
光モジュールの製造方法
【課題】 作業効率を向上させつつ信頼性の高い光モジュールを製造する光モジュールの製造方法を提供する。
【解決手段】 光モジュール1の製造方法は、筐体10に接続される金属製のパイプ20の貫通孔H内に、所定の距離被覆層53が剥離された光ファイバ50が挿通された状態で、誘導加熱機80を用いて、パイプ20の貫通孔Hを封止するはんだ封止工程P4と、パイプ20に接続されるガイド30と被覆層53とを誘導加熱機80を用いて熱硬化性樹脂31により固定する樹脂固定工程P5とを備え、誘導加熱機80は、磁性コア81を有し、はんだ封止工程P4においては、磁性コア81によりパイプが誘導加熱され、樹脂固定工程P5においては、ガイド30と接触するように配置された金属部材83が、誘導加熱され、金属部材83からの熱伝導により、ガイド30が加熱される
【解決手段】 光モジュール1の製造方法は、筐体10に接続される金属製のパイプ20の貫通孔H内に、所定の距離被覆層53が剥離された光ファイバ50が挿通された状態で、誘導加熱機80を用いて、パイプ20の貫通孔Hを封止するはんだ封止工程P4と、パイプ20に接続されるガイド30と被覆層53とを誘導加熱機80を用いて熱硬化性樹脂31により固定する樹脂固定工程P5とを備え、誘導加熱機80は、磁性コア81を有し、はんだ封止工程P4においては、磁性コア81によりパイプが誘導加熱され、樹脂固定工程P5においては、ガイド30と接触するように配置された金属部材83が、誘導加熱され、金属部材83からの熱伝導により、ガイド30が加熱される
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、作業効率を向上させつつ信頼性の高い光モジュールを製造することができる光モジュールの製造方法に関する。
【背景技術】
【0002】
光モジュールの一つとして、半導体レーザ素子から出力されたレーザ光が光ファイバを介して出力される光モジュールが知られている。この光モジュールでは、一般に、筐体内に配置された半導体レーザ素子と光ファイバの一端との相対的位置が正確に合わされた状態で、ファイバマウント上に被覆層が剥離された光ファイバの一端側が固定される。
【0003】
光ファイバの他端側は、筐体の外周側へ突出するパイプに挿通され、筐体の外部に導出されており、そのパイプの内周面と光ファイバの外周面との間の空間は隙間なく封止されている。
【0004】
このような光モジュールの製造方法として、下記特許文献1に記載の製造方法が提案されている。この製造方法では、光ファイバの一端側において、被覆層が剥離される。そして、被覆層が剥離された光ファイバの一端側は、被覆層の端部がパイプの途中まで入り込むようにして、筐体の外側からパイプに挿通され、筐体内において、光ファイバの端部近傍がファイバマウント上に配置されると共に、上述のように固定される。また、パイプの貫通孔における光ファイバの被覆層が剥離された部分が位置している部分が、はんだにより封止(はんだ封止)され、さらに、被覆層の端部を含み、被覆層とパイプの内周面との空間が熱硬化性樹脂で埋められて、被覆層がパイプに固定(樹脂固定)される。
【0005】
この封止を行う際、特許文献1の光モジュールの製造方法では、加熱する手段として、はんだこて、誘導加熱機又はレーザ光が挙げられている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2009−139848号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
ところで、上述の様な筐体から延在するパイプを介して光ファイバが導出する構成を有する光モジュールを製造するにあたり、信頼性を高くするためには、パイプの貫通孔が適切にはんだ封止されることが求められる。このためには、パイプの内壁におけるはんだ封止される部分のはんだ濡れ性が出来るだけ均一になることが好ましく、このためこの部分が出来るだけ均一に加熱されることが求められる。従って、パイプの内壁を略均一に加熱することができる誘導加熱機による誘導加熱を用いて、このはんだ封止される部分を加熱したいという要請がある。さらに、はんだ封止される部分を誘導加熱により加熱する場合、作業効率を向上させるため樹脂固定される部分も同様の加熱機を用いて誘導加熱により加熱したいという要請がある。
【0008】
しかし、はんだ封止される部分と、樹脂固定される部分とは、互いに隣り合うものの異なる場所である。従って、それらの部分をそれぞれ誘導加熱するためには、誘導加熱機の磁性コアを移動しなければならず、作業効率が悪くなるといった問題が生じる。そこで、はんだ封止される部分と樹脂固定される部分の両方を誘導加熱できるような大きさを有する磁性コア、すなわちパイプの長さと同様の幅を有する様な磁性コアを用いて、パイプ全体を誘導加熱することが考えられる。しかし、この場合、はんだを溶融するような高い温度までパイプを加熱すると、パイプの樹脂固定される部分も同様に加熱されるため、樹脂固定される部分に挿入されている光ファイバの被覆層が焼損することがあり、製造される光モジュールの信頼性が低下してしまう虞がある。
【0009】
さらに、はんだ封止される部分は、金属から構成されるものの、樹脂固定される部分が、セラミック製のパイプ等から成る場合がある。このような場合、樹脂固定される部分を誘導加熱により加熱すると、セラミックが金属よりも誘導加熱されないことに起因して、加熱時間が長くなり、作業効率が低下してしまう。
【0010】
そこで、本発明は、作業効率を向上させつつ信頼性の高い光モジュールを製造する光モジュールの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0011】
上記課題を解決するため、本発明の光モジュールの製造方法は、筐体に一端が接続され他端が前記筐体の外側に延在すると共に、貫通孔が前記筐体内に連通する金属製のパイプの前記貫通孔内に、一方の端部から所定の距離被覆層が剥離された光ファイバが挿通された状態で、前記パイプの内壁と前記光ファイバの前記被覆層が剥離された部分とを、誘導加熱機を用いてはんだ付けして、前記貫通孔を封止するはんだ封止工程と、前記パイプに接続される補強部材と前記被覆層とを前記誘導加熱機を用いて熱硬化性樹脂により固定する樹脂固定工程と、を備え、前記誘導加熱機は、第1ギャップと前記第1ギャップよりも間隔が大きい第2ギャップとが形成された磁性コアを有し、前記磁性コアは、前記第1ギャップにおける磁路内に前記パイプが位置する共に、前記第2ギャップを形成する前記磁性コアの端面が前記補強部材と離間するように、配置され、前記はんだ封止工程においては、前記磁性コアにより前記パイプが誘導加熱され、前記樹脂固定工程においては、少なくとも一部が前記第2ギャップにおける磁路内に位置すると共に、前記補強部材と接触するように配置された金属部材が、前記磁性コアにより誘導加熱され、前記金属部材からの熱伝導により、前記補強部材が加熱されることを特徴とするものである。
【0012】
このような光モジュールの製造方法によれば、誘導加熱によりパイプをはんだ付けして封止するので、パイプ内におけるはんだ封止される部分の温度がばらつくことを抑制することができ、はんだ濡れ性がばらつくことを抑制することができる。従って、はんだによりパイプの貫通孔を適切に封止でき、信頼性の高い光モジュールとすることができる。さらに、光ファイバの被覆層を熱可塑性樹脂で固定する際においては、誘導加熱により加熱される金属部材からの熱伝導により補強部材が加熱され、この補強部材の熱により熱可塑性樹脂が硬化する。従って、補強部材が誘導加熱されづらい材料から成る場合であっても、熱硬化性樹脂を適切に硬化することができ、信頼性の高い光モジュールとすることができる。また、はんだ封止工程から樹脂固定工程に至るまでに、金属部材を配置するのみで良いため、磁性コアを移動させる必要が無い。このため、光モジュールを製造するための作業効率を向上させることができる。このように、本発明の光モジュールの製造方法によれば、作業効率を向上させつつ信頼性の高い光モジュールを製造することができる。
【0013】
また、前記金属部材は、前記パイプよりも高い透磁率を有することが好ましい。金属部材がパイプよりも高い透磁率を有することにより、樹脂固定工程において、より多くの磁束を金属部材に取り込むことができ、金属部材の温度をより上昇させることができる。従って、より効率良く補強部材の温度を上昇させることができ、効率良く樹脂固定を行うことができる。
【0014】
また、前記樹脂固定工程において、未硬化状態の熱硬化性樹脂を充填しながら、前記金属部材を誘導加熱することが好ましい。
【0015】
金属部材からの熱伝導で加熱される補強部材の熱により、未硬化状態の熱硬化性樹脂は、充填される順に硬化される。従って、未硬化状態の熱硬化樹脂を充填した後に加熱を開始する場合と比べて、熱硬化性樹脂の液だれを抑制することができる。
【0016】
また、前記磁性コアは、板状の底ブロックと、前記底ブロックから互いに向き合って延在し、互いに前記第2ギャップの間隔だけ離れた端面を有する一対のブロックと、前記一対のブロックのそれぞれの端部の一部から互いに近づく方向へ突出し、互いに前記第1ギャップの間隔だけ離れた端面を有する一対の凸ブロックでなることが好ましい。
【0017】
このような光モジュールの製造方法によれば、磁性コアにおける一対のブロックのそれぞれの端面を橋渡しするように金属部材を配置することができ、別の部材を用いて磁性コアと金属部材とを固定しなくても良い。従って、別の部材を用いて磁性コアと金属部材とを固定する場合に比べて、容易に金属部材を配置することができ、容易に光モジュールを製造することができる。
【0018】
また、前記パイプの外周面と前記熱硬化性樹脂が充填される領域とを囲むセラミック製またはガラス製の管でなり、前記光ファイバの前記被覆層の端部が、前記管の貫通孔内に位置することが好ましい。
【0019】
補強部材であるセラミック製またはガラス製の管は、パイプを囲んだ状態でパイプに接続されるため、補強部材とパイプとが軸ずれすることを防止することができる。そして、セラミック製またはガラス製の補強部材は変形しないため、熱硬化性樹脂が外力により変形することが防止される。従って、補強部材の貫通孔内の光ファイバを、熱硬化性樹脂により、適切に保護することができる。なお、セラミック製またはガラス製の管の一端から他端に渡って、光ファイバの被覆層の外径より大きい幅の切り欠きを有していれば、この切り欠きを介して、光ファイバを管の貫通孔に挿通することができるので好ましい。
【0020】
或いは、前記補強部材は、前記パイプの外周面と前記熱硬化性樹脂が充填される領域とを囲み、前記筐体の反対側において、前記光ファイバが導出可能な孔が形成されている耐熱性製の袋体でなり、前記光ファイバの前記被覆層の端部が、前記袋体内に位置することが好ましい。
【0021】
光ファイバは、熱硬化性樹脂から導出すると共に、袋体の孔に通される。従って、光ファイバの熱硬化性樹脂から導出する部分は、袋体により保護されて、急峻に曲がることが抑制される。従って、より信頼性の高い光モジュールを製造することができる。
【0022】
また、前記金属部材のうち前記補強部材に接触する部位には、前記補強部材の外周面の一部に沿った溝が形成されていることが好ましい。
【0023】
このような光モジュールの製造方法によれば、溝が形成されない場合に比べて、金属部材に対する補強部材の接触面積が大きくなるため、金属部材から補強部材に伝導する熱量が大きくなる。したがって、より一段と加熱効率を向上することができ、より短時間で樹脂固定を行うことができる。
【発明の効果】
【0024】
以上のように、本発明によれば、作業効率を向上させつつ信頼性の高い光モジュールを製造する光モジュールの製造方法が提供される。
【図面の簡単な説明】
【0025】
【図1】本発明の第1実施形態に係る光モジュールの構造を示す図である。
