである。但し、光ファイバ21の放熱性を高める観点からは、光ファイバ21のファイバ径は125μm以上であることが好ましい。また、光ファイバ21は、複数の波長の光を通すためのコア及びクラッドが複数組み合わされたものや、断面がD字型や多角形など円形以外のものであってもよい。かかる光ファイバ21については、例えば、特開2002−151764号公報や”Double−clad fiber laser with 30mW output power”,OSA Trends in Optics and Photonics,vol.16,p137〜140(1997).に開示されている。
【0020】
被覆層22を形成する材料としては、例えば、汎用材料では紫外線硬化型のアクリル樹脂が挙げられるが、樹脂の中では光ファイバ21の発熱を効率的に放熱する観点から薄いポリイミド樹脂が好ましく、また、光ファイバ21の発熱を効率的に放熱する観点から高い熱伝導性を有するアルミニウムや銅や金などの金属が好ましい。被覆層22の厚さは、樹脂の場合例えば3〜100μmであり、金属の場合例えば30〜200μmである。
【0021】
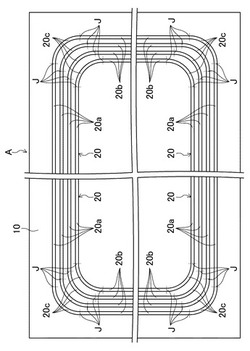
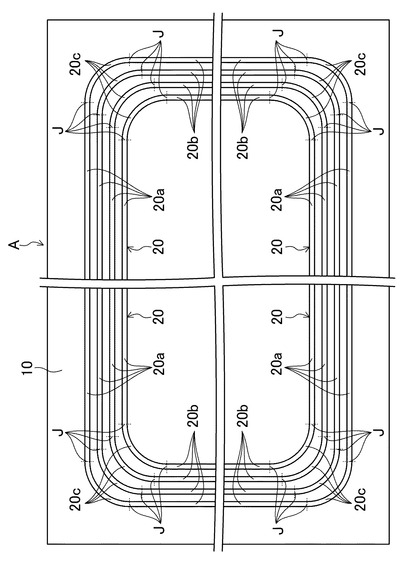
周回パターンは、光ファイバ心線20の長さ方向の中央部分に形成したループを囲うように、一対の光ファイバ心線20が、各周において、本体プレート11の長辺に沿って延びる一対の対向する直線部分20aと、本体プレート11の短辺に沿って延びる一対の対向する直線部分20bと、本体プレート11の角部に配置されて長辺側の直線部分20aと短辺側の直線部分20bとを連結する4つの曲線部分20cとを有する略長方形を形成し、直線部分20a,20bと曲線部分20cとが交互に連なって並行に延びるように外側に周回(例えば6〜200周)したパターンである。
【0022】
この周回パターンは、図3に示すように、任意の周の直線部分20a,20bと曲線部分20cとの全ての結合部Jが、それよりも内側の周の直線部分20a,20bと曲線部分20cとの結合部Jよりも、直線部分20a,20bの延びる方向において突出して位置付けられている。これにより、この周回パターンでは、任意の周の直線部分20a,20bの長さが、それよりも内側の周の直線部分20a,20bの長さよりも長くなっている。この周回パターンの直線部分20a,20bの長さは例えば30〜200mmである。
【0023】
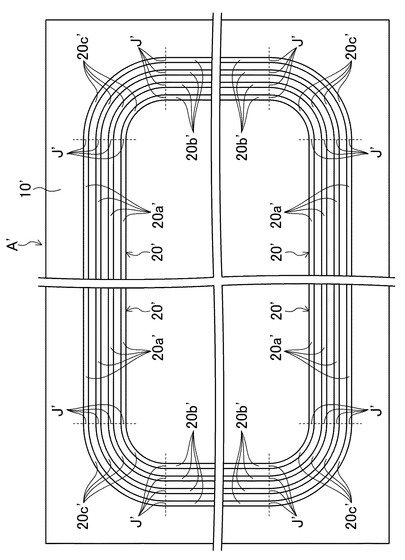
実施形態1に係る光ファイバ布線構造体Aによれば、図3に示すように、光ファイバ心線20の周回パターンが、任意の周の直線部分20a,20bと曲線部分20cとの結合部Jが、それよりも内側の周の直線部分20a,20bと曲線部分20cとの結合部Jよりも、直線部分20a,20bの延びる方向において突出して位置付けられているので、図10に示す従来の光ファイバ布線構造体A’の構成のように、ヒートシンク10’に周回パターンを形成するように布線された光ファイバ心線20’において、任意の周の直線部分20a’,20b’と曲線部分20c’との結合部J’が、それよりも内側の周の直線部分20a’,20b’と曲線部分20c’との結合部J’と、直線部分20a’,20b’の延びる方向において同一の位置に位置付けられている場合に比較して、単位面積当たりの布線長さを長くとることができ、その結果、ヒートシンク10上に光ファイバ心線20を効率よく布線することができる。具体的には、例えば、特許文献1の図1に開示された光ファイバ布線シートでは、基材である長方形状の樹脂製のシートに21mの光ファイバ心線を布線しているが、実施形態1に係る光ファイバ布線構造体Aにおいて、基材であるヒートシンク10の長方形の本体プレート11の表面の面積が特許文献1に開示されたものと同一であったとすれば、光ファイバ心線20を8%程度長く布線することができる。従って、同じ長さの光ファイバ心線20を布線する場合には、基材のサイズの小型化を図ることができる。
【0024】
この周回パターンは、図3に示すように、本体プレート11各角部において、いずれの周の曲線部分20cも同一の曲率半径の円弧に形成されている。このように、長方形の本体プレート11の角部に曲線部分20cが配置されていることにより、特に、角部のデッドスペースを有効活用して上記構成により布線長さを長く確保することができる。この周回パターンの曲線部分20cの曲率半径は例えば15〜150mmである。
【0025】
この周回パターンにおいて、直線部分20a,20b及び曲線部分20cのいずれでも、相互に隣接して並行に延びる光ファイバ心線20同士は接触しておらず、図4に示すように、光ファイバ心線20が相互に間隔dをおいて並行に延びるように設けられている。このように光ファイバ心線20が相互に間隔dをおいて並行に延びる周回パターンを形成するように布線されているので、光ファイバ心線20間に蓄熱されることがなく、しかも基材としてヒートシンク10を用いているおり、そのため高い放熱性を得ることができる。そして、これによって、ファイバレーザ用途場合にはハイパワー化が可能となり、また、光ファイバ増幅器用途の場合には特性の安定化が図られることとなる。光ファイバ心線20相互間の間隔dは、周回パターンに沿って広狭を有していてもよいが、光ファイバ心線20を限られたスペースに効率的に配設すると共に光ファイバ心線20間の蓄熱を排除して光ファイバ21の発熱を効率的に放熱する観点から、周回パターンに沿って一定であることが好ましい。光ファイバ心線20相互間の間隔dは、光ファイバ心線20を限られたスペースに効率的に配設すると共に光ファイバ心線20間の蓄熱を排除して光ファイバ21の発熱を効率的に放熱する観点から、光ファイバ心線20の心線径の0.2〜3.0倍であることが好ましく、0.5〜1.5倍であることがより好ましい。
【0026】
なお、周回パターンの最外周を形成した一対の光ファイバ心線20は、ヒートシンク10の外側に引き出されており、一方が入力端及び他方が出力端に構成されている。
【0027】
