
光学シート、及び光学シートの製造方法
【課題】切断時における厚さ方向の変形や、切断線の非直線化を極力抑制して、仕上がりが良好で且つ形状的にも見栄えのよい光学シート、及び光学シートの製造方法を提供すること。
【解決手段】本発明は、基材層12と、基材層12の一方の面に沿って並列する複数の光透過部16及び光透過部16の間に形成された光吸収部17を有し且つ基材層12の一方の面側に積層された光学機能層13と、基材層12の他方の面側に積層された保護層11と、光学機能層13の他方の面側に積層された粘着剤層14と、粘着剤層14を剥離可能に被覆する被覆層15と、が一体的に積層されてなる平面視において矩形状に形成される光学シート1であって、被覆層15の側の幅が最も小さく、且つ、保護層11の側に向かって漸次幅が大きくなるように、厚さ方向D3の断面において略台形状に形成されている光学シート1である。
【解決手段】本発明は、基材層12と、基材層12の一方の面に沿って並列する複数の光透過部16及び光透過部16の間に形成された光吸収部17を有し且つ基材層12の一方の面側に積層された光学機能層13と、基材層12の他方の面側に積層された保護層11と、光学機能層13の他方の面側に積層された粘着剤層14と、粘着剤層14を剥離可能に被覆する被覆層15と、が一体的に積層されてなる平面視において矩形状に形成される光学シート1であって、被覆層15の側の幅が最も小さく、且つ、保護層11の側に向かって漸次幅が大きくなるように、厚さ方向D3の断面において略台形状に形成されている光学シート1である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、平面視において矩形状に形成される光学シート、及び光学シートの製造方法に関する。
【背景技術】
【0002】
液晶ディスプレイ、プラズマディスプレイ、リアプロジェクションディスプレイ、有機ELディスプレイ、電界放出ディスプレイ等のような、映像を観察者に出射する映像表示装置には、映像源と、この映像源からの映像光の質を高めて観察者に出射するための各種機能を有する層を具備する光学シートと、が備えられている。
【0003】
光学シートとしては、例えば、基材層と、光学機能層と、光学シートをディスプレイパネル等の表面に接合するための粘着剤層と、を備えているものがある。このような光学シートは、更に、基材層を保護する保護層と、粘着剤層を剥離可能に被覆する被覆層と、を備えている。光学シートは、これらの各層が一体的に積層され且つ保護層及び被覆層が最外層に配置される積層シートから、平面視において矩形状に切断されて形成される。
【0004】
このような光学シートを、積層シートから平面視において矩形状に切断して形成する際には、従来では、積層シートに対して、被覆層の側から保護層の側に向かって切断刃を、被覆層及び保護層の表面に対して垂直に移動させることにより、被覆層の側の幅と保護層の側の幅とが同一となるように、光学シートは、厚さ方向の断面において正四角形状に切断加工されて形成される。そして、切断加工後において、切断刃は、切断時の移動軌跡に沿って逆方向に抜いて移動される。これによって、光学シートは、切断面が被覆層及び保護層の表面に対して直角に形成されていた(特許文献1、2参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2006−189867号公報
【特許文献2】特開2009−198588号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
仮に、被覆層、接着剤層、基材層、光学機能層及び保護層の順に積層された積層シートに対して、切断刃を、被覆層から保護層の順に移動させてシートを切断する場合には、切断刃は、硬さの大きい(弾性率の大きい)基材層に、それよりも硬さの小さい(弾性率の小さい)光学機能層よりも先に接触することになるので、基材層による光学機能層の支持性能が低下したり、無くなったりする。そのため、切断刃は、支持がない状態で硬さが小さく柔らかい状態の光学機能層を切断することになり、シート面の法線方向から視て、シートの切断線が真っ直ぐになりにくい。
【0007】
また、積層シートの長手方向と光学機能層の光透過部及び光吸収部が延びる方向(延在方向)とは、通常一致している。積層シートから平面視において矩形状の光学シートを切断して形成する際に、光学機能層における複数の光透過部及び光吸収部の並列方向に対して略平行な方向(平行ではない方向)を短辺とし、その並列方向に対して略直交する方向(直交方向ではない方向)を長辺とする矩形状に切断して光学シートを形成することがある。このように形成された光学シートは、長辺方向に沿う切断線の一部が光学機能層における光吸収部を斜めに横切る状態で切断され、光学シートの長辺と光学機能層の光透過部及び光吸収部の延在方向とが角度をなしている(平行ではない)。このような光学シートによれば、ディスプレイパネルの表面に接合した状態において、モアレを低減できる。
【0008】
このように、基材層による支持性能が低下し又は無くなっている光学機能層における光吸収部を、上記のように光学シートの長辺となる切断線の一部が光学機能層における光吸収部を斜めに横切る状態で切断すると、光学機能層において光透過部に比べて硬さの小さい光吸収部は、一段と切れ難くなる、そのため、光学シートの長辺に沿う切断線は、非直線状(折れ線状、ジグザク状など)になりやすい。
その結果、光学シートの切断面を直線状に仕上げることが困難となり、また、形状的にきれいな形状の光学シートが得られないという問題があった。
【0009】
本発明は、切断時における厚さ方向の変形や、切断線の非直線化を極力抑制して、仕上がりが良好で且つ形状的にも見栄えのよい光学シート、及び光学シートの製造方法を提供することを課題とする。
【課題を解決するための手段】
【0010】
上記課題を解決するために、本発明は、以下の手段を採用する。
請求項1に記載の発明は、基材層(12)と、前記基材層(12)の一方の面に沿って並列する複数の光透過部(16)及び前記光透過部(16)の間に形成された光吸収部(17)を有し且つ前記基材層(12)の一方の面側に積層された光学機能層(13)と、前記基材層(12)の他方の面側に積層された保護層(11)と、前記光学機能層(13)の他方の面側に積層された粘着剤層(14)と、前記粘着剤層(14)を剥離可能に被覆する被覆層(15)と、が一体的に積層されてなる平面視において矩形状に形成される光学シート(1)であって、前記被覆層(15)の側の幅が最も小さく、且つ、前記保護層(11)の側に向かって漸次幅が大きくなるように、厚さ方向(D3)の断面において略台形状に形成されている光学シート(1)である。
【0011】
請求項2に記載の発明は、請求項1に記載の光学シートにおいて、前記光学シート(1)は、前記光学機能層(13)における複数の前記光透過部(16)の並列方向(D12)に対して略平行な方向を短辺とし、前記並列方向(D12)に対して略直交する方向を長辺とする矩形状に形成されている光学シート(1)である。
【0012】
請求項3に記載の発明は、基材層(12)と、前記基材層(12)の一方の面に沿って並列する複数の光透過部(16)及び前記光透過部(16)の間に形成された光吸収部(17)を有し且つ前記基材層(12)の一方の面側に積層された光学機能層(13)と、前記基材層(12)の他方の面側に積層された保護層(11)と、前記光学機能層(13)の他方の面側に積層された粘着剤層(14)と、前記粘着剤層(14)を剥離可能に被覆する被覆層(15)と、を一体的に積層して積層シート(10)を作製する積層シート作製工程(S10)と、前記積層シート(10)に対して、前記被覆層(15)の側から前記保護層(11)の側に向かって切断刃(20)を下降移動させることにより、前記被覆層(15)の側の幅が最も小さく、且つ、前記保護層(11)の側に向かって漸次幅が大きくなるように、厚さ方向(D3)の断面において略台形状で平面視において矩形状の光学シート(1)の切断加工を行う光学シート切断加工工程(S30)と、を有する光学シートの製造方法である。
【0013】
請求項4に記載の発明は、請求項3に記載の光学シートの製造方法において、前記積層シート作製工程(S10)の後で且つ前記光学シート切断加工工程(S30)の前に、前記積層シート(10)をロール状に巻回してシートロール(30)を作製するシートロール作製工程(S20)を更に備える光学シートの製造方法である。
【0014】
請求項5に記載の発明は、請求項3又は4に記載の光学シートの製造方法において、前記光学シート切断加工工程(S30)において、前記光学シート(1)は、前記光学機能層(13)における複数の前記光透過部(16)の並列方向(D12)に対して略平行な方向を短辺とし、前記並列方向(D12)に対して略直交する方向を長辺とする矩形状に切断加工される光学シートの製造方法である。
【発明の効果】
【0015】
本発明によれば、切断時における厚さ方向の変形や、切断線の非直線化を極力抑制して、仕上がりが良好で且つ形状的にも見栄えのよい光学シート、及び光学シートの製造方法を提供することができる。
【図面の簡単な説明】
【0016】
【図1】実施形態に係る光学シートの縦断面図である。
【図2】図1に示した光学シートの平面図である。
【図3】図1に示した光学シートの光学機能層の一部を概略的に拡大して示す断面図である。
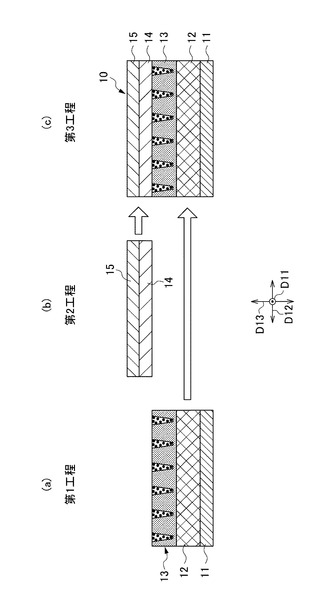
【図4】実施形態に係る光学シートの製造方法の積層シート作製工程を示す図であって、(a)は第1工程、(b)は第2工程、(c)は第3工程を示す断面図である。
