
光学フィルムの製造方法、光学フィルム、偏光板及び液晶表示装置
【課題】フィルムが破断し、延伸区間内にあるフィルムが延伸区間内に配置した加熱装置に接触した場合でも、加熱装置に残ったフィルム付着物の溶融物が製造再開後のフィルムに落下することを防止する。
【解決手段】光学フィルムの製造方法は、フィルムFを搬送しつつ加熱ロール32と延伸ロール33とでロール間延伸する工程と、搬送経路上にあるフィルムFの破断を検知する工程と、フィルムFの破断を検知したときは、光学フィルムの製造再開前に、加熱ロール32と延伸ロール33との間の延伸区間内に配置された加熱装置37を清掃する工程とを有する。
【解決手段】光学フィルムの製造方法は、フィルムFを搬送しつつ加熱ロール32と延伸ロール33とでロール間延伸する工程と、搬送経路上にあるフィルムFの破断を検知する工程と、フィルムFの破断を検知したときは、光学フィルムの製造再開前に、加熱ロール32と延伸ロール33との間の延伸区間内に配置された加熱装置37を清掃する工程とを有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、光学フィルムの製造方法、この製造方法により製造された光学フィルム、この光学フィルムを保護フィルムとして有する偏光板、及び、この光学フィルム又はこの偏光板を用いた液晶表示装置に関する。
【背景技術】
【0002】
従来、光学フィルムを製造する方法として、例えば溶液製膜法や溶融製膜法が知られている。溶液製膜法は、原料の樹脂を溶媒に溶解した樹脂溶液を流延ダイから吐出し、無端ベルトやドラム等の支持体上に流延させることにより流延膜を支持体上に形成させ、形成した流延膜をある程度まで乾燥させた後、支持体から剥離し、剥離したフィルムを長手方向に搬送しつつ必要に応じて延伸や熱処理等を行うことにより光学フィルムを製造する方法である。一方、溶融製膜法は、原料の樹脂を加熱溶融した樹脂溶融物を流延ダイから押し出し、ロール等の支持体上に流延させることにより流延膜を支持体上に形成させ、形成した流延膜をある程度まで冷却固化させた後、支持体から剥離し、剥離したフィルムを長手方向に搬送しつつ必要に応じて延伸や熱処理等を行うことにより光学フィルムを製造する方法である。
【0003】
ここで、特許文献1に記載されるように、延伸工程として、ロール間延伸を行うことがある。ロール間延伸は、フィルムを搬送しつつ搬送方向上流側の加熱ロールと搬送方向下流側の延伸ロールとの間の延伸区間内において加熱ロールの周速度よりも延伸ロールの周速度を大きくすることによりフィルムを搬送方向に延伸するものである。このようなロール間延伸は、光学フィルムの光学性能の向上を図るためのもので、これにより液晶表示装置の大画面化、高品質化に資することができる。
【0004】
ところで、ロール間延伸において、加熱ロールの温度を樹脂のガラス転移温度よりも低くすると、延伸ロールのトルクが上昇し、延伸区間内におけるフィルムの延伸が困難となり得る。一方、加熱ロールの温度を樹脂のガラス転移温度よりも高くすると、フィルムが加熱ロールに付着し、フィルムに段状の面欠陥(段ムラ)が発生し得る。
【0005】
そこで、延伸区間内に赤外線ヒータ等の加熱装置を配置し、加熱ロールの温度を樹脂のガラス転移温度よりも低くしてフィルムが加熱ロールに付着することを防止すると共に、加熱装置で延伸区間内にあるフィルムを樹脂のガラス転移温度よりも高い温度に加熱してフィルムの延伸の円滑化を図ることが知られている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2010−275434号公報(段落0006、0086、図1〜3)
【発明の概要】
【発明が解決しようとする課題】
【0007】
ところで、延伸区間内に加熱装置を配置する場合、フィルムを効率よく均等に加熱するため、加熱装置はできるだけフィルムに近づけて配置することが望ましい。しかし、そうすると、搬送経路上にある搬送中のフィルムが破断したときに、次のような問題が起こり得る。すなわち、フィルムが破断すると、フィルムの張力が緩み、延伸区間内にあるフィルムが蛇行して加熱装置に接触する可能性が高くなる。あるいは、フィルムが破断すると、フィルムの搬送が停止又は遅くなり、延伸区間内にあるフィルムが加熱装置の熱に長時間曝されて加熱装置側に偏って膨張し加熱装置に接触する可能性が高くなる。
【0008】
加熱装置にフィルムが接触すると、接触したフィルムが加熱装置に付着したまま残り、残ったフィルムの付着物が製造再開後に加熱装置で熱せられて溶融し、延伸区間内を搬送中のフィルムに落下する。このようなフィルム溶融物の落下は、光学フィルムの異物故障や映像表示不良(画像の歪み等)等の不具合の原因となり、光学フィルムの光学性能を低下させ、液晶表示装置の大画面化、高品質化を阻害する。
【0009】
そこで、本発明の目的は、フィルムが破断し、延伸区間内にあるフィルムが延伸区間内に配置した加熱装置に接触した場合でも、加熱装置に残ったフィルム付着物の溶融物が製造再開後のフィルムに落下することを防止し、もって光学フィルムの光学性能の低下を抑制し、液晶表示装置の大画面化、高品質化に資することである。
【課題を解決するための手段】
【0010】
本発明の光学フィルムの製造方法は、フィルムを搬送しつつ加熱ロールと延伸ロールとでロール間延伸する工程を有する光学フィルムの製造方法であって、搬送経路上にあるフィルムの破断を検知する工程と、フィルムの破断を検知したときは、光学フィルムの製造再開前に、加熱ロールと延伸ロールとの間の延伸区間内に配置された加熱装置を清掃する工程とを有することを特徴とする。
【0011】
この構成によれば、搬送経路上にあるフィルムの破断が検知されると、光学フィルムの製造再開前に、延伸区間内に配置された加熱装置が清掃されるので、たとえフィルム破断時に延伸区間内にあるフィルムが加熱装置に接触した場合でも、加熱装置に残ったフィルム付着物の溶融物が製造再開後のフィルムに落下することが防止される。そのため、光学フィルムの異物故障や映像表示不良等の不具合が解消され、光学フィルムの光学性能の低下が抑制され、液晶表示装置の大画面化、高品質化に資することができる。
【0012】
前記製造方法においては、搬送経路上の物体の有無、搬送経路が占める空間の温度及びフィルムの巻取トルクのうちの少なくとも1つにより、フィルムの破断を検知することが好ましい。フィルムの破断を応答性よくかつ精度よく検知できるからである。
【0013】
前記製造方法においては、加熱装置の温度を高めて加熱装置からフィルムの付着物を溶融して除去することにより、加熱装置を清掃することが好ましい。加熱装置の温度を高めるだけで、加熱装置に残ったフィルム付着物を簡単、確実に加熱装置から溶融して除去することができ、加熱装置を良好に清掃できるからである。
【0014】
前記製造方法においては、加熱装置を洗浄液で洗浄して加熱装置からフィルムの付着物を除去することにより、加熱装置を清掃することが好ましい。加熱装置を洗浄液で洗浄するだけで、加熱装置に残ったフィルム付着物を簡単、確実に加熱装置から除去することができ、加熱装置を良好に清掃できるからである。
【0015】
前記製造方法においては、加熱装置と搬送経路との間に設けた加熱装置のカバー部材を交換して加熱装置からフィルムの付着物を除去することにより、加熱装置を清掃することが好ましい。加熱装置のカバー部材を交換するだけで、加熱装置に残った(より詳しくは、加熱装置のカバー部材に残った)フィルム付着物を簡単、確実に加熱装置から除去することができ、加熱装置を良好に清掃できるからである。
【0016】
本発明の光学フィルムは、前記製造方法により製造されたことを特徴とする。この光学フィルムは、異物故障や映像表示不良等の不具合が解消され、光学性能に優れる、高品質なものである。
【0017】
本発明の偏光板は、前記光学フィルムを保護フィルムとして有することを特徴とする。この偏光板は、異物故障や映像表示不良等の不具合が解消され、光学性能に優れる、高品質なものである。
【0018】
本発明の液晶表示装置は、前記光学フィルム又は前記偏光板を用いたことを特徴とする。この液晶表示装置は、異物故障や映像表示不良等の不具合が解消され、光学性能に優れる、高品質なものである。
【発明の効果】
【0019】
本発明によれば、フィルム破断時に起こり得る加熱装置からのフィルム溶融物の落下防止対策が講じられた光学フィルムの製造方法が提供される。その結果、異物故障や映像表示不良等の不具合が解消され、光学性能に優れる、高品質な光学フィルム、偏光板及び液晶表示装置が得られ、液晶表示装置の大画面化、高品質化に資することができる。
