
光学フィルムおよびその製造方法、偏光板、液晶表示装置等
【課題】液晶表示装置に使用した場合に十分な光学補償を実現でき、かつ画像の歪みが少ない、特殊な内部構造を有する光学フィルムおよびその製造方法の提供。
【解決手段】熱可塑性樹脂から構成される傾斜方位を有する光学フィルムであって、傾斜方位と厚み方向を面内に含む前記光学フィルムの切片を直交ニコルに配置された2枚の偏光板の間に配置し、前記偏光板の面に対して、垂直方向から光を照射しながら、直交ニコルに配置された2枚の偏光板を0°〜90°の範囲で回転させた時に、該フィルム切片の一端から他端まで厚み方向へ向けて順に観測した場合に、観測される全ての消光位がいずれも0°を超え90°未満であり、かつ、該フィルム切片の一端から他端まで厚み方向へ向けて順に観測した場合に、複屈折の大きさが厚み方向で変化する光学フィルム。
【解決手段】熱可塑性樹脂から構成される傾斜方位を有する光学フィルムであって、傾斜方位と厚み方向を面内に含む前記光学フィルムの切片を直交ニコルに配置された2枚の偏光板の間に配置し、前記偏光板の面に対して、垂直方向から光を照射しながら、直交ニコルに配置された2枚の偏光板を0°〜90°の範囲で回転させた時に、該フィルム切片の一端から他端まで厚み方向へ向けて順に観測した場合に、観測される全ての消光位がいずれも0°を超え90°未満であり、かつ、該フィルム切片の一端から他端まで厚み方向へ向けて順に観測した場合に、複屈折の大きさが厚み方向で変化する光学フィルム。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は光学フィルムおよび熱可塑性樹脂積層体の製造方法に関する。また、前記製造方法で作成された特殊な内部構造を有する光学フィルムおよび熱可塑性樹脂積層体、並びに該光学フィルムを有する偏光板、光学補償フィルム、反射防止フィルムおよび液晶表示装置にも関する。
【背景技術】
【0002】
近年、液晶ディスプレイ市場の隆盛に伴い、様々なフィルムが開発されている。例えば、特許文献1〜3には、傾斜型位相差フィルムが開示されている。
【0003】
例えば、特許文献1には、周速度の異なる二つのロール間にフィルムを通すことで、該フィルムにせん断力を付与し、光軸が傾斜したフィルムを作成する方法と、TN型液晶ディスプレイへの応用が記載されている。しかし、前記文献1に記載の方法では、フィルムの光学特性のバラツキが大きいこと、フィルム表面に接触傷が付き易い等の問題があった。また、溶融物に対して適用することも示唆していなかった。これに対し、特許文献2および3では、ゴムロールと周速度の異なってもよい金属ロールの2つのロールを用いて溶融物を挟み、せん断力を付与することで、上記問題点を解決した膜厚100〜150μmの光学フィルムが得られることが記載されている。
【0004】
しかし、特許文献2および3では、実際に透過型のTNやECB液晶ディスプレイや、半透過型のTNやECB液晶ディスプレイの光学補償を行うのに十分な性能を有する光学フィルムは記載されていなかった。
【0005】
一方、従来、ロール圧力を上げると、厚み方向に大きな圧縮力が働き、分子鎖が選択的に厚み方向に配向したフィルムが作成できることが知られている。しかしながら特許文献4では、ロール圧力を上げることで大きな残留歪みを生じさせたフィルムは光の乱反射や複屈折現象を起こすため、光学用途や液晶表示装置に使用できず、膜厚も約300μmが限界になると開示されている。また、そのため、光学用途においてはロール圧力を低下させて位相差の低減を図ることが好ましいと開示している。また、実際、溶融タッチロール法で作成されたフィルムは、溶融キャスト法で作成されたフィルムに比べて、厚み方向の配向が進むことが知られている。
【0006】
しかしながら、透過型のTNやECB液晶ディスプレイや、半透過型のTNやECB液晶ディスプレイの光学補償を行うのに十分な性能を有する光学フィルムを製造する方法は従来知られていなかった。また、このようなフィルムの光学特性とフィルム内部構造上の特徴との関係について、詳細な検討はなされていなかった。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平6−222213号公報
【特許文献2】特開2003−25414号公報
【特許文献3】特開2007−38646号公報
【特許文献4】特許第3194904号公報
【非特許文献】
【0008】
【非特許文献1】高分子をならべる、高分子加工One Point〈4〉、第3章、P.37
【発明の概要】
【発明が解決しようとする課題】
【0009】
従来、光学フィルム分野では、特許文献1の比較例1や非特許文献1に記載されているように、ロール間の圧力を上げると圧縮力が大きくなるため分子鎖が選択的に水平面方向に配向(面配向)してしまい、位相差の傾斜構造の大きさは相対的に低下することが予想されていた。なお、ここで位相差の傾斜構造の大きさとは、後述する|Re[+40°]−Re[−40°]|(=γ)の大きさを意味する。また、本明細書中、光学フィルムが傾斜構造を有するとは、光学フィルムのγがゼロでないときのことを言う。
【0010】
また、前記特許文献2等に記載されているような従来の技術では、金属ロールと硬度の低い弾性ロール(例えば、同文献に記載されている表面を金属でコートしたゴムロール)を用いた場合、20MPa以上の大きな圧力をかけようとして同程度の力を加えるとゴムロールが変形してしまった。そのため、溶融物との接触面積が増加し、結果として挟圧装置間に高い圧力をかけることが出来なかった。そのため、挟圧装置間圧力を向上させてフィルムを製造する方法については、詳細な検討がなされていなかったのが現状であった。それどころか、特許文献4の背景技術欄には、ロール挟圧力を高めるとフィルムに生じた歪みが比例して大きくなり、このような残留歪みがあるシートは、特に光の乱反射や複屈折現象を起こすため、光学的用途(例えば液晶表示装置などの表示装置)には使用できないことが開示されている。すなわち、挟圧装置間の圧力を高めることは忌避される傾向にあり、特に光学フィルム分野ではそのような傾向が顕著であった。
【0011】
さらに、近年では特に液晶ディスプレイの大型化や高画質化が求められてきているところ、視野角の光学補償のみならず、画像の歪みについても大幅な改良が望まれている。また、本発明者が特許文献1〜4に記載の方法で作製した光学フィルムを用いた光学補償膜を液晶表示装置に組み込んだところ、液晶ディスプレイに表示される画像に歪みが生じることがわかった。しかしながら、このような視野角補償ができる光学フィルムに起因する液晶ディスプレイでの画像の歪みの原因についても、詳細な検討がなされていなかった。
【0012】
本発明は上記の課題を考慮してなされたものであり、本発明の第一の目的は、液晶表示装置に使用した場合に十分な光学補償を実現でき、かつ画像の歪みが少ない、特殊な内部構造を有する光学フィルム、熱可塑性樹脂積層体およびそれらの製造方法を提供することにある。また、本発明の第二の目的は、該光学フィルムを用いた偏光板、光学補償フィルム、反射防止フィルムおよび液晶表示装置を提供することにある。
【課題を解決するための手段】
【0013】
このような上記課題に対し、本発明者は様々なモードの液晶セルについて検討したところ、液晶セル内部に存在する液晶分子が対向して配置された電極間で垂直方向に傾斜して配向するとき、この傾斜角が特定の範囲の角度にあり、かつ、複屈折が厚み方向で変化していることに着目するに至った。また、このように液晶分子が斜めに(傾斜して)配向している結果、特に斜めから液晶ディスプレイを覗いたときには液晶分子を光学的に補償しきれず、顕著に画像が歪むことがわかった。すなわち、視野角を十分に補償し、かつ画像の歪みを少なくするには、液晶セル内部の液晶分子の配向構造と光学フィルムの内部構造を同様の構造にする方向へ改良する必要があることを見出すに至った。
【0014】
そこで、本発明者が従来の方法で製造された光学フィルムの内部構造について検討したところ、フィルム厚み方向の熱可塑性分子の配向構造が、上記の液晶分子を的確に補償できる内部構造とは異なることがわかった。
【0015】
これに対し、本発明者が挟圧装置を構成する第一挟圧面と第二挟圧面の間に連続的に挟圧して傾斜位相差構造を有するフィルムを作成する製造方法において挟圧装置間の圧力を上げることを検討したところ、驚くべきことに傾斜構造が大きく、従来知られていたフィルムとは異なる特殊な内部構造を有しているフィルムを作ることができることが判明した。さらに、このようなフィルムの内部構造をさらに上述した好ましい内部構造に制御することを検討した結果、後述する積層剥離法や片面傾斜配向解消法を採用することにより、達成できることが判明した。また、本発明のフィルムは液晶ディスプレイに使用した場合に従来の液晶塗布型の視野角補償フィルムに比べて画像の歪みを少なくすることができるものであり、従来製造できていなかったフィルムであることが判明した。さらに、特許文献4の背景技術欄の記載に相反して、挟圧装置間の挟圧圧力を高めた場合であっても光学補償能や画像の歪みに悪影響を与えないことが判明した。
すなわち、本発明者は上記課題を解決すべく鋭意検討した結果、下記製造方法およびその方法で作成された光学フィルム等が上記課題を解決できることを見出し、以下に記載する本発明を完成するに至った。
【0016】
[1] 熱可塑性樹脂から構成される傾斜方位を有する光学フィルムであって、傾斜方位と厚み方向を面内に含む前記光学フィルムの切片を直交ニコルに配置された2枚の偏光板の間に配置し、前記偏光板の面に対して垂直方向から光を照射しながら、直交ニコルに配置された2枚の偏光板を0°〜90°の範囲で回転させた時に、該フィルム切片の一端から他端まで厚み方向へ向けて順に観測した場合に観測される全ての消光位がいずれも0°を超え90°未満であり、かつ、前記フィルム切片の一端から他端まで厚み方向へ向けて順に観測した場合に、複屈折の大きさが厚み方向で変化することを特徴とする光学フィルム。
[2] 前記フィルム切片の一端から他端まで厚み方向へ向けて順に観測した場合に、下記式(I)で表される前記複屈折の変化率が0.01以上1未満であることを特徴とする[1]に記載の光学フィルム。
複屈折の変化率={複屈折の最大値(Nm)−複屈折の最小値(Nn)}/複屈折の最大値(Nm) (I)
[3] 前記フィルム切片の一端から他端まで厚み方向へ向けて順に観測した場合に、観測される消光位が厚み方向で変化し、かつ消光位の最大値と最小値の差が3°を越えて90°未満であることを特徴とする[1]または[2]に記載の光学フィルム。
[4] 両表面から厚み方向に向けて5μmの領域において、複屈折を有することを特徴とする[1]〜[3]のいずれか一項に記載の光学フィルム。
[5] フィルム法線方向から測定した波長550nmにおけるレターデーションRe[0°]と、フィルム法線と傾斜方位を含む面内において該法線に対して傾斜方位側へ40°傾いた方向から測定したレターデーションRe[+40°]と、該法線に対して傾斜方位側へ−40°傾いた方向から測定したレターデーションRe[−40°]が、下記式(II)および(III)を共に満たすことを特徴とする[1]〜[4]のいずれか一項に記載の光学フィルム。
20nm≦Re[0°]≦300nm (II)
5nm≦γ≦300nm (III)
γ=|Re[+40°]−Re[−40°]| (IV)
[6] 前記フィルムの膜厚方向のレターデーションRthが下記式(V)を満たすことを特徴とする[1]〜[5]のいずれか一項に記載の光学フィルム。
40nm≦Rth≦500nm (V)
Rth=((nx+ny)/2−nz)×d (VI)
(式(VI)中、nx、ny、nzは、屈折率楕円体の各主軸方位の屈折率を表し、dはフィルム厚みを表す。)
[7] 膜厚が20μm〜100μmであることを特徴とする[1]〜[6]のいずれか一項に記載の光学フィルム。
[8] 幅が50cm〜3mであることを特徴とする[1]〜[7]のいずれか一項に記載の光学フィルム。
[9] 前記熱可塑性樹脂が、環状オレフィン系樹脂、セルロースアシレート系樹脂、ポリカーボネート系樹脂、スチレン系樹脂およびアクリル系樹脂からなる群から選択されることを特徴とする[1]〜[8]のいずれか一項に記載の光学フィルム。
[10] [1]〜[9]のいずれか一項に記載の光学フィルムを少なくとも一層含むことを特徴とする熱可塑性樹脂積層体。
[11] 挟圧装置を構成する第一挟圧面と第二挟圧面の間に熱可塑性樹脂を含有する組成物の溶融物を通過させて連続的に挟圧してフィルム状に成形する工程を含む熱可塑性樹脂積層体の製造方法であって、前記熱可塑性樹脂を含有する組成物の溶融物が2種以上の熱可塑性樹脂溶融層を積層した溶融物であり、前記挟圧装置によって該溶融物に20〜500MPaの圧力をかけることを特徴とする熱可塑性樹脂積層体の製造方法。
[12] 前記2種以上の熱可塑性樹脂溶融層を積層した溶融物が、2種以上の熱可塑性樹脂を2層以上共押出しした溶融物であることを特徴とする[11]に記載の熱可塑性樹脂積層体の製造方法。
[13] 挟圧装置を構成する第一挟圧面と第二挟圧面の間に熱可塑性樹脂を含有する組成物の溶融物を通過させて連続的に挟圧してフィルム状に成形する工程を含むフィルムの製造方法であって、前記熱可塑性樹脂を含有する組成物の溶融物が2種以上の熱可塑性樹脂溶融層を積層した溶融物であり、前記挟圧装置によって該溶融物に20〜500MPaの圧力をかけて2種以上の熱可塑性樹脂積層体を製膜した後、前記2種以上の熱可塑性樹脂積層体の各層間を剥離する工程を含むことを特徴とする光学フィルムの製造方法。
[14] 前記2種以上の熱可塑性樹脂溶融層を積層した溶融物が、2種以上の熱可塑性樹脂を2層以上共押出しした溶融物であることを特徴とする[13]に記載の光学フィルムの製造方法。
[15] 前記2種以上の熱可塑性樹脂積層体のうち、少なくとも1層の熱可塑性樹脂層を剥離する工程を含むことを特徴とする[13]または[14]に記載の光学フィルムの製造方法。
[16] 挟圧装置を構成する第一挟圧面と第二挟圧面の間に熱可塑性樹脂を含有する組成物の溶融物を通過させて連続的に挟圧してフィルム状に成形する工程を含むフィルムの製造方法であって、前記挟圧装置によって該溶融物に20〜500MPaの圧力をかけて傾斜構造を有するフィルムを製膜した後、前記フィルムの片面の傾斜構造を解消する工程を含むことを特徴とする光学フィルムの製造方法。
[17] 前記フィルムの片面の傾斜構造を解消する工程が、少なくとも前記フィルムの片面に溶剤を塗布する工程であることを特徴とする[16]に記載の光学フィルムの製造方法。
[18] 前記フィルムの片面の傾斜構造を解消する工程が、少なくとも前記フィルムの片面を、該フィルムを構成する熱可塑性樹脂のガラス転移温度以上に加熱する工程であることを特徴とする[16]に記載の光学フィルムの製造方法。
[19] 前記挟圧装置の第一挟圧面の移動速度を第二挟圧面の移動速度よりも速くし、下記式(VII)で定義される前記第一挟圧面と前記第二挟圧面の移動速度比を0.90〜0.99に制御することを特徴とする[13]〜[18]のいずれか一項に記載の光学フィルムの製造方法。
移動速度比=第二挟圧面の速度/第一挟圧面の速度 (VII)
[20] 前記第一挟圧面および前記第二挟圧面が共に剛性金属ロールであることを特徴とする[13]〜[19]のいずれか一項に記載の光学フィルムの製造方法。
[21] [13]〜[20]のいずれか一項に記載の製造方法で製造されたことを特徴とする光学フィルム。
[22] [1]〜[9]および[21]のいずれか一項に記載の光学フィルムと、偏光子を含むことを特徴とする偏光板。
[23] [1]〜[9]および[21]のいずれか一項に記載の光学フィルムを用いたことを特徴とする光学補償フィルム。
[24] [1]〜[9]および[21]のいずれか一項に記載の光学フィルムを用いたことを特徴とする反射防止フィルム。
[25] [1]〜[9]および[21]のいずれか一項に記載の光学フィルムを用いたことを特徴とする液晶表示装置。
【発明の効果】
【0017】
本発明によれば、液晶ディスプレイに使用した場合に良好な光学補償を実現でき、画像の歪みが少ない、特殊な内部構造を有する光学フィルムおよびその製造方法を提供することができる。従来、液晶ディスプレイでは、液晶組成物からなる光学補償層が設けられた光学補償フィルムが偏光子に積層されて使用されている。例えば、NHフィルム(新日本石油製)、WVフィルム(富士フィルム製)が知られている。本発明によれば、液晶組成物、特に重合性液晶化合物からなる光学補償層を設けることなく、より簡易な光学フィルムおよびその製造方法を提供することができる。また、本発明の熱可塑性樹脂積層体とその製造方法によれば、本発明の光学フィルムを容易に製造することができる。
【図面の簡単な説明】
【0018】
【図1】消光位の最大値と最小値の差と、デラミとの関係を表すグラフである。
【発明を実施するための形態】
【0019】
以下、本発明をさらに詳細に説明する。なお、本明細書において「〜」を用いて表される数値範囲は、「〜」の前後に記載される数値を下限値および上限値として含む範囲を意味する。本発明において、「熱可塑性樹脂を含有する組成物」や、「熱可塑性樹脂から構成されるフィルムとは、溶融製膜可能な熱可塑性樹脂を50%以上含有することを意味する。また、熱可塑性樹脂を含有する組成物のことを、熱可塑性樹脂組成物という場合がある。
【0020】
[フィルム]
本発明の光学フィルム(以下、本発明のフィルムとも言う)は、熱可塑性樹脂から構成される傾斜方位を有する光学フィルムであって、傾斜方位と厚み方向を面内に含む前記光学フィルムの切片を直交ニコルに配置された2枚の偏光板の間に配置し、前記偏光板の面に対して垂直方向から光を照射しながら、直交ニコルに配置された2枚の偏光板を0°〜90°の範囲で回転させた時に、該フィルム切片の一端から他端まで厚み方向へ向けて順に観測した場合に観測される全ての消光位がいずれも0°を超え90°未満であり、かつ、前記フィルム切片の一端から他端まで厚み方向へ向けて順に観測した場合に、複屈折の大きさが厚み方向で変化することを特徴とする。
ここで、本明細書中、消光位とは、前記フィルム切片を直交ニコル下で0°〜90°の範囲で回転させて輝度の変化を観測した際に、最も暗くなる状態の角度のことを言う。以下、本発明のフィルムについて説明する。
【0021】
(消光位)
本発明のフィルムは、直交ニコルに配置された2枚の偏光板を0°〜90°の範囲で回転させた時に、該フィルム切片の一端から他端まで厚み方向へ向けて順に観測した場合に観測される全ての消光位がいずれも0°(フィルム面方向)を超え90°(フィルム法線方向)未満であり、かつ前記フィルム切片の一端から他端まで厚み方向へ向けて順に観測した場合に、複屈折が厚み方向で変化している。即ち消光位が放射状に0°以下、90°以上に亘って広い角度にスプレー状に(フィルム面に対し上下に)広がっているのではなく、フィルム面に対し0°を超え90°未満である(即ち、フィルム面に対し上方向または下方向のいずれか一方向のみに消光位が存在する)。
【0022】
本発明のフィルムは、直交ニコルに配置された2枚の偏光板を0°〜90°の範囲で回転させた時に、該フィルム切片の一端から他端まで厚み方向へ向けて順に観測した場合に観測される全ての消光位が3°〜85°であることが後述するデラミを小さくする観点から好ましく、5°〜80°であることがより好ましい。
また、本発明のフィルムは、直交ニコルに配置された2枚の偏光板を0°〜90°の範囲で回転させた時に、該フィルム切片の一端から他端まで厚み方向へ向けて順に観測した場合に観測される消光位の最小値が25°〜50°であることが好ましく、より好ましくは25°〜45°である。
【0023】
このような消光位の範囲にすることにより液晶表示装置に使用した際に良好な光学補償能を発現し、画像の歪みを軽減することができる。即ち、TN、ECB、VA等の液晶表示装置では液晶分子は対向して配置された電極間で傾斜して配向して表示特性を発現しているが、この傾斜角が0°を超え90°未満であり、かつ複屈折が厚み方向で変化している。即ち、本発明のフィルムは、TN、ECB、VA等の液晶表示装置における液晶分子と同様の内部構造を形成しており、適格に液晶分子を補償することができる。この結果、本発明のフィルムは画像の歪みが発生し難いことを特徴とする。
このような画像の歪みは、特に斜めから覗いた時に顕在する。これは液晶分子が斜め(傾斜して)配向しているため、斜めから見た時に斜め配向している液晶分子を補償しきれないと像が歪むためである。従って、本発明の光学フィルムは、垂直方向に液晶分子が配向するTN、ECB、VAモードの液晶表示装置用途において特に有効である。
一方、IPS液晶表示装置では、液晶分子が基本的には電極に水平方向に配列し表示特性を発現するが、電極近傍では僅かに液晶分子が電極方向(垂直方向)に配列する。そのため、本発明の光学フィルムのように厚み方向に傾斜配向した光学フィルムは、IPS液晶表示装置への光学補償能をも示す。
【0024】
本発明のフィルムの消光位は、具体的には、例えば以下の方法で測定することができる。
(1)フィルムを5mm(傾斜方位と平行)×10mm(傾斜方位と直交)にサンプリングする。
(2)上記サンプルフィルムについて、傾斜方位と平行な一方の端部の面をミクロトーム(ライカ社製RM2265)にて平滑化を行う。
(3)平滑化を行った面から500μm離れた面を、傾斜方位と平行にカミソリ(日新EM社製片刃トリミング用カミソリ)にて切り、フィルムの傾斜方位と厚み方向を面内に含むフィルム切片を作成する。
(4)該フィルム切片を用いて、フィルム厚み方向に目視で色相の異なる領域(色相の差は厚み方向の複屈折の差に由来)のそれぞれについての消光の変化(直交ニコル下で最も暗くなる状態)を、2つの偏光板が直交ニコルに配置された偏光顕微鏡(NIKON社製エクリプスE600POL)にて観察する。具体的には、該フィルム切片を前記2枚の偏光板と平行になるように配置し、該2つの偏光板を直交ニコルに配置された状態に固定し、位相差板としてλ/2板を一方の吸収軸に平行にサンプルフィルムと偏光板の間に挿入する。その後、直交ニコル配置された2枚の偏光板を0°〜90°の範囲で任意の角度ごと(例えば1°)ごとに回転させ、消光の変化を観察する。この際、消光は、上側の偏光子の吸収軸と平行の時にも、下側の偏光子の吸収軸と平行の時にも発生する。このためどちらの方向に消光位が存在するかを検証するために、位相差板(例えばλ/2板)を2枚の偏光子の吸収軸に平行に切片と偏光子の間に挿入する。このとき位相差が増加する方向にサンプル切片の色が変化(複屈折が増加)した方向に消光位が存在する。
なお、偏光顕微鏡による観察に用いる光源は特に制限はないが、白色光源を用いることが好ましい。また、消光位の観測は直交ニコルで行われる限り特に制限ないか、直交ニコルで偏光顕微鏡によって観測した画像を基に、消光位を決定することが好ましい。また、前記フィルム切片は、前記2枚の偏光板のそれぞれの吸収軸を含む面と、平行に配置される。
【0025】
実際に観察される偏光顕微鏡画像は、明確な複数層構成になっているわけではなく、連続的な層を形成している。顕微鏡の分解能を超えて層構成を測定することが出来ないため、本発明では上記(1)〜(4)で観察された厚み方向の消光位の変化を、下記(i)および(ii)のように決定してもよい。また、本発明のフィルムが下記条件(iii)を満たすことを判定することができる。
(i) 0°〜90°まで1°刻みに観察された偏光顕微鏡画像を厚み方向に20分割(例えば、100μmの膜厚であれば5μm)で分割を行い、片側の表面から順に層に分ける。
(ii) 0°〜90°の観察された画像を、前記各層ごとに輝度の変化を測定し、0°〜90°の範囲で、最も暗くなるときの角度、すなわち消光位を決定する。
(iii) すべての層の消光位が0°を超えて90°未満の範囲に含まれているか否かを判定する。なお、−90°〜0°の範囲にある場合と、0°を超えて90°までの範囲にある場合は、上記の位相差板を挿入する方法により判定でき、位相差が増加する方向に消光軸が向いており区別される。
【0026】
(複屈折)
本発明のフィルムは、前記フィルム切片の一端から他端まで厚み方向へ向けて順に観測した場合に、複屈折の大きさが厚み方向で変化することを特徴とする。複屈折の大きさが厚み方向で変化することで、上記のように液晶分子の配向を適格に補償することができる。
【0027】
本発明のフィルムは、フィルム切片の一端から他端まで厚み方向へ向けて順に観測した場合に、下記式(I)で表される前記複屈折の変化率が0.01以上1未満であることが、液晶表示装置に組み込んだ際の画像の歪みを少なくする観点から好ましく、より好ましくは0.05〜0.95であり、さらに好ましくは0.1〜0.9である。
【0028】
複屈折の変化率={複屈折の最大値(Nm)−複屈折の最小値(Nn)}/複屈折の最大値(Nm) (I)
【0029】
本発明のフィルムは、両表面から厚み方向に向けて5μmの領域において、複屈折を有することが、光学補償性の観点から好ましく、両表面から厚み方向に向けて5μmの領域において複屈折を有することがより好ましく、両表面から厚み方向に向けて5μmの領域において複屈折を有することが特に好ましい。
【0030】
一方、本発明のフィルムは複屈折の大きさが厚み方向で変化するため、明確に複数の層に分かれるものではないものの、厚み方向に配向構造が異なる複数の層が形成されている場合と類似する物理特性を一部有する。すなわち、複屈折の大きさが厚み方向で変化する本発明のフィルムは、フィルム厚み方向の熱可塑性樹脂分子間の密着力が弱い。この結果、フィルムを折り曲げると内部で剥離(デラミ)し易い。
【0031】
(消光位の変化)
本発明のフィルムは、消光位は0°を超えて90°未満の範囲内である限り、一定であっても変化しても構わないが、本発明のフィルムは、前記フィルム切片の一端から他端まで厚み方向へ向けて順に観測した場合に、観測される消光位が厚み方向で変化することが好ましい。このように消光位が変化することは、分子配向の角度が変化することを意味する。本発明のフィルムは、このように消光位が変化する態様であることが、さらに折り曲げ時のフィルム内の剥離(デラミ)をも抑制することができる観点から好ましい。
いかなる理論に拘泥するものでもないが、折り曲げ時のフィルム内の剥離(デラミ)は以下のように改良されると予想される。まず、本発明のフィルムはフィルム表面から厚み方向への位置に応じて複屈折の大きさが異なるため、フィルム表面から厚み方向へのある特定の位置における熱可塑性樹脂分子は、その位置における消光位の角度方向に分子配向していると予想される。そのため、その位置では消光位の方向が最も弾性率が大きくなる一方、消光位に直交する方向の弾性率が小さいくなり、消光位に直交する方向に変形し易くなると予想される。このため、消光位がフィルム厚み方向で変化していると、外力(折り曲げ)が加わった際に発生する変形の方向が異なり、不揃いとなるためフィルム内部における剥離が発生し難くなり、デラミを改善できることとなり好ましい。一方、フィルム厚み方向において消光位(配向角)が揃っていると、フィルム厚み方向の広範囲において外力が加わった際に発生する変形の方向が揃うため、フィルム内部で剥離し易い。
【0032】
本発明のフィルムは、前記フィルム切片の一端から他端まで厚み方向へ向けて順に観測した場合に、観測される消光位が厚み方向で変化し、かつ消光位の最大値と最小値の差が3°を越えて90°未満であることがデラミを改善する観点からより好ましい。前記消光位の最大値と最小値の差は、5〜80°であることが特に好ましい。上記範囲内であれば、熱可塑性樹脂の分子配向がフィルム厚み方向で極端に違いすぎず、相互作用が弱くなりすぎず、デラミを抑制することができる。
【0033】
(Re、Rth)
さらに、本発明のフィルムは、フィルム法線方向から測定した波長550nmにおけるレターデーションRe[0°]と、フィルム法線と傾斜方位を含む面内において該法線に対して傾斜方位側へ40°傾いた方向から測定したレターデーションRe[+40°]と、該法線に対して傾斜方位側へ−40°傾いた方向から測定したレターデーションRe[−40°]が、下記式(II)および(III)を共に満たすことが十分な光学補償を実現する観点から好ましい。
20nm≦Re[0°]≦300nm (II)
5nm≦γ≦300nm (III)
γ=|Re[+40°]−Re[−40°]| (IV)
【0034】
本明細書において、「フィルム法線からθ°傾いた方向」とは、法線方向から傾斜方位にθ°だけフィルム面方向に傾斜させた方向と定義する。即ち、フィルム面の法線方向は、傾斜角度0°の方向であり、フィルム面内の任意の方向は、傾斜角度(θ)の符号の正負を考慮しない場合、傾斜角度90°の方向である。傾斜角度(θ)の符号の正負を考慮する場合、Re[+40°]を測定する方向とRe[−40°]を測定する方向は、フィルム法線に対して、線対称な位置となる。
【0035】
本発明のフィルムは、下記式(II’)および(III’)を共に満たすことがより好ましい。
30nm≦Re[0°]≦250nm (II’)
10nm≦γ≦250nm (III’)
本発明のフィルムは、下記式(II’’)および(III’’)を共に満たすことがさらに好ましい。
40nm≦Re[0°]≦200nm (II’’)
20nm≦γ≦200nm (III’’)
【0036】
Re[0°]およびγが上記好ましい範囲を満たす場合、十分な光学補償を実現した光学フィルムであると言えるが、より光学補償能を高める観点から、さらに本発明のフィルムは膜厚方向のレターデーションRthが下記式(V)を満たすことが好ましい。
40nm≦Rth≦500nm (V)
なお、Rth=((nx+ny)/2−nz)×d (VI)
(式(VI)中、nxは、面内における遅相軸方向の屈折率を表し、nyは面内においてnxに直交する方向の屈折率を表し、nzはnx及びnyに直交する方向の屈折率を表し、dはフィルム厚みを表す。)
【0037】
本発明のフィルムは、下記式(V’)を満たすことがより好ましい。
50nm≦Rth≦400nm (V’)
本発明のフィルムは、下記式(V’’)を満たすことがさらに好ましい。
60nm≦Rth≦300nm (V’’)
【0038】
上記Re[0°]、γ、Rthを前記好ましい範囲にすることで、本発明のフィルムをTNモード、ECBモード、OCBモード等の液晶表示装置の光学補償膜として使用した際に、より高い光学補償能が得られ好ましい。
【0039】
Re[0°]、Re[+40°]およびRe[−40°]のバラツキは、液晶ディスプレイに利用した場合に、表示ムラとなって現れるので、そのバラツキは小さいほど好ましく、具体的には、±3nm以内であることが好ましく、±1nm以内であることがさらに好ましい。また、同様に遅相軸の角度のバラツキも、表示ムラの原因となるので、そのバラツキは小さいほど好ましく、具体的には±1°以内であることが好ましく、±0.5°以内であることがさらに好ましく、±0.25°以内であることが特に好ましい。
【0040】
本明細書において、ReおよびRthは、光学異方性層、フィルム、積層体等の、フィルム状の測定対象物の、面内のレターデーション(nm)、及び厚み方向のレターデーション(nm)を表す。
Re[0°]は、KOBRA 21ADH又はWR(王子計測機器(株)製)において、波長550nmの光を、フィルム状の測定対象物の法線方向に入射させて測定される。測定波長λnmの選択にあたっては、波長選択フィルターをマニュアルで交換するか、または測定値をプログラム等で変換して測定することができる。
測定されるフィルム状の測定対象物が1軸又は2軸の屈折率楕円体で表されるものである場合、以下の方法によりRthが算出される。
Rthは、前記Reを面内の遅相軸(KOBRA 21ADH又はWRにより判断される)を傾斜軸(回転軸)として(遅相軸がない場合には、フィルム状の測定対象物の、面内の任意の方向を回転軸とする)、フィルム状の測定対象物の法線方向に対して、法線方向から−50°から+50°まで10度ステップで各々その傾斜した方向から波長550nmの光を入射させて、レターデーション値を11点測定し、そのレターデーション値と、平均屈折率の仮定値及び入力された膜厚値とを基にKOBRA 21ADH又はWRが算出する。
上記において、法線方向から面内の遅相軸を回転軸として、ある傾斜角度にレターデーションの値がゼロとなる方向をもつフィルムの場合には、その傾斜角度より大きい傾斜角度でのレターデーション値は、その符号を負に変更した後、KOBRA 21ADH又はWRが算出する。
なお、遅相軸を回転軸として(遅相軸がない場合には、フィルム状の測定対象物の、面内の任意の方向を回転軸とする)、任意の傾斜した2方向からレターデーション値を測定し、その値と平均屈折率の仮定値、及び入力された膜厚値を基に、以下の数式(A)及び式(B)よりRthを算出することもできる。
【数1】

なお、式中、Re[θ]は法線方向から角度θ傾斜した方向におけるレターデーション値を表す。
また、式(A)において、nxは、面内における遅相軸方向の屈折率を表し、nyは面内においてnxに直交する方向の屈折率を表し、nzはnx及びnyに直交する方向の屈折率を表し、dは膜厚を表す。
【0041】
測定されるフィルム状の測定対象物が1軸、又は2軸の屈折率楕円体で表現できないもの、いわゆる光学軸(optic axis)がない測定対象物の場合には、以下の方法により、Rthが算出される。
Rthは、前記Reを面内の任意に設定した方位(KOBRA 21ADH又はWRに設定できる)を傾斜軸(回転軸)としてフィルム法線方向に対して−50°から+50°まで10度ステップで各々その傾斜した方向から波長550nmの光を入射させて11点測定し、その測定されたレターデーション値と、平均屈折率の仮定値、及び入力された膜厚値を基にKOBRA 21ADH又はWRが算出する。
上記の測定において、平均屈折率の仮定値は、ポリマーハンドブック(JOHN WILEY&SONS、INC)、各種光学補償フィルムのカタログの値を使用することができる。平均屈折率の値が既知でないものについては、アッベ屈折計で測定できる。主な光学補償フィルムの平均屈折率の値を以下に例示すると、セルロースアシレート(1.48)、シクロオレフィンポリマー(1.52)、ポリカーボネート(1.59)、ポリメチルメタクリレート(1.49)、ポリスチレン(1.59)である。これら平均屈折率の仮定値と膜厚を入力することで、KOBRA 21ADH又はWRは、nx、ny、nzを算出する。この算出されたnx、ny、nzよりNz=(nx−nz)/(nx−ny)が更に算出される。
なお、Re[θ°]、Rth及び屈折率の測定波長は特別な記述がない限り、測定波長550nmでの値である。
【0042】
本明細書において、フィルムのRe[0°]、Re[+40°]およびRe[−40°]は、KOBRA 21ADHまたはWR(王子計測機器(株)製)を用い、フィルム法線方向から測定した(傾斜角度0°での)波長550nmにおけるレターデーション値、該法線に対して傾斜方位側又は仮傾斜方位側へ40°傾いた方向から測定した(傾斜角度40度での)レターデーション値および該法線に対して傾斜方位側又は仮傾斜方位側へ−40°傾いた方向から測定した(傾斜角度−40度での)レターデーション値を表す。
ここで、傾斜方位は、以下の方法で決定した。
(1)フィルム面内の遅相軸方位を0°、フィルム面内の進相軸方位を90°とし、0°〜90°の間で0.1°刻みで仮傾斜方位を設定する。
(2)フィルム法線に対して各仮傾斜方位側へ40°又は−40°傾いた方向からRe[+40°]とRe[−40°]を測定し、各仮傾斜方位の|Re[+40°]−Re[−40°]|を求める。
(3)|Re[+40°]−Re[−40°]|が最大となる方位を傾斜方位と決定する。
すなわち、本明細書において、「傾斜方位を有する」とは、|Re[+40°]−Re[−40°]|が最大となる方位が存在することを言う。
本明細書において、フィルムのRthは傾斜方位を傾斜軸(回転軸)として、KOBRA21ADH、又は、WRが算出したものである。
また、Re[0°]、Re[+40°]およびRe[−40°]のバラツキは、以下の方法により測定することができる。フィルム中央部の互いに2mm以上離れた任意の10点以上の位置でサンプリングを行い、上記方法でRe[0°]、Re[+40°]およびRe[−40°]を測定し、その最大値と最小値の差を、Re[0°]、Re[+40°]およびRe[−40°]のバラツキとする。また、本発明では上記10点の平均値をRe[0°]、Re[+40°]、Re[−40°]とする。
さらに、遅相軸および後述のRthのバラツキも同様に測定される。
【0043】
(膜厚)
本発明の光学フィルムの膜厚は20μm〜100μmであることが好ましく、より好ましくは25μm〜80μm、さらに好ましくは30μm〜60μmである。この範囲の下限値以上であればフィルムが傾斜構造を形成するのに十分な厚みがあり、この範囲の上限値以下であればメルトが挟圧面間を通過後、冷却されるまでに時間を要し過ぎず、形成した傾斜構造が解消しにくいため好ましい。
【0044】
(幅)
製膜幅は50cm〜3mが好ましく、より好ましくは70cm〜2m、さらに好ましくは90cm〜1.7mである。この範囲の下限値以上であれば挟圧面の駆動むらが発現しにくく(幅が広いと駆動むらがあっても挟圧体が撓って変動を吸収する)、駆動むらにより発生し得る押圧むら(局部的に押圧の大きな部分)が発生しにくくなり、この押圧むらに起因するフィルム内部の歪みによる傾斜構造の湿熱環境下での変化が大きくなりにくくなるため、好ましい。この範囲の上限値以下であれば挟圧面間の押圧が大き過ぎないため、上記の押圧むらが発生しにくくなり、同様に好ましい。
【0045】
(デラミ)
