
光ファイバ敷設装置
管内にケーブルを敷設する装置とともに使用するデバイスであって、該装置は前記ケーブルを前記管内へと機械的に推進する手段を含み、前記デバイスは、前記管内へとエアフローを方向付けるのに適しており、エアフローが内部へと方向付けられるボアであって、長さおよび長手方向軸を有するボアと、前記ボアからのボアの長手方向軸に沿ったエアフローを低減するシールド手段と、を備え、前記シールド手段は前記ボアの長さを延長し、前記ボアは前記シールド手段から形成されている、デバイス。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、通信ケーブル、特に「送り込み(blowing)」技術により既設の光ファイバ管内に敷設される光ファイバの敷設方法および装置に関する。
【背景技術】
【0002】
流体媒質(エアであることが多い)の高速流によりもたらされる粘性抵抗(viscous drag)を利用した、光ファイバ伝送線路を光ファイバ管または導管内に敷設するために用いられる方法および装置が、欧州特許EP108590およびそれ以降の刊行物で知られている。光ファイバユニットを光ファイバ管または導管内に敷設するために、送り込み(blowing)ヘッドが用いられる。(本明細書では、文脈によって、「ファイバ」および「ファイバユニット」との表現が個々のファイバ部材およびファイバ束を含み、またその逆の場合もあるとみなされる。)
送り込みヘッドは、加圧エアが内部に圧送されるチャンバを備えている。このエアは、ファイバ管の口に流れ込み、送り込みヘッドに接続された管を通るように方向付けられる。ファイバユニットは、初めに押力により管内へと送り込まれ、管内に加圧エアが作用するのに十分なファイバ表面があれば、粘性抵抗の効果が管内のファイバを前進させるという課題の少なくとも一部を引き継ぐことになる。
【0003】
使用に当たって、従来技術の送り込みヘッドは多数の問題を抱えている。
【0004】
まず、ファイバユニットが敷設中に座屈(buckling)しやすいことが分かった。欧州特許EP253636で論じられているように、光ファイバは柔軟であり、これが装着されるファイバ管よりも断面が小さい必要がある。例えば、前進するファイバユニットの一部は、ファイバと管内部の間に生じる過度の摩擦により管内で止まってしまうこともあり得る。送り込みヘッドが構わずファイバユニットを推進し続ければ、座屈が発生する。座屈したファイバユニットは、敷設時のファイバ性能に悪影響を及ぼすか、あるいは物理的に損傷を与えることすらあり得る。少なくとも、座屈は敷設プロセスを遅らせることになる。
【0005】
このファイバ座屈の問題は、欧州特許EP253636および国際公開WO98/12588で対処されており、ファイバ座屈を検知し、ファイバユニット中に座屈があることを送り込みヘッドにフィードバックし、この情報を、ファイバを前進させる押力の調整に用いる方法および装置が説明されている。これらの解決法では、管内のファイバ座屈の影響が送り込みヘッドに「伝送」バックされるが、このファイバユニットは「座屈のキャビティ(buckle cavity)」内へと座屈してしまう。センサーは座屈検出用にキャビティ内に配置される。
【0006】
日本特許出願H04−335604は、加える押力の制御に検知した情報を用いる、磁力クラッチベースの送り込み用ファイバユニット敷設システムにおける方法を同様に提案している。この検知は、座屈の検出によってではなく電流計、敷設中に押す機構にかかる負荷を用いた検知により行われる。この目的は、送り込みヘッドによりスムーズかつ制御されたファイバのプレイアウトを提供することにより、座屈を回避することである。しかしながら、提案された方法および装置は、磁力クラッチシステムにおけるヒステリシスループラグ(hysteresis loop lag)のせいで十分な応答性も再現性ももたらさないので、この方法はこの目的を達成する見込みがない。
【0007】
第2の問題は、送り込みヘッドからのエア漏れの量に関連する。エアは、相当の圧力下(通常5〜15バール)で送り込みヘッドのチャンバ内に送り込まれる。このような高圧が必要とされるのは、ファイバ管が非常に小さい内径(現在の標準により通常3.5mmを超えない)を有するが、非常に大きい長さとなるからである。送り込み技術により装着された1000メートルを超えるファイバ管は、現在では珍しくない。送り込みヘッドのチャンバはボアを有しており、通常約1.1〜1.2mmである。チャンバに送り込まれたエアは、送り込みヘッドのあらゆる可能な漏れ口や亀裂から高圧で抜け出そうとする。
【0008】
また、管の口に送り込まれ管の他方の端部からファイバを出すファイバユニットがすべての送り込み作業に必要というわけではない。送り込み作業は敷設時にファイバの対象とする通路の中間点から開始する場合があり、これは2方向敷設としても知られる。このような敷設方法は、カバーされるべき全距離が1回の送り込み作業で可能な長さよりも長い管に装着するのに使用可能である。簡単にいえば、端部が管の遠端から出てくるまで、ファイバユニットの一端が第1の管内に送り込まれて一方向に吹込まれ、このプロセスがファイバユニットの他端を用いて逆方向に吹込むことにより繰り返される。2方向敷設における送り込み方向の変更に対応するために、国際公開WO98/12588は、ファイバユニット進路に沿ってどのように送り込みヘッドを開放可能かを示し、作業の第1部を完了後にユーザーが敷設したファイバを取り除くことが可能となる。しかしながら、このことは送り込みヘッドが敷設作業中に(例えばクランプによって)密閉されるべき通常2つの半体から成っていることを意味する。したがって、チャンバを形成するボアの2つの端部(ファイバユニットがそこから出入りする)だけでなく、送り込みヘッドの部分クランプで閉鎖されると合わさる継ぎ目に沿っても、加圧エアが抜け出す無数の箇所が存在する。
【0009】
通常、エア漏れを防ぐために変形可能なシールを用いるが、これらはファイバユニットまたはファイバ束の保護シース(sheath)をコートするガラスミクロスフィアに晒されるために、耐久力が不足することが判明している。このガラスビーズは、例えば欧州特許EP186753でさらに説明しているように、ファイバと内側の管表面間に発生する摩擦を軽減するために送り込み用ファイバユニットで用いられる。通常、変形可能シールはゴムまたはそのような材料からできているため、ガラスによる損傷に非常に弱く頻繁な交換によりコストがかさむことになる。
【0010】
送り込みヘッドからのエア漏れの結果として、ファイバ管内で必要な粘性抵抗を生じさせるために利用可能な量が減ってしまう。こうして、このエアの損失を補うために高価な大容量エアコンプレッサを使う必要が出てくる。損失を補うためにこのようなコンプレッサを調達して動作する費用に加えて、機械装置の重量および体積がコスト的な影響を伴う複数の作業員の雇用を余儀なくしてきた。
【0011】
第3の問題は、ファイバ束(多数のファイバユニットまたはファイバ部材を含んでいる)のサイズおよびファイバ管のサイズにおける進展から生じている。英国のブリティッシュテレコミュニケーションズ plc(British Telecommunications plc)は、過去18年間で2〜12本のファイバ部材のファイバ束を配置してきている。これに伴い管のサイズが変化した。将来は他のどのようなサイズが採用されるか分からない。従来技術の送り込みヘッドは、扱える範囲のファイバ束および管においてある程度の柔軟性を確立するよう試みてきたが、現在使用されているサイズの多様さは、サイズの全範囲を扱うことが可能な単一の送り込みヘッドがコスト効率が高く非常に有利であることを意味する。
【0012】
従来技術の送り込みヘッドに関するまた別の問題は、製造および動作に関するコストである。これまでの経験によれば、送り込み用ファイバは主に事業または商業上の展開をしてきた。というのも、ファイバベースの通信のニーズがそれを得るためのコストを上回っていたからである。しかし、住宅でのユーザーにとって、最終ユーザーが他のファイバのみのネットワークにおいて未だに限られた帯域幅の銅線を用いているという「ラストマイル(last mile)」の問題が、このような顧客のコストに対する敏感さによって少なからず生じている。
【0013】
住宅領域における低い占有率の結果、送り込みヘッドの展開に実際の限界量はないが、近い将来、顧客の需要増大とともに家庭へのユビキタスファイバ(「FTTH」)が英国および他の地域でも実現されることが見込まれる。大容量の低コストファイバ敷設サービスの提供がこのサービスの提供に不可欠となる。実際に、コストはFTTHの導入率を決定する主要なファクタである。
【0014】
したがって、低価格で製造可能かつ安価に動作可能な送り込みヘッドが必要である。コストはあまり考慮されてこなかったので、従来技術の送り込みヘッドは高価な材料から製作した特殊な機器としてみられる傾向があった。使用中のエア漏れのレベルが高いので、従来技術の送り込みヘッドとともに強力で高価なエアコンプレッサを用いなければならなかった。
【0015】
従来技術の送り込みヘッドは、熟練したユーザーに操作させる必要もあった。各送り込み作業は独特である。例えば、ファイバ/ファイバ束および管のサイズ、装着される管の長さ、大気条件(例えば、露点レベルが送り込みヘッド内に圧送されるエアの質に影響を及ぼす)には差がある。ユーザーは、正確に条件を読んで確実に送り込みヘッドを正しく設定可能でなくてはならない。さらに、ファイバ座屈等の問題の可能性を見逃さず、送り込みヘッドに調整を行うことにより迅速に補正手段を講じる必要がある。熟練したオペレータを要する点を除いても、従来技術の送り込みヘッドは設置作業に少なくとも2人必要である。これは、主に、大型コンプレッサが複数の人を移動および設定に要するという必要があるためである。
【0016】
つまり、従来技術の送り込みヘッドは、製造するにも使用するにも高価過ぎて、私的な家屋へのファイバ接続を提供するための配備に賢く利用可能とはいえない。
【発明の開示】
【0017】
出願人等は、ファイバ座屈、過度のエア損失、2方向敷設、異なるサイズのファイバ束および管で用いる際の非柔軟性、ならびにコストに関連する問題を克服する解決法を提供する、上記の問題に対処する新たな送り込みヘッドを考案した。
【0018】
本発明の第1の態様によれば、管内にケーブルを敷設する装置とともに使用するデバイスであって、前記装置はケーブルを管内へと機械的に推進する手段を含み、前記デバイスは前記管内へとエアフローを方向付けるのに適しており、
前記エアフローが内部へと方向付けられるボアであって、長さおよび長手方向軸を有するボアと、前記ボアからのボアの長手方向軸に沿ったエアフローを低減するシールド手段とを備え、前記シールド手段は前記ボアの長さを延長し、前記ボアは前記シールド手段から形成されている、デバイスが提供される。
【0019】
本発明のこの態様によるエアチャンバは、送り込みヘッドとともに用いるように構成されている。使用中、送り込みヘッド内に送り込まれたエアがエアチャンバのボア内に流れ込むように、エアチャンバは送り込みヘッド内に配置される。ファイバ管がチャンバまたは送り込みヘッドの一端部に連結され、ボアを通って流れるエアがエアチャンバおよび送り込みヘッドを出てファイバ管内に入る。ボアとしては普通のことだが、エアチャンバのボアは2つの端部を備えており、ボア内に送り込まれたほぼすべてのエアがファイバ管に連結された端部から出るようになっている。しかしながら、エアは管の他方の端部で、またはボアの長手方向軸に沿って失われることもある。
【0020】
故に、シールド手段が長手方向軸に沿って設けられている。しかしながら、従来技術の送り込みヘッドとは異なり、本発明のエアチャンバにおけるシールまたはシールド手段はボアを直接画定する。以下で議論するように、従来技術のボアは送り込みヘッドのそれぞれの面に配置された協働する溝からできている。ここで、ボアはシールド手段により明確に画定されており、好ましい実施形態では、デバイスのセクションが互いに組み立てられたとき、互いに協働する2組の構造体または「壁」を備えている。
【0021】
エアチャンバは、ボアからのエア損失をより一層防ぐためのさらに変形可能なシールを含んでもよい。
【0022】
ファイバ管に結合されていないボアの端部でのエア損失に対処するため、ボアが2個のセクションを備えている。ファイバ管に続く端部は比較的短く内径が幅広く、他方の端部に続くセクションは比較的長く狭い。好ましくは、内側ボアサイズが中間点で変化する接合部でエアがボア内に送り込まれる。これはエアをボアに沿ってファイバ管の方向に優先的に流すという効果を有する。
【0023】
エアチャンバが複数のセクションを備えているさらに好ましい実施形態では、ボアが以下で議論する従来技術の送り込みヘッド(図1参照)で用いるような回転結合方法ではなく直線的に組み立てられる。これによって、シールド手段がボアを明確に画定可能となるような正確な位置合わせが可能となる。このように画定されたボアは、次に固定ピン、ネジまたは他の従来の方法を用いて固定可能である。
【0024】
本発明の第2の態様によれば、エアフローを用いて管内にケーブルを敷設する装置であって、前記ケーブルを前記管内へと機械的に推進する手段を含み、
前記エアフローが内部へと方向付けられるボアであって、長さおよび長手方向軸を有するボアと、前記ボアからのボアの長手方向軸に沿ったエアフローを低減するシールド手段とを備え、前記シールド手段は前記ボアの長さを延長し、前記ボアはシールド手段から形成されているデバイスを含む装置が提供される。