【図面の簡単な説明】
【0020】
【図1】本発明の実施形態に係る光学フィルムの製造装置の全体構成図であって、(A)は無端ベルトを用いた溶液製膜法によるもの、(B)はドラムを用いた溶液製膜法によるもの、(C)は冷却ロールを用いた溶融製膜法によるものである。
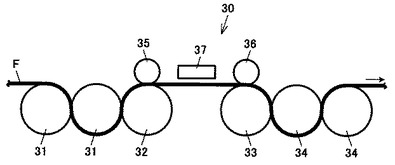
【図2】図1の光学フィルムの製造装置のロール間延伸装置の構成図である。
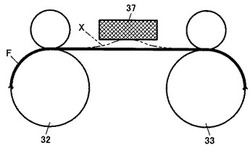
【図3】図2のロール間延伸装置の延伸区間の拡大図であって、第1の実施形態の説明図である。
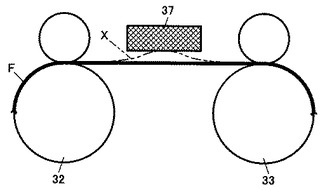
【図4】同じく、第2の実施形態の説明図である。
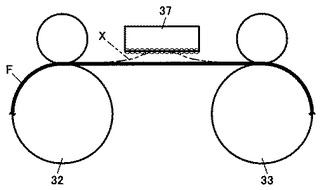
【図5】同じく、第3の実施形態の説明図である。
【発明を実施するための形態】
【0021】
以下、本発明の実施形態を説明するが、本発明はこれらの実施形態に限定されない。
【0022】
<光学フィルムの製造装置>
本実施形態では、光学フィルムは、溶液製膜法又は溶融製膜法により製造される。図1(A)を参照して、支持体として無端ベルト12を用いた溶液製膜法による光学フィルムの製造装置1を説明する。
【0023】
この光学フィルムの製造装置1は、流延装置10、乾燥装置20、ロール間延伸装置30、及び巻取装置40を有する。
【0024】
流延装置10は、流延ダイ11、無端ベルト12、及び剥離ロール13を備えている。
【0025】
流延ダイ11は、原料の樹脂を溶媒に溶解した樹脂溶液(ドープ)51を吐出し、走行する無端ベルト12上に流延させることにより流延膜(ウェブ)52を無端ベルト12上に形成させる。
【0026】
原料の樹脂は、得られる光学フィルムの透明度の観点から、例えばセルローストリアセテート等のセルロースエステル樹脂が好ましい。溶媒は、原料の樹脂の良溶媒(例えばメチレンクロライド等)及び貧溶媒(例えばアルコール類等)を含む混合溶媒が好ましい。樹脂溶液51中の樹脂の含有量は、例えば15〜30質量%が好ましい。必要に応じて、樹脂溶液51に、可塑剤、マット剤、紫外線吸収剤、酸化防止剤、リタデーション調整剤等の添加剤を含んでもよい。
【0027】
流延ダイ11は、吐出口の形状が調整可能なものが好ましい。また、流延膜52の膜厚を均一にし易い加圧ダイが好ましい。製膜速度を上げるために、加圧ダイを2基以上並べて配置し、樹脂溶液51を分割して吐出してもよい。
【0028】
流延ダイ11による樹脂溶液51の吐出速度は、無端ベルト12による流延膜52の搬送速度及び生産性等を考慮して、例えば30〜200L/分程度が好ましい。
【0029】
無端ベルト12は、一対のローラ間に巻き掛けられ、図中の矢印方向に走行することにより、無端ベルト12上に形成された流延膜52を搬送する。流延膜52は、無端ベルト12による搬送中に、温風やヒータ等により、無端ベルト12上である程度まで乾燥される。
【0030】
無端ベルト12は、流延膜52の剥離性の観点から、例えば表面が鏡面仕上げされたステンレス鋼(SUS316やSUS304等)製が好ましい。無端ベルト12の幅は、例えば1700〜2500mm程度が好ましい。無端ベルト12上の流延膜52の幅は、無端ベルト12の幅の80〜99%が好ましく、液晶表示装置の大画面化の観点から、例えば1300〜2400mm程度が好ましい。
【0031】
無端ベルト12上の流延膜52の温度は、溶媒の蒸発に要する時間、無端ベルト12の搬送速度及び生産性等を考慮して、例えば−5〜70℃が好ましく、0〜60℃がより好ましい。
【0032】
無端ベルト12による流延膜52の搬送速度は、光学フィルムの高速生産の観点から、例えば30〜200m/分程度が好ましい。
【0033】
剥離ロール13は、無端ベルト12の表面に加圧された状態で接しており、無端ベルト12上である程度まで乾燥された流延膜52を無端ベルト12から剥離する。剥離された流延膜52は、フィルムFとして長手方向に搬送され、乾燥装置20及びロール間延伸装置30を通過する。剥離ロール13による剥離時の剥離張力は、例えば50〜400N/m幅が好ましい。また、剥離時の流延膜52の残留溶媒量は、無端ベルト12からの剥離性、剥離後の搬送性及び光学フィルムの物理特性等を考慮して、例えば30〜200質量%が好ましい。
【0034】
ここで、残留溶媒量は次式で定義される値である。式中の「加熱処理」とは、115℃で1時間の加熱処理である。
残留溶媒量(%)={(流延膜の加熱処理前の質量−流延膜の加熱処理後の質量)/流延膜の加熱処理後の質量}×100
乾燥装置20は、複数の搬送ロールを備え、これらのロール間をフィルムFを蛇行状に搬送しつつフィルムFを温風やヒータ等により乾燥させる。乾燥温度は、フィルムFの残留溶媒量等に依存するが、乾燥時間、収縮ムラ及び伸縮量の安定性等を考慮して、例えば30〜180℃が好ましい。
【0035】
ロール間延伸装置30は、後に詳しく説明するように、フィルムFを搬送しつつ加熱ロールと延伸ロールとの間の延伸区間内においてフィルムFを搬送方向、すなわち長手方向(MD方向)に延伸する。
【0036】
なお、このロール間延伸装置30によるロール間延伸に加えて、例えばテンター等を用いてフィルムFを幅手方向(TD方向)にも延伸してもよい。
【0037】
巻取装置40は、乾燥され、ロール間延伸されたフィルムFを光学フィルムとしてロール状に巻き取る。巻取装置40としては、例えば、定テンション法、定トルク法、テーパーテンション法、内部応力一定のプログラムテンションコントロール法等の巻取法によるものが特に限定なく使用可能である。
【0038】
巻取装置40で巻き取る際の光学フィルムの残留溶媒量は、寸法安定性の観点から、例えば0.5質量%以下が好ましく、0.1質量%以下がより好ましい。光学フィルムの幅は、残留溶媒量が0.5質量%以下の場合で、例えば1200〜2400mm程度が好ましく、厚みは、例えば20〜150μm程度が好ましい。光学フィルムの透過率は、90%以上が好ましく、92%以上がより好ましく、93%以上がさらに好ましい。
【0039】
本実施形態に係る光学フィルムは、液晶ディスプレイ、プラズマディスプレイ、有機ELディスプレイ等の各種ディスプレイ用の機能フィルムとして好適である他、偏光板保護フィルム、位相差フィルム、反射防止フィルム、輝度向上フィルム、視野角拡大等の光学補償フィルムとしても好適である。
【0040】
本実施形態では、剥離ロール13で剥離されてから巻取装置40で巻き取られるまでの搬送経路上にあるフィルムFの搬送張力は、フィルムFの残留溶媒量等に依存するが、例えば10〜300N/m幅が好ましく、20〜270N/m幅がより好ましい。
【0041】
本実施形態では、搬送経路上にあるフィルムFの破断を検知するフィルム破断検知装置80が巻取装置40の直前の搬送経路の近傍に配置されている。検知装置80としては、例えば、光学式検知装置や接触式検知装置等、搬送経路上の物体の有無によりフィルムFの破断を検知するもの、あるいは、温度測定式検知装置等、搬送経路が占める空間の温度によりフィルムFの破断を検知するもの等が特に限定なく使用可能である。さらには、電気信号式検知装置等、巻取装置40で巻き取る際のフィルムFの巻取トルクによりフィルムFの破断を検知するもの等でもよい。これらの検知装置80はフィルムFの破断を応答性よくかつ精度よく検知できる。これらの検知装置80は単独で使用しても又は複数を組み合わせて使用してもよい。また、検知装置80は、搬送経路上にあるフィルムFの破断を検知できる限り、剥離ロール13から巻取装置40までの搬送経路のいずれの位置に配置してもよい。その場合、検知精度及び検知応答性を高めるために、複数の位置に配置することが好ましい。
【0042】
次に、図1(B)を参照して、支持体としてドラム14を用いた溶液製膜法による光学フィルムの製造装置1を説明する。ただし、図1(A)と共通又は類似の構成要素には同じ符号を用い、図1(B)の特徴部分のみ説明する。
【0043】
図1(B)に示した光学フィルムの製造装置1は、支持体としてドラム14を用いた点が図1(A)と異なっている。ドラム14は、流延膜52の剥離性の観点から、例えば表面がハードクロムメッキ処理されたステンレス鋼(SUS316やSUS304等)製が好ましい。流延ダイ11は、原料の樹脂を溶媒に溶解した樹脂溶液51を吐出し、回動するドラム14上に流延させることにより流延膜52をドラム14上に形成させる。