粘着層30を形成する材料としては、例えば、シリコーン系粘着剤、ゴム系粘着剤、アクリル系粘着剤等が挙げられる。粘着層30には、熱伝導性を高める金属粉やカーボン等のフィラーが添加されていてもよい。粘着層30の厚さは、光ファイバ21の発熱を効率的にヒートシンク10に放熱する観点から可能な限り薄いことが好ましいが、例えば20〜100μmである。なお、粘着層30の代わりに接着層を介して光ファイバ心線20が布線されていてもよく、かかる接着層を形成する材料としては、例えば、熱硬化性樹脂接着剤、熱可塑性樹脂系接着剤、エラストマー系接着剤等が挙げられる。
【0028】
実施形態1に係る光ファイバ布線構造体Aでは、光ファイバ心線20相互間に流体固化型の充填材40が充填されている。この充填材40によって、光ファイバ21からの熱の伝熱性が高められる。ここで、流体固化型の充填材40は、原材料が液体状乃至ペースト状の流動性を有する性状を示し、反応や溶媒揮発等により固化する充填材材料を意味する。
【0029】
かかる流体固化型の充填材40としては、例えば、シリコーンゴム、エポキシ樹脂などの熱硬化性樹脂、熱可塑性樹脂等が挙げられる。これらのうち光ファイバ21の発熱を効率的に放熱する観点から熱伝導性が優れるシリコーンゴムが好ましい。固化前の充填材40の粘度は、充填加工性の観点から50〜200Pa・sであることが好ましい。固化後の充填材40の硬さ(デュロメータA、JIS K 6249準拠)は、光ファイバ心線20の熱による寸法変化に対する追随性の観点から20〜80であることが好ましい。固化後の充填材40の熱伝導率(ISO22007−2準拠)は、光ファイバ21の発熱を効率的に放熱する観点から0.2〜2.5W/m・Kであることが好ましい。市販の好適な充填材40としては、例えば、信越化学工業社製のシリコーンゴム(商品名:KE−4890等)が挙げられる。
【0030】
実施形態1に係る光ファイバ布線構造体Aでは、布線された光ファイバ心線20の上からヒートシンク10の本体プレート11の表面を被覆するように保護フィルム50が設けられている。この保護フィルム50によって光ファイバ心線20が外部から保護される。
【0031】
保護フィルム50を形成する材料としては、例えば、ポリエチレン樹脂、ポリプロピレン樹脂、ポリエチレンテレフタレート樹脂等の樹脂が挙げられる。保護フィルム50は、光ファイバ心線20相互間に充填された充填材40の粘着性によって表面を密着被覆しているが、粘着材或いは接着剤を介して表面を密着被覆していてもよい。保護フィルム50の厚さは例えば25〜200μmである。
【0032】
次に、実施形態1に係る光ファイバ布線構造体Aの製造方法について説明する。
【0033】
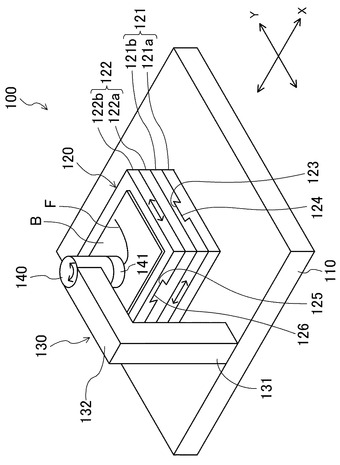
図6は光ファイバ布線構造体Aの製造に用いる布線装置100を示す。なお、布線装置100の構造については、例えば、特開2002−31723号公報、特開2002−365447号公報、特開2003−75654号公報等にも開示されている。
【0034】
この布線装置100は、矩形の基台110の中央に可動ステージ120が設けられていると共に、基台110の一辺の中央部に支持部材130が立設されている。
【0035】
可動ステージ120は、下側の第1直線移動ステージ121と上側の第2直線移動ステージ122とで構成されている。
【0036】
第1直線移動ステージ121は、基台110上に固定された第1固定部材121aとその上に設けられた第1移動台121bとからなる。第1固定部材121aの上面側には、図中の矢印Xの方向に延びるガイド凸部123が設けられている一方、第1移動台121bの下面側には、ガイド凸部123に係合するガイド凹部124が設けられている。第1移動台121bは不図示のモータに結合しており、その駆動によって第1移動台121bが第1固定部材121aに対して水平方向でガイド凸部123及びガイド凹部124が延びる方向、つまり、図中の矢印Xの方向に相対的に往復移動可能に構成されている。
【0037】
第2直線移動ステージ122も第1直線移動ステージ121と同じ構造を有しており、移動する方向が第1直線移動ステージ121の移動方向と直交している。すなわち、第2直線移動ステージ122は、第1移動台121b上に固定された第2固定部材122aとその上に設けられた第2移動台122bとからなる。第2固定部材122aの上面側には、図中の矢印Yの方向に延びるガイド凸部125が設けられている一方、第2移動台122bの下面側には、ガイド凸部125と係合するガイド凹部126が設けられている。第2移動台122bの上面は、基材Bの着脱が可能で、且つ基材Bが設置された際には、その光ファイバ心線20を布線する上面が略水平状態となるように構成されている。第2移動台122bは不図示のモータに結合しており、その駆動によって第2移動台122bが第2固定部材122aに対して水平方向でガイド凸部125及びガイド凹部126が延びる方向、つまり、図中の矢印Yの方向に相対的に往復移動可能に構成されている。なお、X方向とY方向とは直交している。
【0038】
支持部材130は、基台110から垂直に上方に立ち上がった脚部131とその脚部131の上端から基台110の中央部に向かって水平に延びた腕部132とからなるL字状の部材で構成されている。腕部132の先端には、布線部140が可動ステージ120の上方に位置付けられるように取り付けられている。
【0039】
布線部140は、内部に図示しない光ファイバボビンを収容していると共に、下端に布線ヘッド141を有しており、光ファイバボビンに巻かれた光ファイバ心線Fを引き出して布線ヘッド141の心線供給口から供給するように構成されている。また、布線部140は、不図示のモータにより基台110平面に対して略垂直な回転軸回りに回転するように構成されている。
【0040】
以上により、布線装置100は、可動ステージ120が第1及び第2直線移動ステージ122により基材BをXY平面内でX方向及びY方向の直交する2方向に移動させ、そして、その移動する基材B上に、支持部材130に支持された布線部140から光ファイバ心線Fを供給することにより、基材B上に所定の周回パターンで光ファイバ心線Fを布線するように構成されている。