【図2】光ファイバの長手方向に垂直な断面における構造を示す図である。
【図3】光モジュールの製造方法の工程を示すフローチャートである。
【図4】挿通工程後における光モジュールの様子を示す図である。
【図5】ファイバ結合工程後における光モジュールの様子を示す図である。
【図6】誘導加熱装置を示す図である。
【図7】はんだ封止工程における光モジュールの様子を示す図である。
【図8】樹脂固定工程における光モジュールの様子を示す図である。
【図9】本発明の第2実施形態に係る光モジュールの構造を示す図である。
【図10】第2実施形態の樹脂固定工程における光モジュールの様子を示す図である。
【発明を実施するための形態】
【0026】
以下、本発明に係る光モジュールの製造方法の好適な実施形態について図面を参照しながら詳細に説明する。
【0027】
(第1実施形態)
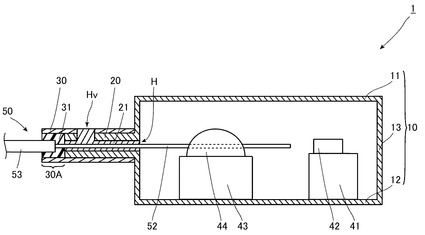
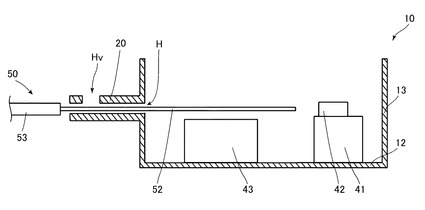
図1は、本発明の第1実施形態に係る光モジュールを真横から見る場合の構造を示す図である。図1に示すように、光モジュール1は、筐体10と、筐体10に接続されるパイプ20と、パイプ20に接続される補強部材としてのガイド30と、筐体内に配置されるレーザマウント41及びファイバマウント43と、レーザマウント41上に配置される半導体レーザ素子42と、パイプ20を介して筐体10内に挿通される光ファイバ50とを主な構成として備える。なお、図1においては、理解の容易のため、筐体10、パイプ20及びガイド30についてはその断面を示し、レーザマウント41、ファイバマウント43及び半導体レーザ素子42については、形状を直方体として簡略して示している。
【0028】
本実施形態の筐体10は、天壁11及び底壁12と、その天壁11と底壁12とに挟まれる側壁13とを有し、これらの壁によって空間が形成されている。このように、筐体10の形状は、中空の略直方体とされる。さらに、筐体10の特定の側壁13には開口が形成されている。
【0029】
パイプ20は、金属製の管体から成り、上述のように筐体10に一端が接続されて、他端が筐体10の外側に延在している。そして、パイプ20の貫通孔Hは、上述の側壁13の開口と繋がっている。従って、パイプ20の貫通孔Hは、筐体10内に連通している。このパイプ20は、筐体10と別体として成形されて、筐体10の側壁13に接続されても良く、筐体10と一体に成形されても良い。また、パイプ20には、外周面から内周面まで貫通する開口Hvが、パイプ20の長手方向に対して垂直に形成されている。
【0030】
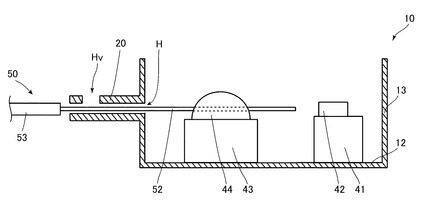
ガイド30は、セラミック製またはガラス製の管体から成り、ガイド30の一方の端部が筐体10の側壁13の近傍に位置するように、パイプ20がガイド30の貫通孔H内に挿入され、パイプ20とガイド30が嵌合している。従って、ガイド30は、パイプ20の外周面を囲んで、パイプ20に接続されている。このガイド30は、パイプ20よりも長く形成されており、パイプ20がガイド30に挿入された状態において、ガイド30は、パイプ20の先端から突出する突出部位30Aを有する。この突出部位30Aの内空は、後述の様に熱硬化性樹脂が充填される領域である。
【0031】
レーザマウント41は、半導体レーザ素子42の高さを調整するための台であり、筐体10の内壁における所定位置に例えばはんだ付け等により固定されている。このレーザマウント41は、このように筐体10と別体に設けられて筺体に固定されても良いが、筐体10と一体に成型されても良い。
【0032】
半導体レーザ素子42は、レーザマウント41上にはんだ等により固定されている。この半導体レーザ素子42においては、複数の半導体層が積層されており、これらの半導体層により共振器構造が形成されている。そして、半導体レーザ素子42の光ファイバ側の面から、例えば、波長が900nm帯のレーザ光を出力する。
【0033】
ファイバマウント43は、光ファイバ50の高さを調整するための台であり、筐体10の内壁における所定位置に例えばはんだ付け等により固定されている。このファイバマウント43は、レーザマウント41同様に、筐体10と一体に成型されても良く、筐体10とは別体として設けられていても良い。
【0034】
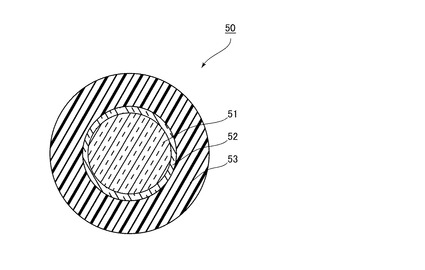
図2は、光ファイバ50の長手方向に垂直な断面の構造を示す図である。図2に示すように、光ファイバ50は、コア51と、コア51の外周面を囲むクラッド52と、クラッド52の外周面を被覆する被覆層53とから構成される。
【0035】
コア51は、例えば、ゲルマニウム等の屈折率を上げるドーパントが添加された石英から形成される。クラッド52は、例えば、何らドーパントが添加されない純粋な石英から形成され、コア51の屈折率よりも低い屈折率とされる。被覆層53は、例えば、紫外線硬化樹脂等から形成される1層又は2層以上の樹脂層とされる。
【0036】
また、図1に示すように、被覆層53は、光ファイバ50の一方の端部から所定の距離剥離されており、剥離された部分においては、クラッド52が被覆層53から露出している。そして、光ファイバ50は、被覆層53の端部が、ガイド30の突出部位30Aにおける内空に位置するように、パイプ20の貫通孔Hから筐体10内に挿通されており、貫通孔H内及び筐体10内には、被覆層53が剥離された部分が位置している。
【0037】
筐体10内に位置する光ファイバ50の一方の端部は、半導体レーザ素子42の出射面に対向する位置に正確に位置合わせされて、被覆層53が剥離されているこの一方の端部近傍が、はんだや樹脂等の結合部材44によりファイバマウント43上に固定されている。一方、貫通孔H内に位置する光ファイバ50の被覆層53が剥離された部分は、はんだ21によりパイプ20の内壁に固定されている。
【0038】
はんだ21は、パイプ20の貫通孔H及び開口Hv全体に充填された状態で固化しており、貫通孔Hは隙間なく封止されている。このため筐体10は気密状態にされている。このようなはんだ21の材料としては、例えば、金錫系の共晶はんだを挙げることができ、Auと錫(Sn)の比としては、Au80%−Sn20%や、Au10%−Sn90%を挙げることができる。
【0039】
なお、光ファイバ50のクラッド52の材料は、石英(ガラス)であるため、一般にはんだ濡れ性が悪い。このため、光ファイバ50をはんだ21に適切に固着させるため、光ファイバ50の貫通孔H内に位置する部分には、めっき技術等を用いて、金属から成る図示しないメタライズ層が設けられていることが好ましい。このメタライズ層は、はんだに濡れやすく、はんだに固定され易い構成とされている。一般に光モジュールにおいては、はんだ付けをフラックス無しで行うため、メタライズ層の表面は、濡れ性を高めるためAuであることが好ましい。また、メタライズ層の光ファイバ側には、Auの石英に対する密着性を高めるために下地層としてNi層が形成されていることが好ましい。
【0040】
また、ガイド30における突出部位30Aの内空に位置する光ファイバ50のクラッド52と、被覆層53は、セラミック製またはガラス製の管でなるガイド30の内壁に熱硬化性樹脂31により固定されている。この熱硬化性樹脂31は、ガイド30の内空全体に充填された状態で硬化しているため、ガイド30の開口から導出される光ファイバ50の被覆層53は、動きが規制されており、この被覆層53の動きの規制により、被覆層53内のコア51やクラッド52が急峻に曲がり折れることが防止されている。
【0041】
このような熱硬化性樹脂31の材料としては、特に限定されないが、例えば、フェノール樹脂、エポキシ樹脂、メラミン樹脂、尿素樹脂、不飽和ポリエステル樹脂、熱硬化性ポリイミド等を挙げることができる。
【0042】
このような光モジュール1では、図示しない電力源から供給される電力により半導体レーザ素子42が励起されると、半導体レーザ素子42からレーザ光が出射する。出射したレーザ光は、光ファイバ50の一方の端部において、コア51に入射し、コア51を伝播して、光ファイバ50の他端側から外部に出射される。
【0043】
次に、光モジュール1の製造方法について説明する。
【0044】
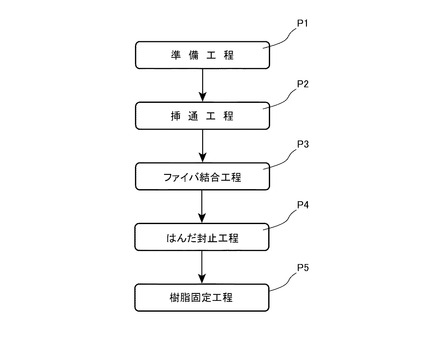
図3は、光モジュール1の製造方法の工程を示すフローチャートである。図3に示すように、光モジュール1の製造方法は、主として、光ファイバ50、及び、パイプ20が接続された筐体10、及び、ガイド30を準備する準備工程P1と、光ファイバ50の一方の端部をパイプ20の貫通孔Hを介して筐体10に挿通する挿通工程P2と、光ファイバ50の一方の端部と半導体レーザ素子42の出射口とを結合させて光ファイバ50をファイバマウント43上に固定するファイバ結合工程P3と、パイプ20の貫通孔H内をはんだ付けして封止するはんだ封止P4と、ガイド30の突出部位30Aにおいて、光ファイバ50を熱硬化性樹脂31によりガイド30に固定する樹脂固定工程P5とを備える。
【0045】
以下、これらの工程P1〜P5を、図4〜図7を適宜用いて詳細に説明する。
【0046】
<準備工程P1>
準備工程P1では、上述のように光ファイバ50及びパイプ20が接続された筐体10及びガイド30を準備する。
【0047】
光ファイバ50の準備においては、光ファイバ50の一方の端部から所定の距離だけ被覆層53を剥離する。この所定の距離は、後述のように半導体レーザ素子42の出射されるレーザ光が光ファイバ50に入射するように、光ファイバ50をパイプ20に挿通して、光ファイバ50の一方の端部を半導体レーザ素子42の出射口に対向させたときに、被覆層53の端部がパイプ20から僅かに出る程度の距離とする。
【0048】
さらに、このように光ファイバ50をパイプ20に挿通したときにおける光ファイバ50の貫通孔H内に位置する部分には、上述のように図示しないメタライズ層を設けておくことが好ましい。メタライズ層が、上述のように、Ni層とAu層との積層体である場合、めっき法によりメタライズ層を設ければ良い。めっき法によれば、長さ方向に垂直な断面が円形である光ファイバ50の側面に対して、より均一な厚さでメタライズ層を設けることができるためである。
【0049】
また、パイプ20が接続された筐体10の準備においては、例えば筐体10の天壁11が開けられた状態の筐体10を準備する。筐体10とパイプ20とが、別体として形成されている場合には、筐体10の側壁13に開口を形成して、パイプ20の貫通孔Hが側壁13の開口を介して筐体10内と連通するようにして、筐体10とパイプ20とを接続する。また、筐体10内に、レーザマウント41、ファイバマウント43を配置すると共に、レーザマウント41上に半導体レーザ素子42を固定する。
【0050】
また、ガイド30の準備においては、パイプ20の外径及び光ファイバ50の被覆層53の外径よりも、内径が大きなセラミック製またはガラス製の管を準備する。
【0051】
<挿通工程P2>
次に、光ファイバ50の被覆層53が剥離されている部分を筐体10の外側からパイプ20の貫通孔Hに挿通して、光ファイバ50の端部が筐体10内に位置するようにする。このとき、光ファイバ50の端部が、半導体レーザ素子42の出射口付近に位置し、被覆層53の端部が、パイプ20の開口から僅かに出た場所に位置するように、光ファイバ50をパイプ20の貫通孔Hに押し入れる。なお、光ファイバ50をパイプ20の貫通孔Hに挿通する前に、光ファイバ50をガイド30の貫通孔に挿通しておき、ガイド30とパイプ20とが離間している状態(ガイド30の貫通孔にパイプ20が入り込まない状態)にしておくことが好ましい
【0052】
こうして、図4に示すように、パイプ20の貫通孔内に、一方の端部から所定の距離被覆層53が剥離された光ファイバ50が挿通された状態となる。
【0053】
<ファイバ結合工程P3>