【0044】
次に、図1(C)を参照して、支持体として冷却ロール63を用いた溶融製膜法による光学フィルムの製造装置1を説明する。ただし、図1(A)、図1(B)と共通又は類似の構成要素には同じ符号を用い、図1(C)の特徴部分のみ説明する。
【0045】
図1(C)に示した光学フィルムの製造装置1では、流延ダイ61は、原料の樹脂を加熱溶融した樹脂溶融物71をフィルム状に押し出し、回動する冷却ロール63上に流延させることにより流延膜72を冷却ロール63上に形成させる。
【0046】
原料の樹脂は、熱可塑性樹脂であって、得られる光学フィルムの透明度の観点から、例えばセルローストリアセテート等のセルロースエステル樹脂が好ましい。必要に応じて、樹脂溶融物71に、可塑剤、マット剤、紫外線吸収剤、酸化防止剤、リタデーション調整剤、酸掃去剤、粘度低下剤等の添加剤を含んでもよい。
【0047】
冷却ロール63上に形成された流延膜72は、タッチロール62で挟圧された後、冷却ロール63に外接され、さらに、第2冷却ロール64、第3冷却ロール65に順に外接されて、ある程度まで冷却固化される。そして、剥離ロール66によって第3冷却ロール65から剥離された後、フィルムFとして長手方向に搬送され、ロール間延伸装置30を通過する。
【0048】
冷却ロール63,64,65は、流延膜72の剥離性の観点から、例えば表面がハードクロムメッキ処理されたステンレス鋼(SUS316やSUS304等)製が好ましい。
【0049】
次に、図2を参照して、図1(A)、図1(B)、図1(C)に共通するロール間延伸装置30を説明する。
【0050】
ロール間延伸装置30は、フィルムFの搬送方向の上流側から順に、予熱ロール31,31、加熱ロール32、延伸ロール33、及び冷却ロール34,34を備えている。フィルムFは、予熱ロール31,31及び加熱ロール32に外接されて加熱された後、加熱ロール32と延伸ロール33との間の延伸区間内において、加熱ロール32の周速度よりも延伸ロール33の周速度を大きくすることによって、搬送方向(MD方向)に延伸される。加熱され、延伸されたフィルムFは、冷却ロール34,34に外接されて冷却される。加熱ロール32及び延伸ロール33には、延伸区間の端部でフィルムFを保持するためのニップロール35,36が圧接されている。ロール間延伸装置30によるMD方向の延伸率は、特に限定されないが、状況に応じて、例えば1〜300%程度の範囲が好ましい。
【0051】
ここで、延伸率(MD方向)は次式で定義される値である。
MD方向延伸率(%)={(延伸ロール33の周速度−加熱ロール32の周速度)/加熱ロール32の周速度}×100
【0052】
延伸区間内には加熱装置37が配置されている。本実施形態では、加熱装置37は延伸区間内にあるフィルムFの上方に配置されている。加熱装置37としては、例えば、赤外線ヒータ、ハロゲンヒータ、カーボンヒータ、セラミックヒータ、電熱線ヒータ、温風ヒータ(温風の吹き付け)等が用いられる。
【0053】
本実施形態では、加熱ロール32の温度をフィルムFの樹脂のガラス転移温度よりも低くしている。これにより、フィルムFが加熱ロール32に付着し、フィルムFに段状の面欠陥が発生するという不具合を防止している。一方、本実施形態では、延伸区間内にあるフィルムFを加熱装置37によってフィルムFの樹脂のガラス転移温度よりも高い温度に加熱している。これにより、延伸ロール33によるフィルムFの延伸の円滑化が図られている。例えば、加熱ロール32の温度は、フィルムFの樹脂のガラス転移温度Tg−30℃以上、フィルムFの樹脂のガラス転移温度Tg未満が好ましい。また、加熱装置37によるフィルムFの加熱温度は、フィルムFの樹脂のガラス転移温度Tg以上、フィルムFの樹脂のガラス転移温度Tg+30℃以下が好ましい。
【0054】
加熱装置37は、フィルムFを効率よく均等に加熱するため、フィルムFに近接して配置されている(例えばフィルムFと加熱装置37との間隔:3cm)。一方、前述したように、剥離ロール13から巻取装置40までの搬送経路上にあるフィルムFは、例えば10〜300N/m幅という力で引っ張られている。すると、フィルムFが破断したときに、フィルムFの張力が緩み、図3に鎖線Xで例示するように、延伸区間内にあるフィルムFが蛇行して加熱装置37に接触する可能性が高くなる。あるいは、フィルムFが破断したときに、フィルムFの搬送が停止又は遅くなり、図3に鎖線Xで例示するように、延伸区間内にあるフィルムFが加熱装置37の熱に長時間曝されて加熱装置37側に偏って膨張し加熱装置37に接触する可能性が高くなる。加熱装置37に接触したフィルムFは加熱装置37に付着したまま残り、このフィルムF付着物が製造再開後に加熱装置37で熱せられて溶融し、延伸区間内を搬送中のフィルムFに落下する。このフィルムF溶融物の落下は、光学フィルムの異物故障や映像表示不良(画像の歪み等)等の原因となり、光学フィルムの光学性能を低下させ、液晶表示装置の大画面化、高品質化を阻害する。
【0055】
そこで、本実施形態では、前記検知装置80で搬送経路上にあるフィルムFの破断が検知されたときは、光学フィルムの製造再開前に、加熱装置37からフィルムF溶融物が落下することを防止する対策が講じられている。すなわち、光学フィルムの製造再開前に、加熱装置37を清掃するのである。これにより、たとえフィルムF破断時に延伸区間内にあるフィルムFが加熱装置37に接触した場合でも、加熱装置37に残ったフィルムF付着物の溶融物が製造再開後のフィルムFに落下することが防止されるので、光学フィルムの異物故障や映像表示不良等の不具合が解消され、光学フィルムの光学性能の低下が抑制され、液晶表示装置の大画面化、高品質化に資することができる。
【0056】
具体的には、第1の実施形態として、図3に示すように、フィルムFの破断時には、光学フィルムの製造再開前に、加熱装置37の温度を高めて加熱装置37からフィルムFの付着物を溶融して除去することにより、加熱装置37を清掃する。このように、加熱装置37の温度を高めるだけで、加熱装置37に残ったフィルムF付着物を簡単、確実に加熱装置37から溶融して除去することができ、加熱装置37を良好に清掃できる。この場合、加熱装置37の温度を高めたときに、加熱装置37からフィルムF溶融物が落下するが、光学フィルムの製造再開前であるから、延伸区間内にフィルムFはなく、問題はない。加熱装置37を取り出す必要がなく、延伸区間内に配置したまま加熱装置37を清掃できる。
【0057】
あるいは、第2の実施形態として、図4に示すように、フィルムFの破断時には、光学フィルムの製造再開前に、加熱装置37を洗浄液で洗浄して加熱装置37からフィルムFの付着物を除去することにより、加熱装置37を清掃してもよい。このように、加熱装置37を洗浄液で洗浄するだけで、加熱装置37に残ったフィルムF付着物を簡単、確実に加熱装置37から除去することができ、加熱装置37を良好に清掃できる。洗浄液は、フィルムFの樹脂の良溶媒(例えばメチレンクロライド等)が好ましい。加熱装置37の洗浄は、加熱装置37を取り出して行ってもよいが、延伸区間内に配置したまま行ってもよい。その場合、加熱装置37から洗浄液が落下するが、光学フィルムの製造再開前であるから、延伸区間内にフィルムFはなく、問題はない。また、加熱装置37を延伸区間内に配置したまま洗浄する場合、例えばノズルを加熱装置37の近傍に備えておいて、フィルムFの破断時には、ノズルから洗浄液を加熱装置37に向けて噴出するようにして、洗浄を自動で行うようにしてもよい。
【0058】
あるいは、第3の実施形態として、図5に示すように、フィルムFの破断時には、光学フィルムの製造再開前に、加熱装置37と搬送経路との間に設けた加熱装置37のカバー部材81を交換して加熱装置37からフィルムFの付着物を除去することにより、加熱装置37を清掃してもよい。このように、加熱装置37のカバー部材81を交換するだけで、加熱装置37に残った(より詳しくは、加熱装置37のカバー部材81に残った)フィルムF付着物を簡単、確実に加熱装置37から除去することができ、加熱装置37を良好に清掃できる。カバー部材81は、耐熱性を有し、かつ加熱装置37によるフィルムFの加熱を阻害しないものが好ましい。カバー部材81の形状としては、メッシュ状等が好ましい。