本発明の光学フィルムのより好ましい態様では、さらに光学フィルム内部におけるデラミ(剥離)が小さい。このようなデラミの大きさは、特定の方法で測定した際に生じるデラミに由来する剥離部の筋の幅によって定量化することができ、本明細書中、デラミとは、特開平9−185148号公報[0030]の記載に基づいて観測し、測定した値のことを言う。前記デラミは実用上280μm以下であることが好ましく、200μm以下であることがより好ましく、90μm以下であることが特に好ましい。
前記デラミが280μm以下であれば、液晶表示板のリワーク作業の際にフィルム内で割れが発生しにくくなり、製造コスト上の損失が生じる可能性が低くなるため好ましい。なお、本明細書中、リワーク作業とは、液晶ディスプレイのガラス基板へ偏光板を貼り合わせるときにミスが生じた場合に、貼り合わせをし直すことを目的として、一度偏光板をガラス基板から剥す作業のことを言う。
すなわち、本発明のフィルムのうち、より好ましい態様の光学フィルムを用いると、本発明の液晶表示装置のリワーク性が向上し、製造コストの観点から好ましい。
【0046】
(熱可塑性樹脂)
溶融押出し法を利用して作製する場合は、融点Tmと熱分解温度Tdが、Tm<Tdを満たす熱可塑性樹脂を用いることが好ましく、溶融押出し成形性が良好な材料を利用するのがより好ましく、その観点では、環状オレフィン系樹脂、セルロースアシレート系樹脂、ポリカーボネート系樹脂、ポリエステル類、透明ポリエチレン、透明ポリプロピレン等のポリオレフィン類、ポリアリレート類、ポリスルホン類、ポリエーテルスルホン類、マレイミド系共重合体類、透明ナイロン類、透明フッ素樹脂類、透明フェノキシ類、ポリエーテルイミド類、ポリスチレン類、アクリル系樹脂、スチレン系樹脂を選択するのが好ましい。1種の当該樹脂を含有していてもよいし、互いに異なる2種以上の当該樹脂を含有していてもよい。
本発明のフィルムは環状オレフィン系樹脂、セルロースアシレート系樹脂、ポリカーボネート系樹脂、スチレン系樹脂およびアクリル系樹脂からなる群から選択される熱可塑性樹脂を使用することが好ましい。より好ましくは、Rthを40〜500nmの範囲に制御する観点から、環状オレフィン系樹脂、セルロースアシレート系樹脂およびスチレン系樹脂からなる群から選択される熱可塑性樹脂である。
これらの樹脂を使用することにより本発明の範囲のレターデーションを発現させることができる。これらの樹脂は単一で使用してもよく、混合あるいは積層して使用してもよい。また、前記環状オレフィン類は、付加重合によって得られた環状オレフィン類であることが好ましい。
【0047】
特に、正の固有複屈折性を示す、セルロースアシレート系樹脂、環状オレフィン系樹脂、ポリカーボネート系樹脂は、2つのロールでせん断変形を付加した場合、遅相軸が傾斜方位を向き、γ>0のフィルムを作成することができ、例えば、2つのロールをダイ出口と平行に配置した場合、傾斜方位はフィルム長手方向(フィルム搬送方向、すなわちMD(Machine Direction)方向)と同じである。
また、負の固有複屈折性を示す、アクリル系樹脂およびスチレン系樹脂は、上記加工を行った場合、進相軸が傾斜方位を向き、γ>0のフィルムを作成することができる。
【0048】
本発明のフィルムを、視野角補償フィルムとして液晶表示装置に応用する場合には、液晶表示装置の特性や偏光板加工の利便性を考慮にいれて、上記正または負の固有複屈折樹脂を適宜選択して用いることが出来る。
【0049】
本発明に使用可能な環状オレフィン系樹脂の例には、ノルボルネン系化合物の重合により得られたノルボルネン系樹脂が含まれる。また、開環重合および付加重合のいずれの重合方法によって得られる樹脂であってもよい。
付加重合およびそれにより得られる環状オレフィン系樹脂としては、例えば、特許3517471号公報、特許3559360号公報、特許3867178号公報、特許3871721号公報、特許3907908号公報、特許3945598号公報、特表2005−527696号公報、特開2006−28993号公報、特開2006−11361公報、国際公開WO2006/004376号公報、国際公開WO2006/030797号公報パンフレットに記載されているものが挙げられる。中でも、特許3517471号公報に記載のものが特に好ましい。
開環重合およびそれにより得られる環状オレフィン系樹脂としては、国際公開WO98/14499号公報パンフレット、特許3060532号公報、特許3220478号公報、特許3273046号公報、特許3404027号公報、特許3428176号公報、特許3687231号公報、特許3873934号公報、特許3912159号公報に記載のものが挙げられる。中でも、国際公開WO98/14499号公報パンフレット、特許3060532号公報に記載のものが特に好ましい。
これらの環状オレフィン系樹脂の中でも付加重合によって得られるものが、複屈折の発現性、溶融粘度の観点から好ましく、例えば、「TOPAS #6013」(Polyplastics社製)を用いることができる。
【0050】
本発明に使用可能なセルロースアシレート系樹脂の例には、セルロース単位中の3個の水酸基が、少なくとも一部がアシル基で置換されたいずれのセルロースアシレートも含まれる。当該アシル基(好ましくは炭素数3〜22のアシル基)は、脂肪族アシル基および芳香族アシル基のいずれであってもよい。中でも、脂肪族アシル基を有するセルロースアシレートが好ましく、炭素数3〜7の脂肪族アシル基を有するものがより好ましく、炭素数3〜6の脂肪族アシル基を有するものがさらに好ましく、炭素数は3〜5の脂肪族アシル基を有するものがよりさらに好ましい。これらのアシル基は複数種が1分子中に存在していてもよい。好ましいアシル基の例には、アセチル基、プロピオニル基、ブチリル基、ペンタノイル基、ヘキサノイル基などが含まれる。これらの中でも、さらに好ましいものは、アセチル基、プロピオニル基およびブチリル基から選択される1種または2種以上を有するセルロースアシレートであり、よりさらに好ましいものは、アセチル基およびプロピオニル基の双方を有するセルロースアシレート(CAP)である。前記CAPは、樹脂の合成が容易であること、押し出し成形の安定性が高いこと、の点で好ましい。
【0051】
本発明の製造方法を含む溶融押出し法によりフィルムを作製する場合は、用いるセルロースアシレートは、以下の式(S−1)および(S−2)を満足することが好ましい。以下の式を満足するセルロースアシレートは、融解温度が低く、融解性が改善されているので、溶融押出し製膜性に優れる。
式(S−1) 2.0≦X+Y≦3.0
式(S−2) 0.25≦Y≦3.0
前記式(S−1)および(S−2)中、Xはセルロースの水酸基に対するアセチル基の置換度を表し、Yはセルロースの水酸基に対するアシル基の置換度の総和を表す。本明細書でいう「置換度」とは、セルロースの2位、3位および6位のぞれぞれの水酸基の水素原子が置換されている割合の合計を意味する。2位、3位および6位全ての水酸基の水素がアシル基で置換された場合は置換度が3となる。
さらに、下記式(S−3)および(S−4)を満足するセルロースアシレートを用いるのがより好ましい。
式(S−3)2.3≦X+Y≦2.95
式(S−4)1.0≦Y≦2.95
下記式(S−5)および(S−6)を満足するセルロースアシレートを用いるのがさらに好ましい。
式(S−5)2.7≦X+Y≦2.95
式(S−6)2.0≦Y≦2.9
【0052】
セルロースアシレート系樹脂の質量平均重合度および数平均分子量については特に制限はない。一般的には、質量平均重合度が350〜800程度、および数平均分子量が70000〜230000程度である。前記セルロースアシレート系樹脂は、アシル化剤として酸無水物や酸塩化物を用いて合成できる。工業的に最も一般的な合成方法では、綿花リンタや木材パルプなどから得たセルロースをアセチル基および他のアシル基に対応する有機酸(酢酸、プロピオン酸、酪酸)またはそれらの酸無水物(無水酢酸、無水プロピオン酸、無水酪酸)を含む混合有機酸成分でエステル化してセルロースエステルを合成する。前記式(S−1)および(S−2)を満足するセルロースアシレートの合成方法としては、発明協会公開技報(公技番号2001−1745、2001年3月15日発行、発明協会)7〜12頁の記載や、特開2006−45500号公報、特開2006−241433号公報、特開2007−138141号公報、特開2001−188128号公報、特開2006−142800号公報、特開2007−98917号公報記載の方法を参照することができる。
【0053】
本発明に使用可能なポリカーボネート系樹脂として、ビスフェノールA骨格を有するポリカーボネート樹脂が挙げられ、ジヒドロキシ成分とカーボネート前駆体とを界面重合法または溶融重合法で反応させて得られるものであり、例えば、特開2006−277914号公報、特開2006−106386号公報、特開2006−284703号公報記載のものが好ましく用いることができる。例えば、市販品として、「タフロンMD1500」(出光興産社製)を用いることができる。
【0054】
本発明に使用可能なスチレン系樹脂とは、主成分としてスチレン及びそれらの誘導体を重合して得られる樹脂及び、その他の樹脂の共重合体を指し、本発明の効果を損なわない限り特に限定されず、公知のスチレン系熱可塑性樹脂等を用いることができ、特に複屈折、フィルム強度、耐熱性を改良できる、共重合体樹脂が好ましい。
共重合体樹脂としては、例えば、スチレン−アクリロニトリル系樹脂、スチレン-アクリル系樹脂、スチレン−無水マレイン酸系樹脂、あるいはこれらの多元(二元、三元等)共重合ポリマーなどが挙げられる。これらの中でも、スチレン−アクリル系樹脂やスチレン−無水マレイン酸系樹脂が耐熱性・フィルム強度の観点から好ましい。
前記スチレン−無水マレイン酸系樹脂は、スチレンと無水マレイン酸との質量組成比が、スチレン:無水マレイン酸=95:5〜50:50であることが好ましく、スチレン:無水マレイン酸=90:10〜70:30であることがより好ましい。また、固有複屈折を調整するため、スチレン系樹脂の水素添加を行うことも好ましく利用できる。
前記スチレン−無水マレイン酸系樹脂としては、例えば、ノバケミカル社製の「Daylark D332」などが挙げられる。
また、スチレン-アクリル系樹脂としては、後述する、旭化成ケミカル社製の「デルペット980N」などを用いることができる。
【0055】
本発明に使用可能なアクリル系樹脂とは、主成分として、アクリル酸、メタクリル酸およびそれらの誘導体を重合して得られる樹脂、およびさらにその誘導体のことをいい、本発明の効果を損なわない限り特に限定されず、公知のメタクリル酸系熱可塑性樹脂等を用いることできる。
アクリル酸、メタクリル酸およびそれらの誘導体を重合して得られる樹脂としては、例えば、下記一般式(1)で表される構造のものを挙げることができる。
【0056】
【化1】
前記一般式(1)中、R1およびR2は、それぞれ独立に、水素原子または炭素数1〜20の有機残基を示す。有機残基とは、具体的には、炭素数1〜20の直鎖状、分枝鎖状、もしくは環状のアルキル基を示す。
【0057】
前記アクリル酸、メタクリル酸およびそれらの誘導体を重合して得られる樹脂の具体例としては、(メタ)アクリル酸メチル、(メタ)アクリル酸エチル、(メタ)アクリル酸n−プロピル、(メタ)アクリル酸n−ブチル、(メタ)アクリル酸tert-ブチル、(メタ)アクリル酸n−ヘキシル、(メタ)アクリル酸2−クロロエチル、(メタ)アクリル酸2−ヒドロキシエチル、(メタ)アクリル酸3−ヒドロキシプロピル、(メタ)アクリル酸2、3、4、5、6−ペンタヒドロキシエキシルおよび(メタ)アクリル酸2、3、4、5−テトラヒドロキシペンチルが好ましく、熱安定性に優れる点で(メタ)アクリル酸メチル(以下MMAともいう)がより好ましい。これらのうち一種のみを用いてもよく、2種以上を併用してもよい。また、これらのうち一種の単重合体であっても、2種以上の共重合体であっても、その他の樹脂の共重合体であってもよいが、ガラス転移温度を高める観点からその他の樹脂との共重合体であることが特に好ましい。
前記アクリル系共重合体樹脂の中でも、樹脂を構成する全モノマー中、MMA単位(モノマー)を30モル%以上含むものが好ましく、MMA以外に、ラクトン環単位、無水マレイン酸単位、グルタル酸無水物単位の少なくとも1種の単位を含むことがより好ましく、例えば下記のものを使用できる。
【0058】
(1)ラクトン環単位を含むアクリル樹脂
特開2007−297615号、特開2007−63541号、特開2007−70607号、特開2007−100044号、特開2007−254726号、特開2007−254727号、特開2007−261265号、特開2007−293272号、特開2007−297619号、特開2007−316366号、特開2008−9378号、特開2008−76764号の各公報に記載のものを使用できる。この中でより好ましいのが特開2008−9378に記載の樹脂である。
(2)無水マレイン酸単位を含むアクリル樹脂
特開2007−113109号、特開2003−292714号、特開平6−279546号、特開2007−51233号(ここに記載の酸変性ビニル)、特開2001−270905号、特開2002−167694号、特開2000−302988号、特開2007−113110号、特開2007−11565号各公報に記載のものを使用できる。この中でより好ましいのが、特開2007−113109に記載のものである。また市販のマレイン酸変性MAS樹脂(例えば旭化成ケミカルズ(株)製デルペット980N)も好ましく使用できる。
(3)グルタル酸無水物単位を含むアクリル樹脂
特開2006−241263号、特開2004−70290号、特開2004−70296号、特開2004−126546号、特開2004−163924号、特開2004−291302号、特開2004−292812号、特開2005−314534号、特開2005−326613号、特開2005−331728号、特開2006−131898号、特開2006−134872号、特開2006−206881号、特開2006−241197号、特開2006−283013号、特開2007−118266号、特開2007−176982号、特開2007−178504号、特開2007−197703号、特開2008−74918号、国際公開WO2005/105918等各公報に記載のものを使用できる。この中でより好ましいのが特開2008−74918号公報に記載のものである。
これらの樹脂のガラス転移温度(Tg)は106℃〜170℃が好ましく、より好ましくは110℃〜160℃、さらに好ましくは115℃〜150℃である。
【0059】
これらの中でも、前記熱可塑性樹脂としては、環状オレフィン系樹脂であることが好ましく、高透明性、複屈折発現性および耐熱性の観点からノルボルネン系樹脂であることがより好ましく、付加重合系のノルボルネン系樹脂であることが特に好ましい。
また、前記熱可塑性樹脂が共重合体である場合は、ランダム共重合体であっても、ブロック共重合体であってもかまわない。
【0060】
(添加剤)
本発明のフィルムは、上記熱可塑性樹脂以外の材料を含有していてもよいが、上記熱可塑性樹脂の1種または2種以上を主成分(組成物中の全材料中、最も含有割合の高い材料を意味し、当該樹脂を2種以上含有する態様では、それらの合計の含有割合が、他の材料それぞれの含有割合より高いことを意味する)として含有しているのが好ましい。上記熱可塑性樹脂以外の材料としては、種々の添加剤が挙げられ、その例には、安定化剤、紫外線吸収剤、光安定化剤、可塑剤、微粒子、および光学調整剤が含まれる。
【0061】
安定化剤:
本発明のフィルムは、安定化剤の少なくとも一種を含有していてもよい。安定化剤は、前記熱可塑性樹脂を加熱溶融する前にまたは加熱溶融時に添加することが好ましい。安定化剤は、フィルム構成材料の酸化防止、分解して発生した酸の捕捉、光または熱によるラジカル種基因の分解反応を抑制または禁止する等の作用がある。安定化剤は、解明されていない分解反応などを含む種々の分解反応によって、着色や分子量低下等の変質および揮発成分の生成等が引き起こされるのを抑制するのに有用である。樹脂を製膜するための溶融温度においても安定化剤自身が分解せずに機能することが求められる。安定化剤の代表的な例には、フェノール系安定化剤、亜リン酸系安定化剤(フォスファイト系)、チオエーテル系安定化剤、アミン系安定化剤、エポキシ系安定化剤、ラクトン系安定化剤、アミン系安定化剤、金属不活性化剤(スズ系安定化剤)などが含まれる。これらは、特開平3−199201号公報、特開平5−1907073号公報、特開平5−194789号公報、特開平5−271471号公報、特開平6−107854号公報などに記載があり、本発明ではフェノール系や亜リン酸系安定化剤の少なくとも一方以上を用いることが好ましい。フェノール系安定化剤の中でも、特に分子量500以上のフェノール系安定化剤を添加することが好ましい。好ましいフェノール系安定化剤としては、ヒンダードフェノール系安定化剤が挙げられる。
【0062】
これらの素材は、市販品として容易に入手可能であり、下記のメーカーから販売されている。チバ・スペシャルティ・ケミカルズ社から、Irganox 1076、Irganox 1010、Irganox 3113、Irganox 245、Irganox 1135、Irganox 1330、Irganox 259、Irganox 565、Irganox 1035、Irganox 1098、Irganox 1425WL、として入手することができる。また、旭電化工業株式会社から、アデカスタブ AO−50、アデカスタブ AO−60、アデカスタブ AO−20、アデカスタブ AO−70、アデカスタブ AO−80として入手できる。さらに、住友化学株式会社から、スミライザーBP−76、スミライザーBP−101、スミライザーGA−80、として入手できる。また、シプロ化成株式会社からシーノックス326M、シーノックス336B、としても入手することが可能である。
【0063】
また、上記の亜リン酸系安定化剤としては、特開2004−182979号公報の[0023]〜[0039]に記載の化合物をより好ましく用いることができる。亜リン酸エステル系安定化剤の具体例としては、特開昭51−70316号公報、特開平10−306175号公報、特開昭57−78431号公報、特開昭54−157159号公報、特開昭55−13765号公報に記載の化合物を挙げることができる。さらに、その他の安定化剤としては、発明協会公開技報(公技番号2001−1745、2001年3月15日発行、発明協会)17頁〜22頁に詳細に記載されている素材を好ましく用いることができる。
【0064】
上記亜リン酸エステル系安定化剤は、高温での安定性を保つために高分子量であることが有用であり、分子量500以上であり、より好ましくは分子量550以上であり、特には分子量600以上が好ましい。さらに、少なくとも一置換基は芳香族性エステル基であることが好ましい。また、亜リン酸エステル系安定化剤は、トリエステルであることが好ましく、リン酸、モノエステルやジエステルの不純物の混入がないことが望ましい。これらの不純物が存在する場合は、その含有量が5質量%以下であることが好ましく、より好ましくは3質量%以下であり、特には2質量%以下である。これらは、特開2004−182979号公報の[0023]〜[0039]に記載の化合物などを挙げることが、さらに特開昭51−70316号公報、特開平10−306175号公報、特開昭57−78431号公報、特開昭54−157159号公報、特開昭55−13765号公報に記載の化合物も挙げることができる。亜リン酸エステル系安定化剤の好ましい具体例として下記の化合物を挙げることができるが、本発明で用いることができる亜リン酸エステル系安定化剤はこれらに限定されるものではない。
【0065】
これらは、旭電化工業株式会社からアデカスタブ1178、同2112、同PEP−8、同PEP−24G、PEP−36G、同HP−10として、またクラリアント社からSandostab P−EPQとして市販されており、入手可能である。さらに、フェノールと亜リン酸エステルを同一分子内に有する安定化剤も好ましく用いられる。これらの化合物については、さらに特開平10−273494号公報に詳細に記載されており、その化合物例は、前記安定化剤の例に含まれるが、これらに限定されるものではない。代表的な市販品として、住友化学株式会社から、スミライザーGPがある。これらは、住友化学株式会社から、スミライザーTPL、同TPM、同TPS、同TDPとして市販されている。旭電化工業株式会社から、アデカスタブAO-412Sとしても入手可能である。
【0066】
前記安定化剤は、それぞれ単独でまたは2種以上を組み合わせて用いることができ、その配合量は本発明の目的を損なわない範囲で適宜選択される。好ましくは、熱可塑性樹脂の質量に対して、安定化剤の添加量は0.001〜5質量%が好ましく、より好ましくは0.005〜3質量%であり、さらに好ましくは0.01〜0.8質量%である。
【0067】
紫外線吸収剤:
本発明のフィルムは、1種または2種以上の紫外線吸収剤を含有していてもよい。紫外線吸収剤は、劣化防止の観点から、波長380nm以下の紫外線の吸収能に優れ、かつ、透明性の観点から、波長400nm以上の可視光の吸収が少ないものが好ましい。例えば、オキシベンゾフェノン系化合物、ベンゾトリアゾール系化合物、サリチル酸エステル系化合物、ベンゾフェノン系化合物、シアノアクリレート系化合物、ニッケル錯塩系化合物などが挙げられる。特に好ましい紫外線吸収剤は、ベンゾトリアゾール系化合物やベンゾフェノン系化合物である。中でも、ベンゾトリアゾール系化合物は、セルロース混合エステルに対する不要な着色が少ないことから好ましい。これらは、特開昭60−235852号、特開平3−199201号、同5−1907073号、同5−194789号、同5−271471号、同6−107854号、同6−118233号、同6−148430号、同7−11056号、同7−11055号、同7−11056号、同8−29619号、同8−239509号、特開2000−204173号の各公報に記載がある。
紫外線吸収剤の添加量は、熱可塑性樹脂の0.01〜2質量%であることが好ましく、0.01〜1.5質量%であることがさらに好ましい。
【0068】
光安定化剤:
本発明のフィルムは、1種または2種以上の光安定化剤を含有していてもよい。光安定化剤としては、ヒンダードアミン光安定化剤(HALS)化合物が挙げられ、より具体的には、米国特許第4、619、956号明細書の第5〜11欄および米国特許第4、839、405号明細書の第3〜5欄に記載されているように、2、2、6、6−テトラアルキルピペリジン化合物、またはそれらの酸付加塩もしくはそれらと金属化合物との錯体が含まれる。これらは、旭電化からアデカスタブLA−57、同LA−52、同LA−67、同LA−62、同LA−77として、またチバ・スペシャリティーケミカルズ社からTINUVIN 765、同144として市販されている。
【0069】
これらのヒンダードアミン系光安定化剤は、それぞれ単独で、或いは2種以上を組み合わせて用いることができる。また、これらヒンダードアミン系光安定化剤は、勿論、可塑剤、安定化剤、紫外線吸収剤等の添加剤と併用してもよいし、これら添加剤の分子構造の一部に導入されていてもよい。その配合量は、本発明の効果を損なわない範囲で決定され、一般的には、熱可塑性樹脂100質量部に対して、0.01〜20質量部程度であり、好ましくは0.02〜15質量部程度、特に好ましくは0.05〜10質量部程度である。光安定化剤は、熱可塑性樹脂組成物の溶融物を調製するいずれの段階で添加してもよく、例えば、溶融物調製工程の最後に添加してもよい。
【0070】
可塑剤:
本発明のフィルムは、可塑剤を含有していてもよい。可塑剤の添加は、機械的性質向上、柔軟性を付与、耐吸水性付与、水分透過率低減等のフィルム改質の観点において好ましい。また、本発明のフィルムを溶融製膜法で製造する場合は、用いる熱可塑性樹脂のガラス転移温度よりも、可塑剤の添加によりフィルム構成材料の溶融温度を低下させることを目的として、または無添加の熱可塑性樹脂よりも同じ加熱温度において粘度を低下させることを目的として、添加されるであろう。本発明のフィルムには、例えばリン酸エステル誘導体、カルボン酸エステル誘導体から選択される可塑剤が好ましく用いられる。また、特開2003−12859号に記載の重量平均分子量が500〜10000であるエチレン性不飽和モノマーを重合して得られるポリマー、アクリル系ポリマー、芳香環を側鎖に有するアクリル系ポリマーまたはシクロヘキシル基を側鎖に有するアクリル系ポリマーなども好ましく用いられる。
【0071】
微粒子:
本発明のフィルムは、微粒子を含有していてもよい。微粒子としては、無機化合物の微粒子や有機化合物の微粒子が挙げられ、いずれでもよい。本発明における熱可塑性樹脂に含まれる微粒子の平均一次粒子サイズは、ヘイズを低く抑えるという観点から5nm〜3μmであることが好ましく、5nm〜2.5μmであることがより好ましく、10nm〜2.0μmであることがさらに好ましい。ここで、微粒子の平均一次粒子サイズは、熱可塑性樹脂を透過型電子顕微鏡(倍率50万〜100万倍)で観察し、粒子100個の一次粒子サイズの平均値を求めることにより決定する。微粒子の添加量は、熱可塑性樹脂に対して0.005〜1.0質量%であることが好ましく、より好ましくは0.01〜0.8質量%であり、さらに好ましくは0.02〜0.4質量%である。
【0072】
光学調整剤:
本発明のフィルムは、光学調整剤を含有していてもよい。光学調整剤としてはレターデーション調整剤を挙げることができ、例えば、特開2001−166144号、特開2003−344655号、特開2003−248117号、特開2003−66230号各公報記載のものを使用することができる。光学調整剤を添加することによって、面内のレターデーション(Re)、厚み方向のレターデーション(Rth)を制御することができる。好ましい添加量は0〜10質量%であり、より好ましくは0〜8質量%、さらに好ましくは0〜6質量%である。
【0073】
一方、本発明のフィルムは、熱可塑性樹脂から構成され、かつ、単層で光学補償能を発現するため、塗布型フィルムに用いられる重合性液晶化合物を実質的に含まないことが好ましい。本発明において、重合性液晶化合物とは、特開2001−328973号公報、特開2006−227630号公報、特開2006−323069号公報、特開2007−248780号公報に記載されているような、支持体に塗布し、配向させたのち、重合させることにより、配向状態を固化することができる液晶化合物を指す。このような重合性液晶化合物は、10質量%未満であることが好ましく、より特に好ましくは5質量%未満である。
このような重合性液晶化合物としては、例えば、特開2001−328973号公報の[0008]〜[0034]、特開2006−227630号公報の[0017]、特開2007−248780号公報の[0014]〜[0097]に記載のものを挙げることができる。
【0074】
[光学フィルムの製造方法]
このような本発明の光学フィルムは、以下の(1)または(2)の本発明の光学フィルムの製造方法によって調製される。これらは単独で行ってもよく、組み合せておこなってもよい。以下、本発明の光学フィルムの製造方法(以下、本発明の製造方法とも言う)について詳細に説明する。
【0075】
(1)積層剥離法
本発明の製造方法は、挟圧装置を構成する第一挟圧面と第二挟圧面の間に熱可塑性樹脂を含有する組成物の溶融物(以下、メルトとも言う)を通過させて連続的に挟圧してフィルム状に成形する工程を含むフィルムの製造方法であって、前記熱可塑性樹脂を含有する組成物の溶融物が2種以上の熱可塑性樹脂溶融層を積層した溶融物であり、前記挟圧装置によって該溶融物に20〜500MPaの圧力をかけて2種以上の熱可塑性樹脂積層体を製膜した後、前記2種以上の熱可塑性樹脂積層体の各層間を剥離する工程を含むことを特徴とする。以下、この態様を積層剥離法とも言う。
前記積層剥離法では、0°を超えて90°未満の配向角(消光位)を示す本発明のフィルムを製造するために、熱可塑性樹脂を2層以上積層して共押出しした溶融物を挟圧し、各層を剥離することを特徴とする。すなわち、熱可塑性樹脂積層体中で放射構造を形成するため、各層を剥離することで各層の消光位を0°を超えて90°未満、あるいは−90°を超えて0°未満とすることができる。前記積層剥離法では、前記2種以上の熱可塑性樹脂溶融層を積層した溶融物は特に限定されないが、2種以上の熱可塑性樹脂を2層以上共押出しした溶融物であることが上記0°を超え90°未満あるいは−90°を超え0°未満の消光位を達成する上で好ましい。即ち異種の樹脂を積層することで製膜後に容易に剥離でき、上記構造を形成できる観点や、生産性(同時に2枚作成できる)の観点から好ましい。なお、その他の前記2種以上の熱可塑性樹脂溶融層を積層した溶融物の調製方法としては、例えば、マルチマニホールドダイやフィードブロックダイによって調製する方法が挙げられるが、本発明はこのような具体例によって限定されるものではない。
また、前記積層剥離法では、挟圧の圧力、挟圧する支持体(ロールやベルト等)の温度(差)、速度(差)、その中でも特に20〜500MPaの挟圧面間を樹脂の溶融体を通すことにより、複屈折を厚み方向で変化させることができる。
【0076】
(熱可塑性樹脂積層体とその製造方法)
まず、積層剥離法では、本発明の光学フィルムを少なくとも一層含むことを特徴とする熱可塑性樹脂積層体を製造する。すなわち、挟圧装置を構成する第一挟圧面と第二挟圧面の間に熱可塑性樹脂を含有する組成物の溶融物を通過させて連続的に挟圧してフィルム状に成形する工程を含む熱可塑性樹脂積層体の製造方法であって、前記熱可塑性樹脂を含有する組成物の溶融物が2種以上の熱可塑性樹脂溶融層を積層した溶融物であり、前記挟圧装置によって該溶融物に20〜500MPaの圧力をかけることを特徴とする。
20〜500MPaの圧力をかけられた前記第一および第二挟圧面の間では、押圧により前記2種以上の熱可塑性樹脂溶融層を積層した溶融物(メルト)の流路(挟圧面間)が狭まり、流速が上昇する。この際、挟圧面近傍のメルトは壁面との摩擦で流速が遅れ、流速分布が発生する。さらに挟圧面によって挟圧されていた領域の出口にメルトが達すると、メルトの流路が広がり、放射状にメルトが流れる。このような流速変化に基づいてメルトが配向するため、得られる熱可塑性樹脂積層体の内部は上下方向に放射状に配向しており、すなわち一端から他端まで厚み方向へ向けて順に観測した場合に観測される消光位が−90°を超えて90°未満に変化している配向構造を有する熱可塑性樹脂積層体を得ることができる。
このような配向構造は基本的には積層体の厚み方向中央を基準として上下対象に発現するため、この本発明の熱可塑性樹脂積層体は、一端から他端まで厚み方向へ向けて順に観測した場合に観測される消光位が0°を超えて90°未満に変化している本発明の光学フィルムを少なくとも一層含む。なお、本発明の熱可塑性樹脂積層体には、本発明の光学フィルム以外の層として、適宜接着剤層を設けてもよく、該接着剤層は、光学積層体を構成する層の双方に対して親和性があるものから形成することができる。例えば、エチレン−(メタ)アクリル酸メチル共重合体、エチレン−(メタ)アクリル酸エチル共重合体などのエチレン−(メタ)アクリル酸エステル共重合体;エチレン−酢酸ビニル共重合体、エチレン−スチレン共重合体などのエチレン系共重合体や他のオレフィン系重合体、スチレン−ブタジエン共重合体、スチレン−イソプレン共重合体およびそれらの水素化物が挙げられる。また、これらの(共)重合体を酸化、ケン化、塩素化、クロルスルホン化などにより変性した変性物を用いることもできる。また、特開2003−136635号、特開2004−58369号、特開2007−245729号各公報に記載の接着剤を用いることも好ましい。
【0077】
本発明の熱可塑性樹脂積層体の層数は2層以上である以外に特に制限はない。
本発明の熱可塑性樹脂積層体の製造方法は、前記2種以上の熱可塑性樹脂溶融層を積層した溶融物が、2種以上の熱可塑性樹脂を2層以上共押出しした溶融物であることが好ましい。共押し出しによって製造する場合は、任意の層数で共押し出しして、任意の総数とすることができる。
製造コストの観点から、熱可塑性樹脂積層体の層数は2または3層であることが好ましく、2層であることがより好ましい。
【0078】
本発明の熱可塑性樹脂積層体を構成する各層の熱可塑性樹脂のガラス転移温度(Tg)は、少なくとも一層について25℃以上であることが好ましく、より好ましくは100℃以上、さらに好ましくは120℃〜250℃である。このようなガラス転移温度の範囲の熱可塑性樹脂を用いることにより、積層した各熱可塑性樹脂層の粘性が低下し、後述する剥離工程において各層間を剥離し易くなるためである。
【0079】
(剥離工程)
次に、前記積層剥離法は、前記2種以上の熱可塑性樹脂積層体の各層間を剥離する工程を含むことを特徴とする。すなわち、本発明の熱可塑性樹脂積層体から、本発明の光学フィルムを剥離して得る工程を含む。
このような熱可塑性樹脂積層体の各層は、少なくとも隣り合う層の根悦可塑性樹脂が異種の熱可塑性樹脂であれば容易に剥離することができ、本発明のように0°を超えて〜90°未満の消光位を持ったフィルムを調製できる。なお、剥離工程後に、消光位の範囲が−90°を超えて0°未満のフィルムの表裏を反転する工程を行うことにより、該フィルムから消光位の範囲が0°を超えて90°未満のフィルムを得ることが当然できる。
【0080】
本発明の熱可塑性樹脂積層体が2層の積層体の場合、前記熱可塑性樹脂積層体の厚み方向中央を基準として上下対象に配向構造が発現するため、各層の厚みの比は均等に近いことが、両方の層の消光位が本発明の範囲となる観点から好ましい。具体的には、1層の厚みを全層の厚みの30%〜70%にすることが好ましく、より好ましくは40%〜60%、さらに好ましくは45%〜55%である。
但し、前記第一挟圧面と前記第一挟圧面の移動速度が異なる場合は、消光位は上下で非対称となる(移動速度が高速の挟圧面側に、本明細書で言うところの消光位が0°となる点(以下、消光位の中心とも言う)がシフトする)ため、これにあわせて積層する厚みを変えることが好ましい。すなわち、各層の境界が消光位の中心になるように前記2層以上の熱可塑性樹脂の共押し出し時の厚みを適宜調整することが好ましい。また前記第一挟圧面と前記第一挟圧面の温度が異なる場合、前記消光位の中心は高温の挟圧面側にシフトするため、同様に各層の境界が消光位の中心になるように前記2層以上の熱可塑性樹脂の共押し出し時の厚みを適宜調整することが好ましい。
【0081】
一方、本発明の熱可塑性樹脂積層体が3層の積層体の場合は、前記2種以上の熱可塑性樹脂積層体の内、少なくとも1層の熱可塑性樹脂層は本発明の光学フィルムの要件を満たす。特に、各層の厚みが均一であり、後述する方法によって消光位の中心をずらさなければ、中央の層はその消光位が0°を挟んで正および負となるため本発明の光学フィルムの範囲から外れることになるが、上下の最外層はいずれも本発明の消光位の範囲を満たすこととなる。また、3層の積層体のうち、1層のみを剥離して、残りの2層を本発明の消光位の範囲を満たすように各層の厚みや消光位の中心を調整してもよく、本発明のフィルムは積層体構造のままであっても、本明細書に記載する本発明の効果を奏する。また、本発明の熱可塑性樹脂積層体が4層以上の場合であっても、前記2種以上の熱可塑性樹脂積層体の内、少なくとも1層の熱可塑性樹脂層は本発明の光学フィルムの要件を満たす。本発明の製造方法の1つの態様として、上下の最外層がいずれも本発明の消光位の範囲を満たす態様を挙げることができる。また、その他の態様の例として、4層の積層体のうち、表面から2層をまとめて剥離して、2層ずつの積層体とし、ともに本発明の消光位の範囲を満たすように各層の厚みや消光位の中心を調整してもよく、その場合は本発明のフィルムは積層体構造のままであって本発明の効果を奏する。さらに、このような本発明の消光位の範囲を満たし、本発明の効果を奏する本発明の熱可塑性樹脂積層体をさらに1層ずつに剥離することもでき、消光位の範囲を制御した本発明の光学フィルムとすることもできる。本発明の製造方法は、前記2層以上の熱可塑性樹脂積層体のうち、少なくとも1層の熱可塑性樹脂層を剥離する工程を含むことが好ましい。但し、前記第一挟圧面と前記第一挟圧面間の移動速度差や温度差に応じて消光位の中心がずれるため、目標とする消光位の範囲にもよるが、例えば中央の層の任意の位置が消光位の中心になるようにしたり、特定の2層の熱可塑性樹脂層の間がちょうど消光位の中心となるようにしたりするなど、積層厚みを調整することが好ましい。
【0082】
積層剥離法の場合、本発明のフィルムの消光位を変化させるために、消光位の中心(消光位が0°となるところ)に積層界面を調整すると消光位の変化および複屈折の変化を大きくすることができる。すなわち、フィルム中の消光位変化の大きな部分を利用することができる。
【0083】
また、本発明の光学フィルムの製造方法として積層剥離法を用いる場合、フィルムの両表面近傍にも複屈折が発現することになるため、フィルムの両表面から厚み方向に向けて5μmの領域において複屈折を有する本発明の光学フィルムを製造することができる。
【0084】
(2)片面傾斜配向解消法
本発明の製造方法の別の態様は、挟圧装置を構成する第一挟圧面と第二挟圧面の間に熱可塑性樹脂を含有する組成物の溶融物を通過させて連続的に挟圧してフィルム状に成形する工程を含むフィルムの製造方法であって、前記挟圧装置によって該溶融物に20〜500MPaの圧力をかけて傾斜構造を有するフィルムを製膜した後、前記フィルムの片面の傾斜構造を解消する工程を含むことを特徴とする。以下、この製造方法を片面傾斜配向解消法とも言う。