続いて、半導体レーザ素子42から出射されるレーザ光の光軸に光ファイバ50の中心軸が合うよう、図示しない治具を用いて光ファイバ50の配置位置を微調整する。そして、ファイバマウント43上に位置する光ファイバ50の被覆層53が剥離された部分を、結合部材44によって、ファイバマウント43に固定する。こうして、図5に示すように、筐体10内における光ファイバ50の、一方の端部近傍がファイバマウント43に固定された状態となる。
【0054】
<はんだ封止工程P4>
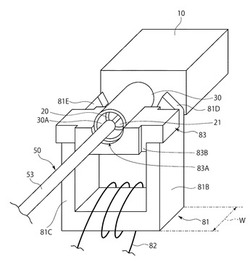
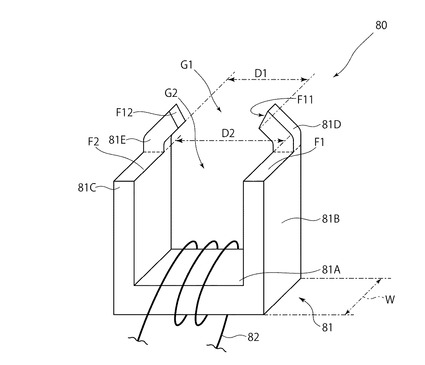
図6は、誘導加熱機80を示す図である。はんだ封止工程P4においては、この磁性コア81を有する誘導加熱機80が用いられる。図6に示すように誘導加熱機80は、磁性コア81と、コイル82とを主な構成として備えている。
【0055】
磁性コア81は、パイプ20の外径よりも大きい第1の間隔D1を有する第1ギャップG1と、その第1の間隔D1よりも大きい間隔である第2の間隔D2を有する第2ギャップG2とが形成された磁性体から成る。具体的には、略直方体の板状の底ブロック81Aがあり、その底ブロック81Aの一側端には、底ブロック81Aの平面方向に対して垂直に延在する右側ブロック81Bが一体に形成されている。また、底ブロック81Aの他側端には、右側ブロック81Bと平行に延在する左側ブロック81Cが一体に形成されている。
【0056】
右側ブロック81Bの端面のうち底ブロック81A側と反対側を向いている開放端面F1と、左側ブロック81Cの端面のうち底ブロック81A側と反対側を向いている開放端面F2とは同一面上に位置し、これら開放端面F1と開放端面F2とが位置する平面は、底ブロック81Aの主平面と平行とされている。
【0057】
右側ブロック81Bの開放端面F1における一方の角部分には、左側ブロック81C側に向かい斜めに延在する棒状の凸ブロック81Dが、右側ブロック81Bと一体に形成される。一方、左側ブロック81Cの開放端面F2における一方の角部分には、右側ブロック81B側に向かい斜めに延在する棒状の凸ブロック81Eが、左側ブロック81Cと一体に形成される。
【0058】
これらの凸ブロック81D、81Eは、底ブロック81Aからの高さが同程度とされ、凸ブロック81Dの先端面F11と、凸ブロック81Eの先端面F12とは互いに離れて略対向する状態とされる。この先端面F11と先端面F12との間における最短距離が、第1の間隔D1であり、先端面F11と先端面F12とにより、第1ギャップG1が形成されている。さらに、右側ブロック81Bの開放端面F1と左側ブロック81Cの開放端面F2との間における最短距離が、第2の間隔D2であり、開放端面F1と開放端面F2とにより、第2ギャップG2が形成されている。なお、本実施形態においては、底ブロック81A、右側ブロック81B及び左側ブロック81Cの幅Wは、パイプ20の長さ以上とされている。
【0059】
このような磁性コア81の磁性材料としては、フェライト、鉄ニッケル合金(パーマロイ(登録商標))、鉄アルミ珪素合金(センダスト(登録商標))などといった透磁率の高い材料を挙げることができる。
【0060】
コイル82は、導電性線材でなり、底ブロック81Aの外周上に巻回される。なお、このコイル82は、底ブロック81Aに代えて、あるいは、底ブロック81Aに加えて、右側ブロック81B又は左側ブロック81Cに巻回されても良い。要するに、底ブロック81A、右側ブロック81B及び左側ブロック81Cの少なくとも一部の外周上にコイル82が巻回されていれば良い。
【0061】
このコイル82に交流の電流が流れると、第1ギャップG1及び第2ギャップG2に磁場が生じる。従って、第1ギャップG1及び第2ギャップG2における磁路内に導電性の部材が配置されると、この部材は誘導加熱される。そして、この磁場は、それぞれ第1ギャップG1内及び第2ギャップG2内において強く、第1ギャップG1及び第2ギャップG2から離れると徐々に弱くなるため、第1ギャップG1及び第2ギャップG2から離れるにつれ、導電性の部材の加熱が弱くなる。
【0062】
このような誘導加熱機80を用いて、パイプ20の貫通孔H内に位置する光ファイバ50が、パイプ20の内壁にはんだ付けされる。
【0063】
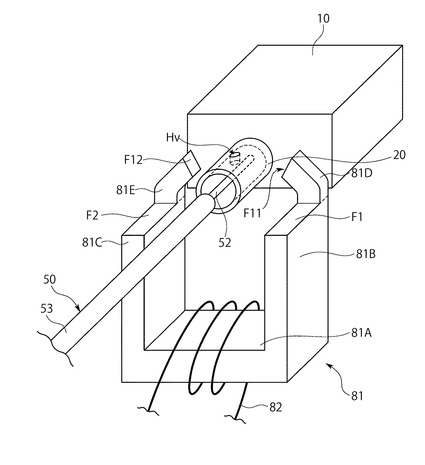
まず、筐体10が図示しない支持部材によって所定の支持位置で支持された状態で、図7に示すように、パイプ20に対して磁性コア81が配置される。具体的には、右側ブロック81Bと左側ブロック81Cとがパイプ20の長手方向に平行となり、凸ブロック81D及び凸ブロック81Eが、筐体10側を向くようにする。そして、第1ギャップG1における磁路内にパイプ20が位置するようにし、さらに、第2ギャップG2を形成する開放端面F1及び開放端面F2から、パイプ20が離間するようにして、磁性コア81を配置する。例えば、第1ギャップG1内にパイプ20の少なくとも一部が位置するようにすれば良い。
【0064】
このように誘導加熱機の磁性コア81が配置された状態で、はんだ21をパイプ20の開口Hvに配置する。なお、はんだ21の配置は、磁性コア81の配置前に行われても良い。また、このはんだ21の組成としてフラックスを含有しないことが、光ファイバ50の端面又は半導体レーザ素子42の出射面へのフラックスの付着を回避する観点や、はんだの腐食を防止する観点から好ましい。なお、図7においては、理解の容易のため、パイプ20の開口Hvに配置されるはんだ21が省略されている。
【0065】
続いて、誘導加熱機80におけるコイル82に交流の電圧が印加され、交流の電流が流れる。これにより磁性コア81にコイル82による磁場が生じ、磁性コア81の第1ギャップG1における磁路中に配置される金属製のパイプ20は、第1ギャップG1に生じる磁場によって誘導加熱される。この熱は、パイプ20から、パイプ20の開口Hvに配置されたはんだ21に伝導し、はんだ21はこの熱により溶融する。溶融したはんだ21は、パイプ20の内壁を濡れるように広がり、パイプ20の内壁と被覆層53が剥離された光ファイバ50の外周面との間を埋める。
【0066】
そして、コイル82に対して交流の電圧を印加し始めてから所定期間が経過した後、その印加を停止する。これによりパイプ20の温度が下がり、はんだ21が固化して、固化したはんだ21によって、図1に示すように、パイプ20の貫通孔H内が隙間なく封止されるとともに、その貫通孔H内に位置する光ファイバ50がパイプ20に固定される。
【0067】
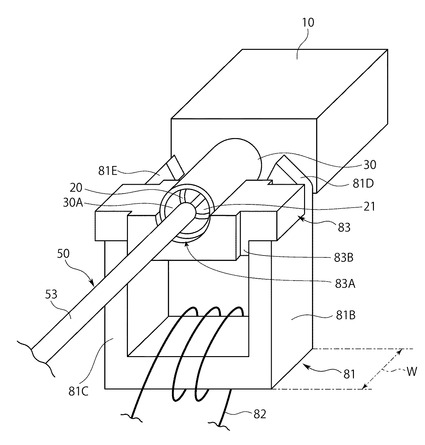
<樹脂固定工程>
次に、図8に示すように、ガイド30をパイプ20に接続する。具体的には、パイプ20をガイド30の貫通孔内に挿入して、パイプ20とガイド30とを嵌合する。このとき、上述のように光ファイバ50をガイド30の貫通孔に事前に挿通しておけば、はんだ21により光ファイバ50がパイプ20に接続された状態で、ガイド30とパイプ20とを容易に嵌合することができる。
【0068】
さらに、金属部材83を準備して、少なくとも一部が第2ギャップG2における磁路内に位置すると共に、ガイド30と接触するように金属部材83を配置する。この金属部材83は、右側ブロック81Bの開放端面F1、及び、左側ブロック81Cの開放端面F2に載置可能な部材であり、例えば略板状の部材とされる。そして、本実施形態における金属部材83は、ガイド30の外周面に対応するような、断面の形状が円弧状の溝83Aが、一面に形成されている。さらに、金属部材83は、溝83Aが形成されている側と反対側の面の一部が凸状に形成された凸状部を有している。そして、金属部材83は、磁性コア81の端面の一部である開放端面F1及び開放端面F2上に載置されて、この凸状部83Bが、第2ギャップG2内に入り込むと共に、溝83Aの内壁にガイド30の外周面が接触される。
【0069】
上述のように、誘導加熱機80の磁性コア81における右側ブロック81B及び左側ブロック81Cの幅Wは、パイプ20の長さ以上とされている。従って、パイプ20の最も筐体10側に近い場所が第1ギャップG1内に位置する場合においても、金属部材83がパイプ20の外周面上に設けられるガイド30の突出部位30Aと接触することができるようにして、金属部材83を配置することができる。このため、はんだ封止工程P4において配置した磁性コア81を動かすことなく、容易に本工程に移行することができる。なお、磁性コア81における右側ブロック81B及び左側ブロック81Cの幅Wが、パイプ20の長さより小さい場合には、磁性コア81の配置を筐体10からやや離すことにより、はんだ封止工程P4において配置した磁性コア81を動かすことなく、本工程に移行することができる。
【0070】
続いて、図示しない治具を用いて、ガイド30の突出部位30Aの内空に未硬化状態の熱硬化性樹脂を充填しながら、誘導加熱機80におけるコイル82に交流の電圧を印加する。これにより磁性コア81には、コイル82による磁場が生じる。そして、金属部材83の少なくとも一部は、第2ギャップG2における磁路内に配置されているため、金属部材83は、第2ギャップG2に生じる磁場によって誘導加熱される。なお、本実施形態においては、金属部材83の一部である凸状部83Bが、第2ギャップG2内に入り込んでいるため、この凸状部83Bが効率良く誘導加熱され、金属部材83の一部が第2ギャップG2内に入り込んでいない場合と比べて、金属部材83全体が効率良く加熱される。ただし、金属部材83の少なくとも一部が第2ギャップG2における磁路内に配置される限りにおいて、金属部材83の一部が第2ギャップ内に入り込んでいなくても良い。例えば、金属部材83に凸状部83Bが形成されていなくても、第2ギャップG2における磁界は、第2ギャップG2の外にも生じるので、金属部材83の少なくとも一部が第2ギャップG2における磁路内に配置されることになり、金属部材83は、第2ギャップG2における磁界により誘導加熱される。
【0071】
こうして、金属部材83において生じた熱は、金属部材83と接触しているガイド30に熱伝導する。このとき金属部材83において生じる熱は、ガイド30の温度が熱硬化性樹脂の硬化点よりも高くなるように設定される。なお、第2ギャップG2による磁場により、金属部材83に加えてガイド30が加熱されても良い。こうして、ガイド30に伝導する熱により、未硬化状態の熱硬化性樹脂31が硬化して、突出部位30Aにおけるガイド30の内壁に光ファイバ50の被覆層53が固定される。
【0072】
なお、金属部材83は、パイプ20よりも高い透磁率を有することが好ましい。例えば、パイプ20がアルミ合金から成る場合、このような金属部材83は、鉄珪素合金からなれば良い。このように金属部材83が、パイプ20よりも高い透磁率を有することにより、金属部材83を誘導加熱する際、より多くの磁束を金属部材83に取り込むことができ、金属部材83の温度がより上昇させることができる。従って、より効率良くガイド30の温度を上昇させることができ、効率良く熱硬化性樹脂を硬化させることができる。
【0073】
また、本実施形態においては、上述のように溝83Aの内壁にガイド30の外周面が接触されており、この溝83Aの内壁は、ガイド30の外周面の形状に沿った形状であるため、金属部材83に溝83Aが形成されない場合に比べて、金属部材83に対するガイド30の接触面積が大きくなる。このため、金属部材83からガイド30に伝導する熱量が大きくなる。したがって、より一段と加熱効率を向上することができ、より短時間で樹脂固定を行うことができる。なお、図8においては、理解の容易のため、熱硬化性樹脂31が省略されている。
【0074】
こうして、図1に示す光モジュール1を得る。
【0075】