【0059】
<光学フィルムの製造方法>
以上のような構成の光学フィルムの製造装置1を用いることにより、フィルムFを搬送しつつ加熱ロール32と延伸ロール33とでロール間延伸する工程を有する光学フィルムの製造方法であって、搬送経路上にあるフィルムFの破断を検知する工程と、フィルムFの破断を検知したときは、光学フィルムの製造再開前に、加熱ロール32と延伸ロール33との間の延伸区間内に配置された加熱装置37を清掃する工程とを有する光学フィルムの製造方法が実施され得る。これにより、たとえフィルムF破断時に延伸区間内にあるフィルムFが加熱装置37に接触した場合でも、加熱装置37に残ったフィルムF付着物の溶融物が製造再開後のフィルムFに落下することが防止されるので、光学フィルムの異物故障や映像表示不良等の不具合が解消され、光学フィルムの光学性能の低下が抑制され、液晶表示装置の大画面化、高品質化に資することができる。
【0060】
<光学フィルム>
本実施形態に係る光学フィルムは、前記製造方法又は前記製造装置1により製造された光学フィルムである。この光学フィルムは、異物故障や映像表示不良等の不具合が解消され、光学性能に優れる、高品質なものである。
【0061】
<偏光板>
本実施形態に係る偏光板は、前記光学フィルムを保護フィルムとして有する偏光板である。この偏光板は、異物故障や映像表示不良等の不具合が解消され、光学性能に優れる、高品質なものである。
【0062】
具体的には、本実施形態に係る偏光板は、偏光子の少なくとも一方の面に光学フィルムが保護フィルムとして用いられている。このような偏光板は、例えば偏光子の少なくとも一方の面に完全ケン化型ポリビニルアルコール水溶液を用いて光学フィルムを貼り合わせることにより作製することができる。
【0063】
<液晶表示装置>
本実施形態に係る液晶表示装置は、前記光学フィルム又は前記偏光板を用いた液晶表示装置である。この液晶表示装置は、異物故障や映像表示不良等の不具合が解消され、光学性能に優れる、高品質なものである。
【0064】
具体的には、本実施形態に係る液晶表示装置は、液晶セルの少なくとも一方の面に偏光板が設けられている。このような液晶表示装置は、例えば液晶セルの少なくとも一方の面に粘着層を介して偏光板を貼り付けることにより作製することができる。
【0065】
本実施形態に係る液晶表示装置は、例えば30型以上という大画面用の表示装置として好適である。
【実施例】
【0066】
以下、実施例を通して、本発明をさらに詳しく説明するが、本発明はこの実施例により何等限定されるものではない。
【0067】
<樹脂溶液の調製>
下記の原料を密閉容器に投入し、加熱し、撹拌することにより溶解させた後、得られた溶液を濾過することにより樹脂溶液を調製した。
【0068】
(樹脂溶液組成)
・セルローストリアセテート(Mn=148000、Mw=310000、Mw/Mn=2.1)を100質量部
・トリフェニルホスフェート(可塑剤)を8質量部
・エチルフタリルエチルグリコレート(可塑剤)を2質量部
・メチレンクロライド(良溶媒)を440質量部
・エタノール(貧溶媒)を40質量部
・チヌビン109(紫外線吸収剤、BASFジャパン社)を0.5質量部
・チヌビン171(紫外線吸収剤、BASFジャパン社)を0.5質量部
・アエロジル972V(マット剤、日本アエロジル社)を0.2質量部
【0069】
<光学フィルムの製造>
図1(A)に示した光学フィルムの製造装置1を用い、光学フィルム(セルローストリアセテートフィルム)を製造した。まず、下記の条件で樹脂溶液51を流延ダイ11から吐出し、走行する無端ベルト12上に流延させた。
【0070】
(流延条件)
・流延ダイ:加圧ダイ
・吐出速度:30L/分
・支持体:ステンレス鋼製無端ベルト
・搬送速度:60m/分
・流延膜幅:1800mm
【0071】
無端ベルト12上に形成された流延膜52を、無端ベルト12の上方から45℃の温風を吹き付け、無端ベルト12の裏面からヒータで45℃に加熱することにより、無端ベルト12による搬送中に、無端ベルト12上で乾燥させた後、剥離ロール13で無端ベルト12から剥離した。剥離ロール13による剥離時の剥離張力は300N/m幅であった。剥離時の流延膜52の残留溶媒量は80質量%であった。
【0072】
剥離したフィルムFを270N/m幅の搬送張力で長手方向に搬送しつつ、乾燥装置20を蛇行状に通過させて、温風の吹き付けにより80℃で1分間乾燥させた。
【0073】
次に、フィルムFをロール間延伸装置30を通過させて、搬送方向に延伸した。延伸率は30%とした。加熱ロール32の温度はフィルムFの樹脂(セルローストリアセテート)のガラス転移温度Tg−10℃とした。加熱装置37によるフィルムFの加熱温度はフィルムFの樹脂のガラス転移温度Tg+10℃とした。加熱装置37は赤外線ヒータを用いた。加熱装置37は延伸区間内にあるフィルムFの上方に配置し、フィルムFと加熱装置37との間隔は3cmとした。
【0074】
次に、フィルムFを20℃に冷却した後、スリッター(例えば回転刃方式のもの等)でフィルムの幅手方向の両端部を切除し、定トルク法による巻取装置40でロール状に巻き取ることにより、厚みが40μm、幅が1500mmの光学フィルム(セルローストリアセテートフィルム)を製造した。
【0075】
<評価>
(実施例)
フィルム破断検知装置80を巻取装置40の直前の搬送経路の近傍に配置した。検知装置80は光学式検知装置を用いた。この検知装置80でフィルムFの破断が検知されたときに、その検知信号を受けて、光学フィルムの製造再開前に、加熱装置37の出力を上げ、加熱装置37の温度を高めるように構成した(400℃、10分間)。
【0076】
そして、光学フィルムを前記のようにして製造中に、ロール間延伸装置30と巻取装置40との間において、フィルムFの側縁部に切れ目を入れ、フィルムFを破断させた。光学フィルムの製造を一時中断し、巻取装置40で巻き取ったロールを交換する等した後、光学フィルムの製造を再開した。製造再開後の光学フィルムを評価したところ、光学フィルムの異物故障や映像表示不良等は観察されなかった。
【0077】
(比較例)
一方、フィルム破断検知装置80を配置せず、光学フィルムの製造再開前に加熱装置37の温度を高めなかった場合は、製造再開後の光学フィルムに異物故障や映像表示不良等が観察された。これは、フィルムFの破断時に、延伸区間内にあるフィルムFが加熱装置37に接触し、加熱装置37に残ったフィルムF付着物が製造再開後に加熱装置37で熱せられて溶融し、フィルムF溶融物が延伸区間内を搬送中のフィルムFに落下したためと考察される。
【符号の説明】
【0078】
1 光学フィルムの製造装置
10 流延装置
11 流延ダイ
12 無端ベルト(支持体)
13 剥離ロール
14 ドラム(支持体)
20 乾燥装置
30 ロール間延伸装置
40 巻取装置
51 樹脂溶液
52 流延膜
61 流延ダイ
62 タッチロール
63 冷却ロール(支持体)
64 第2冷却ロール(支持体)
65 第3冷却ロール(支持体)
66 剥離ロール
71 樹脂溶融物
72 流延膜
80 フィルム破断検知装置
F フィルム
【技術分野】
【0001】
本発明は、光学フィルムの製造方法、この製造方法により製造された光学フィルム、この光学フィルムを保護フィルムとして有する偏光板、及び、この光学フィルム又はこの偏光板を用いた液晶表示装置に関する。
【背景技術】
【0002】
従来、光学フィルムを製造する方法として、例えば溶液製膜法や溶融製膜法が知られている。溶液製膜法は、原料の樹脂を溶媒に溶解した樹脂溶液を流延ダイから吐出し、無端ベルトやドラム等の支持体上に流延させることにより流延膜を支持体上に形成させ、形成した流延膜をある程度まで乾燥させた後、支持体から剥離し、剥離したフィルムを長手方向に搬送しつつ必要に応じて延伸や熱処理等を行うことにより光学フィルムを製造する方法である。一方、溶融製膜法は、原料の樹脂を加熱溶融した樹脂溶融物を流延ダイから押し出し、ロール等の支持体上に流延させることにより流延膜を支持体上に形成させ、形成した流延膜をある程度まで冷却固化させた後、支持体から剥離し、剥離したフィルムを長手方向に搬送しつつ必要に応じて延伸や熱処理等を行うことにより光学フィルムを製造する方法である。
【0003】