【0025】
送り込みヘッドには本発明のエアチャンバが有利に設けられ、これが送り込みファイバ敷設中に装置からのエア損失量を低減する。
【0026】
本発明の第3の態様によれば、エアフローを用いて管内にケーブルを敷設する装置であって、
前記ケーブルを前記管内へと機械的に推進する手段と、
前記エアフローが内部へと方向付けられるボアであって、長さおよび長手方向軸を有するボアと、前記ボアからのボアの長手方向軸に沿ったエアフローを低減するシールド手段とを備え、前記シールド手段は前記ボアの長さを延長し、前記ボアはシールド手段から形成されているデバイスを収容する空間を含むハウジングとを備える装置が提供される。
【0027】
本発明のエアチャンバはモジュラー品目であって、これを収容するように構成された適当な送り込みヘッドで用いることが可能である。送り込みヘッドのハウジング内に適当な空間を設けることにより、同じ送り込みヘッドを様々なサイズのケーブル、送り込みファイバユニット、ファイバ管等を用いた様々な敷設に使用可能となる。これは、エアチャンバの内部寸法が、エアチャンバの外部寸法に影響を及ぼすことなくこのような異なるサイズ品目の使用に適合可能だからである。
【0028】
本発明の別の態様によれば、エアフローを用いて管内にケーブルを敷設する方法であって、以下の請求項14に記載の装置を準備するステップと、
以下の請求項1乃至請求項12のいずれか1項に記載のデバイスを準備して組み立てるステップと、
前記装置の前記ハウジングに前記デバイスを収容するステップと、
前記ケーブルを機械的に推進する前記手段および前記エアフローを用いて管内にケーブルを敷設するステップと、
を備える、方法が提供される。
【0029】
本発明のエアチャンバは、送り込みヘッドの機械的な推進力と管内のファイバユニットに沿った粘性抵抗の効果の両方を用いて送り込みファイバを敷設するために、組み立てて本発明の送り込みヘッド内に収めることができる。
【発明を実施するための最良の形態】
【0030】
本発明を一例としてのみ以下の図面を参照して説明する。
【0031】
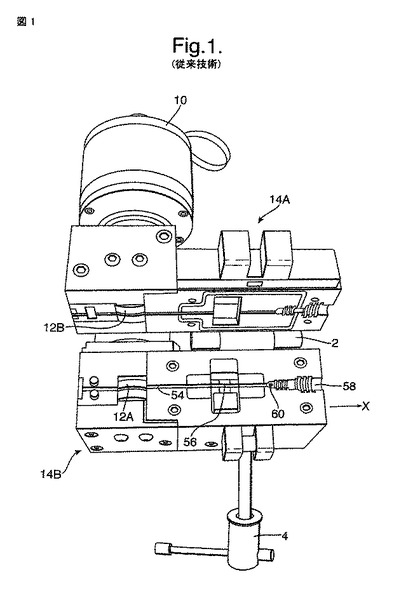
図1は、出願人により開発され用いられた従来技術の送り込みヘッドの図である。この図では、光ファイバユニット(図示せず)を光ファイバ管(図示せず)内へと送り込み前進させる送り込みヘッドの動作部が開放されており、その中の種々の部品が見えるようになっている。本明細書中では、ファイバユニットが通るこの送り込みヘッド動作部とその構成要素をまとめて「エアチャンバ」と呼ぶものとする。エアチャンバの2個のセクションが回転ヒンジ(2)により連結されており、クランプ(4)でともにクランプ締め可能である。エアチャンバのこの「分割」2セクション設計により、上述のように、送り込みファイバの2方向敷設が可能となる。
【0032】
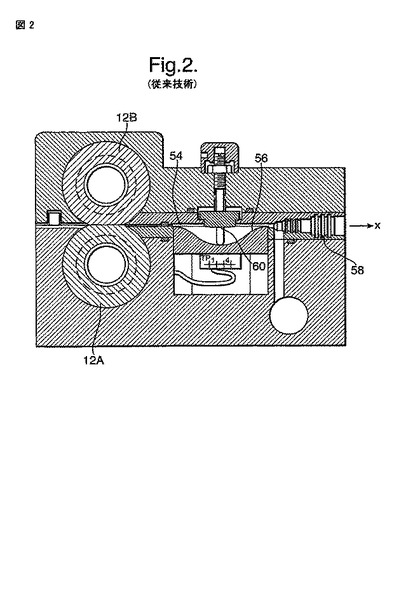
図2は、図1の従来技術の送り込みヘッドの概略図であり、図1および2の両方を送り込みファイバ敷設の動作方法を説明するのに用いる。
【0033】
エアチャンバは、エアチャンバの長さを貫いて走るボア(54)を備えている。通常の敷設作業では、光ファイバがボア通路に沿って置かれてから2個のセクションがクランプ(4)でともにクランプ締めされる。ファイバの端部または先端が矢印Xで記載された方向に向いている。装着されるファイバ管は、通常ファイバ管コネクタを介して受容部(58)で送り込みヘッドに連結される。
【0034】
送り込み作業では、エアチャンバが閉じられクランプ締めされる。第1の駆動ホイール(12A)が、間にファイバを挟んで第2の駆動ホイール(12B)に堅く係合する。モータ(10)がオンされて駆動ホイール(12A)を矢印Xの方向に回転させる。第2の駆動ホイール(12B)は、モータでは作動されないが、第1の駆動ホイールに堅く係合されているのでこれもやはり回転する。両方の駆動ホイールが、ともにファイバを矢印Xで記載された方向に送り込みヘッドのファイバ出口端部で待機しているファイバ管内へと推進する。
【0035】
欧州特許EP108590に記載の方法によって、すべてまたは大半のエアを急速にファイバ管内に移動させて粘性抵抗の効果をファイバに沿って作り出すように、加圧エアがエア入口(60)を介してエアチャンバ内へと圧送される。
【0036】
図1の送り込みヘッドは、座屈キャビティ(56)をさらに含んでおり、これが国際公開WO98/12588に記載されたような座屈検出システムで動作する。
【0037】
図3および4は、それぞれ本発明の送り込みヘッドの実施形態の外観および内観図である。
【0038】
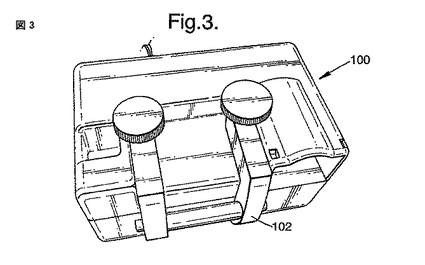
図3は、送り込みヘッド用の外部ハウジング(100)の全体図である。このハウジングは、モータおよびエアチャンバのための空間を含んでいる。クランプ(102)は、閉じたハウジングを締め付けるように働く。図1および2に関連して説明した従来技術の送り込みヘッドでは、クランプ締め機構がエア漏れを防ぐために極めて重要である。本発明では、例えば図12に関連して以下で説明されるように、ハウジングクランプはこの目的のためにそれほど重要でない。
【0039】
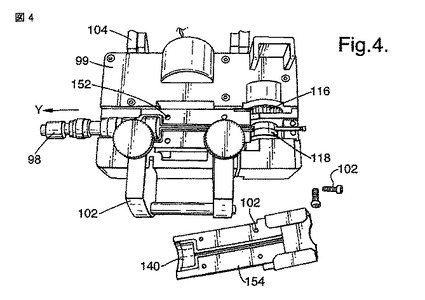
図4は、図1のハウジング内に置かれた本発明による送り込みヘッドの内観図である。
【0040】
図2のハウジングは、「分割可能」であり2方向(bi-directional)敷設を可能とするよう設計されている。このハウジングは、モータを含む送り込みヘッドユニット全体を保護する。モータは、ファイバが進む方向と平行にハウジング内に配置される。これは図面では見えないが、パネル(99)の下にある。このハウジング内のレイアウトにより、送り込みヘッドの全体のサイズおよび占有面積が小さくなる。
【0041】
図1の従来技術の送り込みヘッドにおけるように、モータは駆動ホイール(118および見えないが120)を作動する。しかしながら、従来技術の送り込みヘッドとは異なり、両方の駆動ホイールが個別に動力供給されるが、この動力はギア(116)系統を介してそれぞれに伝達される。従来技術の送り込みヘッドでは1個の駆動ホイールのみを作動し、第2のホイールは第1のホイールに堅く係合されることによって、ホイール間のファイバユニットがエアチャンバに沿って進められるとその間で「押しつぶされた(crushed)」ことが想起されよう。
【0042】
開放したハウジング(図示せず)の上半分が、ヒンジ(104)を介して示した部分に取り付けられる。
【0043】
エアチャンバは、使用時に互いに固定またはクランプ締めされる2個のパーツ(152および154)を備えるモジュラーコンポーネントである。この図では、エアチャンバの一方の半体(152)がハウジング内に敷設されるように示されている。エアチャンバ(154)は、組み立て前の状態で示されている。一方の半体(152)は、ハウジング中のこれのスロット内にあることが示されている。この2個の半体は、ネジ穴(102)内へのネジまたは他の締め付け手段により互いに締め付けることが可能である。このエアチャンバは、これの組み立て後でも組み立て前の状態でもハウジングから取り外すことができる。
【0044】
使用時に、敷設されるファイバはエアチャンバのボア通路(180)に沿って、ファイバ先端を矢印Yの方向に向けて置かれる。ファイバ管(図示せず)は、エアチャンバの受容部(140)で管コネクタ(98)を介して送り込みヘッドに取り付けられる。ファイバユニットは、最初に駆動ホイールにより送り込みヘッドを通り管内へと押し込まれ、最終的には粘性抵抗の付加的効果に助けられる。
【0045】
光ファイバユニット座屈
ここで、本発明者らは送り込みファイバ技術を用いた光ファイバ敷設中のファイバ座屈に関する問題を考える。既に概略を述べたように、敷設作業中に細く柔軟なファイバは(数本のファイバ部材を備えるファイバ束でも)管内で座屈(buckling)しやすいことが分かった。ある程度の屈曲はファイバにとって許容可能で無害であるが、過度の座屈はこれの長さに沿って圧縮または引張応力を生じさせ、これが極端な場合には、ファイバおよび/または送り込みヘッドを損傷させる。少なくとも、座屈は敷設プロセスを遅延させる。
【0046】
先に論じたように、この問題に対処する方法が欧州特許EP025636およびPCT/GB97/02507に記載されている。双方のケースともに、方法および装置がファイバ座屈を検知して送り込みヘッドにフィードバックするように開発され、この情報はファイバを前進させるホイールの速度調整に用いられる。結果として、座屈検出器は送り込みヘッドと連動するが別個に用いられるか(例えば欧州特許EP253636とEP108590)、単一の一体化された送り込みヘッドとともに用いられる(例えば国際公開WO98/12588)。
【0047】
図1および2の送り込みヘッドで用いるために出願人等によって採用された検出方法は、座屈キャビティ内での座屈ファイバユニットの光検出に基づくものである。この方法は概してうまくいったが、ガラスの光センサーの繊細な性質により維持に手がかかることが分かった。また、光ファイバが極めて小さなガラスビーズでコーティングされているため(欧州特許EP186753で詳述)、ファイバがユニットを通過する際にこれらが座屈キャビティチャンバ内に剥がれ落ちることもある。ガラスビーズが光センサーを覆うダストを作り出せば、検出性能が損なわれる。
【0048】
座屈検出器を組み込んだ送り込みヘッドは、必然的に敷設機器の体積および重量を増加させた。これは過去の敷設では許容可能であったが(コストが相対的にあまり考慮されなかった)、FTTHの出現によって、より少ない人員で運用可能なより軽量かつ小型の機器を用いたより経済的な解決法に対しての差し迫った需要が生み出された。
【0049】
図5Aおよび5Bは、送り込みヘッドの実施形態の「前面」および「背面」図を示す(外側ハウジングなし)。
【0050】
この実施形態は、図3および4に示したものとは若干異なる。ここで、エアチャンバは単一の「分割不可能」ピース(150)である。(したがって、この送り込みヘッドは2方向送り込みには使用不可)。
【0051】
上述のように、ファイバが矢印Yの方向に敷設される。ファイバユニットがエアチャンバを通って途中までファイバユニット管内へ延びるように、最初に送り込みヘッド内へとファイバを挿入する方法は多数ある。まず、作業員がファイバ先端を手動でファイバユニット入口(130)へと挿入し、これを駆動ホイール(118および120)を圧迫するまで押し込むことができる。その時点で、ファイバユニットをファイバ出口部まで手動で押し続けることができる。これが可能なのは、2個の駆動ホイールが互いに軽く触れているに過ぎないからである。実際は、これらは全く触れていないこともある。このことが、「押しつぶす力」を与えて互いに堅く係合した従来技術の送り込みヘッドの駆動ホイールとの大きな違いを生む。ファイバユニットをエアチャンバ全体を通して手動で押す別の手段として、モータ(110)を動作のこの部分を引き継ぐようにプログラムすることもでき、図7に関連して以下で説明されている(「ファイバ装填」の下)。また別の方法は、例えば図4に関連して上述したように「分割可能」エアチャンバを用いる場合に、エアチャンバを開放し、ファイバをボア通路(180)に沿って先端を矢印Yの方向に向けて置いてから、送り込み前にエアチャンバおよびハウジングを閉じる。
【0052】
ファイバ出口端部の送り込みヘッドの他の端部では、管コネクタ(98)がエアチャンバ(150)上に嵌め込まれ、ファイバ管(図示せず)が管コネクタに嵌め込まれる。このようにして、ファイバ入口(130)からファイバ管への連続した通路ができる。
【0053】
使用に際して、モータ(110)が起動され、これが矢印Y方向のギア配列(116)を介して両駆動ホイール(118および120)に動力を与える。この実施形態では、ギア比が4:1である。さまざまなギア比が可能だが、このシステムは低慣性環境で最適に働く。
【0054】
駆動ヘッドがファイバを矢印Yの方向に動かし始めると、エアがエア入口(140)を介してエアチャンバ内に圧送される。敷設作業の初期段階中には、駆動ホイールがファイバを管内へと押し込み続ける。実際には、少なくとも1部にはファイバユニットを管内へと確実に前進させるために、通常の作業の大部分に駆動ホイールの押す作用が必要となる。
【0055】
本発明による送り込みヘッドには座屈検出システムがないことに注目されたい。特許出願公開平04−335604(上記参照)は、座屈検出システムを用いずにファイバ座屈を回避する方法を提案しているが、先に論じたように、ヒステリシス遅延およびシステム慣性のある磁力クラッチシステムにおいて、この方法はこの目的を達成する見込みがない。
【0056】
一方、出願人等は、敷設作業中にモータに印加される電流を制限することによって、低慣性モータおよび駆動ホイールシステムと併せてこれらの装置および方法が座屈の発生を大幅に低減することを見出した。
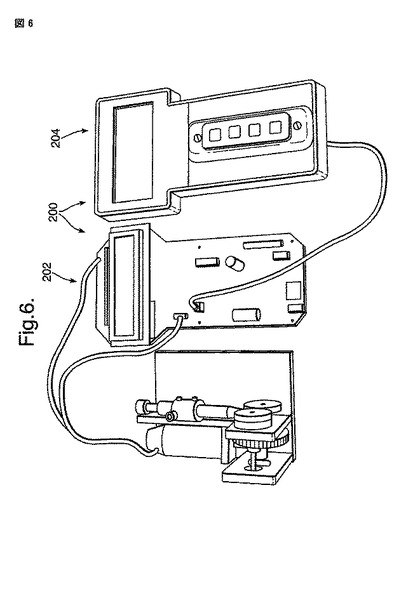
【0057】
図6は、図5Aの送り込みヘッドおよびユーザーが敷設作業を制御する制御ユニット(200)のコンポーネントを示す。マイクロプロセッサを含む制御ユニットがユーザーに敷設作業を制御させる好ましい方法である。しかしながら、熟練した経験豊かな作業員がこのような制御ユニットを用いず手動で作業を制御し、作業者が作業をどのように進めるかを決定することも本発明の範囲内に含まれる。このような場合には、送り込みヘッド自体に直接作用する制御手段またはリモート制御手段のような異なる制御手段である。