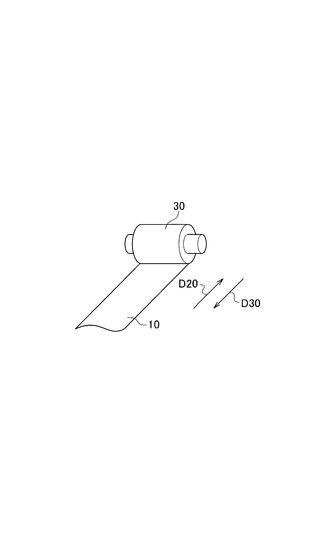
【図5】実施形態に係る光学シートの製造方法のシートロール作製工程を概略的に示す斜視図である。
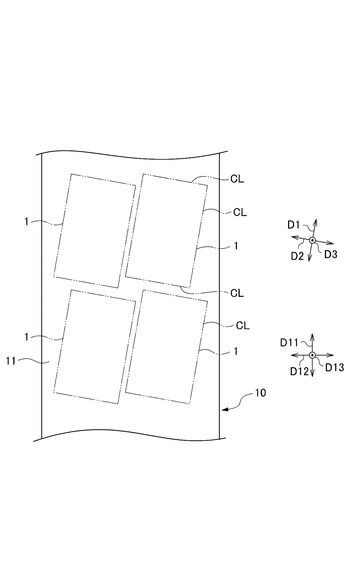
【図6】積層シートに対する光学シートの配置関係の例を示す平面図である。
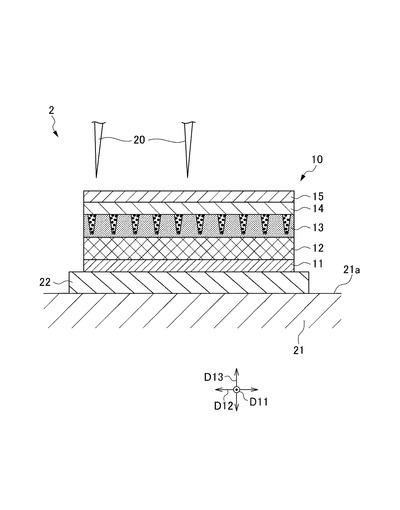
【図7】切断装置の要部を拡大して示す断面図である。
【図8】実施形態に係る光学シートの製造方法の光学シート切断加工工程を示す要部の拡大断面図である。
【図9】積層シートに対する光学シートの配置関係の別の例を示す平面図である。
【発明を実施するための形態】
【0017】
本発明の上記した作用及び効果は、次に説明する発明を実施するための形態から明らかにされる。以下、本発明の実施形態を図面に基づき説明する。ただし、本発明はこれら実施形態に限定されるものではない。なお、図面は、図示と理解のしやすさの便宜上、適宜簡略化している。また、各図面において、同様の構成には同じ符号を付しており、繰り返しとなる符号を一部省略している場合がある。
【0018】
(実施形態)
本発明の実施形態について、図面を参照しながら説明する。図1は、実施形態に係る光学シートの縦断面図である。図2は、図1に示した光学シートの平面図である。図3は、図1に示した光学シートの光学機能層の一部を概略的に拡大して示す断面図である。
なお、光学シート1の説明において、光学シート1の長辺が延びる方向を「長辺方向D1」という。光学シート1の厚さ方向を「厚さ方向D3」という。光学シート1の短辺が延びる方向であって、長辺方向D1及び厚さ方向D3と直交する方向を「短辺方向D2」という。
【0019】
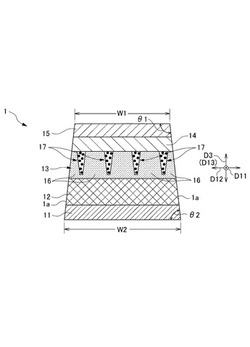
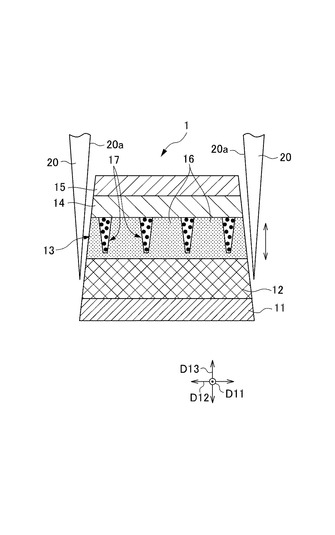
映像を観察者に出射する映像表示装置(不図示)には、映像源(不図示)と、映像源からの映像光の質を高めて観察者に出射するための各種機能を有する層を具備する光学シート1と、が備えられている。実施形態の光学シート1は、被覆層15及び保護層11を剥がした状態で、粘着剤層14の粘着力を利用して、ディスプレイパネル等の表面に接合されるものである。図1に示すように、実施形態の光学シート1は、接合前の状態(被覆層15及び保護層11を剥がす前の状態)において、厚さ方向D3において、被覆層15と粘着剤層14と光学機能層13と基材層12と保護層11とがこの順に配置され、一体的に積層されている。光学シート1は、被覆層15の側の幅W1が最も小さく、保護層11の側の幅W2が最も大きい、つまり、被覆層15の側から保護層11の側に向かって漸次幅が大きくなるように、厚さ方向D3の断面において略台形状に形成されている。
【0020】
光学シート1の短辺方向D2の両側の斜辺1a、1aは、被覆層15の表面とのなす角度θ1が90°超100°以下になるように、また、保護層11の表面とのなす角度θ2が80°以上90°未満になるように、傾斜している。
【0021】
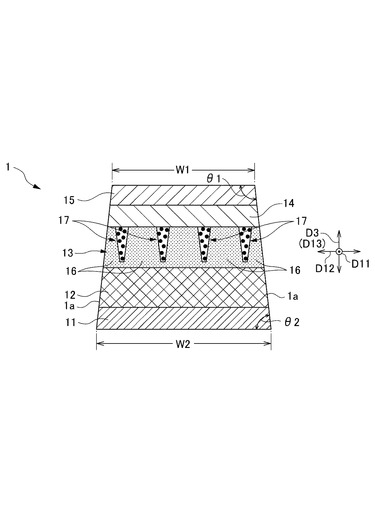
図2に示すように、光学シート1は、その長辺方向D1に沿う厚さ方向D3の断面において、被覆層15の側から保護層11の側に向かって漸次幅が大きくように、略台形状に形成されている。光学シート1の長辺方向D1の両側の斜辺1b、1b(図2参照)も、短辺方向D2の両側の斜辺1a、1aと同様な角度で傾斜している。
斜辺1a及び斜辺1bは、積層シート10から光学シート1を切断加工する際(詳細は後述)の切断面である。
以下、図1の断面に示す各層15、14、13、12、11について説明する。
【0022】
(被覆層15)
被覆層15は、後述する粘着剤層14を剥離可能に被覆する層である。また、被覆層15は、粘着剤層14を形成する際の基材としても用いることができる層である。
【0023】
光学シート1を他の部材(本実施形態では、ディスプレイパネルの表面)に貼り合わせる際に粘着剤層14を用いるため、被覆層15は粘着剤層14から剥離される必要がある。この場合、被覆層15としては、例えば、保護層11に用いられる離型フィルムの基材(後述)と同様のものを用いることができる。このように、光学シート1を利用する際には剥離して破棄されることを前提として被覆層15を用いる場合、被覆層15は、粘着剤層14を介して光学シート1を他の部材に貼り合わせるまでの間、粘着剤層14に異物が付着することや、粘着剤層14が他のものと接触することを防止する役割を果たす。
【0024】
(粘着剤層14)
粘着剤層14は、粘着剤を含む粘着剤組成物によって構成される層である。粘着剤とは、接着剤の1種をいい、接着の際に室温下(例えば、15〜40℃)で、単に適度な、通常、軽く手で押圧する程度の加圧のみにより、表面の粘着性のみで接着可能なものをいう。粘着剤組成物は、光を透過させるとともに、適切な粘着性を有すればその材質は特に限定されるものではない。粘着剤層14の粘着力は、例えば、数N/25mm〜20N/25mm程度とすることができる。
【0025】
粘着剤層14に用いることができる粘着剤は、必要な成膜性、光透過性、粘着性、耐候性を実現するものであれば特に限定されるものではなく、従来公知の各種粘着剤を適宜選択して用いることができる。粘着剤層14の透明性は、高いほどよいが、好ましくは可視光域380〜780nmにおける波長平均光線透過率が70%以上、より好ましくは80%以上となる光透過性が良い。
【0026】
(光学機能層13)
光学機能層13は、映像源側から入射した映像光の光路を制御するとともに、迷光や外光を適切に吸収する機能を有する層である。
なお、光学機能層13の光透過部16及び光吸収部17が延びる方向(延在方向)は、積層シート10の長手方向D11(図6参照)と一致しているものとする。光透過部16及び光吸収部17が並列する方向(並列方向)は、積層シート10の幅方向D12(図6参照)と一致しているものとする。
【0027】
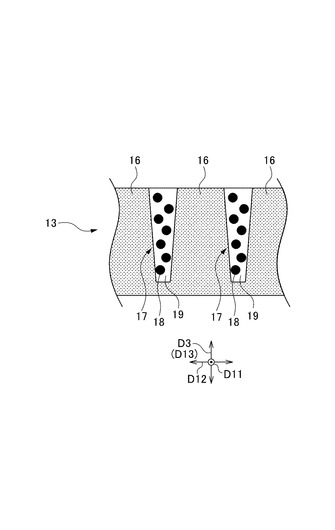
図3に示すように、光学機能層13は、光を透過可能に層面に沿って並列された複数の光透過部16と、並列された光透過部16の間に形成され且つ光を吸収可能な光吸収部17と、を備えている。光透過部16及び光吸収部17は、それらが並列する方向(並列方向)D12と直交する方向(延在方向D11)に直線状に延びている。光学機能層13は、このような光透過部16及び光吸収部17を備えることによって、表示装置に備えられた際に、映像源側から入射した映像光の光路を制御するとともに、迷光や外光を適切に吸収する機能を有する。
【0028】
光学シート1は、平面視において光学機能層13における複数の光透過部16の並列方向D12に対して略平行な方向を短辺とし、並列方向D12に対して略直交する方向を長辺とする矩形状に形成されている。つまり、光学シート1の長辺は、長辺方向D1に延びており、短辺は、短辺方向D2に延びている。「略平行な方向」とは、例えば、並列方向D12に対して2°〜5°の方向である。「略直交する方向」とは、例えば、並列方向D12に対して92°〜95°の方向である。
【0029】
光透過部16は、映像光を透過する機能を有する部位であり、図1及び図3に表れる断面において、略台形の断面を有する要素である。この略台形の断面における上底及びこの上底より長い下底は、光学機能層13の層面に沿う方向(並列方向D12)に配置されている。なお、「上底」及び「下底」とは、台形の形状を基準にした表現であり、シートの上下方向(厚さ方向D3)とは一致しない場合がある(以下、同様とする。)。また、光透過部16は、屈折率がNpであり、光透過性を有する。このような光透過部16は、光透過部構成組成物を硬化させることによって構成することができる。なお、屈折率Npの値は、特に限定されることはないが、適用する材料の入手性の観点等から1.49〜1.56であることが好ましい。
【0030】
光透過部構成組成物としては、紫外線などの光で硬化させられるものが好ましく、例えば、光硬化型プレポリマー、反応性希釈モノマーおよび光重合開始剤を配合した光硬化型樹脂組成物が好ましく用いられる。
【0031】
次に、光吸収部17について説明する。光吸収部17は、光透過部16の間に配置され、図1及び図3に表れる断面において略台形面を有する要素である。光吸収部17の略台形の断面における上底及びこの上底より長い下底は、光学機能層13の層面に沿う方向(並列方向D12)に配置されている。また、光吸収部17の略台形の断面の上底に相当する面は、光透過部16の下底間に並列されている。そして、光吸収部17の下底及び光透過部16の上底により、光学機能層13の一方の面は形成されている。光吸収部17の略台形の断面における斜辺は、光学機能層13の層面の法線方向(厚さ方向D3)に対して0度以上10度以下の角度をなしていることが好ましい。
【0032】
なお、台形は、等脚台形に限らず、不等脚台形を含む。台形における斜辺の角度が0度に近い場合、光透過部16及び光吸収部17の断面は略矩形となる。また、光吸収部17の上記斜辺は、必ずしも一定の傾きを有している必要はなく、折れ線状であってもよいし、曲線状であってもよい。さらに、光吸収部17の断面は、上底の長さが極めて短い略三角形であってもよい。
【0033】