ここで、特許文献1に記載されるように、延伸工程として、ロール間延伸を行うことがある。ロール間延伸は、フィルムを搬送しつつ搬送方向上流側の加熱ロールと搬送方向下流側の延伸ロールとの間の延伸区間内において加熱ロールの周速度よりも延伸ロールの周速度を大きくすることによりフィルムを搬送方向に延伸するものである。このようなロール間延伸は、光学フィルムの光学性能の向上を図るためのもので、これにより液晶表示装置の大画面化、高品質化に資することができる。
【0004】
ところで、ロール間延伸において、加熱ロールの温度を樹脂のガラス転移温度よりも低くすると、延伸ロールのトルクが上昇し、延伸区間内におけるフィルムの延伸が困難となり得る。一方、加熱ロールの温度を樹脂のガラス転移温度よりも高くすると、フィルムが加熱ロールに付着し、フィルムに段状の面欠陥(段ムラ)が発生し得る。
【0005】
そこで、延伸区間内に赤外線ヒータ等の加熱装置を配置し、加熱ロールの温度を樹脂のガラス転移温度よりも低くしてフィルムが加熱ロールに付着することを防止すると共に、加熱装置で延伸区間内にあるフィルムを樹脂のガラス転移温度よりも高い温度に加熱してフィルムの延伸の円滑化を図ることが知られている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2010−275434号公報(段落0006、0086、図1〜3)
【発明の概要】
【発明が解決しようとする課題】
【0007】
ところで、延伸区間内に加熱装置を配置する場合、フィルムを効率よく均等に加熱するため、加熱装置はできるだけフィルムに近づけて配置することが望ましい。しかし、そうすると、搬送経路上にある搬送中のフィルムが破断したときに、次のような問題が起こり得る。すなわち、フィルムが破断すると、フィルムの張力が緩み、延伸区間内にあるフィルムが蛇行して加熱装置に接触する可能性が高くなる。あるいは、フィルムが破断すると、フィルムの搬送が停止又は遅くなり、延伸区間内にあるフィルムが加熱装置の熱に長時間曝されて加熱装置側に偏って膨張し加熱装置に接触する可能性が高くなる。
【0008】
加熱装置にフィルムが接触すると、接触したフィルムが加熱装置に付着したまま残り、残ったフィルムの付着物が製造再開後に加熱装置で熱せられて溶融し、延伸区間内を搬送中のフィルムに落下する。このようなフィルム溶融物の落下は、光学フィルムの異物故障や映像表示不良(画像の歪み等)等の不具合の原因となり、光学フィルムの光学性能を低下させ、液晶表示装置の大画面化、高品質化を阻害する。
【0009】
そこで、本発明の目的は、フィルムが破断し、延伸区間内にあるフィルムが延伸区間内に配置した加熱装置に接触した場合でも、加熱装置に残ったフィルム付着物の溶融物が製造再開後のフィルムに落下することを防止し、もって光学フィルムの光学性能の低下を抑制し、液晶表示装置の大画面化、高品質化に資することである。
【課題を解決するための手段】
【0010】
本発明の光学フィルムの製造方法は、フィルムを搬送しつつ加熱ロールと延伸ロールとでロール間延伸する工程を有する光学フィルムの製造方法であって、搬送経路上にあるフィルムの破断を検知する工程と、フィルムの破断を検知したときは、光学フィルムの製造再開前に、加熱ロールと延伸ロールとの間の延伸区間内に配置された加熱装置を清掃する工程とを有することを特徴とする。
【0011】
この構成によれば、搬送経路上にあるフィルムの破断が検知されると、光学フィルムの製造再開前に、延伸区間内に配置された加熱装置が清掃されるので、たとえフィルム破断時に延伸区間内にあるフィルムが加熱装置に接触した場合でも、加熱装置に残ったフィルム付着物の溶融物が製造再開後のフィルムに落下することが防止される。そのため、光学フィルムの異物故障や映像表示不良等の不具合が解消され、光学フィルムの光学性能の低下が抑制され、液晶表示装置の大画面化、高品質化に資することができる。
【0012】
前記製造方法においては、搬送経路上の物体の有無、搬送経路が占める空間の温度及びフィルムの巻取トルクのうちの少なくとも1つにより、フィルムの破断を検知することが好ましい。フィルムの破断を応答性よくかつ精度よく検知できるからである。
【0013】
前記製造方法においては、加熱装置の温度を高めて加熱装置からフィルムの付着物を溶融して除去することにより、加熱装置を清掃することが好ましい。加熱装置の温度を高めるだけで、加熱装置に残ったフィルム付着物を簡単、確実に加熱装置から溶融して除去することができ、加熱装置を良好に清掃できるからである。
【0014】
前記製造方法においては、加熱装置を洗浄液で洗浄して加熱装置からフィルムの付着物を除去することにより、加熱装置を清掃することが好ましい。加熱装置を洗浄液で洗浄するだけで、加熱装置に残ったフィルム付着物を簡単、確実に加熱装置から除去することができ、加熱装置を良好に清掃できるからである。
【0015】
前記製造方法においては、加熱装置と搬送経路との間に設けた加熱装置のカバー部材を交換して加熱装置からフィルムの付着物を除去することにより、加熱装置を清掃することが好ましい。加熱装置のカバー部材を交換するだけで、加熱装置に残った(より詳しくは、加熱装置のカバー部材に残った)フィルム付着物を簡単、確実に加熱装置から除去することができ、加熱装置を良好に清掃できるからである。
【0016】
本発明の光学フィルムは、前記製造方法により製造されたことを特徴とする。この光学フィルムは、異物故障や映像表示不良等の不具合が解消され、光学性能に優れる、高品質なものである。
【0017】
本発明の偏光板は、前記光学フィルムを保護フィルムとして有することを特徴とする。この偏光板は、異物故障や映像表示不良等の不具合が解消され、光学性能に優れる、高品質なものである。
【0018】
本発明の液晶表示装置は、前記光学フィルム又は前記偏光板を用いたことを特徴とする。この液晶表示装置は、異物故障や映像表示不良等の不具合が解消され、光学性能に優れる、高品質なものである。
【発明の効果】
【0019】
本発明によれば、フィルム破断時に起こり得る加熱装置からのフィルム溶融物の落下防止対策が講じられた光学フィルムの製造方法が提供される。その結果、異物故障や映像表示不良等の不具合が解消され、光学性能に優れる、高品質な光学フィルム、偏光板及び液晶表示装置が得られ、液晶表示装置の大画面化、高品質化に資することができる。
【図面の簡単な説明】
【0020】
【図1】本発明の実施形態に係る光学フィルムの製造装置の全体構成図であって、(A)は無端ベルトを用いた溶液製膜法によるもの、(B)はドラムを用いた溶液製膜法によるもの、(C)は冷却ロールを用いた溶融製膜法によるものである。
【図2】図1の光学フィルムの製造装置のロール間延伸装置の構成図である。
【図3】図2のロール間延伸装置の延伸区間の拡大図であって、第1の実施形態の説明図である。
【図4】同じく、第2の実施形態の説明図である。
【図5】同じく、第3の実施形態の説明図である。
【発明を実施するための形態】
【0021】
以下、本発明の実施形態を説明するが、本発明はこれらの実施形態に限定されない。
【0022】
<光学フィルムの製造装置>
本実施形態では、光学フィルムは、溶液製膜法又は溶融製膜法により製造される。図1(A)を参照して、支持体として無端ベルト12を用いた溶液製膜法による光学フィルムの製造装置1を説明する。
【0023】
この光学フィルムの製造装置1は、流延装置10、乾燥装置20、ロール間延伸装置30、及び巻取装置40を有する。
【0024】
流延装置10は、流延ダイ11、無端ベルト12、及び剥離ロール13を備えている。
【0025】
流延ダイ11は、原料の樹脂を溶媒に溶解した樹脂溶液(ドープ)51を吐出し、走行する無端ベルト12上に流延させることにより流延膜(ウェブ)52を無端ベルト12上に形成させる。
【0026】
原料の樹脂は、得られる光学フィルムの透明度の観点から、例えばセルローストリアセテート等のセルロースエステル樹脂が好ましい。溶媒は、原料の樹脂の良溶媒(例えばメチレンクロライド等)及び貧溶媒(例えばアルコール類等)を含む混合溶媒が好ましい。樹脂溶液51中の樹脂の含有量は、例えば15〜30質量%が好ましい。必要に応じて、樹脂溶液51に、可塑剤、マット剤、紫外線吸収剤、酸化防止剤、リタデーション調整剤等の添加剤を含んでもよい。
【0027】
流延ダイ11は、吐出口の形状が調整可能なものが好ましい。また、流延膜52の膜厚を均一にし易い加圧ダイが好ましい。製膜速度を上げるために、加圧ダイを2基以上並べて配置し、樹脂溶液51を分割して吐出してもよい。
【0028】
流延ダイ11による樹脂溶液51の吐出速度は、無端ベルト12による流延膜52の搬送速度及び生産性等を考慮して、例えば30〜200L/分程度が好ましい。