【0058】
この実施形態では、ユニットカバー(204)が、ユーザーに図7に関連して以下で議論するような各種のオプションを可能にするためのボタンを含んでいる。制御ユニットの本体(202)は、プリント基板と表示スクリーンを備えている。この実施形態は、手持ちサイズのものとされ、送り込みヘッドに配線された制御ユニットを示す。当業者には、制御ユニットのサイズやこれをどのようにして送り込みヘッドに接続するかに関してあらゆる変形が可能であることが理解されよう。
【0059】
本発明によれば、電圧レベルがファイバの移動速度を決定し、一方電流レベルがモータにより出力される力の量の制御に用いられる。電圧レベルは、通常敷設作業の開始に先立ってプリセットされるが、作業中に例えば敷設速度を補正するなど変更可能である。
【0060】
モータ速度を制御するための電圧の変更は、本実施形態ではパルス幅変調(PWM)を用いて実現される。PWMは、モータに供給される最大電流の制御にも用いられる。PWM制御信号はマイクロプロセッサで生成される。アナログコンパレータを用いてモータにより引き込まれる電流とマクロプロセッサにより許可される最大値とを比較し、マイクロプロセッサにより設定される最大値を超える量が引き込まれるのを検出した場合に、コンパレータの出力状態を切り換えてモータに電流が流れるのを阻止することによりこれが最大許可値よりも上昇するのを防ぐ。
【0061】
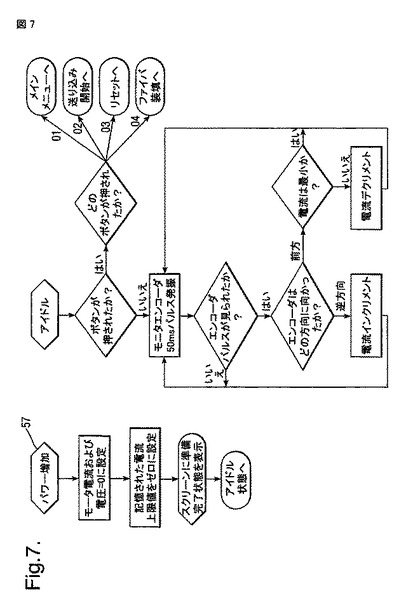
図8は、制御ユニットが通過する予備工程のフローチャートである。通常の敷設作業(作業S7)の開始時に、モータの電源がONされて電圧および電流レベルがゼロのアイドル状態となり、加圧エアがエアチャンバ内に送り込まれる。敷設されるファイバは、上述のように送り込みヘッド内に全体もしくは途中まで送り込まれるか送り込まれている。作業員がモータを用いてファイバユニットをファイバ管内に装填することを決定すれば、以下の図8でより詳細に議論するように、彼は「ファイバ装填」(オプションO4)を選択することができる。
【0062】
次に、ユーザーは制御ユニット上で選択を行い、ボタンを押してファイバの敷設を開始する。制御ユニットのこの実施形態では、ユーザーが4つのオプション:「メニュー」(O1)、「停止」(O2)、「リセット」(O3)または「ファイバ充填」(O4)で敷設作業を制御する。これらのオプションのシーケンスが図8に示されている。(明確にするため、オプションO3はこの実施形態で「送り込み開始」と「停止」の両方のルーチンとする。)
エンコーダ(112)が作業全体を通してモータの活動を監視する。このデバイスは、モータの活動レベルを検出してマイクロプロセッサコントローラにフィードバックし(例えば機械的なローテーションで)、制御ソフトウェアが処理する入力を行う。E4光ロータリエンコーダ(例えば、トライデントエンジニアリング(Trident Engineering)から、この品目に関するこの社の技術的なスペックは http://www.tridenteng.co.uk/media/pdf41add17df22ed.pdfに記載)が本発明の本実施形態のモータに搭載されている。小型であるのがその理由であるが、同様の機能を行う類似のデバイスであればいずれも用いることが可能である。
【0063】
ユーザーにより何ら選択がなされない限り、モータはこれのアイドル/「準備完了」状態であり続ける。ユーザーが「送り込み開始」(O2)を制御ユニット上で選択すると、駆動ホイールに伝達される押す力がファイバの移動を開始するまでモータ電流が徐々に増加される。ファイバが移動すると、その時点での電流のレベルがファイバの移動を妨げるすべての力(所望のファイバ移動とは逆の方向のエアチャンバ内の摩擦、駆動ホイールおよびギア配列の慣性、ならびに圧力下のエア漏れの「ピストン効果」)に打ち勝つのに十分なものとなる。
【0064】
ファイバ移動を開始するのに必要なこの電流レベルは制御回路により捕捉され、コントローラにより電流レベルの上限を計算するのに用いられる。この電流の上限は、その後敷設作業の期間にモータによる過度の押し込みを防止するのに用いられる。敷設作業の終了後、電流上限値は破棄され、敷設作業ごとに新たな値が設定される。
【0065】
モータが必要とする電流レベルの値を捕捉して敷設作業ごとにファイバ移動を得るこの方法には、大きなメリットがある。上述のように、通路長および接続形態からファイバおよび管自体のサイズまでのファクターに応じて送り込み条件は作業ごとに異なる。工場でプリセットされたレベルの押力を有する送り込みヘッドであれば、このような条件に基づいて作業を最適化することができない。経験豊富な作業者はよい結果を得られるであろうが、このような人員は費用がかさむことになる。
【0066】
送り込み作業が中途で(すなわちファイバが途中まで敷設されているだけの場合)または2方向敷設作業中に中止される場合、この作業を復旧/再開する際に電流上限値をリセットすることが可能である。しかしながら、作業が一定の時間内に復旧されない場合のみ電流上限値を破棄する等の代替方法が利用可能であることが当業者には明らかであろう。
【0067】
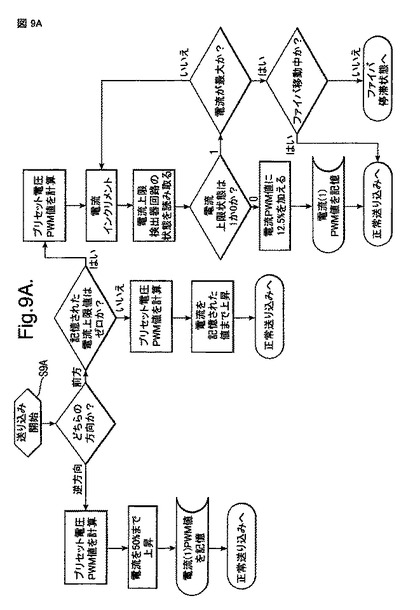
電流レベル上限の値を得るために、出願人等は送り込みヘッド内のファイバ移動を開始するのに必要な電流レベルに約12.5%を加えることを採用した。これは、送り込み環境および条件だけでなく送り込みシステムにおける変更およびバラつきを許容する。この数字はもちろん経験則に過ぎず、本発明の範囲には、ファイバ移動開始に必要なレベルに他の値を加えることにより、または実際に差し引きすることにより得られる電流レベル上限が含まれる。
【0068】
敷設プロセスに含まれるステップを特に、制御ユニットのプロセッサが予期される様々な敷設条件、「正常」(普通の送り込み作業)または「異常」(作業中に問題が生じた場合)でどのようにフローイベントを指示するのかについて、図9A〜9Cのフローチャートでさらに説明する。
【0069】
図9Aは、敷設作業(S9A)の開始およびその作業に対する電流上限値がどのように導出されるかを示す。様々な予期される状況および適用が、例えば送り込みヘッドが「逆」方向に進むステップ(例えば装着された管を空にするため、またはファイバユニットが管内に停滞した位置から回復する必要がある場合)から見える。熟練者であれば、含めるのが有用な他のオプションを想定可能であろう。
【0070】
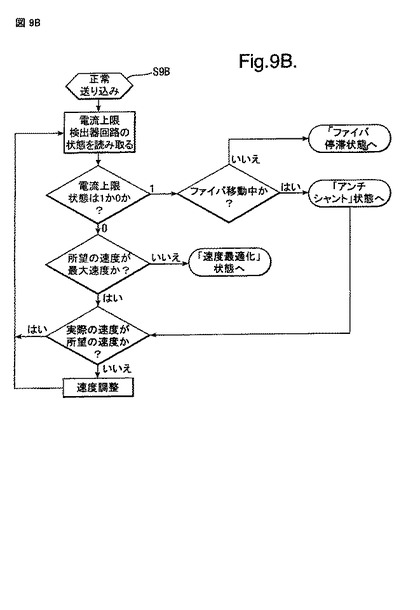
図9Bのフローチャートは、「正常」敷設作業(S9B)に含まれるステップを示す。制御ユニットのプロセッサは、繰り返しモータによって引き出される電流が上限値に達しているかどうかをチェックし、上限を超えていない限りはモータが駆動ホイールに動力を供給し続けて、ファイバを送り込みヘッドを通してファイバ管内に押し込み続ける。
【0071】
ファイバを押し込むのに必要な力量が変更すると電流レベルが敷設作業中に変化する。例えば、ファイバ速度が敷設作業中に優勢になる粘性抵抗の効果により増加すると、モータが必要とする電流のレベルが下がる。逆に、ファイバが停滞するかファイバの移動が減少すると、必要とされる押力量が増加することになり、これがモータが必要とする電流を増加させることになる。電流上限の効果は、モータがファイバを過度に押すことにより過度の力を出力しないようにし、こうして過度の座屈の可能性を低減することである。
【0072】
このモータによる力の出力を制御する方法は低慣性システムにおいて用いられるべきであり、これによってモータ、ギア配列および駆動ホイールができるだけ速く応答し敷設中のファイバ移動の変化に対する感度を最大にする。
【0073】
したがって実際的な観点では、ファイバが移動を停止したらモータの電流レベルがこれに応じて迅速に増加する。このレベルが上限値に達すると、モータは押力の出力を停止して駆動ホイールがファイバをファイバ管内に押し込むのを停止する。ここで、ユーザーは制御ユニット上のボタン3を「停止」シーケンス(図8のO2)のために、次に場合によって「リセット」(O3)シーケンスを選択し、システムに作業を再開する準備をさせる。
【0074】
電流が上限値を超えない限りは、システムはファイバがスムーズに過度の座屈なく管内へと敷設されているとみなす。場合によって、ユーザーは図9Bに示した方法および図9Cの「速度最適化」手順(S9C.2)で敷設速度を最適化(すなわち増加)することを選択できる。
【0075】
ファイバが駆動ホイール間で移動停止した場合、ファイバ移動状態のこの変化が駆動ホイールを介して低慣性システムのモータに急速に伝達する。制御ユニットは、システムが座屈または閉塞の解消を10秒間待機する間に、コントローラがモータに対して電力レベルを下げる「ファイバ停滞(Fibre Stalled)」状態(図9C、S9C.3)になる。次に、電流が上限値まで上昇され、ファイバが再び移動しているという駆動ホイールからの情報をシステムが待つ間の別の短い中断が発生する。出願人は、閉塞したファイバがファイバ管内の粘性抵抗に補助されて解放されることを見出し、この手順を組み込んだ。
【0076】
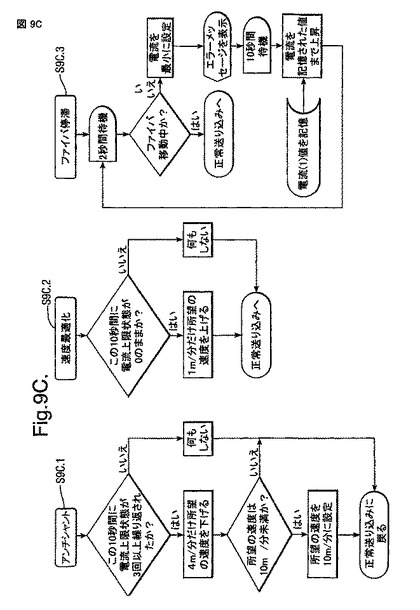
ファイバが移動し続けるが、望ましくないほどの高いレベルの力(上限値に達する電流レベルを生じさせる)が移動を得るのに必要な場合には、コントローラが「アンチファイバシャント(Anti-Fibre Shunt)」状態(図9C、S9C.1)となる。ここで、ファイバ管内の条件がその時点でファイバ管内へのファイバのスムーズなプレイアウトを可能としない、ファイバ座屈の前兆の可能性があると想定される。コントローラは、モータの電圧を下げて駆動ホイールの速度を下げる。必要であれば、コントローラはファイバが再び管内へとスムーズに敷設されるまで速度が下がり続けるように手順をループする。このフローチャートは、好適な実施形態ではユーザーが「所望の速度」(ここでは分速10メートルとして与えられる)を設定できるオプションも含んでいる。
【0077】
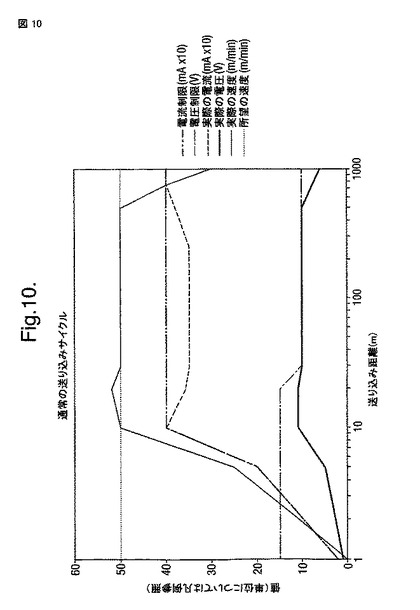
図10は、本発明による装置および方法を用いて1000メートルを超える通路への通常の送り込みファイバ敷設作業中に経過時間で測定した、さまざまな値を示すグラフである。ここで、ファイバユニットは最初の10メートル間で駆動ホイールに動力供給するモータの力で管内に押し込まれる。この点から約600メートルまでは、効力を発揮する粘性抵抗によって敷設が部分的に補助される。この段階で電流のレベルが下がる。600メートルを過ぎると、管内のエア量が下がり、ファイバと管の間の摩擦レベルが上がっている。粘性抵抗の効果が送り込みヘッドからのその距離で横ばいになり、モータ駆動された駆動ホイールが管に沿ったファイバの進行を再度大きく担うようになる。この段階で、電流レベルが上限値に達するまで上昇し、作業の残りの間そのままでいる。したがって、制御ソフトウェアが周期的に電圧を下げる(例えば図9CのS9C.1)と、速度が下がる。
【0078】
過度のエア漏れ
図1の従来技術の送り込みヘッドを用いる最大の問題の1つが使用中の高レベルのエア損失である。通常、10バールの気圧で約80リットルのエアがエアチャンバから失われることがあるのが分かっている。この送り込みヘッドでの漏れレベルの理由の一部はヘッドが2方向敷設用に作られていることが原因である。このエアチャンバには、上記図5で示したエアチャンバのような漏れがファイバ入口(130)およびファイバ出口(140)領域に限定されている単一ピースのものと比べて、エアが抜け出す箇所が特にファイバの前進方向と平行の長手方向側部に沿って多い。
【0079】
先に述べたように、不足を補うにはこのような送り込みヘッドとともに非常に大型で強力なコンプレッサを用いる必要があるとの結果である。FTTHにおける高価でない大量配置用送り込み敷設とともに、この損失レベルは許容不可能となっている。同時に、2方向および1方向送り込みに適合可能な機器の適合可能なピースに対する需要が、エア損失を低減するという要求と同じぐらい大きい。
【0080】
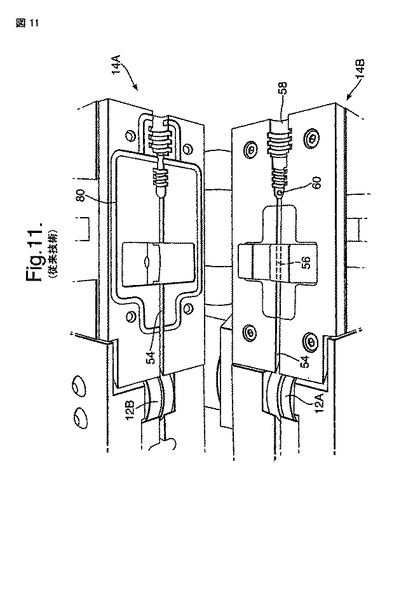
図11は、図1の従来技術の送り込みヘッドのエアチャンバの拡大図である。エアチャンバを形成する2個のパーツ(14Aおよび14B)は回転ヒンジ(2)を用いて1つにされ、クランプ(4)で互いに締め付けられている。組み立てによりエアチャンバ部の長さを通して走るボア(54)が作り出される。ボアは、面14Aおよび14B上の2本の対応する溝を合わせて作られる。変形可能なシール(80)がパーツ(14A)の面に設けられ、チャンバのこのパーツが互いにクランプ締めされると、これが管コネクタ受容/ファイバユニット出口部分から座屈キャビティセクション(56)周囲のボアの一部と座屈キャビティセクションから駆動ホイール(12A)まで延びるボアの一部の周囲に一種のシールを形成する。エア損失に対するシール(ファイバユニット入口および出口箇所の両方から及びファイバ前進方向に平行な側部に沿って)のレベルは、上述のエア損失レベルをもたらすため全く不十分である。これは、回転ヒンジにより連結されたエアチャンバの2個のパーツに生じ得る位置ずれによる2本の溝を合わせる際の誤差だけでなく、一部は小さいシールを用いたことに起因する。
