
光学シートの製造方法及び光学シート、光学シートを用いたEL素子及びそれを備えた照明装置
【課題】シリンダー状の金型をパターン母型として使用して透光性基材上に活性エネルギー線硬化性樹脂を用いて作成することで、所望のレンズ形状及び強拡散性能を得ることができ、高い表面耐擦傷性能を得ることが可能となる。
【解決手段】凹凸部が活性エネルギー線硬化性樹脂を介して透光性基材表面に凹凸構造が付与された金型40を圧着させ、前記硬化性樹脂を介さない金型40と透光性基材との圧着部における金型40の幅方向接線長L0に対する透光性基材の幅方向接線長L2との接触長さ率Aが0.1≦A≦0.7であり、成形離型補助部42が金型40の表面に付与された箇所と、透光性基材とが接触点を有さず、その接触部と非接触部とが少なくとも1回以上繰り返してなり、透光性基材の法線方向での成形離型補助部42の凹部42aとの距離h1が20μm<h1<200μmとなるように製造される光学シートの製造方法を提供する。
【解決手段】凹凸部が活性エネルギー線硬化性樹脂を介して透光性基材表面に凹凸構造が付与された金型40を圧着させ、前記硬化性樹脂を介さない金型40と透光性基材との圧着部における金型40の幅方向接線長L0に対する透光性基材の幅方向接線長L2との接触長さ率Aが0.1≦A≦0.7であり、成形離型補助部42が金型40の表面に付与された箇所と、透光性基材とが接触点を有さず、その接触部と非接触部とが少なくとも1回以上繰り返してなり、透光性基材の法線方向での成形離型補助部42の凹部42aとの距離h1が20μm<h1<200μmとなるように製造される光学シートの製造方法を提供する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、フラットパネルディスプレイ、液晶用バックライト、照明用光源、電飾、サイン用光源等に用いられるEL素子(エレクトロルミネッセンス素子)、および、EL素子を用いた表示装置、ディスプレイ装置、液晶ディスプレイ装置等に用いられる光学シートの製造方法及び光学シート、光学シートを用いたEL素子及びそれを備えた照明装置に関するものである。
【背景技術】
【0002】
この種の光学シートは、透光性基材上に特定の凹凸パターン(レンズパターン)を付与することで作製されている。このような凹凸パターンを付与するためには、シリンダー状や板状の金型に旋盤切削方式を代表とする彫刻や描画等を用いてパターニングし、これを母型として透光性基材の表面にパターンを転写して形成する。または、前記母型から基材上にパターンを転写したシートを母型として再転写する。もしくは、微粒子を透光性基材の表面に敷くことで凹凸パターンを付与するなどの製法が用いられている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平8−211205号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上述した従来技術では、以下のような問題があった。
すなわち、上記従来技術による光学シートでは、ディスプレイ装置において、水平方向と垂直方向の光学特性の制御や光拡散性能の付与などが目的となる。EL照明装置においては光取出し効率の向上や表面の耐擦傷性能の向上や光拡散性能を目的としている。
ところが、現在、ディスプレイ装置のおけるバックライトユニットでは、非常に強い指向性を有する光源が用いられることから、その光源を起因とした光量のばらつきが明暗模様となって視認されるという問題があった。
【0005】
また、EL照明装置においては、3色別層に積層されたマルチフォトン方式でのELユニットを用いた場合に、特定の角度に特定の波長が突出した強度で出射されてしまうため、角度によっては照明の色が変化してしまう色ずれという不良が生じる問題があった。
これらの課題を解決するためには、観察者側に向けて出射される光線の波長毎の強度が均一且つ場所毎の積算光の強度が均一であるほど良いため、極めて強い拡散性をもつ部材、もしくは表面にレンズ性能を有する部材、或いはその両者を有する部材を用いることが検討されているが、基本的には溶融樹脂成形を用いて作製された部材であり、光学部材の表層に使用されるような用途においては耐擦傷性能が不足する。
【0006】
これに対し、パターンが付与されたシリンダー状の金型を母型として活性エネルギー線硬化性樹脂を用いたレンズを用いた場合には、溶融樹脂成形に用いられる熱可塑性樹脂に硬度で勝る活性エネルギー線硬化性樹脂を使用することで、表面耐擦傷性においては優位性があるものの、光源からの配光分布に依存する度合いが強く、強内部拡散性能を付与することが困難である。そのうえ、レンズ形状に起因する配光特性が出射光にも大きく影響してしまい、指向性の強い光が入射した場合にこれらを波長毎の強度が均一な配光分布に変換することが困難となり、その点で改良の余地があった。
【0007】
本発明は、上述する問題点に鑑みてなされたもので、シリンダー状の金型をパターン母型として使用して透光性基材上に活性エネルギー線硬化性樹脂を用いて作成することで、所望のレンズ形状、及び強拡散性能を得ることができ、高い表面耐擦傷性能を得ることが可能となる光学シートの製造方法及び光学シート、光学シートを用いたEL素子及びそれを備えた照明装置を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記目的を達成するため、本発明に係る光学シートの製造方法では、透光性基材の一方の表面に活性エネルギー線硬化性樹脂を用いて表面に成形離型補助部としての凹凸部を有する光学機能層が付与された光学シートの製造方法であって、凹凸部が活性エネルギー線硬化性樹脂を介して透光性基材の表面に凹凸構造が付与された金型を圧着させることにより形成されるとともに、活性エネルギー線硬化性樹脂を介さない金型と透光性基材とが圧着された状態での圧着部における金型の幅方向接線長に対する透光性基材の幅方向接線長との接触長さ率Aが0.1≦A≦0.7であり、成形離型補助部が金型の表面に付与された箇所と、透光性基材とが接触点を有さず、その接触部と非接触部とが少なくとも1回以上繰り返してなり、透光性基材の法線方向での成形離型補助部の凹部との距離h1が20μm<h1<200μmとなるように製造されることを特徴としている。
【0009】
本発明では、透光性基材の法線方向での成形離型補助部の凹部との距離h1が20μm<h1<200μmとなるように製造することで、光学機能部の体積を確保することができ、十分な拡散性を有する光学シートを得ることができる。また、金型からの樹脂剥離時に凝集破壊を起すのを抑制することができ、外見不良を引き起こすという不具合を防止することができる。
また、活性エネルギー線硬化性樹脂を介さない金型と透光性基材とが圧着された状態での圧着部における金型の幅方向接線長に対する透光性基材の幅方向接線長との接触長さ率Aを0.1≦A≦0.7とすることで、透過性基材と金型が圧着されたときの接触部の長さ寸法を確保することができることから、成形時の透過性基材の流れ方向の張力を安定させることができる。また、透過性基材の上下方向の自由度も確保することができ、透過性基材の厚みのばらつきに起因するシワなどの発生を防ぐことが可能となる。そのため、設置条件により光学機能部の厚み寸法を変動させることができる。
このように、シリンダー状の金型をパターン母型として使用して透光性基材上に活性エネルギー線硬化性樹脂を用いて作成することで、所望のレンズ形状、及び強拡散性能を得ることができ、高い表面耐擦傷性能を得ることが可能となる。
【0010】
また、本発明に係る光学シートでは、上述した光学シートの製造方法によって製造される光学シートであって、光学機能層に設けられる光学機能部における最表面と成形離型補助部の凹部との最大高低差をh2とし、光学機能部の総厚みをhとした場合、0.01≦h2/h≦0.2であることを特徴としている。
この場合、略平坦となって離型のきっかけとなることがなく、また表面の凹凸がレンズ効果内に納まるので、拡散機能という光学機能の制御が可能な光学シートを提供することができる。
【0011】
また、本発明に係る光学シートでは、成形離型補助部の凹凸部は、1方向の連なった形状であってもよい。
【0012】
また、本発明に係る光学シートでは、上述した光学シートの製造方法によって製造される光学シートであって、光学機能層は、活性エネルギー線硬化性樹脂内に成形補助剤が添加されていることを特徴としている。
【0013】
本発明では、レンズ群の素材である活性エネルギー線硬化性樹脂に、硬化収縮率と離型性を調整できる成形補助剤を予め添加することで、これらの素材を母型に相対的に圧着してレンズ群を硬化させて成形する際、硬化収縮に際して成形樹脂が硬化前に母型から離れるデラミ現象を防ぎ、母型に樹脂が残ったりせず樹脂取られを生じないから、転写率が良好で成形の安定性が高い光学シートを得ることができる。
【0014】
