
光反射板

【課題】 本発明は、光反射性及び熱成形性に優れた光反射板を提供する。
【解決手段】 本発明の光反射板は、ポリオレフィン系樹脂を含有する光反射層と、この光反射層の一面に積層一体化され且つポリオレフィン系樹脂を含有する表面層とを有する光反射板であって、上記表面層は、酸化チタンを含有せず且つ上記ポリオレフィン系樹脂100重量部に対して蛍光増白剤0.01〜7重量部を含有していると共に、上記光反射層は、蛍光増白剤を含有せず且つ酸化チタンを50〜170g/m2含有していると共に延伸による空隙が形成されていないことを特徴とする。
【解決手段】 本発明の光反射板は、ポリオレフィン系樹脂を含有する光反射層と、この光反射層の一面に積層一体化され且つポリオレフィン系樹脂を含有する表面層とを有する光反射板であって、上記表面層は、酸化チタンを含有せず且つ上記ポリオレフィン系樹脂100重量部に対して蛍光増白剤0.01〜7重量部を含有していると共に、上記光反射層は、蛍光増白剤を含有せず且つ酸化チタンを50〜170g/m2含有していると共に延伸による空隙が形成されていないことを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、光反射板に関する。
【背景技術】
【0002】
液晶表示装置のバックライトの構成部品などに用いられている反射材は、光源の光を効率的に反射させる役割を担っており、アルミニウム、ステンレスなどの金属薄板、ポリエチレンテレフタレートフィルムに銀を蒸着した蒸着フィルム、アルミニウム箔を積層した積層シート、多孔性樹脂シートなどが従来から用いられている。
【0003】
生産性の高い反射材として、硫酸バリウム、炭酸カルシウム、酸化チタンなどの無機充填剤などをポリプロピレン樹脂に所定量配合した反射シートも用いられており、そのなかでも酸化チタンを配合した反射シートは、酸化チタンの配合量に伴って反射率が大きく向上する。
【0004】
このような反射シートとしては、特許文献1に、融点もしくはガラス転移温度が140℃以上のポリオレフィン樹脂(A)20〜40質量部と無機充填剤(B)80〜60質量部とからなる樹脂組成物を延伸して得られるシートと蛍光増白剤含有膜とからなる反射体が提案されている。
【0005】
一方、液晶表示画面の全面において良好な輝度が得られるように、反射材を冷陰極管やLED(発光ダイオード)に合わせた形状とする必要があり、特に、バックライト方式の液晶表示装置では、複数本の冷陰極管、及び、LEDを液晶セルの後方に配設しており、複数本の冷陰極管、及び、LEDの配設状態に合わせて、反射材を複雑な形状に加工する必要がある。
【0006】
しかしながら、上記反射体は、上述のように延伸されていることから、熱成形性に劣るものであった。従って、上記反射体を冷陰極管、及び、LEDの配設状態に応じた形状に加工するには、反射体に切れ目を入れて折り曲げ加工をする必要があり、加工性が悪く、しかも、折り曲げ加工中に、反射体に亀裂が入ったり、或いは、皺が発生してしまうといった問題点を有していた。
【0007】
又、熱成形可能な反射板として、特許文献2には、所定の平均気泡径を有し且つ凹凸面が形成された無機充填材を含有するポリプロピレン系樹脂発泡シートと、このポリプロピレン系樹脂発泡シートの凹凸面上に積層一体化されたポリプロピレン系樹脂非発泡シートとからなる反射板用発泡シートが開示されている。
【0008】
しかしながら、上記反射板用発泡シートに蛍光増白剤を含有させることについては一切開示されておらず、蛍光増白剤を含有させることによる光反射性の向上については一切記載或いは示唆すらされていない。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2004−301966号公報
【特許文献2】特許第4005123号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
本発明は、光反射性及び熱成形性に優れた光反射板を提供する。
【課題を解決するための手段】
【0011】
本発明の光反射板Aは、ポリオレフィン系樹脂を含有する光反射層1と、この光反射層1の一面に積層一体化され且つポリオレフィン系樹脂を含有する表面層2とを有する光反射板であって、上記表面層2は、酸化チタンを含有せず且つ上記ポリオレフィン系樹脂100重量部に対して蛍光増白剤0.01〜7重量部を含有していると共に、上記光反射層1は、蛍光増白剤を含有せず且つ酸化チタンを50〜170g/m2含有していると共に延伸による空隙が形成されていないことを特徴とする。
【0012】
上記光反射層1を構成しているポリオレフィン系樹脂としては、特に限定されず、ポリエチレン系樹脂、ポリプロピレン系樹脂などが挙げられ、ポリプロピレン系樹脂が好ましい。なお、ポリオレフィン系樹脂は単独で用いられても二種以上が併用されてもよい。
【0013】
ポリエチレン系樹脂としては、特に限定されず、例えば、低密度ポリエチレン、直鎖状低密度ポリエチレン、高密度ポリエチレン、中密度ポリエチレンなどが挙げられる。
【0014】
又、ポリプロピレン樹脂としては、特に限定されず、例えば、ホモポリプロピレン、エチレン−プロピレン共重合体、プロピレン−α−オレフィン共重合体などが挙げられ、光反射板が加熱されても揮発成分を発生させず、液晶表示装置を構成しているガラス板を曇らせることないので、ホモポリプロピレンが好ましい。
【0015】
なお、α−オレフィンとしては、炭素数が4〜10のα−オレフィンが挙げられ、例えば、1−ブテン、1−ペンテン、4−メチル−1−ペンテン、1−ヘキセン、1−ヘプテン、1−オクテンなどが挙げられる。
【0016】
そして、光反射層1には酸化チタンが含有されている。酸化チタンには、ルチル型、アナターゼ型、ブルカイト型があり、ルチル型が好ましい。酸化チタンは光触媒作用を有しており、ポリオレフィン系樹脂をできるだけ劣化させないために表面処理を施しておくことが好ましい。
【0017】
酸化チタンの表面処理方法としては、特に限定されず、例えば、アルミニウム、ケイ素、チタン、ジルコニウム、スズなどの含水酸化物で酸化チタン表面を被覆する方法が挙げられる。
【0018】
そして、光反射層1中における酸化チタンの含有量は、少ないと、光反射板の光反射性が低下する一方、多くても、光反射板の光反射性はそれほど向上しないばかりか、光反射板の軽量性が損なわれるので、50〜170g/m2に限定され、60〜150g/m2が好ましい。
【0019】
一方、光反射層1中には後述する蛍光増白剤は含有されていない。本発明に用いられるような、通常の光触媒反応を抑制するための表面処理が施された酸化チタンと蛍光増白剤とを同一層中に併存させると、バックライトなどの光による酸化チタンの光触媒効果によって、蛍光増白剤が著しく分解、劣化して光反射板の光反射性が低下するからである。後述するような輝度の測定を行った場合には、測定中においても輝度の低下が見られ、安定した輝度の測定さえもできない。
【0020】
更に、光反射層1には延伸による空隙は形成されておらず、光反射層1は熱成形性に優れ、その結果、光反射板Aは、所望の形状に正確に熱成形することができる。
【0021】
そして、光反射層1の一面には表面層2が積層一体化されている。この表面層2はポリオレフィン系樹脂を含有している。なお、表面層2を構成しているポリオレフィン系樹脂は、光反射層1を構成しているポリオレフィン系樹脂と同様であり、ポリプロピレン系樹脂が好ましく、ホモポリプロピレンがより好ましい。
【0022】
表面層2を構成しているポリプロピレン系樹脂の融点は、低いと、表面層中における蛍光増白剤の凝集、ブリードアウトが不充分となることがあるので、150℃以上が好ましく、155〜180℃がより好ましい。なお、ポリプロピレン系樹脂の融点は、JIS K7122のプラスチックの転移熱測定方法に準拠して測定された値をいう。具体的には、ポリプロピレン系樹脂の試料6〜7mgを用意し、この試料を用いてJIS K7122のプラスチックの転移熱測定方法に準拠して示差走査熱量計装置を用いて示差走査熱量分析してDSC曲線を得る。DSC曲線における最大熱ピークの温度をポリプロピレン系樹脂の融点とする。
【0023】
なお、示差走査熱量計装置としては、例えば、エスアイアイ・ナノテクノロジー社から商品名「DSC6220型」で市販されているものを用いることができる。又、示差走査熱量分析は、例えば、窒素ガス流量が25ミリリットル/分、測定温度範囲が−40〜220℃、加熱速度が10℃/分の条件下にて測定すればよい。
【0024】
表面層2には蛍光増白剤が含有されている。この蛍光増白剤は、それ自体は淡黄色であるが、紫外線を吸収することによって青紫色の蛍光を発する染料である。蛍光増白剤としては、特に限定されず、ポリオレフィン系樹脂中に分散させることができればよく、例えば、ベンゾオキサゾール系蛍光増白剤、スチルベン系蛍光増白剤、イミダゾール系蛍光増白剤、クマリン系蛍光増白剤などが挙げられ、優れた耐光性を有する点から、ベンゾオキサゾール系蛍光増白剤が好ましい。なお、蛍光増白剤は、単独で用いられても二種以上が併用されてもよい。
【0025】
蛍光増白剤の融点は、低いと、後述する表面層2の加熱処理時に蛍光増白剤の凝集又はブリードアウトが不充分となり、光反射板の光反射性が低下することがあるので、200℃以上が好ましく、205〜400℃がより好ましい。
【0026】
なお、蛍光増白剤の融点は、JIS K7122のプラスチックの転移熱測定方法に準拠して測定された値をいう。具体的には、蛍光増白剤の試料6〜7mgを用意し、この試料を用いてJIS K7122のプラスチックの転移熱測定方法に準拠して示差走査熱量計装置を用いて示差走査熱量分析してDSC曲線を得る。DSC曲線における最大熱ピークの温度を蛍光増白剤の融点とする。なお、示差走査熱量計装置及び測定条件は、ポリプロピレン系樹脂の融点の測定時と同様にすればよい。
【0027】
蛍光増白剤は、三池染料社から商品名「MikephorBIconc.」で、チバガイギー社から商品名「UvitexOB」で、イーストマン社から商品名「OB−1」で、住友精化社から商品名「TBO」、日本曹達社から商品名「ケイコール」で、日本化薬社から商品名「カヤライト」で市販されている。
【0028】
表面層2中における蛍光増白剤の含有量は、少ないと、蛍光増白剤の凝集又は表面層の表面へのブリードアウトが少なくなり、光反射板の光反射性が低下する一方、多くても、蛍光増白剤の含有量に見合うだけの光反射性を得ることができないので、ポリオレフィン系樹脂100重量部に対して0.01〜7重量部に限定され、0.03〜5重量部が好ましい。
【0029】