【0081】
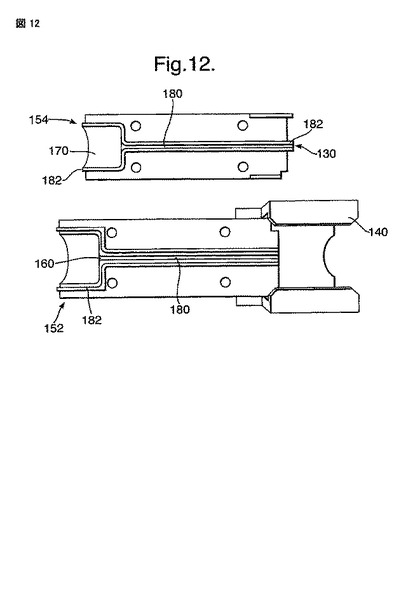
図12は、本発明による組み立て前のエアチャンバの図である。これも2方向送り込みを可能にする2個のパーツを備えている。出願人は、このエアチャンバを用いることにより、類似の条件下での敷設作業に対して敷設作業中のエア損失量を大幅に約4倍低減することを見出した(例えば1mm径のファイバユニットに対して1分間に約80リットルから約20リットルまで)。
【0082】
エアチャンバは、プラスチックまたは金属で作ることが可能だが、好ましくは図16に関連して以下で詳述する理由からファイバユニットに直接接触する部分は耐久性材料とすべきである。エアチャンバの2個のパーツ(152、154)は、それぞれが溝またはチャネル(180)をこれらの長さに沿って含んでいる。このチャネルは、ファイバユニット入口(130)の一端部およびファイバ管コネクタ受容部(170)としても機能するファイバユニット出口の他端部で終わる。この特定の実施形態では、管受容器がコネクタを保持し、ファイバユニット管を保持するように適合されている。管コネクタの例は図4(98)に見ることができる。
【0083】
チャンバの2個のパーツが組み立てられると、この2個のパーツ(152、154)はチャネルが互いに合わさってチャンバの長さに沿って延びる貫通ボア(throughbore)を形成するように協働する。敷設作業中にエアがここを通って圧送されるエア入口が、エアチャンバパーツ(152)に設けられている。エア入口は、接合部である、貫通ボアと連通するエア入口ボア(160)を備えている。
【0084】
図12から分かるように、貫通ボアの寸法はエア入口ボア(160)と貫通ボアのチャンバパーツ(152)上の残りの部分との接合部で変化する。ファイバ入口の口から接合部(「ファイバ入口ボア部分」)に至るセクションは比較的長く幅が狭いが、一方ファイバ管コネクタ受容部(170)は非常に短く幅が広い。ファイバ管コネクタ受容部の割合は、現在の管コネクタのサイズによりある程度決定される(通常の市販コネクタは3〜10mmの寸法を有する)。しかし、貫通ボアの2個の部分の相対的なサイズは、ファイバ入口ボア部分に沿った空気抵抗をより大きくするために意図的な割合ともされ、こうしてポンプ送りされたエアが長く狭いファイバ入口ボアよりもより短く幅広の管コネクタ受容部の方向に、ひいてはファイバ管内へと流れるよう促す。
【0085】
以下は、図12のエアチャンバにおいて1mm径のファイバを用いた試験に基づいて、ファイバ入口ボア部分の寸法の様々な組み合わせについてエア損失レベルを示す表である。
【表1】
【0086】
試験結果で分かるように、より長く縮小したボア(1.08mm/75mm)と比較して比較的短く幅広いボア(1.18mm/12.5mmの上記組み合わせ)において最も大きなエア損失が認められた。チャネルを物理的に作製しファイバが貫通ボアを通って移動するのに十分な余裕を与えることを前提として、ボアが狭いほどエアが抜け出す余地が小さくなる。この効果はボアの長さを大きくすることによって増大する。
【0087】
上記表のすべての結果が図1の従来技術の送り込みヘッドで認められた1分間に約80リットルの以前のエア漏れに大幅な改善であることがさらに見て取れた。ファイバ入口ボアの寸法が従来技術の送り込みヘッドにおいて対応するエアチャンバ部よりも非常に長く細いが、出願人はこのことだけでエア損失に対して大きく改善されたシールが達成されたのではないことを見出した。これはむしろ送り込みヘッドの残りの部分から貫通ボアを物理的に密封して「分割不可能」エアチャンバに対するのと同等の低い漏れレベルに近づける新たな方法から得られたのである。先に論じたように、単一の「分割不可能」エアチャンバにおけるエア損失はファイバユニット入口および出口箇所で主に認められている。
【0088】
図12は、どのように各セクションのチャネルが従来技術の送り込みヘッドの場合のように単にエアチャンバ面の面内に溝形成されているだけではないかを示す。このチャネルは、各側部がエアチャンバの長さに沿って延び、ある程度チャネルを画定する連続壁部(182)に囲まれている。
【0089】
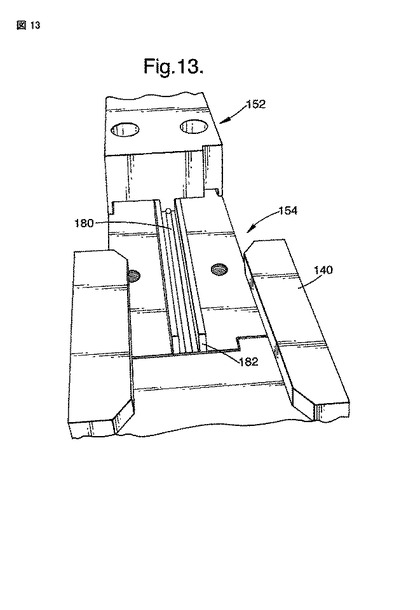
図13は、どのようにチャンバの2個セクション(152および154)が互いに嵌め込まれているかの拡大図である。組み立てられると、各チャンバセクションの壁部が非常に密着して係合し、これによって生じた貫通ボアがこのように結合された4個の壁内で非常に精密に画定される。示した実施形態では、エアチャンバパーツ(152)のチャネルが断面積ではパーツ(154)上の対応するチャネルよりも幅広の寸法とされている。このことにより、パーツ(154)のチャネルがパーツ(152)のチャネル内に嵌り込む。壁部(182)のトポグラフィに関する変形はもちろん可能である。
【0090】
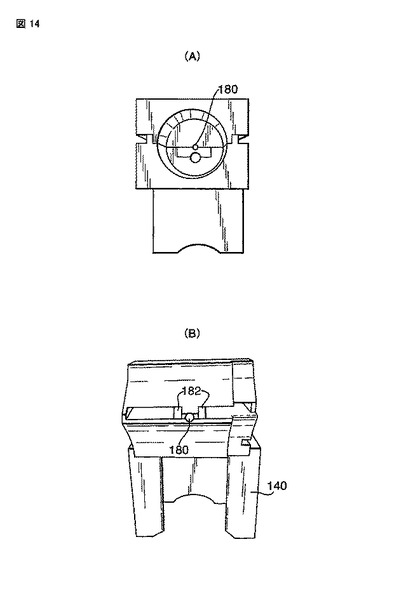
図14Aおよび14Bは、それぞれファイバ管コネクタ受容端部およびファイバユニット入口端部から見た組み立て後のエアチャンバである。この図は壁部(182)により作られた貫通ボアの詳細な画定を示すものである。
【0091】
組み立て後、エアチャンバはネジ穴(142)を通してネジ(図3に102で示す)で互いに固定される。図15Aおよび15Bでより明確に示したように、追加のクランプ締めが別体のクランプ(140)によりなされる。貫通ボアを作るためのチャネルの壁部(182)の嵌合の正確さが固定機構の緊密さと相まって、ファイバ入口および管受容部分で主に発生するエア損失はほんのわずかに多いものの、単一ピースの材料から形成した単一チャンバの特徴に近いエアチャンバを実際に作り出す。有利なことに、このエアチャンバは2方向送り込みに使用可能である。
【0092】
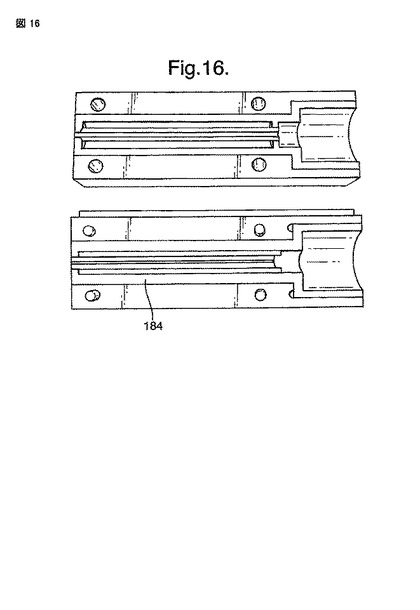
(図11の従来のエアチャンバのように離れてボアの周囲をではなく)貫通ボア自体をシールすることにより、現在のエアチャンバはチャンバ内にファイバ管内へと送られるより多くのエアを保持することが可能である。代替の実施形態では、エアチャンバに沿った壁部(182)により画定されるチャネルを用いる代わりに変形可能なシール(184)を貫通ボア周囲に配置することによりシールを達成可能である。図16はこの着想の実施形態を示す。
【0093】
上述したように、ゴムベースのシールは毎秒1メートルまでの速度で前進するファイバをコーティングするガラスマイクロスフィアにより非常に摩耗しやすい。従来技術の送り込みヘッドを用いることにより、移動中のファイバユニットと接触するシール(図11の80)がガラスの切削作用に特に影響されやすいことが判明した。頻繁な交換が要求されることは、安価な送り込み装置および技術の需要とそぐわないため、変形可能材料でエアチャンバをシールするのは本発明の有効な実施形態ではあるものの、好ましい実施方法は緊密に画定された貫通ボアを作るために、より耐久性のある材料でできたチャネルの壁部を用いる。
【0094】
従来技術におけるようにヒンジ結合されていないが送り込みヘッドの2個の半体の合わせ表面に直交して延びる固定ピンを用いて直線的に組み合わされた送り込みヘッドの別個の半分を用いることにより、合わせ表面に非常に良好な嵌合が可能となり、合わせるパーツを損傷しかねない合わせ表面に対するせん断力が回避されることにも留意されたい。このように、上述したように動作中に送り込みヘッド内で遭遇する過酷な条件下で急速に劣化しやすい変形可能なシールを用いなくとも、非常に良好なシールを形成可能である。
【0095】
シールをさらに改善するために、変形可能なシールが高圧、マイクロシールおよびせん断力の過酷な条件に晒されることを低減しつつ、変形可能材料をガラスコートファイバの直接の切削作用から離して配置して、変形可能なシールを非変形可能シールとともに用いることができる。これは変形可能なシールへのせん断応力を低減する直線的なアセンブリの利点を維持し、非変形可能シールが非変形可能シールによるマイクロスフィアの作用からいくらか保護される(これは当然変形可能シールよりもかなり頑丈である)。
【0096】
本発明の範囲内で別の様々な代替物および組み合わせが可能であることが、当業者には理解されよう。
【図面の簡単な説明】
【0097】
【図1】従来技術による送り込みヘッドの内部の図である。
【図2】図1の送り込みヘッドの概略図である。
【図3】本発明による送り込みヘッドのためのハウジングの実施形態の外観図である。
【図4】図3のハウジング中の送り込みヘッドの内観図である。
【図5】本発明による送り込みヘッドの主な動作部の実施形態の図である。
【図6】図5Aの実施形態とそのための制御ユニットの実施形態を示す図である。
【図7】本発明による制御ユニットの初期始動シーケンスを示すフローチャートである。
【図8】ユーザーが利用可能な動作の制御ユニットシーケンスを示すフローチャートである。
【図9A】制御ユニットの敷設シーケンスを示すフローチャートである。
【図9B】制御ユニットの敷設シーケンスを示すフローチャートである。
【図9C】制御ユニットの敷設シーケンスを示すフローチャートである。
【図10】本発明による送り込みヘッドを用いた通常の敷設作業中の各種性能測定レベルを示すグラフである。
【図11】図1の従来技術の送り込みヘッドのエアチャンバの詳細な図である。
【図12】本発明によるエアチャンバの実施形態の組み立て前の2個のパーツの詳細な図である。
【図13】図12のエアチャンバの図であり、組み立て中の2個のパーツの詳細な係合を示す。
【図14】図12の組み立て後のエアチャンバのファイバユニット出口端部とファイバユニット入口端部の図である。
【図15】図12の組み立て後のエアチャンバの他の図である。
【図16】本発明によるエアチャンバの別の実施形態の組み立て前の2個のパーツの図である。
【技術分野】
【0001】
本発明は、通信ケーブル、特に「送り込み(blowing)」技術により既設の光ファイバ管内に敷設される光ファイバの敷設方法および装置に関する。
【背景技術】
【0002】
流体媒質(エアであることが多い)の高速流によりもたらされる粘性抵抗(viscous drag)を利用した、光ファイバ伝送線路を光ファイバ管または導管内に敷設するために用いられる方法および装置が、欧州特許EP108590およびそれ以降の刊行物で知られている。光ファイバユニットを光ファイバ管または導管内に敷設するために、送り込み(blowing)ヘッドが用いられる。(本明細書では、文脈によって、「ファイバ」および「ファイバユニット」との表現が個々のファイバ部材およびファイバ束を含み、またその逆の場合もあるとみなされる。)
送り込みヘッドは、加圧エアが内部に圧送されるチャンバを備えている。このエアは、ファイバ管の口に流れ込み、送り込みヘッドに接続された管を通るように方向付けられる。ファイバユニットは、初めに押力により管内へと送り込まれ、管内に加圧エアが作用するのに十分なファイバ表面があれば、粘性抵抗の効果が管内のファイバを前進させるという課題の少なくとも一部を引き継ぐことになる。
【0003】
使用に当たって、従来技術の送り込みヘッドは多数の問題を抱えている。
【0004】
まず、ファイバユニットが敷設中に座屈(buckling)しやすいことが分かった。欧州特許EP253636で論じられているように、光ファイバは柔軟であり、これが装着されるファイバ管よりも断面が小さい必要がある。例えば、前進するファイバユニットの一部は、ファイバと管内部の間に生じる過度の摩擦により管内で止まってしまうこともあり得る。送り込みヘッドが構わずファイバユニットを推進し続ければ、座屈が発生する。座屈したファイバユニットは、敷設時のファイバ性能に悪影響を及ぼすか、あるいは物理的に損傷を与えることすらあり得る。少なくとも、座屈は敷設プロセスを遅らせることになる。
【0005】
このファイバ座屈の問題は、欧州特許EP253636および国際公開WO98/12588で対処されており、ファイバ座屈を検知し、ファイバユニット中に座屈があることを送り込みヘッドにフィードバックし、この情報を、ファイバを前進させる押力の調整に用いる方法および装置が説明されている。これらの解決法では、管内のファイバ座屈の影響が送り込みヘッドに「伝送」バックされるが、このファイバユニットは「座屈のキャビティ(buckle cavity)」内へと座屈してしまう。センサーは座屈検出用にキャビティ内に配置される。
【0006】
日本特許出願H04−335604は、加える押力の制御に検知した情報を用いる、磁力クラッチベースの送り込み用ファイバユニット敷設システムにおける方法を同様に提案している。この検知は、座屈の検出によってではなく電流計、敷設中に押す機構にかかる負荷を用いた検知により行われる。この目的は、送り込みヘッドによりスムーズかつ制御されたファイバのプレイアウトを提供することにより、座屈を回避することである。しかしながら、提案された方法および装置は、磁力クラッチシステムにおけるヒステリシスループラグ(hysteresis loop lag)のせいで十分な応答性も再現性ももたらさないので、この方法はこの目的を達成する見込みがない。
【0007】
第2の問題は、送り込みヘッドからのエア漏れの量に関連する。エアは、相当の圧力下(通常5〜15バール)で送り込みヘッドのチャンバ内に送り込まれる。このような高圧が必要とされるのは、ファイバ管が非常に小さい内径(現在の標準により通常3.5mmを超えない)を有するが、非常に大きい長さとなるからである。送り込み技術により装着された1000メートルを超えるファイバ管は、現在では珍しくない。送り込みヘッドのチャンバはボアを有しており、通常約1.1〜1.2mmである。チャンバに送り込まれたエアは、送り込みヘッドのあらゆる可能な漏れ口や亀裂から高圧で抜け出そうとする。