前述のように、単層で本発明の製造方法で規定する、従来よりも高い圧力をかけて挟圧製膜すると、得られる単層フィルムは厚み方向上下に放射状に広がった配向(傾斜)構造を内部に形成する。この内部の配向構造の内、フィルムの消光位が0°となる消光位の中心を基準として、厚み方向上側あるいは下側の配向を解消させると、本発明のフィルムで規定するところの0°を超えて90°未満の傾斜配向(消光角)構造を単層フィルム内部に形成できる。
また、前記片面傾斜配向解消法では、20〜500MPaの挟圧面間を樹脂の溶融体を通すことにより、複屈折を厚み方向で変化させることができる。ここで、本明細書中、「複屈折の変化」は、フィルム厚み方向複屈折構造を、対象構造から非対象構造に変えてある態様を含む。
このようにフィルム片面の傾斜配向を解消する方法としては、本発明の趣旨に反しない限りにおいて特に制限はないが、例えば下記の2通りの方法がある。
【0085】
(2−1)溶剤塗布法
前記片面傾斜配向解消法では、前記フィルムの片面の傾斜構造を解消する工程が、少なくとも前記フィルムの片面に溶剤を塗布する工程であることが好ましい。このような溶剤塗布によりフィルム内部に生じた分子配向を除去し、フィルム片面側の傾斜構造を解消させて本発明の消光位の範囲を満たすフィルムを得ることができる。
【0086】
具体的には、熱可塑性樹脂が溶解または膨潤する溶剤を、固化して製膜された傾斜構造を有するフィルムに対して0.1g/m2〜200g/m2、より好ましくは1g/m2〜100g/m2、さらに好ましくは5g/m2〜60g/m2塗布する。前記溶剤としては、例えば下記のものが挙げられるが、本発明は以下の具体例によって限定されるものではない。なお、溶剤は単独で使用してもよく、混合して使用してもよい。
好ましく用いられる溶剤としては、例えば熱可塑性樹脂として環状オレフィン樹脂を用いた場合には、シクロヘキサン、n−ヘキサン、ベンゼン、トルエン、キシレンなどを挙げることができる。また、熱可塑性樹脂としてセルロースアシレート系樹脂、ポリカーボネート樹脂、アクリル樹脂、ポリスチレン樹脂などを用いた場合には、ジクロロメタン、クロロホルム、アセトン、酢酸メチルなどを挙げることができる。
【0087】
このような溶剤を塗布するタイミングとしては、メルトを第一挟圧面と第二挟圧面とで挟圧した後であれば、本発明の趣旨に反しない限りいずれのタイミングで実施してもよく、フィルム状に形成されたメルトが冷やされて完全に固化する前であっても、完全に固化した後であってもよい。さらに、例えば搬送ロールによって搬送されているであっても、一旦搬送ロールから剥ぎ取った後や、フィルムをロールとして巻き取った後であってもよく、また、延伸工程やその他の工程を行う前でも後でもよい。
【0088】
溶剤塗布後、40℃〜250℃、より好ましくは60℃〜200℃、さらに好ましくは80℃〜180℃で乾燥し、残留溶剤を1質量%以下、さらに好ましくは0.5質量%以下にすることが好ましい。
【0089】
溶剤除去法によって片面傾斜配向解消法を行う場合、片面に塗布する溶剤の量を少なくすることで、傾斜構造の解消が消光位の中心までとなるように制御でき、本発明のフィルムの消光位の変化および複屈折の変化を大きくすることができる。
【0090】
(2−2)加熱法
前記フィルムの片面の傾斜構造を解消する工程が、少なくとも前記フィルムの片面を、該フィルムを構成する熱可塑性樹脂のガラス転移温度以上に加熱する工程であることも好ましい。
このように加熱することによりフィルム内部に生じた片面の傾斜構造を乱し、フィルム片面側の傾斜構造を解消させて、本発明の消光位の範囲を満たす傾斜構造のフィルムを得ることができる。
【0091】
具体的には、熱可塑性樹脂から構成される前記傾斜構造を形成したフィルムの少なくとも片面を好ましくは該熱可塑性樹脂のガラス転移温度(Tg)以上、より好ましくはTg+5℃〜Tg+200℃、さらに好ましくはTg+10℃〜Tg+100℃に加熱して熱処理することで片面の傾斜構造を解消できる。また、前記傾斜構造を形成したのもう一方の面はなるべく前記熱可塑性樹脂のTg以上に加熱しないことが、解消したくない側の内部傾斜構造を維持する観点から好ましい。
【0092】
このような熱処理時間は0.1秒〜3分であることが好ましく、さらに好ましくは1秒〜2分、さらに好ましくは3秒〜1分である。
【0093】
このような熱処理は、フィルム片面を熱ロールや熱ベルトに接触させてもよく、フィルム片面に赤外線ヒーターやハロゲンヒーターなどを用いフィルム片面だけ加熱してもよく、フィルム片面に熱風を吹きつけてもよい。この時、熱処理を行う面の反対の面を冷却(例えば冷却ロールや冷却ベルトに接触させる、冷風等の冷却熱倍を吹き付ける等が上げられる)することで、より効率的に実施することができる。冷却温度はTg未満であることが好ましく、Tg−10℃以下であることがより好ましい。
【0094】
このような熱処理を行うタイミングとしては、メルトを第一挟圧面と第二挟圧面とで挟圧した後、少なくともフィルム状に形成されたメルトが、メルトに含まれる熱可塑性樹脂のガラス転移温度以下に一度冷やされた後に実施されることが好ましい。また、本発明の趣旨に反しない限り熱処理を行うタイミングには特に制限はなく、メルトが完全に固化する前であっても、完全に固化した後であってもよい。さらに、例えば搬送ロールによって搬送されているであっても、一旦搬送ロールから剥ぎ取った後や、フィルムをロールとして巻き取った後であってもよく、また、延伸工程やその他の工程を行う前でも後でもよい。
【0095】
加熱法によって片面傾斜配向解消法を行う場合、片面加熱の温度を適度に低く制御することで、傾斜構造の解消を消光角消光位の中心までとなるように制御にすることでき、本発明のフィルムの消光角消光位の変化および複屈折の変化を大きくすることができる。
【0096】
(その他の製膜条件)
上記(1)または(2)の本発明の製造方法の詳細な工程、その他の工程およびそれらの好ましい態様等について、以下において説明する。
【0097】
(挟圧装置)
第一挟圧面と第二挟圧面とを有する前記挟圧装置としては、例えば2つのロールの組合せや、特開2000−219752号公報に記載のロールとタッチベルトの組合せ(片面ベルト方式)や、ベルトとベルトの組合せ(両面ベルト方式)等が挙げられる。この中でも、20〜500MPaの高圧を均一にかけられることから、2つのロールであることが好ましい。ロール圧力は、圧力測定フィルム(富士フイルム社製 中圧用プレスケール等)を2つのロールに通すことで測定することが出来る。
【0098】
<熱可塑性樹脂組成物の溶融物の供給>
本発明の製造方法では、まず、熱可塑性樹脂を含有する組成物を溶融押出しする。挟圧装置を構成する第一挟圧面と第二挟圧面の間を通過させて連続的に挟圧してフィルム状に成形する工程(以下、挟圧工程とも言う)を含むが、前記挟圧工程において、熱可塑性樹脂を含有する組成物の溶融物を供給する手段に特に制限はない。例えば、メルトの具体的な供給手段として、熱可塑性樹脂組成物を溶融してフィルム状に押出す押出機を用いる態様でもよく、押出機およびダイを用いる態様でもよく、熱可塑性樹脂を一度固化してフィルム状とした後に加熱手段により溶融してメルトを形成し、製膜工程に供給する態様でもよい。
本発明のフィルムの製造方法は、前記熱可塑性樹脂を含有する組成物をダイから溶融押出しする工程と、溶融押出しされた溶融物を前記第一挟圧面と前記第二挟圧面の間を通過させる工程と、を含むことが、より得られるフィルムの光学特性のムラを抑える観点から好ましい。
前記熱可塑性樹脂組成物を溶融押出しする場合、溶融押出しをする前に、熱可塑性樹脂組成物をペレット化するのが好ましい。市販品の熱可塑性樹脂(例えば、TOPAS#6013、タフロンMD1500、デルペット980N、DayLark D332等)は、ペレット化されている場合もあるが、ペレット化されていない場合は以下の方法を用いることができる。前記熱可塑性樹脂としては本発明のフィルムに含まれる熱可塑性樹脂として説明したものを用いることができ、好ましい範囲も同様である。
前記熱可塑性樹脂組成物を乾燥した後、2軸混練押出機を用い150℃〜300℃で溶融後、ヌードル状に押出したものを空気中あるいは水中で固化し裁断することにより作製できる。また、押出機による溶融後、水中に口金より直接押出しながらカットするアンダーウオーターカット法等によりペレット化することもできる。ペレット化に利用される押出機としては、単軸スクリュー押出機、非かみ合い型異方向回転二軸スクリュー押出機、かみ合い型異方向回転二軸スクリュー押出機、かみ合い型同方向回転二軸スクリュー押出機などを用いることができる。押出機の回転数は10rpm〜1000rpmが好ましく、より好ましくは20rpm〜700rpmである。押出滞留時間は10秒〜10分、より好ましくは20秒〜5分である。
ペレットの大きさについては特に制限はないが、一般的には10mm3〜1000mm3程度であり、より好ましくは30mm3〜500mm3程度である。
【0099】
熱可塑性樹脂組成物の溶融物の供給前に、ペレット中の水分を減少させることが好ましい。好ましい乾燥温度は40〜200℃、さらに好ましくは60〜150℃である。これにより含水率を1.0質量%以下にすることが好ましく、0.1質量%以下にすることがさらに好ましい。さらに、ペレット中の溶剤量を減少させることが好ましい。好ましい乾燥温度は、水分の好ましい乾燥温度と同様である。これにより、本発明のフィルム中の残留溶媒量を好ましい範囲に制御することができる。乾燥は空気中で行ってもよく、窒素中で行ってもよく、真空中で行ってもよい。
【0100】
押出機を用いて溶融押出しを行う場合、次に、乾燥したペレットを、押出機の供給口を介してシリンダー内に供給し、混練および溶融させる。シリンダー内は、例えば、供給口側から順に、供給部、圧縮部、計量部とで構成されることが好ましい。押出機のスクリュー圧縮比は1.5〜4.5が好ましく、シリンダー内径に対するシリンダー長さの比(L/D)は20〜70が好ましく、シリンダー内径は30mm〜150mmが好ましい。前記熱可塑性樹脂組成物を供給する供給手段(例えばダイ)の押出し温度(以下、吐出温度とも言う)は、熱可塑性樹脂の溶融温度に応じて決定されるが、一般的には、190〜300℃程度が好ましい。さらに残存酸素による溶融樹脂の酸化を防止するため、押出機内を不活性(窒素等)気流中、あるいはベント付き押出機を用い真空排気しながら実施するのも好ましい。
【0101】
熱可塑性樹脂組成物中の異物濾過のためブレーカープレート式の濾過やリーフ型ディスクフィルターを組み込んだ濾過装置を設けることが好ましい。濾過は1段で行ってもよく、多段濾過で行ってもよい。濾過精度は15μm〜3μmが好ましく、さらに好ましくは10μm〜3μmである。濾材としてはステンレス鋼を用いることが望ましい。濾材の構成は、線材を編んだもの、金属繊維もしくは金属粉末を焼結したもの(焼結濾材)が使用でき、中でも焼結濾材が好ましい。
【0102】
吐出量の変動を減少させ厚み精度を向上させるために、押出機と前記熱可塑性樹脂組成物を供給する供給手段(例えばダイ)の間にギアポンプを設けることが好ましい。これにより前記熱可塑性樹脂組成物を供給する供給手段(例えばダイ)内の樹脂圧力変動巾を±1%以内にすることができる。ギアポンプによる定量供給性能を向上させるために、スクリューの回転数を変化させて、ギアポンプ前の圧力を一定に制御する方法も用いることができる。
また、ギアポンプは厚みむら低減のため、5rpm以上で回転させることが好ましい。
【0103】
本発明の製造方法のうち、前記積層剥離法を採用する場合は、共押出法を採用することが好ましい。共押出法の中でも、製造効率や、フィルム中に溶剤などの揮発性成分を残留させないという観点から、共押出Tダイ法、共押出インフレーション法、共押出ラミネーション法等を用いることができるが、共押出成形法の中でも、共押出Tダイ法が厚み精度を高くすることができる観点から好ましい。
線状凸部および線状凹部を有しない表面層は、例えば、Tダイ式の押出成形法においては、ダイのリップ部の表面粗さを小さくする、リップ先端部にクロム、ニッケル、チタンなどのメッキを施す、リップ先端部にセラミックスを溶射する、リップの内面にPVD(Phisical Vapor Deposition)法などによりTiN、TiAlN、TiC、CrN、DLC(ダイアモンド状カーボン)などの被膜を形成する、ダイから押し出された直後の溶融樹脂周りの温度分布、空気流れなどを均一に調整する、熱可塑性樹脂層を形成する樹脂としてメルトフローレート値が同程度のものを選択するなどの手段を行うことによって、得ることができる。
ダイラインの線状凹部や線状凸部の大きさを前記記載の範囲にするための、その他の手段としては、Tダイ式の押出成形法においては、ダイリップに付着しているもの(例えば、ヤケやごみ)を取り除く、ダイリップの離型性をあげる、ダイリップのぬれ性を全面にわたり均一にする、樹脂粉を減らす、樹脂ペレットの溶存酸素量を少なくする、溶融押出し機内にポリマーフィルターを設置するなどの方法が挙げられる。
前記共押出Tダイ法にはフィードブロック方式、マルチマニホールド方式が挙げられるが、中間層1の厚さのばらつきを少なくできる点でマルチマニホールド方式がさらに好ましい。
共押出Tダイ法を採用する場合、熱可塑性樹脂の溶融温度は、この熱可塑性樹脂のガラス転移温度(Tg)よりも50〜180℃高い温度にすることが好ましく、より好ましくはガラス転移温度よりも80〜150℃高い温度にする。押出機での溶融温度が過度に低いと、熱可塑性樹脂の流動性が不足するおそれがあり、逆に溶融温度が過度に高いと、樹脂が劣化する可能性がある。
【0104】
前記の如く構成された押出機によって溶融され、必要に応じ濾過機、ギアポンプを経由して溶融樹脂が前記熱可塑性樹脂組成物を供給する供給手段(例えばダイ)に連続的に送られる。前記ダイはTダイ、フィッシュテールダイ、ハンガーコートダイの何れのタイプでも構わない。また前記熱可塑性樹脂組成物を供給する供給手段(例えばダイ)の直前に樹脂温度の均一性アップのためスタティックミキサーを入れることも好ましい。
【0105】
前記供給手段がダイである場合、ダイ出口部分のクリアランス(以下、リップギャップとも言う)は一般的にフィルム厚みの1.0〜30倍がよく、好ましくは5.0〜20倍である。具体的には、0.04〜3mmであることが好ましく、0.2〜2mmであることがより好ましく、0.4〜1.5mmであることが特に好ましい。
本発明の製造方法において、ダイリップの先端の曲率半径は特に制限はなく、公知のダイを用いることができる。
【0106】
前記ダイは5〜50mm間隔で厚み調整可能であることが好ましい。また下流のフィルム厚み、厚み偏差を計算し、その結果をダイの厚み調整にフィードバックさせる自動厚み調整ダイも有効である。
単層製膜装置以外にも、多層製膜装置を用いて製造も可能である。
このようにして、樹脂が供給口から押出機に入ってから前記熱可塑性樹脂組成物を供給する供給手段(例えばダイ)から出るまでの滞留時間は3分〜40分が好ましく、さらに好ましくは4分〜30分である。
【0107】
<挟圧工程>
次に、挟圧装置を構成する第一挟圧面と第二挟圧面の間に、供給された熱可塑性樹脂組成物の溶融物を通過させて連続的に挟圧してフィルム状に成形し、冷却固化して、フィルムを得る。この際、第一挟圧面と第二挟圧面のうち、いずれか一方の面と溶融物が先に剥離し、その後もう一方の面と溶融物が剥離することが生産性の安定化の観点から好ましい。本発明の製造方法において第一挟圧面の移動速度は前記第二挟圧面の移動速度よりも速いことが好ましいが、先に剥離する側の面は、第一挟圧面であっても第二挟圧面であってもよく、剥離ダンを抑制する観点から、先に剥離する側の面は、第一挟圧面(移動速度が速い挟圧面)であることが好ましい。
【0108】
本発明の製造方法では、供給された熱可塑性樹脂組成物の溶融物を挟圧装置を構成する第一挟圧面と第二挟圧面の間を通過させて連続的に挟圧してフィルム状に成形する従来の方法に加え、挟圧装置間に圧力を20〜500MPaかけることで、本発明の特殊な内部構造を有するフィルムを作製している。好ましい圧力は40〜300MPa、さらに好ましくは60〜200MPaである。この範囲の下限値以上であるとメルトに十分に配向を与えられ、好ましい。一方、この範囲の上限値以下であるとメルトに過大な応力が掛かり過ぎず、この応力による歪みで傾斜構造の湿熱環境下における変化が大きくなり難く、好ましい。
【0109】
本発明の製造方法では、前記挟圧装置の第一挟圧面の移動速度を第二挟圧面の移動速度よりも速くし、下記式(VII)で定義される前記第一挟圧面と前記第二挟圧面の移動速度比を0.90〜0.99に制御することで、供給された熱可塑性樹脂組成物の溶融物が挟圧装置を通過する際にせん断応力を付与し、本発明のフィルムを製造することが好ましい。
移動速度比=第二挟圧面の速度/第一挟圧面の速度 (VII)
前記複屈折の変化は、挟圧面の移動速度差によっても、ある程度制御することができる。即ち一対の挟圧面間に移動速度差があると、断面方向中央部と端部でのメルト流束の速度差が大きくなり、この結果挟圧装置を通過した後のメルト中の分子配向の差が強くなり、複屈折の変化が大きくなる。
挟圧装置の移動速度比は、より好ましくは0.92〜0.98、さらに好ましくは0.93〜0.97である。これにより傾斜構造を発現し易くできる。上記範囲の下限値以上であれば傾斜構造が発現しやすく、上記範囲の上限値以下であればフィルム内に残留応力が溜まり難く、傾斜構造の湿熱環境下における変化が大きくなり難く、好ましい。
【0110】
(吐出温度)
本発明の製造方法では、吐出温度(供給手段の出口での熱可塑性樹脂組成物の溶融物温度)は、熱可塑性樹脂組成物の溶融物の成形性向上と劣化抑制の観点から、Tg+50〜Tg+200℃であることが好ましく、Tg+70〜Tg+180℃であることがより好ましく、Tg+90〜Tg+150℃であることが特に好ましい。すなわち、Tg+50℃以上であれば、熱可塑性樹脂組成物の溶融物の粘度が十分低くなるため成形性が良好となり、Tg+200℃以下であれば、熱可塑性樹脂組成物の溶融物が劣化しにくい。
【0111】
(エアーギャップ)
本発明の製造方法では、例えばダイなどの供給手段から熱可塑性樹脂組成物を挟圧装置に供給する場合、エアーギャップ(供給手段の出口から挟圧装置の溶融物着地点までの距離)は、エアーギャップ間におけるメルトの保温の観点から、可能な限り近接することが好ましく、具体的には10〜300mmであることが好ましく、より好ましくは、20〜250mm、特に好ましくは、30〜200mmである。
【0112】
(ライン速度)
本発明の製造方法では、エアーギャップでのメルトの保温の観点から、ライン速度(製膜速度)が2m/分以上であることが好ましく、5m/分以上であることがより好ましく、10m/分以上であることが特に好ましい。ライン速度が速くなると、エアーギャップ中でのメルトの冷却を抑制でき、メルトの温度が高い状態で、挟圧装置によって、より均一なせん断変形を付与できる。なお、前記ライン速度とは、挟圧装置間を熱可塑性樹脂組成物の溶融物が通過する速度、および搬送装置におけるフィルム搬送速度を表す。
【0113】
(挟圧面の温度)
本発明の製造方法では、前記第一挟圧面および前記第二挟圧面の温度は、狭圧される溶融樹脂のガラス転移温度Tgを用いてTg−70℃〜Tg+10℃に設定することが好ましく、より好ましくはTg−50℃〜Tg+5℃、さらに好ましくはTg−40℃〜Tg℃に設定する。また、狭圧される溶融樹脂に比べて、20℃〜200℃低く設定することが好ましく、20℃〜150℃に設定することがより好ましく、20℃〜100℃に設定することが特に好ましい。このような温度制御は、前記挟圧面内部に温調した液体、気体を通すことで達成することができる。さらに、前記γを制御するために、前記第一挟圧面および前記第二挟圧面の表面温度に差をつけてもよい。好ましい温度差は5℃〜80℃であり、より好ましくは20℃〜80℃、さらに好ましくは20℃〜60℃である。
【0114】
本発明の製造方法では、フィルム状の溶融物の幅は特に制限はなく、例えば200〜2000mmとすることができる。
【0115】
(挟圧面の構造)
また、前記挟圧面としては、剛性の挟圧面を用いることが好ましく、金属製かつ剛性の挟圧面を用いることが好ましい。なお、本明細書において挟圧面が「剛性」であるとは、挟圧面の材質のみによって判断されるものではなく、挟圧面表面部分に用いられる剛性素材の厚みと挟圧面を支持する構造の厚みとの比率を勘案して決定されるものであり、たとえば挟圧面が球形の支持ロールによって駆動されている場合、剛性素材外筒厚み/支持ロール直径の比が例えば1/80程度以上であることを表す。また、挟圧面がその他の機構によって支持および駆動されている場合も、挟圧面が球形の支持ロールによって駆動されている場合と同程度である。さらに、本明細書において、挟圧装置の挟圧面(またはロール)が「金属製かつ剛性」であるとは、少なくとも全ての表面が金属であり、かつ、挟圧装置の挟圧面(またはロール)が「剛性」であることを表す。
また、前記挟圧面が芯部(例えばロール)と外筒(ロール1つに巻きつけてあるスリーブや、2つ以上のロールに巻きつけてあるベルト等)を有し、前記外筒の平均肉厚が、ともに0.3mm以上であることが、線圧の不均一化防止の観点から好ましい。
前記外筒の平均肉厚は、ともに2〜45mmであることがレターデーションを大きく発現し、かつγの値を大きくする観点からより好ましく、ともに5〜35mmであることが特に好ましい。
また、前記外筒は金属製であることが好ましい。
【0116】
(2つのロールを用いたキャスト)
前記挟圧装置を構成する第一挟圧面と第二挟圧面の間に熱可塑性樹脂の溶融物を通過させて連続的に挟圧してフィルム状に成形する方法の中でも、2つのロール(例えば、タッチロール(第1ロール)およびチルロール(第2ロール))間を通過させることが好ましい。前記挟圧装置を構成する2つのロールが互いに周速度が異なる場合、周速度の速いロールの表面を第一挟圧面とし、周速度が遅いロールの表面を第二挟圧面とする。なお、本明細書では、前記溶融物を搬送するキャスティングロールを複数有している場合、最上流の前記熱可塑性樹脂組成物供給手段(例えば、ダイ)に最も近いキャスティングロールのことをチルロール(または冷却ロール)ともいう。以下、2つのロールを用いた本発明の製造方法の好ましい態様を説明する。
【0117】
本発明のフィルムの製造方法では、前記供給手段から押し出された溶融物の着地点に特に制限はなく、該供給手段から押出されたメルトの着地点と、該タッチロールと該キャストロールとが最も接近する部分における隙間の中点を通る鉛直線との距離がゼロであっても、ずれていてもよい。
前記メルトの着地点とは、供給手段から押し出されたメルトが初めてタッチロールあるいはチルロールに接触(着地)する地点を指す。また前記タッチロールとキャストロールの隙間の中点とは、タッチロールとキャストロールの隙間が最も狭くなった所のタッチロール表面とキャストロール表面の中点を指す。
【0118】
前記2つのロール(例えば、タッチロールやキャスティングロール)の表面は、算術平均高さRaが100nm以下であることが好ましく、より好ましくは50nm以下、さらに好ましくは25nm以下である。
【0119】
本発明の製造方法では、前記2つのロールのそれぞれの横幅は特に制限はなく、フィルム状の溶融物の幅に対応して、自由に変更して採用することができる。
【0120】
本発明の製造方法では、前記範囲の挟圧時の挟圧面間の圧力を加圧するために、シリンダー設定値を適宜変更することとなる。前記シリンダー設定値は、用いる樹脂材料や2つのロールの材質によっても異なるが、例えば、フィルム状の溶融物の実効幅が200mmの場合、3〜100KNであることが好ましく、3〜50KNであることがより好ましく、3〜25KNであることが特に好ましい。
【0121】
本発明の製造方法では、前記範囲の挟圧時の挟圧面間の圧力を加圧するために、ロールのショア硬さは30HS以上が好ましく、より好ましくは45HS以上のロールを使用する。また、本発明では、ロール圧力を高い状態で、連続製膜するため、ロール間に、フィルム中の異物や、空気中のホコリ等が挟まれると、ロールが凹んだり、傷ついたりする場合がある。そのため、特に好ましい前記2つのロールのショア硬さは50HS以上であり、さらに好ましくは60〜90HSである。
ショア硬さは、JIS Z 2246の方法を用いて、ロール幅方向に5点および周方向に5点測定した値の平均値から求めることができる。
【0122】
前記2つのロールの材質は、金属であることが前記ショア硬さを達成する観点から好ましく、より好ましくはステンレスであり、表面をメッキ処理されたロールも好ましい。ロールのショア硬さは、金属データブック(日本金属学会編)の第3章に記載されている様な、焼入れ、焼もどしの方法で達成することができる。また、2つのロールの材質は金属であれば、表面の凹凸が小さく、フィルムの表面に傷が付きにくいため、好ましい。一方、ゴムロールやゴムでライニングした金属ロールは、前記ロール圧力を達成できれば特に制限なく用いることができる。
【0123】
本発明の製造方法では、前記第一挟圧面および前記第二挟圧面が共に剛性金属ロールであることが好ましい。上記のような高い圧力に対し金属ロールを用いることで挟圧によるロール変形を抑制し、均一な傾斜構造を付与できる。好ましい金属ロールの肉厚は3mm〜500mm、さらに好ましくは5mm〜400mm、さらに好ましくは10mm〜300mmである。
【0124】
なお、ロールが「剛性」であるとは、剛性素材外筒厚み/ロール直径の比が例えば1/80以上程度であることを表し、例えばタッチロールの一部に剛性材料を用いている場合であっても、必ずしも挟圧面もしくはタッチロールが「剛性」であるとは限らない。また、ロールが「弾性」であるとは、剛性素材外筒厚み/ロール直径の比が1/80未満程度であることを表し、例えばタッチロールの一部に剛性材料を用いている場合を含むことがある。すなわち、タッチロール内部に弾性体層のように剛性材料を全く含まない層が形成されているようなロールは、たとえ表面や内部に剛性材料層が形成されていたとしても全体としては弾性変形しうるので、弾性ロールに含まれる。また、芯部がゴムで表面が剛性材料であるロール(外筒として、表面金属リングを有するロール)の場合も、表面の金属は変形しないが、回転軸と表面金属リングの中心がずれるため、上記剛性素材外筒厚み/ロール直径の比が1/80程度以上でない限り、弾性ロールに含まれる。
【0125】
前記タッチロールについては、例えば特開平11−314263号公報、特開2002−36332号公報、特開平11−235747号公報、国際公開WO97/28950号パンフレット、特開2004−216717号公報、特開2003−145609号公報記載のものを利用できる。
【0126】
さらに、2つのロールの周速度比については、前記挟圧装置の温度で記載した挟圧装置の第一挟圧面および第二挟圧面の移動速度比の好ましい範囲と同様である。
なお、本発明のフィルムを得るためには、前記2つのロールの速度はどちらが速くても構わないが、タッチロールが遅い場合、タッチロール側にバンク(溶融物の余剰分がロール上へ滞留し、形成された滞留物)が形成される。タッチロールは、溶融物が接触している時間が短いため、タッチロール側に形成されたバンクは、十分に冷却することができず、剥離ダンが発生し、面状故障の原因となり易い。よって、遅いロールがチルロール(第2ロール)であり、速いロールがタッチロール(第1ロール)であることが好ましい。
前記2つのロールは、連れ周り駆動でも独立駆動でもよいが、Re[0°]、Re[+40°]およびRe[−40°]のバラツキを抑制するためには、独立駆動であることが好ましい。
【0127】
さらに、本発明の製造方法では、前記2つのロールとして、それぞれ直径の大きなロールを用いるのが好ましく、具体的には、好ましいロール直径は100mm〜1000mm、より好ましくは200mm〜800mm、さらに好ましくは300mm〜700mmである。直径の大きなロールを用いると、フィルム状の溶融物とロールの接触面積が広くなり、せん断がかかる時間がより長くなるため、傾斜構造が大きなフィルムを、しかもRe[0°]、Re[+40°]およびRe[−40°]のバラツキを抑制しつつ製造することができる。また、ロールのたわみも低減できるため好ましい。なお、本発明の製造方法では、前記2つのロールの直径は等しくても、異なっていてもよい。
【0128】
また、本発明の製造方法では、供給手段から供給された熱可塑性樹脂組成物の溶融物を2つのロールの少なくとも一方に接触する直前まで保温し、幅方向の温度分布を軽減するのが好ましく、具体的には、幅方向の温度分布を5℃以内にするのが好ましい。温度分布を軽減するためには、前記エアーギャップの少なくとも一部に、断熱機能または熱反射機能のある部材を配置し、該溶融物を外気から遮蔽するのが好ましい。この様に、断熱部材を通路に配置して、外気から遮蔽することで、外部環境、例えば風、の影響を抑えることができ、フィルムの幅方向の温度分布を抑制することができる。フィルム状溶融物の幅方向の温度分布は、±3℃以内がより好ましく、±1℃以内がよりさらに好ましい。
さらに、前記遮蔽部材を用いると、フィルム状溶融物の温度が高い状態、すなわち、溶融粘度が低い状態で、ロール間を通過させることができるため、本発明のフィルムを作成しやすい効果もある。
なお、フィルム状の溶融物の温度分布は、接触式温度計や非接触式温度計によって測定することができる。
【0129】
前記遮蔽部材は、例えば、2つのロールの両端部よりも内側で、且つ熱可塑性樹脂組成物の供給手段(例えば、ダイ)の幅方向側面と隙間を介して設けられる。遮蔽板は、供給手段の側面に直接固定されてもよいし、支持部材によって支持固定されてもよい。遮蔽部材の幅は、供給手段の放熱による上昇気流を効率的に遮断できるように、例えば、供給手段側面の幅と同等かそれ以上であるのが好ましい。
遮蔽部材とフィルム状の溶融物の幅方向端部との隙間は、ロールの表面に沿って流れ込む上昇気流を効率よく遮蔽する上で狭く形成されることが好ましく、フィルム状溶融物の幅方向端部から50mm程度であることがより好ましい。なお、供給手段の側面と遮蔽部材との隙間は、必ずしも設ける必要はないが、遮蔽部材に囲まれた空間内の気流を排出できる程度、例えば10mm以下に形成されることが好ましい。
また、断熱機能および/または熱反射機能を持つ材料として、遮風性や保温性に優れたものが好ましく、例えば、ステンレス等の金属板が好ましく使用できる。
【0130】
よりRe[0°]、Re[+40°]およびRe[−40°]のバラツキをなくす方法として、フィルム状の溶融物がキャスティングロールに接触する際の密着性を上げる方法がある。具体的には、静電印加法、エアナイフ法、エアーチャンバー法、バキュームノズル法などの方法を組み合わせて、密着性を向上させることができる。このような密着向上法は、フィルム状の溶融物の全面に実施してもよく、一部に実施してもよい。
【0131】
(ロールとベルトを用いたキャスト)
前記溶融押出しされた溶融物を挟圧装置を構成する第一挟圧面と第二挟圧面の間に通過させて連続的に挟圧してフィルム状に成形する方法の中でも、少なくとも1つのロールとベルト(例えば、タッチベルトおよびチルロール)間を通過させることも好ましい。以下、少なくとも1つのロールとベルトを用いた本発明の製造方法の好ましい態様を説明するが、該ロールの好ましい範囲については、前記2つのロールを用いたキャストの場合におけるロールの好ましい範囲と同様である。なお、ロールとベルトを用いたキャストにおいてタッチベルトとチルロールを用いる場合、タッチベルトが熱可塑性樹脂組成物から先に剥離することとなる。
【0132】
前記ベルト(例えば、タッチベルト)の表面は、算術平均高さRaが100nm以下であることが好ましく、より好ましくは50nm以下、さらに好ましくは25nm以下である。
【0133】
前記ベルトのそれぞれの横幅は特に制限はなく、フィルム状の溶融物の幅に対応して、自由に変更して採用することができる。
【0134】
ロールとベルト間の圧力およびその好ましい範囲、ロールとベルト間の周速差の好ましい範囲、ロールの表面温度とベルトの表面温度の差については、前記挟圧装置の温度で記載した挟圧装置の第一挟圧面および第二挟圧面の場合と同様であり、好ましい範囲も同様である。
【0135】
前記ベルトの材質は、金属であることが好ましく、より好ましくは硬質クロムやニッケルである。また、前記ベルトの材質は金属であれば、表面の凹凸が小さく、フィルムの表面に傷が付きにくいため、好ましい。一方、ゴムロールやゴムでライニングしたベルトは、前記ロールとベルト間の圧力を達成できれば特に制限なく用いることができる。また、継ぎ目を有しないベルトを用いることでフィルムの表面に傷がつきにくい。
前記ベルトについては、例えば特開平2007−237495号公報記載のものを利用できる。
【0136】
本発明の製造方法では、前記ベルトの駆動方式に特に制限はないが、例えば2つの保持ロールによって保持されたベルトを、保持ロールを回転させて駆動されることが好ましい。また、キャストロールと独立駆動であることが、ベルトとロールに周速差をつける観点から好ましい。
【0137】
(製膜後)
このようにして製膜した後、フィルム状の溶融物を通過させる2つのロール(例えばキャスティングロールとタッチロール)以外に、キャスティングロールを1本以上使用して、フィルムを冷却するのが好ましい。タッチロールは、通常は最上流側(熱可塑性樹脂組成物の供給手段、例えばダイ、に近い方)の最初のキャスティングロールにタッチさせるように配置する。一般的には3本の冷却ロールを用いることが比較的よく行われているが、この限りではない。複数本あるキャスティングロールの間隔は、面間で0.3mm〜300mmが好ましく、より好ましくは、1mm〜100mm、さらに好ましくは3mm〜30mmである。
【0138】
さらに加工したフィルムの両端をトリミングすることが好ましい。トリミングで切り落とした部分は破砕し、再度原料として使用してもよい。また片端あるいは両端に厚みだし加工(ナーリング処理)を行うことも好ましい。厚みだし加工による凹凸の高さは1μm〜50μmが好ましく、より好ましくは3μm〜20μmである。厚みだし加工は両面に凸になるようにしても、片面に凸になるようにしても構わない。厚みだし加工の幅は1mm〜50mmが好ましく、より好ましくは3mm〜30mmである。厚みだし加工は室温〜300℃で実施できる。
【0139】
巻き取る前に、片面もしくは両面に、ラミフィルムを付けることも好ましい。ラミフィルムの厚みは5μm〜100μmが好ましく、10μm〜50μmがより好ましい。材質はポリエチレン、ポリエステル、ポリプロピレン等、特に限定されない。
【0140】
巻き取り張力は、好ましくは2kg/m幅〜50kg/m幅であり、より好ましくは5kg/m幅〜30kg/m幅である。
【0141】
本発明の製造方法で得られるフィルムの未延伸時の膜厚は、100μm以下であることが好ましい。液晶ディスプレイ等に用いる場合は、薄型化の観点からは、80μm以下であることがより好ましく、60μm以下であることが特に好ましく、40μm以下であることがより特に好ましい。
【0142】
<延伸、緩和処理>
さらに、上記方法により製膜した後、延伸および/または緩和処理を行ってもよい。例えば、以下の(a)〜(g)の組合せで各工程を実施することができる。
(a) 横延伸
(b) 横延伸→緩和処理
(c) 縦延伸
(d) 縦延伸→緩和処理
(e) 縦(横)延伸→横(縦)延伸
(f) 縦(横)延伸→横(縦)延伸→緩和処理
(g) 横延伸→緩和処理→縦延伸→緩和処理
これらの中で特に好ましいのは、(a)〜(d)の工程である。
【0143】
横延伸はテンターを用い実施することができる。即ちフィルムの幅方向の両端部をクリップで把持し、横方向に拡幅することで延伸する。この時、テンター内に所望の温度の風を送ることで延伸温度を制御できる。延伸温度は、Tg−10℃〜Tg+60℃が好ましく、Tg−5℃〜Tg+45℃がより好ましく、Tg−10℃〜Tg+20℃以下がさらに好ましい。また、好ましい横延伸倍率は1.2〜3.0倍、より好ましく1.2〜2.5倍、さらに好ましくは1.2〜2.0倍である。
このような延伸の前に予熱、延伸の後に熱固定を行うことで延伸後のRe、Rth分布を小さくし、ボーイングに伴う配向角のばらつきを小さくできる。予熱、熱固定はどちらか一方であってもよいが、両方行うのがより好ましい。これらの予熱、熱固定はクリップで把持して行うのが好ましく、即ち延伸と連続して行うのが好ましい。
予熱は延伸温度より1℃〜50℃程度高い温度で行うことができ、好ましく2℃〜40℃以下、さらに好ましくは3℃〜30℃高くすることが好ましい。好ましい予熱時間は1秒〜10分であり、より好ましくは5秒〜4分、さらに好ましくは10秒〜2分である。予熱の際、テンターの幅はほぼ一定に保つことが好ましい。ここで「ほぼ」とは未延伸フィルムの幅の±10%を指す。
熱固定は延伸温度より1℃〜50℃低い温度で行うことができ、より好ましく2℃〜40℃、さらに好ましくは3℃〜30℃低くすることが好ましい。さらに好ましくは延伸温度以下でかつTg以下にするのが好ましい。好ましい予熱時間は1秒〜10分であり、より好ましくは5秒〜4分、さらに好ましくは10秒〜2分である。熱固定の際、テンターの幅はほぼ一定に保つことが好ましい。ここで「ほぼ」とは延伸終了後のテンター幅の0%(延伸後のテンター幅と同じ幅)〜−10%(延伸後のテンター幅より10%縮める=縮幅)を指す。延伸幅以上に拡幅すると、フィルム中に残留歪が発生しやすく好ましくない。
【0144】
縦延伸は、2対のロール間を加熱しながら出口側の周速を入口側の周速より速くすることで達成できる。この際、間の間隔(L)と延伸前のフィルム幅(W)を変えることで厚み方向のレターデーションの発現性を変えることができる。L/W(縦横比と称する)が2〜50以下(長スパン延伸)ではRthを小さいフィルムを作成し易く、L/Wが0.01〜0.3(短スパン)ではRthが大きいフィルムを作成できる。本実施の形態では長スパン延伸、短スパン延伸、これらの間の領域(中間延伸=L/Wが0.3を超え2以下)のどれを使用してもよいが、配向角を小さくできる長スパン延伸、短スパン延伸が好ましい。さらに高Rthを狙う場合は短スパン延伸、低Rthを狙う場合は長スパン延伸と区別して使用することがより好ましい。