また、本発明に係る光学シートでは、成形補助剤は、微粒子であり、その平均粒子径をr1とすると、0.01<r1/h1<0.1であることが好ましい。
【0015】
この場合、十分な拡散性を得るために必要な微粒子の個数が増加するための活性エネルギー線硬化性樹脂の粘度が著しく上昇することがなく、転写率の低下を招くことがない。また、樹脂硬化後の皮膜強度も確保することができるので、剥離時に凝集破壊を引き起こすのを抑制することができる。さらに、微粒子が光学機能部の表面形状を変形させることもなく、樹脂の硬化の際に硬化した箇所から金型にランダムに剥離するというデラミ現象の発生を抑えることができる。
したがって、安定な成形条件を決定するのが容易、且つ所望の拡散性能、密着性能などの諸物性に併せて微粒子の添加量を適宜選択することが可能となるとともに、微粒子や活性エネルギー線硬化性樹脂の選定が簡便となる利点がある。
【0016】
請求項6
また、本発明に係る光学シートを用いたEL素子では、上述した光学シートを用いたEL素子であって、光学シートにおける光学機能部が最表面に配置されることを特徴としている。
【0017】
また、本発明に係る光学シートを用いたEL素子では、上述した光学シートを用いたEL素子であって、光学シートにおける透光性基材部が最表面に配置されることを特徴としている。
本発明では、EL素子の光射出側に積層した光学シートは、活性エネルギー線硬化性樹脂に予め成形補助剤が添加されて硬化成形されているため、成形安定性がよく転写率が良好であり、しかも成形補充剤の微粒子を分散させたことで光の拡散性が向上する。
【0018】
また、本発明に係るEL素子を備えた照明装置では、上述したEL素子を発光手段として備えたことを特徴としている。
これによって、光学シートの成形時にデラミ現象や樹脂取られを生じないから、成形性と転写性と光拡散性が良好であり、EL素子から射出された光の光学特性が均一で良好な照明装置が得られる。
【発明の効果】
【0019】
本発明の光学シートの製造方法及び光学シートによれば、シリンダー状の金型をパターン母型として使用して透光性基材上に活性エネルギー線硬化性樹脂を用いて作成することで、所望のレンズ形状、強拡散性能を得ることが可能であり、一般の溶融樹脂成形により作製された表面が同形状の光学シートに比べて表面耐擦傷性能の高い光学シートを得ることができる。
また、そのような製法で製造された光学シートを用いたEL素子及びそれを備えた照明装置は、上述した光学シートを備えることで光の利用効率を向上させることができる。
【図面の簡単な説明】
【0020】
【図1】本発明の第1の実施の形態による光学シートを含むEL照明素子の概略構成を示す断面図である。
【図2】図1に示す光学シートの縦断面図である。
【図3】第1の実施の形態による光学シートの製造方法を示す模式図である。
【図4】彫刻工具ユニットの概略構成を示す斜視図である。
【図5】金型の概略構成を示す縦断面図である。
【図6】金型と活性線照射装置を示す縦断面図である。
【図7】本発明の第2の実施の形態による光学シートを含むEL照明素子の概略構成を示す図である。
【図8】図7に示す光学シートの縦断面図である。
【図9】第2の実施の形態による金型の概略構成を示す縦断面図である。
【図10】(a)〜(c)は、変形例による金型の概略構成を示す縦断面図である。
【図11】第3の実施の形態による金型と活性線照射装置を示す縦断面図であって、図10(c)の金型に基づく図である。
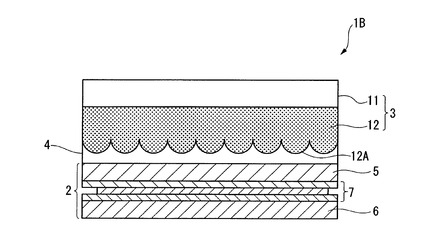
【図12】第4の実施の形態による光学シートを含むEL照明素子の概略構成を示す断面図である。
【発明を実施するための形態】
【0021】
以下、本発明の実施の形態による光学シートの製造方法及び光学シート、光学シートを用いたEL素子及びそれを備えた照明装置について、図面に基づいて説明する。
【0022】
(第1の実施の形態)
はじめに、本実施の形態のEL素子は、例えば発光手段として、EL照明装置、ディスプレイ装置、または液晶素子等の画像表示素子の背面に配設して液晶ディスプレイ装置等の各種のディスプレイ装置を含む照明装置に具備されて使用される。
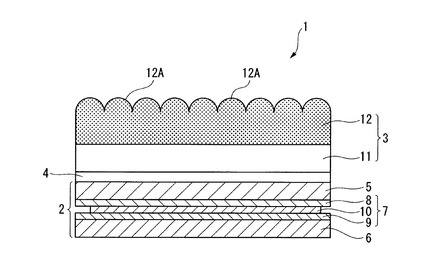
図1に示すEL照明素子1(EL素子)は、ELパネル2の光射出側の面に第1の実施の形態による光学シート3が積層されて構成されている。
【0023】
ELパネル2は、光の出射側に配設された透光性の第1基板5と、第1基板5の裏面側に配置された第2基板6と、第1基板5及び第2基板6の間に挟持された発光構造体7とが一体的に積層して形成されている。発光構造体7は、第1基板5の裏面側に配置される陽極8と、第2基板6の表面側に配置される陰極9と、陽極8及び陰極9の間に挟持された発光層10とで構成されている。
発光構造体7は、発光層10が陽極8と陰極9に電圧を印加することにより発光するものであり、従来公知のさまざまな構成を採用することができる。ELパネル2は、陽極8と陰極9の間に電圧を印加して発光層10から光を出射させ、この光が第1基板5を透過して光学シート3に入射し、さらに光学シート3を透過して外部へ出射することになる。
【0024】
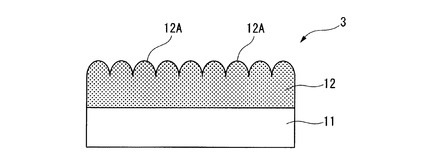
図2に示す光学シート3は、ELパネル2の第1基板5の光射出側の面である上面(最表面)に貼合層4を介して積層されており、透光性基材11と、透光性基材11上に積層形成された複数の単位レンズ12A(成形離型補助部の凹凸層)が二次元方向に配列されてなるレンズ群12(光学機能部)とで形成されている。単位レンズ12Aは例えば断面略半楕円形状または略半円形状のシリンドリカルレンズが互いに直交する方向に交差して配列されて構成されている。これらシリンドリカルレンズはそれぞれ単位レンズ12Aを構成し、これらの組合せでレンズ群12を構成する。
【0025】
貼合層4には、粘着剤や接着剤を用いることができ、アクリル、ウレタン系のような樹脂系のいずれでもよく、前記基材及び熱可塑性樹脂の材質により適宜選択することができる。より具体的には、アクリル系粘着剤としてはアクリルポリマーを適宜架橋することで耐熱性に優れた粘着剤層が得られる。架橋方法の具体的手段としては、イソシアネート化合物、エポキシ化合物、アジリジン化合物などアクリル系ポリマーに適宜架橋基点として含ませたカルボキシル基、ヒドロキシル基、アミノ基、アミド基などと反応し得る基を有する化合物を添加し反応させるいわゆる架橋剤を用いる方法がある。このうち、イソシアネート化合物としては、トリレンジイソシアネート、キシレンジイソシアネートなどの芳香族イソシアネート、イソホロンジイソシアネートなどの脂環式イソシアネート、ヘキサメチレンジイソシアネートなどの脂肪族イソシアネートなどが挙げられる。また、これらに拡散性能やガラス基板との密着力調整を目的に微粒子が添加されていてもよい。貼合層4を介して光学シート3は、ELパネル2の最表面に配置されることで、出射光の配向特性の均一なEL照明素子1を得ることができる。
【0026】
単位レンズ12Aの断面形状は上述の略半楕円形状または略半円形状に限定されるものではなく、他の適宜の断面形状を採用できる(後述)。しかも配列される単位レンズ12Aの形状は1種類に限定されることはなく、2種類または3種類以上の複数種類の形状のものを組み合わせてレンズ群12を構成してもよい。
また、レンズ群12は、単位レンズ12Aが一次元方向に配列されて構成されていてもよいが、二次元方向に配列されて構成されていることが好ましい。単位レンズ12Aの二次元方向配列とは、一方向に延びるシリンドリカル形状の単位レンズ12Aが直交する方向に平行に配列された構成だけでなく、単位レンズ12Aがドット状で互いに直交する方向に配列された構成やハニカム状に配列された構成等が一例として挙げられる。
【0027】
ここで、光学シート3の材質について説明する。
透光性基材11として、例えばポリエステル樹脂、ポリオレフィン樹脂、ポリスチレン樹脂、メタクリル樹脂、ポリカーボネート樹脂、塩化ビニル樹脂、シクロオレフィンポリマーやこれらの複合体などの合成樹脂が用いられる。
透光性基材11の少なくとも一方の面に易接着層のような表面処理が施されているものを使用することもできる。このような構成を採用すれば、ELパネル2の第1基板5との接着性やレンズ群12との接着性が高くなる。
【0028】
また、複数種類の単位レンズ12Aを有するレンズ群12について、活性エネルギー線硬化性樹脂を使用する。活性エネルギー線硬化性樹脂として、例えば紫外線硬化型フォトポリマーが用いられ、具体的にはアクリル系ポリマー、アクリル系モノマーまたは光開始剤等を含んだ公知のものが用いられる。レンズ群12の材質として活性エネルギー線硬化性樹脂を用いて賦型する際には、活性エネルギー線(例えば紫外線)が照射されたときに硬化して接着性を有するものが使用できる。