【0008】
また、管の口に送り込まれ管の他方の端部からファイバを出すファイバユニットがすべての送り込み作業に必要というわけではない。送り込み作業は敷設時にファイバの対象とする通路の中間点から開始する場合があり、これは2方向敷設としても知られる。このような敷設方法は、カバーされるべき全距離が1回の送り込み作業で可能な長さよりも長い管に装着するのに使用可能である。簡単にいえば、端部が管の遠端から出てくるまで、ファイバユニットの一端が第1の管内に送り込まれて一方向に吹込まれ、このプロセスがファイバユニットの他端を用いて逆方向に吹込むことにより繰り返される。2方向敷設における送り込み方向の変更に対応するために、国際公開WO98/12588は、ファイバユニット進路に沿ってどのように送り込みヘッドを開放可能かを示し、作業の第1部を完了後にユーザーが敷設したファイバを取り除くことが可能となる。しかしながら、このことは送り込みヘッドが敷設作業中に(例えばクランプによって)密閉されるべき通常2つの半体から成っていることを意味する。したがって、チャンバを形成するボアの2つの端部(ファイバユニットがそこから出入りする)だけでなく、送り込みヘッドの部分クランプで閉鎖されると合わさる継ぎ目に沿っても、加圧エアが抜け出す無数の箇所が存在する。
【0009】
通常、エア漏れを防ぐために変形可能なシールを用いるが、これらはファイバユニットまたはファイバ束の保護シース(sheath)をコートするガラスミクロスフィアに晒されるために、耐久力が不足することが判明している。このガラスビーズは、例えば欧州特許EP186753でさらに説明しているように、ファイバと内側の管表面間に発生する摩擦を軽減するために送り込み用ファイバユニットで用いられる。通常、変形可能シールはゴムまたはそのような材料からできているため、ガラスによる損傷に非常に弱く頻繁な交換によりコストがかさむことになる。
【0010】
送り込みヘッドからのエア漏れの結果として、ファイバ管内で必要な粘性抵抗を生じさせるために利用可能な量が減ってしまう。こうして、このエアの損失を補うために高価な大容量エアコンプレッサを使う必要が出てくる。損失を補うためにこのようなコンプレッサを調達して動作する費用に加えて、機械装置の重量および体積がコスト的な影響を伴う複数の作業員の雇用を余儀なくしてきた。
【0011】
第3の問題は、ファイバ束(多数のファイバユニットまたはファイバ部材を含んでいる)のサイズおよびファイバ管のサイズにおける進展から生じている。英国のブリティッシュテレコミュニケーションズ plc(British Telecommunications plc)は、過去18年間で2〜12本のファイバ部材のファイバ束を配置してきている。これに伴い管のサイズが変化した。将来は他のどのようなサイズが採用されるか分からない。従来技術の送り込みヘッドは、扱える範囲のファイバ束および管においてある程度の柔軟性を確立するよう試みてきたが、現在使用されているサイズの多様さは、サイズの全範囲を扱うことが可能な単一の送り込みヘッドがコスト効率が高く非常に有利であることを意味する。
【0012】
従来技術の送り込みヘッドに関するまた別の問題は、製造および動作に関するコストである。これまでの経験によれば、送り込み用ファイバは主に事業または商業上の展開をしてきた。というのも、ファイバベースの通信のニーズがそれを得るためのコストを上回っていたからである。しかし、住宅でのユーザーにとって、最終ユーザーが他のファイバのみのネットワークにおいて未だに限られた帯域幅の銅線を用いているという「ラストマイル(last mile)」の問題が、このような顧客のコストに対する敏感さによって少なからず生じている。
【0013】
住宅領域における低い占有率の結果、送り込みヘッドの展開に実際の限界量はないが、近い将来、顧客の需要増大とともに家庭へのユビキタスファイバ(「FTTH」)が英国および他の地域でも実現されることが見込まれる。大容量の低コストファイバ敷設サービスの提供がこのサービスの提供に不可欠となる。実際に、コストはFTTHの導入率を決定する主要なファクタである。
【0014】
したがって、低価格で製造可能かつ安価に動作可能な送り込みヘッドが必要である。コストはあまり考慮されてこなかったので、従来技術の送り込みヘッドは高価な材料から製作した特殊な機器としてみられる傾向があった。使用中のエア漏れのレベルが高いので、従来技術の送り込みヘッドとともに強力で高価なエアコンプレッサを用いなければならなかった。
【0015】
従来技術の送り込みヘッドは、熟練したユーザーに操作させる必要もあった。各送り込み作業は独特である。例えば、ファイバ/ファイバ束および管のサイズ、装着される管の長さ、大気条件(例えば、露点レベルが送り込みヘッド内に圧送されるエアの質に影響を及ぼす)には差がある。ユーザーは、正確に条件を読んで確実に送り込みヘッドを正しく設定可能でなくてはならない。さらに、ファイバ座屈等の問題の可能性を見逃さず、送り込みヘッドに調整を行うことにより迅速に補正手段を講じる必要がある。熟練したオペレータを要する点を除いても、従来技術の送り込みヘッドは設置作業に少なくとも2人必要である。これは、主に、大型コンプレッサが複数の人を移動および設定に要するという必要があるためである。
【0016】
つまり、従来技術の送り込みヘッドは、製造するにも使用するにも高価過ぎて、私的な家屋へのファイバ接続を提供するための配備に賢く利用可能とはいえない。
【発明の開示】
【0017】
出願人等は、ファイバ座屈、過度のエア損失、2方向敷設、異なるサイズのファイバ束および管で用いる際の非柔軟性、ならびにコストに関連する問題を克服する解決法を提供する、上記の問題に対処する新たな送り込みヘッドを考案した。
【0018】
本発明の第1の態様によれば、管内にケーブルを敷設する装置とともに使用するデバイスであって、前記装置はケーブルを管内へと機械的に推進する手段を含み、前記デバイスは前記管内へとエアフローを方向付けるのに適しており、
前記エアフローが内部へと方向付けられるボアであって、長さおよび長手方向軸を有するボアと、前記ボアからのボアの長手方向軸に沿ったエアフローを低減するシールド手段とを備え、前記シールド手段は前記ボアの長さを延長し、前記ボアは前記シールド手段から形成されている、デバイスが提供される。
【0019】
本発明のこの態様によるエアチャンバは、送り込みヘッドとともに用いるように構成されている。使用中、送り込みヘッド内に送り込まれたエアがエアチャンバのボア内に流れ込むように、エアチャンバは送り込みヘッド内に配置される。ファイバ管がチャンバまたは送り込みヘッドの一端部に連結され、ボアを通って流れるエアがエアチャンバおよび送り込みヘッドを出てファイバ管内に入る。ボアとしては普通のことだが、エアチャンバのボアは2つの端部を備えており、ボア内に送り込まれたほぼすべてのエアがファイバ管に連結された端部から出るようになっている。しかしながら、エアは管の他方の端部で、またはボアの長手方向軸に沿って失われることもある。
【0020】
故に、シールド手段が長手方向軸に沿って設けられている。しかしながら、従来技術の送り込みヘッドとは異なり、本発明のエアチャンバにおけるシールまたはシールド手段はボアを直接画定する。以下で議論するように、従来技術のボアは送り込みヘッドのそれぞれの面に配置された協働する溝からできている。ここで、ボアはシールド手段により明確に画定されており、好ましい実施形態では、デバイスのセクションが互いに組み立てられたとき、互いに協働する2組の構造体または「壁」を備えている。
【0021】
エアチャンバは、ボアからのエア損失をより一層防ぐためのさらに変形可能なシールを含んでもよい。
【0022】
ファイバ管に結合されていないボアの端部でのエア損失に対処するため、ボアが2個のセクションを備えている。ファイバ管に続く端部は比較的短く内径が幅広く、他方の端部に続くセクションは比較的長く狭い。好ましくは、内側ボアサイズが中間点で変化する接合部でエアがボア内に送り込まれる。これはエアをボアに沿ってファイバ管の方向に優先的に流すという効果を有する。
【0023】
エアチャンバが複数のセクションを備えているさらに好ましい実施形態では、ボアが以下で議論する従来技術の送り込みヘッド(図1参照)で用いるような回転結合方法ではなく直線的に組み立てられる。これによって、シールド手段がボアを明確に画定可能となるような正確な位置合わせが可能となる。このように画定されたボアは、次に固定ピン、ネジまたは他の従来の方法を用いて固定可能である。
【0024】
本発明の第2の態様によれば、エアフローを用いて管内にケーブルを敷設する装置であって、前記ケーブルを前記管内へと機械的に推進する手段を含み、
前記エアフローが内部へと方向付けられるボアであって、長さおよび長手方向軸を有するボアと、前記ボアからのボアの長手方向軸に沿ったエアフローを低減するシールド手段とを備え、前記シールド手段は前記ボアの長さを延長し、前記ボアはシールド手段から形成されているデバイスを含む装置が提供される。
【0025】
送り込みヘッドには本発明のエアチャンバが有利に設けられ、これが送り込みファイバ敷設中に装置からのエア損失量を低減する。
【0026】
本発明の第3の態様によれば、エアフローを用いて管内にケーブルを敷設する装置であって、
前記ケーブルを前記管内へと機械的に推進する手段と、
前記エアフローが内部へと方向付けられるボアであって、長さおよび長手方向軸を有するボアと、前記ボアからのボアの長手方向軸に沿ったエアフローを低減するシールド手段とを備え、前記シールド手段は前記ボアの長さを延長し、前記ボアはシールド手段から形成されているデバイスを収容する空間を含むハウジングとを備える装置が提供される。
【0027】
本発明のエアチャンバはモジュラー品目であって、これを収容するように構成された適当な送り込みヘッドで用いることが可能である。送り込みヘッドのハウジング内に適当な空間を設けることにより、同じ送り込みヘッドを様々なサイズのケーブル、送り込みファイバユニット、ファイバ管等を用いた様々な敷設に使用可能となる。これは、エアチャンバの内部寸法が、エアチャンバの外部寸法に影響を及ぼすことなくこのような異なるサイズ品目の使用に適合可能だからである。
【0028】
本発明の別の態様によれば、エアフローを用いて管内にケーブルを敷設する方法であって、以下の請求項14に記載の装置を準備するステップと、
以下の請求項1乃至請求項12のいずれか1項に記載のデバイスを準備して組み立てるステップと、
前記装置の前記ハウジングに前記デバイスを収容するステップと、
前記ケーブルを機械的に推進する前記手段および前記エアフローを用いて管内にケーブルを敷設するステップと、
を備える、方法が提供される。
【0029】
本発明のエアチャンバは、送り込みヘッドの機械的な推進力と管内のファイバユニットに沿った粘性抵抗の効果の両方を用いて送り込みファイバを敷設するために、組み立てて本発明の送り込みヘッド内に収めることができる。
【発明を実施するための最良の形態】
【0030】
本発明を一例としてのみ以下の図面を参照して説明する。
【0031】
図1は、出願人により開発され用いられた従来技術の送り込みヘッドの図である。この図では、光ファイバユニット(図示せず)を光ファイバ管(図示せず)内へと送り込み前進させる送り込みヘッドの動作部が開放されており、その中の種々の部品が見えるようになっている。本明細書中では、ファイバユニットが通るこの送り込みヘッド動作部とその構成要素をまとめて「エアチャンバ」と呼ぶものとする。エアチャンバの2個のセクションが回転ヒンジ(2)により連結されており、クランプ(4)でともにクランプ締め可能である。エアチャンバのこの「分割」2セクション設計により、上述のように、送り込みファイバの2方向敷設が可能となる。
【0032】
図2は、図1の従来技術の送り込みヘッドの概略図であり、図1および2の両方を送り込みファイバ敷設の動作方法を説明するのに用いる。
【0033】
エアチャンバは、エアチャンバの長さを貫いて走るボア(54)を備えている。通常の敷設作業では、光ファイバがボア通路に沿って置かれてから2個のセクションがクランプ(4)でともにクランプ締めされる。ファイバの端部または先端が矢印Xで記載された方向に向いている。装着されるファイバ管は、通常ファイバ管コネクタを介して受容部(58)で送り込みヘッドに連結される。
【0034】
送り込み作業では、エアチャンバが閉じられクランプ締めされる。第1の駆動ホイール(12A)が、間にファイバを挟んで第2の駆動ホイール(12B)に堅く係合する。モータ(10)がオンされて駆動ホイール(12A)を矢印Xの方向に回転させる。第2の駆動ホイール(12B)は、モータでは作動されないが、第1の駆動ホイールに堅く係合されているのでこれもやはり回転する。両方の駆動ホイールが、ともにファイバを矢印Xで記載された方向に送り込みヘッドのファイバ出口端部で待機しているファイバ管内へと推進する。
【0035】
欧州特許EP108590に記載の方法によって、すべてまたは大半のエアを急速にファイバ管内に移動させて粘性抵抗の効果をファイバに沿って作り出すように、加圧エアがエア入口(60)を介してエアチャンバ内へと圧送される。
【0036】
図1の送り込みヘッドは、座屈キャビティ(56)をさらに含んでおり、これが国際公開WO98/12588に記載されたような座屈検出システムで動作する。