そして、表面層2には酸化チタンは含有されていない。これは、酸化チタンは、400nm以下の波長領域の光を吸収するため、表面層2中に酸化チタンが含有されていると、表面層2に入射した紫外線を酸化チタンが吸収してしまい、表面層2中の蛍光増白剤による紫外線の吸収が不充分となり、その結果、蛍光増白剤の発光が不充分となって光反射板の光反射性が低下するからである。
【0030】
更に、表面層2の厚みは、薄いと、光反射板の光反射性が低下することがある一方、厚いと、光反射板の熱成形性が低下することがあるので、5〜100μmが好ましい。
【0031】
又、表面層2は、加熱処理が施されていることが好ましい。このように表面層2に加熱処理が施されることによって表面層2中の蛍光増白剤は下記の如き状態で存在していると推定される。
【0032】
表面層2を構成しているポリオレフィン系樹脂は加熱処理によって結晶化が促進されると、ポリオレフィン系樹脂は結晶性及び非極性樹脂である一方、蛍光増白剤は極性を有し且つ通常200℃以上の融点を有していることから、ポリオレフィン系樹脂の非晶部分に数十nm以下の状態で溶解していた蛍光増白剤が、非晶部分の結晶化に伴って結晶部分から追い出され、その他の非晶部分に集まって凝集し、ポリオレフィン系樹脂の結晶化が更に進むと、蛍光増白剤は表面層2の表面にブリードアウトする。
【0033】
この凝集或いはブリードアウトした蛍光増白剤は数百nm程度の粒子径を有し、光散乱や光反射現象を生じる。そして、蛍光増白剤は、表面層2に入射した紫外線に反応し易くなり、その結果、紫外線を効率良く吸収して可視光領域に蛍光を発し、光反射板は優れた光反射性を発揮する。
【0034】
表面層2の加熱処理は、表面層2の表面温度が、好ましくは表面層を構成しているポリオレフィン系樹脂の融点より30℃低い温度以上で且つ上記ポリオレフィン系樹脂の融点未満、より好ましくは表面層を構成しているポリオレフィン系樹脂の融点より20℃低い温度以上で且つ上記ポリオレフィン系樹脂の融点未満となるように加熱する。表面層2の加熱処理の温度が低いと、蛍光増白剤の凝集或いはブリードアウトが不充分となって、光反射板の光反射性が低下することがあり、高いと、表面層を構成しているポリオレフィン系樹脂の溶融や劣化が生じることがあるからである。なお、表面層2の表面温度の測定は、例えば、堀場製作所社から商品名「IT−550L」にて市販されている放射温度計を用いることができる。
【0035】
又、表面層2の加熱処理の時間は、短いと、蛍光増白剤の凝集或いはブリードアウトが不充分となって、光反射板の光反射性が低下することがあり、長いと、表面層を構成しているポリオレフィン系樹脂の溶融や劣化が生じ、或いは、生産性が低下することがあるので、1〜10分が好ましく、1〜8分がより好ましく、1〜5分が特に好ましい。
【0036】
表面層2の加熱処理方法としては、特に限定されず、例えば、光反射板を加熱ロール間に供給して光反射板の表面層を加熱する方法、光反射板を熱成形する際に、熱成形と同時に光反射板の表面層を加熱する方法、後述する光反射板の製造方法において、円筒状体を加熱して表面層となる表面樹脂層を加熱する方法などが挙げられる。
【0037】
そして、表面層2中のポリオレフィン系樹脂の結晶化が促進されて、表面層2中の蛍光増白剤の凝集又は表面層2の表面へのブリードアウトの度合いを図る指標として、表面層2をJIS K7121のプラスチックの転移温度測定方法に準拠して示差走査熱量分析して得られるDSC曲線における、最大熱ピーク高さHと、最大熱ピーク高さの1/4の高さにおける温度幅Wとの比(W/H)が挙げられる。
【0038】
なお、最大熱ピーク高さHと、最大熱ピーク高さの1/4の高さにおける温度幅Wとの比(W/H)を用いた理由は、DSC曲線の最大熱ピークの根元部において、表面層2の加熱処理によって表れる肩部(凸部)を表現することが困難であったためである。
【0039】
表面層2をJIS K7121のプラスチックの転移温度測定方法に準拠して示差走査熱量分析して得られるDSC曲線において、最大熱ピーク高さHと、最大熱ピーク高さの1/4の高さにおける温度幅Wとの比(W/H)は、小さいと、表面層における蛍光増白剤の凝集又は表面層の表面へのブリードアウトが不充分となり、光反射板の光反射性が低下することがあり、大きいと、表面層中のポリオレフィン系樹脂の結晶化は略完了しており、表面層にこれ以上の熱を加えるとポリオレフィン系樹脂の劣化を生じて表面層が黄変し、光反射板の光反射性が低下するので、2.5〜7.0が好ましく、2.5〜6.0がより好ましく、2.8〜5.0が特に好ましい。
【0040】
なお、最大熱ピーク高さHと、最大熱ピーク高さの1/4の高さにおける温度幅Wは下記の要領で算出される。先ず、表面層2から試料6〜7mgを切り出し、この試料を用いてJIS K7121のプラスチックの転移温度測定方法に準拠して示差走査熱量計装置を用いて示差走査熱量分析してDSC曲線を得る。DSC曲線の一例を図1に示す。
【0041】
示差走査熱量計装置としては、例えば、エスアイアイ・ナノテクノロジー社から商品名「DSC6220型」で市販されているものを用いることができる。又、示差走査熱量分析は、例えば、窒素ガス流量が25ミリリットル/分、測定温度範囲が−40〜220℃、加熱速度が10℃/分の条件下にて測定すればよい。
【0042】
DSC曲線においてJIS K7121に準拠してベースラインLを描く。次に、ベースラインLに直交し且つ最大熱ピークの頂点Pを通る直線Mを描き、直線M上において、ベースラインLと直線Mとの交点Bと、最大熱ピークの頂点Pとの距離を測定して、この距離をDSC曲線の縦軸の単位である「mW」に換算し、この換算値を最大熱ピーク高さHとする。例えば、縦軸の1目盛り2.0mWが紙面上において1.6mmであった場合において、交点Bと最大熱ピークの頂点Pとの紙面上における距離が5.6mmであったときは、Hは、5.6×2.0/1.6=7mWとした。
【0043】
続いて、直線M上において、ベースラインLと直線Mとの交点Bから最大熱ピーク高さHの1/4の距離となる点M1を定め、この点M1を通り且つベースラインLに平行な直線Nを描く。
【0044】
そして、直線Nと、DSC曲線との交点α、βを定め、DSC曲線上の点α、βに対応する温度T1、T2をグラフ上から特定し、温度T1、T2の差を最大熱ピーク高さの1/4の高さにおける温度幅W(単位:℃)とする。
【0045】
又、光反射層1の他面には発泡シートが積層一体化されていてもよい。このような発泡シートとしては、特に限定されず、ポリオレフィン系樹脂発泡シート、ポリスチレン系樹脂発泡シートなどが挙げられる。なお、ポリオレフィン系樹脂発泡シートを構成するポリオレフィン系樹脂は、光反射層を構成しているポリオレフィン系樹脂と同様であるのでその説明を省略するが、発泡性に優れた高溶融張力ポリプロピレン系樹脂が好ましい。なお、高溶融張力ポリプロピレンとしては、特に限定されないが、例えば、特許第2521388号公報、特開2001−226510号公報に記載されているものを用いることができる。
【0046】
なお、光反射板には、その物性を阻害しない範囲内において、銅害防止剤(金属不活性剤)、分散剤(ステアリン酸金属石鹸)、クエンチャー、帯電防止剤、ラクトン系加工安定剤などが添加されてもよい。
【0047】
上記銅害防止剤(金属不活性剤)としては、例えば、N,N−ビス[3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオニル]ヒドラジンなどのヒドラジン系化合物、3−(3,5−ジ−テトラ−ブチル−4−ヒドロキシフェニル)プロピオニルジハイドライジドなどが挙げられる。
【0048】
ポリオレフィン系樹脂は、銅などの金属と接触したり、銅イオンなどの重金属イオンが作用したりすると劣化する場合があるが、上記のような銅害防止剤を予め光反射板に添加しておくと、劣化促進因子である銅イオンなどをキレート化合物として捕捉することができるので、光反射板を各種の液晶表示装置や照明装置等に組み込んで用いる場合に、光反射板が銅などの金属と接触しても、これによる光反射板の劣化を防止することができる。このような効果を得るためには、銅害防止剤の含有量は、光反射層、表面層又は発泡シートを構成しているポリオレフィン系樹脂100重量部に対して0.1〜1.0重量部が好ましい。
【0049】
帯電防止剤としては、例えば、ステアリン酸マグネシウム(分散剤)などの界面活性剤、無機塩、多価アルコール、金属化合物、カーボンなどが挙げられる。このような帯電防止剤を予め光反射板に添加しておくと、光反射板の帯電を防止することができるので、光反射板に埃やゴミが付着するのを防止することができる。このような効果を得るためには、帯電防止剤の含有量は、光反射層、表面層又は発泡シートを構成しているポリオレフィン系樹脂100重量部に対して0.1〜2.0重量部が好ましい。又、帯電防止剤として、高分子型の帯電防止剤も用いることができる。この高分子型の帯電防止剤の含有量は、光反射層、表面層又は発泡シートを構成しているポリオレフィン系樹脂100重量部に対して1.0〜2.0重量部が好ましい。
【0050】
次に、本発明の光反射板の製造方法を説明する。光反射板の製造方法は特に限定されず、例えば、(1)ポリオレフィン系樹脂及び酸化チタンを含有する光反射組成物を第一押出機に供給して溶融混練すると共に、ポリオレフィン系樹脂100重量部及び蛍光増白剤0.01〜7重量部を含有する表面組成物を第二押出機に供給して溶融混練し、第一、第二押出機を接続させている共押出ダイからシート状に共押出して、光反射組成物からなる光反射層上に、表面組成物からなる表面層が積層一体化されてなる光反射板を製造する方法、(2)ポリオレフィン系樹脂及び酸化チタンを含有する光反射組成物を第一押出機に供給して溶融混練すると共に、ポリオレフィン系樹脂100重量部及び蛍光増白剤0.01〜7重量部を含有する表面組成物を第二押出機に供給して溶融混練し、第一、第二押出機を接続させている合流ダイにて合流させた後、合流ダイに接続させている環状ダイから押出して、光反射組成物からなる光反射樹脂層と、表面組成物からなる表面樹脂層とが内外方向に積層一体化されてなる円筒状体を製造し、この円筒状体を拡径させた後に冷却マンドレルに供給して冷却した上で円筒状体を任意の点にて押出方向に連続的に内外周面間に亘って切断し展開することによって、光反射樹脂層から形成された光反射層の一面に、表面樹脂層から形成された表面層が積層一体化されてなる光反射板を製造する方法などが挙げられる。
【0051】
なお、上記(2)の製造方法において、環状ダイの開口部における内側ダイの外径と、冷却マンドレルの押出機側端部の外径との比(内側ダイの外径/冷却マンドレルの押出機側端部の外径)、所謂、ブローアップ比は、2.0〜3.5が好ましい。