また、光吸収部17は、光透過部16の屈折率Npよりも小さい屈折率Nbを有する所定の材料により構成されている。このように光透過部16の屈折率Npと光吸収部17の屈折率Nbとの大小関係をNp>Nbとすることにより、光透過部16に入射した映像源からの映像光を、光吸収部17と光透過部16との界面でスネルの法則によって全反射させ、観察者に明るい映像を提供することができる。NpとNbとの屈折率の差は、特に限定されるものではないが、0よりも大きく0.06以下であることが好ましい。
【0034】
また、本実施形態では、屈折率の大小関係は、上記のようにNp>Nbの関係が好ましいが、必ずしもこれに限定されるものではない。光透過部の屈折率と光吸収部の屈折率とを同じにしてもよく、光透過部の屈折率を光吸収部の屈折率よりも小さくすることも可能である。
【0035】
加えて、本実施形態における光吸収部17は、光吸収粒子18と、光吸収粒子18を分散させたバインダー19と、を含む光吸収部構成組成物が光透過部16の間の溝に充填されることにより構成されている。これにより、光透過部16と光吸収部17との界面でスネルの法則によって反射せずに光吸収部17の内側に入射した迷光を、光吸収粒子18で吸収することができる。さらには、所定の角度で入射した観察者側からの外光を光吸収粒子18で適切に吸収することができ、映像のコントラストを向上させることも可能となる。
【0036】
なお、屈折率Nbを有する所定の材料により光吸収部17を構成するとは、例えば、屈折率Nbである材料によりバインダー19が構成されることを意味する。バインダー19として用いられるものは特に限定されないが、紫外線などの光によって硬化されるものが好ましく、これには例えば、光硬化型プレポリマーに、反応性希釈モノマーおよび光重合開始剤を配合した光硬化型樹脂組成物が好ましく用いられる。
【0037】
光吸収粒子18は、光吸収部構成組成物中に含まれ、光吸収部17を構成したときに、迷光や外光を吸収するように作用する。
光吸収粒子18としては、カーボンブラック等の光吸収性の着色粒子が好ましく用いられるが、これらに限定されるものではなく、映像光の特性に合わせて特定の波長を選択的に吸収する着色粒子を使用してもよい。具体的には、カーボンブラック、グラファイト、黒色酸化鉄等の金属塩、染料、顔料等で着色した有機微粒子や着色したガラスビーズ等を光吸収粒子18として用いることができる。光吸収粒子18は、通常、上記の光吸収部構成組成物中に3質量%以上30質量%以下の範囲で含まれる。光吸収粒子18の平均粒子径は1.0μm以上20μm以下であることが好ましい。
【0038】
また、光透過部16を構成する材料によっては、光吸収部17の表面は、光透過部16の表面に対して同一平面上(平滑)に充填される場合もあれば、凹凸に形成される場合もある。
【0039】
なお、光吸収部17で光を吸収させるための手段は、本実施形態のように光吸収粒子18による方法に限定されるものではない。例えば、顔料や染料により着色された光吸収部構成組成物を用いて、光吸収部の全体を着色することもできる。
【0040】
(基材層12)
図1に示すように、基材層12は、光学機能層13を形成するための基材となる層である。基材層12は、性能、量産性、価格、入手可能性等の観点から、ポリエチレンテレフタレート(PET)を主成分とした材料で構成されることが好ましい。ここで「主成分」とは、基材層を形成する材料全体に対してPETが50質量%以上含有されていることを意味する(以下、同様とする。)。また、基材層12はPETを主成分とし、他の樹脂を含んでいてもよい。さらに、基材層12には、各種添加剤を適宜添加してもよい。一般的な添加剤としては、フェノール系等の酸化防止剤、ラクトン系等の安定剤等を挙げることができる。
【0041】
ただし、基材層12を構成する材料の主成分は、必ずしもPETである必要なく、その他の材料でもよい。その他の材料としては、例えば、ポリメチルメタクリレートなどのアクリル系樹脂、ポリスチレンなどのスチレン系樹脂、トリアセチルセルロースなどのセルロース系樹脂、ポリカーボネート樹脂などを挙げることができる。また、これら樹脂中には、必要に応じて適宜、紫外線吸収剤、充填剤、可塑剤、帯電防止剤などの添加剤を加えても良い。
【0042】
(保護層11)
保護層11は、積層シート10の製造時、輸送時、保管時等に積層シート10のうち光学シート1として利用される部分の表面を保護するために、積層シート10の最表面(最外側)に備えられる層である。保護層11は、積層シート10から形成される光学シート1が映像表示装置に使用される際には取り除かれている層である。したがって、保護層11は、一旦貼り合わせた後に剥離可能なフィルム(以下、「保護フィルム」と表記する。)によって構成される。このような保護フィルムとしては、公知のものを用いることができる。
【0043】
保護フィルムは、基材(不図示)の一方の面に粘着剤によって構成された粘着剤層(不図示)を有する。保護フィルムの基材としては、例えば、ポリエチレンテレフタレートなどのポリエステル系樹脂、ナイロン6などのポリアミド系樹脂、ポリエチレン、ポリプロピレンなどのポリオレフィン系樹脂からなるフィルム、上質紙、パーチメント紙、硫酸紙等の紙等が挙げられる。以上の材料からなる層を、単層で又は2層以上の積層体で保護フィルムの基材を構成することができる。
【0044】
保護フィルムの基材の厚さは、特に限定されないが、10μm以上100μm以下が好ましい。この基材と粘着剤層との接着性を向上させるため、必要に応じて基材の表面にコロナ放電処理、プラズマ処理、プライマーコート、脱脂処理、表面粗面化処理等の易接着性処理を行うこともできる。
【0045】
また、保護フィルムの粘着剤層は、剥離の際に被着体となる基材層12に粘着剤が残らないことが必要である。そのため、粘着剤の粘着力は適切な範囲であることが必要である。したがって、粘着剤の粘着力は、1N/25mm以下程度であることが好ましい。このような粘着剤としては、例えば、天然ゴム系、合成ゴム系、アクリル樹脂系、シリコーン樹脂系、ポリエステル樹脂系等の粘着剤が挙げられる。
【0046】
次に、本発明の実施形態の光学シート1の製造方法について説明する。実施形態の光学シート1の製造方法は、積層シート作製工程S10と、シートロール作製工程S20と、光学シート切断加工工程S30と、を有している。以下、各工程について詳細に説明する。
【0047】
図4は、実施形態に係る光学シートの製造方法の積層シート作製工程を示す図であって、(a)は第1工程、(b)は第2工程、(c)は第3工程を示す断面図である。図5は、実施形態に係る光学シートの製造方法のシートロール作製工程を概略的に示す斜視図である。図6は、積層シートに対する光学シートの配置関係の例を示す平面図である。図7は、切断装置の要部を拡大して示す断面図である。図8は、実施形態に係る光学シートの製造方法の光学シート切断加工工程を示す要部の拡大断面図である。
なお、積層シート10の説明において、積層シート10の長手方向(繰り出し方向)を「長手方向D11」という。積層シート10の厚さ方向を「厚さ方向D13」という。長手方向D11及び厚さ方向D13と直交する方向を「幅方向D12」という。
【0048】
<積層シート作製工程S10>
図4に示すように、積層シート作製工程S10は、光学機能層13を形成する第1工程と、粘着剤層14を形成する第2工程と、光学機能層13と粘着剤層14とを貼り合わせる第3工程と、を有する。
【0049】
第1工程は、図4(a)に示すように、基材層12の一方の面に光透過部16を基材層12の幅方向D12に並列させて形成した後、光透過部16の間の溝に、光吸収粒子18と光吸収粒子18を分散させたバインダー19とを含む光吸収部構成組成物を充填して光吸収部17を形成する。その後、基材層12の他方の面に保護層11を形成して、積層シート用の光学主体シートを形成する。
【0050】
第2工程は、図4(b)に示すように、被覆層15を形成する離型フィルムを基材として、この離型フィルム上に粘着剤を塗布し、ドライヤー等により乾燥させることにより、粘着剤層14を形成する。
【0051】
第3工程は、図4(c)に示すように、粘着剤層14における乾燥後の粘着面と光学主体シートの光学機能層13の表面とを貼り合わせる。これによって、帯状の積層シート10を作製する。
【0052】
なお、第2工程において、粘着剤層14と被覆層15との積層体を形成した後に、以下の工程を行ってもよい。粘着剤層14における被覆層15とは反対側の面に、仮被覆層(不図示)を一旦貼り付け、この仮被覆層と粘着剤層14と被覆層15とが一体的に積層された粘着用積層シートを作成する。この粘着用積層シートをロール状に巻回して、シートロールを作製する。このシートロールから粘着用積層シートを引き出し、前記仮被覆層を粘着剤層14から剥がして、粘着剤層14の粘着面を露出させる。そして、粘着剤層14の粘着面と光学主体シートの光学機能層13の表面とを貼り合わせる第3工程を行う。
【0053】
<シートロール作製工程S20>
図5に示すように、積層シート作製工程S10において作製した積層シート10を、図5に示すD20方向にロール状に巻回してシートロール30を作製する。
【0054】
<光学シート切断加工工程S30>
図5に示すように、シートロール作製工程S20において作製したシートロール30から所定の長さの積層シート10を、図5に示すD30方向に引き出す。
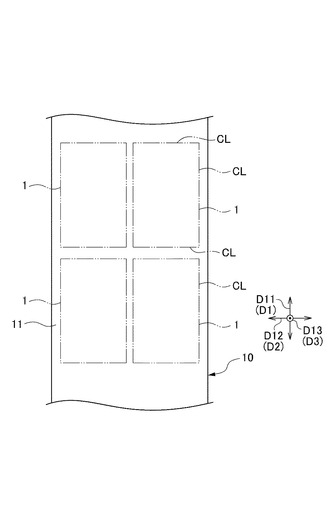