延伸温度は、Tg−10℃〜Tg+60℃が好ましく、Tg−5℃〜Tg+45℃がより好ましく、Tg−10℃〜Tg+20℃以下がさらに好ましい。また、好ましい縦延伸倍率は1.2〜3.0倍、より好ましく1.2〜2.5倍、さらに好ましくは1.2〜2.0倍である。
【0145】
さらに、これらの延伸の後に緩和処理を行うことで寸法安定性を改良できる。熱緩和は製膜後、縦延伸後、横延伸後のいずれか、あるいは両方で行うことが好ましい。緩和処理は延伸後に連続してオンラインで行ってもよく、延伸後巻き取った後、オフラインで行ってもよい。
熱緩和は(Tg−30)℃〜(Tg+30)℃、より好ましく(Tg−30)℃〜(Tg+20)℃、さらに好ましくは(Tg−15)℃〜(Tg+10)℃で、1秒〜10分、より好ましくは5秒〜4分、さらに好ましくは10秒〜2分、0.1kg/m〜20kg/m、より好ましく1kg/m〜16kg/m、さらに好ましくは2kg/m〜12kg/mの張力で搬送しながら実施するのが好ましい。
【0146】
[偏光板]
本発明のフィルムに、少なくとも偏光子(以下、偏光膜ともいう)を積層することで、本発明の偏光板を得ることができる。以下において、本発明の偏光板を説明する。本発明の偏光板の例は、偏光膜の一面に、保護フィルムと視野角補償の2つの機能を目的として作成されたものや、TACなどの保護フィルムの上に積層された複合型偏光板が挙げられる。
【0147】
本発明の偏光板は、本発明のフィルムと偏光子を用いたものであれば、特に構成に制限はない。例えば、本発明の偏光板が、偏光子とその両面を保護する二枚の偏光板保護フィルム(透明ポリマーフィルム)からなる場合において、本発明のフィルムを少なくとも一方の偏光板保護フィルムとして用いることができる。また、本発明の偏光板は、その少なくとも一方の面に、他の部材との貼着のための粘着剤層を有してもよい。また、本発明の偏光板において、本発明のフィルムの表面が凹凸構造であれば、アンチグレア性(防眩性)の機能を有することになる。さらに、本発明の偏光板には、本発明のフィルムの表面にさらに反射防止層(低屈折率層)を積層した本発明の反射防止フィルムや、本発明のフィルムの表面にさらに光学異方性層を積層した本発明の光学補償フィルムを用いることも好ましい。
【0148】
一般に液晶表示装置は二枚の偏光板の間に液晶セルが設けられるため、4枚の偏光板保護フィルムを有する。本発明のフィルムは、4枚の偏光板保護フィルムのいずれに用いてもよいが、本発明のフィルムは、液晶表示装置における液晶セルと偏光板との間に配置される保護フィルムとして、特に有利に用いることができる。
【0149】
本発明の偏光板は、セルロースアシレートフィルム、偏光子および本発明のフィルムがこの順に積層している構成であることがより好ましい。また、セルロースアシレートフィルム、偏光子、本発明のフィルムおよび粘着剤層がこの順に積層している構成もより好ましい。
【0150】
(光学フィルム)
本発明の偏光板の光学フィルムには、本発明のフィルムが用いられる。また、前記フィルムには表面処理をしておくこともできる。表面処理方法としては、例えば、コロナ放電、グロー放電、UV照射、火炎処理等の方法が挙げられる。
【0151】
(セルロースアシレートフィルム)
本発明の偏光板のセルロースアシレートフィルムには、公知の偏光板用のセルロースアシレートフィルムが用いられる。例えば、公知のトリアセチルセルロース(TAC)フィルム(例えば、富士フィルム(株)製フジタックT−60)などを好ましく用いることができる。また、前記セルロースアシレートフィルムには表面処理をしておくこともできる。表面処理方法としては、例えば、けん化処理などが挙げられる。
【0152】
(偏光子)
前記偏光子としては、例えば、ポリビニルアルコールフィルムを沃素溶液中に浸漬して延伸したもの等を用いることができる。
【0153】
本発明に用いられる偏光子は、本発明の目的を達成し得るものであれば、任意の適切なものが選択され得る。前記偏光子としては、例えば、親水性高分子フィルムにヨウ素や二色性染料等の二色性物質を吸着させて一軸延伸したもの、ポリビニルアルコールの脱水処理物やポリ塩化ビニルの脱塩酸処理物等のポリエン系配向フィルム等が挙げられる。前記親水性高分子フィルムとしては、例えば、ポリビニルアルコール系フィルム、部分ホルマール化ポリビニルアルコール系フィルム、エチレン・酢酸ビニル共重合体系部分ケン化フィルム等が挙げられる。本発明において、ポリビニルアルコール系フィルムにヨウ素を吸着させた偏光子が好ましい。
【0154】
前記偏光子は、好ましくは、さらにカリウムおよびホウ素の少なくとも一方を含有する。前記偏光子が、カリウムおよびホウ素を含有することによって、好ましい範囲の複合弾性率(Er)を有し、且つ、偏光度が高い偏光子(偏光板)を得ることができる。カリウムおよびホウ素の少なくとも一方を含む偏光子の製造は、例えば、偏光子の形成材料であるフィルムを、カリウムおよびホウ素の少なくとも一方の溶液に浸漬すればよい。前記溶液は、ヨウ素を含む溶液を兼ねてもよい。
【0155】
前記ポリビニルアルコール系フィルムを得る方法としては、任意の適切な成形加工法が採用され得る。前記成形加工法としては、従来公知の方法が適用できる。また、前記ポリビニルアルコール系フィルムには、市販のフィルムをそのまま用いることもできる。市販のポリビニルアルコール系フィルムとしては、例えば、(株)クラレ製の商品名「クラレビニロンフィルム」、東セロ(株)製の商品名「トーセロビニロンフィルム」、日本合成化学工業(株)製の商品名「日合ビニロンフィルム」等が挙げられる。
【0156】
偏光子の製造方法の一例について、例えば、ポリビニルアルコール系樹脂を主成分とする高分子フィルム(原反フィルム)は、純水を含む膨潤浴、およびヨウ素水溶液を含む染色浴に浸漬され、速比の異なるロールでフィルム長手方向に張力を付与されながら、膨潤処理および染色処理が施される。つぎに、膨潤処理および染色処理されたフィルムは、ヨウ化カリウムを含む架橋浴中に浸漬され、速比の異なるロールでフィルムの長手方向に張力を付与されながら、架橋処理および最終的な延伸処理が施される。架橋処理されたフィルムは、ロールによって、純水を含む水洗浴中に浸漬され、水洗処理が施される。水洗処理されたフィルムは、乾燥して水分率を調節した後で巻き取られる。このように、偏光子は、原反フィルムを、例えば、元の長さの5倍〜7倍に延伸することで得ることができる。
【0157】
前記偏光子は、接着剤との密着性を向上させるために、任意の表面改質処理が施されていてもよい。前記表面改質処理としては、例えば、コロナ処理、プラズマ処理、グロー放電処理、火炎処理、オゾン処理、UVオゾン処理、紫外線処理等が挙げられる。これらの処理は、単独で、または2つ以上を組み合せて用いてもよい。
【0158】
(粘着剤層)
本発明の偏光板は、最外層の少なくとも一方として粘着剤層を有していても良い(このような偏光板を粘着型偏光板と称することがある)。特に好ましい形態として、前記光学フィルムの偏光子が接着されていない側に、他の光学フィルムや液晶セル等の他部材と接着するための粘着剤層を設けることができる。
【0159】
(偏光板の製造方法)
本発明の偏光板の製造方法を説明する。
本発明の偏光板は、接着剤を用いて前記偏光子の少なくとも片面に本発明のフィルムの片面(表面処理をしてある場合は表面処理面)を貼り合わせることで製造できる。また、セルロースアシレートフィルム、偏光子および本発明のフィルムの順に貼り合わせる場合は、本発明の偏光板は偏光子の両面に接着剤を用いて偏光子とその他のフィルムを張り合わせることで製造できる。
本発明の偏光板の製造方法においては、本発明のフィルムが偏光子と直接貼合されていることが好ましい。
【0160】
前記接着剤としては、公知の偏光板製造用接着剤を用いることができる。また、前記偏光子と各フィルムの間に接着剤層を有する態様も好ましい。前記接着剤の具体例としては、ポリビニルアルコールまたはポリビニルアセタール(例、ポリビニルブチラール)の水溶液や、ビニル系ポリマー(例、ポリブチルアクリレート)のラテックスを用いることができる。特に好ましい接着剤は、完全鹸化ポリビニルアルコールの水溶液である。前記ポリビニルアルコール系接着剤は、ポリビニルアルコール系樹脂と架橋剤を含有することが好ましい。
【0161】
本発明の偏光板の製造方法は、上記の方法に限定されず、他の方法を用いることもできる。例えば、特開2000−171635号、特開2003−215563号、特開2004−70296号、特開2005−189437号、特開2006−199788号、特開2006−215463号、特開2006−227090号、特開2006−243216号、特開2006−243681号、特開2006−259313号、特開2006−276574号、特開2006−316181号、特開2007−10756号、特開2007−128025号、特開2007−140092号、特開2007−171943号、特開2007−197703号、特開2007−316366号、特開2007−334307号、特開2008−20891号各公報などに記載の方法を使用できる。これらの中でもより好ましくは特開2007−316366号、特開2008−20891号公報に記載の方法である。
【0162】
偏光膜の他方の表面にも保護フィルムが貼り付けられているのが好ましく、かかる保護フィルムは、本発明のフィルムであってもよい。また、セルロースアシレートフィルム、環状ポリオレフィン系ポリマーフィルム等、従来偏光板の保護フィルムとして用いられている種々のフィルムを利用することができる。
【0163】
このようにして得た本発明の偏光板は、液晶表示装置内で使用するのが好ましく、液晶セルの視認側、バックライト側のどちらか片側に設けても、両側に設けてもよく、限定されない。本発明の偏光板が適用可能な画像表示装置の具体例としては、エレクトロルミネッセンス(EL)ディスプレイ、プラズマディスプレイ(PD)、電界放出ディスプレイ(FED:Field Emission Display)のような自発光型表示装置が挙げられる。液晶表示装置は透過型液晶表示装置、反射型液晶表示装置等に適用される。
【0164】
[液晶表示装置]
本発明のフィルムおよび偏光板は、種々のモードの液晶表示装置に用いることができる。好ましくは、TN(Twisted Nematic)、OCB(Optically Compensatory Bend)、ECB(Electrically Controlled Birefringence)、VA(Vertical Alignment)、IPS(In Plane Switching)モードの液晶表示装置、中でも、より好ましくは、TN、ECBおよびVAモードの液晶表示に用いることができる。
【0165】
(画像の歪み)
本発明の液晶表示装置は、消光角の範囲が特定の範囲にあり、且つ複屈折の大きさが厚み方向で変化する本発明の光学フィルムを用いているため、従来の製造方法で得られた光学フィルムを用いた液晶表示装置よりも画像の歪みが少ないことを特徴とする。特に、本発明の液晶表示装置は、斜め方向から覗いたときの画像の歪みが小さい。
【0166】
(リワーク性)
本発明の液晶表示装置のうち、好ましい態様である液晶表示装置は、上述のリワーク性が高く、製造コストが低い。
【0167】
[光学補償フィルム]
本発明のフィルムは、光学用途用フィルムとして好ましく用いることができ、光学補償フィルムとして特に好ましく用いることができる。
【0168】
<積層フィルム>
本発明のフィルムは単層フィルムであることが、フィルムの張り合わせ工程の削減や積層界面での光の反射を抑制する観点から好ましいが、本発明のフィルムにさらに機能層を積層することで、積層フィルムとすることもできる。本発明のフィルムが2以上の層からなる積層フィルムである場合、すべての層が前記液晶性重合化合物を含まないことが、低消偏光度化の観点から好ましい。
本発明のフィルムにさらに光学異方性層を付与した積層フィルムとすることもできる。本発明に用いることができる光学異方性層については特に制限はないが、例えば、特開2001−328973号公報の[0008]〜[0034]、特開2006−227630号公報の[0017]、特開2007−248780号公報の[0014]〜[0097]に記載のものを挙げることができる。
【0169】
[反射防止フィルム]
本発明のフィルムの上に反射防止層を付与することで、本発明の反射防止フィルムが得られる。反射防止層は、一般に、防汚性層でもある低屈折率層と、および低屈折率層より高い屈折率を有する少なくとも一層の層(高屈折率層、および中屈折率層)とを(透明)支持体上に設けて成る。本発明に用いることができる反射防止層については特に制限はないが、例えば特開2007−65635号公報の[0011]〜[0150]、特開2008−262187号公報の[0015]〜[0028]や[0073]〜[0207]、特開2008−268939号公報の[0009]〜[0201]に記載される反射防止層を好ましく用いることができる。
【実施例】
【0170】
以下に実施例を挙げて本発明をさらに具体的に説明する。以下の実施例に示す材料、使用量、割合、処理内容、処理手順等は、本発明の趣旨を逸脱しない限り、適宜、変更することができる。従って、本発明の範囲は以下に示す具体例に限定されるものではない。
【0171】
[測定法]
本発明で使用した測定法および評価方法について説明する。
【0172】
(1)消光位
上述した方法を用いて測定した。なお、フィルム切片の消光位は、0°〜90°まで1°刻みで回転させながら、偏光顕微鏡(NIKON社製エクリプスE600POL)にて観測し、得られた偏光顕微鏡画像を厚み方向に20分割して片側の表面から順に層に分けて観察し、測定した。
【0173】
(2)複屈折変化率
消光位の測定において用いたフィルム切片偏光顕微鏡写真について、厚み方向に20分割した偏光顕微鏡画像の各断面を干渉色図表と照らし合わせ、それぞれ複屈折の大きさを測定した。求めたフィルム断面方向の最大複屈折と最小複屈折から、下記式(I)に従い、複屈折変化率を計算した。
複屈折の変化率={複屈折の最大値(Nm)−複屈折の最小値(Nn)}/複屈折の最大値(Nm) (I)
【0174】
(3)Re[0°]、Re[+40°] 、Re[−40°]、γ、Rth
上述した方法を用いて、フィルム法線方向、フィルム法線から傾斜方位側へ40°傾いた方位、フィルム法線から−40°傾いた方位からレターデーションを測定した。また、測定したRe[+40°] およびRe[−40°]の値から、γの値を上述の定義にしたがって計算した。
同時に、傾斜方位の方向がフィルム搬送方向と一致するか否かを確認した。
【0175】
(4)折り曲げ時のフィルム内の剥離(デラミ)
特開平9−185148号公報[0030]の記載に従いデラミ(剥離)に由来する剥離部の筋の幅を計測した。
【0176】
(熱可塑性樹脂)
[製造例1] 環状オレフィン(付加重合体)のペレットの製造−1
Polyplastics社製の「TOPAS#6013」のペレットを用いた。当該樹脂のガラス転移点は136℃であった。なお表1には「COC」と記載した。
【0177】
[製造例2] 環状オレフィン(開環重合体)のペレットの製造−2
日本ゼオン(株)製の「ゼオノア1420R」のペレットを用いた。当該樹脂のガラス転移点は136℃であった。なお表1には「COP」と記載した。
【0178】
[製造例3] セルロースアシレートのペレットの製造−1
セルロース・アセテート・プロピオネート(CAP)を特開2008−87398号公報の実施例1に記載の方法に従って製造し、これを常法に従ってペレット化した。なお使用したCAPの組成は、アセチル化度1.95、プロピオニル化度0.7、全アシル置換度2.65、数平均分子量=75000で、当該樹脂のガラス転移点は174℃であった。なお表1には「CAP−1」と記載した。
【0179】
[製造例4] セルロースアシレートのペレットの製造−2
セルロース・アセテート・プロピオネート(CAP)を特開2006−348123号公報の実施例1に記載の方法に従って製造し、これを常法に従ってペレット化した。なお使用したCAPの組成は、アセチル化度0.15、プロピオニル化度2.60、全アシル置換度2.75、数平均重合度DPn=118で、当該樹脂のガラス転移点は137℃であった。なお表1には「CAP−2」と記載した。
【0180】
[製造例5] ポリカーボネートのペレットの製造
ポリカーボネートとして、出光興産社製の「タフロンMD1500」のペレットを用いた。なお、当該樹脂のガラス転移点は142℃であった。なお表1には「PC」と記載した。
【0181】
[製造例6] アクリル系樹脂のペレットの製造
特開2008−9378号公報の[0222]〜[0224]の製造例1に従い、メタクリル酸メチル=7500g、2−(ヒドロキシメチル)アクリル酸メチル2500gから合成して、ラクトン化率98%、ガラス転移点134℃のアクリル系化合物を得た。なお表1には「AC」と記載した。
【0182】
[実施例1]
(フィルムの作製)
(1)押出し
(1−1)単層押出し(表1に「単層」と記載)
各ペレットを100℃において2時間以上乾燥し、溶融粘度が1500Pa.sとなる温度で一軸混練押出し、これをスクリーンフィルター、ギアポンプ、リーフディスクフィルターを通した後、押出し温度(吐出温度)250℃で、幅450mm、リップギャップ1mmのダイから溶融樹脂(メルト)を押出した。
【0183】
(1−2)共押出し(表1に「積層」と記載)
積層する各ペレットをそれぞれ100℃において2時間以上乾燥し、溶融粘度が1500Pa・sとなる温度で一軸混練押出し、これをスクリーンフィルター、ギアポンプ、リーフディスクフィルターを通した後、押出し温度(吐出温度)250℃で、幅450mm、リップギャップ1mmのマルチマニホールドダイで積層し、押出した。
【0184】
(2)挟圧、固化
単層押出しまたは共押出ししたメルトを、下記方法で挟圧した後、挟圧に用いたとは別のキャスティングロールを使用してフィルムを冷却固化し製膜した。なお、挟圧時の圧力は、プレスケール(富士フィルム社製)をメルトのない状態で2つの挟圧面間に挟みこむことで測定し、その値を製膜時にメルトに付加する圧力とした。なお、圧力測定の際のロール温度は25℃、ロール速度は共に5m/分とした。
【0185】
(2−1)ロール挟圧法(表1に「ロール」と記載)
タッチロール(直径600mm、HCrメッキされた金属製、肉厚10mm、ショア硬度55)および冷却(チル)ロール(直径700mm、HCrメッキされた金属製、肉厚30mm、ショア硬度55)で挟圧した部分の中央で、表1記載の挟圧時の圧力、タッチロール温度、冷却ロール温度、移動速度比(冷却ロール周速度/タッチロール周速度)の条件のもと、ダイから押出されたメルトを挟み込んだ。この後冷却ロール上で固化し製膜した。なお、タッチロールは冷却ロール上のメルト幅(製膜幅)より5%短いものを使用し、冷却ロールは製膜幅より10%長いものを使用した。また、ダイとメルト着地点の距離を200mmと設定し、製膜の雰囲気は25℃、60%であった。
【0186】
(2−2)ベルト挟圧法(表1に「ベルト」と記載)
特開2007−38646号公報実施例1に従い、冷却ロールの周上に金属製かつ剛性のベルトをタッチさせた。金属ベルトは厚み0.3mmであり、冷却ロールの外周の1/3に金属ベルトの外側を接触させた。また金属ベルトの内側には温度調整用のロールに接触させ、このロール内の温調した熱媒を通すことで金属ベルトの温度を調整した。
さらに、特開2007−38646号公報実施例1から、以下の点を変更した。具体的には、冷却ロールとして直径700mm、HCrメッキされた金属製、肉厚30mm、ショア硬度45のものを用い、挟圧時の圧力、用いた冷却ロールの温度、金属ベルトの温度、移動速度比(冷却ロール周速度/金属ベルト周速度)を下記表1に記載した。また、金属ベルトは冷却ロール上のメルト幅(製膜幅)より5%短いものを使用し、冷却ロールは製膜幅より10%長いものを使用した。また、ダイとメルト着地点の距離を200mmと設定し、製膜の雰囲気は25℃、60%であった。
【0187】
(3)傾斜構造の解消
一部の水準については、製膜後に下記方法で片面の傾斜構造を解消した。これらの方法は固化して製膜した後、引き続き(一旦巻き取らず)実施した。
【0188】
(3−1)溶剤塗布法(表1の「溶剤塗布量」欄に数値が記載されているもの)
下記溶剤を、挟圧時に冷却ロールに接していた側のフィルム面に、表1記載の量だけ、塗布した。その後、180℃で20分乾燥した。
・COCおよびCOPを熱可塑性樹脂として用いた場合:トルエン
・その他の樹脂を熱可塑性樹脂として用いた場合:ジクロロメタン
【0189】
(3−2)加熱法(表1の「片面加熱温度」欄に数値が記載されているもの)
挟圧時にタッチロール面または金属ベルト面に接していた側のフィルム面の上方に赤外線ヒーターを設置し、赤外線ヒーター直下のフィルム温度が、表1の膜面温度になるように制御しながら30秒間加熱した。なお、前記フィルムの膜面温度は非接触式の熱電対を用いて測定したフィルムの一方の表面の温度を表し、ヒーターの設定温度を表すものではない。この際、反対面はTg−10℃の風を吹きつけた。
【0190】
このようにして表1に示した製膜幅(冷却ロール上の幅)で、製膜速度(冷却ロールの速度)25m/分で製膜した。なお、各水準の光学フィルムを巻き取る前に、フィルム両端を全幅の5%ずつスリットした後、両端に高さ15μmの厚みだし加工を行った。
【0191】
なお、積層剥離法を実施した水準、すなわち共押出しして得られた熱可塑性樹脂積層体となっているフィルムについては、熱可塑性樹脂の各層の間をそれぞれ各層に剥離した後、巻き取った。具体的には、得られた熱可塑性樹脂積層体の両面に粘着テープを付け、これをフィルム面に対し90度方向および−90度方向に引っ張り、剥離を行った。なお、このような剥離は容易に達成できた。剥離した各層由来のフィルムをそれぞれ別の巻取り軸に巻き取って各実施例および比較例の光学フィルムを得た。
【0192】
このようにして製膜したフィルムの消光位の最大値、最小値および最大値と最小値の差、複屈折変化率、Re[0°]、γ、Rthならびにデラミを上記方法で測定し、その結果を下記表1に記載した。また、製膜後または剥離後のフィルムの厚みについても下記表1に記載した。
なお、水準44および45は、水準2で積層剥離法を実施して得た本発明の光学フィルムに対してさらに片面傾斜配向構造解消法をそれぞれ実施したものであり、具体的には水準44では水準2で製膜および固化した積層体の一層を剥離して得られたCOC層に対してさらに溶剤塗布法を行い、剥離して得られたもう一方の層であるCOP層に対してさらに加熱法を行った。また、水準46は水準15で溶剤塗布法を実施して得た本発明の光学フィルムに対して、さらに溶剤塗布法によって傾斜構造を解消した側の表面と同じ側の表面について、加熱法を行った。
【0193】
(水準41)
水準41として、特開平6−222213号公報に従い、製膜後固化したフィルム(メルトではない)を挟圧し、周速度差を付与した場合の追試を行った。
【0194】
(水準42および43)
水準42および43は従来技術と本発明を比較したものである。水準42は特開2003−25414号公報の実施例1のF−2フィルムに従い、挟圧したロール間で弱い圧力で挟圧した場合の追試をした。これに対し、水準43では水準42と同様の製法で得られたフィルムに対し、本発明の加熱法を実施した。
【0195】
(4)偏光板の作製
上記水準1〜46で得られた各実施例および比較例の光学フィルムを用いて下記のように偏光板を作製した。
なお、偏光板に組み込む前に各光学フィルムは長時間経時に相当する熱処理(85℃、300時間)したものを使用した。
【0196】
(4−1)表面処理
イ)CAP−1、CAP−2
特開2009−15045号公報の段落番号0430に準じて鹸化処理を行った。
ロ)上記イ)以外のフィルム
高周波発振機[コロナジェネレーターHV05−2、Tamtec社製]を用いて、3秒間コロナ放電処理を行い、表面張力が0.072N/mになるように表面改質した。
【0197】
(4−2)偏光板の作成
上記表面処理面にPVA10%水溶液を滴下した後、偏光板(サンリッツ社製、HLC2−5618)の片面に貼り合わせた。
【0198】
(5)液晶表示装置の作製および評価
特開2009−98665号公報の実施例1の段落番号0083に準じて、水準1〜46で得られた光学フィルムを用いた上記偏光板を、粘着層を介して液晶ディスプレイのガラス上に貼合せ、TN型液晶表示装置を作製した。
【0199】
(画像の歪み)
作製したTN型液晶表示装置を用いて、全面に渡り1mm間隔の碁盤目状の線を表示させ、縦方向、横方向のそれぞれ10等分した点、合計10×10=100点について、10倍のルーペで上下左右斜め45°の方向から目視観察し、一つの方向でも線に歪みの認められた箇所を数えて、全数(100点)に対し発生した割合を%で示し表1に示した。さらに、水準2、15および44〜46については上下左右斜め60°の方向からも同様に目視観察し、一つの方向でも線に歪みの認められた箇所を数えて、全数(100点)に対し発生した割合を%で示し表1に示した。実用上許容されるのは25%以下であり、好ましくは10%以下であり、より好ましくは5%以下である。
【0200】
(リワーク性)
さらに、液晶ディスプレイから偏光板を剥す操作(リワーク)を10枚にて実施し、この際にデラミが発生し、偏光板が白化した枚数を表1に示した。実用上許容されるのは4枚以下であり、好ましくは3枚以下であり、より好ましくは1枚以下である。
【0201】
【表1】
【0202】
表1より、本発明の製造方法を実施した水準で得られた本発明の光学フィルムは、消光角が0°を超えて90°未満の範囲であり、複屈折が厚み方向で変化することが分かった。また、本発明の光学フィルムを液晶表示装置に組み込んだときには、液晶表示装置に組み込んだ際に、画像の歪みが大きいことが分かった。また、全てのサンプルが、フィルム搬送方向に傾斜方位を有していたことがわかった。
【0203】
水準1〜9は積層剥離法により、2層共押し出ししたものを積層して固化した後に剥離したものである。このうち水準2は挟圧面の移動速度比をタッチロールの周速度が速くなるように変えて消光位の中心をフィルム厚み方向の中心からタッチロール側にずらし、これに合わせて積層厚みを変えたものである。水準3は挟圧面の温度差をタッチロールの温度が高くなるように付与して消光位の中心をフィルム厚み方向の中心からタッチロール側にずらし、これに合わせて積層厚みを変えたものである。水準6〜8は積層剥離法において挟圧時の圧力を変え、その効果を検討したものであり、水準8より挟圧時の圧力を本発明の範囲外として積層剥離法を行うと、消光位が本発明の範囲を外れる比較例の光学フィルムが得られることが分かった。
水準10は積層剥離法により、3層共押出ししたものを、積層して固化した後に剥離したものである。これより、3層で積層剥離法を行った場合、最外層(両側のCOC層)由来の光学フィルムは本発明のフィルムとなることが分かり、中央層(COP層)由来の光学フィルムは、消光位が正から負に変化しており本発明の範囲外となる比較例のフィルムとなることが分かった。
水準11は単層で製膜した比較例であり、消光位が正から負に大きく変化しているため液晶表示装置に組み込んだときに画像が歪む上、色ずれ、デラミが発生し好ましくないことが分かった。
水準12〜18は溶剤塗布法により片面の傾斜構造を解消することを検討したものであり、溶剤を塗布していない比較例の水準12に比べ、溶剤塗布法を実施した水準13〜18では消光位が本発明の範囲となるために液晶表示装置に組み込んだ際の画像の歪みが顕著に改善されることが分かった。
水準19〜24は(片面)加熱法により片面の傾斜構造を解消することを検討したものであり、片面の加熱温度をガラス転移温度以下とした比較例の水準19に比べ、加熱法を実施した水準20〜24では画像の歪みが顕著に改善されることが分かった。
水準25〜31では、積層剥離法における挟圧面の移動速度比の効果を検討したものである。これにより複屈折の変化を制御できることが分かった。
水準32〜38は片面傾斜配向解消法を行ったときの挟圧時の圧力の効果を検討したものである。水準32では挟圧時の圧力を本発明の範囲外として積層剥離法を行うと、消光位が本発明の範囲を外れる比較例の光学フィルムが得られることが分かった。一方、水準33〜38では、挟圧時の圧力を増加させ、本発明の範囲に入れることで消光位およびその最大値と最小値の差、複屈折の変化率を本発明の範囲に入れることができることが分かった。
水準39および40は挟圧面の方式の比較であり、ベルトよりタッチロールを用いるほうが好ましいことがわかった。
水準41は、複屈折が厚み方向で変化していなかったために液晶表示装置に組み込んだ際に画像の歪みを生じることが分かった。
水準42および43は従来技術と本発明を比較したものである。水準42は特開2003−25414号公報の実施例1のF−2フィルムに従い、挟圧したロール間で弱い圧力で挟圧したものであり、複屈折が厚み方向で変化していなかったために液晶表示装置に組み込んだ際に画像の歪みを生じることが分かった。これに対し水準43は本発明の加熱法を実施したものであり、良好な結果が得られることが分かった。
水準44および45は、水準2で積層剥離法によって得られた本発明のフィルムに片面傾斜配向解消法を組み合わせたものであり、いずれも水準2よりも消光位の最小値が大きくなり、消光位の最大値−最小値の値が小さくなり、60°観察における画像の歪みも解消できることが判明した。
水準46は、水準15で溶剤塗布法によって得られた本発明のフィルムに加熱法を組み合わせたものであり、水準15よりも消光位の最小値が大きくなり、消光位の最大値−最小値の値が小さくなり、60°観察における画像の歪みも解消できることが判明した。
【0204】
さらに、本発明の光学フィルムの内、より好ましい製造条件に設定したときに得られた光学フィルムはデラミが少なく、液晶表示装置に一度組み込んだ後のリワーク性も良く、良好な性能を示した。
【0205】
なお、本発明の光学フィルムの内、積層剥離法を実施した水準のフィルムは、いずれも両表面から厚み方向に向けて5μmの領域において、複屈折を有することを確認した。
【0206】
[実施例2]
(6)液晶ディスプレイ用反射防止フィルム
水準1の光学フィルムを発明協会公開技報(公技番号2001−1745)の実施例47に従い低反射フィルムを作製し、液晶表示装置に組み込んだところ、良好な光学性能が得られた。
【0207】
[実施例3]
(7)有機EL用反射防止フィルム
特開平9−127885号公報に従って、水準1の光学フィルムと直線偏光板を、遅相軸と吸収軸の角度が45度になるように張り合わせ、反射防止フィルムを作成した。その反射防止フィルムを、有機EL表示装置に組み込み、反射防止機能を確認した。さらに、本発明のフィルムの特徴から、非対称な視野角性能を有することを確認した。
【技術分野】
【0001】
本発明は光学フィルムおよび熱可塑性樹脂積層体の製造方法に関する。また、前記製造方法で作成された特殊な内部構造を有する光学フィルムおよび熱可塑性樹脂積層体、並びに該光学フィルムを有する偏光板、光学補償フィルム、反射防止フィルムおよび液晶表示装置にも関する。
【背景技術】
【0002】
近年、液晶ディスプレイ市場の隆盛に伴い、様々なフィルムが開発されている。例えば、特許文献1〜3には、傾斜型位相差フィルムが開示されている。
【0003】
例えば、特許文献1には、周速度の異なる二つのロール間にフィルムを通すことで、該フィルムにせん断力を付与し、光軸が傾斜したフィルムを作成する方法と、TN型液晶ディスプレイへの応用が記載されている。しかし、前記文献1に記載の方法では、フィルムの光学特性のバラツキが大きいこと、フィルム表面に接触傷が付き易い等の問題があった。また、溶融物に対して適用することも示唆していなかった。これに対し、特許文献2および3では、ゴムロールと周速度の異なってもよい金属ロールの2つのロールを用いて溶融物を挟み、せん断力を付与することで、上記問題点を解決した膜厚100〜150μmの光学フィルムが得られることが記載されている。
【0004】
しかし、特許文献2および3では、実際に透過型のTNやECB液晶ディスプレイや、半透過型のTNやECB液晶ディスプレイの光学補償を行うのに十分な性能を有する光学フィルムは記載されていなかった。
【0005】
一方、従来、ロール圧力を上げると、厚み方向に大きな圧縮力が働き、分子鎖が選択的に厚み方向に配向したフィルムが作成できることが知られている。しかしながら特許文献4では、ロール圧力を上げることで大きな残留歪みを生じさせたフィルムは光の乱反射や複屈折現象を起こすため、光学用途や液晶表示装置に使用できず、膜厚も約300μmが限界になると開示されている。また、そのため、光学用途においてはロール圧力を低下させて位相差の低減を図ることが好ましいと開示している。また、実際、溶融タッチロール法で作成されたフィルムは、溶融キャスト法で作成されたフィルムに比べて、厚み方向の配向が進むことが知られている。
【0006】
しかしながら、透過型のTNやECB液晶ディスプレイや、半透過型のTNやECB液晶ディスプレイの光学補償を行うのに十分な性能を有する光学フィルムを製造する方法は従来知られていなかった。また、このようなフィルムの光学特性とフィルム内部構造上の特徴との関係について、詳細な検討はなされていなかった。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平6−222213号公報
【特許文献2】特開2003−25414号公報
【特許文献3】特開2007−38646号公報
【特許文献4】特許第3194904号公報
【非特許文献】
【0008】
【非特許文献1】高分子をならべる、高分子加工One Point〈4〉、第3章、P.37
【発明の概要】
【発明が解決しようとする課題】
【0009】
従来、光学フィルム分野では、特許文献1の比較例1や非特許文献1に記載されているように、ロール間の圧力を上げると圧縮力が大きくなるため分子鎖が選択的に水平面方向に配向(面配向)してしまい、位相差の傾斜構造の大きさは相対的に低下することが予想されていた。なお、ここで位相差の傾斜構造の大きさとは、後述する|Re[+40°]−Re[−40°]|(=γ)の大きさを意味する。また、本明細書中、光学フィルムが傾斜構造を有するとは、光学フィルムのγがゼロでないときのことを言う。
【0010】
また、前記特許文献2等に記載されているような従来の技術では、金属ロールと硬度の低い弾性ロール(例えば、同文献に記載されている表面を金属でコートしたゴムロール)を用いた場合、20MPa以上の大きな圧力をかけようとして同程度の力を加えるとゴムロールが変形してしまった。そのため、溶融物との接触面積が増加し、結果として挟圧装置間に高い圧力をかけることが出来なかった。そのため、挟圧装置間圧力を向上させてフィルムを製造する方法については、詳細な検討がなされていなかったのが現状であった。それどころか、特許文献4の背景技術欄には、ロール挟圧力を高めるとフィルムに生じた歪みが比例して大きくなり、このような残留歪みがあるシートは、特に光の乱反射や複屈折現象を起こすため、光学的用途(例えば液晶表示装置などの表示装置)には使用できないことが開示されている。すなわち、挟圧装置間の圧力を高めることは忌避される傾向にあり、特に光学フィルム分野ではそのような傾向が顕著であった。
【0011】
さらに、近年では特に液晶ディスプレイの大型化や高画質化が求められてきているところ、視野角の光学補償のみならず、画像の歪みについても大幅な改良が望まれている。また、本発明者が特許文献1〜4に記載の方法で作製した光学フィルムを用いた光学補償膜を液晶表示装置に組み込んだところ、液晶ディスプレイに表示される画像に歪みが生じることがわかった。しかしながら、このような視野角補償ができる光学フィルムに起因する液晶ディスプレイでの画像の歪みの原因についても、詳細な検討がなされていなかった。
【0012】
本発明は上記の課題を考慮してなされたものであり、本発明の第一の目的は、液晶表示装置に使用した場合に十分な光学補償を実現でき、かつ画像の歪みが少ない、特殊な内部構造を有する光学フィルム、熱可塑性樹脂積層体およびそれらの製造方法を提供することにある。また、本発明の第二の目的は、該光学フィルムを用いた偏光板、光学補償フィルム、反射防止フィルムおよび液晶表示装置を提供することにある。
【課題を解決するための手段】
【0013】
このような上記課題に対し、本発明者は様々なモードの液晶セルについて検討したところ、液晶セル内部に存在する液晶分子が対向して配置された電極間で垂直方向に傾斜して配向するとき、この傾斜角が特定の範囲の角度にあり、かつ、複屈折が厚み方向で変化していることに着目するに至った。また、このように液晶分子が斜めに(傾斜して)配向している結果、特に斜めから液晶ディスプレイを覗いたときには液晶分子を光学的に補償しきれず、顕著に画像が歪むことがわかった。すなわち、視野角を十分に補償し、かつ画像の歪みを少なくするには、液晶セル内部の液晶分子の配向構造と光学フィルムの内部構造を同様の構造にする方向へ改良する必要があることを見出すに至った。
【0014】
そこで、本発明者が従来の方法で製造された光学フィルムの内部構造について検討したところ、フィルム厚み方向の熱可塑性分子の配向構造が、上記の液晶分子を的確に補償できる内部構造とは異なることがわかった。
【0015】