【0029】
無端ベルト12は、一対のローラ間に巻き掛けられ、図中の矢印方向に走行することにより、無端ベルト12上に形成された流延膜52を搬送する。流延膜52は、無端ベルト12による搬送中に、温風やヒータ等により、無端ベルト12上である程度まで乾燥される。
【0030】
無端ベルト12は、流延膜52の剥離性の観点から、例えば表面が鏡面仕上げされたステンレス鋼(SUS316やSUS304等)製が好ましい。無端ベルト12の幅は、例えば1700〜2500mm程度が好ましい。無端ベルト12上の流延膜52の幅は、無端ベルト12の幅の80〜99%が好ましく、液晶表示装置の大画面化の観点から、例えば1300〜2400mm程度が好ましい。
【0031】
無端ベルト12上の流延膜52の温度は、溶媒の蒸発に要する時間、無端ベルト12の搬送速度及び生産性等を考慮して、例えば−5〜70℃が好ましく、0〜60℃がより好ましい。
【0032】
無端ベルト12による流延膜52の搬送速度は、光学フィルムの高速生産の観点から、例えば30〜200m/分程度が好ましい。
【0033】
剥離ロール13は、無端ベルト12の表面に加圧された状態で接しており、無端ベルト12上である程度まで乾燥された流延膜52を無端ベルト12から剥離する。剥離された流延膜52は、フィルムFとして長手方向に搬送され、乾燥装置20及びロール間延伸装置30を通過する。剥離ロール13による剥離時の剥離張力は、例えば50〜400N/m幅が好ましい。また、剥離時の流延膜52の残留溶媒量は、無端ベルト12からの剥離性、剥離後の搬送性及び光学フィルムの物理特性等を考慮して、例えば30〜200質量%が好ましい。
【0034】
ここで、残留溶媒量は次式で定義される値である。式中の「加熱処理」とは、115℃で1時間の加熱処理である。
残留溶媒量(%)={(流延膜の加熱処理前の質量−流延膜の加熱処理後の質量)/流延膜の加熱処理後の質量}×100
乾燥装置20は、複数の搬送ロールを備え、これらのロール間をフィルムFを蛇行状に搬送しつつフィルムFを温風やヒータ等により乾燥させる。乾燥温度は、フィルムFの残留溶媒量等に依存するが、乾燥時間、収縮ムラ及び伸縮量の安定性等を考慮して、例えば30〜180℃が好ましい。
【0035】
ロール間延伸装置30は、後に詳しく説明するように、フィルムFを搬送しつつ加熱ロールと延伸ロールとの間の延伸区間内においてフィルムFを搬送方向、すなわち長手方向(MD方向)に延伸する。
【0036】
なお、このロール間延伸装置30によるロール間延伸に加えて、例えばテンター等を用いてフィルムFを幅手方向(TD方向)にも延伸してもよい。
【0037】
巻取装置40は、乾燥され、ロール間延伸されたフィルムFを光学フィルムとしてロール状に巻き取る。巻取装置40としては、例えば、定テンション法、定トルク法、テーパーテンション法、内部応力一定のプログラムテンションコントロール法等の巻取法によるものが特に限定なく使用可能である。
【0038】
巻取装置40で巻き取る際の光学フィルムの残留溶媒量は、寸法安定性の観点から、例えば0.5質量%以下が好ましく、0.1質量%以下がより好ましい。光学フィルムの幅は、残留溶媒量が0.5質量%以下の場合で、例えば1200〜2400mm程度が好ましく、厚みは、例えば20〜150μm程度が好ましい。光学フィルムの透過率は、90%以上が好ましく、92%以上がより好ましく、93%以上がさらに好ましい。
【0039】
本実施形態に係る光学フィルムは、液晶ディスプレイ、プラズマディスプレイ、有機ELディスプレイ等の各種ディスプレイ用の機能フィルムとして好適である他、偏光板保護フィルム、位相差フィルム、反射防止フィルム、輝度向上フィルム、視野角拡大等の光学補償フィルムとしても好適である。
【0040】
本実施形態では、剥離ロール13で剥離されてから巻取装置40で巻き取られるまでの搬送経路上にあるフィルムFの搬送張力は、フィルムFの残留溶媒量等に依存するが、例えば10〜300N/m幅が好ましく、20〜270N/m幅がより好ましい。
【0041】
本実施形態では、搬送経路上にあるフィルムFの破断を検知するフィルム破断検知装置80が巻取装置40の直前の搬送経路の近傍に配置されている。検知装置80としては、例えば、光学式検知装置や接触式検知装置等、搬送経路上の物体の有無によりフィルムFの破断を検知するもの、あるいは、温度測定式検知装置等、搬送経路が占める空間の温度によりフィルムFの破断を検知するもの等が特に限定なく使用可能である。さらには、電気信号式検知装置等、巻取装置40で巻き取る際のフィルムFの巻取トルクによりフィルムFの破断を検知するもの等でもよい。これらの検知装置80はフィルムFの破断を応答性よくかつ精度よく検知できる。これらの検知装置80は単独で使用しても又は複数を組み合わせて使用してもよい。また、検知装置80は、搬送経路上にあるフィルムFの破断を検知できる限り、剥離ロール13から巻取装置40までの搬送経路のいずれの位置に配置してもよい。その場合、検知精度及び検知応答性を高めるために、複数の位置に配置することが好ましい。
【0042】
次に、図1(B)を参照して、支持体としてドラム14を用いた溶液製膜法による光学フィルムの製造装置1を説明する。ただし、図1(A)と共通又は類似の構成要素には同じ符号を用い、図1(B)の特徴部分のみ説明する。
【0043】
図1(B)に示した光学フィルムの製造装置1は、支持体としてドラム14を用いた点が図1(A)と異なっている。ドラム14は、流延膜52の剥離性の観点から、例えば表面がハードクロムメッキ処理されたステンレス鋼(SUS316やSUS304等)製が好ましい。流延ダイ11は、原料の樹脂を溶媒に溶解した樹脂溶液51を吐出し、回動するドラム14上に流延させることにより流延膜52をドラム14上に形成させる。
【0044】
次に、図1(C)を参照して、支持体として冷却ロール63を用いた溶融製膜法による光学フィルムの製造装置1を説明する。ただし、図1(A)、図1(B)と共通又は類似の構成要素には同じ符号を用い、図1(C)の特徴部分のみ説明する。
【0045】
図1(C)に示した光学フィルムの製造装置1では、流延ダイ61は、原料の樹脂を加熱溶融した樹脂溶融物71をフィルム状に押し出し、回動する冷却ロール63上に流延させることにより流延膜72を冷却ロール63上に形成させる。
【0046】
原料の樹脂は、熱可塑性樹脂であって、得られる光学フィルムの透明度の観点から、例えばセルローストリアセテート等のセルロースエステル樹脂が好ましい。必要に応じて、樹脂溶融物71に、可塑剤、マット剤、紫外線吸収剤、酸化防止剤、リタデーション調整剤、酸掃去剤、粘度低下剤等の添加剤を含んでもよい。
【0047】
冷却ロール63上に形成された流延膜72は、タッチロール62で挟圧された後、冷却ロール63に外接され、さらに、第2冷却ロール64、第3冷却ロール65に順に外接されて、ある程度まで冷却固化される。そして、剥離ロール66によって第3冷却ロール65から剥離された後、フィルムFとして長手方向に搬送され、ロール間延伸装置30を通過する。
【0048】
冷却ロール63,64,65は、流延膜72の剥離性の観点から、例えば表面がハードクロムメッキ処理されたステンレス鋼(SUS316やSUS304等)製が好ましい。
【0049】
次に、図2を参照して、図1(A)、図1(B)、図1(C)に共通するロール間延伸装置30を説明する。
【0050】
ロール間延伸装置30は、フィルムFの搬送方向の上流側から順に、予熱ロール31,31、加熱ロール32、延伸ロール33、及び冷却ロール34,34を備えている。フィルムFは、予熱ロール31,31及び加熱ロール32に外接されて加熱された後、加熱ロール32と延伸ロール33との間の延伸区間内において、加熱ロール32の周速度よりも延伸ロール33の周速度を大きくすることによって、搬送方向(MD方向)に延伸される。加熱され、延伸されたフィルムFは、冷却ロール34,34に外接されて冷却される。加熱ロール32及び延伸ロール33には、延伸区間の端部でフィルムFを保持するためのニップロール35,36が圧接されている。ロール間延伸装置30によるMD方向の延伸率は、特に限定されないが、状況に応じて、例えば1〜300%程度の範囲が好ましい。
【0051】
ここで、延伸率(MD方向)は次式で定義される値である。
MD方向延伸率(%)={(延伸ロール33の周速度−加熱ロール32の周速度)/加熱ロール32の周速度}×100