【0041】
実施形態1に係る光ファイバ布線構造体Aを製造する際には、まず、基材としてのヒートシンク10の本体プレート11の表面に粘着剤を付着させて粘着層30を形成する。
【0042】
次いで、上記布線装置100の可動ステージ120に、ヒートシンク10を、粘着層30を設けた本体プレート11の表面が上方を向くように設置する。
【0043】
続いて、可動ステージ120によりヒートシンク10をXY平面内で移動させると共に、布線部140から光ファイバ心線20を供給することにより、ヒートシンク10の本体プレート11上に、相互に間隔dをおいて並行に延びる所定の周回パターンを形成するように光ファイバ心線20を布線する。
【0044】
そして、布線装置100からヒートシンク10を取り出し、ヒートシンク10の本体プレート11の表面側に、未硬化の液体状乃至ペースト状の充填材40を、光ファイバ心線20相互間に充填されるように塗布し、それを硬化させる。
【0045】
最後に、光ファイバ心線20の上からヒートシンク10の本体プレート11の表面を被覆するように保護フィルム50を被せて密着させることにより、実施形態1に係る光ファイバ布線構造体Aを得ることができる。
【0046】
(実施形態2)
図7及び8は実施形態2に係る光ファイバ布線構造体A(光ファイバシート)を示す。この実施形態2に係る光ファイバ布線構造体Aもまた、例えばファイバレーザや光ファイバ増幅器等の用途に用いられるものである。なお、実施形態1と同一名称の部分は実施形態1と同一符号で示す。
【0047】
実施形態2に係る光ファイバ布線構造体Aでは、長方形の樹脂シート60が基材を構成している。
【0048】
樹脂シート60を形成する材料としては、例えば、ポリエチレン樹脂、ポリプロピレン樹脂、ポリエチレンテレフタレート樹脂等の樹脂が挙げられる。樹脂シート60の厚さは例えば0.1〜0.8mmである。
【0049】
実施形態2に係る光ファイバ布線構造体Aは、基材が樹脂シート60であるので、光ファイバ増幅器等の軽量化及びコンパクト化が可能である。
【0050】
その他の光ファイバ心線20及びその布線の周回パターン、粘着層30、充填材40、保護フィルム50の構成、並びに作用効果は実施形態1と同一である。
【0051】
(その他の実施形態)
上記実施形態1及び2では、全ての直線部分20a,20bと曲線部分20cとの結合部Jにおいて、任意の周の直線部分20a,20bと曲線部分20cとの結合部Jが、それよりも内側の周の直線部分20a,20bと曲線部分20cとの結合部Jよりも、直線部分20a,20bの延びる方向において突出して位置付けられた構成としたが、特にこれに限定されるものではなく、周回パターンに含まれる直線部分20a,20bと曲線部分20cとの結合部Jの少なくとも1つがかかる構成を有する構成であればよい。
【0052】
上記実施形態1及び2では、任意の周の直線部分20a,20bの長さが、それよりも内側の周の直線部分20a,20bの長さよりも長い構成としたが、特にこれに限定されるものではなく、特定の周の直線部分20a,20bの長さが、それよりも内側の周の直線部分20a,20bの長さよりも短い乃至同一である構成であってもよい。
【0053】
上記実施形態1及び2では、いずれの周の曲線部分20cも同一の曲率半径の円弧に形成された構成としたが、特にこれに限定されるものではなく、曲線部分20cの曲率半径が内側の周ほど大きい構成であってもよく、また、内側の週ほど小さい構成であってもよく、さらに、不均一である構成であってもよい。
【0054】
上記実施形態1及び2では、光ファイバ心線20を布線するヒートシンク10の本体プレート11或いは樹脂シート60が長方形である構成としたが、特にこれに限定されるものではなく、正方形であってもよく、また、その他の多角形であってもよい。
【0055】
上記実施形態1及び2では、曲線部分20cが角部に配置された構成としたが、特にこれに限定されるものではなく、曲線部分20cがその他の部分に設けられていてもよい。但し、角部のデッドスペースを有効活用の観点からは、上記実施形態1及び2のように曲線部分20cが角部に配置されていることが好ましい。
【0056】
上記実施形態1及び2では、光ファイバ心線20が周間で相互に間隔をおいて布線された構成としたが、特にこれに限定されるものではなく、光ファイバ心線20が周間で相互に密着して布線された構成であってもよい。
【0057】
上記実施形態1では、ヒートシンク10の本体プレート11に光ファイバ心線20を布線した構成としたが、特にこれに限定されるものではなく、図9に示すように、ヒートシンク10の本体プレート11上に1つ乃至複数のペルチェ素子13を取り付け、その上に設けた放熱板14上に光ファイバ心線20を布線した構成であってもよい。このような構成の場合、単に放熱だけでなく、温度の制御を行うことができる。
【0058】
上記実施形態1及び2では、粘着層30(或いは接着層)がヒートシンク10の本体プレート11或いは樹脂シート60の表面全体に設けられた構成としたが、特にこれに限定されるものではなく、粘着層30(或いは接着層)が少なくとも光ファイバ心線20が布線される部分に設けられた構成であってもよく、さらに、光ファイバ心線20が単に粘着剤(或いは接着剤)を介して布線された構成であってもよい。
【0059】
上記実施形態1及び2では、光ファイバ心線20相互間に充填材40が充填された構成としたが、特にこれに限定されるものではなく、充填材40が充填されず、光ファイバ心線20相互間に空隙が設けられた構成であってもよい。
【0060】
上記実施形態1及び2では、布線された光ファイバ心線20を被覆するように保護フィルム50が設けられた構成としたが、特にこれに限定されるものではなく、保護フィルム50が設けられず、布線された光ファイバ心線20が表面に露出した構成であってもよい。
【産業上の利用可能性】
【0061】
本発明は光ファイバ布線構造体及びその製造方法について有用である。
【符号の説明】
【0062】
A 光ファイバ布線構造体
B 基材
d 間隔
F 光ファイバ心線
J 結合部
10 ヒートシンク
11 本体プレート
12 フィン
13 ペルチェ素子