これに対し、本発明者が挟圧装置を構成する第一挟圧面と第二挟圧面の間に連続的に挟圧して傾斜位相差構造を有するフィルムを作成する製造方法において挟圧装置間の圧力を上げることを検討したところ、驚くべきことに傾斜構造が大きく、従来知られていたフィルムとは異なる特殊な内部構造を有しているフィルムを作ることができることが判明した。さらに、このようなフィルムの内部構造をさらに上述した好ましい内部構造に制御することを検討した結果、後述する積層剥離法や片面傾斜配向解消法を採用することにより、達成できることが判明した。また、本発明のフィルムは液晶ディスプレイに使用した場合に従来の液晶塗布型の視野角補償フィルムに比べて画像の歪みを少なくすることができるものであり、従来製造できていなかったフィルムであることが判明した。さらに、特許文献4の背景技術欄の記載に相反して、挟圧装置間の挟圧圧力を高めた場合であっても光学補償能や画像の歪みに悪影響を与えないことが判明した。
すなわち、本発明者は上記課題を解決すべく鋭意検討した結果、下記製造方法およびその方法で作成された光学フィルム等が上記課題を解決できることを見出し、以下に記載する本発明を完成するに至った。
【0016】
[1] 熱可塑性樹脂から構成される傾斜方位を有する光学フィルムであって、傾斜方位と厚み方向を面内に含む前記光学フィルムの切片を直交ニコルに配置された2枚の偏光板の間に配置し、前記偏光板の面に対して垂直方向から光を照射しながら、直交ニコルに配置された2枚の偏光板を0°〜90°の範囲で回転させた時に、該フィルム切片の一端から他端まで厚み方向へ向けて順に観測した場合に観測される全ての消光位がいずれも0°を超え90°未満であり、かつ、前記フィルム切片の一端から他端まで厚み方向へ向けて順に観測した場合に、複屈折の大きさが厚み方向で変化することを特徴とする光学フィルム。
[2] 前記フィルム切片の一端から他端まで厚み方向へ向けて順に観測した場合に、下記式(I)で表される前記複屈折の変化率が0.01以上1未満であることを特徴とする[1]に記載の光学フィルム。
複屈折の変化率={複屈折の最大値(Nm)−複屈折の最小値(Nn)}/複屈折の最大値(Nm) (I)
[3] 前記フィルム切片の一端から他端まで厚み方向へ向けて順に観測した場合に、観測される消光位が厚み方向で変化し、かつ消光位の最大値と最小値の差が3°を越えて90°未満であることを特徴とする[1]または[2]に記載の光学フィルム。
[4] 両表面から厚み方向に向けて5μmの領域において、複屈折を有することを特徴とする[1]〜[3]のいずれか一項に記載の光学フィルム。
[5] フィルム法線方向から測定した波長550nmにおけるレターデーションRe[0°]と、フィルム法線と傾斜方位を含む面内において該法線に対して傾斜方位側へ40°傾いた方向から測定したレターデーションRe[+40°]と、該法線に対して傾斜方位側へ−40°傾いた方向から測定したレターデーションRe[−40°]が、下記式(II)および(III)を共に満たすことを特徴とする[1]〜[4]のいずれか一項に記載の光学フィルム。
20nm≦Re[0°]≦300nm (II)
5nm≦γ≦300nm (III)
γ=|Re[+40°]−Re[−40°]| (IV)
[6] 前記フィルムの膜厚方向のレターデーションRthが下記式(V)を満たすことを特徴とする[1]〜[5]のいずれか一項に記載の光学フィルム。
40nm≦Rth≦500nm (V)
Rth=((nx+ny)/2−nz)×d (VI)
(式(VI)中、nx、ny、nzは、屈折率楕円体の各主軸方位の屈折率を表し、dはフィルム厚みを表す。)
[7] 膜厚が20μm〜100μmであることを特徴とする[1]〜[6]のいずれか一項に記載の光学フィルム。
[8] 幅が50cm〜3mであることを特徴とする[1]〜[7]のいずれか一項に記載の光学フィルム。
[9] 前記熱可塑性樹脂が、環状オレフィン系樹脂、セルロースアシレート系樹脂、ポリカーボネート系樹脂、スチレン系樹脂およびアクリル系樹脂からなる群から選択されることを特徴とする[1]〜[8]のいずれか一項に記載の光学フィルム。
[10] [1]〜[9]のいずれか一項に記載の光学フィルムを少なくとも一層含むことを特徴とする熱可塑性樹脂積層体。
[11] 挟圧装置を構成する第一挟圧面と第二挟圧面の間に熱可塑性樹脂を含有する組成物の溶融物を通過させて連続的に挟圧してフィルム状に成形する工程を含む熱可塑性樹脂積層体の製造方法であって、前記熱可塑性樹脂を含有する組成物の溶融物が2種以上の熱可塑性樹脂溶融層を積層した溶融物であり、前記挟圧装置によって該溶融物に20〜500MPaの圧力をかけることを特徴とする熱可塑性樹脂積層体の製造方法。
[12] 前記2種以上の熱可塑性樹脂溶融層を積層した溶融物が、2種以上の熱可塑性樹脂を2層以上共押出しした溶融物であることを特徴とする[11]に記載の熱可塑性樹脂積層体の製造方法。
[13] 挟圧装置を構成する第一挟圧面と第二挟圧面の間に熱可塑性樹脂を含有する組成物の溶融物を通過させて連続的に挟圧してフィルム状に成形する工程を含むフィルムの製造方法であって、前記熱可塑性樹脂を含有する組成物の溶融物が2種以上の熱可塑性樹脂溶融層を積層した溶融物であり、前記挟圧装置によって該溶融物に20〜500MPaの圧力をかけて2種以上の熱可塑性樹脂積層体を製膜した後、前記2種以上の熱可塑性樹脂積層体の各層間を剥離する工程を含むことを特徴とする光学フィルムの製造方法。
[14] 前記2種以上の熱可塑性樹脂溶融層を積層した溶融物が、2種以上の熱可塑性樹脂を2層以上共押出しした溶融物であることを特徴とする[13]に記載の光学フィルムの製造方法。
[15] 前記2種以上の熱可塑性樹脂積層体のうち、少なくとも1層の熱可塑性樹脂層を剥離する工程を含むことを特徴とする[13]または[14]に記載の光学フィルムの製造方法。
[16] 挟圧装置を構成する第一挟圧面と第二挟圧面の間に熱可塑性樹脂を含有する組成物の溶融物を通過させて連続的に挟圧してフィルム状に成形する工程を含むフィルムの製造方法であって、前記挟圧装置によって該溶融物に20〜500MPaの圧力をかけて傾斜構造を有するフィルムを製膜した後、前記フィルムの片面の傾斜構造を解消する工程を含むことを特徴とする光学フィルムの製造方法。
[17] 前記フィルムの片面の傾斜構造を解消する工程が、少なくとも前記フィルムの片面に溶剤を塗布する工程であることを特徴とする[16]に記載の光学フィルムの製造方法。
[18] 前記フィルムの片面の傾斜構造を解消する工程が、少なくとも前記フィルムの片面を、該フィルムを構成する熱可塑性樹脂のガラス転移温度以上に加熱する工程であることを特徴とする[16]に記載の光学フィルムの製造方法。
[19] 前記挟圧装置の第一挟圧面の移動速度を第二挟圧面の移動速度よりも速くし、下記式(VII)で定義される前記第一挟圧面と前記第二挟圧面の移動速度比を0.90〜0.99に制御することを特徴とする[13]〜[18]のいずれか一項に記載の光学フィルムの製造方法。
移動速度比=第二挟圧面の速度/第一挟圧面の速度 (VII)
[20] 前記第一挟圧面および前記第二挟圧面が共に剛性金属ロールであることを特徴とする[13]〜[19]のいずれか一項に記載の光学フィルムの製造方法。
[21] [13]〜[20]のいずれか一項に記載の製造方法で製造されたことを特徴とする光学フィルム。
[22] [1]〜[9]および[21]のいずれか一項に記載の光学フィルムと、偏光子を含むことを特徴とする偏光板。
[23] [1]〜[9]および[21]のいずれか一項に記載の光学フィルムを用いたことを特徴とする光学補償フィルム。
[24] [1]〜[9]および[21]のいずれか一項に記載の光学フィルムを用いたことを特徴とする反射防止フィルム。
[25] [1]〜[9]および[21]のいずれか一項に記載の光学フィルムを用いたことを特徴とする液晶表示装置。
【発明の効果】
【0017】
本発明によれば、液晶ディスプレイに使用した場合に良好な光学補償を実現でき、画像の歪みが少ない、特殊な内部構造を有する光学フィルムおよびその製造方法を提供することができる。従来、液晶ディスプレイでは、液晶組成物からなる光学補償層が設けられた光学補償フィルムが偏光子に積層されて使用されている。例えば、NHフィルム(新日本石油製)、WVフィルム(富士フィルム製)が知られている。本発明によれば、液晶組成物、特に重合性液晶化合物からなる光学補償層を設けることなく、より簡易な光学フィルムおよびその製造方法を提供することができる。また、本発明の熱可塑性樹脂積層体とその製造方法によれば、本発明の光学フィルムを容易に製造することができる。
【図面の簡単な説明】
【0018】
【図1】消光位の最大値と最小値の差と、デラミとの関係を表すグラフである。
【発明を実施するための形態】
【0019】
以下、本発明をさらに詳細に説明する。なお、本明細書において「〜」を用いて表される数値範囲は、「〜」の前後に記載される数値を下限値および上限値として含む範囲を意味する。本発明において、「熱可塑性樹脂を含有する組成物」や、「熱可塑性樹脂から構成されるフィルムとは、溶融製膜可能な熱可塑性樹脂を50%以上含有することを意味する。また、熱可塑性樹脂を含有する組成物のことを、熱可塑性樹脂組成物という場合がある。
【0020】
[フィルム]
本発明の光学フィルム(以下、本発明のフィルムとも言う)は、熱可塑性樹脂から構成される傾斜方位を有する光学フィルムであって、傾斜方位と厚み方向を面内に含む前記光学フィルムの切片を直交ニコルに配置された2枚の偏光板の間に配置し、前記偏光板の面に対して垂直方向から光を照射しながら、直交ニコルに配置された2枚の偏光板を0°〜90°の範囲で回転させた時に、該フィルム切片の一端から他端まで厚み方向へ向けて順に観測した場合に観測される全ての消光位がいずれも0°を超え90°未満であり、かつ、前記フィルム切片の一端から他端まで厚み方向へ向けて順に観測した場合に、複屈折の大きさが厚み方向で変化することを特徴とする。
ここで、本明細書中、消光位とは、前記フィルム切片を直交ニコル下で0°〜90°の範囲で回転させて輝度の変化を観測した際に、最も暗くなる状態の角度のことを言う。以下、本発明のフィルムについて説明する。
【0021】
(消光位)
本発明のフィルムは、直交ニコルに配置された2枚の偏光板を0°〜90°の範囲で回転させた時に、該フィルム切片の一端から他端まで厚み方向へ向けて順に観測した場合に観測される全ての消光位がいずれも0°(フィルム面方向)を超え90°(フィルム法線方向)未満であり、かつ前記フィルム切片の一端から他端まで厚み方向へ向けて順に観測した場合に、複屈折が厚み方向で変化している。即ち消光位が放射状に0°以下、90°以上に亘って広い角度にスプレー状に(フィルム面に対し上下に)広がっているのではなく、フィルム面に対し0°を超え90°未満である(即ち、フィルム面に対し上方向または下方向のいずれか一方向のみに消光位が存在する)。
【0022】
本発明のフィルムは、直交ニコルに配置された2枚の偏光板を0°〜90°の範囲で回転させた時に、該フィルム切片の一端から他端まで厚み方向へ向けて順に観測した場合に観測される全ての消光位が3°〜85°であることが後述するデラミを小さくする観点から好ましく、5°〜80°であることがより好ましい。
また、本発明のフィルムは、直交ニコルに配置された2枚の偏光板を0°〜90°の範囲で回転させた時に、該フィルム切片の一端から他端まで厚み方向へ向けて順に観測した場合に観測される消光位の最小値が25°〜50°であることが好ましく、より好ましくは25°〜45°である。
【0023】
このような消光位の範囲にすることにより液晶表示装置に使用した際に良好な光学補償能を発現し、画像の歪みを軽減することができる。即ち、TN、ECB、VA等の液晶表示装置では液晶分子は対向して配置された電極間で傾斜して配向して表示特性を発現しているが、この傾斜角が0°を超え90°未満であり、かつ複屈折が厚み方向で変化している。即ち、本発明のフィルムは、TN、ECB、VA等の液晶表示装置における液晶分子と同様の内部構造を形成しており、適格に液晶分子を補償することができる。この結果、本発明のフィルムは画像の歪みが発生し難いことを特徴とする。
このような画像の歪みは、特に斜めから覗いた時に顕在する。これは液晶分子が斜め(傾斜して)配向しているため、斜めから見た時に斜め配向している液晶分子を補償しきれないと像が歪むためである。従って、本発明の光学フィルムは、垂直方向に液晶分子が配向するTN、ECB、VAモードの液晶表示装置用途において特に有効である。
一方、IPS液晶表示装置では、液晶分子が基本的には電極に水平方向に配列し表示特性を発現するが、電極近傍では僅かに液晶分子が電極方向(垂直方向)に配列する。そのため、本発明の光学フィルムのように厚み方向に傾斜配向した光学フィルムは、IPS液晶表示装置への光学補償能をも示す。
【0024】
本発明のフィルムの消光位は、具体的には、例えば以下の方法で測定することができる。
(1)フィルムを5mm(傾斜方位と平行)×10mm(傾斜方位と直交)にサンプリングする。
(2)上記サンプルフィルムについて、傾斜方位と平行な一方の端部の面をミクロトーム(ライカ社製RM2265)にて平滑化を行う。
(3)平滑化を行った面から500μm離れた面を、傾斜方位と平行にカミソリ(日新EM社製片刃トリミング用カミソリ)にて切り、フィルムの傾斜方位と厚み方向を面内に含むフィルム切片を作成する。
(4)該フィルム切片を用いて、フィルム厚み方向に目視で色相の異なる領域(色相の差は厚み方向の複屈折の差に由来)のそれぞれについての消光の変化(直交ニコル下で最も暗くなる状態)を、2つの偏光板が直交ニコルに配置された偏光顕微鏡(NIKON社製エクリプスE600POL)にて観察する。具体的には、該フィルム切片を前記2枚の偏光板と平行になるように配置し、該2つの偏光板を直交ニコルに配置された状態に固定し、位相差板としてλ/2板を一方の吸収軸に平行にサンプルフィルムと偏光板の間に挿入する。その後、直交ニコル配置された2枚の偏光板を0°〜90°の範囲で任意の角度ごと(例えば1°)ごとに回転させ、消光の変化を観察する。この際、消光は、上側の偏光子の吸収軸と平行の時にも、下側の偏光子の吸収軸と平行の時にも発生する。このためどちらの方向に消光位が存在するかを検証するために、位相差板(例えばλ/2板)を2枚の偏光子の吸収軸に平行に切片と偏光子の間に挿入する。このとき位相差が増加する方向にサンプル切片の色が変化(複屈折が増加)した方向に消光位が存在する。
なお、偏光顕微鏡による観察に用いる光源は特に制限はないが、白色光源を用いることが好ましい。また、消光位の観測は直交ニコルで行われる限り特に制限ないか、直交ニコルで偏光顕微鏡によって観測した画像を基に、消光位を決定することが好ましい。また、前記フィルム切片は、前記2枚の偏光板のそれぞれの吸収軸を含む面と、平行に配置される。
【0025】
実際に観察される偏光顕微鏡画像は、明確な複数層構成になっているわけではなく、連続的な層を形成している。顕微鏡の分解能を超えて層構成を測定することが出来ないため、本発明では上記(1)〜(4)で観察された厚み方向の消光位の変化を、下記(i)および(ii)のように決定してもよい。また、本発明のフィルムが下記条件(iii)を満たすことを判定することができる。
(i) 0°〜90°まで1°刻みに観察された偏光顕微鏡画像を厚み方向に20分割(例えば、100μmの膜厚であれば5μm)で分割を行い、片側の表面から順に層に分ける。
(ii) 0°〜90°の観察された画像を、前記各層ごとに輝度の変化を測定し、0°〜90°の範囲で、最も暗くなるときの角度、すなわち消光位を決定する。
(iii) すべての層の消光位が0°を超えて90°未満の範囲に含まれているか否かを判定する。なお、−90°〜0°の範囲にある場合と、0°を超えて90°までの範囲にある場合は、上記の位相差板を挿入する方法により判定でき、位相差が増加する方向に消光軸が向いており区別される。
【0026】
(複屈折)
本発明のフィルムは、前記フィルム切片の一端から他端まで厚み方向へ向けて順に観測した場合に、複屈折の大きさが厚み方向で変化することを特徴とする。複屈折の大きさが厚み方向で変化することで、上記のように液晶分子の配向を適格に補償することができる。
【0027】
本発明のフィルムは、フィルム切片の一端から他端まで厚み方向へ向けて順に観測した場合に、下記式(I)で表される前記複屈折の変化率が0.01以上1未満であることが、液晶表示装置に組み込んだ際の画像の歪みを少なくする観点から好ましく、より好ましくは0.05〜0.95であり、さらに好ましくは0.1〜0.9である。
【0028】
複屈折の変化率={複屈折の最大値(Nm)−複屈折の最小値(Nn)}/複屈折の最大値(Nm) (I)
【0029】
本発明のフィルムは、両表面から厚み方向に向けて5μmの領域において、複屈折を有することが、光学補償性の観点から好ましく、両表面から厚み方向に向けて5μmの領域において複屈折を有することがより好ましく、両表面から厚み方向に向けて5μmの領域において複屈折を有することが特に好ましい。
【0030】
一方、本発明のフィルムは複屈折の大きさが厚み方向で変化するため、明確に複数の層に分かれるものではないものの、厚み方向に配向構造が異なる複数の層が形成されている場合と類似する物理特性を一部有する。すなわち、複屈折の大きさが厚み方向で変化する本発明のフィルムは、フィルム厚み方向の熱可塑性樹脂分子間の密着力が弱い。この結果、フィルムを折り曲げると内部で剥離(デラミ)し易い。
【0031】
(消光位の変化)
本発明のフィルムは、消光位は0°を超えて90°未満の範囲内である限り、一定であっても変化しても構わないが、本発明のフィルムは、前記フィルム切片の一端から他端まで厚み方向へ向けて順に観測した場合に、観測される消光位が厚み方向で変化することが好ましい。このように消光位が変化することは、分子配向の角度が変化することを意味する。本発明のフィルムは、このように消光位が変化する態様であることが、さらに折り曲げ時のフィルム内の剥離(デラミ)をも抑制することができる観点から好ましい。
いかなる理論に拘泥するものでもないが、折り曲げ時のフィルム内の剥離(デラミ)は以下のように改良されると予想される。まず、本発明のフィルムはフィルム表面から厚み方向への位置に応じて複屈折の大きさが異なるため、フィルム表面から厚み方向へのある特定の位置における熱可塑性樹脂分子は、その位置における消光位の角度方向に分子配向していると予想される。そのため、その位置では消光位の方向が最も弾性率が大きくなる一方、消光位に直交する方向の弾性率が小さいくなり、消光位に直交する方向に変形し易くなると予想される。このため、消光位がフィルム厚み方向で変化していると、外力(折り曲げ)が加わった際に発生する変形の方向が異なり、不揃いとなるためフィルム内部における剥離が発生し難くなり、デラミを改善できることとなり好ましい。一方、フィルム厚み方向において消光位(配向角)が揃っていると、フィルム厚み方向の広範囲において外力が加わった際に発生する変形の方向が揃うため、フィルム内部で剥離し易い。
【0032】
本発明のフィルムは、前記フィルム切片の一端から他端まで厚み方向へ向けて順に観測した場合に、観測される消光位が厚み方向で変化し、かつ消光位の最大値と最小値の差が3°を越えて90°未満であることがデラミを改善する観点からより好ましい。前記消光位の最大値と最小値の差は、5〜80°であることが特に好ましい。上記範囲内であれば、熱可塑性樹脂の分子配向がフィルム厚み方向で極端に違いすぎず、相互作用が弱くなりすぎず、デラミを抑制することができる。
【0033】
(Re、Rth)
さらに、本発明のフィルムは、フィルム法線方向から測定した波長550nmにおけるレターデーションRe[0°]と、フィルム法線と傾斜方位を含む面内において該法線に対して傾斜方位側へ40°傾いた方向から測定したレターデーションRe[+40°]と、該法線に対して傾斜方位側へ−40°傾いた方向から測定したレターデーションRe[−40°]が、下記式(II)および(III)を共に満たすことが十分な光学補償を実現する観点から好ましい。
20nm≦Re[0°]≦300nm (II)
5nm≦γ≦300nm (III)
γ=|Re[+40°]−Re[−40°]| (IV)
【0034】
本明細書において、「フィルム法線からθ°傾いた方向」とは、法線方向から傾斜方位にθ°だけフィルム面方向に傾斜させた方向と定義する。即ち、フィルム面の法線方向は、傾斜角度0°の方向であり、フィルム面内の任意の方向は、傾斜角度(θ)の符号の正負を考慮しない場合、傾斜角度90°の方向である。傾斜角度(θ)の符号の正負を考慮する場合、Re[+40°]を測定する方向とRe[−40°]を測定する方向は、フィルム法線に対して、線対称な位置となる。
【0035】
本発明のフィルムは、下記式(II’)および(III’)を共に満たすことがより好ましい。
30nm≦Re[0°]≦250nm (II’)
10nm≦γ≦250nm (III’)
本発明のフィルムは、下記式(II’’)および(III’’)を共に満たすことがさらに好ましい。
40nm≦Re[0°]≦200nm (II’’)
20nm≦γ≦200nm (III’’)
【0036】
Re[0°]およびγが上記好ましい範囲を満たす場合、十分な光学補償を実現した光学フィルムであると言えるが、より光学補償能を高める観点から、さらに本発明のフィルムは膜厚方向のレターデーションRthが下記式(V)を満たすことが好ましい。
40nm≦Rth≦500nm (V)
なお、Rth=((nx+ny)/2−nz)×d (VI)
(式(VI)中、nxは、面内における遅相軸方向の屈折率を表し、nyは面内においてnxに直交する方向の屈折率を表し、nzはnx及びnyに直交する方向の屈折率を表し、dはフィルム厚みを表す。)
【0037】
本発明のフィルムは、下記式(V’)を満たすことがより好ましい。
50nm≦Rth≦400nm (V’)
本発明のフィルムは、下記式(V’’)を満たすことがさらに好ましい。
60nm≦Rth≦300nm (V’’)
【0038】
上記Re[0°]、γ、Rthを前記好ましい範囲にすることで、本発明のフィルムをTNモード、ECBモード、OCBモード等の液晶表示装置の光学補償膜として使用した際に、より高い光学補償能が得られ好ましい。
【0039】
Re[0°]、Re[+40°]およびRe[−40°]のバラツキは、液晶ディスプレイに利用した場合に、表示ムラとなって現れるので、そのバラツキは小さいほど好ましく、具体的には、±3nm以内であることが好ましく、±1nm以内であることがさらに好ましい。また、同様に遅相軸の角度のバラツキも、表示ムラの原因となるので、そのバラツキは小さいほど好ましく、具体的には±1°以内であることが好ましく、±0.5°以内であることがさらに好ましく、±0.25°以内であることが特に好ましい。
【0040】
本明細書において、ReおよびRthは、光学異方性層、フィルム、積層体等の、フィルム状の測定対象物の、面内のレターデーション(nm)、及び厚み方向のレターデーション(nm)を表す。
Re[0°]は、KOBRA 21ADH又はWR(王子計測機器(株)製)において、波長550nmの光を、フィルム状の測定対象物の法線方向に入射させて測定される。測定波長λnmの選択にあたっては、波長選択フィルターをマニュアルで交換するか、または測定値をプログラム等で変換して測定することができる。
測定されるフィルム状の測定対象物が1軸又は2軸の屈折率楕円体で表されるものである場合、以下の方法によりRthが算出される。
Rthは、前記Reを面内の遅相軸(KOBRA 21ADH又はWRにより判断される)を傾斜軸(回転軸)として(遅相軸がない場合には、フィルム状の測定対象物の、面内の任意の方向を回転軸とする)、フィルム状の測定対象物の法線方向に対して、法線方向から−50°から+50°まで10度ステップで各々その傾斜した方向から波長550nmの光を入射させて、レターデーション値を11点測定し、そのレターデーション値と、平均屈折率の仮定値及び入力された膜厚値とを基にKOBRA 21ADH又はWRが算出する。
上記において、法線方向から面内の遅相軸を回転軸として、ある傾斜角度にレターデーションの値がゼロとなる方向をもつフィルムの場合には、その傾斜角度より大きい傾斜角度でのレターデーション値は、その符号を負に変更した後、KOBRA 21ADH又はWRが算出する。
なお、遅相軸を回転軸として(遅相軸がない場合には、フィルム状の測定対象物の、面内の任意の方向を回転軸とする)、任意の傾斜した2方向からレターデーション値を測定し、その値と平均屈折率の仮定値、及び入力された膜厚値を基に、以下の数式(A)及び式(B)よりRthを算出することもできる。
【数1】
なお、式中、Re[θ]は法線方向から角度θ傾斜した方向におけるレターデーション値を表す。
また、式(A)において、nxは、面内における遅相軸方向の屈折率を表し、nyは面内においてnxに直交する方向の屈折率を表し、nzはnx及びnyに直交する方向の屈折率を表し、dは膜厚を表す。
【0041】
測定されるフィルム状の測定対象物が1軸、又は2軸の屈折率楕円体で表現できないもの、いわゆる光学軸(optic axis)がない測定対象物の場合には、以下の方法により、Rthが算出される。
Rthは、前記Reを面内の任意に設定した方位(KOBRA 21ADH又はWRに設定できる)を傾斜軸(回転軸)としてフィルム法線方向に対して−50°から+50°まで10度ステップで各々その傾斜した方向から波長550nmの光を入射させて11点測定し、その測定されたレターデーション値と、平均屈折率の仮定値、及び入力された膜厚値を基にKOBRA 21ADH又はWRが算出する。
上記の測定において、平均屈折率の仮定値は、ポリマーハンドブック(JOHN WILEY&SONS、INC)、各種光学補償フィルムのカタログの値を使用することができる。平均屈折率の値が既知でないものについては、アッベ屈折計で測定できる。主な光学補償フィルムの平均屈折率の値を以下に例示すると、セルロースアシレート(1.48)、シクロオレフィンポリマー(1.52)、ポリカーボネート(1.59)、ポリメチルメタクリレート(1.49)、ポリスチレン(1.59)である。これら平均屈折率の仮定値と膜厚を入力することで、KOBRA 21ADH又はWRは、nx、ny、nzを算出する。この算出されたnx、ny、nzよりNz=(nx−nz)/(nx−ny)が更に算出される。
なお、Re[θ°]、Rth及び屈折率の測定波長は特別な記述がない限り、測定波長550nmでの値である。
【0042】
本明細書において、フィルムのRe[0°]、Re[+40°]およびRe[−40°]は、KOBRA 21ADHまたはWR(王子計測機器(株)製)を用い、フィルム法線方向から測定した(傾斜角度0°での)波長550nmにおけるレターデーション値、該法線に対して傾斜方位側又は仮傾斜方位側へ40°傾いた方向から測定した(傾斜角度40度での)レターデーション値および該法線に対して傾斜方位側又は仮傾斜方位側へ−40°傾いた方向から測定した(傾斜角度−40度での)レターデーション値を表す。
ここで、傾斜方位は、以下の方法で決定した。
(1)フィルム面内の遅相軸方位を0°、フィルム面内の進相軸方位を90°とし、0°〜90°の間で0.1°刻みで仮傾斜方位を設定する。
(2)フィルム法線に対して各仮傾斜方位側へ40°又は−40°傾いた方向からRe[+40°]とRe[−40°]を測定し、各仮傾斜方位の|Re[+40°]−Re[−40°]|を求める。
(3)|Re[+40°]−Re[−40°]|が最大となる方位を傾斜方位と決定する。
すなわち、本明細書において、「傾斜方位を有する」とは、|Re[+40°]−Re[−40°]|が最大となる方位が存在することを言う。
本明細書において、フィルムのRthは傾斜方位を傾斜軸(回転軸)として、KOBRA21ADH、又は、WRが算出したものである。
また、Re[0°]、Re[+40°]およびRe[−40°]のバラツキは、以下の方法により測定することができる。フィルム中央部の互いに2mm以上離れた任意の10点以上の位置でサンプリングを行い、上記方法でRe[0°]、Re[+40°]およびRe[−40°]を測定し、その最大値と最小値の差を、Re[0°]、Re[+40°]およびRe[−40°]のバラツキとする。また、本発明では上記10点の平均値をRe[0°]、Re[+40°]、Re[−40°]とする。
さらに、遅相軸および後述のRthのバラツキも同様に測定される。
【0043】
(膜厚)
本発明の光学フィルムの膜厚は20μm〜100μmであることが好ましく、より好ましくは25μm〜80μm、さらに好ましくは30μm〜60μmである。この範囲の下限値以上であればフィルムが傾斜構造を形成するのに十分な厚みがあり、この範囲の上限値以下であればメルトが挟圧面間を通過後、冷却されるまでに時間を要し過ぎず、形成した傾斜構造が解消しにくいため好ましい。
【0044】
(幅)
製膜幅は50cm〜3mが好ましく、より好ましくは70cm〜2m、さらに好ましくは90cm〜1.7mである。この範囲の下限値以上であれば挟圧面の駆動むらが発現しにくく(幅が広いと駆動むらがあっても挟圧体が撓って変動を吸収する)、駆動むらにより発生し得る押圧むら(局部的に押圧の大きな部分)が発生しにくくなり、この押圧むらに起因するフィルム内部の歪みによる傾斜構造の湿熱環境下での変化が大きくなりにくくなるため、好ましい。この範囲の上限値以下であれば挟圧面間の押圧が大き過ぎないため、上記の押圧むらが発生しにくくなり、同様に好ましい。
【0045】
(デラミ)
本発明の光学フィルムのより好ましい態様では、さらに光学フィルム内部におけるデラミ(剥離)が小さい。このようなデラミの大きさは、特定の方法で測定した際に生じるデラミに由来する剥離部の筋の幅によって定量化することができ、本明細書中、デラミとは、特開平9−185148号公報[0030]の記載に基づいて観測し、測定した値のことを言う。前記デラミは実用上280μm以下であることが好ましく、200μm以下であることがより好ましく、90μm以下であることが特に好ましい。
前記デラミが280μm以下であれば、液晶表示板のリワーク作業の際にフィルム内で割れが発生しにくくなり、製造コスト上の損失が生じる可能性が低くなるため好ましい。なお、本明細書中、リワーク作業とは、液晶ディスプレイのガラス基板へ偏光板を貼り合わせるときにミスが生じた場合に、貼り合わせをし直すことを目的として、一度偏光板をガラス基板から剥す作業のことを言う。
すなわち、本発明のフィルムのうち、より好ましい態様の光学フィルムを用いると、本発明の液晶表示装置のリワーク性が向上し、製造コストの観点から好ましい。
【0046】
(熱可塑性樹脂)
溶融押出し法を利用して作製する場合は、融点Tmと熱分解温度Tdが、Tm<Tdを満たす熱可塑性樹脂を用いることが好ましく、溶融押出し成形性が良好な材料を利用するのがより好ましく、その観点では、環状オレフィン系樹脂、セルロースアシレート系樹脂、ポリカーボネート系樹脂、ポリエステル類、透明ポリエチレン、透明ポリプロピレン等のポリオレフィン類、ポリアリレート類、ポリスルホン類、ポリエーテルスルホン類、マレイミド系共重合体類、透明ナイロン類、透明フッ素樹脂類、透明フェノキシ類、ポリエーテルイミド類、ポリスチレン類、アクリル系樹脂、スチレン系樹脂を選択するのが好ましい。1種の当該樹脂を含有していてもよいし、互いに異なる2種以上の当該樹脂を含有していてもよい。
本発明のフィルムは環状オレフィン系樹脂、セルロースアシレート系樹脂、ポリカーボネート系樹脂、スチレン系樹脂およびアクリル系樹脂からなる群から選択される熱可塑性樹脂を使用することが好ましい。より好ましくは、Rthを40〜500nmの範囲に制御する観点から、環状オレフィン系樹脂、セルロースアシレート系樹脂およびスチレン系樹脂からなる群から選択される熱可塑性樹脂である。
これらの樹脂を使用することにより本発明の範囲のレターデーションを発現させることができる。これらの樹脂は単一で使用してもよく、混合あるいは積層して使用してもよい。また、前記環状オレフィン類は、付加重合によって得られた環状オレフィン類であることが好ましい。
【0047】
特に、正の固有複屈折性を示す、セルロースアシレート系樹脂、環状オレフィン系樹脂、ポリカーボネート系樹脂は、2つのロールでせん断変形を付加した場合、遅相軸が傾斜方位を向き、γ>0のフィルムを作成することができ、例えば、2つのロールをダイ出口と平行に配置した場合、傾斜方位はフィルム長手方向(フィルム搬送方向、すなわちMD(Machine Direction)方向)と同じである。
また、負の固有複屈折性を示す、アクリル系樹脂およびスチレン系樹脂は、上記加工を行った場合、進相軸が傾斜方位を向き、γ>0のフィルムを作成することができる。
【0048】
本発明のフィルムを、視野角補償フィルムとして液晶表示装置に応用する場合には、液晶表示装置の特性や偏光板加工の利便性を考慮にいれて、上記正または負の固有複屈折樹脂を適宜選択して用いることが出来る。
【0049】
本発明に使用可能な環状オレフィン系樹脂の例には、ノルボルネン系化合物の重合により得られたノルボルネン系樹脂が含まれる。また、開環重合および付加重合のいずれの重合方法によって得られる樹脂であってもよい。
付加重合およびそれにより得られる環状オレフィン系樹脂としては、例えば、特許3517471号公報、特許3559360号公報、特許3867178号公報、特許3871721号公報、特許3907908号公報、特許3945598号公報、特表2005−527696号公報、特開2006−28993号公報、特開2006−11361公報、国際公開WO2006/004376号公報、国際公開WO2006/030797号公報パンフレットに記載されているものが挙げられる。中でも、特許3517471号公報に記載のものが特に好ましい。
開環重合およびそれにより得られる環状オレフィン系樹脂としては、国際公開WO98/14499号公報パンフレット、特許3060532号公報、特許3220478号公報、特許3273046号公報、特許3404027号公報、特許3428176号公報、特許3687231号公報、特許3873934号公報、特許3912159号公報に記載のものが挙げられる。中でも、国際公開WO98/14499号公報パンフレット、特許3060532号公報に記載のものが特に好ましい。
これらの環状オレフィン系樹脂の中でも付加重合によって得られるものが、複屈折の発現性、溶融粘度の観点から好ましく、例えば、「TOPAS #6013」(Polyplastics社製)を用いることができる。
【0050】
本発明に使用可能なセルロースアシレート系樹脂の例には、セルロース単位中の3個の水酸基が、少なくとも一部がアシル基で置換されたいずれのセルロースアシレートも含まれる。当該アシル基(好ましくは炭素数3〜22のアシル基)は、脂肪族アシル基および芳香族アシル基のいずれであってもよい。中でも、脂肪族アシル基を有するセルロースアシレートが好ましく、炭素数3〜7の脂肪族アシル基を有するものがより好ましく、炭素数3〜6の脂肪族アシル基を有するものがさらに好ましく、炭素数は3〜5の脂肪族アシル基を有するものがよりさらに好ましい。これらのアシル基は複数種が1分子中に存在していてもよい。好ましいアシル基の例には、アセチル基、プロピオニル基、ブチリル基、ペンタノイル基、ヘキサノイル基などが含まれる。これらの中でも、さらに好ましいものは、アセチル基、プロピオニル基およびブチリル基から選択される1種または2種以上を有するセルロースアシレートであり、よりさらに好ましいものは、アセチル基およびプロピオニル基の双方を有するセルロースアシレート(CAP)である。前記CAPは、樹脂の合成が容易であること、押し出し成形の安定性が高いこと、の点で好ましい。
【0051】
本発明の製造方法を含む溶融押出し法によりフィルムを作製する場合は、用いるセルロースアシレートは、以下の式(S−1)および(S−2)を満足することが好ましい。以下の式を満足するセルロースアシレートは、融解温度が低く、融解性が改善されているので、溶融押出し製膜性に優れる。
式(S−1) 2.0≦X+Y≦3.0
式(S−2) 0.25≦Y≦3.0
前記式(S−1)および(S−2)中、Xはセルロースの水酸基に対するアセチル基の置換度を表し、Yはセルロースの水酸基に対するアシル基の置換度の総和を表す。本明細書でいう「置換度」とは、セルロースの2位、3位および6位のぞれぞれの水酸基の水素原子が置換されている割合の合計を意味する。2位、3位および6位全ての水酸基の水素がアシル基で置換された場合は置換度が3となる。
さらに、下記式(S−3)および(S−4)を満足するセルロースアシレートを用いるのがより好ましい。
式(S−3)2.3≦X+Y≦2.95
式(S−4)1.0≦Y≦2.95
下記式(S−5)および(S−6)を満足するセルロースアシレートを用いるのがさらに好ましい。
式(S−5)2.7≦X+Y≦2.95
式(S−6)2.0≦Y≦2.9
【0052】
セルロースアシレート系樹脂の質量平均重合度および数平均分子量については特に制限はない。一般的には、質量平均重合度が350〜800程度、および数平均分子量が70000〜230000程度である。前記セルロースアシレート系樹脂は、アシル化剤として酸無水物や酸塩化物を用いて合成できる。工業的に最も一般的な合成方法では、綿花リンタや木材パルプなどから得たセルロースをアセチル基および他のアシル基に対応する有機酸(酢酸、プロピオン酸、酪酸)またはそれらの酸無水物(無水酢酸、無水プロピオン酸、無水酪酸)を含む混合有機酸成分でエステル化してセルロースエステルを合成する。前記式(S−1)および(S−2)を満足するセルロースアシレートの合成方法としては、発明協会公開技報(公技番号2001−1745、2001年3月15日発行、発明協会)7〜12頁の記載や、特開2006−45500号公報、特開2006−241433号公報、特開2007−138141号公報、特開2001−188128号公報、特開2006−142800号公報、特開2007−98917号公報記載の方法を参照することができる。