【0037】
図3および4は、それぞれ本発明の送り込みヘッドの実施形態の外観および内観図である。
【0038】
図3は、送り込みヘッド用の外部ハウジング(100)の全体図である。このハウジングは、モータおよびエアチャンバのための空間を含んでいる。クランプ(102)は、閉じたハウジングを締め付けるように働く。図1および2に関連して説明した従来技術の送り込みヘッドでは、クランプ締め機構がエア漏れを防ぐために極めて重要である。本発明では、例えば図12に関連して以下で説明されるように、ハウジングクランプはこの目的のためにそれほど重要でない。
【0039】
図4は、図1のハウジング内に置かれた本発明による送り込みヘッドの内観図である。
【0040】
図2のハウジングは、「分割可能」であり2方向(bi-directional)敷設を可能とするよう設計されている。このハウジングは、モータを含む送り込みヘッドユニット全体を保護する。モータは、ファイバが進む方向と平行にハウジング内に配置される。これは図面では見えないが、パネル(99)の下にある。このハウジング内のレイアウトにより、送り込みヘッドの全体のサイズおよび占有面積が小さくなる。
【0041】
図1の従来技術の送り込みヘッドにおけるように、モータは駆動ホイール(118および見えないが120)を作動する。しかしながら、従来技術の送り込みヘッドとは異なり、両方の駆動ホイールが個別に動力供給されるが、この動力はギア(116)系統を介してそれぞれに伝達される。従来技術の送り込みヘッドでは1個の駆動ホイールのみを作動し、第2のホイールは第1のホイールに堅く係合されることによって、ホイール間のファイバユニットがエアチャンバに沿って進められるとその間で「押しつぶされた(crushed)」ことが想起されよう。
【0042】
開放したハウジング(図示せず)の上半分が、ヒンジ(104)を介して示した部分に取り付けられる。
【0043】
エアチャンバは、使用時に互いに固定またはクランプ締めされる2個のパーツ(152および154)を備えるモジュラーコンポーネントである。この図では、エアチャンバの一方の半体(152)がハウジング内に敷設されるように示されている。エアチャンバ(154)は、組み立て前の状態で示されている。一方の半体(152)は、ハウジング中のこれのスロット内にあることが示されている。この2個の半体は、ネジ穴(102)内へのネジまたは他の締め付け手段により互いに締め付けることが可能である。このエアチャンバは、これの組み立て後でも組み立て前の状態でもハウジングから取り外すことができる。
【0044】
使用時に、敷設されるファイバはエアチャンバのボア通路(180)に沿って、ファイバ先端を矢印Yの方向に向けて置かれる。ファイバ管(図示せず)は、エアチャンバの受容部(140)で管コネクタ(98)を介して送り込みヘッドに取り付けられる。ファイバユニットは、最初に駆動ホイールにより送り込みヘッドを通り管内へと押し込まれ、最終的には粘性抵抗の付加的効果に助けられる。
【0045】
光ファイバユニット座屈
ここで、本発明者らは送り込みファイバ技術を用いた光ファイバ敷設中のファイバ座屈に関する問題を考える。既に概略を述べたように、敷設作業中に細く柔軟なファイバは(数本のファイバ部材を備えるファイバ束でも)管内で座屈(buckling)しやすいことが分かった。ある程度の屈曲はファイバにとって許容可能で無害であるが、過度の座屈はこれの長さに沿って圧縮または引張応力を生じさせ、これが極端な場合には、ファイバおよび/または送り込みヘッドを損傷させる。少なくとも、座屈は敷設プロセスを遅延させる。
【0046】
先に論じたように、この問題に対処する方法が欧州特許EP025636およびPCT/GB97/02507に記載されている。双方のケースともに、方法および装置がファイバ座屈を検知して送り込みヘッドにフィードバックするように開発され、この情報はファイバを前進させるホイールの速度調整に用いられる。結果として、座屈検出器は送り込みヘッドと連動するが別個に用いられるか(例えば欧州特許EP253636とEP108590)、単一の一体化された送り込みヘッドとともに用いられる(例えば国際公開WO98/12588)。
【0047】
図1および2の送り込みヘッドで用いるために出願人等によって採用された検出方法は、座屈キャビティ内での座屈ファイバユニットの光検出に基づくものである。この方法は概してうまくいったが、ガラスの光センサーの繊細な性質により維持に手がかかることが分かった。また、光ファイバが極めて小さなガラスビーズでコーティングされているため(欧州特許EP186753で詳述)、ファイバがユニットを通過する際にこれらが座屈キャビティチャンバ内に剥がれ落ちることもある。ガラスビーズが光センサーを覆うダストを作り出せば、検出性能が損なわれる。
【0048】
座屈検出器を組み込んだ送り込みヘッドは、必然的に敷設機器の体積および重量を増加させた。これは過去の敷設では許容可能であったが(コストが相対的にあまり考慮されなかった)、FTTHの出現によって、より少ない人員で運用可能なより軽量かつ小型の機器を用いたより経済的な解決法に対しての差し迫った需要が生み出された。
【0049】
図5Aおよび5Bは、送り込みヘッドの実施形態の「前面」および「背面」図を示す(外側ハウジングなし)。
【0050】
この実施形態は、図3および4に示したものとは若干異なる。ここで、エアチャンバは単一の「分割不可能」ピース(150)である。(したがって、この送り込みヘッドは2方向送り込みには使用不可)。
【0051】
上述のように、ファイバが矢印Yの方向に敷設される。ファイバユニットがエアチャンバを通って途中までファイバユニット管内へ延びるように、最初に送り込みヘッド内へとファイバを挿入する方法は多数ある。まず、作業員がファイバ先端を手動でファイバユニット入口(130)へと挿入し、これを駆動ホイール(118および120)を圧迫するまで押し込むことができる。その時点で、ファイバユニットをファイバ出口部まで手動で押し続けることができる。これが可能なのは、2個の駆動ホイールが互いに軽く触れているに過ぎないからである。実際は、これらは全く触れていないこともある。このことが、「押しつぶす力」を与えて互いに堅く係合した従来技術の送り込みヘッドの駆動ホイールとの大きな違いを生む。ファイバユニットをエアチャンバ全体を通して手動で押す別の手段として、モータ(110)を動作のこの部分を引き継ぐようにプログラムすることもでき、図7に関連して以下で説明されている(「ファイバ装填」の下)。また別の方法は、例えば図4に関連して上述したように「分割可能」エアチャンバを用いる場合に、エアチャンバを開放し、ファイバをボア通路(180)に沿って先端を矢印Yの方向に向けて置いてから、送り込み前にエアチャンバおよびハウジングを閉じる。
【0052】
ファイバ出口端部の送り込みヘッドの他の端部では、管コネクタ(98)がエアチャンバ(150)上に嵌め込まれ、ファイバ管(図示せず)が管コネクタに嵌め込まれる。このようにして、ファイバ入口(130)からファイバ管への連続した通路ができる。
【0053】
使用に際して、モータ(110)が起動され、これが矢印Y方向のギア配列(116)を介して両駆動ホイール(118および120)に動力を与える。この実施形態では、ギア比が4:1である。さまざまなギア比が可能だが、このシステムは低慣性環境で最適に働く。
【0054】
駆動ヘッドがファイバを矢印Yの方向に動かし始めると、エアがエア入口(140)を介してエアチャンバ内に圧送される。敷設作業の初期段階中には、駆動ホイールがファイバを管内へと押し込み続ける。実際には、少なくとも1部にはファイバユニットを管内へと確実に前進させるために、通常の作業の大部分に駆動ホイールの押す作用が必要となる。
【0055】
本発明による送り込みヘッドには座屈検出システムがないことに注目されたい。特許出願公開平04−335604(上記参照)は、座屈検出システムを用いずにファイバ座屈を回避する方法を提案しているが、先に論じたように、ヒステリシス遅延およびシステム慣性のある磁力クラッチシステムにおいて、この方法はこの目的を達成する見込みがない。
【0056】
一方、出願人等は、敷設作業中にモータに印加される電流を制限することによって、低慣性モータおよび駆動ホイールシステムと併せてこれらの装置および方法が座屈の発生を大幅に低減することを見出した。
【0057】
図6は、図5Aの送り込みヘッドおよびユーザーが敷設作業を制御する制御ユニット(200)のコンポーネントを示す。マイクロプロセッサを含む制御ユニットがユーザーに敷設作業を制御させる好ましい方法である。しかしながら、熟練した経験豊かな作業員がこのような制御ユニットを用いず手動で作業を制御し、作業者が作業をどのように進めるかを決定することも本発明の範囲内に含まれる。このような場合には、送り込みヘッド自体に直接作用する制御手段またはリモート制御手段のような異なる制御手段である。
【0058】
この実施形態では、ユニットカバー(204)が、ユーザーに図7に関連して以下で議論するような各種のオプションを可能にするためのボタンを含んでいる。制御ユニットの本体(202)は、プリント基板と表示スクリーンを備えている。この実施形態は、手持ちサイズのものとされ、送り込みヘッドに配線された制御ユニットを示す。当業者には、制御ユニットのサイズやこれをどのようにして送り込みヘッドに接続するかに関してあらゆる変形が可能であることが理解されよう。
【0059】
本発明によれば、電圧レベルがファイバの移動速度を決定し、一方電流レベルがモータにより出力される力の量の制御に用いられる。電圧レベルは、通常敷設作業の開始に先立ってプリセットされるが、作業中に例えば敷設速度を補正するなど変更可能である。
【0060】
モータ速度を制御するための電圧の変更は、本実施形態ではパルス幅変調(PWM)を用いて実現される。PWMは、モータに供給される最大電流の制御にも用いられる。PWM制御信号はマイクロプロセッサで生成される。アナログコンパレータを用いてモータにより引き込まれる電流とマクロプロセッサにより許可される最大値とを比較し、マイクロプロセッサにより設定される最大値を超える量が引き込まれるのを検出した場合に、コンパレータの出力状態を切り換えてモータに電流が流れるのを阻止することによりこれが最大許可値よりも上昇するのを防ぐ。
【0061】
図8は、制御ユニットが通過する予備工程のフローチャートである。通常の敷設作業(作業S7)の開始時に、モータの電源がONされて電圧および電流レベルがゼロのアイドル状態となり、加圧エアがエアチャンバ内に送り込まれる。敷設されるファイバは、上述のように送り込みヘッド内に全体もしくは途中まで送り込まれるか送り込まれている。作業員がモータを用いてファイバユニットをファイバ管内に装填することを決定すれば、以下の図8でより詳細に議論するように、彼は「ファイバ装填」(オプションO4)を選択することができる。
【0062】
次に、ユーザーは制御ユニット上で選択を行い、ボタンを押してファイバの敷設を開始する。制御ユニットのこの実施形態では、ユーザーが4つのオプション:「メニュー」(O1)、「停止」(O2)、「リセット」(O3)または「ファイバ充填」(O4)で敷設作業を制御する。これらのオプションのシーケンスが図8に示されている。(明確にするため、オプションO3はこの実施形態で「送り込み開始」と「停止」の両方のルーチンとする。)
エンコーダ(112)が作業全体を通してモータの活動を監視する。このデバイスは、モータの活動レベルを検出してマイクロプロセッサコントローラにフィードバックし(例えば機械的なローテーションで)、制御ソフトウェアが処理する入力を行う。E4光ロータリエンコーダ(例えば、トライデントエンジニアリング(Trident Engineering)から、この品目に関するこの社の技術的なスペックは http://www.tridenteng.co.uk/media/pdf41add17df22ed.pdfに記載)が本発明の本実施形態のモータに搭載されている。小型であるのがその理由であるが、同様の機能を行う類似のデバイスであればいずれも用いることが可能である。
【0063】
ユーザーにより何ら選択がなされない限り、モータはこれのアイドル/「準備完了」状態であり続ける。ユーザーが「送り込み開始」(O2)を制御ユニット上で選択すると、駆動ホイールに伝達される押す力がファイバの移動を開始するまでモータ電流が徐々に増加される。ファイバが移動すると、その時点での電流のレベルがファイバの移動を妨げるすべての力(所望のファイバ移動とは逆の方向のエアチャンバ内の摩擦、駆動ホイールおよびギア配列の慣性、ならびに圧力下のエア漏れの「ピストン効果」)に打ち勝つのに十分なものとなる。
【0064】
ファイバ移動を開始するのに必要なこの電流レベルは制御回路により捕捉され、コントローラにより電流レベルの上限を計算するのに用いられる。この電流の上限は、その後敷設作業の期間にモータによる過度の押し込みを防止するのに用いられる。敷設作業の終了後、電流上限値は破棄され、敷設作業ごとに新たな値が設定される。
【0065】
モータが必要とする電流レベルの値を捕捉して敷設作業ごとにファイバ移動を得るこの方法には、大きなメリットがある。上述のように、通路長および接続形態からファイバおよび管自体のサイズまでのファクターに応じて送り込み条件は作業ごとに異なる。工場でプリセットされたレベルの押力を有する送り込みヘッドであれば、このような条件に基づいて作業を最適化することができない。経験豊富な作業者はよい結果を得られるであろうが、このような人員は費用がかさむことになる。