14 放熱板
20 光ファイバ心線
20a,20b 直線部分
20c 曲線部分
21 光ファイバ
21a コア
21b クラッド
22 被覆層
30 粘着層
40 充填材
50 保護フィルム
60 樹脂シート
100 布線装置
110 基台
120 可動ステージ
121 第1直線移動ステージ
121a 第1固定部材
121b 第1移動台
122 第2直線移動ステージ
122a 第2固定部材
122b 第2移動台
123,125 ガイド凸部
124,126 ガイド凹部
130 支持部材
131 脚部
132 腕部
140 布線部
141 布線ヘッド
【技術分野】
【0001】
本発明は光ファイバ布線構造体及びその製造方法に関する。
【背景技術】
【0002】
ファイバレーザや光ファイバ増幅器等のように長尺の光ファイバ心線を用いる装置では、例えば、リールに光ファイバ心線を巻き付けたものを装置内に組み込んだり、或いは、基材となる樹脂シート上に光ファイバ心線を所定の周回パターンを形成するように布線した光ファイバ布線シートを装置内に組み込んだりすることが行われる。
【0003】
特許文献1には、可撓性を有する長方形状の樹脂製のシートにトラック状に配置された光ファイバ心線が保持された光ファイバ布線シートであって、トラック形状の最も内側に位置する半円部の曲率半径が16mmに設定され、半円部が内側から外側にいくに従って曲率半径が徐々に大きくなるように形成され、直線部の長さが32.5mmに設定され、光ファイバ心線の全長が21mに設定されたものが開示されている。
【0004】
特許文献2には、光ファイバ布線シートの製造方法について、光ファイバの表面を覆うように紫外線硬化型の樹脂を塗布し、これに紫外線を照射して樹脂の表面側に未架橋の部分が残った光ファイバ心線を構成した上で、この光ファイバ心線を互いに密着させて型枠に巻き取った後、再度、紫外線を照射して、未架橋の樹脂を硬化させることにより光ファイバ心線同士を接着して一体化させることが開示されている。
【0005】
また、特許文献3には、光ファイバの放熱を目的として、光ファイバを円形に巻回し、それを熱伝導性の高い材質の第1及び第2の部材で挟んだ状態で、それらの隙間に柔軟性が高く且つ熱伝導性の高い材料を充填することが開示されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2001−326406号公報
【特許文献2】特開2000−329944号公報
【特許文献3】特開2001−274489号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明の課題は、基材上に光ファイバ心線を効率よく布線することである。
【課題を解決するための手段】
【0008】
本発明の光ファイバ布線構造体は、
基材と、
上記基材上に、直線部分と曲線部分とが交互に連なって並行に延びる周回パターンを形成するように布線された光ファイバ心線と、
を備えたものであって、
上記周回パターンは、任意の周の直線部分と曲線部分との結合部が、それよりも内側の周の直線部分と曲線部分との結合部よりも、直線部分の延びる方向において突出して位置付けられている。
【0009】
本発明の光ファイバ布線構造体の製造方法は、基材上に、光ファイバ心線を、直線部分と曲線部分とが交互に連なって並行に延びる周回パターンを形成するように布線するものであって、
上記周回パターンを、任意の周の直線部分と曲線部分との結合部が、それよりも内側の周の直線部分と曲線部分との結合部よりも、直線部分の延びる方向において突出して位置付けられたものとする。
【発明の効果】
【0010】
本発明によれば、光ファイバ心線の周回パターンが、任意の周の直線部分と曲線部分との結合部が、それよりも内側の周の直線部分と曲線部分との結合部よりも、直線部分の延びる方向において突出して位置付けられているので、単位面積当たりの布線長さを長くとることができ、その結果、基材上に光ファイバ心線を効率よく布線することができる。
【図面の簡単な説明】
【0011】
【図1】実施形態1に係る光ファイバ布線構造体を示す斜視図である。
【図2】実施形態1に係る光ファイバ布線構造体を示す平面図である。
【図3】実施形態1に係る光ファイバ布線構造体の要部の拡大平面図である。
【図4】図2におけるIV-IV拡大断面図である。
【図5】光ファイバ心線の斜視図である。
【図6】布線装置の斜視図である。
【図7】実施形態2に係る光ファイバ布線構造体を示す斜視図である。
【図8】実施形態2に係る光ファイバ布線構造体の実施形態1における図4に相当する拡大断面図である。
【図9】光ファイバ布線構造体の別の変形例を示す側面図である。
【図10】従来の光ファイバ布線構造体の要部の拡大平面図である。
【発明を実施するための形態】
【0012】
以下、実施形態について図面に基づいて詳細に説明する。
【0013】
(実施形態1)
図1〜4は実施形態1に係る光ファイバ布線構造体Aを示す。この実施形態1に係る光ファイバ布線構造体Aは、例えばファイバレーザや光ファイバ増幅器等の用途に用いられるものである。
【0014】
実施形態1に係る光ファイバ布線構造体Aでは、ヒートシンク10が基材を構成している。
【0015】
ヒートシンク10は、長方形の本体プレート11の表面が平坦面である一方、その裏面に複数の板状のフィン12が長辺方向に間隔をおいてそれぞれ法線方向に延びるように本体プレート11に一体に設けられ、側面視櫛形の形状を有している。ヒートシンク10を形成する材料は熱伝導率の高い金属であることが好ましく、かかる材料としては、例えば、アルミニウム、銅等が挙げられる。ヒートシンク10は、耐蝕性及び耐摩耗性を向上させるため、また、放熱特性を向上させるため、黒などに着色された陽極酸化皮膜により被覆されていてもよい。本体プレート11は、例えば、長さが50〜300mm、幅が50〜250mm、及び厚さが1〜10mmである。フィン12は、例えば、本体プレート11から延びる長さが2〜300mm、及び厚さが5〜50mmである。市販の好適なヒートシンク10としては、例えば、AAVID社製の型番:EM/B/150(熱抵抗0.64℃/W)や型番:OK278/B/150(熱抵抗0.48℃/W)等が挙げられる。なお、ヒートシンク10の本体プレート11やフィン12の形状、材料、及び寸法はこれらに限定されるものではなく、他の構成を有していてもよい。