レンズ群12を製造するには、活性エネルギー線硬化性樹脂として、例えば紫外線硬化型フォトポリマー、具体的にはアクリル系ポリマー、アクリル系モノマー及び光開始剤等を含んだものを用いて後述する成形補助剤を混入して、透光性基材11上に紫外線硬化型フォトポリマーを塗布する。そして、予めレンズ群12のパターンが賦型された金型の母型(版)を圧着させた状態で硬化させることで、所望のレンズ群12を有する光学シート3を得ることができる。
【0029】
ここで、レンズ群12の材質として活性エネルギー線硬化性樹脂を用いて母型(版)を圧着して成形する場合、単位レンズ12Aの外観形状において平面部などの樹脂密着性が非常に低い部分があると、活性エネルギー線硬化性樹脂が硬化した際に、この部分では、凹凸形状からなる凹凸部位と比較して母型からの離型が早く、その部分がムラになって視認されてしまう「デラミ」という現象が起こる。
また、レンズ群12の成形方法では、母型の凹凸パターン部(レンズパターン)においても腐食などに起因した表面が錆びた部位や、単位レンズ12Aの高さと幅の比である高アスペクトの凹凸部位などにおいては、活性線硬化性樹脂が硬化した後の母型からの剥離が困難であり、母型側に樹脂が残ってしまう「樹脂取られ」という現象が発生するおそれがある。
そこで、本第1の実施の形態では、レンズ群12を形成する活性エネルギー線硬化性樹脂に成形補助剤を予め所定の範囲で添加するようにしてデラミや樹脂取られを抑制するようにした。成形補助剤は、活性エネルギー線硬化性樹脂の硬化収縮率と離型性を調整する機能を発揮できる。
【0030】
次に、上述した光学シート3の製造方法について、図面に基づいて説明する。
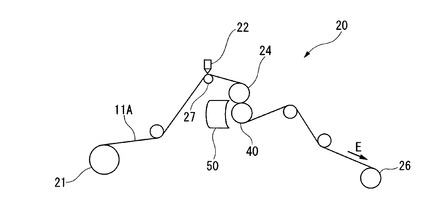
図3に示すように、この光学シート3の製造装置20は、シート状に連続する透光性基材11を透光性基材シート11Aとして繰り出す透光性基材ロール21と、透光性基材シート11Aに予め微粒子の成形補助剤を混入させた活性エネルギー線硬化性樹脂を塗布する樹脂供給ユニット22と、レンズ群12の転写形状が円筒状の表面に形成されている金型をなす金属製シリンダー状母型(金型40)と、この金型40に圧着された透光性基材圧着ロール24と、金型40に塗布された活性エネルギー線硬化性樹脂に活性エネルギー線を照射して樹脂を硬化させる活性エネルギー線照射装置50と、レンズ群12が成形された透光性基材シート11Aを巻き取る光学シートロール26とを備えている。
【0031】
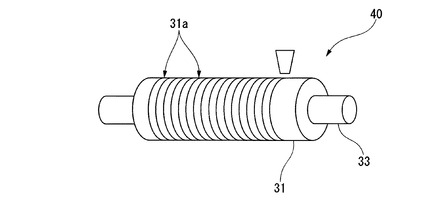
ここで、光学シート製造に用いる金型製造方法の一例について、図4に基づいて説明する。
金型40は、例えば略シリンダー形状の鉄芯33上に他の金属31が層状にメッキされて形成されている。ここで言う他の金属31とは、例えば銅やニッケルなどであり、母型40へ付与する凹凸パターンの形状によって適宜選択することができると共に、凹凸パターン31a付与後に防錆や表面の保護を目的にクロムなどの金属メッキを付与することもできる。また、母型40への凹凸パターン付与の方式は旋盤を用いた切削方式やレーザー描画、腐食方式など適宜選択することができ、或いは、これらの方式を適宜組み合わせることによっても母型40を製作できる。
【0032】
次に、この製造装置20を用いた光学シート3の製造方法について説明する。
先ず、透光性基材ロール21から透光性基材11がシート状に連続する透光性基材シート11Aを繰り出し、受けロール27に対向して配置された樹脂供給ユニット22から透光性基材シート11A上に微粒子の成形補助剤を予め添加して均一に分散させた活性エネルギー線硬化性樹脂を塗布する。
【0033】
活性エネルギー線硬化性樹脂が塗布された透光性基材シート11Aは、この活性エネルギー線硬化性樹脂が塗布された面を金型40に対面させてこの母型40と透光性基材圧着ロール24とで挟持されて圧着され、この活性エネルギー線硬化性樹脂は金型40の凹凸パターンに沿って成形される。
そして、金型40で成形された透光性基材シート11Aは活性エネルギー線照射装置50から照射される紫外線等の活性エネルギー線硬化性樹脂によって硬化させられ、テンションロールを介して光学シートロール26に巻き取られる。その後、透光性基材シート11Aは別工程でレンズ群12が形成された透光性基材11の単位毎に切断されることで光学シート3が得られる。
【0034】
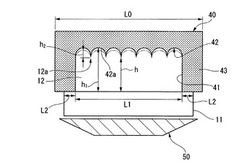
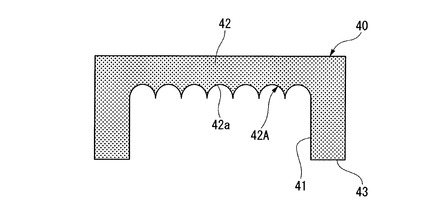
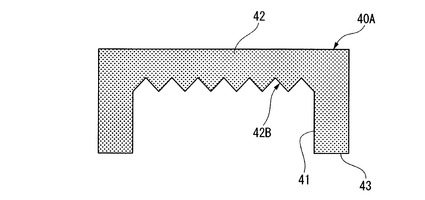
図5に示すように、金型40からなる金型は、表面に成形離型補助部42の凹凸部42A及び金型光学機能部用溝41を有するパターンが付与されている。
そして、図6に示すように、活性エネルギー線硬化性樹脂を介さない状態での金型40と透光性基材11とが圧着された状態での圧着部における金型40の幅方向接線長L0に対する透光性基材11の接触部長さ寸法L2(透過性基材11の幅方向接線長)との接触長さ率Aは0.1≦A≦0.7であり、望ましくは0.2≦A≦0.6である。ここで、透過性基材11における金型40に対する接触部(符号L2の部分)は、パターン部にない構成となっている。
【0035】
前記接触長さ率AがA<0.1となる場合は、透光性基材11と金型40が圧着された際の接触部長さ寸法L2が不十分であるため、成形時の透光性基材11の流れ方向の張力が安定しないという欠点がある。
また、前記接触長さ率AがA>0.7の場合には、透光性基材11の上下方向の自由度が無くなるため、透光性基材11の厚みバラつきに起因するシワなどの原因になるとともに、装置条件により光学機能部をなすレンズ群12の厚みをコントロールすることが困難となる。
さらに、前記接触長さ率Aが0.2≦A≦0.6の場合には、十分な流れ方向の張力安定性を得られるとともに、非接触部(図6に示す符号L1の部分)を持つことで透光性基材11が上下方向にたるむため、樹脂供給量や透光性基材11の流れ方向の張力を変更することで実質の光学機能部(レンズ群12)の厚み寸法h1を変動させることが可能となる。
【0036】
このような金型40を用いた光学シートの製造方法について、図5等を用いて詳細に説明する。
図5に示すように、金型40と透光性基材11間に活性エネルギー線硬化性樹脂を介して圧着し、活性エネルギー線照射装置50から活性エネルギー線を照射することで光学シート3を得ることができる。このときに活性エネルギー線硬化性樹脂硬化後の屈折率と異なる成形補助剤を樹脂中に添加することで、拡散性を有する光学機能部(レンズ群12)を得ることが可能となる。
【0037】
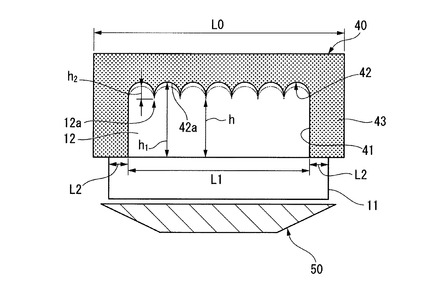
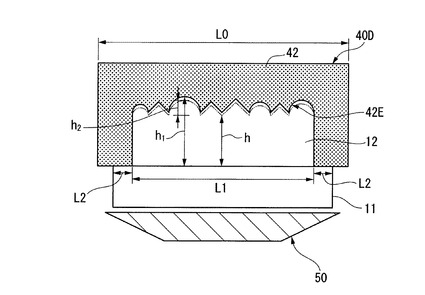
また、図6に示すように、金型40は、端部より非成形離型補助部43と成形離型補助部42とが少なくとも1回以上繰り返して存在している構成となっている。活性エネルギー線硬化性樹脂を介さない状態で圧着された際の金型40/透光性基材11の接触部(符号L2部分)と、非接触部L1とが少なくとも1回以上繰り返してなり、透光性基材11と、その法線方向での成形離型補助部42の凹部42aとの距離h1が20μm<h1<200μmであり、且つ光学機能部(レンズ群12)における最表面(図6で符号12a)と成形離型補助部42の凹部42aとの最大高低差をh2とし、光学機能部の総厚みをhとすると、0.01≦h2/h≦0.2となっている。
【0038】
前記距離h1がh1≦20μmの場合には、光学機能部(レンズ群12)の体積が不足し、十分な拡散性を得ることができない。また、前記距離h1がh1≧200μmの場合には、金型40からの樹脂剥離時に凝集破壊を起こし外観不良を引き起こす可能性がある。
また、最大高低差をh2と総厚みhとの比率h2/hが0.01>h2/hの場合には、略平坦となり離型のきっかけとしての機能を果たさなくなり、さらにh2/h>0.2においては、表面の凹凸がレンズ効果を出してしまい、拡散機能という光学機能の制御が困難となる。
【0039】
透光性基材11は、具体的にはポリエステル樹脂、ポリオレフィン樹脂、ポリスチレン樹脂、メタクリル樹脂、ポリカーボネート樹脂、塩化ビニル樹脂、シクロオレフィンポリマーやこれらの複合体などの合成樹脂が用いられるが、ここで透光性基材11の少なくとも一方の面に易接着層やハードコート処理、防眩処理のような表面処理が施されているものも使用することができる。