以上説明したように、本実施形態における光モジュール1の製造方法によれば、誘導加熱によりパイプ20をはんだ付けして封止するので、パイプ20内におけるはんだ封止される部分の温度がばらつくことを抑制することができ、はんだ濡れ性がばらつくことを抑制することができる。従って、はんだ21によりパイプ20の貫通孔Hを適切に封止でき、信頼性の高い光モジュールとすることができる。さらに、光ファイバ50の被覆層53を熱硬化性樹脂31で固定する際においては、誘導加熱により加熱される金属部材83からの熱伝導によりガイド30が加熱され、このガイド30の熱により熱硬化性樹脂31が硬化する。従って、ガイド30が本実施形態の様に誘導加熱されないセラミックまたはガラスであっても熱硬化性樹脂31を適切に硬化することができ、信頼性の高い光モジュールとすることができる。また、はんだ封止工程P4から樹脂固定工程P5に至るまでに、金属部材83を配置するのみで良いため、磁性コア81を移動させる必要が無い。このため、光モジュール1を製造するための作業効率を向上させることができる。このように、本実施形態の光モジュール1の製造方法によれば、作業効率を向上させつつ信頼性の高い光モジュールを製造することができる。
【0076】
また、本実施形態の樹脂固定工程P5においては、上述のように未硬化状態の熱硬化性樹脂を充填しながら、金属部材83を誘導加熱する。このため、金属部材83からの熱伝導で加熱されるガイド30の熱により、未硬化状態の熱硬化性樹脂は、充填される順に硬化される。従って、未硬化状態の熱硬化樹脂を充填した後に加熱を開始する場合と比べて、熱硬化性樹脂の液だれを抑制することができる。ただし、液だれを防止する手段を用いて、未硬化状態の熱硬化性樹脂を充填した後に加熱を開始しても良い。
【0077】
また、上述のように、磁性コア81は、板状の底ブロック81Aと、底ブロック81Aから互いに向き合って延在し、互いに第2ギャップG2の間隔だけ離れた開放端面F1、F2を有する一対の右側ブロック81B、左側ブロック81Cを有する。従って、右側ブロック81B、左側ブロック81Cのそれぞれの開放端面F1、F2を橋渡しするように金属部材83を配置することができ、別の部材を用いて磁性コア81と金属部材83とを固定しなくても良い。従って、別の部材を用いて磁性コア81と金属部材83とを固定する場合に比べて、容易に金属部材83を配置することができ、容易に光モジュールを製造することができる。
【0078】
なお、上述のように、ガイド30は、周方向全体に渡り繋がっている管状に限らず、例えば、ガイド30の一端から他端に渡って、ガイド30の外周面と内周面とに渡り、光ファイバ50の被覆層53の外径より大きい幅の切り欠きを有していても良い。このようなガイドを用いることにより、切り欠きを介して、光ファイバ50を管の貫通孔に挿通することができる。従って、上述のように事前にガイド30に光ファイバ50を挿通していなくとも、適宜、ガイド30の貫通孔に光ファイバ50を挿通することができる。
【0079】
(第2実施形態)
次に、本発明の第2実施形態について主に図9、図10を参照して詳細に説明する。なお、第1実施形態と同一又は同等の構成要素については、特に説明する場合を除いて同一の参照符号を付し、その説明は省略する。本発明の第2実施形態に係る光モジュールの構造を示す図である。
【0080】
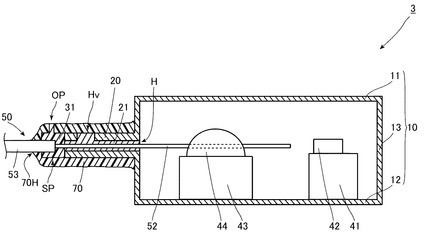
図9に示すように、本実施形態の光モジュール3は、第1実施形態のガイド30に代えて補強部材としてのブーツ70を備える点において、第1実施形態の光モジュール1と異なる。
【0081】
このブーツ70は、パイプ20全体と、そのパイプ20から露出する光ファイバ50のうちパイプ20の近傍部分とを被覆する可撓性を有する耐熱製の袋体である。さらに、このブーツ70には、パイプ20の先端から筐体10側と反対側に所定距離だけ延在する内部空間SP、及び、内部空間SPとブーツ70の表面とを貫通する開口OP、及び、光ファイバ50が導出される孔70Hがそれぞれ形成されている。
【0082】
ブーツ70を構成する材料としては、例えば、耐熱性のゴムや、シリコーンゴムやシリコーン樹脂といった耐熱性の樹脂を挙げることができる。
【0083】
内部空間SPには、パイプ20から導出しているクラッド52と、被覆層53の端部とが位置し、これらは熱硬化性樹脂31によりブーツ70の内壁に固定されている。この熱硬化性樹脂31は、内部空間SP全体に充填された状態で硬化しているため、パイプ20から導出している光ファイバ50の被覆層53が剥離された部分(クラッド52が露出している部分)を覆って保護している。なお、開口OPにも、硬化状態にある熱硬化性樹脂31が充填されている。
【0084】
このような光モジュール3は、第1実施形態と同様に、準備工程P1、挿通工程P2、ファイバ結合工程P3、はんだ封止工程P4、樹脂固定工程P5を経て製造される。
【0085】
まず、準備工程P1では、第1実施形態と同様に、パイプ20が接続された筐体10、及び、光ファイバ50を準備する。さらに、上述のブーツ70を準備する。そして、第1実施形態のガイド30に代えてブーツ70を予め光ファイバ50に挿通する点を除いて、第1実施形態と同様にして挿通工程P2を行い、続いて、第1実施形態と同様にして、ファイバ結合工程P3、及び、はんだ封止工程P4を行う。但し、はんだ封止工程P4に用いられる誘導加熱機80は、第1ギャップG1を形成する先端面F11と先端面F12との間隔D1が、ブーツ70の外周幅(外径)よりも大きい距離とされることが好ましい。第1ギャップG1が、このような幅を有することにより、後述の様に、樹脂固定工程P5において、ブーツ70がパイプ20に被せる際、磁性コア81が邪魔になることを防止することができる。
【0086】
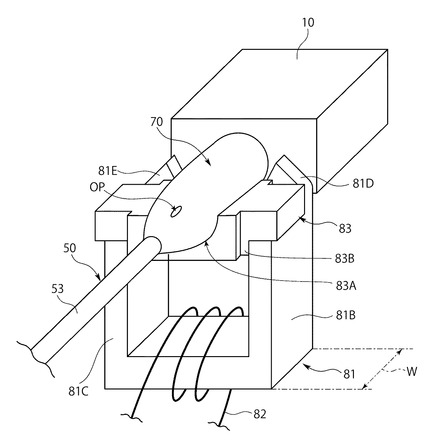
樹脂固定工程P5では、パイプ20の外周面上にブーツ70が被せられると共に、第1実施形態における樹脂固定工程P5と同様にして、磁性コア81の右側ブロック81Bの開放端面F1、及び、左側ブロック81Cの開放端面F2上に金属部材83が載置される。ブーツ70をパイプ20に被せるには、例えば、上述のように、ブーツ70に予め光ファイバ50が挿通された状態とされ、ブーツ70を移動させて、パイプ20に被せれば良い。
【0087】
なお、本実施形態においては、金属部材83の溝83Aは、ブーツ70における外周面の曲率に対応する弧状とされる点で、第1実施形態の金属部材83と相違する。
【0088】
続いて、図示しない治具を用いて、ブーツ70の内部空間SPに未硬化状態の熱硬化性樹脂を充填しながら、第1実施形態と同様にして、金属部材83を誘導加熱機80により誘導加熱する。そして、ブーツ70に伝導する金属部材83の熱により、熱硬化性樹脂を硬化させる。
【0089】
なお、本実施形態においても、第2ギャップG2における磁場により、金属部材83に加えてブーツ70が加熱されても良い。また、ブーツ70は、金属部材83の一面に形成される溝83Aに接触しているため、溝83Aが形成されていない場合に比べて、金属部材83に対するブーツ70の接触面積が大きくなる。したがって、より一段と加熱効率が向上される。
【0090】
以上説明したように、本実施形態では、第1実施形態の場合と同様に、誘導加熱機80を動かすことなく、はんだ封止工程P4においてはんだ21を加熱するとともに、樹脂固定工程P5において熱硬化性樹脂31を加熱することができ、作業効率を向上させることができる。
【0091】
以上、本発明について上記実施形態を例に説明したが、本発明はこれに限らない。
【0092】
例えば、上記実施形態では、誘導加熱機80の磁性コア81が、断面が略コ字状とされたが、様々な形状とすることができる。例えば、磁性コア81の底ブロック81A及び右側ブロック81B及び左側ブロック81Cの形状が弧状とされて、断面の形状が略C字状とされても良い。また、底ブロック81Aの形状のみが弧状とされ、断面がU字状とされても良い。ただし、誘導加熱機80自体の安定性や、金属部材83の支持の安定性を向上させる観点では、上述の実施形態のように断面コ字状であるほうが好ましい。
【0093】
また、第2実施形態のブーツ70を第1実施形態に適用し、ガイド30の外周、及び、そのガイド30と光ファイバ50との境界部分を囲むブーツ部材が設けられても良い。
【0094】
また、上記実施形態では、筐体10の形状として、中空の直方体状が適用されたが、筐体10の形状は特に限定されない。
【0095】
上記実施形態では、パイプ20、ガイド30として、断面が円であるものが適用されたが、断面が矩形となるものであっても良く、これら以外の断面形状のものが適用されも良い。
【0096】
また、上記実施形態では、半導体レーザ素子42を備える光モジュール1を例示したが、これに限らず、例えば、誘電体結晶を用いた光通信用LiNbO3変調器等のように、筐体に設けられたパイプから光ファイバが導出する光モジュールであれば、他の形態の光モジュールであっても良い。
【産業上の利用可能性】
【0097】
以上説明したように、本発明によれば、作業効率を向上させつつ信頼性の高い光モジュールを製造する光モジュールの製造方法が提供され、励起光源や、光通信用LiNbO3変調器等といった、光モジュールの製造に利用することができる。
【符号の説明】
【0098】
1,3・・・光モジュール
10・・・筐体
20・・・パイプ
21・・・はんだ
30・・・ガイド(補強部材)
30A・・・突出部位
31・・・熱硬化性樹脂
41・・・レーザマウント
42・・・半導体レーザ素子
43・・・ファイバマウント
44・・・結合部材
50・・・光ファイバ
51・・・コア
52・・・クラッド
53・・・被覆層
70・・・ブーツ
70H・・・孔
80・・・誘導加熱機
81・・・磁性コア
82・・・コイル
83・・・金属部材
83A・・・溝
83B・・・凸状部
G1・・・第1ギャップ
G2・・・第2ギャップ
H・・・貫通孔
Hv,OP・・・開口
P1・・・準備工程
P2・・・挿通工程
P3・・・ファイバ結合工程
P4・・・はんだ封止工程
P5・・・樹脂固定工程
【技術分野】
【0001】
本発明は、作業効率を向上させつつ信頼性の高い光モジュールを製造することができる光モジュールの製造方法に関する。
【背景技術】
【0002】
光モジュールの一つとして、半導体レーザ素子から出力されたレーザ光が光ファイバを介して出力される光モジュールが知られている。この光モジュールでは、一般に、筐体内に配置された半導体レーザ素子と光ファイバの一端との相対的位置が正確に合わされた状態で、ファイバマウント上に被覆層が剥離された光ファイバの一端側が固定される。
【0003】
光ファイバの他端側は、筐体の外周側へ突出するパイプに挿通され、筐体の外部に導出されており、そのパイプの内周面と光ファイバの外周面との間の空間は隙間なく封止されている。
【0004】
このような光モジュールの製造方法として、下記特許文献1に記載の製造方法が提案されている。この製造方法では、光ファイバの一端側において、被覆層が剥離される。そして、被覆層が剥離された光ファイバの一端側は、被覆層の端部がパイプの途中まで入り込むようにして、筐体の外側からパイプに挿通され、筐体内において、光ファイバの端部近傍がファイバマウント上に配置されると共に、上述のように固定される。また、パイプの貫通孔における光ファイバの被覆層が剥離された部分が位置している部分が、はんだにより封止(はんだ封止)され、さらに、被覆層の端部を含み、被覆層とパイプの内周面との空間が熱硬化性樹脂で埋められて、被覆層がパイプに固定(樹脂固定)される。
【0005】
この封止を行う際、特許文献1の光モジュールの製造方法では、加熱する手段として、はんだこて、誘導加熱機又はレーザ光が挙げられている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2009−139848号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