【0016】
実施形態1に係る光ファイバ布線構造体Aでは、ヒートシンク10の本体プレート11表面に光ファイバ心線20が粘着層30(粘着剤)を介して周回パターンを形成するように布線されている。
【0017】
図5は光ファイバ心線20を示す。
【0018】
光ファイバ心線20は、光ファイバ21とそれを被覆する被覆層22とによって構成されている。光ファイバ心線20は、例えば、長さが3〜100m、及び心線径が50〜1000μmである。
【0019】
光ファイバ21は、ファイバ中心の相対的に高屈折率のコア21aとそれを被覆する相対的に低屈折率のクラッド21bとを有する。光ファイバ21を形成する材料は典型的には石英であるが、使用条件によって耐熱性能が許せばアクリル樹脂等の樹脂であってもよく、また、コア21aが石英で且つクラッド21bが樹脂であってもよい。コア21aには、例えば、ドーパントとしてエルビウム(Er)、イットリウム(Y)、ネオジム(Nd)等の希土類元素がドープされていてもよく、その他、ゲルマニウム(Ge)やアルミニウム(Al)等がドープされていてもよい。クラッド21bには、ドーパントがドープされていてもよく、また、ドーパントがドープされていなくてもよいが、前者の場合のドーパントとして例えば屈折率を下げるホウ素(B)やフッ素(F)等が挙げられる。光ファイバ21は、例えば、ファイバ径が50〜800μm、コア径が3〜600μm、及びクラッド21bの厚さが25〜100μmである。但し、光ファイバ21の放熱性を高める観点からは、光ファイバ21のファイバ径は125μm以上であることが好ましい。また、光ファイバ21は、複数の波長の光を通すためのコア及びクラッドが複数組み合わされたものや、断面がD字型や多角形など円形以外のものであってもよい。かかる光ファイバ21については、例えば、特開2002−151764号公報や”Double−clad fiber laser with 30mW output power”,OSA Trends in Optics and Photonics,vol.16,p137〜140(1997).に開示されている。
【0020】
被覆層22を形成する材料としては、例えば、汎用材料では紫外線硬化型のアクリル樹脂が挙げられるが、樹脂の中では光ファイバ21の発熱を効率的に放熱する観点から薄いポリイミド樹脂が好ましく、また、光ファイバ21の発熱を効率的に放熱する観点から高い熱伝導性を有するアルミニウムや銅や金などの金属が好ましい。被覆層22の厚さは、樹脂の場合例えば3〜100μmであり、金属の場合例えば30〜200μmである。
【0021】
周回パターンは、光ファイバ心線20の長さ方向の中央部分に形成したループを囲うように、一対の光ファイバ心線20が、各周において、本体プレート11の長辺に沿って延びる一対の対向する直線部分20aと、本体プレート11の短辺に沿って延びる一対の対向する直線部分20bと、本体プレート11の角部に配置されて長辺側の直線部分20aと短辺側の直線部分20bとを連結する4つの曲線部分20cとを有する略長方形を形成し、直線部分20a,20bと曲線部分20cとが交互に連なって並行に延びるように外側に周回(例えば6〜200周)したパターンである。
【0022】
この周回パターンは、図3に示すように、任意の周の直線部分20a,20bと曲線部分20cとの全ての結合部Jが、それよりも内側の周の直線部分20a,20bと曲線部分20cとの結合部Jよりも、直線部分20a,20bの延びる方向において突出して位置付けられている。これにより、この周回パターンでは、任意の周の直線部分20a,20bの長さが、それよりも内側の周の直線部分20a,20bの長さよりも長くなっている。この周回パターンの直線部分20a,20bの長さは例えば30〜200mmである。
【0023】
実施形態1に係る光ファイバ布線構造体Aによれば、図3に示すように、光ファイバ心線20の周回パターンが、任意の周の直線部分20a,20bと曲線部分20cとの結合部Jが、それよりも内側の周の直線部分20a,20bと曲線部分20cとの結合部Jよりも、直線部分20a,20bの延びる方向において突出して位置付けられているので、図10に示す従来の光ファイバ布線構造体A’の構成のように、ヒートシンク10’に周回パターンを形成するように布線された光ファイバ心線20’において、任意の周の直線部分20a’,20b’と曲線部分20c’との結合部J’が、それよりも内側の周の直線部分20a’,20b’と曲線部分20c’との結合部J’と、直線部分20a’,20b’の延びる方向において同一の位置に位置付けられている場合に比較して、単位面積当たりの布線長さを長くとることができ、その結果、ヒートシンク10上に光ファイバ心線20を効率よく布線することができる。具体的には、例えば、特許文献1の図1に開示された光ファイバ布線シートでは、基材である長方形状の樹脂製のシートに21mの光ファイバ心線を布線しているが、実施形態1に係る光ファイバ布線構造体Aにおいて、基材であるヒートシンク10の長方形の本体プレート11の表面の面積が特許文献1に開示されたものと同一であったとすれば、光ファイバ心線20を8%程度長く布線することができる。従って、同じ長さの光ファイバ心線20を布線する場合には、基材のサイズの小型化を図ることができる。
【0024】
この周回パターンは、図3に示すように、本体プレート11各角部において、いずれの周の曲線部分20cも同一の曲率半径の円弧に形成されている。このように、長方形の本体プレート11の角部に曲線部分20cが配置されていることにより、特に、角部のデッドスペースを有効活用して上記構成により布線長さを長く確保することができる。この周回パターンの曲線部分20cの曲率半径は例えば15〜150mmである。
【0025】