【0053】
本発明に使用可能なポリカーボネート系樹脂として、ビスフェノールA骨格を有するポリカーボネート樹脂が挙げられ、ジヒドロキシ成分とカーボネート前駆体とを界面重合法または溶融重合法で反応させて得られるものであり、例えば、特開2006−277914号公報、特開2006−106386号公報、特開2006−284703号公報記載のものが好ましく用いることができる。例えば、市販品として、「タフロンMD1500」(出光興産社製)を用いることができる。
【0054】
本発明に使用可能なスチレン系樹脂とは、主成分としてスチレン及びそれらの誘導体を重合して得られる樹脂及び、その他の樹脂の共重合体を指し、本発明の効果を損なわない限り特に限定されず、公知のスチレン系熱可塑性樹脂等を用いることができ、特に複屈折、フィルム強度、耐熱性を改良できる、共重合体樹脂が好ましい。
共重合体樹脂としては、例えば、スチレン−アクリロニトリル系樹脂、スチレン-アクリル系樹脂、スチレン−無水マレイン酸系樹脂、あるいはこれらの多元(二元、三元等)共重合ポリマーなどが挙げられる。これらの中でも、スチレン−アクリル系樹脂やスチレン−無水マレイン酸系樹脂が耐熱性・フィルム強度の観点から好ましい。
前記スチレン−無水マレイン酸系樹脂は、スチレンと無水マレイン酸との質量組成比が、スチレン:無水マレイン酸=95:5〜50:50であることが好ましく、スチレン:無水マレイン酸=90:10〜70:30であることがより好ましい。また、固有複屈折を調整するため、スチレン系樹脂の水素添加を行うことも好ましく利用できる。
前記スチレン−無水マレイン酸系樹脂としては、例えば、ノバケミカル社製の「Daylark D332」などが挙げられる。
また、スチレン-アクリル系樹脂としては、後述する、旭化成ケミカル社製の「デルペット980N」などを用いることができる。
【0055】
本発明に使用可能なアクリル系樹脂とは、主成分として、アクリル酸、メタクリル酸およびそれらの誘導体を重合して得られる樹脂、およびさらにその誘導体のことをいい、本発明の効果を損なわない限り特に限定されず、公知のメタクリル酸系熱可塑性樹脂等を用いることできる。
アクリル酸、メタクリル酸およびそれらの誘導体を重合して得られる樹脂としては、例えば、下記一般式(1)で表される構造のものを挙げることができる。
【0056】
【化1】
前記一般式(1)中、R1およびR2は、それぞれ独立に、水素原子または炭素数1〜20の有機残基を示す。有機残基とは、具体的には、炭素数1〜20の直鎖状、分枝鎖状、もしくは環状のアルキル基を示す。
【0057】
前記アクリル酸、メタクリル酸およびそれらの誘導体を重合して得られる樹脂の具体例としては、(メタ)アクリル酸メチル、(メタ)アクリル酸エチル、(メタ)アクリル酸n−プロピル、(メタ)アクリル酸n−ブチル、(メタ)アクリル酸tert-ブチル、(メタ)アクリル酸n−ヘキシル、(メタ)アクリル酸2−クロロエチル、(メタ)アクリル酸2−ヒドロキシエチル、(メタ)アクリル酸3−ヒドロキシプロピル、(メタ)アクリル酸2、3、4、5、6−ペンタヒドロキシエキシルおよび(メタ)アクリル酸2、3、4、5−テトラヒドロキシペンチルが好ましく、熱安定性に優れる点で(メタ)アクリル酸メチル(以下MMAともいう)がより好ましい。これらのうち一種のみを用いてもよく、2種以上を併用してもよい。また、これらのうち一種の単重合体であっても、2種以上の共重合体であっても、その他の樹脂の共重合体であってもよいが、ガラス転移温度を高める観点からその他の樹脂との共重合体であることが特に好ましい。
前記アクリル系共重合体樹脂の中でも、樹脂を構成する全モノマー中、MMA単位(モノマー)を30モル%以上含むものが好ましく、MMA以外に、ラクトン環単位、無水マレイン酸単位、グルタル酸無水物単位の少なくとも1種の単位を含むことがより好ましく、例えば下記のものを使用できる。
【0058】
(1)ラクトン環単位を含むアクリル樹脂
特開2007−297615号、特開2007−63541号、特開2007−70607号、特開2007−100044号、特開2007−254726号、特開2007−254727号、特開2007−261265号、特開2007−293272号、特開2007−297619号、特開2007−316366号、特開2008−9378号、特開2008−76764号の各公報に記載のものを使用できる。この中でより好ましいのが特開2008−9378に記載の樹脂である。
(2)無水マレイン酸単位を含むアクリル樹脂
特開2007−113109号、特開2003−292714号、特開平6−279546号、特開2007−51233号(ここに記載の酸変性ビニル)、特開2001−270905号、特開2002−167694号、特開2000−302988号、特開2007−113110号、特開2007−11565号各公報に記載のものを使用できる。この中でより好ましいのが、特開2007−113109に記載のものである。また市販のマレイン酸変性MAS樹脂(例えば旭化成ケミカルズ(株)製デルペット980N)も好ましく使用できる。
(3)グルタル酸無水物単位を含むアクリル樹脂
特開2006−241263号、特開2004−70290号、特開2004−70296号、特開2004−126546号、特開2004−163924号、特開2004−291302号、特開2004−292812号、特開2005−314534号、特開2005−326613号、特開2005−331728号、特開2006−131898号、特開2006−134872号、特開2006−206881号、特開2006−241197号、特開2006−283013号、特開2007−118266号、特開2007−176982号、特開2007−178504号、特開2007−197703号、特開2008−74918号、国際公開WO2005/105918等各公報に記載のものを使用できる。この中でより好ましいのが特開2008−74918号公報に記載のものである。
これらの樹脂のガラス転移温度(Tg)は106℃〜170℃が好ましく、より好ましくは110℃〜160℃、さらに好ましくは115℃〜150℃である。
【0059】
これらの中でも、前記熱可塑性樹脂としては、環状オレフィン系樹脂であることが好ましく、高透明性、複屈折発現性および耐熱性の観点からノルボルネン系樹脂であることがより好ましく、付加重合系のノルボルネン系樹脂であることが特に好ましい。
また、前記熱可塑性樹脂が共重合体である場合は、ランダム共重合体であっても、ブロック共重合体であってもかまわない。
【0060】
(添加剤)
本発明のフィルムは、上記熱可塑性樹脂以外の材料を含有していてもよいが、上記熱可塑性樹脂の1種または2種以上を主成分(組成物中の全材料中、最も含有割合の高い材料を意味し、当該樹脂を2種以上含有する態様では、それらの合計の含有割合が、他の材料それぞれの含有割合より高いことを意味する)として含有しているのが好ましい。上記熱可塑性樹脂以外の材料としては、種々の添加剤が挙げられ、その例には、安定化剤、紫外線吸収剤、光安定化剤、可塑剤、微粒子、および光学調整剤が含まれる。
【0061】
安定化剤:
本発明のフィルムは、安定化剤の少なくとも一種を含有していてもよい。安定化剤は、前記熱可塑性樹脂を加熱溶融する前にまたは加熱溶融時に添加することが好ましい。安定化剤は、フィルム構成材料の酸化防止、分解して発生した酸の捕捉、光または熱によるラジカル種基因の分解反応を抑制または禁止する等の作用がある。安定化剤は、解明されていない分解反応などを含む種々の分解反応によって、着色や分子量低下等の変質および揮発成分の生成等が引き起こされるのを抑制するのに有用である。樹脂を製膜するための溶融温度においても安定化剤自身が分解せずに機能することが求められる。安定化剤の代表的な例には、フェノール系安定化剤、亜リン酸系安定化剤(フォスファイト系)、チオエーテル系安定化剤、アミン系安定化剤、エポキシ系安定化剤、ラクトン系安定化剤、アミン系安定化剤、金属不活性化剤(スズ系安定化剤)などが含まれる。これらは、特開平3−199201号公報、特開平5−1907073号公報、特開平5−194789号公報、特開平5−271471号公報、特開平6−107854号公報などに記載があり、本発明ではフェノール系や亜リン酸系安定化剤の少なくとも一方以上を用いることが好ましい。フェノール系安定化剤の中でも、特に分子量500以上のフェノール系安定化剤を添加することが好ましい。好ましいフェノール系安定化剤としては、ヒンダードフェノール系安定化剤が挙げられる。
【0062】
これらの素材は、市販品として容易に入手可能であり、下記のメーカーから販売されている。チバ・スペシャルティ・ケミカルズ社から、Irganox 1076、Irganox 1010、Irganox 3113、Irganox 245、Irganox 1135、Irganox 1330、Irganox 259、Irganox 565、Irganox 1035、Irganox 1098、Irganox 1425WL、として入手することができる。また、旭電化工業株式会社から、アデカスタブ AO−50、アデカスタブ AO−60、アデカスタブ AO−20、アデカスタブ AO−70、アデカスタブ AO−80として入手できる。さらに、住友化学株式会社から、スミライザーBP−76、スミライザーBP−101、スミライザーGA−80、として入手できる。また、シプロ化成株式会社からシーノックス326M、シーノックス336B、としても入手することが可能である。
【0063】
また、上記の亜リン酸系安定化剤としては、特開2004−182979号公報の[0023]〜[0039]に記載の化合物をより好ましく用いることができる。亜リン酸エステル系安定化剤の具体例としては、特開昭51−70316号公報、特開平10−306175号公報、特開昭57−78431号公報、特開昭54−157159号公報、特開昭55−13765号公報に記載の化合物を挙げることができる。さらに、その他の安定化剤としては、発明協会公開技報(公技番号2001−1745、2001年3月15日発行、発明協会)17頁〜22頁に詳細に記載されている素材を好ましく用いることができる。
【0064】
上記亜リン酸エステル系安定化剤は、高温での安定性を保つために高分子量であることが有用であり、分子量500以上であり、より好ましくは分子量550以上であり、特には分子量600以上が好ましい。さらに、少なくとも一置換基は芳香族性エステル基であることが好ましい。また、亜リン酸エステル系安定化剤は、トリエステルであることが好ましく、リン酸、モノエステルやジエステルの不純物の混入がないことが望ましい。これらの不純物が存在する場合は、その含有量が5質量%以下であることが好ましく、より好ましくは3質量%以下であり、特には2質量%以下である。これらは、特開2004−182979号公報の[0023]〜[0039]に記載の化合物などを挙げることが、さらに特開昭51−70316号公報、特開平10−306175号公報、特開昭57−78431号公報、特開昭54−157159号公報、特開昭55−13765号公報に記載の化合物も挙げることができる。亜リン酸エステル系安定化剤の好ましい具体例として下記の化合物を挙げることができるが、本発明で用いることができる亜リン酸エステル系安定化剤はこれらに限定されるものではない。
【0065】
これらは、旭電化工業株式会社からアデカスタブ1178、同2112、同PEP−8、同PEP−24G、PEP−36G、同HP−10として、またクラリアント社からSandostab P−EPQとして市販されており、入手可能である。さらに、フェノールと亜リン酸エステルを同一分子内に有する安定化剤も好ましく用いられる。これらの化合物については、さらに特開平10−273494号公報に詳細に記載されており、その化合物例は、前記安定化剤の例に含まれるが、これらに限定されるものではない。代表的な市販品として、住友化学株式会社から、スミライザーGPがある。これらは、住友化学株式会社から、スミライザーTPL、同TPM、同TPS、同TDPとして市販されている。旭電化工業株式会社から、アデカスタブAO-412Sとしても入手可能である。
【0066】
前記安定化剤は、それぞれ単独でまたは2種以上を組み合わせて用いることができ、その配合量は本発明の目的を損なわない範囲で適宜選択される。好ましくは、熱可塑性樹脂の質量に対して、安定化剤の添加量は0.001〜5質量%が好ましく、より好ましくは0.005〜3質量%であり、さらに好ましくは0.01〜0.8質量%である。
【0067】
紫外線吸収剤:
本発明のフィルムは、1種または2種以上の紫外線吸収剤を含有していてもよい。紫外線吸収剤は、劣化防止の観点から、波長380nm以下の紫外線の吸収能に優れ、かつ、透明性の観点から、波長400nm以上の可視光の吸収が少ないものが好ましい。例えば、オキシベンゾフェノン系化合物、ベンゾトリアゾール系化合物、サリチル酸エステル系化合物、ベンゾフェノン系化合物、シアノアクリレート系化合物、ニッケル錯塩系化合物などが挙げられる。特に好ましい紫外線吸収剤は、ベンゾトリアゾール系化合物やベンゾフェノン系化合物である。中でも、ベンゾトリアゾール系化合物は、セルロース混合エステルに対する不要な着色が少ないことから好ましい。これらは、特開昭60−235852号、特開平3−199201号、同5−1907073号、同5−194789号、同5−271471号、同6−107854号、同6−118233号、同6−148430号、同7−11056号、同7−11055号、同7−11056号、同8−29619号、同8−239509号、特開2000−204173号の各公報に記載がある。
紫外線吸収剤の添加量は、熱可塑性樹脂の0.01〜2質量%であることが好ましく、0.01〜1.5質量%であることがさらに好ましい。
【0068】
光安定化剤:
本発明のフィルムは、1種または2種以上の光安定化剤を含有していてもよい。光安定化剤としては、ヒンダードアミン光安定化剤(HALS)化合物が挙げられ、より具体的には、米国特許第4、619、956号明細書の第5〜11欄および米国特許第4、839、405号明細書の第3〜5欄に記載されているように、2、2、6、6−テトラアルキルピペリジン化合物、またはそれらの酸付加塩もしくはそれらと金属化合物との錯体が含まれる。これらは、旭電化からアデカスタブLA−57、同LA−52、同LA−67、同LA−62、同LA−77として、またチバ・スペシャリティーケミカルズ社からTINUVIN 765、同144として市販されている。
【0069】
これらのヒンダードアミン系光安定化剤は、それぞれ単独で、或いは2種以上を組み合わせて用いることができる。また、これらヒンダードアミン系光安定化剤は、勿論、可塑剤、安定化剤、紫外線吸収剤等の添加剤と併用してもよいし、これら添加剤の分子構造の一部に導入されていてもよい。その配合量は、本発明の効果を損なわない範囲で決定され、一般的には、熱可塑性樹脂100質量部に対して、0.01〜20質量部程度であり、好ましくは0.02〜15質量部程度、特に好ましくは0.05〜10質量部程度である。光安定化剤は、熱可塑性樹脂組成物の溶融物を調製するいずれの段階で添加してもよく、例えば、溶融物調製工程の最後に添加してもよい。
【0070】
可塑剤:
本発明のフィルムは、可塑剤を含有していてもよい。可塑剤の添加は、機械的性質向上、柔軟性を付与、耐吸水性付与、水分透過率低減等のフィルム改質の観点において好ましい。また、本発明のフィルムを溶融製膜法で製造する場合は、用いる熱可塑性樹脂のガラス転移温度よりも、可塑剤の添加によりフィルム構成材料の溶融温度を低下させることを目的として、または無添加の熱可塑性樹脂よりも同じ加熱温度において粘度を低下させることを目的として、添加されるであろう。本発明のフィルムには、例えばリン酸エステル誘導体、カルボン酸エステル誘導体から選択される可塑剤が好ましく用いられる。また、特開2003−12859号に記載の重量平均分子量が500〜10000であるエチレン性不飽和モノマーを重合して得られるポリマー、アクリル系ポリマー、芳香環を側鎖に有するアクリル系ポリマーまたはシクロヘキシル基を側鎖に有するアクリル系ポリマーなども好ましく用いられる。
【0071】
微粒子:
本発明のフィルムは、微粒子を含有していてもよい。微粒子としては、無機化合物の微粒子や有機化合物の微粒子が挙げられ、いずれでもよい。本発明における熱可塑性樹脂に含まれる微粒子の平均一次粒子サイズは、ヘイズを低く抑えるという観点から5nm〜3μmであることが好ましく、5nm〜2.5μmであることがより好ましく、10nm〜2.0μmであることがさらに好ましい。ここで、微粒子の平均一次粒子サイズは、熱可塑性樹脂を透過型電子顕微鏡(倍率50万〜100万倍)で観察し、粒子100個の一次粒子サイズの平均値を求めることにより決定する。微粒子の添加量は、熱可塑性樹脂に対して0.005〜1.0質量%であることが好ましく、より好ましくは0.01〜0.8質量%であり、さらに好ましくは0.02〜0.4質量%である。
【0072】
光学調整剤:
本発明のフィルムは、光学調整剤を含有していてもよい。光学調整剤としてはレターデーション調整剤を挙げることができ、例えば、特開2001−166144号、特開2003−344655号、特開2003−248117号、特開2003−66230号各公報記載のものを使用することができる。光学調整剤を添加することによって、面内のレターデーション(Re)、厚み方向のレターデーション(Rth)を制御することができる。好ましい添加量は0〜10質量%であり、より好ましくは0〜8質量%、さらに好ましくは0〜6質量%である。
【0073】
一方、本発明のフィルムは、熱可塑性樹脂から構成され、かつ、単層で光学補償能を発現するため、塗布型フィルムに用いられる重合性液晶化合物を実質的に含まないことが好ましい。本発明において、重合性液晶化合物とは、特開2001−328973号公報、特開2006−227630号公報、特開2006−323069号公報、特開2007−248780号公報に記載されているような、支持体に塗布し、配向させたのち、重合させることにより、配向状態を固化することができる液晶化合物を指す。このような重合性液晶化合物は、10質量%未満であることが好ましく、より特に好ましくは5質量%未満である。
このような重合性液晶化合物としては、例えば、特開2001−328973号公報の[0008]〜[0034]、特開2006−227630号公報の[0017]、特開2007−248780号公報の[0014]〜[0097]に記載のものを挙げることができる。
【0074】
[光学フィルムの製造方法]
このような本発明の光学フィルムは、以下の(1)または(2)の本発明の光学フィルムの製造方法によって調製される。これらは単独で行ってもよく、組み合せておこなってもよい。以下、本発明の光学フィルムの製造方法(以下、本発明の製造方法とも言う)について詳細に説明する。
【0075】
(1)積層剥離法
本発明の製造方法は、挟圧装置を構成する第一挟圧面と第二挟圧面の間に熱可塑性樹脂を含有する組成物の溶融物(以下、メルトとも言う)を通過させて連続的に挟圧してフィルム状に成形する工程を含むフィルムの製造方法であって、前記熱可塑性樹脂を含有する組成物の溶融物が2種以上の熱可塑性樹脂溶融層を積層した溶融物であり、前記挟圧装置によって該溶融物に20〜500MPaの圧力をかけて2種以上の熱可塑性樹脂積層体を製膜した後、前記2種以上の熱可塑性樹脂積層体の各層間を剥離する工程を含むことを特徴とする。以下、この態様を積層剥離法とも言う。
前記積層剥離法では、0°を超えて90°未満の配向角(消光位)を示す本発明のフィルムを製造するために、熱可塑性樹脂を2層以上積層して共押出しした溶融物を挟圧し、各層を剥離することを特徴とする。すなわち、熱可塑性樹脂積層体中で放射構造を形成するため、各層を剥離することで各層の消光位を0°を超えて90°未満、あるいは−90°を超えて0°未満とすることができる。前記積層剥離法では、前記2種以上の熱可塑性樹脂溶融層を積層した溶融物は特に限定されないが、2種以上の熱可塑性樹脂を2層以上共押出しした溶融物であることが上記0°を超え90°未満あるいは−90°を超え0°未満の消光位を達成する上で好ましい。即ち異種の樹脂を積層することで製膜後に容易に剥離でき、上記構造を形成できる観点や、生産性(同時に2枚作成できる)の観点から好ましい。なお、その他の前記2種以上の熱可塑性樹脂溶融層を積層した溶融物の調製方法としては、例えば、マルチマニホールドダイやフィードブロックダイによって調製する方法が挙げられるが、本発明はこのような具体例によって限定されるものではない。
また、前記積層剥離法では、挟圧の圧力、挟圧する支持体(ロールやベルト等)の温度(差)、速度(差)、その中でも特に20〜500MPaの挟圧面間を樹脂の溶融体を通すことにより、複屈折を厚み方向で変化させることができる。
【0076】
(熱可塑性樹脂積層体とその製造方法)
まず、積層剥離法では、本発明の光学フィルムを少なくとも一層含むことを特徴とする熱可塑性樹脂積層体を製造する。すなわち、挟圧装置を構成する第一挟圧面と第二挟圧面の間に熱可塑性樹脂を含有する組成物の溶融物を通過させて連続的に挟圧してフィルム状に成形する工程を含む熱可塑性樹脂積層体の製造方法であって、前記熱可塑性樹脂を含有する組成物の溶融物が2種以上の熱可塑性樹脂溶融層を積層した溶融物であり、前記挟圧装置によって該溶融物に20〜500MPaの圧力をかけることを特徴とする。
20〜500MPaの圧力をかけられた前記第一および第二挟圧面の間では、押圧により前記2種以上の熱可塑性樹脂溶融層を積層した溶融物(メルト)の流路(挟圧面間)が狭まり、流速が上昇する。この際、挟圧面近傍のメルトは壁面との摩擦で流速が遅れ、流速分布が発生する。さらに挟圧面によって挟圧されていた領域の出口にメルトが達すると、メルトの流路が広がり、放射状にメルトが流れる。このような流速変化に基づいてメルトが配向するため、得られる熱可塑性樹脂積層体の内部は上下方向に放射状に配向しており、すなわち一端から他端まで厚み方向へ向けて順に観測した場合に観測される消光位が−90°を超えて90°未満に変化している配向構造を有する熱可塑性樹脂積層体を得ることができる。
このような配向構造は基本的には積層体の厚み方向中央を基準として上下対象に発現するため、この本発明の熱可塑性樹脂積層体は、一端から他端まで厚み方向へ向けて順に観測した場合に観測される消光位が0°を超えて90°未満に変化している本発明の光学フィルムを少なくとも一層含む。なお、本発明の熱可塑性樹脂積層体には、本発明の光学フィルム以外の層として、適宜接着剤層を設けてもよく、該接着剤層は、光学積層体を構成する層の双方に対して親和性があるものから形成することができる。例えば、エチレン−(メタ)アクリル酸メチル共重合体、エチレン−(メタ)アクリル酸エチル共重合体などのエチレン−(メタ)アクリル酸エステル共重合体;エチレン−酢酸ビニル共重合体、エチレン−スチレン共重合体などのエチレン系共重合体や他のオレフィン系重合体、スチレン−ブタジエン共重合体、スチレン−イソプレン共重合体およびそれらの水素化物が挙げられる。また、これらの(共)重合体を酸化、ケン化、塩素化、クロルスルホン化などにより変性した変性物を用いることもできる。また、特開2003−136635号、特開2004−58369号、特開2007−245729号各公報に記載の接着剤を用いることも好ましい。
【0077】
本発明の熱可塑性樹脂積層体の層数は2層以上である以外に特に制限はない。
本発明の熱可塑性樹脂積層体の製造方法は、前記2種以上の熱可塑性樹脂溶融層を積層した溶融物が、2種以上の熱可塑性樹脂を2層以上共押出しした溶融物であることが好ましい。共押し出しによって製造する場合は、任意の層数で共押し出しして、任意の総数とすることができる。
製造コストの観点から、熱可塑性樹脂積層体の層数は2または3層であることが好ましく、2層であることがより好ましい。
【0078】
本発明の熱可塑性樹脂積層体を構成する各層の熱可塑性樹脂のガラス転移温度(Tg)は、少なくとも一層について25℃以上であることが好ましく、より好ましくは100℃以上、さらに好ましくは120℃〜250℃である。このようなガラス転移温度の範囲の熱可塑性樹脂を用いることにより、積層した各熱可塑性樹脂層の粘性が低下し、後述する剥離工程において各層間を剥離し易くなるためである。
【0079】
(剥離工程)
次に、前記積層剥離法は、前記2種以上の熱可塑性樹脂積層体の各層間を剥離する工程を含むことを特徴とする。すなわち、本発明の熱可塑性樹脂積層体から、本発明の光学フィルムを剥離して得る工程を含む。
このような熱可塑性樹脂積層体の各層は、少なくとも隣り合う層の根悦可塑性樹脂が異種の熱可塑性樹脂であれば容易に剥離することができ、本発明のように0°を超えて〜90°未満の消光位を持ったフィルムを調製できる。なお、剥離工程後に、消光位の範囲が−90°を超えて0°未満のフィルムの表裏を反転する工程を行うことにより、該フィルムから消光位の範囲が0°を超えて90°未満のフィルムを得ることが当然できる。
【0080】
本発明の熱可塑性樹脂積層体が2層の積層体の場合、前記熱可塑性樹脂積層体の厚み方向中央を基準として上下対象に配向構造が発現するため、各層の厚みの比は均等に近いことが、両方の層の消光位が本発明の範囲となる観点から好ましい。具体的には、1層の厚みを全層の厚みの30%〜70%にすることが好ましく、より好ましくは40%〜60%、さらに好ましくは45%〜55%である。
但し、前記第一挟圧面と前記第一挟圧面の移動速度が異なる場合は、消光位は上下で非対称となる(移動速度が高速の挟圧面側に、本明細書で言うところの消光位が0°となる点(以下、消光位の中心とも言う)がシフトする)ため、これにあわせて積層する厚みを変えることが好ましい。すなわち、各層の境界が消光位の中心になるように前記2層以上の熱可塑性樹脂の共押し出し時の厚みを適宜調整することが好ましい。また前記第一挟圧面と前記第一挟圧面の温度が異なる場合、前記消光位の中心は高温の挟圧面側にシフトするため、同様に各層の境界が消光位の中心になるように前記2層以上の熱可塑性樹脂の共押し出し時の厚みを適宜調整することが好ましい。
【0081】
一方、本発明の熱可塑性樹脂積層体が3層の積層体の場合は、前記2種以上の熱可塑性樹脂積層体の内、少なくとも1層の熱可塑性樹脂層は本発明の光学フィルムの要件を満たす。特に、各層の厚みが均一であり、後述する方法によって消光位の中心をずらさなければ、中央の層はその消光位が0°を挟んで正および負となるため本発明の光学フィルムの範囲から外れることになるが、上下の最外層はいずれも本発明の消光位の範囲を満たすこととなる。また、3層の積層体のうち、1層のみを剥離して、残りの2層を本発明の消光位の範囲を満たすように各層の厚みや消光位の中心を調整してもよく、本発明のフィルムは積層体構造のままであっても、本明細書に記載する本発明の効果を奏する。また、本発明の熱可塑性樹脂積層体が4層以上の場合であっても、前記2種以上の熱可塑性樹脂積層体の内、少なくとも1層の熱可塑性樹脂層は本発明の光学フィルムの要件を満たす。本発明の製造方法の1つの態様として、上下の最外層がいずれも本発明の消光位の範囲を満たす態様を挙げることができる。また、その他の態様の例として、4層の積層体のうち、表面から2層をまとめて剥離して、2層ずつの積層体とし、ともに本発明の消光位の範囲を満たすように各層の厚みや消光位の中心を調整してもよく、その場合は本発明のフィルムは積層体構造のままであって本発明の効果を奏する。さらに、このような本発明の消光位の範囲を満たし、本発明の効果を奏する本発明の熱可塑性樹脂積層体をさらに1層ずつに剥離することもでき、消光位の範囲を制御した本発明の光学フィルムとすることもできる。本発明の製造方法は、前記2層以上の熱可塑性樹脂積層体のうち、少なくとも1層の熱可塑性樹脂層を剥離する工程を含むことが好ましい。但し、前記第一挟圧面と前記第一挟圧面間の移動速度差や温度差に応じて消光位の中心がずれるため、目標とする消光位の範囲にもよるが、例えば中央の層の任意の位置が消光位の中心になるようにしたり、特定の2層の熱可塑性樹脂層の間がちょうど消光位の中心となるようにしたりするなど、積層厚みを調整することが好ましい。
【0082】
積層剥離法の場合、本発明のフィルムの消光位を変化させるために、消光位の中心(消光位が0°となるところ)に積層界面を調整すると消光位の変化および複屈折の変化を大きくすることができる。すなわち、フィルム中の消光位変化の大きな部分を利用することができる。
【0083】
また、本発明の光学フィルムの製造方法として積層剥離法を用いる場合、フィルムの両表面近傍にも複屈折が発現することになるため、フィルムの両表面から厚み方向に向けて5μmの領域において複屈折を有する本発明の光学フィルムを製造することができる。
【0084】
(2)片面傾斜配向解消法
本発明の製造方法の別の態様は、挟圧装置を構成する第一挟圧面と第二挟圧面の間に熱可塑性樹脂を含有する組成物の溶融物を通過させて連続的に挟圧してフィルム状に成形する工程を含むフィルムの製造方法であって、前記挟圧装置によって該溶融物に20〜500MPaの圧力をかけて傾斜構造を有するフィルムを製膜した後、前記フィルムの片面の傾斜構造を解消する工程を含むことを特徴とする。以下、この製造方法を片面傾斜配向解消法とも言う。
前述のように、単層で本発明の製造方法で規定する、従来よりも高い圧力をかけて挟圧製膜すると、得られる単層フィルムは厚み方向上下に放射状に広がった配向(傾斜)構造を内部に形成する。この内部の配向構造の内、フィルムの消光位が0°となる消光位の中心を基準として、厚み方向上側あるいは下側の配向を解消させると、本発明のフィルムで規定するところの0°を超えて90°未満の傾斜配向(消光角)構造を単層フィルム内部に形成できる。
また、前記片面傾斜配向解消法では、20〜500MPaの挟圧面間を樹脂の溶融体を通すことにより、複屈折を厚み方向で変化させることができる。ここで、本明細書中、「複屈折の変化」は、フィルム厚み方向複屈折構造を、対象構造から非対象構造に変えてある態様を含む。
このようにフィルム片面の傾斜配向を解消する方法としては、本発明の趣旨に反しない限りにおいて特に制限はないが、例えば下記の2通りの方法がある。
【0085】
(2−1)溶剤塗布法
前記片面傾斜配向解消法では、前記フィルムの片面の傾斜構造を解消する工程が、少なくとも前記フィルムの片面に溶剤を塗布する工程であることが好ましい。このような溶剤塗布によりフィルム内部に生じた分子配向を除去し、フィルム片面側の傾斜構造を解消させて本発明の消光位の範囲を満たすフィルムを得ることができる。
【0086】
具体的には、熱可塑性樹脂が溶解または膨潤する溶剤を、固化して製膜された傾斜構造を有するフィルムに対して0.1g/m2〜200g/m2、より好ましくは1g/m2〜100g/m2、さらに好ましくは5g/m2〜60g/m2塗布する。前記溶剤としては、例えば下記のものが挙げられるが、本発明は以下の具体例によって限定されるものではない。なお、溶剤は単独で使用してもよく、混合して使用してもよい。
好ましく用いられる溶剤としては、例えば熱可塑性樹脂として環状オレフィン樹脂を用いた場合には、シクロヘキサン、n−ヘキサン、ベンゼン、トルエン、キシレンなどを挙げることができる。また、熱可塑性樹脂としてセルロースアシレート系樹脂、ポリカーボネート樹脂、アクリル樹脂、ポリスチレン樹脂などを用いた場合には、ジクロロメタン、クロロホルム、アセトン、酢酸メチルなどを挙げることができる。
【0087】
このような溶剤を塗布するタイミングとしては、メルトを第一挟圧面と第二挟圧面とで挟圧した後であれば、本発明の趣旨に反しない限りいずれのタイミングで実施してもよく、フィルム状に形成されたメルトが冷やされて完全に固化する前であっても、完全に固化した後であってもよい。さらに、例えば搬送ロールによって搬送されているであっても、一旦搬送ロールから剥ぎ取った後や、フィルムをロールとして巻き取った後であってもよく、また、延伸工程やその他の工程を行う前でも後でもよい。
【0088】
溶剤塗布後、40℃〜250℃、より好ましくは60℃〜200℃、さらに好ましくは80℃〜180℃で乾燥し、残留溶剤を1質量%以下、さらに好ましくは0.5質量%以下にすることが好ましい。
【0089】
溶剤除去法によって片面傾斜配向解消法を行う場合、片面に塗布する溶剤の量を少なくすることで、傾斜構造の解消が消光位の中心までとなるように制御でき、本発明のフィルムの消光位の変化および複屈折の変化を大きくすることができる。
【0090】
(2−2)加熱法
前記フィルムの片面の傾斜構造を解消する工程が、少なくとも前記フィルムの片面を、該フィルムを構成する熱可塑性樹脂のガラス転移温度以上に加熱する工程であることも好ましい。
このように加熱することによりフィルム内部に生じた片面の傾斜構造を乱し、フィルム片面側の傾斜構造を解消させて、本発明の消光位の範囲を満たす傾斜構造のフィルムを得ることができる。
【0091】
具体的には、熱可塑性樹脂から構成される前記傾斜構造を形成したフィルムの少なくとも片面を好ましくは該熱可塑性樹脂のガラス転移温度(Tg)以上、より好ましくはTg+5℃〜Tg+200℃、さらに好ましくはTg+10℃〜Tg+100℃に加熱して熱処理することで片面の傾斜構造を解消できる。また、前記傾斜構造を形成したのもう一方の面はなるべく前記熱可塑性樹脂のTg以上に加熱しないことが、解消したくない側の内部傾斜構造を維持する観点から好ましい。
【0092】
このような熱処理時間は0.1秒〜3分であることが好ましく、さらに好ましくは1秒〜2分、さらに好ましくは3秒〜1分である。
【0093】
このような熱処理は、フィルム片面を熱ロールや熱ベルトに接触させてもよく、フィルム片面に赤外線ヒーターやハロゲンヒーターなどを用いフィルム片面だけ加熱してもよく、フィルム片面に熱風を吹きつけてもよい。この時、熱処理を行う面の反対の面を冷却(例えば冷却ロールや冷却ベルトに接触させる、冷風等の冷却熱倍を吹き付ける等が上げられる)することで、より効率的に実施することができる。冷却温度はTg未満であることが好ましく、Tg−10℃以下であることがより好ましい。
【0094】
このような熱処理を行うタイミングとしては、メルトを第一挟圧面と第二挟圧面とで挟圧した後、少なくともフィルム状に形成されたメルトが、メルトに含まれる熱可塑性樹脂のガラス転移温度以下に一度冷やされた後に実施されることが好ましい。また、本発明の趣旨に反しない限り熱処理を行うタイミングには特に制限はなく、メルトが完全に固化する前であっても、完全に固化した後であってもよい。さらに、例えば搬送ロールによって搬送されているであっても、一旦搬送ロールから剥ぎ取った後や、フィルムをロールとして巻き取った後であってもよく、また、延伸工程やその他の工程を行う前でも後でもよい。
【0095】
加熱法によって片面傾斜配向解消法を行う場合、片面加熱の温度を適度に低く制御することで、傾斜構造の解消を消光角消光位の中心までとなるように制御にすることでき、本発明のフィルムの消光角消光位の変化および複屈折の変化を大きくすることができる。
【0096】
(その他の製膜条件)
上記(1)または(2)の本発明の製造方法の詳細な工程、その他の工程およびそれらの好ましい態様等について、以下において説明する。
【0097】
(挟圧装置)
第一挟圧面と第二挟圧面とを有する前記挟圧装置としては、例えば2つのロールの組合せや、特開2000−219752号公報に記載のロールとタッチベルトの組合せ(片面ベルト方式)や、ベルトとベルトの組合せ(両面ベルト方式)等が挙げられる。この中でも、20〜500MPaの高圧を均一にかけられることから、2つのロールであることが好ましい。ロール圧力は、圧力測定フィルム(富士フイルム社製 中圧用プレスケール等)を2つのロールに通すことで測定することが出来る。
【0098】
<熱可塑性樹脂組成物の溶融物の供給>
本発明の製造方法では、まず、熱可塑性樹脂を含有する組成物を溶融押出しする。挟圧装置を構成する第一挟圧面と第二挟圧面の間を通過させて連続的に挟圧してフィルム状に成形する工程(以下、挟圧工程とも言う)を含むが、前記挟圧工程において、熱可塑性樹脂を含有する組成物の溶融物を供給する手段に特に制限はない。例えば、メルトの具体的な供給手段として、熱可塑性樹脂組成物を溶融してフィルム状に押出す押出機を用いる態様でもよく、押出機およびダイを用いる態様でもよく、熱可塑性樹脂を一度固化してフィルム状とした後に加熱手段により溶融してメルトを形成し、製膜工程に供給する態様でもよい。
本発明のフィルムの製造方法は、前記熱可塑性樹脂を含有する組成物をダイから溶融押出しする工程と、溶融押出しされた溶融物を前記第一挟圧面と前記第二挟圧面の間を通過させる工程と、を含むことが、より得られるフィルムの光学特性のムラを抑える観点から好ましい。
前記熱可塑性樹脂組成物を溶融押出しする場合、溶融押出しをする前に、熱可塑性樹脂組成物をペレット化するのが好ましい。市販品の熱可塑性樹脂(例えば、TOPAS#6013、タフロンMD1500、デルペット980N、DayLark D332等)は、ペレット化されている場合もあるが、ペレット化されていない場合は以下の方法を用いることができる。前記熱可塑性樹脂としては本発明のフィルムに含まれる熱可塑性樹脂として説明したものを用いることができ、好ましい範囲も同様である。