【0052】
そして、光反射板の光反射層の他面に発泡シートを積層一体化させる場合には、例えば、(1)ポリオレフィン系樹脂及び酸化チタンを含有する光反射組成物を第一押出機に供給して溶融混練し、ポリオレフィン系樹脂100重量部及び蛍光増白剤0.01〜7重量部を含有する表面組成物を第二押出機に供給して溶融混練し、熱可塑性樹脂及び発泡剤を含有する発泡性組成物を第三押出機に供給して溶融混練し、第一〜三押出機を接続させている合流ダイにて合流させた後、合流ダイに接続させている環状ダイから押出して、光反射組成物からなる光反射樹脂層と、表面組成物からなる表面樹脂層と、発泡性組成物から発泡樹脂層とが内外方向に積層一体化されてなる円筒状体を製造し、この円筒状体を拡径させた後に冷却マンドレルに供給して冷却した上で円筒状体を任意の点にて押出方向に連続的に内外周面間に亘って切断し展開することによって、光反射樹脂層から形成された光反射層の一面に、表面樹脂層から形成された表面層が積層一体化され、且つ、光反射層の他面に発泡樹脂層から形成された発泡シートが積層一体化されてなる光反射板を製造する方法、(2)別途製造した発泡シート上に、製造直後の光反射板をその光反射層が発泡シート側となるように押出ラミネート或いは熱ラミネートして光反射板を製造する方法などが挙げられる。
【0053】
このように製造された光反射板は、光反射層及び表面層の何れも空隙が形成される程に延伸されておらず、更に、発泡シートが積層一体化されている場合も発泡シートは殆ど延伸されておらず、優れた熱成形性を有しており、汎用の熱成形方法を用いて所望形状に正確に熱成形することができる。
【発明の効果】
【0054】
本発明の光反射板は、上述のように、表面層において、蛍光増白剤を所定量含有させている一方、酸化チタンを含有させておらず、表面層に入射した紫外線を蛍光増白剤に効率良く吸収させて可視光領域に蛍光を発するように構成している。
【0055】
更に、光反射板は、その光反射層において、酸化チタンを所定量含有させている一方、蛍光増白剤を含有させておらず、表面層を透過した紫外線を光反射層においてできるだけ吸収させないようにしながら酸化チタンによってその一部の紫外線を表面層側に反射させている。そして、光反射層によって反射させた紫外線を表面層中の蛍光増白剤に吸収させることによって、蛍光増白剤から可視光領域に蛍光を発するように構成している。
【0056】
従って、表面層に入射した紫外線をできるだけ多く蛍光増白剤に吸収させて、蛍光増白剤から可視光領域に蛍光をできるだけ多く発するように構成している。更に、表面層中の蛍光増白剤から放射された光のうち、光反射層側に放射された光は、光反射層にて効率良く反射されて表面層を透過して外部に放射される。よって、本発明の光反射板は優れた光反射性を有する。
【0057】
そして、本発明の光反射板は、光反射層において延伸による空隙は形成されておらず、優れた熱成形性を有しており、汎用の熱成形方法によって所望形状に正確に成形することができる。
【0058】
又、上記光反射板において、表面層に加熱処理が施されている場合には、表面層中の蛍光増白剤がポリオレフィン系樹脂の結晶部分から非晶部分に追い出されて凝集し或いは表面層の表面にブリードアウトしているものと推測される。この凝集し或いはブリードアウトした蛍光増白剤は数百nm程度の粒径を有しているものと考えられ、紫外線に対して反応し易くなっている。従って、表面層中の蛍光増白剤は紫外線を効率良く吸収して可視光領域に更に多くの光量の光を放射することができ、よって、本発明の光反射板は更に優れた光反射性を有する。
【図面の簡単な説明】
【0059】
【図1】本発明の光反射板を示した縦断面図である。
【図2】表面層を示差走査熱量分析して得られるDSC曲線の一例である。
【図3】実施例において輝度を測定する際に作成したバックライトユニットを示した模式縦断面図である。
【図4】図3のバックライトユニットの拡散シートの表面に描いた仮想直線を示した模式平面図である。
【発明を実施するための形態】
【0060】
(実施例1)
一段目の単軸押出機X(口径:90mm)の先端に接続管を介して二段目の単軸押出機Y(口径:115mm)が接続されてなるタンデム型押出機と、口径が65mmの単軸押出機Zを用意し、タンデム型押出機の二段目の単軸押出機Yと単軸押出機Zを同一の合流ダイに接続させると共に、上記合流ダイに環状ダイを接続させた。
【0061】
ホモポリプロピレン(サンアロマー社製 商品名「PL500A」、メルトフローレイト:3.3g/10分、密度:0.9g/cm3、融点:166℃)100重量部及び蛍光増白剤として4,4’−ビス(ベンゾオキサゾール−2−イル)スチルベン(イーストマン社製 商品名「OB−1」、融点:367℃)0.01重量部を混合して表面組成物を得た。
【0062】
又、ホモポリプロピレン(サンアロマー社製 商品名「PL500A」、メルトフローレイト:3.3g/10分、密度:0.9g/cm3)50重量部、及び、エチレンープロピレンブロック共重合体中にルチル型の二酸化チタンを含有させたマスターバッチ(東洋インキ社製 商品名「PPM 1KB662 WHT FD」、エチレンープロピレンブロック共重合体:30重量%、酸化チタン:70重量%)50重量部を混合して光反射組成物を得た。
【0063】
上記単軸押出機Zに表面組成物を供給して200℃にて溶融混練した後に、単軸押出機Zの先端に取り付けた合流ダイに連続的に供給した。一方、タンデム押出機の一段目の単軸押出機Xに光反射組成物を供給して200℃にて溶融混練した後、光反射組成物を一段目の単軸押出機Xから接続管を通じて連続的に二段目の単軸押出機Yに供給し、二段目の単軸押出機Yの先端に取り付けた合流ダイに連続的に供給した。
【0064】
タンデム押出機の二段目の単軸押出機Yと単軸押出機Zから合流ダイに供給された、表面組成物及び光反射組成物を合流ダイ内で合流させて、合流ダイに接続させている環状ダイ(口径φ:140mm、スリット間隙:0.7mm)から押出して、光反射組成物からなる光反射樹脂層の外面に、表面組成物からなる表面樹脂層が積層一体化されてなる円筒状体を製造し、この円筒状体を徐々に拡径させた後に冷却マンドレルに供給して冷却した上で円筒状体を任意の点にて押出方向に連続的に内外周面間に亘って切断し展開することによって、光反射樹脂層から形成された光反射層の一面に、表面樹脂層から形成された表面層が積層一体化されてなる光反射板を製造した。なお、光反射板において、光反射層は、その厚みが0.3mmで且つ密度が1.24g/cm3であり、表面層は、その厚みが0.01mmで且つ密度が0.9g/cm3であった。光反射層中に酸化チタンは130g/m2含有されていた。
【0065】
(実施例2)
4,4’−ビス(ベンゾオキサゾール−2−イル)スチルベンを1重量部の代わりに0.05重量部とした以外は、実施例1と同様にして光反射板を得た。なお、光反射板において、光反射層は、その厚みが0.3mmで且つ密度が1.24g/cm3であり、表面層は、その厚みが0.01mmで且つ密度が0.9g/cm3であった。光反射層中に酸化チタンは130g/m2含有されていた。
【0066】
(実施例3)
一段目の単軸押出機X(口径:90mm)の先端に接続管を介して二段目の単軸押出機Y(口径:115mm)が接続されてなるタンデム型押出機と、口径が65mmの単軸押出機Z、及び、口径が90mmの単軸押出機Wを用意し、タンデム型押出機の二段目の単軸押出機Yと単軸押出機Zと単軸押出機Wを合流ダイに接続させると共に、上記合流ダイに環状ダイを接続させた。
【0067】
ホモポリプロピレン(サンアロマー社製 商品名「PL500A」、メルトフローレイト:3.3g/10分、密度:0.9g/cm3、融点:166℃)100重量部及び蛍光増白剤として4,4’−ビス(ベンゾオキサゾール−2−イル)スチルベン(イーストマン社製 商品名「OB−1」、融点:367℃)0.05重量部を混合して表面組成物を得た。
【0068】
ホモポリプロピレン(サンアロマー社製 商品名「PL500A」、メルトフローレイト:3.3g/10分、密度:0.9g/cm3)50重量部、及び、エチレンープロピレンブロック共重合体中にルチル型の二酸化チタンを含有させたマスターバッチ(東洋インキ社製 商品名「PPM 1KB662 WHT FD」、エチレンープロピレンブロック共重合体:30重量%、酸化チタン:70重量%)50重量部を混合して光反射組成物を得た。
【0069】
ホモポリプロピレン(サンアロマー社製 商品名「PF814」、メルトフローレイト:2.8g/10分、密度:0.9g/cm3、融点:159℃)40重量部、ホモポリプロピレン(サンアロマー社製 商品名「PL500A」、メルトフローレイト:3.3g/10分、密度:0.9g/cm3)60重量部、及び、気泡剤として重炭酸ナトリウムとクエン酸との混合物1.0重量部を混合して発泡用組成物を得た。
【0070】
タンデム押出機の単軸押出機Xに発泡用組成物を供給して200℃にて溶融混練し、更に、単軸押出機Xにブタン(イソブタン/ノルマルブタン(重量%)=35:65)1重量部を圧入して溶融混練して発泡性組成物とした後、発泡性組成物を一段目の単軸押出機Xから接続管を通じて連続的に二段目の単軸押出機Yに供給して180℃に冷却して合流ダイに連続的に供給した。
【0071】
又、単軸押出機Zに表面組成物を供給して200℃にて溶融混練して合流ダイに連続的に供給した。又、単軸押出機Wに光反射組成物を供給して200℃にて溶融混練して合流ダイに連続的に供給した。
【0072】
タンデム押出機の二段目の押出機Y、単軸押出機Z及び単軸押出機Wから合流ダイに供給された、発泡性組成物、表面組成物及び光反射組成物を合流ダイ内で合流させて、合流ダイに接続させている環状ダイ(口径φ:140mm、スリット間隙:0.7mm)から押出して、表面組成物からなる表面樹脂層の外周面に、光反射組成物からなる光反射樹脂層と、発泡性組成物を発泡させてなる発泡樹脂層とがこの順序で積層一体化されてなる円筒状体を製造し、この円筒状体を徐々に拡径させた後に冷却マンドレルに供給して冷却した上で円筒状体を任意の点にて押出方向に連続的に内外周面間に亘って切断し展開することによって、光反射樹脂層から形成された光反射層の一面に、表面樹脂層から形成された表面層が積層一体化され、且つ、光反射層の他面に、発泡樹脂層から形成された発泡シートが積層一体化されてなる光反射板を製造した。なお、光反射板において、光反射層は、その厚みが0.3mmで且つ密度が1.24g/cm3であり、表面層は、その厚みが0.01mmで且つ密度が0.9g/cm3であり、発泡シートは、その厚みが0.4mmで且つ密度が0.46g/cm3であった。光反射層中に酸化チタンは130g/m2含有されていた。