なお、引き出された積層シート10から、光学シート1は、図6における二点鎖線による切断線CLに示すように、平面視において矩形状に打ち抜かれて切断されて形成される。図6に示すように、積層シート10の長手方向D11に対して光学シート1の長辺方向D1が角度をなしている(平行ではない)状態で、光学シート1は、積層シート10から切断されて形成される。積層シート10の長手方向D11に対して光学シート1の長辺方向D1がなす角度は、例えば、0°超45°以下である。
【0055】
図7に示すように、切断装置2は、切断刃20と受け台21と搬送台22とを備える。搬送台22は、受け台21の上面である水平面21aの上に載置されると共に、積層シート10の下方に配置される。搬送台22は、ベルトコンベア状に形成され、積層シート10の長手方向D11に移動可能になっている。搬送台22には、積層シート10を切断刃20で切断する際に、切断刃20の刃先が接触する。そのため、搬送台22は、積層シート10の切断を可能とする大きさの硬さを有すると共に、切断刃20の刃先の損傷を防止できる軟らかさを有することが好ましい。そのような物性を有する搬送台22の素材として、例えば、ポリエチレンテレフタレート(PET)が挙げられる。
【0056】
図7に示すように、厚さ方向D3において、保護層11が最下層(最外層)に位置し、被覆層15が最上層に位置する状態で、積層シート10を引き出す。そして、引き出した積層シート10の最下層に位置する保護層11の下面を、受け台21の水平面21aの上に載置して固定すると共に、積層シート10の最上層に位置する被覆層15の上方に切断刃20を配置する。
図8に示すように、切断刃20を、積層シート10に対して、最上層の被覆層15の側から最下層の保護層11の側に向かって下降して移動させることにより、図1及び図2に示すように、被覆層15側の幅W1が最も小さく、保護層11側の幅W2が最も大きい、つまり、被覆層15の側から保護層11の側に向かって漸次幅が大きくなる光学シート1の切断加工を行う。
【0057】
光学シート1は、光学機能層13における複数の光透過部16及び光吸収部17の並列方向D12に対して略平行な方向(平行ではない方向)を短辺とし、その並列方向D12に対して略直交する方向(直交方向ではない方向)を長辺とする矩形状に切断される。このように形成された光学シート1は、長辺方向D1に沿う切断線の一部が光学機能層13における光吸収部17を斜めに横切る状態で切断される。光学シート1の長辺と光学機能層13の光透過部16及び光吸収部17の延在方向とは、角度をなしており、平行ではない。
【0058】
実施形態によれば、積層シート10から平面視において矩形状に切断して光学シート1を形成する際に、一方の最外層に配置される被覆層15の側から他方の最外層に配置される保護層11の側に向かって、被覆層15の側の幅が最も小さく、且つ、保護層11の側に向かって漸次幅が大きくなるように、光学シート1を厚さ方向D3の断面において略台形状に切断して形成する。これにより、切断刃20の切断移動の際に及び切断後に逆方向に抜いて移動させる際に、切断刃20の刃面20aを光学シート1の切断面に擦らない状態で移動させることが可能である。そのため、切断刃20をスムーズに移動させやすい。従って、切断時における厚さ方向D3の変形や、切断線の非直線化を極力抑制して、仕上がりが良好で且つ形状的にも見栄えのよい光学シート1を提供することができる。
【0059】
また、切断刃20を、硬さの小さい(弾性率の小さい)光学機能層13に、硬さの大きい基材層12よりも先に接触させて光学シート1を切断することにより、硬さの小さい光学機能層13を基材層12によって十分に支持させた状態での光学シート1の切断が可能となる。そのため、硬さが小さくて柔らかい光学機能層13であっても、光学機能層13を切れ味よく切断して、シート面の法線方向(厚さ方向D3)から視て、光学シート1の切断線を真っ直ぐに仕上げることができる。
【0060】
また、光学シート1の長辺方向D1に沿う切断線の一部が光学機能層13の光吸収部17を斜めに横切る状態で切断される場合であっても、光学機能層13が基材層12によって十分に支持されているため、光吸収部17を切れ味よく切断して、光学シート1の長辺方向D1に沿う切断線が非直線状(折れ線状、ジグザク状など)になりにくく、きれいに切断することができる。
【0061】
また、実施形態の光学シート1の製造方法においては、積層シート作製工程S10の後で光学シート切断加工工程S30の前に、積層シート10をロール状に巻回してシートロール30を作製するシートロール作製工程S20を備えている。そのため、積層シート10の各層11、12、13、14、15それぞれの養生期間を十分に確保して光学シートとしての性能等を安定化することができると共に、積層シート10の作製と光学シート1の切断とを分けることにより、それぞれの生産性及び品質の向上を図ることができる。
【0062】
(変形形態)
なお、本発明は、上記した実施形態に限定されるものでない。
例えば、上記実施形態においては、図6に示すように、積層シート10の長手方向D11に対して光学シート1の長手方向D1が角度をなしている(平行ではない)が、これに制限されない。図9に示すように、光学シート1は、積層シート10の長手方向D11と、積層シート10から形成される光学シート1の長手方向D1(図1及び図2参照)とが平行な状態で、積層シート10から光学シート1を切断して形成することもできる。
【0063】
上記実施形態においては、被覆層15と粘着剤層14と光学機能層13と基材層12と保護層11とを備えた形態について説明したが、積層シート10には、用途に応じてその他の機能を有する層も備えさせることができる。積層シート10に備えさせることができるその他の層としては、従来の光学シートに用いられていたものを特に限定することなく用いることができる。具体的には、電磁波遮蔽層、防眩層、反射防止層、ハードコート層、波長フィルタ層、衝撃吸収層などを挙げることができる。
例えば、実施形態のように厚さ方向D3において保護層11と基材層12と光学機能層13と粘着剤層14と被覆層15とがこの順に配置され、一体的に積層されている光学シート1においては、保護層11と基材層12との間に、防眩層や反射防止層を設けることもできる。
【0064】
また、これらのその他の層は、上述したように、粘着剤層14と同様の粘着剤層を用いて他の層に貼り合わせることも可能である。粘着剤層には、粘着剤層14と同様に公知の粘着剤を用いることが可能であり、粘着剤層14と同様に、紫外線吸収剤、近赤外線吸収剤、ネオン線吸収剤、および調色色素などを含めることも可能である。これらの層の積層順及び積層数は、積層シート10から切断される光学シート1の用途に応じて適宜決定される。これらの層の機能などについて説明を省略する。
【0065】
上記実施形態においては、先に形成された基材層12の一面に光学機能層13の光透過部16を形成しているが、これに制限されない。基材層12と光学機能層13の光透過部16とを一体的に形成してもよい。
上記実施形態の製造方法では、積層シート作製工程S10と、シートロール作製工程S20と、光学シート切断加工工程S30と、を有していると説明したが、シートロール作製工程S20を省略して、積層シート作製工程S10で作製された積層シート10から直接に光学シート1を切断加工してもよい。つまり、ロール状ではなく枚葉状の積層シート10から光学シート1を切断加工してもよい。
【0066】
上記実施形態の製造方法では、積層シート10から、その幅方向D12に2つの光学シート1を切断加工しているが、これに制限されず、その幅方向D12に1つ又は3つ以上の光学シート1を切断加工してもよい。
また、積層シート10をロール状に巻回してシートロール30を作製するシートロール作製工程S20において、積層シート10の幅方向D12の両端部近傍にスペーサーを配置しながら積層シート10をロール状に巻回してもよい。この場合は、積層シート10の巻き取り時に、保護層11の表面の微小な凹凸が粘着剤層14の側に転写されることを防ぐことが可能である。
【符号の説明】
【0067】
1 光学シート
1a、1b 斜辺
10 積層シート
11 保護層
12 基材層
13 光学機能層
14 粘着剤層
15 被覆層
16 光透過部
17 光吸収部
20 切断刃
30 シートロール
【技術分野】
【0001】
本発明は、平面視において矩形状に形成される光学シート、及び光学シートの製造方法に関する。
【背景技術】
【0002】
液晶ディスプレイ、プラズマディスプレイ、リアプロジェクションディスプレイ、有機ELディスプレイ、電界放出ディスプレイ等のような、映像を観察者に出射する映像表示装置には、映像源と、この映像源からの映像光の質を高めて観察者に出射するための各種機能を有する層を具備する光学シートと、が備えられている。
【0003】
光学シートとしては、例えば、基材層と、光学機能層と、光学シートをディスプレイパネル等の表面に接合するための粘着剤層と、を備えているものがある。このような光学シートは、更に、基材層を保護する保護層と、粘着剤層を剥離可能に被覆する被覆層と、を備えている。光学シートは、これらの各層が一体的に積層され且つ保護層及び被覆層が最外層に配置される積層シートから、平面視において矩形状に切断されて形成される。
【0004】
このような光学シートを、積層シートから平面視において矩形状に切断して形成する際には、従来では、積層シートに対して、被覆層の側から保護層の側に向かって切断刃を、被覆層及び保護層の表面に対して垂直に移動させることにより、被覆層の側の幅と保護層の側の幅とが同一となるように、光学シートは、厚さ方向の断面において正四角形状に切断加工されて形成される。そして、切断加工後において、切断刃は、切断時の移動軌跡に沿って逆方向に抜いて移動される。これによって、光学シートは、切断面が被覆層及び保護層の表面に対して直角に形成されていた(特許文献1、2参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2006−189867号公報