また、光学機能部(レンズ群12)には活性エネルギー線(例えば紫外線)が照射されたときに硬化して接着性を有するものが使用できる。例えば紫外線硬化型フォトポリマーが用いられ、具体的にはアクリル系ポリマー、アクリル系モノマー及び光開始剤等を含んだ公知のものに成形補助剤が添加されたものを使用することができる。ハードコート処理をされた透光性基材11を用いてハードコート処理との逆面に成形することにより、ハードコート性能と高い拡散性を両立したフラットパネルディスプレイ用途の光学シートとしても使用することが可能となる。
【0040】
成形補助剤は微粒子であり、例えばスチレン系樹脂、アクリル系樹脂、シリコーン系樹脂、尿素樹脂、ホルムアルデヒド縮合物などからなる有機系粒子や、ガラスビーズ、シリカ、アルミナ、炭酸カルシウム、金属酸化物などからなる無機系微粒子、または気泡や可視光の特定の波長に吸収性を有するような色素顔料なども使用することができ、これら複数種類の微粒子を併用して混合することも可能である。
【0041】
この成形補助剤の総体積をV−fとした場合のレンズ群の総体積に対する成形補助剤の体積V−fの百分率をEとすると、Eは0.5%≦E≦40%程度であり、より望ましくは1%≦E≦35%である。
【0042】
E<0.5%の場合には、透光性基材11上に活性エネルギー線硬化性樹脂を用いて母型40のパターンを転写する際に、硬化した樹脂と母型40との密着力が成形補助剤が添加されてない場合に対して変化が無く、離型性の向上につながらない。
また、E>40%の場合には、硬化した樹脂と透光性基材との密着力が顕著に低下し、製品の信頼性が損なわれてしまう。
また、35%<E≦40%の場合には、樹脂への微粒子の分散状態が悪化し、送液時のフィルターの詰まりや母型40に微粒子の凝集物が付着することによる母型傷や、パターンの目詰まりといった現象を引き起こす可能性がある。そのため、レンズ群12に拡散性を付与したい場合などは、1%≦Eであることが望ましい。
【0043】
したがって、1%≦E≦35%においては、活性エネルギー線硬化性樹脂への微粒子の分散混合が比較的容易に行えるため、所望のパターン形状や拡散性能、密着性能などの諸物性に併せて微粒子の添加量を適宜選択することが可能となるとともに、微粒子や活性エネルギー線硬化性樹脂の選定が簡便となる。
また、成形補助剤としての微粒子を添加することにより樹脂硬化時の収縮を下げることが可能となり、添加量を変更することで任意にコントロールすることが可能となり、樹脂硬化時に発生する基材の反りが抑制されたハンドリング性の高い光学シートを同時に得ることができる。
【0044】
ここで、次に、成形補助剤としての微粒子の粒径と、成形離型補助部42の凹部42aとの距離h1との関係について説明する。
微粒子である成形補助剤の平均粒径をr1とすると、0.01<r1/h1<0.1であることが望ましい。
0.01≧r1/h1の場合には、十分な拡散性を得るために必要な微粒子の個数が増加するため活性エネルギー線硬化性樹脂の粘度が著しく上昇し転写率が低下してしまう可能性があるため成形条件の尤度が狭まるとともに、樹脂硬化後の皮膜強度も落ちるため金型からの剥離時に凝集破壊を引き起こす可能性がある。
また、r1/h1≧0.1の場合には、微粒子が光学機能部の表面形状を変形させてしまう可能性があり、樹脂硬化の際に硬化した箇所から金型よりランダムに剥離してしまうデラミという現象が発生する可能性があり、剥離箇所毎にムラが発生し、外観不良を引き起こす可能性がある。
したがって、0.01<r1/h1<0.1においては、安定な成形条件を決定するのが容易、且つ所望の拡散性能、密着性能などの諸物性に併せて微粒子の添加量を適宜選択することが可能となるとともに、微粒子や活性エネルギー線硬化性樹脂の選定が簡便となる利点がある。
【0045】
上述のように本第1の実施の形態による光学シートの製造方法及び光学シートでは、金型40の金型をパターン母型として使用して透光性基材11上に活性エネルギー線硬化性樹脂を用いて作成することで、所望のレンズ形状、強拡散性能を得ることが可能であり、一般の溶融樹脂成形により作製された表面が同形状の光学シートに比べて表面耐擦傷性能の高い光学シート3を得ることができる。
また、そのような製法で製造された光学シートを用いたEL素子及びそれを備えた照明装置では、上述した光学シート3を備えることで光の利用効率を向上させることができる。
【0046】
次に、本発明による光学シートの製造方法及び光学シート、光学シートを用いたEL素子及びそれを備えた照明装置の他の実施の形態について、添付図面に基づいて説明するが、上述の第1の実施の形態と同一又は同様な部材、部分には同一の符号を用いて説明を省略し、第1の実施の形態と異なる構成について説明する。
【0047】
(第2の実施の形態)
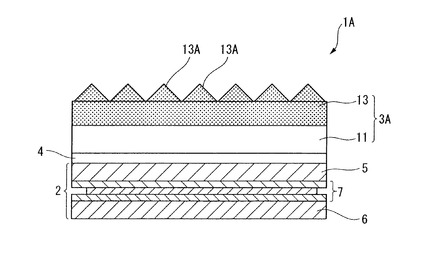
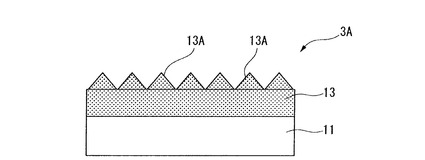
図7及び図8に示す本発明の第2の実施の形態によるEL素子1Aでは、光学シート3Aのレンズ群13(光学機能部)は例えば断面略三角形をなすプリズムレンズであり、同一形状の単位レンズ13A、13A、…(成形離型補助部42の凹凸層)が平行に配列された構成となっている。図9に示すように、この場合の金型40Aは、成形離型補助部42の凹凸部42Bが前記レンズ群13の断面略三角形に対応した略三角形状に形成されている。
【0048】
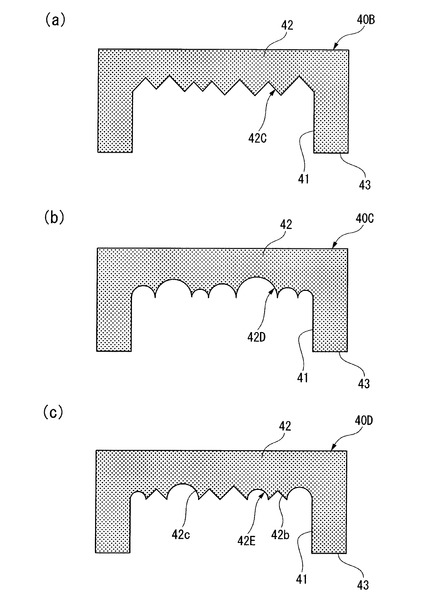
なお、金型40、40Aの凹凸部42A、42Bの形状は、上述した実施の形態に限定されることはなく、光学シート3の形状に合わせて適宜設定される。図10(a)〜(c)には、他の形状の金型40B、40C、40Dを示している。図10(a)に示す金型40Bには、大小異なる断面略三角形の凹凸部42Cが形成されている。また、図10(b)に示す金型40Cには、大小異なる断面略半円形の凹凸部42Dが形成されている。また、図10(c)に示す金型40Dには、大小異なる断面略三角形の凹凸部42bと、大小異なる断面略半円形の凹凸部42cとが混在した凹凸部42Eが形成されている。
【0049】
(第3の実施の形態)
図11に示す金型と活性線照射装置50とは、上述した図10(c)に示す金型40Dを採用したものである。
【0050】
(第4の実施の形態)
図12に示すように、本発明の第4の実施の形態によるEL照明素子1Bは、光学シート3がELパネル2の最表面に配置され、光学シート3における成形離型補助部の凹凸部側の面(レンズ群12の単位レンズ12A)が貼合層4を介してELパネル2のガラス基板と貼り合わされた構成となっている。
貼合層4の材質としては前項記載のものを用いることができ、樹脂成形面とは逆面にハードコートや防眩処理などを施された透光性基材11を用いることにより、最表面に所望の物性を付与し且つ高い拡散性を有し、出射光の配向特性の均一なEL照明装置1Bを得ることができる。
【0051】
以上、本発明による光学シートの製造方法及び光学シート、光学シートを用いたEL素子及びそれを備えた照明装置の実施の形態について説明したが、本発明は上記の実施の形態に限定されるものではなく、その趣旨を逸脱しない範囲で適宜変更可能である。
【符号の説明】
【0052】
1、1A、1B EL照明素子(EL素子)
2 ELパネル
3 光学シート
4 貼合層
5 第1基板
6 第2基板
7 発光構造体
8 陽極
9 陰極
10 発光層
11 透光性基材
12、13 レンズ群(光学機能部)
12A、13A 単位レンズ
20 製造装置
40 金型(金属製シリンダー状母型)
41 金型光学機能部用溝
42 成形離型補助部
42A〜42E 凹凸部
42a 凹部
43 非成形離型補助部
50 活性エネルギー線照射装置
L0 金型の幅方向接線長
L1 非接触部
L2 透過性基材の幅方向接線長
【技術分野】
【0001】
本発明は、フラットパネルディスプレイ、液晶用バックライト、照明用光源、電飾、サイン用光源等に用いられるEL素子(エレクトロルミネッセンス素子)、および、EL素子を用いた表示装置、ディスプレイ装置、液晶ディスプレイ装置等に用いられる光学シートの製造方法及び光学シート、光学シートを用いたEL素子及びそれを備えた照明装置に関するものである。
【背景技術】
【0002】
この種の光学シートは、透光性基材上に特定の凹凸パターン(レンズパターン)を付与することで作製されている。このような凹凸パターンを付与するためには、シリンダー状や板状の金型に旋盤切削方式を代表とする彫刻や描画等を用いてパターニングし、これを母型として透光性基材の表面にパターンを転写して形成する。または、前記母型から基材上にパターンを転写したシートを母型として再転写する。もしくは、微粒子を透光性基材の表面に敷くことで凹凸パターンを付与するなどの製法が用いられている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平8−211205号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上述した従来技術では、以下のような問題があった。