【0073】
(実施例4)
4,4’−ビス(ベンゾオキサゾール−2−イル)スチルベンを1重量部の代わりに5重量部とした以外は、実施例1と同様にして光反射板を得た。なお、光反射板において、光反射層は、その厚みが0.3mmで且つ密度が1.24g/cm3であり、表面層は、その厚みが0.01mmで且つ密度が0.9g/cm3であった。光反射層中に酸化チタンは130g/m2含有されていた。
【0074】
(実施例5)
4,4’−ビス(ベンゾオキサゾール−2−イル)スチルベンを1重量部の代わりに5重量部としたこと、ホモポリプロピレン(サンアロマー社製 商品名「PL500A」、メルトフローレイト:3.3g/10分、密度:0.9g/cm3)70重量部、及び、エチレンープロピレンブロック共重合体中にルチル型の二酸化チタンを含有させたマスターバッチ(東洋インキ社製 商品名「PPM 1KB662 WHT FD」、エチレンープロピレンブロック共重合体:30重量%、酸化チタン:70重量%)30重量部を混合して光反射組成物を得たこと以外は実施例1と同様にして光反射板を得た。なお、光反射板において、光反射層は、その厚みが0.3mmで且つ密度が1.08g/cm3であり、表面層は、その厚みが0.01mmで且つ密度が0.9g/cm3であった。光反射層中に酸化チタンは68g/m2含有されていた。
【0075】
(実施例6)
4,4’−ビス(ベンゾオキサゾール−2−イル)スチルベン0.01重量部の代わりに、2,5−チオフェンジイル(5−ter−ブチル−1,3−ベンゾキサゾール)(Ciba社製 商品名「UNITEX OB」、融点:204℃)0.8重量部としたこと以外は実施例1と同様にして光反射板を得た。なお、光反射板において、光反射層は、その厚みが0.3mmで且つ密度が1.24g/cm3であり、表面層は、その厚みが0.01mmで且つ密度が0.9g/cm3であった。光反射層中に酸化チタンは130g/m2含有されていた。
【0076】
(実施例7)
実施例1で得られた光反射板をその表面層の表面温度が150℃となるようにして5分間に亘って加熱した。
【0077】
(実施例8)
実施例2で得られた光反射板をその表面層の表面温度が150℃となるようにして5分間に亘って加熱した。
【0078】
(実施例9)
実施例3で得られた光反射板をその表面層の表面温度が150℃となるようにして5分間に亘って加熱した。
【0079】
(実施例10)
実施例4で得られた光反射板をその表面層の表面温度が150℃となるようにして5分間に亘って加熱した。
【0080】
(実施例11)
実施例5で得られた光反射板をその表面層の表面温度が150℃となるようにして5分間に亘って加熱した。
【0081】
(実施例12)
実施例6で得られた光反射板をその表面層の表面温度が150℃となるようにして5分間に亘って加熱した。
【0082】
(比較例1)
表面組成物中に4,4’−ビス(ベンゾオキサゾール−2−イル)スチルベンを含有させなかったこと以外は実施例1と同様にして光反射板を得た。なお、光反射板において、光反射層は、その厚みが0.3mmで且つ密度が1.24g/cm3であり、表面層は、その厚みが0.01mmで且つ密度が0.9g/cm3であった。光反射層中に酸化チタンは130g/m2含有されていた。
【0083】
(比較例2)
表面組成物中に4,4’−ビス(ベンゾオキサゾール−2−イル)スチルベンを含有させなかったこと以外は実施例3と同様にして光反射板を得た。なお、光反射板において、光反射層は、その厚みが0.3mmで且つ密度が1.24g/cm3であり、表面層は、その厚みが0.01mmで且つ密度が0.9g/cm3であり、発泡シートは、その厚みが0.4mmで且つ密度が0.46g/cm3であった。光反射層中に酸化チタンは130g/m2含有されていた。
【0084】
(比較例3)
表面組成物中に4,4’−ビス(ベンゾオキサゾール−2−イル)スチルベンを含有させなかったこと、ホモポリプロピレン(サンアロマー社製 商品名「PL500A」、メルトフローレイト:3.3g/10分、密度:0.9g/cm3)35重量部、及び、エチレンープロピレンブロック共重合体中にルチル型の二酸化チタンを含有させたマスターバッチ(東洋インキ社製 商品名「PPM 1KB662 WHT FD」、エチレンープロピレンブロック共重合体:30重量%、酸化チタン:70重量%)65重量部を混合して光反射組成物を得たこと以外は実施例1と同様にして光反射板を得た。なお、光反射板において、光反射層は、その厚みが0.3mmで且つ密度が1.4g/cm3であり、表面層は、その厚みが0.01mmで且つ密度が0.9g/cm3であった。光反射層中に酸化チタンは191g/m2含有されていた。
【0085】
(比較例4)
4,4’−ビス(ベンゾオキサゾール−2−イル)スチルベンを1重量部の代わりに0.005重量部とした以外は、実施例1と同様にして光反射板を得た。なお、光反射板において、光反射層は、その厚みが0.3mmで且つ密度が1.24g/cm3であり、表面層は、その厚みが0.01mmで且つ密度が0.9g/cm3であった。光反射層中に酸化チタンは130g/m2含有されていた。
【0086】
(比較例5)
比較例1で得られた光反射板をその表面層の表面温度が150℃となるようにして5分間に亘って加熱した。
【0087】
(比較例6)
比較例2で得られた光反射板をその表面層の表面温度が150℃となるようにして5分間に亘って加熱した。
【0088】
(比較例7)
比較例3で得られた光反射板をその表面層の表面温度が150℃となるようにして5分間に亘って加熱した。
【0089】
(比較例8)
比較例4で得られた光反射板をその表面層の表面温度が150℃となるようにして5分間に亘って加熱した。
【0090】
得られた光反射板において、光反射率及び輝度を下記の要領で、表面層を示差走査熱量分析して得られるDCS曲線において、最大熱ピーク高さHと、最大熱ピーク高さの1/4の高さにおける温度幅Wとの比(W/H)(表1、2では単に「W/H」と表記した)を上述の要領で測定し、その結果を表1、2に示した。
【0091】
(光反射率)
光反射板の光反射率を分光光度計(コニカミノルタ社製 商品名「CM−2600d」)にて光源(F10)を用い、視野角2°で可視光領域(350〜800nm)のY値を測定した。なお、測定条件は下記の通りである。白色校正板は、コニカミノルタ社製から商品名「CM−A145」にて市販されているものを用いた。測定径はφ8mm、測定モードはSCI、UV照射条件は「400nm以下、UV照射有り」とした。
【0092】
なお、光反射板の光反射率は0.1%程度の差であっても、例えば、光反射板を液晶表示装置の反射板として用いた場合、液晶表示装置の表示画面の輝度に大きな差を生じる。
【0093】
(輝度)
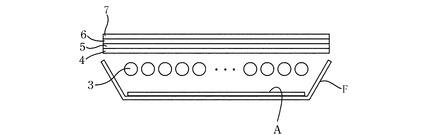
図3に示したように、断面上向きコ字状のフレームFの前面に光反射板Aをその表面層が前側となるように配設すると共に、この光反射板Aの前方5mmの位置にφ4mmの冷陰極管3を15本、配設し、更に、冷陰極管3の前方に、拡散板4、拡散シート5、プリズムシート6及び拡散シート7をこの順序に配設してなる有効画面サイズが52cm×30cmのバックライトユニットを作製した。
【0094】
暗室中に配設したバックライトユニットのフレームFの前面に配設する光反射板として各実施例又は比較例で得られた光反射板Aを用いて、全ての冷陰極管を室温20℃、相対湿度60%の環境下にて1時間に亘って点灯させた。なお、冷陰極管3から光反射板Aに対して照射される光は、照度が11000ルクスであった。
【0095】
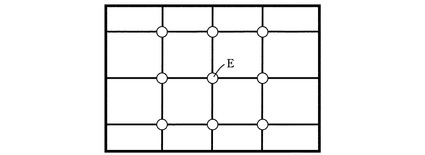
そして、バックライトユニットの拡散シート7表面に、拡散シート7の縁辺に平行な仮想直線を図4に示したように10cm間隔に格子状に描き、この格子の9個の交点における輝度を色彩輝度計(トプコンテクノハウス社製 商品名「BM−7」)を用いて測定した。そして、各交点における輝度の相加平均値を輝度とした。なお、交点Eが拡散シート7の対角線の交点に位置するように調整した。
【0096】
【表1】

【表2】
【符号の説明】
【0097】
A 光反射板
1 光反射層
2 表面層
【技術分野】
【0001】
本発明は、光反射板に関する。
【背景技術】
【0002】
液晶表示装置のバックライトの構成部品などに用いられている反射材は、光源の光を効率的に反射させる役割を担っており、アルミニウム、ステンレスなどの金属薄板、ポリエチレンテレフタレートフィルムに銀を蒸着した蒸着フィルム、アルミニウム箔を積層した積層シート、多孔性樹脂シートなどが従来から用いられている。
【0003】
生産性の高い反射材として、硫酸バリウム、炭酸カルシウム、酸化チタンなどの無機充填剤などをポリプロピレン樹脂に所定量配合した反射シートも用いられており、そのなかでも酸化チタンを配合した反射シートは、酸化チタンの配合量に伴って反射率が大きく向上する。
【0004】
このような反射シートとしては、特許文献1に、融点もしくはガラス転移温度が140℃以上のポリオレフィン樹脂(A)20〜40質量部と無機充填剤(B)80〜60質量部とからなる樹脂組成物を延伸して得られるシートと蛍光増白剤含有膜とからなる反射体が提案されている。
【0005】
一方、液晶表示画面の全面において良好な輝度が得られるように、反射材を冷陰極管やLED(発光ダイオード)に合わせた形状とする必要があり、特に、バックライト方式の液晶表示装置では、複数本の冷陰極管、及び、LEDを液晶セルの後方に配設しており、複数本の冷陰極管、及び、LEDの配設状態に合わせて、反射材を複雑な形状に加工する必要がある。
【0006】
しかしながら、上記反射体は、上述のように延伸されていることから、熱成形性に劣るものであった。従って、上記反射体を冷陰極管、及び、LEDの配設状態に応じた形状に加工するには、反射体に切れ目を入れて折り曲げ加工をする必要があり、加工性が悪く、しかも、折り曲げ加工中に、反射体に亀裂が入ったり、或いは、皺が発生してしまうといった問題点を有していた。
【0007】
又、熱成形可能な反射板として、特許文献2には、所定の平均気泡径を有し且つ凹凸面が形成された無機充填材を含有するポリプロピレン系樹脂発泡シートと、このポリプロピレン系樹脂発泡シートの凹凸面上に積層一体化されたポリプロピレン系樹脂非発泡シートとからなる反射板用発泡シートが開示されている。
【0008】