この周回パターンにおいて、直線部分20a,20b及び曲線部分20cのいずれでも、相互に隣接して並行に延びる光ファイバ心線20同士は接触しておらず、図4に示すように、光ファイバ心線20が相互に間隔dをおいて並行に延びるように設けられている。このように光ファイバ心線20が相互に間隔dをおいて並行に延びる周回パターンを形成するように布線されているので、光ファイバ心線20間に蓄熱されることがなく、しかも基材としてヒートシンク10を用いているおり、そのため高い放熱性を得ることができる。そして、これによって、ファイバレーザ用途場合にはハイパワー化が可能となり、また、光ファイバ増幅器用途の場合には特性の安定化が図られることとなる。光ファイバ心線20相互間の間隔dは、周回パターンに沿って広狭を有していてもよいが、光ファイバ心線20を限られたスペースに効率的に配設すると共に光ファイバ心線20間の蓄熱を排除して光ファイバ21の発熱を効率的に放熱する観点から、周回パターンに沿って一定であることが好ましい。光ファイバ心線20相互間の間隔dは、光ファイバ心線20を限られたスペースに効率的に配設すると共に光ファイバ心線20間の蓄熱を排除して光ファイバ21の発熱を効率的に放熱する観点から、光ファイバ心線20の心線径の0.2〜3.0倍であることが好ましく、0.5〜1.5倍であることがより好ましい。
【0026】
なお、周回パターンの最外周を形成した一対の光ファイバ心線20は、ヒートシンク10の外側に引き出されており、一方が入力端及び他方が出力端に構成されている。
【0027】
粘着層30を形成する材料としては、例えば、シリコーン系粘着剤、ゴム系粘着剤、アクリル系粘着剤等が挙げられる。粘着層30には、熱伝導性を高める金属粉やカーボン等のフィラーが添加されていてもよい。粘着層30の厚さは、光ファイバ21の発熱を効率的にヒートシンク10に放熱する観点から可能な限り薄いことが好ましいが、例えば20〜100μmである。なお、粘着層30の代わりに接着層を介して光ファイバ心線20が布線されていてもよく、かかる接着層を形成する材料としては、例えば、熱硬化性樹脂接着剤、熱可塑性樹脂系接着剤、エラストマー系接着剤等が挙げられる。
【0028】
実施形態1に係る光ファイバ布線構造体Aでは、光ファイバ心線20相互間に流体固化型の充填材40が充填されている。この充填材40によって、光ファイバ21からの熱の伝熱性が高められる。ここで、流体固化型の充填材40は、原材料が液体状乃至ペースト状の流動性を有する性状を示し、反応や溶媒揮発等により固化する充填材材料を意味する。
【0029】
かかる流体固化型の充填材40としては、例えば、シリコーンゴム、エポキシ樹脂などの熱硬化性樹脂、熱可塑性樹脂等が挙げられる。これらのうち光ファイバ21の発熱を効率的に放熱する観点から熱伝導性が優れるシリコーンゴムが好ましい。固化前の充填材40の粘度は、充填加工性の観点から50〜200Pa・sであることが好ましい。固化後の充填材40の硬さ(デュロメータA、JIS K 6249準拠)は、光ファイバ心線20の熱による寸法変化に対する追随性の観点から20〜80であることが好ましい。固化後の充填材40の熱伝導率(ISO22007−2準拠)は、光ファイバ21の発熱を効率的に放熱する観点から0.2〜2.5W/m・Kであることが好ましい。市販の好適な充填材40としては、例えば、信越化学工業社製のシリコーンゴム(商品名:KE−4890等)が挙げられる。
【0030】
実施形態1に係る光ファイバ布線構造体Aでは、布線された光ファイバ心線20の上からヒートシンク10の本体プレート11の表面を被覆するように保護フィルム50が設けられている。この保護フィルム50によって光ファイバ心線20が外部から保護される。
【0031】
保護フィルム50を形成する材料としては、例えば、ポリエチレン樹脂、ポリプロピレン樹脂、ポリエチレンテレフタレート樹脂等の樹脂が挙げられる。保護フィルム50は、光ファイバ心線20相互間に充填された充填材40の粘着性によって表面を密着被覆しているが、粘着材或いは接着剤を介して表面を密着被覆していてもよい。保護フィルム50の厚さは例えば25〜200μmである。
【0032】
次に、実施形態1に係る光ファイバ布線構造体Aの製造方法について説明する。
【0033】
図6は光ファイバ布線構造体Aの製造に用いる布線装置100を示す。なお、布線装置100の構造については、例えば、特開2002−31723号公報、特開2002−365447号公報、特開2003−75654号公報等にも開示されている。
【0034】
この布線装置100は、矩形の基台110の中央に可動ステージ120が設けられていると共に、基台110の一辺の中央部に支持部材130が立設されている。
【0035】
可動ステージ120は、下側の第1直線移動ステージ121と上側の第2直線移動ステージ122とで構成されている。
【0036】
第1直線移動ステージ121は、基台110上に固定された第1固定部材121aとその上に設けられた第1移動台121bとからなる。第1固定部材121aの上面側には、図中の矢印Xの方向に延びるガイド凸部123が設けられている一方、第1移動台121bの下面側には、ガイド凸部123に係合するガイド凹部124が設けられている。第1移動台121bは不図示のモータに結合しており、その駆動によって第1移動台121bが第1固定部材121aに対して水平方向でガイド凸部123及びガイド凹部124が延びる方向、つまり、図中の矢印Xの方向に相対的に往復移動可能に構成されている。
【0037】
第2直線移動ステージ122も第1直線移動ステージ121と同じ構造を有しており、移動する方向が第1直線移動ステージ121の移動方向と直交している。すなわち、第2直線移動ステージ122は、第1移動台121b上に固定された第2固定部材122aとその上に設けられた第2移動台122bとからなる。第2固定部材122aの上面側には、図中の矢印Yの方向に延びるガイド凸部125が設けられている一方、第2移動台122bの下面側には、ガイド凸部125と係合するガイド凹部126が設けられている。第2移動台122bの上面は、基材Bの着脱が可能で、且つ基材Bが設置された際には、その光ファイバ心線20を布線する上面が略水平状態となるように構成されている。第2移動台122bは不図示のモータに結合しており、その駆動によって第2移動台122bが第2固定部材122aに対して水平方向でガイド凸部125及びガイド凹部126が延びる方向、つまり、図中の矢印Yの方向に相対的に往復移動可能に構成されている。なお、X方向とY方向とは直交している。