すなわち、上記従来技術による光学シートでは、ディスプレイ装置において、水平方向と垂直方向の光学特性の制御や光拡散性能の付与などが目的となる。EL照明装置においては光取出し効率の向上や表面の耐擦傷性能の向上や光拡散性能を目的としている。
ところが、現在、ディスプレイ装置のおけるバックライトユニットでは、非常に強い指向性を有する光源が用いられることから、その光源を起因とした光量のばらつきが明暗模様となって視認されるという問題があった。
【0005】
また、EL照明装置においては、3色別層に積層されたマルチフォトン方式でのELユニットを用いた場合に、特定の角度に特定の波長が突出した強度で出射されてしまうため、角度によっては照明の色が変化してしまう色ずれという不良が生じる問題があった。
これらの課題を解決するためには、観察者側に向けて出射される光線の波長毎の強度が均一且つ場所毎の積算光の強度が均一であるほど良いため、極めて強い拡散性をもつ部材、もしくは表面にレンズ性能を有する部材、或いはその両者を有する部材を用いることが検討されているが、基本的には溶融樹脂成形を用いて作製された部材であり、光学部材の表層に使用されるような用途においては耐擦傷性能が不足する。
【0006】
これに対し、パターンが付与されたシリンダー状の金型を母型として活性エネルギー線硬化性樹脂を用いたレンズを用いた場合には、溶融樹脂成形に用いられる熱可塑性樹脂に硬度で勝る活性エネルギー線硬化性樹脂を使用することで、表面耐擦傷性においては優位性があるものの、光源からの配光分布に依存する度合いが強く、強内部拡散性能を付与することが困難である。そのうえ、レンズ形状に起因する配光特性が出射光にも大きく影響してしまい、指向性の強い光が入射した場合にこれらを波長毎の強度が均一な配光分布に変換することが困難となり、その点で改良の余地があった。
【0007】
本発明は、上述する問題点に鑑みてなされたもので、シリンダー状の金型をパターン母型として使用して透光性基材上に活性エネルギー線硬化性樹脂を用いて作成することで、所望のレンズ形状、及び強拡散性能を得ることができ、高い表面耐擦傷性能を得ることが可能となる光学シートの製造方法及び光学シート、光学シートを用いたEL素子及びそれを備えた照明装置を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記目的を達成するため、本発明に係る光学シートの製造方法では、透光性基材の一方の表面に活性エネルギー線硬化性樹脂を用いて表面に成形離型補助部としての凹凸部を有する光学機能層が付与された光学シートの製造方法であって、凹凸部が活性エネルギー線硬化性樹脂を介して透光性基材の表面に凹凸構造が付与された金型を圧着させることにより形成されるとともに、活性エネルギー線硬化性樹脂を介さない金型と透光性基材とが圧着された状態での圧着部における金型の幅方向接線長に対する透光性基材の幅方向接線長との接触長さ率Aが0.1≦A≦0.7であり、成形離型補助部が金型の表面に付与された箇所と、透光性基材とが接触点を有さず、その接触部と非接触部とが少なくとも1回以上繰り返してなり、透光性基材の法線方向での成形離型補助部の凹部との距離h1が20μm<h1<200μmとなるように製造されることを特徴としている。
【0009】
本発明では、透光性基材の法線方向での成形離型補助部の凹部との距離h1が20μm<h1<200μmとなるように製造することで、光学機能部の体積を確保することができ、十分な拡散性を有する光学シートを得ることができる。また、金型からの樹脂剥離時に凝集破壊を起すのを抑制することができ、外見不良を引き起こすという不具合を防止することができる。
また、活性エネルギー線硬化性樹脂を介さない金型と透光性基材とが圧着された状態での圧着部における金型の幅方向接線長に対する透光性基材の幅方向接線長との接触長さ率Aを0.1≦A≦0.7とすることで、透過性基材と金型が圧着されたときの接触部の長さ寸法を確保することができることから、成形時の透過性基材の流れ方向の張力を安定させることができる。また、透過性基材の上下方向の自由度も確保することができ、透過性基材の厚みのばらつきに起因するシワなどの発生を防ぐことが可能となる。そのため、設置条件により光学機能部の厚み寸法を変動させることができる。
このように、シリンダー状の金型をパターン母型として使用して透光性基材上に活性エネルギー線硬化性樹脂を用いて作成することで、所望のレンズ形状、及び強拡散性能を得ることができ、高い表面耐擦傷性能を得ることが可能となる。
【0010】
また、本発明に係る光学シートでは、上述した光学シートの製造方法によって製造される光学シートであって、光学機能層に設けられる光学機能部における最表面と成形離型補助部の凹部との最大高低差をh2とし、光学機能部の総厚みをhとした場合、0.01≦h2/h≦0.2であることを特徴としている。
この場合、略平坦となって離型のきっかけとなることがなく、また表面の凹凸がレンズ効果内に納まるので、拡散機能という光学機能の制御が可能な光学シートを提供することができる。
【0011】
また、本発明に係る光学シートでは、成形離型補助部の凹凸部は、1方向の連なった形状であってもよい。
【0012】
また、本発明に係る光学シートでは、上述した光学シートの製造方法によって製造される光学シートであって、光学機能層は、活性エネルギー線硬化性樹脂内に成形補助剤が添加されていることを特徴としている。
【0013】
本発明では、レンズ群の素材である活性エネルギー線硬化性樹脂に、硬化収縮率と離型性を調整できる成形補助剤を予め添加することで、これらの素材を母型に相対的に圧着してレンズ群を硬化させて成形する際、硬化収縮に際して成形樹脂が硬化前に母型から離れるデラミ現象を防ぎ、母型に樹脂が残ったりせず樹脂取られを生じないから、転写率が良好で成形の安定性が高い光学シートを得ることができる。
【0014】
また、本発明に係る光学シートでは、成形補助剤は、微粒子であり、その平均粒子径をr1とすると、0.01<r1/h1<0.1であることが好ましい。
【0015】
この場合、十分な拡散性を得るために必要な微粒子の個数が増加するための活性エネルギー線硬化性樹脂の粘度が著しく上昇することがなく、転写率の低下を招くことがない。また、樹脂硬化後の皮膜強度も確保することができるので、剥離時に凝集破壊を引き起こすのを抑制することができる。さらに、微粒子が光学機能部の表面形状を変形させることもなく、樹脂の硬化の際に硬化した箇所から金型にランダムに剥離するというデラミ現象の発生を抑えることができる。
したがって、安定な成形条件を決定するのが容易、且つ所望の拡散性能、密着性能などの諸物性に併せて微粒子の添加量を適宜選択することが可能となるとともに、微粒子や活性エネルギー線硬化性樹脂の選定が簡便となる利点がある。
【0016】
請求項6
また、本発明に係る光学シートを用いたEL素子では、上述した光学シートを用いたEL素子であって、光学シートにおける光学機能部が最表面に配置されることを特徴としている。
【0017】
また、本発明に係る光学シートを用いたEL素子では、上述した光学シートを用いたEL素子であって、光学シートにおける透光性基材部が最表面に配置されることを特徴としている。
本発明では、EL素子の光射出側に積層した光学シートは、活性エネルギー線硬化性樹脂に予め成形補助剤が添加されて硬化成形されているため、成形安定性がよく転写率が良好であり、しかも成形補充剤の微粒子を分散させたことで光の拡散性が向上する。
【0018】
また、本発明に係るEL素子を備えた照明装置では、上述したEL素子を発光手段として備えたことを特徴としている。
これによって、光学シートの成形時にデラミ現象や樹脂取られを生じないから、成形性と転写性と光拡散性が良好であり、EL素子から射出された光の光学特性が均一で良好な照明装置が得られる。
【発明の効果】
【0019】
本発明の光学シートの製造方法及び光学シートによれば、シリンダー状の金型をパターン母型として使用して透光性基材上に活性エネルギー線硬化性樹脂を用いて作成することで、所望のレンズ形状、強拡散性能を得ることが可能であり、一般の溶融樹脂成形により作製された表面が同形状の光学シートに比べて表面耐擦傷性能の高い光学シートを得ることができる。
また、そのような製法で製造された光学シートを用いたEL素子及びそれを備えた照明装置は、上述した光学シートを備えることで光の利用効率を向上させることができる。
【図面の簡単な説明】
【0020】
【図1】本発明の第1の実施の形態による光学シートを含むEL照明素子の概略構成を示す断面図である。
【図2】図1に示す光学シートの縦断面図である。
【図3】第1の実施の形態による光学シートの製造方法を示す模式図である。
【図4】彫刻工具ユニットの概略構成を示す斜視図である。
【図5】金型の概略構成を示す縦断面図である。
【図6】金型と活性線照射装置を示す縦断面図である。