ところで、上述の様な筐体から延在するパイプを介して光ファイバが導出する構成を有する光モジュールを製造するにあたり、信頼性を高くするためには、パイプの貫通孔が適切にはんだ封止されることが求められる。このためには、パイプの内壁におけるはんだ封止される部分のはんだ濡れ性が出来るだけ均一になることが好ましく、このためこの部分が出来るだけ均一に加熱されることが求められる。従って、パイプの内壁を略均一に加熱することができる誘導加熱機による誘導加熱を用いて、このはんだ封止される部分を加熱したいという要請がある。さらに、はんだ封止される部分を誘導加熱により加熱する場合、作業効率を向上させるため樹脂固定される部分も同様の加熱機を用いて誘導加熱により加熱したいという要請がある。
【0008】
しかし、はんだ封止される部分と、樹脂固定される部分とは、互いに隣り合うものの異なる場所である。従って、それらの部分をそれぞれ誘導加熱するためには、誘導加熱機の磁性コアを移動しなければならず、作業効率が悪くなるといった問題が生じる。そこで、はんだ封止される部分と樹脂固定される部分の両方を誘導加熱できるような大きさを有する磁性コア、すなわちパイプの長さと同様の幅を有する様な磁性コアを用いて、パイプ全体を誘導加熱することが考えられる。しかし、この場合、はんだを溶融するような高い温度までパイプを加熱すると、パイプの樹脂固定される部分も同様に加熱されるため、樹脂固定される部分に挿入されている光ファイバの被覆層が焼損することがあり、製造される光モジュールの信頼性が低下してしまう虞がある。
【0009】
さらに、はんだ封止される部分は、金属から構成されるものの、樹脂固定される部分が、セラミック製のパイプ等から成る場合がある。このような場合、樹脂固定される部分を誘導加熱により加熱すると、セラミックが金属よりも誘導加熱されないことに起因して、加熱時間が長くなり、作業効率が低下してしまう。
【0010】
そこで、本発明は、作業効率を向上させつつ信頼性の高い光モジュールを製造する光モジュールの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0011】
上記課題を解決するため、本発明の光モジュールの製造方法は、筐体に一端が接続され他端が前記筐体の外側に延在すると共に、貫通孔が前記筐体内に連通する金属製のパイプの前記貫通孔内に、一方の端部から所定の距離被覆層が剥離された光ファイバが挿通された状態で、前記パイプの内壁と前記光ファイバの前記被覆層が剥離された部分とを、誘導加熱機を用いてはんだ付けして、前記貫通孔を封止するはんだ封止工程と、前記パイプに接続される補強部材と前記被覆層とを前記誘導加熱機を用いて熱硬化性樹脂により固定する樹脂固定工程と、を備え、前記誘導加熱機は、第1ギャップと前記第1ギャップよりも間隔が大きい第2ギャップとが形成された磁性コアを有し、前記磁性コアは、前記第1ギャップにおける磁路内に前記パイプが位置する共に、前記第2ギャップを形成する前記磁性コアの端面が前記補強部材と離間するように、配置され、前記はんだ封止工程においては、前記磁性コアにより前記パイプが誘導加熱され、前記樹脂固定工程においては、少なくとも一部が前記第2ギャップにおける磁路内に位置すると共に、前記補強部材と接触するように配置された金属部材が、前記磁性コアにより誘導加熱され、前記金属部材からの熱伝導により、前記補強部材が加熱されることを特徴とするものである。
【0012】
このような光モジュールの製造方法によれば、誘導加熱によりパイプをはんだ付けして封止するので、パイプ内におけるはんだ封止される部分の温度がばらつくことを抑制することができ、はんだ濡れ性がばらつくことを抑制することができる。従って、はんだによりパイプの貫通孔を適切に封止でき、信頼性の高い光モジュールとすることができる。さらに、光ファイバの被覆層を熱可塑性樹脂で固定する際においては、誘導加熱により加熱される金属部材からの熱伝導により補強部材が加熱され、この補強部材の熱により熱可塑性樹脂が硬化する。従って、補強部材が誘導加熱されづらい材料から成る場合であっても、熱硬化性樹脂を適切に硬化することができ、信頼性の高い光モジュールとすることができる。また、はんだ封止工程から樹脂固定工程に至るまでに、金属部材を配置するのみで良いため、磁性コアを移動させる必要が無い。このため、光モジュールを製造するための作業効率を向上させることができる。このように、本発明の光モジュールの製造方法によれば、作業効率を向上させつつ信頼性の高い光モジュールを製造することができる。
【0013】
また、前記金属部材は、前記パイプよりも高い透磁率を有することが好ましい。金属部材がパイプよりも高い透磁率を有することにより、樹脂固定工程において、より多くの磁束を金属部材に取り込むことができ、金属部材の温度をより上昇させることができる。従って、より効率良く補強部材の温度を上昇させることができ、効率良く樹脂固定を行うことができる。
【0014】
また、前記樹脂固定工程において、未硬化状態の熱硬化性樹脂を充填しながら、前記金属部材を誘導加熱することが好ましい。
【0015】
金属部材からの熱伝導で加熱される補強部材の熱により、未硬化状態の熱硬化性樹脂は、充填される順に硬化される。従って、未硬化状態の熱硬化樹脂を充填した後に加熱を開始する場合と比べて、熱硬化性樹脂の液だれを抑制することができる。
【0016】
また、前記磁性コアは、板状の底ブロックと、前記底ブロックから互いに向き合って延在し、互いに前記第2ギャップの間隔だけ離れた端面を有する一対のブロックと、前記一対のブロックのそれぞれの端部の一部から互いに近づく方向へ突出し、互いに前記第1ギャップの間隔だけ離れた端面を有する一対の凸ブロックでなることが好ましい。
【0017】
このような光モジュールの製造方法によれば、磁性コアにおける一対のブロックのそれぞれの端面を橋渡しするように金属部材を配置することができ、別の部材を用いて磁性コアと金属部材とを固定しなくても良い。従って、別の部材を用いて磁性コアと金属部材とを固定する場合に比べて、容易に金属部材を配置することができ、容易に光モジュールを製造することができる。
【0018】
また、前記パイプの外周面と前記熱硬化性樹脂が充填される領域とを囲むセラミック製またはガラス製の管でなり、前記光ファイバの前記被覆層の端部が、前記管の貫通孔内に位置することが好ましい。
【0019】
補強部材であるセラミック製またはガラス製の管は、パイプを囲んだ状態でパイプに接続されるため、補強部材とパイプとが軸ずれすることを防止することができる。そして、セラミック製またはガラス製の補強部材は変形しないため、熱硬化性樹脂が外力により変形することが防止される。従って、補強部材の貫通孔内の光ファイバを、熱硬化性樹脂により、適切に保護することができる。なお、セラミック製またはガラス製の管の一端から他端に渡って、光ファイバの被覆層の外径より大きい幅の切り欠きを有していれば、この切り欠きを介して、光ファイバを管の貫通孔に挿通することができるので好ましい。
【0020】
或いは、前記補強部材は、前記パイプの外周面と前記熱硬化性樹脂が充填される領域とを囲み、前記筐体の反対側において、前記光ファイバが導出可能な孔が形成されている耐熱性製の袋体でなり、前記光ファイバの前記被覆層の端部が、前記袋体内に位置することが好ましい。
【0021】
光ファイバは、熱硬化性樹脂から導出すると共に、袋体の孔に通される。従って、光ファイバの熱硬化性樹脂から導出する部分は、袋体により保護されて、急峻に曲がることが抑制される。従って、より信頼性の高い光モジュールを製造することができる。
【0022】
また、前記金属部材のうち前記補強部材に接触する部位には、前記補強部材の外周面の一部に沿った溝が形成されていることが好ましい。
【0023】
このような光モジュールの製造方法によれば、溝が形成されない場合に比べて、金属部材に対する補強部材の接触面積が大きくなるため、金属部材から補強部材に伝導する熱量が大きくなる。したがって、より一段と加熱効率を向上することができ、より短時間で樹脂固定を行うことができる。
【発明の効果】
【0024】
以上のように、本発明によれば、作業効率を向上させつつ信頼性の高い光モジュールを製造する光モジュールの製造方法が提供される。
【図面の簡単な説明】
【0025】
【図1】本発明の第1実施形態に係る光モジュールの構造を示す図である。
【図2】光ファイバの長手方向に垂直な断面における構造を示す図である。
【図3】光モジュールの製造方法の工程を示すフローチャートである。
【図4】挿通工程後における光モジュールの様子を示す図である。
【図5】ファイバ結合工程後における光モジュールの様子を示す図である。
【図6】誘導加熱装置を示す図である。
【図7】はんだ封止工程における光モジュールの様子を示す図である。
【図8】樹脂固定工程における光モジュールの様子を示す図である。
【図9】本発明の第2実施形態に係る光モジュールの構造を示す図である。
【図10】第2実施形態の樹脂固定工程における光モジュールの様子を示す図である。
【発明を実施するための形態】
【0026】
以下、本発明に係る光モジュールの製造方法の好適な実施形態について図面を参照しながら詳細に説明する。
【0027】
(第1実施形態)
図1は、本発明の第1実施形態に係る光モジュールを真横から見る場合の構造を示す図である。図1に示すように、光モジュール1は、筐体10と、筐体10に接続されるパイプ20と、パイプ20に接続される補強部材としてのガイド30と、筐体内に配置されるレーザマウント41及びファイバマウント43と、レーザマウント41上に配置される半導体レーザ素子42と、パイプ20を介して筐体10内に挿通される光ファイバ50とを主な構成として備える。なお、図1においては、理解の容易のため、筐体10、パイプ20及びガイド30についてはその断面を示し、レーザマウント41、ファイバマウント43及び半導体レーザ素子42については、形状を直方体として簡略して示している。
【0028】
本実施形態の筐体10は、天壁11及び底壁12と、その天壁11と底壁12とに挟まれる側壁13とを有し、これらの壁によって空間が形成されている。このように、筐体10の形状は、中空の略直方体とされる。さらに、筐体10の特定の側壁13には開口が形成されている。
【0029】
パイプ20は、金属製の管体から成り、上述のように筐体10に一端が接続されて、他端が筐体10の外側に延在している。そして、パイプ20の貫通孔Hは、上述の側壁13の開口と繋がっている。従って、パイプ20の貫通孔Hは、筐体10内に連通している。このパイプ20は、筐体10と別体として成形されて、筐体10の側壁13に接続されても良く、筐体10と一体に成形されても良い。また、パイプ20には、外周面から内周面まで貫通する開口Hvが、パイプ20の長手方向に対して垂直に形成されている。
【0030】
ガイド30は、セラミック製またはガラス製の管体から成り、ガイド30の一方の端部が筐体10の側壁13の近傍に位置するように、パイプ20がガイド30の貫通孔H内に挿入され、パイプ20とガイド30が嵌合している。従って、ガイド30は、パイプ20の外周面を囲んで、パイプ20に接続されている。このガイド30は、パイプ20よりも長く形成されており、パイプ20がガイド30に挿入された状態において、ガイド30は、パイプ20の先端から突出する突出部位30Aを有する。この突出部位30Aの内空は、後述の様に熱硬化性樹脂が充填される領域である。
【0031】
レーザマウント41は、半導体レーザ素子42の高さを調整するための台であり、筐体10の内壁における所定位置に例えばはんだ付け等により固定されている。このレーザマウント41は、このように筐体10と別体に設けられて筺体に固定されても良いが、筐体10と一体に成型されても良い。
【0032】