【0052】
延伸区間内には加熱装置37が配置されている。本実施形態では、加熱装置37は延伸区間内にあるフィルムFの上方に配置されている。加熱装置37としては、例えば、赤外線ヒータ、ハロゲンヒータ、カーボンヒータ、セラミックヒータ、電熱線ヒータ、温風ヒータ(温風の吹き付け)等が用いられる。
【0053】
本実施形態では、加熱ロール32の温度をフィルムFの樹脂のガラス転移温度よりも低くしている。これにより、フィルムFが加熱ロール32に付着し、フィルムFに段状の面欠陥が発生するという不具合を防止している。一方、本実施形態では、延伸区間内にあるフィルムFを加熱装置37によってフィルムFの樹脂のガラス転移温度よりも高い温度に加熱している。これにより、延伸ロール33によるフィルムFの延伸の円滑化が図られている。例えば、加熱ロール32の温度は、フィルムFの樹脂のガラス転移温度Tg−30℃以上、フィルムFの樹脂のガラス転移温度Tg未満が好ましい。また、加熱装置37によるフィルムFの加熱温度は、フィルムFの樹脂のガラス転移温度Tg以上、フィルムFの樹脂のガラス転移温度Tg+30℃以下が好ましい。
【0054】
加熱装置37は、フィルムFを効率よく均等に加熱するため、フィルムFに近接して配置されている(例えばフィルムFと加熱装置37との間隔:3cm)。一方、前述したように、剥離ロール13から巻取装置40までの搬送経路上にあるフィルムFは、例えば10〜300N/m幅という力で引っ張られている。すると、フィルムFが破断したときに、フィルムFの張力が緩み、図3に鎖線Xで例示するように、延伸区間内にあるフィルムFが蛇行して加熱装置37に接触する可能性が高くなる。あるいは、フィルムFが破断したときに、フィルムFの搬送が停止又は遅くなり、図3に鎖線Xで例示するように、延伸区間内にあるフィルムFが加熱装置37の熱に長時間曝されて加熱装置37側に偏って膨張し加熱装置37に接触する可能性が高くなる。加熱装置37に接触したフィルムFは加熱装置37に付着したまま残り、このフィルムF付着物が製造再開後に加熱装置37で熱せられて溶融し、延伸区間内を搬送中のフィルムFに落下する。このフィルムF溶融物の落下は、光学フィルムの異物故障や映像表示不良(画像の歪み等)等の原因となり、光学フィルムの光学性能を低下させ、液晶表示装置の大画面化、高品質化を阻害する。
【0055】
そこで、本実施形態では、前記検知装置80で搬送経路上にあるフィルムFの破断が検知されたときは、光学フィルムの製造再開前に、加熱装置37からフィルムF溶融物が落下することを防止する対策が講じられている。すなわち、光学フィルムの製造再開前に、加熱装置37を清掃するのである。これにより、たとえフィルムF破断時に延伸区間内にあるフィルムFが加熱装置37に接触した場合でも、加熱装置37に残ったフィルムF付着物の溶融物が製造再開後のフィルムFに落下することが防止されるので、光学フィルムの異物故障や映像表示不良等の不具合が解消され、光学フィルムの光学性能の低下が抑制され、液晶表示装置の大画面化、高品質化に資することができる。
【0056】
具体的には、第1の実施形態として、図3に示すように、フィルムFの破断時には、光学フィルムの製造再開前に、加熱装置37の温度を高めて加熱装置37からフィルムFの付着物を溶融して除去することにより、加熱装置37を清掃する。このように、加熱装置37の温度を高めるだけで、加熱装置37に残ったフィルムF付着物を簡単、確実に加熱装置37から溶融して除去することができ、加熱装置37を良好に清掃できる。この場合、加熱装置37の温度を高めたときに、加熱装置37からフィルムF溶融物が落下するが、光学フィルムの製造再開前であるから、延伸区間内にフィルムFはなく、問題はない。加熱装置37を取り出す必要がなく、延伸区間内に配置したまま加熱装置37を清掃できる。
【0057】
あるいは、第2の実施形態として、図4に示すように、フィルムFの破断時には、光学フィルムの製造再開前に、加熱装置37を洗浄液で洗浄して加熱装置37からフィルムFの付着物を除去することにより、加熱装置37を清掃してもよい。このように、加熱装置37を洗浄液で洗浄するだけで、加熱装置37に残ったフィルムF付着物を簡単、確実に加熱装置37から除去することができ、加熱装置37を良好に清掃できる。洗浄液は、フィルムFの樹脂の良溶媒(例えばメチレンクロライド等)が好ましい。加熱装置37の洗浄は、加熱装置37を取り出して行ってもよいが、延伸区間内に配置したまま行ってもよい。その場合、加熱装置37から洗浄液が落下するが、光学フィルムの製造再開前であるから、延伸区間内にフィルムFはなく、問題はない。また、加熱装置37を延伸区間内に配置したまま洗浄する場合、例えばノズルを加熱装置37の近傍に備えておいて、フィルムFの破断時には、ノズルから洗浄液を加熱装置37に向けて噴出するようにして、洗浄を自動で行うようにしてもよい。
【0058】
あるいは、第3の実施形態として、図5に示すように、フィルムFの破断時には、光学フィルムの製造再開前に、加熱装置37と搬送経路との間に設けた加熱装置37のカバー部材81を交換して加熱装置37からフィルムFの付着物を除去することにより、加熱装置37を清掃してもよい。このように、加熱装置37のカバー部材81を交換するだけで、加熱装置37に残った(より詳しくは、加熱装置37のカバー部材81に残った)フィルムF付着物を簡単、確実に加熱装置37から除去することができ、加熱装置37を良好に清掃できる。カバー部材81は、耐熱性を有し、かつ加熱装置37によるフィルムFの加熱を阻害しないものが好ましい。カバー部材81の形状としては、メッシュ状等が好ましい。
【0059】
<光学フィルムの製造方法>
以上のような構成の光学フィルムの製造装置1を用いることにより、フィルムFを搬送しつつ加熱ロール32と延伸ロール33とでロール間延伸する工程を有する光学フィルムの製造方法であって、搬送経路上にあるフィルムFの破断を検知する工程と、フィルムFの破断を検知したときは、光学フィルムの製造再開前に、加熱ロール32と延伸ロール33との間の延伸区間内に配置された加熱装置37を清掃する工程とを有する光学フィルムの製造方法が実施され得る。これにより、たとえフィルムF破断時に延伸区間内にあるフィルムFが加熱装置37に接触した場合でも、加熱装置37に残ったフィルムF付着物の溶融物が製造再開後のフィルムFに落下することが防止されるので、光学フィルムの異物故障や映像表示不良等の不具合が解消され、光学フィルムの光学性能の低下が抑制され、液晶表示装置の大画面化、高品質化に資することができる。
【0060】
<光学フィルム>
本実施形態に係る光学フィルムは、前記製造方法又は前記製造装置1により製造された光学フィルムである。この光学フィルムは、異物故障や映像表示不良等の不具合が解消され、光学性能に優れる、高品質なものである。
【0061】
<偏光板>
本実施形態に係る偏光板は、前記光学フィルムを保護フィルムとして有する偏光板である。この偏光板は、異物故障や映像表示不良等の不具合が解消され、光学性能に優れる、高品質なものである。
【0062】
具体的には、本実施形態に係る偏光板は、偏光子の少なくとも一方の面に光学フィルムが保護フィルムとして用いられている。このような偏光板は、例えば偏光子の少なくとも一方の面に完全ケン化型ポリビニルアルコール水溶液を用いて光学フィルムを貼り合わせることにより作製することができる。
【0063】
<液晶表示装置>
本実施形態に係る液晶表示装置は、前記光学フィルム又は前記偏光板を用いた液晶表示装置である。この液晶表示装置は、異物故障や映像表示不良等の不具合が解消され、光学性能に優れる、高品質なものである。
【0064】
具体的には、本実施形態に係る液晶表示装置は、液晶セルの少なくとも一方の面に偏光板が設けられている。このような液晶表示装置は、例えば液晶セルの少なくとも一方の面に粘着層を介して偏光板を貼り付けることにより作製することができる。
【0065】
本実施形態に係る液晶表示装置は、例えば30型以上という大画面用の表示装置として好適である。
【実施例】
【0066】
以下、実施例を通して、本発明をさらに詳しく説明するが、本発明はこの実施例により何等限定されるものではない。
【0067】
<樹脂溶液の調製>
下記の原料を密閉容器に投入し、加熱し、撹拌することにより溶解させた後、得られた溶液を濾過することにより樹脂溶液を調製した。
【0068】
(樹脂溶液組成)