【0038】
支持部材130は、基台110から垂直に上方に立ち上がった脚部131とその脚部131の上端から基台110の中央部に向かって水平に延びた腕部132とからなるL字状の部材で構成されている。腕部132の先端には、布線部140が可動ステージ120の上方に位置付けられるように取り付けられている。
【0039】
布線部140は、内部に図示しない光ファイバボビンを収容していると共に、下端に布線ヘッド141を有しており、光ファイバボビンに巻かれた光ファイバ心線Fを引き出して布線ヘッド141の心線供給口から供給するように構成されている。また、布線部140は、不図示のモータにより基台110平面に対して略垂直な回転軸回りに回転するように構成されている。
【0040】
以上により、布線装置100は、可動ステージ120が第1及び第2直線移動ステージ122により基材BをXY平面内でX方向及びY方向の直交する2方向に移動させ、そして、その移動する基材B上に、支持部材130に支持された布線部140から光ファイバ心線Fを供給することにより、基材B上に所定の周回パターンで光ファイバ心線Fを布線するように構成されている。
【0041】
実施形態1に係る光ファイバ布線構造体Aを製造する際には、まず、基材としてのヒートシンク10の本体プレート11の表面に粘着剤を付着させて粘着層30を形成する。
【0042】
次いで、上記布線装置100の可動ステージ120に、ヒートシンク10を、粘着層30を設けた本体プレート11の表面が上方を向くように設置する。
【0043】
続いて、可動ステージ120によりヒートシンク10をXY平面内で移動させると共に、布線部140から光ファイバ心線20を供給することにより、ヒートシンク10の本体プレート11上に、相互に間隔dをおいて並行に延びる所定の周回パターンを形成するように光ファイバ心線20を布線する。
【0044】
そして、布線装置100からヒートシンク10を取り出し、ヒートシンク10の本体プレート11の表面側に、未硬化の液体状乃至ペースト状の充填材40を、光ファイバ心線20相互間に充填されるように塗布し、それを硬化させる。
【0045】
最後に、光ファイバ心線20の上からヒートシンク10の本体プレート11の表面を被覆するように保護フィルム50を被せて密着させることにより、実施形態1に係る光ファイバ布線構造体Aを得ることができる。
【0046】
(実施形態2)
図7及び8は実施形態2に係る光ファイバ布線構造体A(光ファイバシート)を示す。この実施形態2に係る光ファイバ布線構造体Aもまた、例えばファイバレーザや光ファイバ増幅器等の用途に用いられるものである。なお、実施形態1と同一名称の部分は実施形態1と同一符号で示す。
【0047】
実施形態2に係る光ファイバ布線構造体Aでは、長方形の樹脂シート60が基材を構成している。
【0048】
樹脂シート60を形成する材料としては、例えば、ポリエチレン樹脂、ポリプロピレン樹脂、ポリエチレンテレフタレート樹脂等の樹脂が挙げられる。樹脂シート60の厚さは例えば0.1〜0.8mmである。
【0049】
実施形態2に係る光ファイバ布線構造体Aは、基材が樹脂シート60であるので、光ファイバ増幅器等の軽量化及びコンパクト化が可能である。
【0050】
その他の光ファイバ心線20及びその布線の周回パターン、粘着層30、充填材40、保護フィルム50の構成、並びに作用効果は実施形態1と同一である。
【0051】
(その他の実施形態)
上記実施形態1及び2では、全ての直線部分20a,20bと曲線部分20cとの結合部Jにおいて、任意の周の直線部分20a,20bと曲線部分20cとの結合部Jが、それよりも内側の周の直線部分20a,20bと曲線部分20cとの結合部Jよりも、直線部分20a,20bの延びる方向において突出して位置付けられた構成としたが、特にこれに限定されるものではなく、周回パターンに含まれる直線部分20a,20bと曲線部分20cとの結合部Jの少なくとも1つがかかる構成を有する構成であればよい。
【0052】
上記実施形態1及び2では、任意の周の直線部分20a,20bの長さが、それよりも内側の周の直線部分20a,20bの長さよりも長い構成としたが、特にこれに限定されるものではなく、特定の周の直線部分20a,20bの長さが、それよりも内側の周の直線部分20a,20bの長さよりも短い乃至同一である構成であってもよい。
【0053】
上記実施形態1及び2では、いずれの周の曲線部分20cも同一の曲率半径の円弧に形成された構成としたが、特にこれに限定されるものではなく、曲線部分20cの曲率半径が内側の周ほど大きい構成であってもよく、また、内側の週ほど小さい構成であってもよく、さらに、不均一である構成であってもよい。
【0054】
上記実施形態1及び2では、光ファイバ心線20を布線するヒートシンク10の本体プレート11或いは樹脂シート60が長方形である構成としたが、特にこれに限定されるものではなく、正方形であってもよく、また、その他の多角形であってもよい。
【0055】
上記実施形態1及び2では、曲線部分20cが角部に配置された構成としたが、特にこれに限定されるものではなく、曲線部分20cがその他の部分に設けられていてもよい。但し、角部のデッドスペースを有効活用の観点からは、上記実施形態1及び2のように曲線部分20cが角部に配置されていることが好ましい。
【0056】
上記実施形態1及び2では、光ファイバ心線20が周間で相互に間隔をおいて布線された構成としたが、特にこれに限定されるものではなく、光ファイバ心線20が周間で相互に密着して布線された構成であってもよい。
【0057】
上記実施形態1では、ヒートシンク10の本体プレート11に光ファイバ心線20を布線した構成としたが、特にこれに限定されるものではなく、図9に示すように、ヒートシンク10の本体プレート11上に1つ乃至複数のペルチェ素子13を取り付け、その上に設けた放熱板14上に光ファイバ心線20を布線した構成であってもよい。このような構成の場合、単に放熱だけでなく、温度の制御を行うことができる。
【0058】