半導体レーザ素子42は、レーザマウント41上にはんだ等により固定されている。この半導体レーザ素子42においては、複数の半導体層が積層されており、これらの半導体層により共振器構造が形成されている。そして、半導体レーザ素子42の光ファイバ側の面から、例えば、波長が900nm帯のレーザ光を出力する。
【0033】
ファイバマウント43は、光ファイバ50の高さを調整するための台であり、筐体10の内壁における所定位置に例えばはんだ付け等により固定されている。このファイバマウント43は、レーザマウント41同様に、筐体10と一体に成型されても良く、筐体10とは別体として設けられていても良い。
【0034】
図2は、光ファイバ50の長手方向に垂直な断面の構造を示す図である。図2に示すように、光ファイバ50は、コア51と、コア51の外周面を囲むクラッド52と、クラッド52の外周面を被覆する被覆層53とから構成される。
【0035】
コア51は、例えば、ゲルマニウム等の屈折率を上げるドーパントが添加された石英から形成される。クラッド52は、例えば、何らドーパントが添加されない純粋な石英から形成され、コア51の屈折率よりも低い屈折率とされる。被覆層53は、例えば、紫外線硬化樹脂等から形成される1層又は2層以上の樹脂層とされる。
【0036】
また、図1に示すように、被覆層53は、光ファイバ50の一方の端部から所定の距離剥離されており、剥離された部分においては、クラッド52が被覆層53から露出している。そして、光ファイバ50は、被覆層53の端部が、ガイド30の突出部位30Aにおける内空に位置するように、パイプ20の貫通孔Hから筐体10内に挿通されており、貫通孔H内及び筐体10内には、被覆層53が剥離された部分が位置している。
【0037】
筐体10内に位置する光ファイバ50の一方の端部は、半導体レーザ素子42の出射面に対向する位置に正確に位置合わせされて、被覆層53が剥離されているこの一方の端部近傍が、はんだや樹脂等の結合部材44によりファイバマウント43上に固定されている。一方、貫通孔H内に位置する光ファイバ50の被覆層53が剥離された部分は、はんだ21によりパイプ20の内壁に固定されている。
【0038】
はんだ21は、パイプ20の貫通孔H及び開口Hv全体に充填された状態で固化しており、貫通孔Hは隙間なく封止されている。このため筐体10は気密状態にされている。このようなはんだ21の材料としては、例えば、金錫系の共晶はんだを挙げることができ、Auと錫(Sn)の比としては、Au80%−Sn20%や、Au10%−Sn90%を挙げることができる。
【0039】
なお、光ファイバ50のクラッド52の材料は、石英(ガラス)であるため、一般にはんだ濡れ性が悪い。このため、光ファイバ50をはんだ21に適切に固着させるため、光ファイバ50の貫通孔H内に位置する部分には、めっき技術等を用いて、金属から成る図示しないメタライズ層が設けられていることが好ましい。このメタライズ層は、はんだに濡れやすく、はんだに固定され易い構成とされている。一般に光モジュールにおいては、はんだ付けをフラックス無しで行うため、メタライズ層の表面は、濡れ性を高めるためAuであることが好ましい。また、メタライズ層の光ファイバ側には、Auの石英に対する密着性を高めるために下地層としてNi層が形成されていることが好ましい。
【0040】
また、ガイド30における突出部位30Aの内空に位置する光ファイバ50のクラッド52と、被覆層53は、セラミック製またはガラス製の管でなるガイド30の内壁に熱硬化性樹脂31により固定されている。この熱硬化性樹脂31は、ガイド30の内空全体に充填された状態で硬化しているため、ガイド30の開口から導出される光ファイバ50の被覆層53は、動きが規制されており、この被覆層53の動きの規制により、被覆層53内のコア51やクラッド52が急峻に曲がり折れることが防止されている。
【0041】
このような熱硬化性樹脂31の材料としては、特に限定されないが、例えば、フェノール樹脂、エポキシ樹脂、メラミン樹脂、尿素樹脂、不飽和ポリエステル樹脂、熱硬化性ポリイミド等を挙げることができる。
【0042】
このような光モジュール1では、図示しない電力源から供給される電力により半導体レーザ素子42が励起されると、半導体レーザ素子42からレーザ光が出射する。出射したレーザ光は、光ファイバ50の一方の端部において、コア51に入射し、コア51を伝播して、光ファイバ50の他端側から外部に出射される。
【0043】
次に、光モジュール1の製造方法について説明する。
【0044】
図3は、光モジュール1の製造方法の工程を示すフローチャートである。図3に示すように、光モジュール1の製造方法は、主として、光ファイバ50、及び、パイプ20が接続された筐体10、及び、ガイド30を準備する準備工程P1と、光ファイバ50の一方の端部をパイプ20の貫通孔Hを介して筐体10に挿通する挿通工程P2と、光ファイバ50の一方の端部と半導体レーザ素子42の出射口とを結合させて光ファイバ50をファイバマウント43上に固定するファイバ結合工程P3と、パイプ20の貫通孔H内をはんだ付けして封止するはんだ封止P4と、ガイド30の突出部位30Aにおいて、光ファイバ50を熱硬化性樹脂31によりガイド30に固定する樹脂固定工程P5とを備える。
【0045】
以下、これらの工程P1〜P5を、図4〜図7を適宜用いて詳細に説明する。
【0046】
<準備工程P1>
準備工程P1では、上述のように光ファイバ50及びパイプ20が接続された筐体10及びガイド30を準備する。
【0047】
光ファイバ50の準備においては、光ファイバ50の一方の端部から所定の距離だけ被覆層53を剥離する。この所定の距離は、後述のように半導体レーザ素子42の出射されるレーザ光が光ファイバ50に入射するように、光ファイバ50をパイプ20に挿通して、光ファイバ50の一方の端部を半導体レーザ素子42の出射口に対向させたときに、被覆層53の端部がパイプ20から僅かに出る程度の距離とする。
【0048】
さらに、このように光ファイバ50をパイプ20に挿通したときにおける光ファイバ50の貫通孔H内に位置する部分には、上述のように図示しないメタライズ層を設けておくことが好ましい。メタライズ層が、上述のように、Ni層とAu層との積層体である場合、めっき法によりメタライズ層を設ければ良い。めっき法によれば、長さ方向に垂直な断面が円形である光ファイバ50の側面に対して、より均一な厚さでメタライズ層を設けることができるためである。
【0049】
また、パイプ20が接続された筐体10の準備においては、例えば筐体10の天壁11が開けられた状態の筐体10を準備する。筐体10とパイプ20とが、別体として形成されている場合には、筐体10の側壁13に開口を形成して、パイプ20の貫通孔Hが側壁13の開口を介して筐体10内と連通するようにして、筐体10とパイプ20とを接続する。また、筐体10内に、レーザマウント41、ファイバマウント43を配置すると共に、レーザマウント41上に半導体レーザ素子42を固定する。
【0050】
また、ガイド30の準備においては、パイプ20の外径及び光ファイバ50の被覆層53の外径よりも、内径が大きなセラミック製またはガラス製の管を準備する。
【0051】
<挿通工程P2>
次に、光ファイバ50の被覆層53が剥離されている部分を筐体10の外側からパイプ20の貫通孔Hに挿通して、光ファイバ50の端部が筐体10内に位置するようにする。このとき、光ファイバ50の端部が、半導体レーザ素子42の出射口付近に位置し、被覆層53の端部が、パイプ20の開口から僅かに出た場所に位置するように、光ファイバ50をパイプ20の貫通孔Hに押し入れる。なお、光ファイバ50をパイプ20の貫通孔Hに挿通する前に、光ファイバ50をガイド30の貫通孔に挿通しておき、ガイド30とパイプ20とが離間している状態(ガイド30の貫通孔にパイプ20が入り込まない状態)にしておくことが好ましい
【0052】
こうして、図4に示すように、パイプ20の貫通孔内に、一方の端部から所定の距離被覆層53が剥離された光ファイバ50が挿通された状態となる。
【0053】
<ファイバ結合工程P3>
続いて、半導体レーザ素子42から出射されるレーザ光の光軸に光ファイバ50の中心軸が合うよう、図示しない治具を用いて光ファイバ50の配置位置を微調整する。そして、ファイバマウント43上に位置する光ファイバ50の被覆層53が剥離された部分を、結合部材44によって、ファイバマウント43に固定する。こうして、図5に示すように、筐体10内における光ファイバ50の、一方の端部近傍がファイバマウント43に固定された状態となる。
【0054】
<はんだ封止工程P4>
図6は、誘導加熱機80を示す図である。はんだ封止工程P4においては、この磁性コア81を有する誘導加熱機80が用いられる。図6に示すように誘導加熱機80は、磁性コア81と、コイル82とを主な構成として備えている。
【0055】
磁性コア81は、パイプ20の外径よりも大きい第1の間隔D1を有する第1ギャップG1と、その第1の間隔D1よりも大きい間隔である第2の間隔D2を有する第2ギャップG2とが形成された磁性体から成る。具体的には、略直方体の板状の底ブロック81Aがあり、その底ブロック81Aの一側端には、底ブロック81Aの平面方向に対して垂直に延在する右側ブロック81Bが一体に形成されている。また、底ブロック81Aの他側端には、右側ブロック81Bと平行に延在する左側ブロック81Cが一体に形成されている。
【0056】
右側ブロック81Bの端面のうち底ブロック81A側と反対側を向いている開放端面F1と、左側ブロック81Cの端面のうち底ブロック81A側と反対側を向いている開放端面F2とは同一面上に位置し、これら開放端面F1と開放端面F2とが位置する平面は、底ブロック81Aの主平面と平行とされている。
【0057】
右側ブロック81Bの開放端面F1における一方の角部分には、左側ブロック81C側に向かい斜めに延在する棒状の凸ブロック81Dが、右側ブロック81Bと一体に形成される。一方、左側ブロック81Cの開放端面F2における一方の角部分には、右側ブロック81B側に向かい斜めに延在する棒状の凸ブロック81Eが、左側ブロック81Cと一体に形成される。
【0058】
これらの凸ブロック81D、81Eは、底ブロック81Aからの高さが同程度とされ、凸ブロック81Dの先端面F11と、凸ブロック81Eの先端面F12とは互いに離れて略対向する状態とされる。この先端面F11と先端面F12との間における最短距離が、第1の間隔D1であり、先端面F11と先端面F12とにより、第1ギャップG1が形成されている。さらに、右側ブロック81Bの開放端面F1と左側ブロック81Cの開放端面F2との間における最短距離が、第2の間隔D2であり、開放端面F1と開放端面F2とにより、第2ギャップG2が形成されている。なお、本実施形態においては、底ブロック81A、右側ブロック81B及び左側ブロック81Cの幅Wは、パイプ20の長さ以上とされている。
【0059】
このような磁性コア81の磁性材料としては、フェライト、鉄ニッケル合金(パーマロイ(登録商標))、鉄アルミ珪素合金(センダスト(登録商標))などといった透磁率の高い材料を挙げることができる。
【0060】
コイル82は、導電性線材でなり、底ブロック81Aの外周上に巻回される。なお、このコイル82は、底ブロック81Aに代えて、あるいは、底ブロック81Aに加えて、右側ブロック81B又は左側ブロック81Cに巻回されても良い。要するに、底ブロック81A、右側ブロック81B及び左側ブロック81Cの少なくとも一部の外周上にコイル82が巻回されていれば良い。
【0061】
このコイル82に交流の電流が流れると、第1ギャップG1及び第2ギャップG2に磁場が生じる。従って、第1ギャップG1及び第2ギャップG2における磁路内に導電性の部材が配置されると、この部材は誘導加熱される。そして、この磁場は、それぞれ第1ギャップG1内及び第2ギャップG2内において強く、第1ギャップG1及び第2ギャップG2から離れると徐々に弱くなるため、第1ギャップG1及び第2ギャップG2から離れるにつれ、導電性の部材の加熱が弱くなる。
【0062】