前記熱可塑性樹脂組成物を乾燥した後、2軸混練押出機を用い150℃〜300℃で溶融後、ヌードル状に押出したものを空気中あるいは水中で固化し裁断することにより作製できる。また、押出機による溶融後、水中に口金より直接押出しながらカットするアンダーウオーターカット法等によりペレット化することもできる。ペレット化に利用される押出機としては、単軸スクリュー押出機、非かみ合い型異方向回転二軸スクリュー押出機、かみ合い型異方向回転二軸スクリュー押出機、かみ合い型同方向回転二軸スクリュー押出機などを用いることができる。押出機の回転数は10rpm〜1000rpmが好ましく、より好ましくは20rpm〜700rpmである。押出滞留時間は10秒〜10分、より好ましくは20秒〜5分である。
ペレットの大きさについては特に制限はないが、一般的には10mm3〜1000mm3程度であり、より好ましくは30mm3〜500mm3程度である。
【0099】
熱可塑性樹脂組成物の溶融物の供給前に、ペレット中の水分を減少させることが好ましい。好ましい乾燥温度は40〜200℃、さらに好ましくは60〜150℃である。これにより含水率を1.0質量%以下にすることが好ましく、0.1質量%以下にすることがさらに好ましい。さらに、ペレット中の溶剤量を減少させることが好ましい。好ましい乾燥温度は、水分の好ましい乾燥温度と同様である。これにより、本発明のフィルム中の残留溶媒量を好ましい範囲に制御することができる。乾燥は空気中で行ってもよく、窒素中で行ってもよく、真空中で行ってもよい。
【0100】
押出機を用いて溶融押出しを行う場合、次に、乾燥したペレットを、押出機の供給口を介してシリンダー内に供給し、混練および溶融させる。シリンダー内は、例えば、供給口側から順に、供給部、圧縮部、計量部とで構成されることが好ましい。押出機のスクリュー圧縮比は1.5〜4.5が好ましく、シリンダー内径に対するシリンダー長さの比(L/D)は20〜70が好ましく、シリンダー内径は30mm〜150mmが好ましい。前記熱可塑性樹脂組成物を供給する供給手段(例えばダイ)の押出し温度(以下、吐出温度とも言う)は、熱可塑性樹脂の溶融温度に応じて決定されるが、一般的には、190〜300℃程度が好ましい。さらに残存酸素による溶融樹脂の酸化を防止するため、押出機内を不活性(窒素等)気流中、あるいはベント付き押出機を用い真空排気しながら実施するのも好ましい。
【0101】
熱可塑性樹脂組成物中の異物濾過のためブレーカープレート式の濾過やリーフ型ディスクフィルターを組み込んだ濾過装置を設けることが好ましい。濾過は1段で行ってもよく、多段濾過で行ってもよい。濾過精度は15μm〜3μmが好ましく、さらに好ましくは10μm〜3μmである。濾材としてはステンレス鋼を用いることが望ましい。濾材の構成は、線材を編んだもの、金属繊維もしくは金属粉末を焼結したもの(焼結濾材)が使用でき、中でも焼結濾材が好ましい。
【0102】
吐出量の変動を減少させ厚み精度を向上させるために、押出機と前記熱可塑性樹脂組成物を供給する供給手段(例えばダイ)の間にギアポンプを設けることが好ましい。これにより前記熱可塑性樹脂組成物を供給する供給手段(例えばダイ)内の樹脂圧力変動巾を±1%以内にすることができる。ギアポンプによる定量供給性能を向上させるために、スクリューの回転数を変化させて、ギアポンプ前の圧力を一定に制御する方法も用いることができる。
また、ギアポンプは厚みむら低減のため、5rpm以上で回転させることが好ましい。
【0103】
本発明の製造方法のうち、前記積層剥離法を採用する場合は、共押出法を採用することが好ましい。共押出法の中でも、製造効率や、フィルム中に溶剤などの揮発性成分を残留させないという観点から、共押出Tダイ法、共押出インフレーション法、共押出ラミネーション法等を用いることができるが、共押出成形法の中でも、共押出Tダイ法が厚み精度を高くすることができる観点から好ましい。
線状凸部および線状凹部を有しない表面層は、例えば、Tダイ式の押出成形法においては、ダイのリップ部の表面粗さを小さくする、リップ先端部にクロム、ニッケル、チタンなどのメッキを施す、リップ先端部にセラミックスを溶射する、リップの内面にPVD(Phisical Vapor Deposition)法などによりTiN、TiAlN、TiC、CrN、DLC(ダイアモンド状カーボン)などの被膜を形成する、ダイから押し出された直後の溶融樹脂周りの温度分布、空気流れなどを均一に調整する、熱可塑性樹脂層を形成する樹脂としてメルトフローレート値が同程度のものを選択するなどの手段を行うことによって、得ることができる。
ダイラインの線状凹部や線状凸部の大きさを前記記載の範囲にするための、その他の手段としては、Tダイ式の押出成形法においては、ダイリップに付着しているもの(例えば、ヤケやごみ)を取り除く、ダイリップの離型性をあげる、ダイリップのぬれ性を全面にわたり均一にする、樹脂粉を減らす、樹脂ペレットの溶存酸素量を少なくする、溶融押出し機内にポリマーフィルターを設置するなどの方法が挙げられる。
前記共押出Tダイ法にはフィードブロック方式、マルチマニホールド方式が挙げられるが、中間層1の厚さのばらつきを少なくできる点でマルチマニホールド方式がさらに好ましい。
共押出Tダイ法を採用する場合、熱可塑性樹脂の溶融温度は、この熱可塑性樹脂のガラス転移温度(Tg)よりも50〜180℃高い温度にすることが好ましく、より好ましくはガラス転移温度よりも80〜150℃高い温度にする。押出機での溶融温度が過度に低いと、熱可塑性樹脂の流動性が不足するおそれがあり、逆に溶融温度が過度に高いと、樹脂が劣化する可能性がある。
【0104】
前記の如く構成された押出機によって溶融され、必要に応じ濾過機、ギアポンプを経由して溶融樹脂が前記熱可塑性樹脂組成物を供給する供給手段(例えばダイ)に連続的に送られる。前記ダイはTダイ、フィッシュテールダイ、ハンガーコートダイの何れのタイプでも構わない。また前記熱可塑性樹脂組成物を供給する供給手段(例えばダイ)の直前に樹脂温度の均一性アップのためスタティックミキサーを入れることも好ましい。
【0105】
前記供給手段がダイである場合、ダイ出口部分のクリアランス(以下、リップギャップとも言う)は一般的にフィルム厚みの1.0〜30倍がよく、好ましくは5.0〜20倍である。具体的には、0.04〜3mmであることが好ましく、0.2〜2mmであることがより好ましく、0.4〜1.5mmであることが特に好ましい。
本発明の製造方法において、ダイリップの先端の曲率半径は特に制限はなく、公知のダイを用いることができる。
【0106】
前記ダイは5〜50mm間隔で厚み調整可能であることが好ましい。また下流のフィルム厚み、厚み偏差を計算し、その結果をダイの厚み調整にフィードバックさせる自動厚み調整ダイも有効である。
単層製膜装置以外にも、多層製膜装置を用いて製造も可能である。
このようにして、樹脂が供給口から押出機に入ってから前記熱可塑性樹脂組成物を供給する供給手段(例えばダイ)から出るまでの滞留時間は3分〜40分が好ましく、さらに好ましくは4分〜30分である。
【0107】
<挟圧工程>
次に、挟圧装置を構成する第一挟圧面と第二挟圧面の間に、供給された熱可塑性樹脂組成物の溶融物を通過させて連続的に挟圧してフィルム状に成形し、冷却固化して、フィルムを得る。この際、第一挟圧面と第二挟圧面のうち、いずれか一方の面と溶融物が先に剥離し、その後もう一方の面と溶融物が剥離することが生産性の安定化の観点から好ましい。本発明の製造方法において第一挟圧面の移動速度は前記第二挟圧面の移動速度よりも速いことが好ましいが、先に剥離する側の面は、第一挟圧面であっても第二挟圧面であってもよく、剥離ダンを抑制する観点から、先に剥離する側の面は、第一挟圧面(移動速度が速い挟圧面)であることが好ましい。
【0108】
本発明の製造方法では、供給された熱可塑性樹脂組成物の溶融物を挟圧装置を構成する第一挟圧面と第二挟圧面の間を通過させて連続的に挟圧してフィルム状に成形する従来の方法に加え、挟圧装置間に圧力を20〜500MPaかけることで、本発明の特殊な内部構造を有するフィルムを作製している。好ましい圧力は40〜300MPa、さらに好ましくは60〜200MPaである。この範囲の下限値以上であるとメルトに十分に配向を与えられ、好ましい。一方、この範囲の上限値以下であるとメルトに過大な応力が掛かり過ぎず、この応力による歪みで傾斜構造の湿熱環境下における変化が大きくなり難く、好ましい。
【0109】
本発明の製造方法では、前記挟圧装置の第一挟圧面の移動速度を第二挟圧面の移動速度よりも速くし、下記式(VII)で定義される前記第一挟圧面と前記第二挟圧面の移動速度比を0.90〜0.99に制御することで、供給された熱可塑性樹脂組成物の溶融物が挟圧装置を通過する際にせん断応力を付与し、本発明のフィルムを製造することが好ましい。
移動速度比=第二挟圧面の速度/第一挟圧面の速度 (VII)
前記複屈折の変化は、挟圧面の移動速度差によっても、ある程度制御することができる。即ち一対の挟圧面間に移動速度差があると、断面方向中央部と端部でのメルト流束の速度差が大きくなり、この結果挟圧装置を通過した後のメルト中の分子配向の差が強くなり、複屈折の変化が大きくなる。
挟圧装置の移動速度比は、より好ましくは0.92〜0.98、さらに好ましくは0.93〜0.97である。これにより傾斜構造を発現し易くできる。上記範囲の下限値以上であれば傾斜構造が発現しやすく、上記範囲の上限値以下であればフィルム内に残留応力が溜まり難く、傾斜構造の湿熱環境下における変化が大きくなり難く、好ましい。
【0110】
(吐出温度)
本発明の製造方法では、吐出温度(供給手段の出口での熱可塑性樹脂組成物の溶融物温度)は、熱可塑性樹脂組成物の溶融物の成形性向上と劣化抑制の観点から、Tg+50〜Tg+200℃であることが好ましく、Tg+70〜Tg+180℃であることがより好ましく、Tg+90〜Tg+150℃であることが特に好ましい。すなわち、Tg+50℃以上であれば、熱可塑性樹脂組成物の溶融物の粘度が十分低くなるため成形性が良好となり、Tg+200℃以下であれば、熱可塑性樹脂組成物の溶融物が劣化しにくい。
【0111】
(エアーギャップ)
本発明の製造方法では、例えばダイなどの供給手段から熱可塑性樹脂組成物を挟圧装置に供給する場合、エアーギャップ(供給手段の出口から挟圧装置の溶融物着地点までの距離)は、エアーギャップ間におけるメルトの保温の観点から、可能な限り近接することが好ましく、具体的には10〜300mmであることが好ましく、より好ましくは、20〜250mm、特に好ましくは、30〜200mmである。
【0112】
(ライン速度)
本発明の製造方法では、エアーギャップでのメルトの保温の観点から、ライン速度(製膜速度)が2m/分以上であることが好ましく、5m/分以上であることがより好ましく、10m/分以上であることが特に好ましい。ライン速度が速くなると、エアーギャップ中でのメルトの冷却を抑制でき、メルトの温度が高い状態で、挟圧装置によって、より均一なせん断変形を付与できる。なお、前記ライン速度とは、挟圧装置間を熱可塑性樹脂組成物の溶融物が通過する速度、および搬送装置におけるフィルム搬送速度を表す。
【0113】
(挟圧面の温度)
本発明の製造方法では、前記第一挟圧面および前記第二挟圧面の温度は、狭圧される溶融樹脂のガラス転移温度Tgを用いてTg−70℃〜Tg+10℃に設定することが好ましく、より好ましくはTg−50℃〜Tg+5℃、さらに好ましくはTg−40℃〜Tg℃に設定する。また、狭圧される溶融樹脂に比べて、20℃〜200℃低く設定することが好ましく、20℃〜150℃に設定することがより好ましく、20℃〜100℃に設定することが特に好ましい。このような温度制御は、前記挟圧面内部に温調した液体、気体を通すことで達成することができる。さらに、前記γを制御するために、前記第一挟圧面および前記第二挟圧面の表面温度に差をつけてもよい。好ましい温度差は5℃〜80℃であり、より好ましくは20℃〜80℃、さらに好ましくは20℃〜60℃である。
【0114】
本発明の製造方法では、フィルム状の溶融物の幅は特に制限はなく、例えば200〜2000mmとすることができる。
【0115】
(挟圧面の構造)
また、前記挟圧面としては、剛性の挟圧面を用いることが好ましく、金属製かつ剛性の挟圧面を用いることが好ましい。なお、本明細書において挟圧面が「剛性」であるとは、挟圧面の材質のみによって判断されるものではなく、挟圧面表面部分に用いられる剛性素材の厚みと挟圧面を支持する構造の厚みとの比率を勘案して決定されるものであり、たとえば挟圧面が球形の支持ロールによって駆動されている場合、剛性素材外筒厚み/支持ロール直径の比が例えば1/80程度以上であることを表す。また、挟圧面がその他の機構によって支持および駆動されている場合も、挟圧面が球形の支持ロールによって駆動されている場合と同程度である。さらに、本明細書において、挟圧装置の挟圧面(またはロール)が「金属製かつ剛性」であるとは、少なくとも全ての表面が金属であり、かつ、挟圧装置の挟圧面(またはロール)が「剛性」であることを表す。
また、前記挟圧面が芯部(例えばロール)と外筒(ロール1つに巻きつけてあるスリーブや、2つ以上のロールに巻きつけてあるベルト等)を有し、前記外筒の平均肉厚が、ともに0.3mm以上であることが、線圧の不均一化防止の観点から好ましい。
前記外筒の平均肉厚は、ともに2〜45mmであることがレターデーションを大きく発現し、かつγの値を大きくする観点からより好ましく、ともに5〜35mmであることが特に好ましい。
また、前記外筒は金属製であることが好ましい。
【0116】
(2つのロールを用いたキャスト)
前記挟圧装置を構成する第一挟圧面と第二挟圧面の間に熱可塑性樹脂の溶融物を通過させて連続的に挟圧してフィルム状に成形する方法の中でも、2つのロール(例えば、タッチロール(第1ロール)およびチルロール(第2ロール))間を通過させることが好ましい。前記挟圧装置を構成する2つのロールが互いに周速度が異なる場合、周速度の速いロールの表面を第一挟圧面とし、周速度が遅いロールの表面を第二挟圧面とする。なお、本明細書では、前記溶融物を搬送するキャスティングロールを複数有している場合、最上流の前記熱可塑性樹脂組成物供給手段(例えば、ダイ)に最も近いキャスティングロールのことをチルロール(または冷却ロール)ともいう。以下、2つのロールを用いた本発明の製造方法の好ましい態様を説明する。
【0117】
本発明のフィルムの製造方法では、前記供給手段から押し出された溶融物の着地点に特に制限はなく、該供給手段から押出されたメルトの着地点と、該タッチロールと該キャストロールとが最も接近する部分における隙間の中点を通る鉛直線との距離がゼロであっても、ずれていてもよい。
前記メルトの着地点とは、供給手段から押し出されたメルトが初めてタッチロールあるいはチルロールに接触(着地)する地点を指す。また前記タッチロールとキャストロールの隙間の中点とは、タッチロールとキャストロールの隙間が最も狭くなった所のタッチロール表面とキャストロール表面の中点を指す。
【0118】
前記2つのロール(例えば、タッチロールやキャスティングロール)の表面は、算術平均高さRaが100nm以下であることが好ましく、より好ましくは50nm以下、さらに好ましくは25nm以下である。
【0119】
本発明の製造方法では、前記2つのロールのそれぞれの横幅は特に制限はなく、フィルム状の溶融物の幅に対応して、自由に変更して採用することができる。
【0120】
本発明の製造方法では、前記範囲の挟圧時の挟圧面間の圧力を加圧するために、シリンダー設定値を適宜変更することとなる。前記シリンダー設定値は、用いる樹脂材料や2つのロールの材質によっても異なるが、例えば、フィルム状の溶融物の実効幅が200mmの場合、3〜100KNであることが好ましく、3〜50KNであることがより好ましく、3〜25KNであることが特に好ましい。
【0121】
本発明の製造方法では、前記範囲の挟圧時の挟圧面間の圧力を加圧するために、ロールのショア硬さは30HS以上が好ましく、より好ましくは45HS以上のロールを使用する。また、本発明では、ロール圧力を高い状態で、連続製膜するため、ロール間に、フィルム中の異物や、空気中のホコリ等が挟まれると、ロールが凹んだり、傷ついたりする場合がある。そのため、特に好ましい前記2つのロールのショア硬さは50HS以上であり、さらに好ましくは60〜90HSである。
ショア硬さは、JIS Z 2246の方法を用いて、ロール幅方向に5点および周方向に5点測定した値の平均値から求めることができる。
【0122】
前記2つのロールの材質は、金属であることが前記ショア硬さを達成する観点から好ましく、より好ましくはステンレスであり、表面をメッキ処理されたロールも好ましい。ロールのショア硬さは、金属データブック(日本金属学会編)の第3章に記載されている様な、焼入れ、焼もどしの方法で達成することができる。また、2つのロールの材質は金属であれば、表面の凹凸が小さく、フィルムの表面に傷が付きにくいため、好ましい。一方、ゴムロールやゴムでライニングした金属ロールは、前記ロール圧力を達成できれば特に制限なく用いることができる。
【0123】
本発明の製造方法では、前記第一挟圧面および前記第二挟圧面が共に剛性金属ロールであることが好ましい。上記のような高い圧力に対し金属ロールを用いることで挟圧によるロール変形を抑制し、均一な傾斜構造を付与できる。好ましい金属ロールの肉厚は3mm〜500mm、さらに好ましくは5mm〜400mm、さらに好ましくは10mm〜300mmである。
【0124】
なお、ロールが「剛性」であるとは、剛性素材外筒厚み/ロール直径の比が例えば1/80以上程度であることを表し、例えばタッチロールの一部に剛性材料を用いている場合であっても、必ずしも挟圧面もしくはタッチロールが「剛性」であるとは限らない。また、ロールが「弾性」であるとは、剛性素材外筒厚み/ロール直径の比が1/80未満程度であることを表し、例えばタッチロールの一部に剛性材料を用いている場合を含むことがある。すなわち、タッチロール内部に弾性体層のように剛性材料を全く含まない層が形成されているようなロールは、たとえ表面や内部に剛性材料層が形成されていたとしても全体としては弾性変形しうるので、弾性ロールに含まれる。また、芯部がゴムで表面が剛性材料であるロール(外筒として、表面金属リングを有するロール)の場合も、表面の金属は変形しないが、回転軸と表面金属リングの中心がずれるため、上記剛性素材外筒厚み/ロール直径の比が1/80程度以上でない限り、弾性ロールに含まれる。
【0125】
前記タッチロールについては、例えば特開平11−314263号公報、特開2002−36332号公報、特開平11−235747号公報、国際公開WO97/28950号パンフレット、特開2004−216717号公報、特開2003−145609号公報記載のものを利用できる。
【0126】
さらに、2つのロールの周速度比については、前記挟圧装置の温度で記載した挟圧装置の第一挟圧面および第二挟圧面の移動速度比の好ましい範囲と同様である。
なお、本発明のフィルムを得るためには、前記2つのロールの速度はどちらが速くても構わないが、タッチロールが遅い場合、タッチロール側にバンク(溶融物の余剰分がロール上へ滞留し、形成された滞留物)が形成される。タッチロールは、溶融物が接触している時間が短いため、タッチロール側に形成されたバンクは、十分に冷却することができず、剥離ダンが発生し、面状故障の原因となり易い。よって、遅いロールがチルロール(第2ロール)であり、速いロールがタッチロール(第1ロール)であることが好ましい。
前記2つのロールは、連れ周り駆動でも独立駆動でもよいが、Re[0°]、Re[+40°]およびRe[−40°]のバラツキを抑制するためには、独立駆動であることが好ましい。
【0127】
さらに、本発明の製造方法では、前記2つのロールとして、それぞれ直径の大きなロールを用いるのが好ましく、具体的には、好ましいロール直径は100mm〜1000mm、より好ましくは200mm〜800mm、さらに好ましくは300mm〜700mmである。直径の大きなロールを用いると、フィルム状の溶融物とロールの接触面積が広くなり、せん断がかかる時間がより長くなるため、傾斜構造が大きなフィルムを、しかもRe[0°]、Re[+40°]およびRe[−40°]のバラツキを抑制しつつ製造することができる。また、ロールのたわみも低減できるため好ましい。なお、本発明の製造方法では、前記2つのロールの直径は等しくても、異なっていてもよい。
【0128】
また、本発明の製造方法では、供給手段から供給された熱可塑性樹脂組成物の溶融物を2つのロールの少なくとも一方に接触する直前まで保温し、幅方向の温度分布を軽減するのが好ましく、具体的には、幅方向の温度分布を5℃以内にするのが好ましい。温度分布を軽減するためには、前記エアーギャップの少なくとも一部に、断熱機能または熱反射機能のある部材を配置し、該溶融物を外気から遮蔽するのが好ましい。この様に、断熱部材を通路に配置して、外気から遮蔽することで、外部環境、例えば風、の影響を抑えることができ、フィルムの幅方向の温度分布を抑制することができる。フィルム状溶融物の幅方向の温度分布は、±3℃以内がより好ましく、±1℃以内がよりさらに好ましい。
さらに、前記遮蔽部材を用いると、フィルム状溶融物の温度が高い状態、すなわち、溶融粘度が低い状態で、ロール間を通過させることができるため、本発明のフィルムを作成しやすい効果もある。
なお、フィルム状の溶融物の温度分布は、接触式温度計や非接触式温度計によって測定することができる。
【0129】
前記遮蔽部材は、例えば、2つのロールの両端部よりも内側で、且つ熱可塑性樹脂組成物の供給手段(例えば、ダイ)の幅方向側面と隙間を介して設けられる。遮蔽板は、供給手段の側面に直接固定されてもよいし、支持部材によって支持固定されてもよい。遮蔽部材の幅は、供給手段の放熱による上昇気流を効率的に遮断できるように、例えば、供給手段側面の幅と同等かそれ以上であるのが好ましい。
遮蔽部材とフィルム状の溶融物の幅方向端部との隙間は、ロールの表面に沿って流れ込む上昇気流を効率よく遮蔽する上で狭く形成されることが好ましく、フィルム状溶融物の幅方向端部から50mm程度であることがより好ましい。なお、供給手段の側面と遮蔽部材との隙間は、必ずしも設ける必要はないが、遮蔽部材に囲まれた空間内の気流を排出できる程度、例えば10mm以下に形成されることが好ましい。
また、断熱機能および/または熱反射機能を持つ材料として、遮風性や保温性に優れたものが好ましく、例えば、ステンレス等の金属板が好ましく使用できる。
【0130】
よりRe[0°]、Re[+40°]およびRe[−40°]のバラツキをなくす方法として、フィルム状の溶融物がキャスティングロールに接触する際の密着性を上げる方法がある。具体的には、静電印加法、エアナイフ法、エアーチャンバー法、バキュームノズル法などの方法を組み合わせて、密着性を向上させることができる。このような密着向上法は、フィルム状の溶融物の全面に実施してもよく、一部に実施してもよい。
【0131】
(ロールとベルトを用いたキャスト)
前記溶融押出しされた溶融物を挟圧装置を構成する第一挟圧面と第二挟圧面の間に通過させて連続的に挟圧してフィルム状に成形する方法の中でも、少なくとも1つのロールとベルト(例えば、タッチベルトおよびチルロール)間を通過させることも好ましい。以下、少なくとも1つのロールとベルトを用いた本発明の製造方法の好ましい態様を説明するが、該ロールの好ましい範囲については、前記2つのロールを用いたキャストの場合におけるロールの好ましい範囲と同様である。なお、ロールとベルトを用いたキャストにおいてタッチベルトとチルロールを用いる場合、タッチベルトが熱可塑性樹脂組成物から先に剥離することとなる。
【0132】
前記ベルト(例えば、タッチベルト)の表面は、算術平均高さRaが100nm以下であることが好ましく、より好ましくは50nm以下、さらに好ましくは25nm以下である。
【0133】
前記ベルトのそれぞれの横幅は特に制限はなく、フィルム状の溶融物の幅に対応して、自由に変更して採用することができる。
【0134】
ロールとベルト間の圧力およびその好ましい範囲、ロールとベルト間の周速差の好ましい範囲、ロールの表面温度とベルトの表面温度の差については、前記挟圧装置の温度で記載した挟圧装置の第一挟圧面および第二挟圧面の場合と同様であり、好ましい範囲も同様である。
【0135】
前記ベルトの材質は、金属であることが好ましく、より好ましくは硬質クロムやニッケルである。また、前記ベルトの材質は金属であれば、表面の凹凸が小さく、フィルムの表面に傷が付きにくいため、好ましい。一方、ゴムロールやゴムでライニングしたベルトは、前記ロールとベルト間の圧力を達成できれば特に制限なく用いることができる。また、継ぎ目を有しないベルトを用いることでフィルムの表面に傷がつきにくい。
前記ベルトについては、例えば特開平2007−237495号公報記載のものを利用できる。
【0136】
本発明の製造方法では、前記ベルトの駆動方式に特に制限はないが、例えば2つの保持ロールによって保持されたベルトを、保持ロールを回転させて駆動されることが好ましい。また、キャストロールと独立駆動であることが、ベルトとロールに周速差をつける観点から好ましい。
【0137】
(製膜後)
このようにして製膜した後、フィルム状の溶融物を通過させる2つのロール(例えばキャスティングロールとタッチロール)以外に、キャスティングロールを1本以上使用して、フィルムを冷却するのが好ましい。タッチロールは、通常は最上流側(熱可塑性樹脂組成物の供給手段、例えばダイ、に近い方)の最初のキャスティングロールにタッチさせるように配置する。一般的には3本の冷却ロールを用いることが比較的よく行われているが、この限りではない。複数本あるキャスティングロールの間隔は、面間で0.3mm〜300mmが好ましく、より好ましくは、1mm〜100mm、さらに好ましくは3mm〜30mmである。
【0138】
さらに加工したフィルムの両端をトリミングすることが好ましい。トリミングで切り落とした部分は破砕し、再度原料として使用してもよい。また片端あるいは両端に厚みだし加工(ナーリング処理)を行うことも好ましい。厚みだし加工による凹凸の高さは1μm〜50μmが好ましく、より好ましくは3μm〜20μmである。厚みだし加工は両面に凸になるようにしても、片面に凸になるようにしても構わない。厚みだし加工の幅は1mm〜50mmが好ましく、より好ましくは3mm〜30mmである。厚みだし加工は室温〜300℃で実施できる。
【0139】
巻き取る前に、片面もしくは両面に、ラミフィルムを付けることも好ましい。ラミフィルムの厚みは5μm〜100μmが好ましく、10μm〜50μmがより好ましい。材質はポリエチレン、ポリエステル、ポリプロピレン等、特に限定されない。
【0140】
巻き取り張力は、好ましくは2kg/m幅〜50kg/m幅であり、より好ましくは5kg/m幅〜30kg/m幅である。
【0141】
本発明の製造方法で得られるフィルムの未延伸時の膜厚は、100μm以下であることが好ましい。液晶ディスプレイ等に用いる場合は、薄型化の観点からは、80μm以下であることがより好ましく、60μm以下であることが特に好ましく、40μm以下であることがより特に好ましい。
【0142】
<延伸、緩和処理>
さらに、上記方法により製膜した後、延伸および/または緩和処理を行ってもよい。例えば、以下の(a)〜(g)の組合せで各工程を実施することができる。
(a) 横延伸
(b) 横延伸→緩和処理
(c) 縦延伸
(d) 縦延伸→緩和処理
(e) 縦(横)延伸→横(縦)延伸
(f) 縦(横)延伸→横(縦)延伸→緩和処理
(g) 横延伸→緩和処理→縦延伸→緩和処理
これらの中で特に好ましいのは、(a)〜(d)の工程である。
【0143】
横延伸はテンターを用い実施することができる。即ちフィルムの幅方向の両端部をクリップで把持し、横方向に拡幅することで延伸する。この時、テンター内に所望の温度の風を送ることで延伸温度を制御できる。延伸温度は、Tg−10℃〜Tg+60℃が好ましく、Tg−5℃〜Tg+45℃がより好ましく、Tg−10℃〜Tg+20℃以下がさらに好ましい。また、好ましい横延伸倍率は1.2〜3.0倍、より好ましく1.2〜2.5倍、さらに好ましくは1.2〜2.0倍である。
このような延伸の前に予熱、延伸の後に熱固定を行うことで延伸後のRe、Rth分布を小さくし、ボーイングに伴う配向角のばらつきを小さくできる。予熱、熱固定はどちらか一方であってもよいが、両方行うのがより好ましい。これらの予熱、熱固定はクリップで把持して行うのが好ましく、即ち延伸と連続して行うのが好ましい。
予熱は延伸温度より1℃〜50℃程度高い温度で行うことができ、好ましく2℃〜40℃以下、さらに好ましくは3℃〜30℃高くすることが好ましい。好ましい予熱時間は1秒〜10分であり、より好ましくは5秒〜4分、さらに好ましくは10秒〜2分である。予熱の際、テンターの幅はほぼ一定に保つことが好ましい。ここで「ほぼ」とは未延伸フィルムの幅の±10%を指す。
熱固定は延伸温度より1℃〜50℃低い温度で行うことができ、より好ましく2℃〜40℃、さらに好ましくは3℃〜30℃低くすることが好ましい。さらに好ましくは延伸温度以下でかつTg以下にするのが好ましい。好ましい予熱時間は1秒〜10分であり、より好ましくは5秒〜4分、さらに好ましくは10秒〜2分である。熱固定の際、テンターの幅はほぼ一定に保つことが好ましい。ここで「ほぼ」とは延伸終了後のテンター幅の0%(延伸後のテンター幅と同じ幅)〜−10%(延伸後のテンター幅より10%縮める=縮幅)を指す。延伸幅以上に拡幅すると、フィルム中に残留歪が発生しやすく好ましくない。
【0144】
縦延伸は、2対のロール間を加熱しながら出口側の周速を入口側の周速より速くすることで達成できる。この際、間の間隔(L)と延伸前のフィルム幅(W)を変えることで厚み方向のレターデーションの発現性を変えることができる。L/W(縦横比と称する)が2〜50以下(長スパン延伸)ではRthを小さいフィルムを作成し易く、L/Wが0.01〜0.3(短スパン)ではRthが大きいフィルムを作成できる。本実施の形態では長スパン延伸、短スパン延伸、これらの間の領域(中間延伸=L/Wが0.3を超え2以下)のどれを使用してもよいが、配向角を小さくできる長スパン延伸、短スパン延伸が好ましい。さらに高Rthを狙う場合は短スパン延伸、低Rthを狙う場合は長スパン延伸と区別して使用することがより好ましい。
延伸温度は、Tg−10℃〜Tg+60℃が好ましく、Tg−5℃〜Tg+45℃がより好ましく、Tg−10℃〜Tg+20℃以下がさらに好ましい。また、好ましい縦延伸倍率は1.2〜3.0倍、より好ましく1.2〜2.5倍、さらに好ましくは1.2〜2.0倍である。
【0145】
さらに、これらの延伸の後に緩和処理を行うことで寸法安定性を改良できる。熱緩和は製膜後、縦延伸後、横延伸後のいずれか、あるいは両方で行うことが好ましい。緩和処理は延伸後に連続してオンラインで行ってもよく、延伸後巻き取った後、オフラインで行ってもよい。
熱緩和は(Tg−30)℃〜(Tg+30)℃、より好ましく(Tg−30)℃〜(Tg+20)℃、さらに好ましくは(Tg−15)℃〜(Tg+10)℃で、1秒〜10分、より好ましくは5秒〜4分、さらに好ましくは10秒〜2分、0.1kg/m〜20kg/m、より好ましく1kg/m〜16kg/m、さらに好ましくは2kg/m〜12kg/mの張力で搬送しながら実施するのが好ましい。
【0146】
[偏光板]
本発明のフィルムに、少なくとも偏光子(以下、偏光膜ともいう)を積層することで、本発明の偏光板を得ることができる。以下において、本発明の偏光板を説明する。本発明の偏光板の例は、偏光膜の一面に、保護フィルムと視野角補償の2つの機能を目的として作成されたものや、TACなどの保護フィルムの上に積層された複合型偏光板が挙げられる。
【0147】
本発明の偏光板は、本発明のフィルムと偏光子を用いたものであれば、特に構成に制限はない。例えば、本発明の偏光板が、偏光子とその両面を保護する二枚の偏光板保護フィルム(透明ポリマーフィルム)からなる場合において、本発明のフィルムを少なくとも一方の偏光板保護フィルムとして用いることができる。また、本発明の偏光板は、その少なくとも一方の面に、他の部材との貼着のための粘着剤層を有してもよい。また、本発明の偏光板において、本発明のフィルムの表面が凹凸構造であれば、アンチグレア性(防眩性)の機能を有することになる。さらに、本発明の偏光板には、本発明のフィルムの表面にさらに反射防止層(低屈折率層)を積層した本発明の反射防止フィルムや、本発明のフィルムの表面にさらに光学異方性層を積層した本発明の光学補償フィルムを用いることも好ましい。
【0148】
一般に液晶表示装置は二枚の偏光板の間に液晶セルが設けられるため、4枚の偏光板保護フィルムを有する。本発明のフィルムは、4枚の偏光板保護フィルムのいずれに用いてもよいが、本発明のフィルムは、液晶表示装置における液晶セルと偏光板との間に配置される保護フィルムとして、特に有利に用いることができる。
【0149】
本発明の偏光板は、セルロースアシレートフィルム、偏光子および本発明のフィルムがこの順に積層している構成であることがより好ましい。また、セルロースアシレートフィルム、偏光子、本発明のフィルムおよび粘着剤層がこの順に積層している構成もより好ましい。
【0150】
(光学フィルム)
本発明の偏光板の光学フィルムには、本発明のフィルムが用いられる。また、前記フィルムには表面処理をしておくこともできる。表面処理方法としては、例えば、コロナ放電、グロー放電、UV照射、火炎処理等の方法が挙げられる。
【0151】
(セルロースアシレートフィルム)
本発明の偏光板のセルロースアシレートフィルムには、公知の偏光板用のセルロースアシレートフィルムが用いられる。例えば、公知のトリアセチルセルロース(TAC)フィルム(例えば、富士フィルム(株)製フジタックT−60)などを好ましく用いることができる。また、前記セルロースアシレートフィルムには表面処理をしておくこともできる。表面処理方法としては、例えば、けん化処理などが挙げられる。
【0152】
(偏光子)
前記偏光子としては、例えば、ポリビニルアルコールフィルムを沃素溶液中に浸漬して延伸したもの等を用いることができる。
【0153】
本発明に用いられる偏光子は、本発明の目的を達成し得るものであれば、任意の適切なものが選択され得る。前記偏光子としては、例えば、親水性高分子フィルムにヨウ素や二色性染料等の二色性物質を吸着させて一軸延伸したもの、ポリビニルアルコールの脱水処理物やポリ塩化ビニルの脱塩酸処理物等のポリエン系配向フィルム等が挙げられる。前記親水性高分子フィルムとしては、例えば、ポリビニルアルコール系フィルム、部分ホルマール化ポリビニルアルコール系フィルム、エチレン・酢酸ビニル共重合体系部分ケン化フィルム等が挙げられる。本発明において、ポリビニルアルコール系フィルムにヨウ素を吸着させた偏光子が好ましい。
【0154】
前記偏光子は、好ましくは、さらにカリウムおよびホウ素の少なくとも一方を含有する。前記偏光子が、カリウムおよびホウ素を含有することによって、好ましい範囲の複合弾性率(Er)を有し、且つ、偏光度が高い偏光子(偏光板)を得ることができる。カリウムおよびホウ素の少なくとも一方を含む偏光子の製造は、例えば、偏光子の形成材料であるフィルムを、カリウムおよびホウ素の少なくとも一方の溶液に浸漬すればよい。前記溶液は、ヨウ素を含む溶液を兼ねてもよい。
【0155】
前記ポリビニルアルコール系フィルムを得る方法としては、任意の適切な成形加工法が採用され得る。前記成形加工法としては、従来公知の方法が適用できる。また、前記ポリビニルアルコール系フィルムには、市販のフィルムをそのまま用いることもできる。市販のポリビニルアルコール系フィルムとしては、例えば、(株)クラレ製の商品名「クラレビニロンフィルム」、東セロ(株)製の商品名「トーセロビニロンフィルム」、日本合成化学工業(株)製の商品名「日合ビニロンフィルム」等が挙げられる。
【0156】
偏光子の製造方法の一例について、例えば、ポリビニルアルコール系樹脂を主成分とする高分子フィルム(原反フィルム)は、純水を含む膨潤浴、およびヨウ素水溶液を含む染色浴に浸漬され、速比の異なるロールでフィルム長手方向に張力を付与されながら、膨潤処理および染色処理が施される。つぎに、膨潤処理および染色処理されたフィルムは、ヨウ化カリウムを含む架橋浴中に浸漬され、速比の異なるロールでフィルムの長手方向に張力を付与されながら、架橋処理および最終的な延伸処理が施される。架橋処理されたフィルムは、ロールによって、純水を含む水洗浴中に浸漬され、水洗処理が施される。水洗処理されたフィルムは、乾燥して水分率を調節した後で巻き取られる。このように、偏光子は、原反フィルムを、例えば、元の長さの5倍〜7倍に延伸することで得ることができる。
【0157】
前記偏光子は、接着剤との密着性を向上させるために、任意の表面改質処理が施されていてもよい。前記表面改質処理としては、例えば、コロナ処理、プラズマ処理、グロー放電処理、火炎処理、オゾン処理、UVオゾン処理、紫外線処理等が挙げられる。これらの処理は、単独で、または2つ以上を組み合せて用いてもよい。
【0158】
(粘着剤層)
本発明の偏光板は、最外層の少なくとも一方として粘着剤層を有していても良い(このような偏光板を粘着型偏光板と称することがある)。特に好ましい形態として、前記光学フィルムの偏光子が接着されていない側に、他の光学フィルムや液晶セル等の他部材と接着するための粘着剤層を設けることができる。
【0159】
(偏光板の製造方法)
本発明の偏光板の製造方法を説明する。
本発明の偏光板は、接着剤を用いて前記偏光子の少なくとも片面に本発明のフィルムの片面(表面処理をしてある場合は表面処理面)を貼り合わせることで製造できる。また、セルロースアシレートフィルム、偏光子および本発明のフィルムの順に貼り合わせる場合は、本発明の偏光板は偏光子の両面に接着剤を用いて偏光子とその他のフィルムを張り合わせることで製造できる。
本発明の偏光板の製造方法においては、本発明のフィルムが偏光子と直接貼合されていることが好ましい。
【0160】