【特許文献2】特開2009−198588号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
仮に、被覆層、接着剤層、基材層、光学機能層及び保護層の順に積層された積層シートに対して、切断刃を、被覆層から保護層の順に移動させてシートを切断する場合には、切断刃は、硬さの大きい(弾性率の大きい)基材層に、それよりも硬さの小さい(弾性率の小さい)光学機能層よりも先に接触することになるので、基材層による光学機能層の支持性能が低下したり、無くなったりする。そのため、切断刃は、支持がない状態で硬さが小さく柔らかい状態の光学機能層を切断することになり、シート面の法線方向から視て、シートの切断線が真っ直ぐになりにくい。
【0007】
また、積層シートの長手方向と光学機能層の光透過部及び光吸収部が延びる方向(延在方向)とは、通常一致している。積層シートから平面視において矩形状の光学シートを切断して形成する際に、光学機能層における複数の光透過部及び光吸収部の並列方向に対して略平行な方向(平行ではない方向)を短辺とし、その並列方向に対して略直交する方向(直交方向ではない方向)を長辺とする矩形状に切断して光学シートを形成することがある。このように形成された光学シートは、長辺方向に沿う切断線の一部が光学機能層における光吸収部を斜めに横切る状態で切断され、光学シートの長辺と光学機能層の光透過部及び光吸収部の延在方向とが角度をなしている(平行ではない)。このような光学シートによれば、ディスプレイパネルの表面に接合した状態において、モアレを低減できる。
【0008】
このように、基材層による支持性能が低下し又は無くなっている光学機能層における光吸収部を、上記のように光学シートの長辺となる切断線の一部が光学機能層における光吸収部を斜めに横切る状態で切断すると、光学機能層において光透過部に比べて硬さの小さい光吸収部は、一段と切れ難くなる、そのため、光学シートの長辺に沿う切断線は、非直線状(折れ線状、ジグザク状など)になりやすい。
その結果、光学シートの切断面を直線状に仕上げることが困難となり、また、形状的にきれいな形状の光学シートが得られないという問題があった。
【0009】
本発明は、切断時における厚さ方向の変形や、切断線の非直線化を極力抑制して、仕上がりが良好で且つ形状的にも見栄えのよい光学シート、及び光学シートの製造方法を提供することを課題とする。
【課題を解決するための手段】
【0010】
上記課題を解決するために、本発明は、以下の手段を採用する。
請求項1に記載の発明は、基材層(12)と、前記基材層(12)の一方の面に沿って並列する複数の光透過部(16)及び前記光透過部(16)の間に形成された光吸収部(17)を有し且つ前記基材層(12)の一方の面側に積層された光学機能層(13)と、前記基材層(12)の他方の面側に積層された保護層(11)と、前記光学機能層(13)の他方の面側に積層された粘着剤層(14)と、前記粘着剤層(14)を剥離可能に被覆する被覆層(15)と、が一体的に積層されてなる平面視において矩形状に形成される光学シート(1)であって、前記被覆層(15)の側の幅が最も小さく、且つ、前記保護層(11)の側に向かって漸次幅が大きくなるように、厚さ方向(D3)の断面において略台形状に形成されている光学シート(1)である。
【0011】
請求項2に記載の発明は、請求項1に記載の光学シートにおいて、前記光学シート(1)は、前記光学機能層(13)における複数の前記光透過部(16)の並列方向(D12)に対して略平行な方向を短辺とし、前記並列方向(D12)に対して略直交する方向を長辺とする矩形状に形成されている光学シート(1)である。
【0012】
請求項3に記載の発明は、基材層(12)と、前記基材層(12)の一方の面に沿って並列する複数の光透過部(16)及び前記光透過部(16)の間に形成された光吸収部(17)を有し且つ前記基材層(12)の一方の面側に積層された光学機能層(13)と、前記基材層(12)の他方の面側に積層された保護層(11)と、前記光学機能層(13)の他方の面側に積層された粘着剤層(14)と、前記粘着剤層(14)を剥離可能に被覆する被覆層(15)と、を一体的に積層して積層シート(10)を作製する積層シート作製工程(S10)と、前記積層シート(10)に対して、前記被覆層(15)の側から前記保護層(11)の側に向かって切断刃(20)を下降移動させることにより、前記被覆層(15)の側の幅が最も小さく、且つ、前記保護層(11)の側に向かって漸次幅が大きくなるように、厚さ方向(D3)の断面において略台形状で平面視において矩形状の光学シート(1)の切断加工を行う光学シート切断加工工程(S30)と、を有する光学シートの製造方法である。
【0013】
請求項4に記載の発明は、請求項3に記載の光学シートの製造方法において、前記積層シート作製工程(S10)の後で且つ前記光学シート切断加工工程(S30)の前に、前記積層シート(10)をロール状に巻回してシートロール(30)を作製するシートロール作製工程(S20)を更に備える光学シートの製造方法である。
【0014】
請求項5に記載の発明は、請求項3又は4に記載の光学シートの製造方法において、前記光学シート切断加工工程(S30)において、前記光学シート(1)は、前記光学機能層(13)における複数の前記光透過部(16)の並列方向(D12)に対して略平行な方向を短辺とし、前記並列方向(D12)に対して略直交する方向を長辺とする矩形状に切断加工される光学シートの製造方法である。
【発明の効果】
【0015】
本発明によれば、切断時における厚さ方向の変形や、切断線の非直線化を極力抑制して、仕上がりが良好で且つ形状的にも見栄えのよい光学シート、及び光学シートの製造方法を提供することができる。
【図面の簡単な説明】
【0016】
【図1】実施形態に係る光学シートの縦断面図である。
【図2】図1に示した光学シートの平面図である。
【図3】図1に示した光学シートの光学機能層の一部を概略的に拡大して示す断面図である。
【図4】実施形態に係る光学シートの製造方法の積層シート作製工程を示す図であって、(a)は第1工程、(b)は第2工程、(c)は第3工程を示す断面図である。
【図5】実施形態に係る光学シートの製造方法のシートロール作製工程を概略的に示す斜視図である。
【図6】積層シートに対する光学シートの配置関係の例を示す平面図である。
【図7】切断装置の要部を拡大して示す断面図である。
【図8】実施形態に係る光学シートの製造方法の光学シート切断加工工程を示す要部の拡大断面図である。
【図9】積層シートに対する光学シートの配置関係の別の例を示す平面図である。
【発明を実施するための形態】
【0017】
本発明の上記した作用及び効果は、次に説明する発明を実施するための形態から明らかにされる。以下、本発明の実施形態を図面に基づき説明する。ただし、本発明はこれら実施形態に限定されるものではない。なお、図面は、図示と理解のしやすさの便宜上、適宜簡略化している。また、各図面において、同様の構成には同じ符号を付しており、繰り返しとなる符号を一部省略している場合がある。
【0018】
(実施形態)
本発明の実施形態について、図面を参照しながら説明する。図1は、実施形態に係る光学シートの縦断面図である。図2は、図1に示した光学シートの平面図である。図3は、図1に示した光学シートの光学機能層の一部を概略的に拡大して示す断面図である。
なお、光学シート1の説明において、光学シート1の長辺が延びる方向を「長辺方向D1」という。光学シート1の厚さ方向を「厚さ方向D3」という。光学シート1の短辺が延びる方向であって、長辺方向D1及び厚さ方向D3と直交する方向を「短辺方向D2」という。
【0019】
映像を観察者に出射する映像表示装置(不図示)には、映像源(不図示)と、映像源からの映像光の質を高めて観察者に出射するための各種機能を有する層を具備する光学シート1と、が備えられている。実施形態の光学シート1は、被覆層15及び保護層11を剥がした状態で、粘着剤層14の粘着力を利用して、ディスプレイパネル等の表面に接合されるものである。図1に示すように、実施形態の光学シート1は、接合前の状態(被覆層15及び保護層11を剥がす前の状態)において、厚さ方向D3において、被覆層15と粘着剤層14と光学機能層13と基材層12と保護層11とがこの順に配置され、一体的に積層されている。光学シート1は、被覆層15の側の幅W1が最も小さく、保護層11の側の幅W2が最も大きい、つまり、被覆層15の側から保護層11の側に向かって漸次幅が大きくなるように、厚さ方向D3の断面において略台形状に形成されている。
【0020】
光学シート1の短辺方向D2の両側の斜辺1a、1aは、被覆層15の表面とのなす角度θ1が90°超100°以下になるように、また、保護層11の表面とのなす角度θ2が80°以上90°未満になるように、傾斜している。
【0021】
図2に示すように、光学シート1は、その長辺方向D1に沿う厚さ方向D3の断面において、被覆層15の側から保護層11の側に向かって漸次幅が大きくように、略台形状に形成されている。光学シート1の長辺方向D1の両側の斜辺1b、1b(図2参照)も、短辺方向D2の両側の斜辺1a、1aと同様な角度で傾斜している。