【0066】
送り込み作業が中途で(すなわちファイバが途中まで敷設されているだけの場合)または2方向敷設作業中に中止される場合、この作業を復旧/再開する際に電流上限値をリセットすることが可能である。しかしながら、作業が一定の時間内に復旧されない場合のみ電流上限値を破棄する等の代替方法が利用可能であることが当業者には明らかであろう。
【0067】
電流レベル上限の値を得るために、出願人等は送り込みヘッド内のファイバ移動を開始するのに必要な電流レベルに約12.5%を加えることを採用した。これは、送り込み環境および条件だけでなく送り込みシステムにおける変更およびバラつきを許容する。この数字はもちろん経験則に過ぎず、本発明の範囲には、ファイバ移動開始に必要なレベルに他の値を加えることにより、または実際に差し引きすることにより得られる電流レベル上限が含まれる。
【0068】
敷設プロセスに含まれるステップを特に、制御ユニットのプロセッサが予期される様々な敷設条件、「正常」(普通の送り込み作業)または「異常」(作業中に問題が生じた場合)でどのようにフローイベントを指示するのかについて、図9A〜9Cのフローチャートでさらに説明する。
【0069】
図9Aは、敷設作業(S9A)の開始およびその作業に対する電流上限値がどのように導出されるかを示す。様々な予期される状況および適用が、例えば送り込みヘッドが「逆」方向に進むステップ(例えば装着された管を空にするため、またはファイバユニットが管内に停滞した位置から回復する必要がある場合)から見える。熟練者であれば、含めるのが有用な他のオプションを想定可能であろう。
【0070】
図9Bのフローチャートは、「正常」敷設作業(S9B)に含まれるステップを示す。制御ユニットのプロセッサは、繰り返しモータによって引き出される電流が上限値に達しているかどうかをチェックし、上限を超えていない限りはモータが駆動ホイールに動力を供給し続けて、ファイバを送り込みヘッドを通してファイバ管内に押し込み続ける。
【0071】
ファイバを押し込むのに必要な力量が変更すると電流レベルが敷設作業中に変化する。例えば、ファイバ速度が敷設作業中に優勢になる粘性抵抗の効果により増加すると、モータが必要とする電流のレベルが下がる。逆に、ファイバが停滞するかファイバの移動が減少すると、必要とされる押力量が増加することになり、これがモータが必要とする電流を増加させることになる。電流上限の効果は、モータがファイバを過度に押すことにより過度の力を出力しないようにし、こうして過度の座屈の可能性を低減することである。
【0072】
このモータによる力の出力を制御する方法は低慣性システムにおいて用いられるべきであり、これによってモータ、ギア配列および駆動ホイールができるだけ速く応答し敷設中のファイバ移動の変化に対する感度を最大にする。
【0073】
したがって実際的な観点では、ファイバが移動を停止したらモータの電流レベルがこれに応じて迅速に増加する。このレベルが上限値に達すると、モータは押力の出力を停止して駆動ホイールがファイバをファイバ管内に押し込むのを停止する。ここで、ユーザーは制御ユニット上のボタン3を「停止」シーケンス(図8のO2)のために、次に場合によって「リセット」(O3)シーケンスを選択し、システムに作業を再開する準備をさせる。
【0074】
電流が上限値を超えない限りは、システムはファイバがスムーズに過度の座屈なく管内へと敷設されているとみなす。場合によって、ユーザーは図9Bに示した方法および図9Cの「速度最適化」手順(S9C.2)で敷設速度を最適化(すなわち増加)することを選択できる。
【0075】
ファイバが駆動ホイール間で移動停止した場合、ファイバ移動状態のこの変化が駆動ホイールを介して低慣性システムのモータに急速に伝達する。制御ユニットは、システムが座屈または閉塞の解消を10秒間待機する間に、コントローラがモータに対して電力レベルを下げる「ファイバ停滞(Fibre Stalled)」状態(図9C、S9C.3)になる。次に、電流が上限値まで上昇され、ファイバが再び移動しているという駆動ホイールからの情報をシステムが待つ間の別の短い中断が発生する。出願人は、閉塞したファイバがファイバ管内の粘性抵抗に補助されて解放されることを見出し、この手順を組み込んだ。
【0076】
ファイバが移動し続けるが、望ましくないほどの高いレベルの力(上限値に達する電流レベルを生じさせる)が移動を得るのに必要な場合には、コントローラが「アンチファイバシャント(Anti-Fibre Shunt)」状態(図9C、S9C.1)となる。ここで、ファイバ管内の条件がその時点でファイバ管内へのファイバのスムーズなプレイアウトを可能としない、ファイバ座屈の前兆の可能性があると想定される。コントローラは、モータの電圧を下げて駆動ホイールの速度を下げる。必要であれば、コントローラはファイバが再び管内へとスムーズに敷設されるまで速度が下がり続けるように手順をループする。このフローチャートは、好適な実施形態ではユーザーが「所望の速度」(ここでは分速10メートルとして与えられる)を設定できるオプションも含んでいる。
【0077】
図10は、本発明による装置および方法を用いて1000メートルを超える通路への通常の送り込みファイバ敷設作業中に経過時間で測定した、さまざまな値を示すグラフである。ここで、ファイバユニットは最初の10メートル間で駆動ホイールに動力供給するモータの力で管内に押し込まれる。この点から約600メートルまでは、効力を発揮する粘性抵抗によって敷設が部分的に補助される。この段階で電流のレベルが下がる。600メートルを過ぎると、管内のエア量が下がり、ファイバと管の間の摩擦レベルが上がっている。粘性抵抗の効果が送り込みヘッドからのその距離で横ばいになり、モータ駆動された駆動ホイールが管に沿ったファイバの進行を再度大きく担うようになる。この段階で、電流レベルが上限値に達するまで上昇し、作業の残りの間そのままでいる。したがって、制御ソフトウェアが周期的に電圧を下げる(例えば図9CのS9C.1)と、速度が下がる。
【0078】
過度のエア漏れ
図1の従来技術の送り込みヘッドを用いる最大の問題の1つが使用中の高レベルのエア損失である。通常、10バールの気圧で約80リットルのエアがエアチャンバから失われることがあるのが分かっている。この送り込みヘッドでの漏れレベルの理由の一部はヘッドが2方向敷設用に作られていることが原因である。このエアチャンバには、上記図5で示したエアチャンバのような漏れがファイバ入口(130)およびファイバ出口(140)領域に限定されている単一ピースのものと比べて、エアが抜け出す箇所が特にファイバの前進方向と平行の長手方向側部に沿って多い。
【0079】
先に述べたように、不足を補うにはこのような送り込みヘッドとともに非常に大型で強力なコンプレッサを用いる必要があるとの結果である。FTTHにおける高価でない大量配置用送り込み敷設とともに、この損失レベルは許容不可能となっている。同時に、2方向および1方向送り込みに適合可能な機器の適合可能なピースに対する需要が、エア損失を低減するという要求と同じぐらい大きい。
【0080】
図11は、図1の従来技術の送り込みヘッドのエアチャンバの拡大図である。エアチャンバを形成する2個のパーツ(14Aおよび14B)は回転ヒンジ(2)を用いて1つにされ、クランプ(4)で互いに締め付けられている。組み立てによりエアチャンバ部の長さを通して走るボア(54)が作り出される。ボアは、面14Aおよび14B上の2本の対応する溝を合わせて作られる。変形可能なシール(80)がパーツ(14A)の面に設けられ、チャンバのこのパーツが互いにクランプ締めされると、これが管コネクタ受容/ファイバユニット出口部分から座屈キャビティセクション(56)周囲のボアの一部と座屈キャビティセクションから駆動ホイール(12A)まで延びるボアの一部の周囲に一種のシールを形成する。エア損失に対するシール(ファイバユニット入口および出口箇所の両方から及びファイバ前進方向に平行な側部に沿って)のレベルは、上述のエア損失レベルをもたらすため全く不十分である。これは、回転ヒンジにより連結されたエアチャンバの2個のパーツに生じ得る位置ずれによる2本の溝を合わせる際の誤差だけでなく、一部は小さいシールを用いたことに起因する。
【0081】
図12は、本発明による組み立て前のエアチャンバの図である。これも2方向送り込みを可能にする2個のパーツを備えている。出願人は、このエアチャンバを用いることにより、類似の条件下での敷設作業に対して敷設作業中のエア損失量を大幅に約4倍低減することを見出した(例えば1mm径のファイバユニットに対して1分間に約80リットルから約20リットルまで)。
【0082】
エアチャンバは、プラスチックまたは金属で作ることが可能だが、好ましくは図16に関連して以下で詳述する理由からファイバユニットに直接接触する部分は耐久性材料とすべきである。エアチャンバの2個のパーツ(152、154)は、それぞれが溝またはチャネル(180)をこれらの長さに沿って含んでいる。このチャネルは、ファイバユニット入口(130)の一端部およびファイバ管コネクタ受容部(170)としても機能するファイバユニット出口の他端部で終わる。この特定の実施形態では、管受容器がコネクタを保持し、ファイバユニット管を保持するように適合されている。管コネクタの例は図4(98)に見ることができる。
【0083】
チャンバの2個のパーツが組み立てられると、この2個のパーツ(152、154)はチャネルが互いに合わさってチャンバの長さに沿って延びる貫通ボア(throughbore)を形成するように協働する。敷設作業中にエアがここを通って圧送されるエア入口が、エアチャンバパーツ(152)に設けられている。エア入口は、接合部である、貫通ボアと連通するエア入口ボア(160)を備えている。
【0084】
図12から分かるように、貫通ボアの寸法はエア入口ボア(160)と貫通ボアのチャンバパーツ(152)上の残りの部分との接合部で変化する。ファイバ入口の口から接合部(「ファイバ入口ボア部分」)に至るセクションは比較的長く幅が狭いが、一方ファイバ管コネクタ受容部(170)は非常に短く幅が広い。ファイバ管コネクタ受容部の割合は、現在の管コネクタのサイズによりある程度決定される(通常の市販コネクタは3〜10mmの寸法を有する)。しかし、貫通ボアの2個の部分の相対的なサイズは、ファイバ入口ボア部分に沿った空気抵抗をより大きくするために意図的な割合ともされ、こうしてポンプ送りされたエアが長く狭いファイバ入口ボアよりもより短く幅広の管コネクタ受容部の方向に、ひいてはファイバ管内へと流れるよう促す。
【0085】
以下は、図12のエアチャンバにおいて1mm径のファイバを用いた試験に基づいて、ファイバ入口ボア部分の寸法の様々な組み合わせについてエア損失レベルを示す表である。
【表1】
【0086】
試験結果で分かるように、より長く縮小したボア(1.08mm/75mm)と比較して比較的短く幅広いボア(1.18mm/12.5mmの上記組み合わせ)において最も大きなエア損失が認められた。チャネルを物理的に作製しファイバが貫通ボアを通って移動するのに十分な余裕を与えることを前提として、ボアが狭いほどエアが抜け出す余地が小さくなる。この効果はボアの長さを大きくすることによって増大する。
【0087】
上記表のすべての結果が図1の従来技術の送り込みヘッドで認められた1分間に約80リットルの以前のエア漏れに大幅な改善であることがさらに見て取れた。ファイバ入口ボアの寸法が従来技術の送り込みヘッドにおいて対応するエアチャンバ部よりも非常に長く細いが、出願人はこのことだけでエア損失に対して大きく改善されたシールが達成されたのではないことを見出した。これはむしろ送り込みヘッドの残りの部分から貫通ボアを物理的に密封して「分割不可能」エアチャンバに対するのと同等の低い漏れレベルに近づける新たな方法から得られたのである。先に論じたように、単一の「分割不可能」エアチャンバにおけるエア損失はファイバユニット入口および出口箇所で主に認められている。
【0088】
図12は、どのように各セクションのチャネルが従来技術の送り込みヘッドの場合のように単にエアチャンバ面の面内に溝形成されているだけではないかを示す。このチャネルは、各側部がエアチャンバの長さに沿って延び、ある程度チャネルを画定する連続壁部(182)に囲まれている。
【0089】
図13は、どのようにチャンバの2個セクション(152および154)が互いに嵌め込まれているかの拡大図である。組み立てられると、各チャンバセクションの壁部が非常に密着して係合し、これによって生じた貫通ボアがこのように結合された4個の壁内で非常に精密に画定される。示した実施形態では、エアチャンバパーツ(152)のチャネルが断面積ではパーツ(154)上の対応するチャネルよりも幅広の寸法とされている。このことにより、パーツ(154)のチャネルがパーツ(152)のチャネル内に嵌り込む。壁部(182)のトポグラフィに関する変形はもちろん可能である。
【0090】
図14Aおよび14Bは、それぞれファイバ管コネクタ受容端部およびファイバユニット入口端部から見た組み立て後のエアチャンバである。この図は壁部(182)により作られた貫通ボアの詳細な画定を示すものである。
【0091】
組み立て後、エアチャンバはネジ穴(142)を通してネジ(図3に102で示す)で互いに固定される。図15Aおよび15Bでより明確に示したように、追加のクランプ締めが別体のクランプ(140)によりなされる。貫通ボアを作るためのチャネルの壁部(182)の嵌合の正確さが固定機構の緊密さと相まって、ファイバ入口および管受容部分で主に発生するエア損失はほんのわずかに多いものの、単一ピースの材料から形成した単一チャンバの特徴に近いエアチャンバを実際に作り出す。有利なことに、このエアチャンバは2方向送り込みに使用可能である。