前記接着剤としては、公知の偏光板製造用接着剤を用いることができる。また、前記偏光子と各フィルムの間に接着剤層を有する態様も好ましい。前記接着剤の具体例としては、ポリビニルアルコールまたはポリビニルアセタール(例、ポリビニルブチラール)の水溶液や、ビニル系ポリマー(例、ポリブチルアクリレート)のラテックスを用いることができる。特に好ましい接着剤は、完全鹸化ポリビニルアルコールの水溶液である。前記ポリビニルアルコール系接着剤は、ポリビニルアルコール系樹脂と架橋剤を含有することが好ましい。
【0161】
本発明の偏光板の製造方法は、上記の方法に限定されず、他の方法を用いることもできる。例えば、特開2000−171635号、特開2003−215563号、特開2004−70296号、特開2005−189437号、特開2006−199788号、特開2006−215463号、特開2006−227090号、特開2006−243216号、特開2006−243681号、特開2006−259313号、特開2006−276574号、特開2006−316181号、特開2007−10756号、特開2007−128025号、特開2007−140092号、特開2007−171943号、特開2007−197703号、特開2007−316366号、特開2007−334307号、特開2008−20891号各公報などに記載の方法を使用できる。これらの中でもより好ましくは特開2007−316366号、特開2008−20891号公報に記載の方法である。
【0162】
偏光膜の他方の表面にも保護フィルムが貼り付けられているのが好ましく、かかる保護フィルムは、本発明のフィルムであってもよい。また、セルロースアシレートフィルム、環状ポリオレフィン系ポリマーフィルム等、従来偏光板の保護フィルムとして用いられている種々のフィルムを利用することができる。
【0163】
このようにして得た本発明の偏光板は、液晶表示装置内で使用するのが好ましく、液晶セルの視認側、バックライト側のどちらか片側に設けても、両側に設けてもよく、限定されない。本発明の偏光板が適用可能な画像表示装置の具体例としては、エレクトロルミネッセンス(EL)ディスプレイ、プラズマディスプレイ(PD)、電界放出ディスプレイ(FED:Field Emission Display)のような自発光型表示装置が挙げられる。液晶表示装置は透過型液晶表示装置、反射型液晶表示装置等に適用される。
【0164】
[液晶表示装置]
本発明のフィルムおよび偏光板は、種々のモードの液晶表示装置に用いることができる。好ましくは、TN(Twisted Nematic)、OCB(Optically Compensatory Bend)、ECB(Electrically Controlled Birefringence)、VA(Vertical Alignment)、IPS(In Plane Switching)モードの液晶表示装置、中でも、より好ましくは、TN、ECBおよびVAモードの液晶表示に用いることができる。
【0165】
(画像の歪み)
本発明の液晶表示装置は、消光角の範囲が特定の範囲にあり、且つ複屈折の大きさが厚み方向で変化する本発明の光学フィルムを用いているため、従来の製造方法で得られた光学フィルムを用いた液晶表示装置よりも画像の歪みが少ないことを特徴とする。特に、本発明の液晶表示装置は、斜め方向から覗いたときの画像の歪みが小さい。
【0166】
(リワーク性)
本発明の液晶表示装置のうち、好ましい態様である液晶表示装置は、上述のリワーク性が高く、製造コストが低い。
【0167】
[光学補償フィルム]
本発明のフィルムは、光学用途用フィルムとして好ましく用いることができ、光学補償フィルムとして特に好ましく用いることができる。
【0168】
<積層フィルム>
本発明のフィルムは単層フィルムであることが、フィルムの張り合わせ工程の削減や積層界面での光の反射を抑制する観点から好ましいが、本発明のフィルムにさらに機能層を積層することで、積層フィルムとすることもできる。本発明のフィルムが2以上の層からなる積層フィルムである場合、すべての層が前記液晶性重合化合物を含まないことが、低消偏光度化の観点から好ましい。
本発明のフィルムにさらに光学異方性層を付与した積層フィルムとすることもできる。本発明に用いることができる光学異方性層については特に制限はないが、例えば、特開2001−328973号公報の[0008]〜[0034]、特開2006−227630号公報の[0017]、特開2007−248780号公報の[0014]〜[0097]に記載のものを挙げることができる。
【0169】
[反射防止フィルム]
本発明のフィルムの上に反射防止層を付与することで、本発明の反射防止フィルムが得られる。反射防止層は、一般に、防汚性層でもある低屈折率層と、および低屈折率層より高い屈折率を有する少なくとも一層の層(高屈折率層、および中屈折率層)とを(透明)支持体上に設けて成る。本発明に用いることができる反射防止層については特に制限はないが、例えば特開2007−65635号公報の[0011]〜[0150]、特開2008−262187号公報の[0015]〜[0028]や[0073]〜[0207]、特開2008−268939号公報の[0009]〜[0201]に記載される反射防止層を好ましく用いることができる。
【実施例】
【0170】
以下に実施例を挙げて本発明をさらに具体的に説明する。以下の実施例に示す材料、使用量、割合、処理内容、処理手順等は、本発明の趣旨を逸脱しない限り、適宜、変更することができる。従って、本発明の範囲は以下に示す具体例に限定されるものではない。
【0171】
[測定法]
本発明で使用した測定法および評価方法について説明する。
【0172】
(1)消光位
上述した方法を用いて測定した。なお、フィルム切片の消光位は、0°〜90°まで1°刻みで回転させながら、偏光顕微鏡(NIKON社製エクリプスE600POL)にて観測し、得られた偏光顕微鏡画像を厚み方向に20分割して片側の表面から順に層に分けて観察し、測定した。
【0173】
(2)複屈折変化率
消光位の測定において用いたフィルム切片偏光顕微鏡写真について、厚み方向に20分割した偏光顕微鏡画像の各断面を干渉色図表と照らし合わせ、それぞれ複屈折の大きさを測定した。求めたフィルム断面方向の最大複屈折と最小複屈折から、下記式(I)に従い、複屈折変化率を計算した。
複屈折の変化率={複屈折の最大値(Nm)−複屈折の最小値(Nn)}/複屈折の最大値(Nm) (I)
【0174】
(3)Re[0°]、Re[+40°] 、Re[−40°]、γ、Rth
上述した方法を用いて、フィルム法線方向、フィルム法線から傾斜方位側へ40°傾いた方位、フィルム法線から−40°傾いた方位からレターデーションを測定した。また、測定したRe[+40°] およびRe[−40°]の値から、γの値を上述の定義にしたがって計算した。
同時に、傾斜方位の方向がフィルム搬送方向と一致するか否かを確認した。
【0175】
(4)折り曲げ時のフィルム内の剥離(デラミ)
特開平9−185148号公報[0030]の記載に従いデラミ(剥離)に由来する剥離部の筋の幅を計測した。
【0176】
(熱可塑性樹脂)
[製造例1] 環状オレフィン(付加重合体)のペレットの製造−1
Polyplastics社製の「TOPAS#6013」のペレットを用いた。当該樹脂のガラス転移点は136℃であった。なお表1には「COC」と記載した。
【0177】
[製造例2] 環状オレフィン(開環重合体)のペレットの製造−2
日本ゼオン(株)製の「ゼオノア1420R」のペレットを用いた。当該樹脂のガラス転移点は136℃であった。なお表1には「COP」と記載した。
【0178】
[製造例3] セルロースアシレートのペレットの製造−1
セルロース・アセテート・プロピオネート(CAP)を特開2008−87398号公報の実施例1に記載の方法に従って製造し、これを常法に従ってペレット化した。なお使用したCAPの組成は、アセチル化度1.95、プロピオニル化度0.7、全アシル置換度2.65、数平均分子量=75000で、当該樹脂のガラス転移点は174℃であった。なお表1には「CAP−1」と記載した。
【0179】
[製造例4] セルロースアシレートのペレットの製造−2
セルロース・アセテート・プロピオネート(CAP)を特開2006−348123号公報の実施例1に記載の方法に従って製造し、これを常法に従ってペレット化した。なお使用したCAPの組成は、アセチル化度0.15、プロピオニル化度2.60、全アシル置換度2.75、数平均重合度DPn=118で、当該樹脂のガラス転移点は137℃であった。なお表1には「CAP−2」と記載した。
【0180】
[製造例5] ポリカーボネートのペレットの製造
ポリカーボネートとして、出光興産社製の「タフロンMD1500」のペレットを用いた。なお、当該樹脂のガラス転移点は142℃であった。なお表1には「PC」と記載した。
【0181】
[製造例6] アクリル系樹脂のペレットの製造
特開2008−9378号公報の[0222]〜[0224]の製造例1に従い、メタクリル酸メチル=7500g、2−(ヒドロキシメチル)アクリル酸メチル2500gから合成して、ラクトン化率98%、ガラス転移点134℃のアクリル系化合物を得た。なお表1には「AC」と記載した。
【0182】
[実施例1]
(フィルムの作製)
(1)押出し
(1−1)単層押出し(表1に「単層」と記載)
各ペレットを100℃において2時間以上乾燥し、溶融粘度が1500Pa.sとなる温度で一軸混練押出し、これをスクリーンフィルター、ギアポンプ、リーフディスクフィルターを通した後、押出し温度(吐出温度)250℃で、幅450mm、リップギャップ1mmのダイから溶融樹脂(メルト)を押出した。
【0183】
(1−2)共押出し(表1に「積層」と記載)
積層する各ペレットをそれぞれ100℃において2時間以上乾燥し、溶融粘度が1500Pa・sとなる温度で一軸混練押出し、これをスクリーンフィルター、ギアポンプ、リーフディスクフィルターを通した後、押出し温度(吐出温度)250℃で、幅450mm、リップギャップ1mmのマルチマニホールドダイで積層し、押出した。
【0184】
(2)挟圧、固化
単層押出しまたは共押出ししたメルトを、下記方法で挟圧した後、挟圧に用いたとは別のキャスティングロールを使用してフィルムを冷却固化し製膜した。なお、挟圧時の圧力は、プレスケール(富士フィルム社製)をメルトのない状態で2つの挟圧面間に挟みこむことで測定し、その値を製膜時にメルトに付加する圧力とした。なお、圧力測定の際のロール温度は25℃、ロール速度は共に5m/分とした。
【0185】
(2−1)ロール挟圧法(表1に「ロール」と記載)
タッチロール(直径600mm、HCrメッキされた金属製、肉厚10mm、ショア硬度55)および冷却(チル)ロール(直径700mm、HCrメッキされた金属製、肉厚30mm、ショア硬度55)で挟圧した部分の中央で、表1記載の挟圧時の圧力、タッチロール温度、冷却ロール温度、移動速度比(冷却ロール周速度/タッチロール周速度)の条件のもと、ダイから押出されたメルトを挟み込んだ。この後冷却ロール上で固化し製膜した。なお、タッチロールは冷却ロール上のメルト幅(製膜幅)より5%短いものを使用し、冷却ロールは製膜幅より10%長いものを使用した。また、ダイとメルト着地点の距離を200mmと設定し、製膜の雰囲気は25℃、60%であった。
【0186】
(2−2)ベルト挟圧法(表1に「ベルト」と記載)
特開2007−38646号公報実施例1に従い、冷却ロールの周上に金属製かつ剛性のベルトをタッチさせた。金属ベルトは厚み0.3mmであり、冷却ロールの外周の1/3に金属ベルトの外側を接触させた。また金属ベルトの内側には温度調整用のロールに接触させ、このロール内の温調した熱媒を通すことで金属ベルトの温度を調整した。
さらに、特開2007−38646号公報実施例1から、以下の点を変更した。具体的には、冷却ロールとして直径700mm、HCrメッキされた金属製、肉厚30mm、ショア硬度45のものを用い、挟圧時の圧力、用いた冷却ロールの温度、金属ベルトの温度、移動速度比(冷却ロール周速度/金属ベルト周速度)を下記表1に記載した。また、金属ベルトは冷却ロール上のメルト幅(製膜幅)より5%短いものを使用し、冷却ロールは製膜幅より10%長いものを使用した。また、ダイとメルト着地点の距離を200mmと設定し、製膜の雰囲気は25℃、60%であった。
【0187】
(3)傾斜構造の解消
一部の水準については、製膜後に下記方法で片面の傾斜構造を解消した。これらの方法は固化して製膜した後、引き続き(一旦巻き取らず)実施した。
【0188】
(3−1)溶剤塗布法(表1の「溶剤塗布量」欄に数値が記載されているもの)
下記溶剤を、挟圧時に冷却ロールに接していた側のフィルム面に、表1記載の量だけ、塗布した。その後、180℃で20分乾燥した。
・COCおよびCOPを熱可塑性樹脂として用いた場合:トルエン
・その他の樹脂を熱可塑性樹脂として用いた場合:ジクロロメタン
【0189】
(3−2)加熱法(表1の「片面加熱温度」欄に数値が記載されているもの)
挟圧時にタッチロール面または金属ベルト面に接していた側のフィルム面の上方に赤外線ヒーターを設置し、赤外線ヒーター直下のフィルム温度が、表1の膜面温度になるように制御しながら30秒間加熱した。なお、前記フィルムの膜面温度は非接触式の熱電対を用いて測定したフィルムの一方の表面の温度を表し、ヒーターの設定温度を表すものではない。この際、反対面はTg−10℃の風を吹きつけた。
【0190】
このようにして表1に示した製膜幅(冷却ロール上の幅)で、製膜速度(冷却ロールの速度)25m/分で製膜した。なお、各水準の光学フィルムを巻き取る前に、フィルム両端を全幅の5%ずつスリットした後、両端に高さ15μmの厚みだし加工を行った。
【0191】
なお、積層剥離法を実施した水準、すなわち共押出しして得られた熱可塑性樹脂積層体となっているフィルムについては、熱可塑性樹脂の各層の間をそれぞれ各層に剥離した後、巻き取った。具体的には、得られた熱可塑性樹脂積層体の両面に粘着テープを付け、これをフィルム面に対し90度方向および−90度方向に引っ張り、剥離を行った。なお、このような剥離は容易に達成できた。剥離した各層由来のフィルムをそれぞれ別の巻取り軸に巻き取って各実施例および比較例の光学フィルムを得た。
【0192】
このようにして製膜したフィルムの消光位の最大値、最小値および最大値と最小値の差、複屈折変化率、Re[0°]、γ、Rthならびにデラミを上記方法で測定し、その結果を下記表1に記載した。また、製膜後または剥離後のフィルムの厚みについても下記表1に記載した。
なお、水準44および45は、水準2で積層剥離法を実施して得た本発明の光学フィルムに対してさらに片面傾斜配向構造解消法をそれぞれ実施したものであり、具体的には水準44では水準2で製膜および固化した積層体の一層を剥離して得られたCOC層に対してさらに溶剤塗布法を行い、剥離して得られたもう一方の層であるCOP層に対してさらに加熱法を行った。また、水準46は水準15で溶剤塗布法を実施して得た本発明の光学フィルムに対して、さらに溶剤塗布法によって傾斜構造を解消した側の表面と同じ側の表面について、加熱法を行った。
【0193】
(水準41)
水準41として、特開平6−222213号公報に従い、製膜後固化したフィルム(メルトではない)を挟圧し、周速度差を付与した場合の追試を行った。
【0194】
(水準42および43)
水準42および43は従来技術と本発明を比較したものである。水準42は特開2003−25414号公報の実施例1のF−2フィルムに従い、挟圧したロール間で弱い圧力で挟圧した場合の追試をした。これに対し、水準43では水準42と同様の製法で得られたフィルムに対し、本発明の加熱法を実施した。
【0195】
(4)偏光板の作製
上記水準1〜46で得られた各実施例および比較例の光学フィルムを用いて下記のように偏光板を作製した。
なお、偏光板に組み込む前に各光学フィルムは長時間経時に相当する熱処理(85℃、300時間)したものを使用した。
【0196】
(4−1)表面処理
イ)CAP−1、CAP−2
特開2009−15045号公報の段落番号0430に準じて鹸化処理を行った。
ロ)上記イ)以外のフィルム
高周波発振機[コロナジェネレーターHV05−2、Tamtec社製]を用いて、3秒間コロナ放電処理を行い、表面張力が0.072N/mになるように表面改質した。
【0197】
(4−2)偏光板の作成
上記表面処理面にPVA10%水溶液を滴下した後、偏光板(サンリッツ社製、HLC2−5618)の片面に貼り合わせた。
【0198】
(5)液晶表示装置の作製および評価
特開2009−98665号公報の実施例1の段落番号0083に準じて、水準1〜46で得られた光学フィルムを用いた上記偏光板を、粘着層を介して液晶ディスプレイのガラス上に貼合せ、TN型液晶表示装置を作製した。
【0199】
(画像の歪み)
作製したTN型液晶表示装置を用いて、全面に渡り1mm間隔の碁盤目状の線を表示させ、縦方向、横方向のそれぞれ10等分した点、合計10×10=100点について、10倍のルーペで上下左右斜め45°の方向から目視観察し、一つの方向でも線に歪みの認められた箇所を数えて、全数(100点)に対し発生した割合を%で示し表1に示した。さらに、水準2、15および44〜46については上下左右斜め60°の方向からも同様に目視観察し、一つの方向でも線に歪みの認められた箇所を数えて、全数(100点)に対し発生した割合を%で示し表1に示した。実用上許容されるのは25%以下であり、好ましくは10%以下であり、より好ましくは5%以下である。
【0200】
(リワーク性)
さらに、液晶ディスプレイから偏光板を剥す操作(リワーク)を10枚にて実施し、この際にデラミが発生し、偏光板が白化した枚数を表1に示した。実用上許容されるのは4枚以下であり、好ましくは3枚以下であり、より好ましくは1枚以下である。
【0201】
【表1】
【0202】
表1より、本発明の製造方法を実施した水準で得られた本発明の光学フィルムは、消光角が0°を超えて90°未満の範囲であり、複屈折が厚み方向で変化することが分かった。また、本発明の光学フィルムを液晶表示装置に組み込んだときには、液晶表示装置に組み込んだ際に、画像の歪みが大きいことが分かった。また、全てのサンプルが、フィルム搬送方向に傾斜方位を有していたことがわかった。
【0203】
水準1〜9は積層剥離法により、2層共押し出ししたものを積層して固化した後に剥離したものである。このうち水準2は挟圧面の移動速度比をタッチロールの周速度が速くなるように変えて消光位の中心をフィルム厚み方向の中心からタッチロール側にずらし、これに合わせて積層厚みを変えたものである。水準3は挟圧面の温度差をタッチロールの温度が高くなるように付与して消光位の中心をフィルム厚み方向の中心からタッチロール側にずらし、これに合わせて積層厚みを変えたものである。水準6〜8は積層剥離法において挟圧時の圧力を変え、その効果を検討したものであり、水準8より挟圧時の圧力を本発明の範囲外として積層剥離法を行うと、消光位が本発明の範囲を外れる比較例の光学フィルムが得られることが分かった。
水準10は積層剥離法により、3層共押出ししたものを、積層して固化した後に剥離したものである。これより、3層で積層剥離法を行った場合、最外層(両側のCOC層)由来の光学フィルムは本発明のフィルムとなることが分かり、中央層(COP層)由来の光学フィルムは、消光位が正から負に変化しており本発明の範囲外となる比較例のフィルムとなることが分かった。
水準11は単層で製膜した比較例であり、消光位が正から負に大きく変化しているため液晶表示装置に組み込んだときに画像が歪む上、色ずれ、デラミが発生し好ましくないことが分かった。
水準12〜18は溶剤塗布法により片面の傾斜構造を解消することを検討したものであり、溶剤を塗布していない比較例の水準12に比べ、溶剤塗布法を実施した水準13〜18では消光位が本発明の範囲となるために液晶表示装置に組み込んだ際の画像の歪みが顕著に改善されることが分かった。
水準19〜24は(片面)加熱法により片面の傾斜構造を解消することを検討したものであり、片面の加熱温度をガラス転移温度以下とした比較例の水準19に比べ、加熱法を実施した水準20〜24では画像の歪みが顕著に改善されることが分かった。
水準25〜31では、積層剥離法における挟圧面の移動速度比の効果を検討したものである。これにより複屈折の変化を制御できることが分かった。
水準32〜38は片面傾斜配向解消法を行ったときの挟圧時の圧力の効果を検討したものである。水準32では挟圧時の圧力を本発明の範囲外として積層剥離法を行うと、消光位が本発明の範囲を外れる比較例の光学フィルムが得られることが分かった。一方、水準33〜38では、挟圧時の圧力を増加させ、本発明の範囲に入れることで消光位およびその最大値と最小値の差、複屈折の変化率を本発明の範囲に入れることができることが分かった。
水準39および40は挟圧面の方式の比較であり、ベルトよりタッチロールを用いるほうが好ましいことがわかった。
水準41は、複屈折が厚み方向で変化していなかったために液晶表示装置に組み込んだ際に画像の歪みを生じることが分かった。
水準42および43は従来技術と本発明を比較したものである。水準42は特開2003−25414号公報の実施例1のF−2フィルムに従い、挟圧したロール間で弱い圧力で挟圧したものであり、複屈折が厚み方向で変化していなかったために液晶表示装置に組み込んだ際に画像の歪みを生じることが分かった。これに対し水準43は本発明の加熱法を実施したものであり、良好な結果が得られることが分かった。
水準44および45は、水準2で積層剥離法によって得られた本発明のフィルムに片面傾斜配向解消法を組み合わせたものであり、いずれも水準2よりも消光位の最小値が大きくなり、消光位の最大値−最小値の値が小さくなり、60°観察における画像の歪みも解消できることが判明した。
水準46は、水準15で溶剤塗布法によって得られた本発明のフィルムに加熱法を組み合わせたものであり、水準15よりも消光位の最小値が大きくなり、消光位の最大値−最小値の値が小さくなり、60°観察における画像の歪みも解消できることが判明した。
【0204】
さらに、本発明の光学フィルムの内、より好ましい製造条件に設定したときに得られた光学フィルムはデラミが少なく、液晶表示装置に一度組み込んだ後のリワーク性も良く、良好な性能を示した。
【0205】
なお、本発明の光学フィルムの内、積層剥離法を実施した水準のフィルムは、いずれも両表面から厚み方向に向けて5μmの領域において、複屈折を有することを確認した。
【0206】
[実施例2]
(6)液晶ディスプレイ用反射防止フィルム
水準1の光学フィルムを発明協会公開技報(公技番号2001−1745)の実施例47に従い低反射フィルムを作製し、液晶表示装置に組み込んだところ、良好な光学性能が得られた。
【0207】
[実施例3]
(7)有機EL用反射防止フィルム
特開平9−127885号公報に従って、水準1の光学フィルムと直線偏光板を、遅相軸と吸収軸の角度が45度になるように張り合わせ、反射防止フィルムを作成した。その反射防止フィルムを、有機EL表示装置に組み込み、反射防止機能を確認した。さらに、本発明のフィルムの特徴から、非対称な視野角性能を有することを確認した。
【特許請求の範囲】
【請求項1】
熱可塑性樹脂から構成される傾斜方位を有する光学フィルムであって、
傾斜方位と厚み方向を面内に含む前記光学フィルムの切片を直交ニコルに配置された2枚の偏光板の間に配置し、前記偏光板の面に対して垂直方向から光を照射しながら、直交ニコルに配置された2枚の偏光板を0°〜90°の範囲で回転させた時に、該フィルム切片の一端から他端まで厚み方向へ向けて順に観測した場合に観測される全ての消光位がいずれも0°を超え90°未満であり、かつ、
前記フィルム切片の一端から他端まで厚み方向へ向けて順に観測した場合に、複屈折の大きさが厚み方向で変化することを特徴とする光学フィルム。
【請求項2】
前記フィルム切片の一端から他端まで厚み方向へ向けて順に観測した場合に、下記式(I)で表される前記複屈折の変化率が0.01以上1未満であることを特徴とする請求項1に記載の光学フィルム。
複屈折の変化率={複屈折の最大値(Nm)−複屈折の最小値(Nn)}/複屈折の最大値(Nm) (I)
【請求項3】
前記フィルム切片の一端から他端まで厚み方向へ向けて順に観測した場合に、観測される消光位が厚み方向で変化し、かつ消光位の最大値と最小値の差が3°を越えて90°未満であることを特徴とする請求項1または2に記載の光学フィルム。
【請求項4】
両表面から厚み方向に向けて5μmの領域において、複屈折を有することを特徴とする請求項1〜3のいずれか一項に記載の光学フィルム。
【請求項5】
フィルム法線方向から測定した波長550nmにおけるレターデーションRe[0°]と、フィルム法線と傾斜方位を含む面内において該法線に対して傾斜方位側へ40°傾いた方向から測定したレターデーションRe[+40°]と、該法線に対して傾斜方位側へ−40°傾いた方向から測定したレターデーションRe[−40°]が、下記式(II)および(III)を共に満たすことを特徴とする請求項1〜4のいずれか一項に記載の光学フィルム。
20nm≦Re[0°]≦300nm (II)
5nm≦γ≦300nm (III)
γ=|Re[+40°]−Re[−40°]| (IV)
【請求項6】
前記フィルムの膜厚方向のレターデーションRthが下記式(V)を満たすことを特徴とする請求項1〜5のいずれか一項に記載の光学フィルム。
40nm≦Rth≦500nm (V)
Rth={(nx+ny)/2−nz}×d (VI)
(式(VI)中、nxは、面内における遅相軸方向の屈折率を表し、nyは面内においてnxに直交する方向の屈折率を表し、nzはnx及びnyに直交する方向の屈折率を表し、dはフィルム厚みを表す。)
【請求項7】
膜厚が20μm〜100μmであることを特徴とする請求項1〜6のいずれか一項に記載の光学フィルム。
【請求項8】
幅が50cm〜3mであることを特徴とする請求項1〜7のいずれか一項に記載の光学フィルム。
【請求項9】
前記熱可塑性樹脂が、環状オレフィン系樹脂、セルロースアシレート系樹脂、ポリカーボネート系樹脂、スチレン系樹脂およびアクリル系樹脂からなる群から選択されることを特徴とする請求項1〜8のいずれか一項に記載の光学フィルム。
【請求項10】
請求項1〜9のいずれか一項に記載の光学フィルムを少なくとも一層含むことを特徴とする熱可塑性樹脂積層体。
【請求項11】
挟圧装置を構成する第一挟圧面と第二挟圧面の間に熱可塑性樹脂を含有する組成物の溶融物を通過させて連続的に挟圧してフィルム状に成形する工程を含む熱可塑性樹脂積層体の製造方法であって、
前記熱可塑性樹脂を含有する組成物の溶融物が2種以上の熱可塑性樹脂溶融層を積層した溶融物であり、
前記挟圧装置によって該溶融物に20〜500MPaの圧力をかけることを特徴とする熱可塑性樹脂積層体の製造方法。
【請求項12】
前記2種以上の熱可塑性樹脂溶融層を積層した溶融物が、2種以上の熱可塑性樹脂を2層以上共押出しした溶融物であることを特徴とする請求項11に記載の熱可塑性樹脂積層体の製造方法。
【請求項13】
挟圧装置を構成する第一挟圧面と第二挟圧面の間に熱可塑性樹脂を含有する組成物の溶融物を通過させて連続的に挟圧してフィルム状に成形する工程を含むフィルムの製造方法であって、
前記熱可塑性樹脂を含有する組成物の溶融物が2種以上の熱可塑性樹脂溶融層を積層した溶融物であり、
前記挟圧装置によって該溶融物に20〜500MPaの圧力をかけて2種以上の熱可塑性樹脂積層体を製膜した後、
前記2種以上の熱可塑性樹脂積層体の各層間を剥離する工程を含むことを特徴とする光学フィルムの製造方法。
【請求項14】
前記2種以上の熱可塑性樹脂溶融層を積層した溶融物が、2種以上の熱可塑性樹脂を2層以上共押出しした溶融物であることを特徴とする請求項13に記載の光学フィルムの製造方法。
【請求項15】
前記2種以上の熱可塑性樹脂積層体のうち、少なくとも1層の熱可塑性樹脂層を剥離する工程を含むことを特徴とする請求項13または14に記載の光学フィルムの製造方法。
【請求項16】
挟圧装置を構成する第一挟圧面と第二挟圧面の間に熱可塑性樹脂を含有する組成物の溶融物を通過させて連続的に挟圧してフィルム状に成形する工程を含むフィルムの製造方法であって、
前記挟圧装置によって該溶融物に20〜500MPaの圧力をかけて傾斜構造を有するフィルムを製膜した後、
前記フィルムの片面の傾斜構造を解消する工程を含むことを特徴とする光学フィルムの製造方法。
【請求項17】
前記フィルムの片面の傾斜構造を解消する工程が、少なくとも前記フィルムの片面に溶剤を塗布する工程であることを特徴とする請求項16に記載の光学フィルムの製造方法。
【請求項18】
前記フィルムの片面の傾斜構造を解消する工程が、少なくとも前記フィルムの片面を、該フィルムを構成する熱可塑性樹脂のガラス転移温度以上に加熱する工程であることを特徴とする請求項16に記載の光学フィルムの製造方法。
【請求項19】
前記挟圧装置の第一挟圧面の移動速度を第二挟圧面の移動速度よりも速くし、
下記式(VII)で定義される前記第一挟圧面と前記第二挟圧面の移動速度比を0.90〜0.99に制御することを特徴とする請求項13〜18のいずれか一項に記載の光学フィルムの製造方法。
移動速度比=第二挟圧面の速度/第一挟圧面の速度 (VII)
【請求項20】
前記第一挟圧面および前記第二挟圧面が共に剛性金属ロールであることを特徴とする請求項13〜19のいずれか一項に記載の光学フィルムの製造方法。
【請求項21】
請求項13〜20のいずれか一項に記載の製造方法で製造されたことを特徴とする光学フィルム。
【請求項22】
請求項1〜9および21のいずれか一項に記載の光学フィルムと、偏光子を含むことを特徴とする偏光板。
【請求項23】
請求項1〜9および21のいずれか一項に記載の光学フィルムを用いたことを特徴とする光学補償フィルム。
【請求項24】
請求項1〜9および21のいずれか一項に記載の光学フィルムを用いたことを特徴とする反射防止フィルム。
【請求項25】
請求項1〜9および21のいずれか一項に記載の光学フィルムを用いたことを特徴とする液晶表示装置。
【請求項1】
熱可塑性樹脂から構成される傾斜方位を有する光学フィルムであって、
傾斜方位と厚み方向を面内に含む前記光学フィルムの切片を直交ニコルに配置された2枚の偏光板の間に配置し、前記偏光板の面に対して垂直方向から光を照射しながら、直交ニコルに配置された2枚の偏光板を0°〜90°の範囲で回転させた時に、該フィルム切片の一端から他端まで厚み方向へ向けて順に観測した場合に観測される全ての消光位がいずれも0°を超え90°未満であり、かつ、
前記フィルム切片の一端から他端まで厚み方向へ向けて順に観測した場合に、複屈折の大きさが厚み方向で変化することを特徴とする光学フィルム。
【請求項2】
前記フィルム切片の一端から他端まで厚み方向へ向けて順に観測した場合に、下記式(I)で表される前記複屈折の変化率が0.01以上1未満であることを特徴とする請求項1に記載の光学フィルム。
複屈折の変化率={複屈折の最大値(Nm)−複屈折の最小値(Nn)}/複屈折の最大値(Nm) (I)
【請求項3】
前記フィルム切片の一端から他端まで厚み方向へ向けて順に観測した場合に、観測される消光位が厚み方向で変化し、かつ消光位の最大値と最小値の差が3°を越えて90°未満であることを特徴とする請求項1または2に記載の光学フィルム。
【請求項4】
両表面から厚み方向に向けて5μmの領域において、複屈折を有することを特徴とする請求項1〜3のいずれか一項に記載の光学フィルム。
【請求項5】
フィルム法線方向から測定した波長550nmにおけるレターデーションRe[0°]と、フィルム法線と傾斜方位を含む面内において該法線に対して傾斜方位側へ40°傾いた方向から測定したレターデーションRe[+40°]と、該法線に対して傾斜方位側へ−40°傾いた方向から測定したレターデーションRe[−40°]が、下記式(II)および(III)を共に満たすことを特徴とする請求項1〜4のいずれか一項に記載の光学フィルム。
20nm≦Re[0°]≦300nm (II)
5nm≦γ≦300nm (III)
γ=|Re[+40°]−Re[−40°]| (IV)
【請求項6】
前記フィルムの膜厚方向のレターデーションRthが下記式(V)を満たすことを特徴とする請求項1〜5のいずれか一項に記載の光学フィルム。
40nm≦Rth≦500nm (V)
Rth={(nx+ny)/2−nz}×d (VI)
(式(VI)中、nxは、面内における遅相軸方向の屈折率を表し、nyは面内においてnxに直交する方向の屈折率を表し、nzはnx及びnyに直交する方向の屈折率を表し、dはフィルム厚みを表す。)
【請求項7】
膜厚が20μm〜100μmであることを特徴とする請求項1〜6のいずれか一項に記載の光学フィルム。
【請求項8】
幅が50cm〜3mであることを特徴とする請求項1〜7のいずれか一項に記載の光学フィルム。
【請求項9】
前記熱可塑性樹脂が、環状オレフィン系樹脂、セルロースアシレート系樹脂、ポリカーボネート系樹脂、スチレン系樹脂およびアクリル系樹脂からなる群から選択されることを特徴とする請求項1〜8のいずれか一項に記載の光学フィルム。
【請求項10】
請求項1〜9のいずれか一項に記載の光学フィルムを少なくとも一層含むことを特徴とする熱可塑性樹脂積層体。
【請求項11】
挟圧装置を構成する第一挟圧面と第二挟圧面の間に熱可塑性樹脂を含有する組成物の溶融物を通過させて連続的に挟圧してフィルム状に成形する工程を含む熱可塑性樹脂積層体の製造方法であって、
前記熱可塑性樹脂を含有する組成物の溶融物が2種以上の熱可塑性樹脂溶融層を積層した溶融物であり、
前記挟圧装置によって該溶融物に20〜500MPaの圧力をかけることを特徴とする熱可塑性樹脂積層体の製造方法。
【請求項12】
前記2種以上の熱可塑性樹脂溶融層を積層した溶融物が、2種以上の熱可塑性樹脂を2層以上共押出しした溶融物であることを特徴とする請求項11に記載の熱可塑性樹脂積層体の製造方法。
【請求項13】
挟圧装置を構成する第一挟圧面と第二挟圧面の間に熱可塑性樹脂を含有する組成物の溶融物を通過させて連続的に挟圧してフィルム状に成形する工程を含むフィルムの製造方法であって、
前記熱可塑性樹脂を含有する組成物の溶融物が2種以上の熱可塑性樹脂溶融層を積層した溶融物であり、
前記挟圧装置によって該溶融物に20〜500MPaの圧力をかけて2種以上の熱可塑性樹脂積層体を製膜した後、
前記2種以上の熱可塑性樹脂積層体の各層間を剥離する工程を含むことを特徴とする光学フィルムの製造方法。
【請求項14】
前記2種以上の熱可塑性樹脂溶融層を積層した溶融物が、2種以上の熱可塑性樹脂を2層以上共押出しした溶融物であることを特徴とする請求項13に記載の光学フィルムの製造方法。
【請求項15】
前記2種以上の熱可塑性樹脂積層体のうち、少なくとも1層の熱可塑性樹脂層を剥離する工程を含むことを特徴とする請求項13または14に記載の光学フィルムの製造方法。
【請求項16】
挟圧装置を構成する第一挟圧面と第二挟圧面の間に熱可塑性樹脂を含有する組成物の溶融物を通過させて連続的に挟圧してフィルム状に成形する工程を含むフィルムの製造方法であって、
前記挟圧装置によって該溶融物に20〜500MPaの圧力をかけて傾斜構造を有するフィルムを製膜した後、
前記フィルムの片面の傾斜構造を解消する工程を含むことを特徴とする光学フィルムの製造方法。
【請求項17】
前記フィルムの片面の傾斜構造を解消する工程が、少なくとも前記フィルムの片面に溶剤を塗布する工程であることを特徴とする請求項16に記載の光学フィルムの製造方法。
【請求項18】
前記フィルムの片面の傾斜構造を解消する工程が、少なくとも前記フィルムの片面を、該フィルムを構成する熱可塑性樹脂のガラス転移温度以上に加熱する工程であることを特徴とする請求項16に記載の光学フィルムの製造方法。
【請求項19】
前記挟圧装置の第一挟圧面の移動速度を第二挟圧面の移動速度よりも速くし、
下記式(VII)で定義される前記第一挟圧面と前記第二挟圧面の移動速度比を0.90〜0.99に制御することを特徴とする請求項13〜18のいずれか一項に記載の光学フィルムの製造方法。
移動速度比=第二挟圧面の速度/第一挟圧面の速度 (VII)
【請求項20】
前記第一挟圧面および前記第二挟圧面が共に剛性金属ロールであることを特徴とする請求項13〜19のいずれか一項に記載の光学フィルムの製造方法。
【請求項21】
請求項13〜20のいずれか一項に記載の製造方法で製造されたことを特徴とする光学フィルム。
【請求項22】
請求項1〜9および21のいずれか一項に記載の光学フィルムと、偏光子を含むことを特徴とする偏光板。
【請求項23】
請求項1〜9および21のいずれか一項に記載の光学フィルムを用いたことを特徴とする光学補償フィルム。
【請求項24】
請求項1〜9および21のいずれか一項に記載の光学フィルムを用いたことを特徴とする反射防止フィルム。
【請求項25】
請求項1〜9および21のいずれか一項に記載の光学フィルムを用いたことを特徴とする液晶表示装置。
【図1】

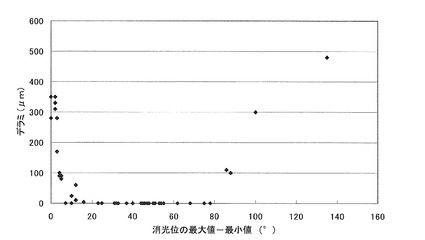
【公開番号】特開2011−59471(P2011−59471A)
【公開日】平成23年3月24日(2011.3.24)
【国際特許分類】
【出願番号】特願2009−210236(P2009−210236)
【出願日】平成21年9月11日(2009.9.11)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【Fターム(参考)】
【公開日】平成23年3月24日(2011.3.24)
【国際特許分類】
【出願日】平成21年9月11日(2009.9.11)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【Fターム(参考)】
[ Back to top ]