斜辺1a及び斜辺1bは、積層シート10から光学シート1を切断加工する際(詳細は後述)の切断面である。
以下、図1の断面に示す各層15、14、13、12、11について説明する。
【0022】
(被覆層15)
被覆層15は、後述する粘着剤層14を剥離可能に被覆する層である。また、被覆層15は、粘着剤層14を形成する際の基材としても用いることができる層である。
【0023】
光学シート1を他の部材(本実施形態では、ディスプレイパネルの表面)に貼り合わせる際に粘着剤層14を用いるため、被覆層15は粘着剤層14から剥離される必要がある。この場合、被覆層15としては、例えば、保護層11に用いられる離型フィルムの基材(後述)と同様のものを用いることができる。このように、光学シート1を利用する際には剥離して破棄されることを前提として被覆層15を用いる場合、被覆層15は、粘着剤層14を介して光学シート1を他の部材に貼り合わせるまでの間、粘着剤層14に異物が付着することや、粘着剤層14が他のものと接触することを防止する役割を果たす。
【0024】
(粘着剤層14)
粘着剤層14は、粘着剤を含む粘着剤組成物によって構成される層である。粘着剤とは、接着剤の1種をいい、接着の際に室温下(例えば、15〜40℃)で、単に適度な、通常、軽く手で押圧する程度の加圧のみにより、表面の粘着性のみで接着可能なものをいう。粘着剤組成物は、光を透過させるとともに、適切な粘着性を有すればその材質は特に限定されるものではない。粘着剤層14の粘着力は、例えば、数N/25mm〜20N/25mm程度とすることができる。
【0025】
粘着剤層14に用いることができる粘着剤は、必要な成膜性、光透過性、粘着性、耐候性を実現するものであれば特に限定されるものではなく、従来公知の各種粘着剤を適宜選択して用いることができる。粘着剤層14の透明性は、高いほどよいが、好ましくは可視光域380〜780nmにおける波長平均光線透過率が70%以上、より好ましくは80%以上となる光透過性が良い。
【0026】
(光学機能層13)
光学機能層13は、映像源側から入射した映像光の光路を制御するとともに、迷光や外光を適切に吸収する機能を有する層である。
なお、光学機能層13の光透過部16及び光吸収部17が延びる方向(延在方向)は、積層シート10の長手方向D11(図6参照)と一致しているものとする。光透過部16及び光吸収部17が並列する方向(並列方向)は、積層シート10の幅方向D12(図6参照)と一致しているものとする。
【0027】
図3に示すように、光学機能層13は、光を透過可能に層面に沿って並列された複数の光透過部16と、並列された光透過部16の間に形成され且つ光を吸収可能な光吸収部17と、を備えている。光透過部16及び光吸収部17は、それらが並列する方向(並列方向)D12と直交する方向(延在方向D11)に直線状に延びている。光学機能層13は、このような光透過部16及び光吸収部17を備えることによって、表示装置に備えられた際に、映像源側から入射した映像光の光路を制御するとともに、迷光や外光を適切に吸収する機能を有する。
【0028】
光学シート1は、平面視において光学機能層13における複数の光透過部16の並列方向D12に対して略平行な方向を短辺とし、並列方向D12に対して略直交する方向を長辺とする矩形状に形成されている。つまり、光学シート1の長辺は、長辺方向D1に延びており、短辺は、短辺方向D2に延びている。「略平行な方向」とは、例えば、並列方向D12に対して2°〜5°の方向である。「略直交する方向」とは、例えば、並列方向D12に対して92°〜95°の方向である。
【0029】
光透過部16は、映像光を透過する機能を有する部位であり、図1及び図3に表れる断面において、略台形の断面を有する要素である。この略台形の断面における上底及びこの上底より長い下底は、光学機能層13の層面に沿う方向(並列方向D12)に配置されている。なお、「上底」及び「下底」とは、台形の形状を基準にした表現であり、シートの上下方向(厚さ方向D3)とは一致しない場合がある(以下、同様とする。)。また、光透過部16は、屈折率がNpであり、光透過性を有する。このような光透過部16は、光透過部構成組成物を硬化させることによって構成することができる。なお、屈折率Npの値は、特に限定されることはないが、適用する材料の入手性の観点等から1.49〜1.56であることが好ましい。
【0030】
光透過部構成組成物としては、紫外線などの光で硬化させられるものが好ましく、例えば、光硬化型プレポリマー、反応性希釈モノマーおよび光重合開始剤を配合した光硬化型樹脂組成物が好ましく用いられる。
【0031】
次に、光吸収部17について説明する。光吸収部17は、光透過部16の間に配置され、図1及び図3に表れる断面において略台形面を有する要素である。光吸収部17の略台形の断面における上底及びこの上底より長い下底は、光学機能層13の層面に沿う方向(並列方向D12)に配置されている。また、光吸収部17の略台形の断面の上底に相当する面は、光透過部16の下底間に並列されている。そして、光吸収部17の下底及び光透過部16の上底により、光学機能層13の一方の面は形成されている。光吸収部17の略台形の断面における斜辺は、光学機能層13の層面の法線方向(厚さ方向D3)に対して0度以上10度以下の角度をなしていることが好ましい。
【0032】
なお、台形は、等脚台形に限らず、不等脚台形を含む。台形における斜辺の角度が0度に近い場合、光透過部16及び光吸収部17の断面は略矩形となる。また、光吸収部17の上記斜辺は、必ずしも一定の傾きを有している必要はなく、折れ線状であってもよいし、曲線状であってもよい。さらに、光吸収部17の断面は、上底の長さが極めて短い略三角形であってもよい。
【0033】
また、光吸収部17は、光透過部16の屈折率Npよりも小さい屈折率Nbを有する所定の材料により構成されている。このように光透過部16の屈折率Npと光吸収部17の屈折率Nbとの大小関係をNp>Nbとすることにより、光透過部16に入射した映像源からの映像光を、光吸収部17と光透過部16との界面でスネルの法則によって全反射させ、観察者に明るい映像を提供することができる。NpとNbとの屈折率の差は、特に限定されるものではないが、0よりも大きく0.06以下であることが好ましい。
【0034】
また、本実施形態では、屈折率の大小関係は、上記のようにNp>Nbの関係が好ましいが、必ずしもこれに限定されるものではない。光透過部の屈折率と光吸収部の屈折率とを同じにしてもよく、光透過部の屈折率を光吸収部の屈折率よりも小さくすることも可能である。
【0035】
加えて、本実施形態における光吸収部17は、光吸収粒子18と、光吸収粒子18を分散させたバインダー19と、を含む光吸収部構成組成物が光透過部16の間の溝に充填されることにより構成されている。これにより、光透過部16と光吸収部17との界面でスネルの法則によって反射せずに光吸収部17の内側に入射した迷光を、光吸収粒子18で吸収することができる。さらには、所定の角度で入射した観察者側からの外光を光吸収粒子18で適切に吸収することができ、映像のコントラストを向上させることも可能となる。
【0036】
なお、屈折率Nbを有する所定の材料により光吸収部17を構成するとは、例えば、屈折率Nbである材料によりバインダー19が構成されることを意味する。バインダー19として用いられるものは特に限定されないが、紫外線などの光によって硬化されるものが好ましく、これには例えば、光硬化型プレポリマーに、反応性希釈モノマーおよび光重合開始剤を配合した光硬化型樹脂組成物が好ましく用いられる。
【0037】
光吸収粒子18は、光吸収部構成組成物中に含まれ、光吸収部17を構成したときに、迷光や外光を吸収するように作用する。
光吸収粒子18としては、カーボンブラック等の光吸収性の着色粒子が好ましく用いられるが、これらに限定されるものではなく、映像光の特性に合わせて特定の波長を選択的に吸収する着色粒子を使用してもよい。具体的には、カーボンブラック、グラファイト、黒色酸化鉄等の金属塩、染料、顔料等で着色した有機微粒子や着色したガラスビーズ等を光吸収粒子18として用いることができる。光吸収粒子18は、通常、上記の光吸収部構成組成物中に3質量%以上30質量%以下の範囲で含まれる。光吸収粒子18の平均粒子径は1.0μm以上20μm以下であることが好ましい。
【0038】
また、光透過部16を構成する材料によっては、光吸収部17の表面は、光透過部16の表面に対して同一平面上(平滑)に充填される場合もあれば、凹凸に形成される場合もある。
【0039】
なお、光吸収部17で光を吸収させるための手段は、本実施形態のように光吸収粒子18による方法に限定されるものではない。例えば、顔料や染料により着色された光吸収部構成組成物を用いて、光吸収部の全体を着色することもできる。
【0040】
(基材層12)
図1に示すように、基材層12は、光学機能層13を形成するための基材となる層である。基材層12は、性能、量産性、価格、入手可能性等の観点から、ポリエチレンテレフタレート(PET)を主成分とした材料で構成されることが好ましい。ここで「主成分」とは、基材層を形成する材料全体に対してPETが50質量%以上含有されていることを意味する(以下、同様とする。)。また、基材層12はPETを主成分とし、他の樹脂を含んでいてもよい。さらに、基材層12には、各種添加剤を適宜添加してもよい。一般的な添加剤としては、フェノール系等の酸化防止剤、ラクトン系等の安定剤等を挙げることができる。
【0041】