【0092】
(図11の従来のエアチャンバのように離れてボアの周囲をではなく)貫通ボア自体をシールすることにより、現在のエアチャンバはチャンバ内にファイバ管内へと送られるより多くのエアを保持することが可能である。代替の実施形態では、エアチャンバに沿った壁部(182)により画定されるチャネルを用いる代わりに変形可能なシール(184)を貫通ボア周囲に配置することによりシールを達成可能である。図16はこの着想の実施形態を示す。
【0093】
上述したように、ゴムベースのシールは毎秒1メートルまでの速度で前進するファイバをコーティングするガラスマイクロスフィアにより非常に摩耗しやすい。従来技術の送り込みヘッドを用いることにより、移動中のファイバユニットと接触するシール(図11の80)がガラスの切削作用に特に影響されやすいことが判明した。頻繁な交換が要求されることは、安価な送り込み装置および技術の需要とそぐわないため、変形可能材料でエアチャンバをシールするのは本発明の有効な実施形態ではあるものの、好ましい実施方法は緊密に画定された貫通ボアを作るために、より耐久性のある材料でできたチャネルの壁部を用いる。
【0094】
従来技術におけるようにヒンジ結合されていないが送り込みヘッドの2個の半体の合わせ表面に直交して延びる固定ピンを用いて直線的に組み合わされた送り込みヘッドの別個の半分を用いることにより、合わせ表面に非常に良好な嵌合が可能となり、合わせるパーツを損傷しかねない合わせ表面に対するせん断力が回避されることにも留意されたい。このように、上述したように動作中に送り込みヘッド内で遭遇する過酷な条件下で急速に劣化しやすい変形可能なシールを用いなくとも、非常に良好なシールを形成可能である。
【0095】
シールをさらに改善するために、変形可能なシールが高圧、マイクロシールおよびせん断力の過酷な条件に晒されることを低減しつつ、変形可能材料をガラスコートファイバの直接の切削作用から離して配置して、変形可能なシールを非変形可能シールとともに用いることができる。これは変形可能なシールへのせん断応力を低減する直線的なアセンブリの利点を維持し、非変形可能シールが非変形可能シールによるマイクロスフィアの作用からいくらか保護される(これは当然変形可能シールよりもかなり頑丈である)。
【0096】
本発明の範囲内で別の様々な代替物および組み合わせが可能であることが、当業者には理解されよう。
【図面の簡単な説明】
【0097】
【図1】従来技術による送り込みヘッドの内部の図である。
【図2】図1の送り込みヘッドの概略図である。
【図3】本発明による送り込みヘッドのためのハウジングの実施形態の外観図である。
【図4】図3のハウジング中の送り込みヘッドの内観図である。
【図5】本発明による送り込みヘッドの主な動作部の実施形態の図である。
【図6】図5Aの実施形態とそのための制御ユニットの実施形態を示す図である。
【図7】本発明による制御ユニットの初期始動シーケンスを示すフローチャートである。
【図8】ユーザーが利用可能な動作の制御ユニットシーケンスを示すフローチャートである。
【図9A】制御ユニットの敷設シーケンスを示すフローチャートである。
【図9B】制御ユニットの敷設シーケンスを示すフローチャートである。
【図9C】制御ユニットの敷設シーケンスを示すフローチャートである。
【図10】本発明による送り込みヘッドを用いた通常の敷設作業中の各種性能測定レベルを示すグラフである。
【図11】図1の従来技術の送り込みヘッドのエアチャンバの詳細な図である。
【図12】本発明によるエアチャンバの実施形態の組み立て前の2個のパーツの詳細な図である。
【図13】図12のエアチャンバの図であり、組み立て中の2個のパーツの詳細な係合を示す。
【図14】図12の組み立て後のエアチャンバのファイバユニット出口端部とファイバユニット入口端部の図である。
【図15】図12の組み立て後のエアチャンバの他の図である。
【図16】本発明によるエアチャンバの別の実施形態の組み立て前の2個のパーツの図である。
【特許請求の範囲】
【請求項1】
管内にケーブルを敷設する装置とともに使用するデバイスであって、前記装置は前記ケーブルを前記管内へと機械的に推進する手段を含み、前記デバイスは前記管内へとエアフローを方向付けるのに適しており、
前記エアフローが内部へと方向付けられるボアであって、長さおよび長手方向軸を有する前記ボアと、
前記ボアからのボアの前記長手方向軸に沿ったエアフローを低減するシールド手段と、
を備え、
前記シールド手段は前記ボアの長さを延長し、前記ボアは前記シールド手段から形成されている、デバイス。
【請求項2】
複数の組み立て可能なセクションを備え、前記ボアは前記セクションのアセンブリ上に形成される、請求項1に記載のデバイス。
【請求項3】
第1のセクションおよび第2のセクションを備える2個の組み立て可能なセクションを備え、前記第1のセクションは第1のシールド壁を含み、前記第2のセクションは第2のシールド壁を含み、前記ボアを形成するように前記第1のシールド壁は前記第2のシールド壁と係合可能である、請求項1または2に記載のデバイス。
【請求項4】
前記シールド手段は変形可能でない、請求項1乃至請求項3のいずれか1項に記載のデバイス。
【請求項5】
前記シールド手段は変形可能なシールをさらに含む、請求項1乃至請求項4のいずれか1項に記載のデバイス。
【請求項6】
前記ボアは、第1のボア端部に続くより小さい径を有する第1のボア部と、第2のボア端部に続くより大きい径を有する第2のボア部とを備え、前記第1のボア部はボア接合部で第2のボア部と交わり、
使用中、前記エアフローは前記ボア接合部またはこの近傍に配置された開口を介して前記ボア内に導入され、前記管は前記第2のボア端部で前記ボアに結合される、請求項1乃至請求項5のいずれか1項に記載のデバイス。
【請求項7】
前記第1のボア部は前記第2のボア部よりも長さが大きい、請求項6に記載のデバイス。
【請求項8】
前記シールド手段は前記ボアを形成するように直線的に係合可能に構成されている、請求項1乃至請求項7のいずれか1項に記載の記載のデバイス。
【請求項9】
前記シールド手段の直線係合のためのガイド手段をさらに含む、請求項8に記載のデバイス。
【請求項10】
組み立て後に前記複数のセクションを互いに固定する固定手段をさらに含む、請求項8または請求項9に記載のデバイス。
【請求項11】
前記ガイド手段と前記固定手段の一方または両方は、前記複数のセクション上に配置された1組の協働穴と、前記シールド手段の直線係合用および/または前記複数のセクションの固定用の固定ピンとを備えている、請求項9または請求項10に記載のデバイス。
【請求項12】
使用中、前記ケーブルが前記装置により前記ボアを通って推進される、請求項1乃至請求項11のいずれか1項に記載のデバイス。
【請求項13】
エアフローを用いて管内にケーブルを敷設する装置であって、前記ケーブルを前記管内へと機械的に推進する手段を含み、請求項1乃至請求項12のいずれか1項に記載のデバイスを含む、装置。
【請求項14】
エアフローを用いて管内にケーブルを敷設する装置であって、
前記ケーブルを前記管内へと機械的に推進する手段と、
請求項1乃至請求項12のいずれか1項に記載のデバイスを収容する空間を含むハウジングとを備える、装置。
【請求項15】
エアフローを用いて管内にケーブルを敷設する方法であって、
請求項14に記載の装置を準備するステップと、
請求項1乃至請求項12のいずれか1項に記載のデバイスを準備して組み立てるステップと、
前記装置の前記ハウジングに前記デバイスを収容するステップと、
ケーブルを機械的に推進する前記手段および前記エアフローを用いて前記管内に前記ケーブルを敷設するステップと、
を備える、方法。
【請求項1】
管内にケーブルを敷設する装置とともに使用するデバイスであって、前記装置は前記ケーブルを前記管内へと機械的に推進する手段を含み、前記デバイスは前記管内へとエアフローを方向付けるのに適しており、
前記エアフローが内部へと方向付けられるボアであって、長さおよび長手方向軸を有する前記ボアと、
前記ボアからのボアの前記長手方向軸に沿ったエアフローを低減するシールド手段と、
を備え、
前記シールド手段は前記ボアの長さを延長し、前記ボアは前記シールド手段から形成されている、デバイス。
【請求項2】
複数の組み立て可能なセクションを備え、前記ボアは前記セクションのアセンブリ上に形成される、請求項1に記載のデバイス。
【請求項3】
第1のセクションおよび第2のセクションを備える2個の組み立て可能なセクションを備え、前記第1のセクションは第1のシールド壁を含み、前記第2のセクションは第2のシールド壁を含み、前記ボアを形成するように前記第1のシールド壁は前記第2のシールド壁と係合可能である、請求項1または2に記載のデバイス。
【請求項4】
前記シールド手段は変形可能でない、請求項1乃至請求項3のいずれか1項に記載のデバイス。
【請求項5】
前記シールド手段は変形可能なシールをさらに含む、請求項1乃至請求項4のいずれか1項に記載のデバイス。
【請求項6】
前記ボアは、第1のボア端部に続くより小さい径を有する第1のボア部と、第2のボア端部に続くより大きい径を有する第2のボア部とを備え、前記第1のボア部はボア接合部で第2のボア部と交わり、
使用中、前記エアフローは前記ボア接合部またはこの近傍に配置された開口を介して前記ボア内に導入され、前記管は前記第2のボア端部で前記ボアに結合される、請求項1乃至請求項5のいずれか1項に記載のデバイス。
【請求項7】
前記第1のボア部は前記第2のボア部よりも長さが大きい、請求項6に記載のデバイス。
【請求項8】
前記シールド手段は前記ボアを形成するように直線的に係合可能に構成されている、請求項1乃至請求項7のいずれか1項に記載の記載のデバイス。
【請求項9】
前記シールド手段の直線係合のためのガイド手段をさらに含む、請求項8に記載のデバイス。
【請求項10】
組み立て後に前記複数のセクションを互いに固定する固定手段をさらに含む、請求項8または請求項9に記載のデバイス。
【請求項11】
前記ガイド手段と前記固定手段の一方または両方は、前記複数のセクション上に配置された1組の協働穴と、前記シールド手段の直線係合用および/または前記複数のセクションの固定用の固定ピンとを備えている、請求項9または請求項10に記載のデバイス。
【請求項12】
使用中、前記ケーブルが前記装置により前記ボアを通って推進される、請求項1乃至請求項11のいずれか1項に記載のデバイス。
【請求項13】
エアフローを用いて管内にケーブルを敷設する装置であって、前記ケーブルを前記管内へと機械的に推進する手段を含み、請求項1乃至請求項12のいずれか1項に記載のデバイスを含む、装置。
【請求項14】
エアフローを用いて管内にケーブルを敷設する装置であって、
前記ケーブルを前記管内へと機械的に推進する手段と、
請求項1乃至請求項12のいずれか1項に記載のデバイスを収容する空間を含むハウジングとを備える、装置。
【請求項15】
エアフローを用いて管内にケーブルを敷設する方法であって、
請求項14に記載の装置を準備するステップと、
請求項1乃至請求項12のいずれか1項に記載のデバイスを準備して組み立てるステップと、
前記装置の前記ハウジングに前記デバイスを収容するステップと、
ケーブルを機械的に推進する前記手段および前記エアフローを用いて前記管内に前記ケーブルを敷設するステップと、
を備える、方法。
【図1】

【図2】
【図3】
【図4】
【図5】

【図6】
【図7】
【図8】

【図9A】
【図9B】
【図9C】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】

【図16】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9A】
【図9B】
【図9C】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【公表番号】特表2008−535013(P2008−535013A)
【公表日】平成20年8月28日(2008.8.28)
【国際特許分類】
【出願番号】特願2008−503584(P2008−503584)
【出願日】平成18年3月29日(2006.3.29)
【国際出願番号】PCT/GB2006/001142
【国際公開番号】WO2006/103424
【国際公開日】平成18年10月5日(2006.10.5)
【出願人】(390028587)ブリティッシュ・テレコミュニケーションズ・パブリック・リミテッド・カンパニー (104)
【氏名又は名称原語表記】BRITISH TELECOMMUNICATIONS PUBLIC LIMITED COMPANY
【Fターム(参考)】
【公表日】平成20年8月28日(2008.8.28)
【国際特許分類】
【出願日】平成18年3月29日(2006.3.29)
【国際出願番号】PCT/GB2006/001142
【国際公開番号】WO2006/103424
【国際公開日】平成18年10月5日(2006.10.5)
【出願人】(390028587)ブリティッシュ・テレコミュニケーションズ・パブリック・リミテッド・カンパニー (104)
【氏名又は名称原語表記】BRITISH TELECOMMUNICATIONS PUBLIC LIMITED COMPANY
【Fターム(参考)】
[ Back to top ]