上記実施形態1及び2では、粘着層30(或いは接着層)がヒートシンク10の本体プレート11或いは樹脂シート60の表面全体に設けられた構成としたが、特にこれに限定されるものではなく、粘着層30(或いは接着層)が少なくとも光ファイバ心線20が布線される部分に設けられた構成であってもよく、さらに、光ファイバ心線20が単に粘着剤(或いは接着剤)を介して布線された構成であってもよい。
【0059】
上記実施形態1及び2では、光ファイバ心線20相互間に充填材40が充填された構成としたが、特にこれに限定されるものではなく、充填材40が充填されず、光ファイバ心線20相互間に空隙が設けられた構成であってもよい。
【0060】
上記実施形態1及び2では、布線された光ファイバ心線20を被覆するように保護フィルム50が設けられた構成としたが、特にこれに限定されるものではなく、保護フィルム50が設けられず、布線された光ファイバ心線20が表面に露出した構成であってもよい。
【産業上の利用可能性】
【0061】
本発明は光ファイバ布線構造体及びその製造方法について有用である。
【符号の説明】
【0062】
A 光ファイバ布線構造体
B 基材
d 間隔
F 光ファイバ心線
J 結合部
10 ヒートシンク
11 本体プレート
12 フィン
13 ペルチェ素子
14 放熱板
20 光ファイバ心線
20a,20b 直線部分
20c 曲線部分
21 光ファイバ
21a コア
21b クラッド
22 被覆層
30 粘着層
40 充填材
50 保護フィルム
60 樹脂シート
100 布線装置
110 基台
120 可動ステージ
121 第1直線移動ステージ
121a 第1固定部材
121b 第1移動台
122 第2直線移動ステージ
122a 第2固定部材
122b 第2移動台
123,125 ガイド凸部
124,126 ガイド凹部
130 支持部材
131 脚部
132 腕部
140 布線部
141 布線ヘッド
【特許請求の範囲】
【請求項1】
基材と、
上記基材上に、直線部分と曲線部分とが交互に連なって並行に延びる周回パターンを形成するように布線された光ファイバ心線と、
を備えた光ファイバ布線構造体であって、
上記周回パターンは、任意の周の直線部分と曲線部分との結合部が、それよりも内側の周の直線部分と曲線部分との結合部よりも、直線部分の延びる方向において突出して位置付けられている光ファイバ布線構造体。
【請求項2】
請求項1に記載された光ファイバ布線構造体において、
上記周回パターンは、任意の周の直線部分の長さが、それよりも内側の周の直線部分の長さよりも長い光ファイバ布線構造体。
【請求項3】
請求項1又は2に記載された光ファイバ布線構造体において、
上記周回パターンは、いずれの周の曲線部分も同一の曲率半径の円弧に形成されている光ファイバ布線構造体。
【請求項4】
請求項1乃至3に記載された光ファイバ布線構造体において、
上記基材の上記光ファイバ心線を布線する面が多角形に形成され、該多角形の角部に上記周回パターンの曲線部分が配置されている光ファイバ布線構造体。
【請求項5】
請求項1乃至4に記載された光ファイバ布線構造体において、
上記周回パターンは、上記光ファイバ心線が相互に間隔をおいて並行に延びるパターンである光ファイバ布線構造体。
【請求項6】
基材上に、光ファイバ心線を、直線部分と曲線部分とが交互に連なって並行に延びる周回パターンを形成するように布線する光ファイバ布線構造体の製造方法であって、
上記周回パターンを、任意の周の直線部分と曲線部分との結合部が、それよりも内側の周の直線部分と曲線部分との結合部よりも、直線部分の延びる方向において突出して位置付けられたものとする光ファイバ布線構造体の製造方法。
【請求項1】
基材と、
上記基材上に、直線部分と曲線部分とが交互に連なって並行に延びる周回パターンを形成するように布線された光ファイバ心線と、
を備えた光ファイバ布線構造体であって、
上記周回パターンは、任意の周の直線部分と曲線部分との結合部が、それよりも内側の周の直線部分と曲線部分との結合部よりも、直線部分の延びる方向において突出して位置付けられている光ファイバ布線構造体。
【請求項2】
請求項1に記載された光ファイバ布線構造体において、
上記周回パターンは、任意の周の直線部分の長さが、それよりも内側の周の直線部分の長さよりも長い光ファイバ布線構造体。
【請求項3】
請求項1又は2に記載された光ファイバ布線構造体において、
上記周回パターンは、いずれの周の曲線部分も同一の曲率半径の円弧に形成されている光ファイバ布線構造体。
【請求項4】
請求項1乃至3に記載された光ファイバ布線構造体において、
上記基材の上記光ファイバ心線を布線する面が多角形に形成され、該多角形の角部に上記周回パターンの曲線部分が配置されている光ファイバ布線構造体。
【請求項5】
請求項1乃至4に記載された光ファイバ布線構造体において、
上記周回パターンは、上記光ファイバ心線が相互に間隔をおいて並行に延びるパターンである光ファイバ布線構造体。
【請求項6】
基材上に、光ファイバ心線を、直線部分と曲線部分とが交互に連なって並行に延びる周回パターンを形成するように布線する光ファイバ布線構造体の製造方法であって、
上記周回パターンを、任意の周の直線部分と曲線部分との結合部が、それよりも内側の周の直線部分と曲線部分との結合部よりも、直線部分の延びる方向において突出して位置付けられたものとする光ファイバ布線構造体の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2012−198339(P2012−198339A)
【公開日】平成24年10月18日(2012.10.18)
【国際特許分類】
【出願番号】特願2011−61620(P2011−61620)
【出願日】平成23年3月18日(2011.3.18)
【出願人】(000003263)三菱電線工業株式会社 (734)
【Fターム(参考)】
【公開日】平成24年10月18日(2012.10.18)
【国際特許分類】
【出願日】平成23年3月18日(2011.3.18)
【出願人】(000003263)三菱電線工業株式会社 (734)
【Fターム(参考)】
[ Back to top ]