このような誘導加熱機80を用いて、パイプ20の貫通孔H内に位置する光ファイバ50が、パイプ20の内壁にはんだ付けされる。
【0063】
まず、筐体10が図示しない支持部材によって所定の支持位置で支持された状態で、図7に示すように、パイプ20に対して磁性コア81が配置される。具体的には、右側ブロック81Bと左側ブロック81Cとがパイプ20の長手方向に平行となり、凸ブロック81D及び凸ブロック81Eが、筐体10側を向くようにする。そして、第1ギャップG1における磁路内にパイプ20が位置するようにし、さらに、第2ギャップG2を形成する開放端面F1及び開放端面F2から、パイプ20が離間するようにして、磁性コア81を配置する。例えば、第1ギャップG1内にパイプ20の少なくとも一部が位置するようにすれば良い。
【0064】
このように誘導加熱機の磁性コア81が配置された状態で、はんだ21をパイプ20の開口Hvに配置する。なお、はんだ21の配置は、磁性コア81の配置前に行われても良い。また、このはんだ21の組成としてフラックスを含有しないことが、光ファイバ50の端面又は半導体レーザ素子42の出射面へのフラックスの付着を回避する観点や、はんだの腐食を防止する観点から好ましい。なお、図7においては、理解の容易のため、パイプ20の開口Hvに配置されるはんだ21が省略されている。
【0065】
続いて、誘導加熱機80におけるコイル82に交流の電圧が印加され、交流の電流が流れる。これにより磁性コア81にコイル82による磁場が生じ、磁性コア81の第1ギャップG1における磁路中に配置される金属製のパイプ20は、第1ギャップG1に生じる磁場によって誘導加熱される。この熱は、パイプ20から、パイプ20の開口Hvに配置されたはんだ21に伝導し、はんだ21はこの熱により溶融する。溶融したはんだ21は、パイプ20の内壁を濡れるように広がり、パイプ20の内壁と被覆層53が剥離された光ファイバ50の外周面との間を埋める。
【0066】
そして、コイル82に対して交流の電圧を印加し始めてから所定期間が経過した後、その印加を停止する。これによりパイプ20の温度が下がり、はんだ21が固化して、固化したはんだ21によって、図1に示すように、パイプ20の貫通孔H内が隙間なく封止されるとともに、その貫通孔H内に位置する光ファイバ50がパイプ20に固定される。
【0067】
<樹脂固定工程>
次に、図8に示すように、ガイド30をパイプ20に接続する。具体的には、パイプ20をガイド30の貫通孔内に挿入して、パイプ20とガイド30とを嵌合する。このとき、上述のように光ファイバ50をガイド30の貫通孔に事前に挿通しておけば、はんだ21により光ファイバ50がパイプ20に接続された状態で、ガイド30とパイプ20とを容易に嵌合することができる。
【0068】
さらに、金属部材83を準備して、少なくとも一部が第2ギャップG2における磁路内に位置すると共に、ガイド30と接触するように金属部材83を配置する。この金属部材83は、右側ブロック81Bの開放端面F1、及び、左側ブロック81Cの開放端面F2に載置可能な部材であり、例えば略板状の部材とされる。そして、本実施形態における金属部材83は、ガイド30の外周面に対応するような、断面の形状が円弧状の溝83Aが、一面に形成されている。さらに、金属部材83は、溝83Aが形成されている側と反対側の面の一部が凸状に形成された凸状部を有している。そして、金属部材83は、磁性コア81の端面の一部である開放端面F1及び開放端面F2上に載置されて、この凸状部83Bが、第2ギャップG2内に入り込むと共に、溝83Aの内壁にガイド30の外周面が接触される。
【0069】
上述のように、誘導加熱機80の磁性コア81における右側ブロック81B及び左側ブロック81Cの幅Wは、パイプ20の長さ以上とされている。従って、パイプ20の最も筐体10側に近い場所が第1ギャップG1内に位置する場合においても、金属部材83がパイプ20の外周面上に設けられるガイド30の突出部位30Aと接触することができるようにして、金属部材83を配置することができる。このため、はんだ封止工程P4において配置した磁性コア81を動かすことなく、容易に本工程に移行することができる。なお、磁性コア81における右側ブロック81B及び左側ブロック81Cの幅Wが、パイプ20の長さより小さい場合には、磁性コア81の配置を筐体10からやや離すことにより、はんだ封止工程P4において配置した磁性コア81を動かすことなく、本工程に移行することができる。
【0070】
続いて、図示しない治具を用いて、ガイド30の突出部位30Aの内空に未硬化状態の熱硬化性樹脂を充填しながら、誘導加熱機80におけるコイル82に交流の電圧を印加する。これにより磁性コア81には、コイル82による磁場が生じる。そして、金属部材83の少なくとも一部は、第2ギャップG2における磁路内に配置されているため、金属部材83は、第2ギャップG2に生じる磁場によって誘導加熱される。なお、本実施形態においては、金属部材83の一部である凸状部83Bが、第2ギャップG2内に入り込んでいるため、この凸状部83Bが効率良く誘導加熱され、金属部材83の一部が第2ギャップG2内に入り込んでいない場合と比べて、金属部材83全体が効率良く加熱される。ただし、金属部材83の少なくとも一部が第2ギャップG2における磁路内に配置される限りにおいて、金属部材83の一部が第2ギャップ内に入り込んでいなくても良い。例えば、金属部材83に凸状部83Bが形成されていなくても、第2ギャップG2における磁界は、第2ギャップG2の外にも生じるので、金属部材83の少なくとも一部が第2ギャップG2における磁路内に配置されることになり、金属部材83は、第2ギャップG2における磁界により誘導加熱される。
【0071】
こうして、金属部材83において生じた熱は、金属部材83と接触しているガイド30に熱伝導する。このとき金属部材83において生じる熱は、ガイド30の温度が熱硬化性樹脂の硬化点よりも高くなるように設定される。なお、第2ギャップG2による磁場により、金属部材83に加えてガイド30が加熱されても良い。こうして、ガイド30に伝導する熱により、未硬化状態の熱硬化性樹脂31が硬化して、突出部位30Aにおけるガイド30の内壁に光ファイバ50の被覆層53が固定される。
【0072】
なお、金属部材83は、パイプ20よりも高い透磁率を有することが好ましい。例えば、パイプ20がアルミ合金から成る場合、このような金属部材83は、鉄珪素合金からなれば良い。このように金属部材83が、パイプ20よりも高い透磁率を有することにより、金属部材83を誘導加熱する際、より多くの磁束を金属部材83に取り込むことができ、金属部材83の温度がより上昇させることができる。従って、より効率良くガイド30の温度を上昇させることができ、効率良く熱硬化性樹脂を硬化させることができる。
【0073】
また、本実施形態においては、上述のように溝83Aの内壁にガイド30の外周面が接触されており、この溝83Aの内壁は、ガイド30の外周面の形状に沿った形状であるため、金属部材83に溝83Aが形成されない場合に比べて、金属部材83に対するガイド30の接触面積が大きくなる。このため、金属部材83からガイド30に伝導する熱量が大きくなる。したがって、より一段と加熱効率を向上することができ、より短時間で樹脂固定を行うことができる。なお、図8においては、理解の容易のため、熱硬化性樹脂31が省略されている。
【0074】
こうして、図1に示す光モジュール1を得る。
【0075】
以上説明したように、本実施形態における光モジュール1の製造方法によれば、誘導加熱によりパイプ20をはんだ付けして封止するので、パイプ20内におけるはんだ封止される部分の温度がばらつくことを抑制することができ、はんだ濡れ性がばらつくことを抑制することができる。従って、はんだ21によりパイプ20の貫通孔Hを適切に封止でき、信頼性の高い光モジュールとすることができる。さらに、光ファイバ50の被覆層53を熱硬化性樹脂31で固定する際においては、誘導加熱により加熱される金属部材83からの熱伝導によりガイド30が加熱され、このガイド30の熱により熱硬化性樹脂31が硬化する。従って、ガイド30が本実施形態の様に誘導加熱されないセラミックまたはガラスであっても熱硬化性樹脂31を適切に硬化することができ、信頼性の高い光モジュールとすることができる。また、はんだ封止工程P4から樹脂固定工程P5に至るまでに、金属部材83を配置するのみで良いため、磁性コア81を移動させる必要が無い。このため、光モジュール1を製造するための作業効率を向上させることができる。このように、本実施形態の光モジュール1の製造方法によれば、作業効率を向上させつつ信頼性の高い光モジュールを製造することができる。
【0076】
また、本実施形態の樹脂固定工程P5においては、上述のように未硬化状態の熱硬化性樹脂を充填しながら、金属部材83を誘導加熱する。このため、金属部材83からの熱伝導で加熱されるガイド30の熱により、未硬化状態の熱硬化性樹脂は、充填される順に硬化される。従って、未硬化状態の熱硬化樹脂を充填した後に加熱を開始する場合と比べて、熱硬化性樹脂の液だれを抑制することができる。ただし、液だれを防止する手段を用いて、未硬化状態の熱硬化性樹脂を充填した後に加熱を開始しても良い。
【0077】
また、上述のように、磁性コア81は、板状の底ブロック81Aと、底ブロック81Aから互いに向き合って延在し、互いに第2ギャップG2の間隔だけ離れた開放端面F1、F2を有する一対の右側ブロック81B、左側ブロック81Cを有する。従って、右側ブロック81B、左側ブロック81Cのそれぞれの開放端面F1、F2を橋渡しするように金属部材83を配置することができ、別の部材を用いて磁性コア81と金属部材83とを固定しなくても良い。従って、別の部材を用いて磁性コア81と金属部材83とを固定する場合に比べて、容易に金属部材83を配置することができ、容易に光モジュールを製造することができる。
【0078】
なお、上述のように、ガイド30は、周方向全体に渡り繋がっている管状に限らず、例えば、ガイド30の一端から他端に渡って、ガイド30の外周面と内周面とに渡り、光ファイバ50の被覆層53の外径より大きい幅の切り欠きを有していても良い。このようなガイドを用いることにより、切り欠きを介して、光ファイバ50を管の貫通孔に挿通することができる。従って、上述のように事前にガイド30に光ファイバ50を挿通していなくとも、適宜、ガイド30の貫通孔に光ファイバ50を挿通することができる。
【0079】
(第2実施形態)
次に、本発明の第2実施形態について主に図9、図10を参照して詳細に説明する。なお、第1実施形態と同一又は同等の構成要素については、特に説明する場合を除いて同一の参照符号を付し、その説明は省略する。本発明の第2実施形態に係る光モジュールの構造を示す図である。
【0080】
図9に示すように、本実施形態の光モジュール3は、第1実施形態のガイド30に代えて補強部材としてのブーツ70を備える点において、第1実施形態の光モジュール1と異なる。
【0081】
このブーツ70は、パイプ20全体と、そのパイプ20から露出する光ファイバ50のうちパイプ20の近傍部分とを被覆する可撓性を有する耐熱製の袋体である。さらに、このブーツ70には、パイプ20の先端から筐体10側と反対側に所定距離だけ延在する内部空間SP、及び、内部空間SPとブーツ70の表面とを貫通する開口OP、及び、光ファイバ50が導出される孔70Hがそれぞれ形成されている。
【0082】
ブーツ70を構成する材料としては、例えば、耐熱性のゴムや、シリコーンゴムやシリコーン樹脂といった耐熱性の樹脂を挙げることができる。
【0083】
内部空間SPには、パイプ20から導出しているクラッド52と、被覆層53の端部とが位置し、これらは熱硬化性樹脂31によりブーツ70の内壁に固定されている。この熱硬化性樹脂31は、内部空間SP全体に充填された状態で硬化しているため、パイプ20から導出している光ファイバ50の被覆層53が剥離された部分(クラッド52が露出している部分)を覆って保護している。なお、開口OPにも、硬化状態にある熱硬化性樹脂31が充填されている。