【図7】本発明の第2の実施の形態による光学シートを含むEL照明素子の概略構成を示す図である。
【図8】図7に示す光学シートの縦断面図である。
【図9】第2の実施の形態による金型の概略構成を示す縦断面図である。
【図10】(a)〜(c)は、変形例による金型の概略構成を示す縦断面図である。
【図11】第3の実施の形態による金型と活性線照射装置を示す縦断面図であって、図10(c)の金型に基づく図である。
【図12】第4の実施の形態による光学シートを含むEL照明素子の概略構成を示す断面図である。
【発明を実施するための形態】
【0021】
以下、本発明の実施の形態による光学シートの製造方法及び光学シート、光学シートを用いたEL素子及びそれを備えた照明装置について、図面に基づいて説明する。
【0022】
(第1の実施の形態)
はじめに、本実施の形態のEL素子は、例えば発光手段として、EL照明装置、ディスプレイ装置、または液晶素子等の画像表示素子の背面に配設して液晶ディスプレイ装置等の各種のディスプレイ装置を含む照明装置に具備されて使用される。
図1に示すEL照明素子1(EL素子)は、ELパネル2の光射出側の面に第1の実施の形態による光学シート3が積層されて構成されている。
【0023】
ELパネル2は、光の出射側に配設された透光性の第1基板5と、第1基板5の裏面側に配置された第2基板6と、第1基板5及び第2基板6の間に挟持された発光構造体7とが一体的に積層して形成されている。発光構造体7は、第1基板5の裏面側に配置される陽極8と、第2基板6の表面側に配置される陰極9と、陽極8及び陰極9の間に挟持された発光層10とで構成されている。
発光構造体7は、発光層10が陽極8と陰極9に電圧を印加することにより発光するものであり、従来公知のさまざまな構成を採用することができる。ELパネル2は、陽極8と陰極9の間に電圧を印加して発光層10から光を出射させ、この光が第1基板5を透過して光学シート3に入射し、さらに光学シート3を透過して外部へ出射することになる。
【0024】
図2に示す光学シート3は、ELパネル2の第1基板5の光射出側の面である上面(最表面)に貼合層4を介して積層されており、透光性基材11と、透光性基材11上に積層形成された複数の単位レンズ12A(成形離型補助部の凹凸層)が二次元方向に配列されてなるレンズ群12(光学機能部)とで形成されている。単位レンズ12Aは例えば断面略半楕円形状または略半円形状のシリンドリカルレンズが互いに直交する方向に交差して配列されて構成されている。これらシリンドリカルレンズはそれぞれ単位レンズ12Aを構成し、これらの組合せでレンズ群12を構成する。
【0025】
貼合層4には、粘着剤や接着剤を用いることができ、アクリル、ウレタン系のような樹脂系のいずれでもよく、前記基材及び熱可塑性樹脂の材質により適宜選択することができる。より具体的には、アクリル系粘着剤としてはアクリルポリマーを適宜架橋することで耐熱性に優れた粘着剤層が得られる。架橋方法の具体的手段としては、イソシアネート化合物、エポキシ化合物、アジリジン化合物などアクリル系ポリマーに適宜架橋基点として含ませたカルボキシル基、ヒドロキシル基、アミノ基、アミド基などと反応し得る基を有する化合物を添加し反応させるいわゆる架橋剤を用いる方法がある。このうち、イソシアネート化合物としては、トリレンジイソシアネート、キシレンジイソシアネートなどの芳香族イソシアネート、イソホロンジイソシアネートなどの脂環式イソシアネート、ヘキサメチレンジイソシアネートなどの脂肪族イソシアネートなどが挙げられる。また、これらに拡散性能やガラス基板との密着力調整を目的に微粒子が添加されていてもよい。貼合層4を介して光学シート3は、ELパネル2の最表面に配置されることで、出射光の配向特性の均一なEL照明素子1を得ることができる。
【0026】
単位レンズ12Aの断面形状は上述の略半楕円形状または略半円形状に限定されるものではなく、他の適宜の断面形状を採用できる(後述)。しかも配列される単位レンズ12Aの形状は1種類に限定されることはなく、2種類または3種類以上の複数種類の形状のものを組み合わせてレンズ群12を構成してもよい。
また、レンズ群12は、単位レンズ12Aが一次元方向に配列されて構成されていてもよいが、二次元方向に配列されて構成されていることが好ましい。単位レンズ12Aの二次元方向配列とは、一方向に延びるシリンドリカル形状の単位レンズ12Aが直交する方向に平行に配列された構成だけでなく、単位レンズ12Aがドット状で互いに直交する方向に配列された構成やハニカム状に配列された構成等が一例として挙げられる。
【0027】
ここで、光学シート3の材質について説明する。
透光性基材11として、例えばポリエステル樹脂、ポリオレフィン樹脂、ポリスチレン樹脂、メタクリル樹脂、ポリカーボネート樹脂、塩化ビニル樹脂、シクロオレフィンポリマーやこれらの複合体などの合成樹脂が用いられる。
透光性基材11の少なくとも一方の面に易接着層のような表面処理が施されているものを使用することもできる。このような構成を採用すれば、ELパネル2の第1基板5との接着性やレンズ群12との接着性が高くなる。
【0028】
また、複数種類の単位レンズ12Aを有するレンズ群12について、活性エネルギー線硬化性樹脂を使用する。活性エネルギー線硬化性樹脂として、例えば紫外線硬化型フォトポリマーが用いられ、具体的にはアクリル系ポリマー、アクリル系モノマーまたは光開始剤等を含んだ公知のものが用いられる。レンズ群12の材質として活性エネルギー線硬化性樹脂を用いて賦型する際には、活性エネルギー線(例えば紫外線)が照射されたときに硬化して接着性を有するものが使用できる。
レンズ群12を製造するには、活性エネルギー線硬化性樹脂として、例えば紫外線硬化型フォトポリマー、具体的にはアクリル系ポリマー、アクリル系モノマー及び光開始剤等を含んだものを用いて後述する成形補助剤を混入して、透光性基材11上に紫外線硬化型フォトポリマーを塗布する。そして、予めレンズ群12のパターンが賦型された金型の母型(版)を圧着させた状態で硬化させることで、所望のレンズ群12を有する光学シート3を得ることができる。
【0029】
ここで、レンズ群12の材質として活性エネルギー線硬化性樹脂を用いて母型(版)を圧着して成形する場合、単位レンズ12Aの外観形状において平面部などの樹脂密着性が非常に低い部分があると、活性エネルギー線硬化性樹脂が硬化した際に、この部分では、凹凸形状からなる凹凸部位と比較して母型からの離型が早く、その部分がムラになって視認されてしまう「デラミ」という現象が起こる。
また、レンズ群12の成形方法では、母型の凹凸パターン部(レンズパターン)においても腐食などに起因した表面が錆びた部位や、単位レンズ12Aの高さと幅の比である高アスペクトの凹凸部位などにおいては、活性線硬化性樹脂が硬化した後の母型からの剥離が困難であり、母型側に樹脂が残ってしまう「樹脂取られ」という現象が発生するおそれがある。
そこで、本第1の実施の形態では、レンズ群12を形成する活性エネルギー線硬化性樹脂に成形補助剤を予め所定の範囲で添加するようにしてデラミや樹脂取られを抑制するようにした。成形補助剤は、活性エネルギー線硬化性樹脂の硬化収縮率と離型性を調整する機能を発揮できる。
【0030】
次に、上述した光学シート3の製造方法について、図面に基づいて説明する。
図3に示すように、この光学シート3の製造装置20は、シート状に連続する透光性基材11を透光性基材シート11Aとして繰り出す透光性基材ロール21と、透光性基材シート11Aに予め微粒子の成形補助剤を混入させた活性エネルギー線硬化性樹脂を塗布する樹脂供給ユニット22と、レンズ群12の転写形状が円筒状の表面に形成されている金型をなす金属製シリンダー状母型(金型40)と、この金型40に圧着された透光性基材圧着ロール24と、金型40に塗布された活性エネルギー線硬化性樹脂に活性エネルギー線を照射して樹脂を硬化させる活性エネルギー線照射装置50と、レンズ群12が成形された透光性基材シート11Aを巻き取る光学シートロール26とを備えている。
【0031】
ここで、光学シート製造に用いる金型製造方法の一例について、図4に基づいて説明する。
金型40は、例えば略シリンダー形状の鉄芯33上に他の金属31が層状にメッキされて形成されている。ここで言う他の金属31とは、例えば銅やニッケルなどであり、母型40へ付与する凹凸パターンの形状によって適宜選択することができると共に、凹凸パターン31a付与後に防錆や表面の保護を目的にクロムなどの金属メッキを付与することもできる。また、母型40への凹凸パターン付与の方式は旋盤を用いた切削方式やレーザー描画、腐食方式など適宜選択することができ、或いは、これらの方式を適宜組み合わせることによっても母型40を製作できる。
【0032】
次に、この製造装置20を用いた光学シート3の製造方法について説明する。