しかしながら、上記反射板用発泡シートに蛍光増白剤を含有させることについては一切開示されておらず、蛍光増白剤を含有させることによる光反射性の向上については一切記載或いは示唆すらされていない。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2004−301966号公報
【特許文献2】特許第4005123号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
本発明は、光反射性及び熱成形性に優れた光反射板を提供する。
【課題を解決するための手段】
【0011】
本発明の光反射板Aは、ポリオレフィン系樹脂を含有する光反射層1と、この光反射層1の一面に積層一体化され且つポリオレフィン系樹脂を含有する表面層2とを有する光反射板であって、上記表面層2は、酸化チタンを含有せず且つ上記ポリオレフィン系樹脂100重量部に対して蛍光増白剤0.01〜7重量部を含有していると共に、上記光反射層1は、蛍光増白剤を含有せず且つ酸化チタンを50〜170g/m2含有していると共に延伸による空隙が形成されていないことを特徴とする。
【0012】
上記光反射層1を構成しているポリオレフィン系樹脂としては、特に限定されず、ポリエチレン系樹脂、ポリプロピレン系樹脂などが挙げられ、ポリプロピレン系樹脂が好ましい。なお、ポリオレフィン系樹脂は単独で用いられても二種以上が併用されてもよい。
【0013】
ポリエチレン系樹脂としては、特に限定されず、例えば、低密度ポリエチレン、直鎖状低密度ポリエチレン、高密度ポリエチレン、中密度ポリエチレンなどが挙げられる。
【0014】
又、ポリプロピレン樹脂としては、特に限定されず、例えば、ホモポリプロピレン、エチレン−プロピレン共重合体、プロピレン−α−オレフィン共重合体などが挙げられ、光反射板が加熱されても揮発成分を発生させず、液晶表示装置を構成しているガラス板を曇らせることないので、ホモポリプロピレンが好ましい。
【0015】
なお、α−オレフィンとしては、炭素数が4〜10のα−オレフィンが挙げられ、例えば、1−ブテン、1−ペンテン、4−メチル−1−ペンテン、1−ヘキセン、1−ヘプテン、1−オクテンなどが挙げられる。
【0016】
そして、光反射層1には酸化チタンが含有されている。酸化チタンには、ルチル型、アナターゼ型、ブルカイト型があり、ルチル型が好ましい。酸化チタンは光触媒作用を有しており、ポリオレフィン系樹脂をできるだけ劣化させないために表面処理を施しておくことが好ましい。
【0017】
酸化チタンの表面処理方法としては、特に限定されず、例えば、アルミニウム、ケイ素、チタン、ジルコニウム、スズなどの含水酸化物で酸化チタン表面を被覆する方法が挙げられる。
【0018】
そして、光反射層1中における酸化チタンの含有量は、少ないと、光反射板の光反射性が低下する一方、多くても、光反射板の光反射性はそれほど向上しないばかりか、光反射板の軽量性が損なわれるので、50〜170g/m2に限定され、60〜150g/m2が好ましい。
【0019】
一方、光反射層1中には後述する蛍光増白剤は含有されていない。本発明に用いられるような、通常の光触媒反応を抑制するための表面処理が施された酸化チタンと蛍光増白剤とを同一層中に併存させると、バックライトなどの光による酸化チタンの光触媒効果によって、蛍光増白剤が著しく分解、劣化して光反射板の光反射性が低下するからである。後述するような輝度の測定を行った場合には、測定中においても輝度の低下が見られ、安定した輝度の測定さえもできない。
【0020】
更に、光反射層1には延伸による空隙は形成されておらず、光反射層1は熱成形性に優れ、その結果、光反射板Aは、所望の形状に正確に熱成形することができる。
【0021】
そして、光反射層1の一面には表面層2が積層一体化されている。この表面層2はポリオレフィン系樹脂を含有している。なお、表面層2を構成しているポリオレフィン系樹脂は、光反射層1を構成しているポリオレフィン系樹脂と同様であり、ポリプロピレン系樹脂が好ましく、ホモポリプロピレンがより好ましい。
【0022】
表面層2を構成しているポリプロピレン系樹脂の融点は、低いと、表面層中における蛍光増白剤の凝集、ブリードアウトが不充分となることがあるので、150℃以上が好ましく、155〜180℃がより好ましい。なお、ポリプロピレン系樹脂の融点は、JIS K7122のプラスチックの転移熱測定方法に準拠して測定された値をいう。具体的には、ポリプロピレン系樹脂の試料6〜7mgを用意し、この試料を用いてJIS K7122のプラスチックの転移熱測定方法に準拠して示差走査熱量計装置を用いて示差走査熱量分析してDSC曲線を得る。DSC曲線における最大熱ピークの温度をポリプロピレン系樹脂の融点とする。
【0023】
なお、示差走査熱量計装置としては、例えば、エスアイアイ・ナノテクノロジー社から商品名「DSC6220型」で市販されているものを用いることができる。又、示差走査熱量分析は、例えば、窒素ガス流量が25ミリリットル/分、測定温度範囲が−40〜220℃、加熱速度が10℃/分の条件下にて測定すればよい。
【0024】
表面層2には蛍光増白剤が含有されている。この蛍光増白剤は、それ自体は淡黄色であるが、紫外線を吸収することによって青紫色の蛍光を発する染料である。蛍光増白剤としては、特に限定されず、ポリオレフィン系樹脂中に分散させることができればよく、例えば、ベンゾオキサゾール系蛍光増白剤、スチルベン系蛍光増白剤、イミダゾール系蛍光増白剤、クマリン系蛍光増白剤などが挙げられ、優れた耐光性を有する点から、ベンゾオキサゾール系蛍光増白剤が好ましい。なお、蛍光増白剤は、単独で用いられても二種以上が併用されてもよい。
【0025】
蛍光増白剤の融点は、低いと、後述する表面層2の加熱処理時に蛍光増白剤の凝集又はブリードアウトが不充分となり、光反射板の光反射性が低下することがあるので、200℃以上が好ましく、205〜400℃がより好ましい。
【0026】
なお、蛍光増白剤の融点は、JIS K7122のプラスチックの転移熱測定方法に準拠して測定された値をいう。具体的には、蛍光増白剤の試料6〜7mgを用意し、この試料を用いてJIS K7122のプラスチックの転移熱測定方法に準拠して示差走査熱量計装置を用いて示差走査熱量分析してDSC曲線を得る。DSC曲線における最大熱ピークの温度を蛍光増白剤の融点とする。なお、示差走査熱量計装置及び測定条件は、ポリプロピレン系樹脂の融点の測定時と同様にすればよい。
【0027】
蛍光増白剤は、三池染料社から商品名「MikephorBIconc.」で、チバガイギー社から商品名「UvitexOB」で、イーストマン社から商品名「OB−1」で、住友精化社から商品名「TBO」、日本曹達社から商品名「ケイコール」で、日本化薬社から商品名「カヤライト」で市販されている。
【0028】
表面層2中における蛍光増白剤の含有量は、少ないと、蛍光増白剤の凝集又は表面層の表面へのブリードアウトが少なくなり、光反射板の光反射性が低下する一方、多くても、蛍光増白剤の含有量に見合うだけの光反射性を得ることができないので、ポリオレフィン系樹脂100重量部に対して0.01〜7重量部に限定され、0.03〜5重量部が好ましい。
【0029】
そして、表面層2には酸化チタンは含有されていない。これは、酸化チタンは、400nm以下の波長領域の光を吸収するため、表面層2中に酸化チタンが含有されていると、表面層2に入射した紫外線を酸化チタンが吸収してしまい、表面層2中の蛍光増白剤による紫外線の吸収が不充分となり、その結果、蛍光増白剤の発光が不充分となって光反射板の光反射性が低下するからである。
【0030】
更に、表面層2の厚みは、薄いと、光反射板の光反射性が低下することがある一方、厚いと、光反射板の熱成形性が低下することがあるので、5〜100μmが好ましい。
【0031】
又、表面層2は、加熱処理が施されていることが好ましい。このように表面層2に加熱処理が施されることによって表面層2中の蛍光増白剤は下記の如き状態で存在していると推定される。
【0032】
表面層2を構成しているポリオレフィン系樹脂は加熱処理によって結晶化が促進されると、ポリオレフィン系樹脂は結晶性及び非極性樹脂である一方、蛍光増白剤は極性を有し且つ通常200℃以上の融点を有していることから、ポリオレフィン系樹脂の非晶部分に数十nm以下の状態で溶解していた蛍光増白剤が、非晶部分の結晶化に伴って結晶部分から追い出され、その他の非晶部分に集まって凝集し、ポリオレフィン系樹脂の結晶化が更に進むと、蛍光増白剤は表面層2の表面にブリードアウトする。
【0033】
この凝集或いはブリードアウトした蛍光増白剤は数百nm程度の粒子径を有し、光散乱や光反射現象を生じる。そして、蛍光増白剤は、表面層2に入射した紫外線に反応し易くなり、その結果、紫外線を効率良く吸収して可視光領域に蛍光を発し、光反射板は優れた光反射性を発揮する。
【0034】
表面層2の加熱処理は、表面層2の表面温度が、好ましくは表面層を構成しているポリオレフィン系樹脂の融点より30℃低い温度以上で且つ上記ポリオレフィン系樹脂の融点未満、より好ましくは表面層を構成しているポリオレフィン系樹脂の融点より20℃低い温度以上で且つ上記ポリオレフィン系樹脂の融点未満となるように加熱する。表面層2の加熱処理の温度が低いと、蛍光増白剤の凝集或いはブリードアウトが不充分となって、光反射板の光反射性が低下することがあり、高いと、表面層を構成しているポリオレフィン系樹脂の溶融や劣化が生じることがあるからである。なお、表面層2の表面温度の測定は、例えば、堀場製作所社から商品名「IT−550L」にて市販されている放射温度計を用いることができる。
【0035】
又、表面層2の加熱処理の時間は、短いと、蛍光増白剤の凝集或いはブリードアウトが不充分となって、光反射板の光反射性が低下することがあり、長いと、表面層を構成しているポリオレフィン系樹脂の溶融や劣化が生じ、或いは、生産性が低下することがあるので、1〜10分が好ましく、1〜8分がより好ましく、1〜5分が特に好ましい。
【0036】
表面層2の加熱処理方法としては、特に限定されず、例えば、光反射板を加熱ロール間に供給して光反射板の表面層を加熱する方法、光反射板を熱成形する際に、熱成形と同時に光反射板の表面層を加熱する方法、後述する光反射板の製造方法において、円筒状体を加熱して表面層となる表面樹脂層を加熱する方法などが挙げられる。
【0037】
そして、表面層2中のポリオレフィン系樹脂の結晶化が促進されて、表面層2中の蛍光増白剤の凝集又は表面層2の表面へのブリードアウトの度合いを図る指標として、表面層2をJIS K7121のプラスチックの転移温度測定方法に準拠して示差走査熱量分析して得られるDSC曲線における、最大熱ピーク高さHと、最大熱ピーク高さの1/4の高さにおける温度幅Wとの比(W/H)が挙げられる。
【0038】