【0084】
このような光モジュール3は、第1実施形態と同様に、準備工程P1、挿通工程P2、ファイバ結合工程P3、はんだ封止工程P4、樹脂固定工程P5を経て製造される。
【0085】
まず、準備工程P1では、第1実施形態と同様に、パイプ20が接続された筐体10、及び、光ファイバ50を準備する。さらに、上述のブーツ70を準備する。そして、第1実施形態のガイド30に代えてブーツ70を予め光ファイバ50に挿通する点を除いて、第1実施形態と同様にして挿通工程P2を行い、続いて、第1実施形態と同様にして、ファイバ結合工程P3、及び、はんだ封止工程P4を行う。但し、はんだ封止工程P4に用いられる誘導加熱機80は、第1ギャップG1を形成する先端面F11と先端面F12との間隔D1が、ブーツ70の外周幅(外径)よりも大きい距離とされることが好ましい。第1ギャップG1が、このような幅を有することにより、後述の様に、樹脂固定工程P5において、ブーツ70がパイプ20に被せる際、磁性コア81が邪魔になることを防止することができる。
【0086】
樹脂固定工程P5では、パイプ20の外周面上にブーツ70が被せられると共に、第1実施形態における樹脂固定工程P5と同様にして、磁性コア81の右側ブロック81Bの開放端面F1、及び、左側ブロック81Cの開放端面F2上に金属部材83が載置される。ブーツ70をパイプ20に被せるには、例えば、上述のように、ブーツ70に予め光ファイバ50が挿通された状態とされ、ブーツ70を移動させて、パイプ20に被せれば良い。
【0087】
なお、本実施形態においては、金属部材83の溝83Aは、ブーツ70における外周面の曲率に対応する弧状とされる点で、第1実施形態の金属部材83と相違する。
【0088】
続いて、図示しない治具を用いて、ブーツ70の内部空間SPに未硬化状態の熱硬化性樹脂を充填しながら、第1実施形態と同様にして、金属部材83を誘導加熱機80により誘導加熱する。そして、ブーツ70に伝導する金属部材83の熱により、熱硬化性樹脂を硬化させる。
【0089】
なお、本実施形態においても、第2ギャップG2における磁場により、金属部材83に加えてブーツ70が加熱されても良い。また、ブーツ70は、金属部材83の一面に形成される溝83Aに接触しているため、溝83Aが形成されていない場合に比べて、金属部材83に対するブーツ70の接触面積が大きくなる。したがって、より一段と加熱効率が向上される。
【0090】
以上説明したように、本実施形態では、第1実施形態の場合と同様に、誘導加熱機80を動かすことなく、はんだ封止工程P4においてはんだ21を加熱するとともに、樹脂固定工程P5において熱硬化性樹脂31を加熱することができ、作業効率を向上させることができる。
【0091】
以上、本発明について上記実施形態を例に説明したが、本発明はこれに限らない。
【0092】
例えば、上記実施形態では、誘導加熱機80の磁性コア81が、断面が略コ字状とされたが、様々な形状とすることができる。例えば、磁性コア81の底ブロック81A及び右側ブロック81B及び左側ブロック81Cの形状が弧状とされて、断面の形状が略C字状とされても良い。また、底ブロック81Aの形状のみが弧状とされ、断面がU字状とされても良い。ただし、誘導加熱機80自体の安定性や、金属部材83の支持の安定性を向上させる観点では、上述の実施形態のように断面コ字状であるほうが好ましい。
【0093】
また、第2実施形態のブーツ70を第1実施形態に適用し、ガイド30の外周、及び、そのガイド30と光ファイバ50との境界部分を囲むブーツ部材が設けられても良い。
【0094】
また、上記実施形態では、筐体10の形状として、中空の直方体状が適用されたが、筐体10の形状は特に限定されない。
【0095】
上記実施形態では、パイプ20、ガイド30として、断面が円であるものが適用されたが、断面が矩形となるものであっても良く、これら以外の断面形状のものが適用されも良い。
【0096】
また、上記実施形態では、半導体レーザ素子42を備える光モジュール1を例示したが、これに限らず、例えば、誘電体結晶を用いた光通信用LiNbO3変調器等のように、筐体に設けられたパイプから光ファイバが導出する光モジュールであれば、他の形態の光モジュールであっても良い。
【産業上の利用可能性】
【0097】
以上説明したように、本発明によれば、作業効率を向上させつつ信頼性の高い光モジュールを製造する光モジュールの製造方法が提供され、励起光源や、光通信用LiNbO3変調器等といった、光モジュールの製造に利用することができる。
【符号の説明】
【0098】
1,3・・・光モジュール
10・・・筐体
20・・・パイプ
21・・・はんだ
30・・・ガイド(補強部材)
30A・・・突出部位
31・・・熱硬化性樹脂
41・・・レーザマウント
42・・・半導体レーザ素子
43・・・ファイバマウント
44・・・結合部材
50・・・光ファイバ
51・・・コア
52・・・クラッド
53・・・被覆層
70・・・ブーツ
70H・・・孔
80・・・誘導加熱機
81・・・磁性コア
82・・・コイル
83・・・金属部材
83A・・・溝
83B・・・凸状部
G1・・・第1ギャップ
G2・・・第2ギャップ
H・・・貫通孔
Hv,OP・・・開口
P1・・・準備工程
P2・・・挿通工程
P3・・・ファイバ結合工程
P4・・・はんだ封止工程
P5・・・樹脂固定工程
【特許請求の範囲】
【請求項1】
筐体に一端が接続され他端が前記筐体の外側に延在すると共に、貫通孔が前記筐体内に連通する金属製のパイプの前記貫通孔内に、一方の端部から所定の距離被覆層が剥離された光ファイバが挿通された状態で、前記パイプの内壁と前記光ファイバの前記被覆層が剥離された部分とを、誘導加熱機を用いてはんだ付けして、前記貫通孔を封止するはんだ封止工程と、
前記パイプに接続される補強部材と前記被覆層とを前記誘導加熱機を用いて熱硬化性樹脂により固定する樹脂固定工程と、
を備え、
前記誘導加熱機は、第1ギャップと前記第1ギャップよりも間隔が大きい第2ギャップとが形成された磁性コアを有し、
前記磁性コアは、前記第1ギャップにおける磁路内に前記パイプが位置する共に、前記第2ギャップを形成する前記磁性コアの端面が前記補強部材と離間するように、配置され、
前記はんだ封止工程においては、前記磁性コアにより前記パイプが誘導加熱され、
前記樹脂固定工程においては、少なくとも一部が前記第2ギャップにおける磁路内に位置すると共に、前記補強部材と接触するように配置された金属部材が、前記磁性コアにより誘導加熱され、前記金属部材からの熱伝導により、前記補強部材が加熱される
ことを特徴とする光モジュールの製造方法。
【請求項2】
前記金属部材は、前記パイプよりも高い透磁率を有することを特徴とする請求項1に記載の光モジュールの製造方法。
【請求項3】
前記樹脂固定工程において、未硬化状態の熱硬化性樹脂を充填しながら、前記金属部材を誘導加熱することを特徴とする請求項1に記載の光モジュールの製造方法。
【請求項4】
前記磁性コアは、板状の底ブロックと、前記底ブロックから互いに向き合って延在し、互いに前記第2ギャップの間隔だけ離れた端面を有する一対のブロックと、前記一対のブロックのそれぞれの端部の一部から互いに近づく方向へ突出し、互いに前記第1ギャップの間隔だけ離れた端面を有する一対の凸ブロックでなることを特徴とする請求項1に記載の光モジュールの製造方法。
【請求項5】
前記補強部材は、前記パイプの外周面と前記熱硬化性樹脂が充填される領域とを囲むセラミック製またはガラス製の管でなり、前記光ファイバの前記被覆層の端部が、前記管の貫通孔内に位置することを特徴とする請求項1に記載の光モジュールの製造方法。
【請求項6】
前記補強部材は、前記パイプの外周面と前記熱硬化性樹脂が充填される領域とを囲み、前記筐体の反対側において、前記光ファイバが導出可能な孔が形成されている耐熱性製の袋体でなり、前記光ファイバの前記被覆層の端部が、前記袋体内に位置することを特徴とする請求項1に記載の光モジュールの製造方法。
【請求項7】
前記金属部材のうち前記補強部材に接触する部位には、前記補強部材の外周面の一部に沿った溝が形成されていることを特徴とする請求項5または6に記載の光モジュールの製造方法。
【請求項1】
筐体に一端が接続され他端が前記筐体の外側に延在すると共に、貫通孔が前記筐体内に連通する金属製のパイプの前記貫通孔内に、一方の端部から所定の距離被覆層が剥離された光ファイバが挿通された状態で、前記パイプの内壁と前記光ファイバの前記被覆層が剥離された部分とを、誘導加熱機を用いてはんだ付けして、前記貫通孔を封止するはんだ封止工程と、
前記パイプに接続される補強部材と前記被覆層とを前記誘導加熱機を用いて熱硬化性樹脂により固定する樹脂固定工程と、
を備え、
前記誘導加熱機は、第1ギャップと前記第1ギャップよりも間隔が大きい第2ギャップとが形成された磁性コアを有し、
前記磁性コアは、前記第1ギャップにおける磁路内に前記パイプが位置する共に、前記第2ギャップを形成する前記磁性コアの端面が前記補強部材と離間するように、配置され、
前記はんだ封止工程においては、前記磁性コアにより前記パイプが誘導加熱され、
前記樹脂固定工程においては、少なくとも一部が前記第2ギャップにおける磁路内に位置すると共に、前記補強部材と接触するように配置された金属部材が、前記磁性コアにより誘導加熱され、前記金属部材からの熱伝導により、前記補強部材が加熱される
ことを特徴とする光モジュールの製造方法。
【請求項2】
前記金属部材は、前記パイプよりも高い透磁率を有することを特徴とする請求項1に記載の光モジュールの製造方法。
【請求項3】
前記樹脂固定工程において、未硬化状態の熱硬化性樹脂を充填しながら、前記金属部材を誘導加熱することを特徴とする請求項1に記載の光モジュールの製造方法。
【請求項4】
前記磁性コアは、板状の底ブロックと、前記底ブロックから互いに向き合って延在し、互いに前記第2ギャップの間隔だけ離れた端面を有する一対のブロックと、前記一対のブロックのそれぞれの端部の一部から互いに近づく方向へ突出し、互いに前記第1ギャップの間隔だけ離れた端面を有する一対の凸ブロックでなることを特徴とする請求項1に記載の光モジュールの製造方法。
【請求項5】
前記補強部材は、前記パイプの外周面と前記熱硬化性樹脂が充填される領域とを囲むセラミック製またはガラス製の管でなり、前記光ファイバの前記被覆層の端部が、前記管の貫通孔内に位置することを特徴とする請求項1に記載の光モジュールの製造方法。
【請求項6】
前記補強部材は、前記パイプの外周面と前記熱硬化性樹脂が充填される領域とを囲み、前記筐体の反対側において、前記光ファイバが導出可能な孔が形成されている耐熱性製の袋体でなり、前記光ファイバの前記被覆層の端部が、前記袋体内に位置することを特徴とする請求項1に記載の光モジュールの製造方法。
【請求項7】
前記金属部材のうち前記補強部材に接触する部位には、前記補強部材の外周面の一部に沿った溝が形成されていることを特徴とする請求項5または6に記載の光モジュールの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2013−73169(P2013−73169A)
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願番号】特願2011−213864(P2011−213864)
【出願日】平成23年9月29日(2011.9.29)
【出願人】(000005186)株式会社フジクラ (4,463)
【Fターム(参考)】
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願日】平成23年9月29日(2011.9.29)
【出願人】(000005186)株式会社フジクラ (4,463)
【Fターム(参考)】
[ Back to top ]