先ず、透光性基材ロール21から透光性基材11がシート状に連続する透光性基材シート11Aを繰り出し、受けロール27に対向して配置された樹脂供給ユニット22から透光性基材シート11A上に微粒子の成形補助剤を予め添加して均一に分散させた活性エネルギー線硬化性樹脂を塗布する。
【0033】
活性エネルギー線硬化性樹脂が塗布された透光性基材シート11Aは、この活性エネルギー線硬化性樹脂が塗布された面を金型40に対面させてこの母型40と透光性基材圧着ロール24とで挟持されて圧着され、この活性エネルギー線硬化性樹脂は金型40の凹凸パターンに沿って成形される。
そして、金型40で成形された透光性基材シート11Aは活性エネルギー線照射装置50から照射される紫外線等の活性エネルギー線硬化性樹脂によって硬化させられ、テンションロールを介して光学シートロール26に巻き取られる。その後、透光性基材シート11Aは別工程でレンズ群12が形成された透光性基材11の単位毎に切断されることで光学シート3が得られる。
【0034】
図5に示すように、金型40からなる金型は、表面に成形離型補助部42の凹凸部42A及び金型光学機能部用溝41を有するパターンが付与されている。
そして、図6に示すように、活性エネルギー線硬化性樹脂を介さない状態での金型40と透光性基材11とが圧着された状態での圧着部における金型40の幅方向接線長L0に対する透光性基材11の接触部長さ寸法L2(透過性基材11の幅方向接線長)との接触長さ率Aは0.1≦A≦0.7であり、望ましくは0.2≦A≦0.6である。ここで、透過性基材11における金型40に対する接触部(符号L2の部分)は、パターン部にない構成となっている。
【0035】
前記接触長さ率AがA<0.1となる場合は、透光性基材11と金型40が圧着された際の接触部長さ寸法L2が不十分であるため、成形時の透光性基材11の流れ方向の張力が安定しないという欠点がある。
また、前記接触長さ率AがA>0.7の場合には、透光性基材11の上下方向の自由度が無くなるため、透光性基材11の厚みバラつきに起因するシワなどの原因になるとともに、装置条件により光学機能部をなすレンズ群12の厚みをコントロールすることが困難となる。
さらに、前記接触長さ率Aが0.2≦A≦0.6の場合には、十分な流れ方向の張力安定性を得られるとともに、非接触部(図6に示す符号L1の部分)を持つことで透光性基材11が上下方向にたるむため、樹脂供給量や透光性基材11の流れ方向の張力を変更することで実質の光学機能部(レンズ群12)の厚み寸法h1を変動させることが可能となる。
【0036】
このような金型40を用いた光学シートの製造方法について、図5等を用いて詳細に説明する。
図5に示すように、金型40と透光性基材11間に活性エネルギー線硬化性樹脂を介して圧着し、活性エネルギー線照射装置50から活性エネルギー線を照射することで光学シート3を得ることができる。このときに活性エネルギー線硬化性樹脂硬化後の屈折率と異なる成形補助剤を樹脂中に添加することで、拡散性を有する光学機能部(レンズ群12)を得ることが可能となる。
【0037】
また、図6に示すように、金型40は、端部より非成形離型補助部43と成形離型補助部42とが少なくとも1回以上繰り返して存在している構成となっている。活性エネルギー線硬化性樹脂を介さない状態で圧着された際の金型40/透光性基材11の接触部(符号L2部分)と、非接触部L1とが少なくとも1回以上繰り返してなり、透光性基材11と、その法線方向での成形離型補助部42の凹部42aとの距離h1が20μm<h1<200μmであり、且つ光学機能部(レンズ群12)における最表面(図6で符号12a)と成形離型補助部42の凹部42aとの最大高低差をh2とし、光学機能部の総厚みをhとすると、0.01≦h2/h≦0.2となっている。
【0038】
前記距離h1がh1≦20μmの場合には、光学機能部(レンズ群12)の体積が不足し、十分な拡散性を得ることができない。また、前記距離h1がh1≧200μmの場合には、金型40からの樹脂剥離時に凝集破壊を起こし外観不良を引き起こす可能性がある。
また、最大高低差をh2と総厚みhとの比率h2/hが0.01>h2/hの場合には、略平坦となり離型のきっかけとしての機能を果たさなくなり、さらにh2/h>0.2においては、表面の凹凸がレンズ効果を出してしまい、拡散機能という光学機能の制御が困難となる。
【0039】
透光性基材11は、具体的にはポリエステル樹脂、ポリオレフィン樹脂、ポリスチレン樹脂、メタクリル樹脂、ポリカーボネート樹脂、塩化ビニル樹脂、シクロオレフィンポリマーやこれらの複合体などの合成樹脂が用いられるが、ここで透光性基材11の少なくとも一方の面に易接着層やハードコート処理、防眩処理のような表面処理が施されているものも使用することができる。
また、光学機能部(レンズ群12)には活性エネルギー線(例えば紫外線)が照射されたときに硬化して接着性を有するものが使用できる。例えば紫外線硬化型フォトポリマーが用いられ、具体的にはアクリル系ポリマー、アクリル系モノマー及び光開始剤等を含んだ公知のものに成形補助剤が添加されたものを使用することができる。ハードコート処理をされた透光性基材11を用いてハードコート処理との逆面に成形することにより、ハードコート性能と高い拡散性を両立したフラットパネルディスプレイ用途の光学シートとしても使用することが可能となる。
【0040】
成形補助剤は微粒子であり、例えばスチレン系樹脂、アクリル系樹脂、シリコーン系樹脂、尿素樹脂、ホルムアルデヒド縮合物などからなる有機系粒子や、ガラスビーズ、シリカ、アルミナ、炭酸カルシウム、金属酸化物などからなる無機系微粒子、または気泡や可視光の特定の波長に吸収性を有するような色素顔料なども使用することができ、これら複数種類の微粒子を併用して混合することも可能である。
【0041】
この成形補助剤の総体積をV−fとした場合のレンズ群の総体積に対する成形補助剤の体積V−fの百分率をEとすると、Eは0.5%≦E≦40%程度であり、より望ましくは1%≦E≦35%である。
【0042】
E<0.5%の場合には、透光性基材11上に活性エネルギー線硬化性樹脂を用いて母型40のパターンを転写する際に、硬化した樹脂と母型40との密着力が成形補助剤が添加されてない場合に対して変化が無く、離型性の向上につながらない。
また、E>40%の場合には、硬化した樹脂と透光性基材との密着力が顕著に低下し、製品の信頼性が損なわれてしまう。
また、35%<E≦40%の場合には、樹脂への微粒子の分散状態が悪化し、送液時のフィルターの詰まりや母型40に微粒子の凝集物が付着することによる母型傷や、パターンの目詰まりといった現象を引き起こす可能性がある。そのため、レンズ群12に拡散性を付与したい場合などは、1%≦Eであることが望ましい。
【0043】
したがって、1%≦E≦35%においては、活性エネルギー線硬化性樹脂への微粒子の分散混合が比較的容易に行えるため、所望のパターン形状や拡散性能、密着性能などの諸物性に併せて微粒子の添加量を適宜選択することが可能となるとともに、微粒子や活性エネルギー線硬化性樹脂の選定が簡便となる。
また、成形補助剤としての微粒子を添加することにより樹脂硬化時の収縮を下げることが可能となり、添加量を変更することで任意にコントロールすることが可能となり、樹脂硬化時に発生する基材の反りが抑制されたハンドリング性の高い光学シートを同時に得ることができる。
【0044】
ここで、次に、成形補助剤としての微粒子の粒径と、成形離型補助部42の凹部42aとの距離h1との関係について説明する。
微粒子である成形補助剤の平均粒径をr1とすると、0.01<r1/h1<0.1であることが望ましい。
0.01≧r1/h1の場合には、十分な拡散性を得るために必要な微粒子の個数が増加するため活性エネルギー線硬化性樹脂の粘度が著しく上昇し転写率が低下してしまう可能性があるため成形条件の尤度が狭まるとともに、樹脂硬化後の皮膜強度も落ちるため金型からの剥離時に凝集破壊を引き起こす可能性がある。
また、r1/h1≧0.1の場合には、微粒子が光学機能部の表面形状を変形させてしまう可能性があり、樹脂硬化の際に硬化した箇所から金型よりランダムに剥離してしまうデラミという現象が発生する可能性があり、剥離箇所毎にムラが発生し、外観不良を引き起こす可能性がある。
したがって、0.01<r1/h1<0.1においては、安定な成形条件を決定するのが容易、且つ所望の拡散性能、密着性能などの諸物性に併せて微粒子の添加量を適宜選択することが可能となるとともに、微粒子や活性エネルギー線硬化性樹脂の選定が簡便となる利点がある。
【0045】
上述のように本第1の実施の形態による光学シートの製造方法及び光学シートでは、金型40の金型をパターン母型として使用して透光性基材11上に活性エネルギー線硬化性樹脂を用いて作成することで、所望のレンズ形状、強拡散性能を得ることが可能であり、一般の溶融樹脂成形により作製された表面が同形状の光学シートに比べて表面耐擦傷性能の高い光学シート3を得ることができる。