なお、最大熱ピーク高さHと、最大熱ピーク高さの1/4の高さにおける温度幅Wとの比(W/H)を用いた理由は、DSC曲線の最大熱ピークの根元部において、表面層2の加熱処理によって表れる肩部(凸部)を表現することが困難であったためである。
【0039】
表面層2をJIS K7121のプラスチックの転移温度測定方法に準拠して示差走査熱量分析して得られるDSC曲線において、最大熱ピーク高さHと、最大熱ピーク高さの1/4の高さにおける温度幅Wとの比(W/H)は、小さいと、表面層における蛍光増白剤の凝集又は表面層の表面へのブリードアウトが不充分となり、光反射板の光反射性が低下することがあり、大きいと、表面層中のポリオレフィン系樹脂の結晶化は略完了しており、表面層にこれ以上の熱を加えるとポリオレフィン系樹脂の劣化を生じて表面層が黄変し、光反射板の光反射性が低下するので、2.5〜7.0が好ましく、2.5〜6.0がより好ましく、2.8〜5.0が特に好ましい。
【0040】
なお、最大熱ピーク高さHと、最大熱ピーク高さの1/4の高さにおける温度幅Wは下記の要領で算出される。先ず、表面層2から試料6〜7mgを切り出し、この試料を用いてJIS K7121のプラスチックの転移温度測定方法に準拠して示差走査熱量計装置を用いて示差走査熱量分析してDSC曲線を得る。DSC曲線の一例を図1に示す。
【0041】
示差走査熱量計装置としては、例えば、エスアイアイ・ナノテクノロジー社から商品名「DSC6220型」で市販されているものを用いることができる。又、示差走査熱量分析は、例えば、窒素ガス流量が25ミリリットル/分、測定温度範囲が−40〜220℃、加熱速度が10℃/分の条件下にて測定すればよい。
【0042】
DSC曲線においてJIS K7121に準拠してベースラインLを描く。次に、ベースラインLに直交し且つ最大熱ピークの頂点Pを通る直線Mを描き、直線M上において、ベースラインLと直線Mとの交点Bと、最大熱ピークの頂点Pとの距離を測定して、この距離をDSC曲線の縦軸の単位である「mW」に換算し、この換算値を最大熱ピーク高さHとする。例えば、縦軸の1目盛り2.0mWが紙面上において1.6mmであった場合において、交点Bと最大熱ピークの頂点Pとの紙面上における距離が5.6mmであったときは、Hは、5.6×2.0/1.6=7mWとした。
【0043】
続いて、直線M上において、ベースラインLと直線Mとの交点Bから最大熱ピーク高さHの1/4の距離となる点M1を定め、この点M1を通り且つベースラインLに平行な直線Nを描く。
【0044】
そして、直線Nと、DSC曲線との交点α、βを定め、DSC曲線上の点α、βに対応する温度T1、T2をグラフ上から特定し、温度T1、T2の差を最大熱ピーク高さの1/4の高さにおける温度幅W(単位:℃)とする。
【0045】
又、光反射層1の他面には発泡シートが積層一体化されていてもよい。このような発泡シートとしては、特に限定されず、ポリオレフィン系樹脂発泡シート、ポリスチレン系樹脂発泡シートなどが挙げられる。なお、ポリオレフィン系樹脂発泡シートを構成するポリオレフィン系樹脂は、光反射層を構成しているポリオレフィン系樹脂と同様であるのでその説明を省略するが、発泡性に優れた高溶融張力ポリプロピレン系樹脂が好ましい。なお、高溶融張力ポリプロピレンとしては、特に限定されないが、例えば、特許第2521388号公報、特開2001−226510号公報に記載されているものを用いることができる。
【0046】
なお、光反射板には、その物性を阻害しない範囲内において、銅害防止剤(金属不活性剤)、分散剤(ステアリン酸金属石鹸)、クエンチャー、帯電防止剤、ラクトン系加工安定剤などが添加されてもよい。
【0047】
上記銅害防止剤(金属不活性剤)としては、例えば、N,N−ビス[3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオニル]ヒドラジンなどのヒドラジン系化合物、3−(3,5−ジ−テトラ−ブチル−4−ヒドロキシフェニル)プロピオニルジハイドライジドなどが挙げられる。
【0048】
ポリオレフィン系樹脂は、銅などの金属と接触したり、銅イオンなどの重金属イオンが作用したりすると劣化する場合があるが、上記のような銅害防止剤を予め光反射板に添加しておくと、劣化促進因子である銅イオンなどをキレート化合物として捕捉することができるので、光反射板を各種の液晶表示装置や照明装置等に組み込んで用いる場合に、光反射板が銅などの金属と接触しても、これによる光反射板の劣化を防止することができる。このような効果を得るためには、銅害防止剤の含有量は、光反射層、表面層又は発泡シートを構成しているポリオレフィン系樹脂100重量部に対して0.1〜1.0重量部が好ましい。
【0049】
帯電防止剤としては、例えば、ステアリン酸マグネシウム(分散剤)などの界面活性剤、無機塩、多価アルコール、金属化合物、カーボンなどが挙げられる。このような帯電防止剤を予め光反射板に添加しておくと、光反射板の帯電を防止することができるので、光反射板に埃やゴミが付着するのを防止することができる。このような効果を得るためには、帯電防止剤の含有量は、光反射層、表面層又は発泡シートを構成しているポリオレフィン系樹脂100重量部に対して0.1〜2.0重量部が好ましい。又、帯電防止剤として、高分子型の帯電防止剤も用いることができる。この高分子型の帯電防止剤の含有量は、光反射層、表面層又は発泡シートを構成しているポリオレフィン系樹脂100重量部に対して1.0〜2.0重量部が好ましい。
【0050】
次に、本発明の光反射板の製造方法を説明する。光反射板の製造方法は特に限定されず、例えば、(1)ポリオレフィン系樹脂及び酸化チタンを含有する光反射組成物を第一押出機に供給して溶融混練すると共に、ポリオレフィン系樹脂100重量部及び蛍光増白剤0.01〜7重量部を含有する表面組成物を第二押出機に供給して溶融混練し、第一、第二押出機を接続させている共押出ダイからシート状に共押出して、光反射組成物からなる光反射層上に、表面組成物からなる表面層が積層一体化されてなる光反射板を製造する方法、(2)ポリオレフィン系樹脂及び酸化チタンを含有する光反射組成物を第一押出機に供給して溶融混練すると共に、ポリオレフィン系樹脂100重量部及び蛍光増白剤0.01〜7重量部を含有する表面組成物を第二押出機に供給して溶融混練し、第一、第二押出機を接続させている合流ダイにて合流させた後、合流ダイに接続させている環状ダイから押出して、光反射組成物からなる光反射樹脂層と、表面組成物からなる表面樹脂層とが内外方向に積層一体化されてなる円筒状体を製造し、この円筒状体を拡径させた後に冷却マンドレルに供給して冷却した上で円筒状体を任意の点にて押出方向に連続的に内外周面間に亘って切断し展開することによって、光反射樹脂層から形成された光反射層の一面に、表面樹脂層から形成された表面層が積層一体化されてなる光反射板を製造する方法などが挙げられる。
【0051】
なお、上記(2)の製造方法において、環状ダイの開口部における内側ダイの外径と、冷却マンドレルの押出機側端部の外径との比(内側ダイの外径/冷却マンドレルの押出機側端部の外径)、所謂、ブローアップ比は、2.0〜3.5が好ましい。
【0052】
そして、光反射板の光反射層の他面に発泡シートを積層一体化させる場合には、例えば、(1)ポリオレフィン系樹脂及び酸化チタンを含有する光反射組成物を第一押出機に供給して溶融混練し、ポリオレフィン系樹脂100重量部及び蛍光増白剤0.01〜7重量部を含有する表面組成物を第二押出機に供給して溶融混練し、熱可塑性樹脂及び発泡剤を含有する発泡性組成物を第三押出機に供給して溶融混練し、第一〜三押出機を接続させている合流ダイにて合流させた後、合流ダイに接続させている環状ダイから押出して、光反射組成物からなる光反射樹脂層と、表面組成物からなる表面樹脂層と、発泡性組成物から発泡樹脂層とが内外方向に積層一体化されてなる円筒状体を製造し、この円筒状体を拡径させた後に冷却マンドレルに供給して冷却した上で円筒状体を任意の点にて押出方向に連続的に内外周面間に亘って切断し展開することによって、光反射樹脂層から形成された光反射層の一面に、表面樹脂層から形成された表面層が積層一体化され、且つ、光反射層の他面に発泡樹脂層から形成された発泡シートが積層一体化されてなる光反射板を製造する方法、(2)別途製造した発泡シート上に、製造直後の光反射板をその光反射層が発泡シート側となるように押出ラミネート或いは熱ラミネートして光反射板を製造する方法などが挙げられる。
【0053】
このように製造された光反射板は、光反射層及び表面層の何れも空隙が形成される程に延伸されておらず、更に、発泡シートが積層一体化されている場合も発泡シートは殆ど延伸されておらず、優れた熱成形性を有しており、汎用の熱成形方法を用いて所望形状に正確に熱成形することができる。
【発明の効果】
【0054】
本発明の光反射板は、上述のように、表面層において、蛍光増白剤を所定量含有させている一方、酸化チタンを含有させておらず、表面層に入射した紫外線を蛍光増白剤に効率良く吸収させて可視光領域に蛍光を発するように構成している。
【0055】
更に、光反射板は、その光反射層において、酸化チタンを所定量含有させている一方、蛍光増白剤を含有させておらず、表面層を透過した紫外線を光反射層においてできるだけ吸収させないようにしながら酸化チタンによってその一部の紫外線を表面層側に反射させている。そして、光反射層によって反射させた紫外線を表面層中の蛍光増白剤に吸収させることによって、蛍光増白剤から可視光領域に蛍光を発するように構成している。
【0056】
従って、表面層に入射した紫外線をできるだけ多く蛍光増白剤に吸収させて、蛍光増白剤から可視光領域に蛍光をできるだけ多く発するように構成している。更に、表面層中の蛍光増白剤から放射された光のうち、光反射層側に放射された光は、光反射層にて効率良く反射されて表面層を透過して外部に放射される。よって、本発明の光反射板は優れた光反射性を有する。
【0057】
そして、本発明の光反射板は、光反射層において延伸による空隙は形成されておらず、優れた熱成形性を有しており、汎用の熱成形方法によって所望形状に正確に成形することができる。
【0058】
又、上記光反射板において、表面層に加熱処理が施されている場合には、表面層中の蛍光増白剤がポリオレフィン系樹脂の結晶部分から非晶部分に追い出されて凝集し或いは表面層の表面にブリードアウトしているものと推測される。この凝集し或いはブリードアウトした蛍光増白剤は数百nm程度の粒径を有しているものと考えられ、紫外線に対して反応し易くなっている。従って、表面層中の蛍光増白剤は紫外線を効率良く吸収して可視光領域に更に多くの光量の光を放射することができ、よって、本発明の光反射板は更に優れた光反射性を有する。