・セルローストリアセテート(Mn=148000、Mw=310000、Mw/Mn=2.1)を100質量部
・トリフェニルホスフェート(可塑剤)を8質量部
・エチルフタリルエチルグリコレート(可塑剤)を2質量部
・メチレンクロライド(良溶媒)を440質量部
・エタノール(貧溶媒)を40質量部
・チヌビン109(紫外線吸収剤、BASFジャパン社)を0.5質量部
・チヌビン171(紫外線吸収剤、BASFジャパン社)を0.5質量部
・アエロジル972V(マット剤、日本アエロジル社)を0.2質量部
【0069】
<光学フィルムの製造>
図1(A)に示した光学フィルムの製造装置1を用い、光学フィルム(セルローストリアセテートフィルム)を製造した。まず、下記の条件で樹脂溶液51を流延ダイ11から吐出し、走行する無端ベルト12上に流延させた。
【0070】
(流延条件)
・流延ダイ:加圧ダイ
・吐出速度:30L/分
・支持体:ステンレス鋼製無端ベルト
・搬送速度:60m/分
・流延膜幅:1800mm
【0071】
無端ベルト12上に形成された流延膜52を、無端ベルト12の上方から45℃の温風を吹き付け、無端ベルト12の裏面からヒータで45℃に加熱することにより、無端ベルト12による搬送中に、無端ベルト12上で乾燥させた後、剥離ロール13で無端ベルト12から剥離した。剥離ロール13による剥離時の剥離張力は300N/m幅であった。剥離時の流延膜52の残留溶媒量は80質量%であった。
【0072】
剥離したフィルムFを270N/m幅の搬送張力で長手方向に搬送しつつ、乾燥装置20を蛇行状に通過させて、温風の吹き付けにより80℃で1分間乾燥させた。
【0073】
次に、フィルムFをロール間延伸装置30を通過させて、搬送方向に延伸した。延伸率は30%とした。加熱ロール32の温度はフィルムFの樹脂(セルローストリアセテート)のガラス転移温度Tg−10℃とした。加熱装置37によるフィルムFの加熱温度はフィルムFの樹脂のガラス転移温度Tg+10℃とした。加熱装置37は赤外線ヒータを用いた。加熱装置37は延伸区間内にあるフィルムFの上方に配置し、フィルムFと加熱装置37との間隔は3cmとした。
【0074】
次に、フィルムFを20℃に冷却した後、スリッター(例えば回転刃方式のもの等)でフィルムの幅手方向の両端部を切除し、定トルク法による巻取装置40でロール状に巻き取ることにより、厚みが40μm、幅が1500mmの光学フィルム(セルローストリアセテートフィルム)を製造した。
【0075】
<評価>
(実施例)
フィルム破断検知装置80を巻取装置40の直前の搬送経路の近傍に配置した。検知装置80は光学式検知装置を用いた。この検知装置80でフィルムFの破断が検知されたときに、その検知信号を受けて、光学フィルムの製造再開前に、加熱装置37の出力を上げ、加熱装置37の温度を高めるように構成した(400℃、10分間)。
【0076】
そして、光学フィルムを前記のようにして製造中に、ロール間延伸装置30と巻取装置40との間において、フィルムFの側縁部に切れ目を入れ、フィルムFを破断させた。光学フィルムの製造を一時中断し、巻取装置40で巻き取ったロールを交換する等した後、光学フィルムの製造を再開した。製造再開後の光学フィルムを評価したところ、光学フィルムの異物故障や映像表示不良等は観察されなかった。
【0077】
(比較例)
一方、フィルム破断検知装置80を配置せず、光学フィルムの製造再開前に加熱装置37の温度を高めなかった場合は、製造再開後の光学フィルムに異物故障や映像表示不良等が観察された。これは、フィルムFの破断時に、延伸区間内にあるフィルムFが加熱装置37に接触し、加熱装置37に残ったフィルムF付着物が製造再開後に加熱装置37で熱せられて溶融し、フィルムF溶融物が延伸区間内を搬送中のフィルムFに落下したためと考察される。
【符号の説明】
【0078】
1 光学フィルムの製造装置
10 流延装置
11 流延ダイ
12 無端ベルト(支持体)
13 剥離ロール
14 ドラム(支持体)
20 乾燥装置
30 ロール間延伸装置
40 巻取装置
51 樹脂溶液
52 流延膜
61 流延ダイ
62 タッチロール
63 冷却ロール(支持体)
64 第2冷却ロール(支持体)
65 第3冷却ロール(支持体)
66 剥離ロール
71 樹脂溶融物
72 流延膜
80 フィルム破断検知装置
F フィルム
【特許請求の範囲】
【請求項1】
フィルムを搬送しつつ加熱ロールと延伸ロールとでロール間延伸する工程を有する光学フィルムの製造方法であって、
搬送経路上にあるフィルムの破断を検知する工程と、
フィルムの破断を検知したときは、光学フィルムの製造再開前に、加熱ロールと延伸ロールとの間の延伸区間内に配置された加熱装置を清掃する工程とを有することを特徴とする光学フィルムの製造方法。
【請求項2】
搬送経路上の物体の有無、搬送経路が占める空間の温度及びフィルムの巻取トルクのうちの少なくとも1つにより、フィルムの破断を検知することを特徴とする請求項1に記載の光学フィルムの製造方法。
【請求項3】
加熱装置の温度を高めて加熱装置からフィルムの付着物を溶融して除去することにより、加熱装置を清掃することを特徴とする請求項1又は2に記載の光学フィルムの製造方法。
【請求項4】
加熱装置を洗浄液で洗浄して加熱装置からフィルムの付着物を除去することにより、加熱装置を清掃することを特徴とする請求項1又は2に記載の光学フィルムの製造方法。
【請求項5】
加熱装置と搬送経路との間に設けた加熱装置のカバー部材を交換して加熱装置からフィルムの付着物を除去することにより、加熱装置を清掃することを特徴とする請求項1又は2に記載の光学フィルムの製造方法。
【請求項6】
請求項1から5のいずれか1項に記載の光学フィルムの製造方法により製造されたことを特徴とする光学フィルム。
【請求項7】
請求項6に記載の光学フィルムを保護フィルムとして有することを特徴とする偏光板。
【請求項8】
請求項6に記載の光学フィルム又は請求項7に記載の偏光板を用いたことを特徴とする液晶表示装置。
【請求項1】
フィルムを搬送しつつ加熱ロールと延伸ロールとでロール間延伸する工程を有する光学フィルムの製造方法であって、
搬送経路上にあるフィルムの破断を検知する工程と、
フィルムの破断を検知したときは、光学フィルムの製造再開前に、加熱ロールと延伸ロールとの間の延伸区間内に配置された加熱装置を清掃する工程とを有することを特徴とする光学フィルムの製造方法。
【請求項2】
搬送経路上の物体の有無、搬送経路が占める空間の温度及びフィルムの巻取トルクのうちの少なくとも1つにより、フィルムの破断を検知することを特徴とする請求項1に記載の光学フィルムの製造方法。
【請求項3】
加熱装置の温度を高めて加熱装置からフィルムの付着物を溶融して除去することにより、加熱装置を清掃することを特徴とする請求項1又は2に記載の光学フィルムの製造方法。
【請求項4】
加熱装置を洗浄液で洗浄して加熱装置からフィルムの付着物を除去することにより、加熱装置を清掃することを特徴とする請求項1又は2に記載の光学フィルムの製造方法。
【請求項5】
加熱装置と搬送経路との間に設けた加熱装置のカバー部材を交換して加熱装置からフィルムの付着物を除去することにより、加熱装置を清掃することを特徴とする請求項1又は2に記載の光学フィルムの製造方法。
【請求項6】
請求項1から5のいずれか1項に記載の光学フィルムの製造方法により製造されたことを特徴とする光学フィルム。
【請求項7】
請求項6に記載の光学フィルムを保護フィルムとして有することを特徴とする偏光板。
【請求項8】
請求項6に記載の光学フィルム又は請求項7に記載の偏光板を用いたことを特徴とする液晶表示装置。
【図1】



【図2】
【図3】
【図4】
【図5】

【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−1074(P2013−1074A)
【公開日】平成25年1月7日(2013.1.7)
【国際特許分類】
【出願番号】特願2011−137485(P2011−137485)
【出願日】平成23年6月21日(2011.6.21)
【出願人】(303000408)コニカミノルタアドバンストレイヤー株式会社 (3,255)
【Fターム(参考)】
【公開日】平成25年1月7日(2013.1.7)
【国際特許分類】
【出願日】平成23年6月21日(2011.6.21)
【出願人】(303000408)コニカミノルタアドバンストレイヤー株式会社 (3,255)
【Fターム(参考)】
[ Back to top ]