また、そのような製法で製造された光学シートを用いたEL素子及びそれを備えた照明装置では、上述した光学シート3を備えることで光の利用効率を向上させることができる。
【0046】
次に、本発明による光学シートの製造方法及び光学シート、光学シートを用いたEL素子及びそれを備えた照明装置の他の実施の形態について、添付図面に基づいて説明するが、上述の第1の実施の形態と同一又は同様な部材、部分には同一の符号を用いて説明を省略し、第1の実施の形態と異なる構成について説明する。
【0047】
(第2の実施の形態)
図7及び図8に示す本発明の第2の実施の形態によるEL素子1Aでは、光学シート3Aのレンズ群13(光学機能部)は例えば断面略三角形をなすプリズムレンズであり、同一形状の単位レンズ13A、13A、…(成形離型補助部42の凹凸層)が平行に配列された構成となっている。図9に示すように、この場合の金型40Aは、成形離型補助部42の凹凸部42Bが前記レンズ群13の断面略三角形に対応した略三角形状に形成されている。
【0048】
なお、金型40、40Aの凹凸部42A、42Bの形状は、上述した実施の形態に限定されることはなく、光学シート3の形状に合わせて適宜設定される。図10(a)〜(c)には、他の形状の金型40B、40C、40Dを示している。図10(a)に示す金型40Bには、大小異なる断面略三角形の凹凸部42Cが形成されている。また、図10(b)に示す金型40Cには、大小異なる断面略半円形の凹凸部42Dが形成されている。また、図10(c)に示す金型40Dには、大小異なる断面略三角形の凹凸部42bと、大小異なる断面略半円形の凹凸部42cとが混在した凹凸部42Eが形成されている。
【0049】
(第3の実施の形態)
図11に示す金型と活性線照射装置50とは、上述した図10(c)に示す金型40Dを採用したものである。
【0050】
(第4の実施の形態)
図12に示すように、本発明の第4の実施の形態によるEL照明素子1Bは、光学シート3がELパネル2の最表面に配置され、光学シート3における成形離型補助部の凹凸部側の面(レンズ群12の単位レンズ12A)が貼合層4を介してELパネル2のガラス基板と貼り合わされた構成となっている。
貼合層4の材質としては前項記載のものを用いることができ、樹脂成形面とは逆面にハードコートや防眩処理などを施された透光性基材11を用いることにより、最表面に所望の物性を付与し且つ高い拡散性を有し、出射光の配向特性の均一なEL照明装置1Bを得ることができる。
【0051】
以上、本発明による光学シートの製造方法及び光学シート、光学シートを用いたEL素子及びそれを備えた照明装置の実施の形態について説明したが、本発明は上記の実施の形態に限定されるものではなく、その趣旨を逸脱しない範囲で適宜変更可能である。
【符号の説明】
【0052】
1、1A、1B EL照明素子(EL素子)
2 ELパネル
3 光学シート
4 貼合層
5 第1基板
6 第2基板
7 発光構造体
8 陽極
9 陰極
10 発光層
11 透光性基材
12、13 レンズ群(光学機能部)
12A、13A 単位レンズ
20 製造装置
40 金型(金属製シリンダー状母型)
41 金型光学機能部用溝
42 成形離型補助部
42A〜42E 凹凸部
42a 凹部
43 非成形離型補助部
50 活性エネルギー線照射装置
L0 金型の幅方向接線長
L1 非接触部
L2 透過性基材の幅方向接線長
【特許請求の範囲】
【請求項1】
透光性基材の一方の表面に活性エネルギー線硬化性樹脂を用いて表面に成形離型補助部としての凹凸部を有する光学機能層が付与された光学シートの製造方法であって、
前記凹凸部が活性エネルギー線硬化性樹脂を介して前記透光性基材の表面に凹凸構造が付与された金型を圧着させることにより形成されるとともに、前記活性エネルギー線硬化性樹脂を介さない前記金型と前記透光性基材とが圧着された状態での圧着部における金型の幅方向接線長に対する透光性基材の幅方向接線長との接触長さ率Aが0.1≦A≦0.7であり、
前記成形離型補助部が金型の表面に付与された箇所と、前記透光性基材とが接触点を有さず、その接触部と非接触部とが少なくとも1回以上繰り返してなり、前記透光性基材の法線方向での前記成形離型補助部の凹部との距離h1が20μm<h1<200μmとなるように製造されることを特徴とする光学シートの製造方法。
【請求項2】
請求項1に記載の光学シートの製造方法によって製造される光学シートであって、
前記光学機能層に設けられる光学機能部における最表面と前記成形離型補助部の凹部との最大高低差をh2とし、前記光学機能部の総厚みをhとした場合、0.01≦h2/h≦0.2であることを特徴とする光学シート。
【請求項3】
前記成形離型補助部の凹凸部は、1方向の連なった形状であることを特徴とする請求項2に記載の光学シート。
【請求項4】
請求項1に記載の光学シートの製造方法によって製造される光学シートであって、
前記光学機能層は、前記活性エネルギー線硬化性樹脂内に成形補助剤が添加されていることを特徴とする光学シート。
【請求項5】
前記成形補助剤は、微粒子であり、その平均粒子径をr1とすると、0.01<r1/h1<0.1であることを特徴とする請求項4に記載の光学シート。
【請求項6】
請求項2乃至5のいずれか1項に記載の光学シートを用いたEL素子であって、
前記光学シートにおける前記光学機能部が最表面に配置されることを特徴とするEL素子。
【請求項7】
請求項2乃至5のいずれか1項に記載の光学シートを用いたEL素子であって、
前記光学シートにおける前記透光性基材部が最表面に配置されることを特徴とするEL素子。
【請求項8】
請求項6又は7に記載のEL素子を発光手段として備えたことを特徴とする照明装置。
【請求項1】
透光性基材の一方の表面に活性エネルギー線硬化性樹脂を用いて表面に成形離型補助部としての凹凸部を有する光学機能層が付与された光学シートの製造方法であって、
前記凹凸部が活性エネルギー線硬化性樹脂を介して前記透光性基材の表面に凹凸構造が付与された金型を圧着させることにより形成されるとともに、前記活性エネルギー線硬化性樹脂を介さない前記金型と前記透光性基材とが圧着された状態での圧着部における金型の幅方向接線長に対する透光性基材の幅方向接線長との接触長さ率Aが0.1≦A≦0.7であり、
前記成形離型補助部が金型の表面に付与された箇所と、前記透光性基材とが接触点を有さず、その接触部と非接触部とが少なくとも1回以上繰り返してなり、前記透光性基材の法線方向での前記成形離型補助部の凹部との距離h1が20μm<h1<200μmとなるように製造されることを特徴とする光学シートの製造方法。
【請求項2】
請求項1に記載の光学シートの製造方法によって製造される光学シートであって、
前記光学機能層に設けられる光学機能部における最表面と前記成形離型補助部の凹部との最大高低差をh2とし、前記光学機能部の総厚みをhとした場合、0.01≦h2/h≦0.2であることを特徴とする光学シート。
【請求項3】
前記成形離型補助部の凹凸部は、1方向の連なった形状であることを特徴とする請求項2に記載の光学シート。
【請求項4】
請求項1に記載の光学シートの製造方法によって製造される光学シートであって、
前記光学機能層は、前記活性エネルギー線硬化性樹脂内に成形補助剤が添加されていることを特徴とする光学シート。
【請求項5】
前記成形補助剤は、微粒子であり、その平均粒子径をr1とすると、0.01<r1/h1<0.1であることを特徴とする請求項4に記載の光学シート。
【請求項6】
請求項2乃至5のいずれか1項に記載の光学シートを用いたEL素子であって、
前記光学シートにおける前記光学機能部が最表面に配置されることを特徴とするEL素子。
【請求項7】
請求項2乃至5のいずれか1項に記載の光学シートを用いたEL素子であって、
前記光学シートにおける前記透光性基材部が最表面に配置されることを特徴とするEL素子。
【請求項8】
請求項6又は7に記載のEL素子を発光手段として備えたことを特徴とする照明装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2013−76830(P2013−76830A)
【公開日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願番号】特願2011−216444(P2011−216444)
【出願日】平成23年9月30日(2011.9.30)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
【公開日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願日】平成23年9月30日(2011.9.30)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
[ Back to top ]