【図面の簡単な説明】
【0059】
【図1】本発明の光反射板を示した縦断面図である。
【図2】表面層を示差走査熱量分析して得られるDSC曲線の一例である。
【図3】実施例において輝度を測定する際に作成したバックライトユニットを示した模式縦断面図である。
【図4】図3のバックライトユニットの拡散シートの表面に描いた仮想直線を示した模式平面図である。
【発明を実施するための形態】
【0060】
(実施例1)
一段目の単軸押出機X(口径:90mm)の先端に接続管を介して二段目の単軸押出機Y(口径:115mm)が接続されてなるタンデム型押出機と、口径が65mmの単軸押出機Zを用意し、タンデム型押出機の二段目の単軸押出機Yと単軸押出機Zを同一の合流ダイに接続させると共に、上記合流ダイに環状ダイを接続させた。
【0061】
ホモポリプロピレン(サンアロマー社製 商品名「PL500A」、メルトフローレイト:3.3g/10分、密度:0.9g/cm3、融点:166℃)100重量部及び蛍光増白剤として4,4’−ビス(ベンゾオキサゾール−2−イル)スチルベン(イーストマン社製 商品名「OB−1」、融点:367℃)0.01重量部を混合して表面組成物を得た。
【0062】
又、ホモポリプロピレン(サンアロマー社製 商品名「PL500A」、メルトフローレイト:3.3g/10分、密度:0.9g/cm3)50重量部、及び、エチレンープロピレンブロック共重合体中にルチル型の二酸化チタンを含有させたマスターバッチ(東洋インキ社製 商品名「PPM 1KB662 WHT FD」、エチレンープロピレンブロック共重合体:30重量%、酸化チタン:70重量%)50重量部を混合して光反射組成物を得た。
【0063】
上記単軸押出機Zに表面組成物を供給して200℃にて溶融混練した後に、単軸押出機Zの先端に取り付けた合流ダイに連続的に供給した。一方、タンデム押出機の一段目の単軸押出機Xに光反射組成物を供給して200℃にて溶融混練した後、光反射組成物を一段目の単軸押出機Xから接続管を通じて連続的に二段目の単軸押出機Yに供給し、二段目の単軸押出機Yの先端に取り付けた合流ダイに連続的に供給した。
【0064】
タンデム押出機の二段目の単軸押出機Yと単軸押出機Zから合流ダイに供給された、表面組成物及び光反射組成物を合流ダイ内で合流させて、合流ダイに接続させている環状ダイ(口径φ:140mm、スリット間隙:0.7mm)から押出して、光反射組成物からなる光反射樹脂層の外面に、表面組成物からなる表面樹脂層が積層一体化されてなる円筒状体を製造し、この円筒状体を徐々に拡径させた後に冷却マンドレルに供給して冷却した上で円筒状体を任意の点にて押出方向に連続的に内外周面間に亘って切断し展開することによって、光反射樹脂層から形成された光反射層の一面に、表面樹脂層から形成された表面層が積層一体化されてなる光反射板を製造した。なお、光反射板において、光反射層は、その厚みが0.3mmで且つ密度が1.24g/cm3であり、表面層は、その厚みが0.01mmで且つ密度が0.9g/cm3であった。光反射層中に酸化チタンは130g/m2含有されていた。
【0065】
(実施例2)
4,4’−ビス(ベンゾオキサゾール−2−イル)スチルベンを1重量部の代わりに0.05重量部とした以外は、実施例1と同様にして光反射板を得た。なお、光反射板において、光反射層は、その厚みが0.3mmで且つ密度が1.24g/cm3であり、表面層は、その厚みが0.01mmで且つ密度が0.9g/cm3であった。光反射層中に酸化チタンは130g/m2含有されていた。
【0066】
(実施例3)
一段目の単軸押出機X(口径:90mm)の先端に接続管を介して二段目の単軸押出機Y(口径:115mm)が接続されてなるタンデム型押出機と、口径が65mmの単軸押出機Z、及び、口径が90mmの単軸押出機Wを用意し、タンデム型押出機の二段目の単軸押出機Yと単軸押出機Zと単軸押出機Wを合流ダイに接続させると共に、上記合流ダイに環状ダイを接続させた。
【0067】
ホモポリプロピレン(サンアロマー社製 商品名「PL500A」、メルトフローレイト:3.3g/10分、密度:0.9g/cm3、融点:166℃)100重量部及び蛍光増白剤として4,4’−ビス(ベンゾオキサゾール−2−イル)スチルベン(イーストマン社製 商品名「OB−1」、融点:367℃)0.05重量部を混合して表面組成物を得た。
【0068】
ホモポリプロピレン(サンアロマー社製 商品名「PL500A」、メルトフローレイト:3.3g/10分、密度:0.9g/cm3)50重量部、及び、エチレンープロピレンブロック共重合体中にルチル型の二酸化チタンを含有させたマスターバッチ(東洋インキ社製 商品名「PPM 1KB662 WHT FD」、エチレンープロピレンブロック共重合体:30重量%、酸化チタン:70重量%)50重量部を混合して光反射組成物を得た。
【0069】
ホモポリプロピレン(サンアロマー社製 商品名「PF814」、メルトフローレイト:2.8g/10分、密度:0.9g/cm3、融点:159℃)40重量部、ホモポリプロピレン(サンアロマー社製 商品名「PL500A」、メルトフローレイト:3.3g/10分、密度:0.9g/cm3)60重量部、及び、気泡剤として重炭酸ナトリウムとクエン酸との混合物1.0重量部を混合して発泡用組成物を得た。
【0070】
タンデム押出機の単軸押出機Xに発泡用組成物を供給して200℃にて溶融混練し、更に、単軸押出機Xにブタン(イソブタン/ノルマルブタン(重量%)=35:65)1重量部を圧入して溶融混練して発泡性組成物とした後、発泡性組成物を一段目の単軸押出機Xから接続管を通じて連続的に二段目の単軸押出機Yに供給して180℃に冷却して合流ダイに連続的に供給した。
【0071】
又、単軸押出機Zに表面組成物を供給して200℃にて溶融混練して合流ダイに連続的に供給した。又、単軸押出機Wに光反射組成物を供給して200℃にて溶融混練して合流ダイに連続的に供給した。
【0072】
タンデム押出機の二段目の押出機Y、単軸押出機Z及び単軸押出機Wから合流ダイに供給された、発泡性組成物、表面組成物及び光反射組成物を合流ダイ内で合流させて、合流ダイに接続させている環状ダイ(口径φ:140mm、スリット間隙:0.7mm)から押出して、表面組成物からなる表面樹脂層の外周面に、光反射組成物からなる光反射樹脂層と、発泡性組成物を発泡させてなる発泡樹脂層とがこの順序で積層一体化されてなる円筒状体を製造し、この円筒状体を徐々に拡径させた後に冷却マンドレルに供給して冷却した上で円筒状体を任意の点にて押出方向に連続的に内外周面間に亘って切断し展開することによって、光反射樹脂層から形成された光反射層の一面に、表面樹脂層から形成された表面層が積層一体化され、且つ、光反射層の他面に、発泡樹脂層から形成された発泡シートが積層一体化されてなる光反射板を製造した。なお、光反射板において、光反射層は、その厚みが0.3mmで且つ密度が1.24g/cm3であり、表面層は、その厚みが0.01mmで且つ密度が0.9g/cm3であり、発泡シートは、その厚みが0.4mmで且つ密度が0.46g/cm3であった。光反射層中に酸化チタンは130g/m2含有されていた。
【0073】
(実施例4)
4,4’−ビス(ベンゾオキサゾール−2−イル)スチルベンを1重量部の代わりに5重量部とした以外は、実施例1と同様にして光反射板を得た。なお、光反射板において、光反射層は、その厚みが0.3mmで且つ密度が1.24g/cm3であり、表面層は、その厚みが0.01mmで且つ密度が0.9g/cm3であった。光反射層中に酸化チタンは130g/m2含有されていた。
【0074】
(実施例5)
4,4’−ビス(ベンゾオキサゾール−2−イル)スチルベンを1重量部の代わりに5重量部としたこと、ホモポリプロピレン(サンアロマー社製 商品名「PL500A」、メルトフローレイト:3.3g/10分、密度:0.9g/cm3)70重量部、及び、エチレンープロピレンブロック共重合体中にルチル型の二酸化チタンを含有させたマスターバッチ(東洋インキ社製 商品名「PPM 1KB662 WHT FD」、エチレンープロピレンブロック共重合体:30重量%、酸化チタン:70重量%)30重量部を混合して光反射組成物を得たこと以外は実施例1と同様にして光反射板を得た。なお、光反射板において、光反射層は、その厚みが0.3mmで且つ密度が1.08g/cm3であり、表面層は、その厚みが0.01mmで且つ密度が0.9g/cm3であった。光反射層中に酸化チタンは68g/m2含有されていた。
【0075】
(実施例6)
4,4’−ビス(ベンゾオキサゾール−2−イル)スチルベン0.01重量部の代わりに、2,5−チオフェンジイル(5−ter−ブチル−1,3−ベンゾキサゾール)(Ciba社製 商品名「UNITEX OB」、融点:204℃)0.8重量部としたこと以外は実施例1と同様にして光反射板を得た。なお、光反射板において、光反射層は、その厚みが0.3mmで且つ密度が1.24g/cm3であり、表面層は、その厚みが0.01mmで且つ密度が0.9g/cm3であった。光反射層中に酸化チタンは130g/m2含有されていた。
【0076】
(実施例7)
実施例1で得られた光反射板をその表面層の表面温度が150℃となるようにして5分間に亘って加熱した。
【0077】
(実施例8)
実施例2で得られた光反射板をその表面層の表面温度が150℃となるようにして5分間に亘って加熱した。
【0078】
(実施例9)
実施例3で得られた光反射板をその表面層の表面温度が150℃となるようにして5分間に亘って加熱した。
【0079】
(実施例10)
実施例4で得られた光反射板をその表面層の表面温度が150℃となるようにして5分間に亘って加熱した。
【0080】
(実施例11)
実施例5で得られた光反射板をその表面層の表面温度が150℃となるようにして5分間に亘って加熱した。
【0081】
(実施例12)
実施例6で得られた光反射板をその表面層の表面温度が150℃となるようにして5分間に亘って加熱した。
【0082】
(比較例1)
表面組成物中に4,4’−ビス(ベンゾオキサゾール−2−イル)スチルベンを含有させなかったこと以外は実施例1と同様にして光反射板を得た。なお、光反射板において、光反射層は、その厚みが0.3mmで且つ密度が1.24g/cm3であり、表面層は、その厚みが0.01mmで且つ密度が0.9g/cm3であった。光反射層中に酸化チタンは130g/m2含有されていた。
【0083】
(比較例2)