ただし、基材層12を構成する材料の主成分は、必ずしもPETである必要なく、その他の材料でもよい。その他の材料としては、例えば、ポリメチルメタクリレートなどのアクリル系樹脂、ポリスチレンなどのスチレン系樹脂、トリアセチルセルロースなどのセルロース系樹脂、ポリカーボネート樹脂などを挙げることができる。また、これら樹脂中には、必要に応じて適宜、紫外線吸収剤、充填剤、可塑剤、帯電防止剤などの添加剤を加えても良い。
【0042】
(保護層11)
保護層11は、積層シート10の製造時、輸送時、保管時等に積層シート10のうち光学シート1として利用される部分の表面を保護するために、積層シート10の最表面(最外側)に備えられる層である。保護層11は、積層シート10から形成される光学シート1が映像表示装置に使用される際には取り除かれている層である。したがって、保護層11は、一旦貼り合わせた後に剥離可能なフィルム(以下、「保護フィルム」と表記する。)によって構成される。このような保護フィルムとしては、公知のものを用いることができる。
【0043】
保護フィルムは、基材(不図示)の一方の面に粘着剤によって構成された粘着剤層(不図示)を有する。保護フィルムの基材としては、例えば、ポリエチレンテレフタレートなどのポリエステル系樹脂、ナイロン6などのポリアミド系樹脂、ポリエチレン、ポリプロピレンなどのポリオレフィン系樹脂からなるフィルム、上質紙、パーチメント紙、硫酸紙等の紙等が挙げられる。以上の材料からなる層を、単層で又は2層以上の積層体で保護フィルムの基材を構成することができる。
【0044】
保護フィルムの基材の厚さは、特に限定されないが、10μm以上100μm以下が好ましい。この基材と粘着剤層との接着性を向上させるため、必要に応じて基材の表面にコロナ放電処理、プラズマ処理、プライマーコート、脱脂処理、表面粗面化処理等の易接着性処理を行うこともできる。
【0045】
また、保護フィルムの粘着剤層は、剥離の際に被着体となる基材層12に粘着剤が残らないことが必要である。そのため、粘着剤の粘着力は適切な範囲であることが必要である。したがって、粘着剤の粘着力は、1N/25mm以下程度であることが好ましい。このような粘着剤としては、例えば、天然ゴム系、合成ゴム系、アクリル樹脂系、シリコーン樹脂系、ポリエステル樹脂系等の粘着剤が挙げられる。
【0046】
次に、本発明の実施形態の光学シート1の製造方法について説明する。実施形態の光学シート1の製造方法は、積層シート作製工程S10と、シートロール作製工程S20と、光学シート切断加工工程S30と、を有している。以下、各工程について詳細に説明する。
【0047】
図4は、実施形態に係る光学シートの製造方法の積層シート作製工程を示す図であって、(a)は第1工程、(b)は第2工程、(c)は第3工程を示す断面図である。図5は、実施形態に係る光学シートの製造方法のシートロール作製工程を概略的に示す斜視図である。図6は、積層シートに対する光学シートの配置関係の例を示す平面図である。図7は、切断装置の要部を拡大して示す断面図である。図8は、実施形態に係る光学シートの製造方法の光学シート切断加工工程を示す要部の拡大断面図である。
なお、積層シート10の説明において、積層シート10の長手方向(繰り出し方向)を「長手方向D11」という。積層シート10の厚さ方向を「厚さ方向D13」という。長手方向D11及び厚さ方向D13と直交する方向を「幅方向D12」という。
【0048】
<積層シート作製工程S10>
図4に示すように、積層シート作製工程S10は、光学機能層13を形成する第1工程と、粘着剤層14を形成する第2工程と、光学機能層13と粘着剤層14とを貼り合わせる第3工程と、を有する。
【0049】
第1工程は、図4(a)に示すように、基材層12の一方の面に光透過部16を基材層12の幅方向D12に並列させて形成した後、光透過部16の間の溝に、光吸収粒子18と光吸収粒子18を分散させたバインダー19とを含む光吸収部構成組成物を充填して光吸収部17を形成する。その後、基材層12の他方の面に保護層11を形成して、積層シート用の光学主体シートを形成する。
【0050】
第2工程は、図4(b)に示すように、被覆層15を形成する離型フィルムを基材として、この離型フィルム上に粘着剤を塗布し、ドライヤー等により乾燥させることにより、粘着剤層14を形成する。
【0051】
第3工程は、図4(c)に示すように、粘着剤層14における乾燥後の粘着面と光学主体シートの光学機能層13の表面とを貼り合わせる。これによって、帯状の積層シート10を作製する。
【0052】
なお、第2工程において、粘着剤層14と被覆層15との積層体を形成した後に、以下の工程を行ってもよい。粘着剤層14における被覆層15とは反対側の面に、仮被覆層(不図示)を一旦貼り付け、この仮被覆層と粘着剤層14と被覆層15とが一体的に積層された粘着用積層シートを作成する。この粘着用積層シートをロール状に巻回して、シートロールを作製する。このシートロールから粘着用積層シートを引き出し、前記仮被覆層を粘着剤層14から剥がして、粘着剤層14の粘着面を露出させる。そして、粘着剤層14の粘着面と光学主体シートの光学機能層13の表面とを貼り合わせる第3工程を行う。
【0053】
<シートロール作製工程S20>
図5に示すように、積層シート作製工程S10において作製した積層シート10を、図5に示すD20方向にロール状に巻回してシートロール30を作製する。
【0054】
<光学シート切断加工工程S30>
図5に示すように、シートロール作製工程S20において作製したシートロール30から所定の長さの積層シート10を、図5に示すD30方向に引き出す。
なお、引き出された積層シート10から、光学シート1は、図6における二点鎖線による切断線CLに示すように、平面視において矩形状に打ち抜かれて切断されて形成される。図6に示すように、積層シート10の長手方向D11に対して光学シート1の長辺方向D1が角度をなしている(平行ではない)状態で、光学シート1は、積層シート10から切断されて形成される。積層シート10の長手方向D11に対して光学シート1の長辺方向D1がなす角度は、例えば、0°超45°以下である。
【0055】
図7に示すように、切断装置2は、切断刃20と受け台21と搬送台22とを備える。搬送台22は、受け台21の上面である水平面21aの上に載置されると共に、積層シート10の下方に配置される。搬送台22は、ベルトコンベア状に形成され、積層シート10の長手方向D11に移動可能になっている。搬送台22には、積層シート10を切断刃20で切断する際に、切断刃20の刃先が接触する。そのため、搬送台22は、積層シート10の切断を可能とする大きさの硬さを有すると共に、切断刃20の刃先の損傷を防止できる軟らかさを有することが好ましい。そのような物性を有する搬送台22の素材として、例えば、ポリエチレンテレフタレート(PET)が挙げられる。
【0056】
図7に示すように、厚さ方向D3において、保護層11が最下層(最外層)に位置し、被覆層15が最上層に位置する状態で、積層シート10を引き出す。そして、引き出した積層シート10の最下層に位置する保護層11の下面を、受け台21の水平面21aの上に載置して固定すると共に、積層シート10の最上層に位置する被覆層15の上方に切断刃20を配置する。
図8に示すように、切断刃20を、積層シート10に対して、最上層の被覆層15の側から最下層の保護層11の側に向かって下降して移動させることにより、図1及び図2に示すように、被覆層15側の幅W1が最も小さく、保護層11側の幅W2が最も大きい、つまり、被覆層15の側から保護層11の側に向かって漸次幅が大きくなる光学シート1の切断加工を行う。
【0057】
光学シート1は、光学機能層13における複数の光透過部16及び光吸収部17の並列方向D12に対して略平行な方向(平行ではない方向)を短辺とし、その並列方向D12に対して略直交する方向(直交方向ではない方向)を長辺とする矩形状に切断される。このように形成された光学シート1は、長辺方向D1に沿う切断線の一部が光学機能層13における光吸収部17を斜めに横切る状態で切断される。光学シート1の長辺と光学機能層13の光透過部16及び光吸収部17の延在方向とは、角度をなしており、平行ではない。
【0058】
実施形態によれば、積層シート10から平面視において矩形状に切断して光学シート1を形成する際に、一方の最外層に配置される被覆層15の側から他方の最外層に配置される保護層11の側に向かって、被覆層15の側の幅が最も小さく、且つ、保護層11の側に向かって漸次幅が大きくなるように、光学シート1を厚さ方向D3の断面において略台形状に切断して形成する。これにより、切断刃20の切断移動の際に及び切断後に逆方向に抜いて移動させる際に、切断刃20の刃面20aを光学シート1の切断面に擦らない状態で移動させることが可能である。そのため、切断刃20をスムーズに移動させやすい。従って、切断時における厚さ方向D3の変形や、切断線の非直線化を極力抑制して、仕上がりが良好で且つ形状的にも見栄えのよい光学シート1を提供することができる。
【0059】
また、切断刃20を、硬さの小さい(弾性率の小さい)光学機能層13に、硬さの大きい基材層12よりも先に接触させて光学シート1を切断することにより、硬さの小さい光学機能層13を基材層12によって十分に支持させた状態での光学シート1の切断が可能となる。そのため、硬さが小さくて柔らかい光学機能層13であっても、光学機能層13を切れ味よく切断して、シート面の法線方向(厚さ方向D3)から視て、光学シート1の切断線を真っ直ぐに仕上げることができる。
【0060】