表面組成物中に4,4’−ビス(ベンゾオキサゾール−2−イル)スチルベンを含有させなかったこと以外は実施例3と同様にして光反射板を得た。なお、光反射板において、光反射層は、その厚みが0.3mmで且つ密度が1.24g/cm3であり、表面層は、その厚みが0.01mmで且つ密度が0.9g/cm3であり、発泡シートは、その厚みが0.4mmで且つ密度が0.46g/cm3であった。光反射層中に酸化チタンは130g/m2含有されていた。
【0084】
(比較例3)
表面組成物中に4,4’−ビス(ベンゾオキサゾール−2−イル)スチルベンを含有させなかったこと、ホモポリプロピレン(サンアロマー社製 商品名「PL500A」、メルトフローレイト:3.3g/10分、密度:0.9g/cm3)35重量部、及び、エチレンープロピレンブロック共重合体中にルチル型の二酸化チタンを含有させたマスターバッチ(東洋インキ社製 商品名「PPM 1KB662 WHT FD」、エチレンープロピレンブロック共重合体:30重量%、酸化チタン:70重量%)65重量部を混合して光反射組成物を得たこと以外は実施例1と同様にして光反射板を得た。なお、光反射板において、光反射層は、その厚みが0.3mmで且つ密度が1.4g/cm3であり、表面層は、その厚みが0.01mmで且つ密度が0.9g/cm3であった。光反射層中に酸化チタンは191g/m2含有されていた。
【0085】
(比較例4)
4,4’−ビス(ベンゾオキサゾール−2−イル)スチルベンを1重量部の代わりに0.005重量部とした以外は、実施例1と同様にして光反射板を得た。なお、光反射板において、光反射層は、その厚みが0.3mmで且つ密度が1.24g/cm3であり、表面層は、その厚みが0.01mmで且つ密度が0.9g/cm3であった。光反射層中に酸化チタンは130g/m2含有されていた。
【0086】
(比較例5)
比較例1で得られた光反射板をその表面層の表面温度が150℃となるようにして5分間に亘って加熱した。
【0087】
(比較例6)
比較例2で得られた光反射板をその表面層の表面温度が150℃となるようにして5分間に亘って加熱した。
【0088】
(比較例7)
比較例3で得られた光反射板をその表面層の表面温度が150℃となるようにして5分間に亘って加熱した。
【0089】
(比較例8)
比較例4で得られた光反射板をその表面層の表面温度が150℃となるようにして5分間に亘って加熱した。
【0090】
得られた光反射板において、光反射率及び輝度を下記の要領で、表面層を示差走査熱量分析して得られるDCS曲線において、最大熱ピーク高さHと、最大熱ピーク高さの1/4の高さにおける温度幅Wとの比(W/H)(表1、2では単に「W/H」と表記した)を上述の要領で測定し、その結果を表1、2に示した。
【0091】
(光反射率)
光反射板の光反射率を分光光度計(コニカミノルタ社製 商品名「CM−2600d」)にて光源(F10)を用い、視野角2°で可視光領域(350〜800nm)のY値を測定した。なお、測定条件は下記の通りである。白色校正板は、コニカミノルタ社製から商品名「CM−A145」にて市販されているものを用いた。測定径はφ8mm、測定モードはSCI、UV照射条件は「400nm以下、UV照射有り」とした。
【0092】
なお、光反射板の光反射率は0.1%程度の差であっても、例えば、光反射板を液晶表示装置の反射板として用いた場合、液晶表示装置の表示画面の輝度に大きな差を生じる。
【0093】
(輝度)
図3に示したように、断面上向きコ字状のフレームFの前面に光反射板Aをその表面層が前側となるように配設すると共に、この光反射板Aの前方5mmの位置にφ4mmの冷陰極管3を15本、配設し、更に、冷陰極管3の前方に、拡散板4、拡散シート5、プリズムシート6及び拡散シート7をこの順序に配設してなる有効画面サイズが52cm×30cmのバックライトユニットを作製した。
【0094】
暗室中に配設したバックライトユニットのフレームFの前面に配設する光反射板として各実施例又は比較例で得られた光反射板Aを用いて、全ての冷陰極管を室温20℃、相対湿度60%の環境下にて1時間に亘って点灯させた。なお、冷陰極管3から光反射板Aに対して照射される光は、照度が11000ルクスであった。
【0095】
そして、バックライトユニットの拡散シート7表面に、拡散シート7の縁辺に平行な仮想直線を図4に示したように10cm間隔に格子状に描き、この格子の9個の交点における輝度を色彩輝度計(トプコンテクノハウス社製 商品名「BM−7」)を用いて測定した。そして、各交点における輝度の相加平均値を輝度とした。なお、交点Eが拡散シート7の対角線の交点に位置するように調整した。
【0096】
【表1】
【表2】
【符号の説明】
【0097】
A 光反射板
1 光反射層
2 表面層
【特許請求の範囲】
【請求項1】
ポリオレフィン系樹脂を含有する光反射層と、この光反射層の一面に積層一体化され且つポリオレフィン系樹脂を含有する表面層とを有する光反射板であって、上記表面層は、酸化チタンを含有せず且つ上記ポリオレフィン系樹脂100重量部に対して蛍光増白剤0.01〜7重量部を含有していると共に、上記光反射層は、蛍光増白剤を含有せず且つ酸化チタンを50〜170g/m2含有していると共に延伸による空隙が形成されていないことを特徴とする光反射板。
【請求項2】
表面層の厚みが5〜100μmであることを特徴とする請求項1に記載の光反射板。
【請求項3】
表面層を構成しているポリオレフィン系樹脂がポリプロピレン系樹脂であることを特徴とする請求項1又は請求項2に記載の光反射板。
【請求項4】
光反射層の他面に発泡シートが積層一体化されていることを特徴とする請求項1に記載の光反射板。
【請求項5】
表面層を構成しているポリオレフィン系樹脂がホモポリプロピレンであることを特徴とする請求項1に記載の光反射板。
【請求項6】
表面層を構成しているポリプロピレン系樹脂の融点が150℃以上であることを特徴とする請求項3に記載の光反射板。
【請求項7】
蛍光増白剤は、融点が200℃以上であるベンゾオキサゾール系蛍光増白剤であることを特徴とする請求項1に記載の光反射板。
【請求項8】
加熱処理が施されてなることを特徴とする請求項1乃至請求項7の何れか1項に記載の光反射板。
【請求項9】
表面層を示差走査熱量分析して得られるDCS曲線において、最大熱ピーク高さHと、最大熱ピーク高さの1/4の高さにおける温度幅Wとの比(W/H)が2.5〜7.0であることを特徴とする請求項1に記載の光反射板。
【請求項10】
表面層の表面温度が、上記表面層を構成しているポリオレフィン系樹脂の融点より30℃低い温度以上で且つ上記ポリオレフィン系樹脂の融点未満となるように加熱処理が施されていることを特徴とする請求項8に記載の光反射板。
【請求項11】
ポリオレフィン系樹脂及び酸化チタンを含有する光反射組成物を第一押出機に供給して溶融混練すると共に、ポリオレフィン系樹脂100重量部及び蛍光増白剤0.01〜7重量部を含有する表面組成物を第二押出機に供給して溶融混練し、第一、第二押出機を接続させているダイから共押出して、光反射組成物からなる光反射層上に、表面組成物からなる表面層が積層一体化されてなる光反射板を製造し、この光反射板の表面層をその表面温度が上記表面層を構成しているポリオレフィン系樹脂の融点より30℃低い温度以上で且つ上記ポリオレフィン系樹脂の融点未満となるように加熱して加熱処理を施すことを特徴とする光反射板の製造方法。
【請求項1】
ポリオレフィン系樹脂を含有する光反射層と、この光反射層の一面に積層一体化され且つポリオレフィン系樹脂を含有する表面層とを有する光反射板であって、上記表面層は、酸化チタンを含有せず且つ上記ポリオレフィン系樹脂100重量部に対して蛍光増白剤0.01〜7重量部を含有していると共に、上記光反射層は、蛍光増白剤を含有せず且つ酸化チタンを50〜170g/m2含有していると共に延伸による空隙が形成されていないことを特徴とする光反射板。
【請求項2】
表面層の厚みが5〜100μmであることを特徴とする請求項1に記載の光反射板。
【請求項3】
表面層を構成しているポリオレフィン系樹脂がポリプロピレン系樹脂であることを特徴とする請求項1又は請求項2に記載の光反射板。
【請求項4】
光反射層の他面に発泡シートが積層一体化されていることを特徴とする請求項1に記載の光反射板。
【請求項5】
表面層を構成しているポリオレフィン系樹脂がホモポリプロピレンであることを特徴とする請求項1に記載の光反射板。
【請求項6】
表面層を構成しているポリプロピレン系樹脂の融点が150℃以上であることを特徴とする請求項3に記載の光反射板。
【請求項7】
蛍光増白剤は、融点が200℃以上であるベンゾオキサゾール系蛍光増白剤であることを特徴とする請求項1に記載の光反射板。
【請求項8】
加熱処理が施されてなることを特徴とする請求項1乃至請求項7の何れか1項に記載の光反射板。
【請求項9】
表面層を示差走査熱量分析して得られるDCS曲線において、最大熱ピーク高さHと、最大熱ピーク高さの1/4の高さにおける温度幅Wとの比(W/H)が2.5〜7.0であることを特徴とする請求項1に記載の光反射板。
【請求項10】
表面層の表面温度が、上記表面層を構成しているポリオレフィン系樹脂の融点より30℃低い温度以上で且つ上記ポリオレフィン系樹脂の融点未満となるように加熱処理が施されていることを特徴とする請求項8に記載の光反射板。
【請求項11】
ポリオレフィン系樹脂及び酸化チタンを含有する光反射組成物を第一押出機に供給して溶融混練すると共に、ポリオレフィン系樹脂100重量部及び蛍光増白剤0.01〜7重量部を含有する表面組成物を第二押出機に供給して溶融混練し、第一、第二押出機を接続させているダイから共押出して、光反射組成物からなる光反射層上に、表面組成物からなる表面層が積層一体化されてなる光反射板を製造し、この光反射板の表面層をその表面温度が上記表面層を構成しているポリオレフィン系樹脂の融点より30℃低い温度以上で且つ上記ポリオレフィン系樹脂の融点未満となるように加熱して加熱処理を施すことを特徴とする光反射板の製造方法。
【図1】


【図2】

【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2010−237325(P2010−237325A)
【公開日】平成22年10月21日(2010.10.21)
【国際特許分類】
【出願番号】特願2009−83585(P2009−83585)
【出願日】平成21年3月30日(2009.3.30)
【出願人】(000002440)積水化成品工業株式会社 (1,335)
【Fターム(参考)】
【公開日】平成22年10月21日(2010.10.21)
【国際特許分類】
【出願日】平成21年3月30日(2009.3.30)
【出願人】(000002440)積水化成品工業株式会社 (1,335)
【Fターム(参考)】
[ Back to top ]