また、光学シート1の長辺方向D1に沿う切断線の一部が光学機能層13の光吸収部17を斜めに横切る状態で切断される場合であっても、光学機能層13が基材層12によって十分に支持されているため、光吸収部17を切れ味よく切断して、光学シート1の長辺方向D1に沿う切断線が非直線状(折れ線状、ジグザク状など)になりにくく、きれいに切断することができる。
【0061】
また、実施形態の光学シート1の製造方法においては、積層シート作製工程S10の後で光学シート切断加工工程S30の前に、積層シート10をロール状に巻回してシートロール30を作製するシートロール作製工程S20を備えている。そのため、積層シート10の各層11、12、13、14、15それぞれの養生期間を十分に確保して光学シートとしての性能等を安定化することができると共に、積層シート10の作製と光学シート1の切断とを分けることにより、それぞれの生産性及び品質の向上を図ることができる。
【0062】
(変形形態)
なお、本発明は、上記した実施形態に限定されるものでない。
例えば、上記実施形態においては、図6に示すように、積層シート10の長手方向D11に対して光学シート1の長手方向D1が角度をなしている(平行ではない)が、これに制限されない。図9に示すように、光学シート1は、積層シート10の長手方向D11と、積層シート10から形成される光学シート1の長手方向D1(図1及び図2参照)とが平行な状態で、積層シート10から光学シート1を切断して形成することもできる。
【0063】
上記実施形態においては、被覆層15と粘着剤層14と光学機能層13と基材層12と保護層11とを備えた形態について説明したが、積層シート10には、用途に応じてその他の機能を有する層も備えさせることができる。積層シート10に備えさせることができるその他の層としては、従来の光学シートに用いられていたものを特に限定することなく用いることができる。具体的には、電磁波遮蔽層、防眩層、反射防止層、ハードコート層、波長フィルタ層、衝撃吸収層などを挙げることができる。
例えば、実施形態のように厚さ方向D3において保護層11と基材層12と光学機能層13と粘着剤層14と被覆層15とがこの順に配置され、一体的に積層されている光学シート1においては、保護層11と基材層12との間に、防眩層や反射防止層を設けることもできる。
【0064】
また、これらのその他の層は、上述したように、粘着剤層14と同様の粘着剤層を用いて他の層に貼り合わせることも可能である。粘着剤層には、粘着剤層14と同様に公知の粘着剤を用いることが可能であり、粘着剤層14と同様に、紫外線吸収剤、近赤外線吸収剤、ネオン線吸収剤、および調色色素などを含めることも可能である。これらの層の積層順及び積層数は、積層シート10から切断される光学シート1の用途に応じて適宜決定される。これらの層の機能などについて説明を省略する。
【0065】
上記実施形態においては、先に形成された基材層12の一面に光学機能層13の光透過部16を形成しているが、これに制限されない。基材層12と光学機能層13の光透過部16とを一体的に形成してもよい。
上記実施形態の製造方法では、積層シート作製工程S10と、シートロール作製工程S20と、光学シート切断加工工程S30と、を有していると説明したが、シートロール作製工程S20を省略して、積層シート作製工程S10で作製された積層シート10から直接に光学シート1を切断加工してもよい。つまり、ロール状ではなく枚葉状の積層シート10から光学シート1を切断加工してもよい。
【0066】
上記実施形態の製造方法では、積層シート10から、その幅方向D12に2つの光学シート1を切断加工しているが、これに制限されず、その幅方向D12に1つ又は3つ以上の光学シート1を切断加工してもよい。
また、積層シート10をロール状に巻回してシートロール30を作製するシートロール作製工程S20において、積層シート10の幅方向D12の両端部近傍にスペーサーを配置しながら積層シート10をロール状に巻回してもよい。この場合は、積層シート10の巻き取り時に、保護層11の表面の微小な凹凸が粘着剤層14の側に転写されることを防ぐことが可能である。
【符号の説明】
【0067】
1 光学シート
1a、1b 斜辺
10 積層シート
11 保護層
12 基材層
13 光学機能層
14 粘着剤層
15 被覆層
16 光透過部
17 光吸収部
20 切断刃
30 シートロール
【特許請求の範囲】
【請求項1】
基材層と、前記基材層の一方の面に沿って並列する複数の光透過部及び前記光透過部の間に形成された光吸収部を有し且つ前記基材層の一方の面側に積層された光学機能層と、前記基材層の他方の面側に積層された保護層と、前記光学機能層の他方の面側に積層された粘着剤層と、前記粘着剤層を剥離可能に被覆する被覆層と、が一体的に積層されてなる平面視において矩形状に形成される光学シートであって、
前記被覆層の側の幅が最も小さく、且つ、前記保護層の側に向かって漸次幅が大きくなるように、厚さ方向の断面において略台形状に形成されている
光学シート。
【請求項2】
前記光学シートは、前記光学機能層における複数の前記光透過部の並列方向に対して略平行な方向を短辺とし、前記並列方向に対して略直交する方向を長辺とする矩形状に形成されている
請求項1に記載の光学シート。
【請求項3】
基材層と、前記基材層の一方の面に沿って並列する複数の光透過部及び前記光透過部の間に形成された光吸収部を有し且つ前記基材層の一方の面側に積層された光学機能層と、前記基材層の他方の面側に積層された保護層と、前記光学機能層の他方の面側に積層された粘着剤層と、前記粘着剤層を剥離可能に被覆する被覆層と、を一体的に積層して積層シートを作製する積層シート作製工程と、
前記積層シートに対して、前記被覆層の側から前記保護層の側に向かって切断刃を下降移動させることにより、前記被覆層の側の幅が最も小さく、且つ、前記保護層の側に向かって漸次幅が大きくなるように、厚さ方向の断面において略台形状で平面視において矩形状の光学シートの切断加工を行う光学シート切断加工工程と、を有する
光学シートの製造方法。
【請求項4】
前記積層シート作製工程の後で且つ前記光学シート切断加工工程の前に、前記積層シートをロール状に巻回してシートロールを作製するシートロール作製工程を更に備える
請求項3に記載の光学シートの製造方法。
【請求項5】
前記光学シートの切断加工工程において、前記光学シートは、前記光学機能層における複数の前記光透過部の並列方向に対して略平行な方向を短辺とし、前記並列方向に対して略直交する方向を長辺とする矩形状に切断加工される
請求項3又は4に記載の光学シートの製造方法。
【請求項1】
基材層と、前記基材層の一方の面に沿って並列する複数の光透過部及び前記光透過部の間に形成された光吸収部を有し且つ前記基材層の一方の面側に積層された光学機能層と、前記基材層の他方の面側に積層された保護層と、前記光学機能層の他方の面側に積層された粘着剤層と、前記粘着剤層を剥離可能に被覆する被覆層と、が一体的に積層されてなる平面視において矩形状に形成される光学シートであって、
前記被覆層の側の幅が最も小さく、且つ、前記保護層の側に向かって漸次幅が大きくなるように、厚さ方向の断面において略台形状に形成されている
光学シート。
【請求項2】
前記光学シートは、前記光学機能層における複数の前記光透過部の並列方向に対して略平行な方向を短辺とし、前記並列方向に対して略直交する方向を長辺とする矩形状に形成されている
請求項1に記載の光学シート。
【請求項3】
基材層と、前記基材層の一方の面に沿って並列する複数の光透過部及び前記光透過部の間に形成された光吸収部を有し且つ前記基材層の一方の面側に積層された光学機能層と、前記基材層の他方の面側に積層された保護層と、前記光学機能層の他方の面側に積層された粘着剤層と、前記粘着剤層を剥離可能に被覆する被覆層と、を一体的に積層して積層シートを作製する積層シート作製工程と、
前記積層シートに対して、前記被覆層の側から前記保護層の側に向かって切断刃を下降移動させることにより、前記被覆層の側の幅が最も小さく、且つ、前記保護層の側に向かって漸次幅が大きくなるように、厚さ方向の断面において略台形状で平面視において矩形状の光学シートの切断加工を行う光学シート切断加工工程と、を有する
光学シートの製造方法。
【請求項4】
前記積層シート作製工程の後で且つ前記光学シート切断加工工程の前に、前記積層シートをロール状に巻回してシートロールを作製するシートロール作製工程を更に備える
請求項3に記載の光学シートの製造方法。
【請求項5】
前記光学シートの切断加工工程において、前記光学シートは、前記光学機能層における複数の前記光透過部の並列方向に対して略平行な方向を短辺とし、前記並列方向に対して略直交する方向を長辺とする矩形状に切断加工される
請求項3又は4に記載の光学シートの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2013−76828(P2013−76828A)
【公開日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願番号】特願2011−216409(P2011−216409)
【出願日】平成23年9月30日(2011.9.30)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
【公開日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願日】平成23年9月30日(2011.9.30)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
[ Back to top ]