
光学フィルムの製造方法
【課題】 適当な粘度を有する樹脂材料を塗布して各種必要な機能を備えたストリップ構造を直接形成し、その製造工程を簡素化して生産コストを下げる光学フィルムの製造方法を提供する。
【解決手段】 先ず透明基板を準備してから、透明基板上に樹脂材料を塗布して樹脂層を形成する。樹脂層は複数個のストリップ構造を備えている。樹脂材料は、粘度が20〜1000CPSに設定されている。透明基板上に樹脂材料が塗布されると、樹脂層を固化する。これにより、透明基板と樹脂層とが組合わせられた光学フィルムが得られる。
【解決手段】 先ず透明基板を準備してから、透明基板上に樹脂材料を塗布して樹脂層を形成する。樹脂層は複数個のストリップ構造を備えている。樹脂材料は、粘度が20〜1000CPSに設定されている。透明基板上に樹脂材料が塗布されると、樹脂層を固化する。これにより、透明基板と樹脂層とが組合わせられた光学フィルムが得られる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、平面表示装置の光学フィルムに関し、特に光学フィルムの製造方法に関する。
【背景技術】
【0002】
平面表示装置は高画質、小体積、軽量、低電圧駆動、低電力消耗そして広い応用範囲などの長所を有する。そのため、中小型の携帯式テレビ、携帯電話、ビデオカメラ、ノートブック型コンピュータ、デスクトップ型表示装置およびプロジェクションテレビなどといった大衆消費電子製品あるいはコンピュータ製品に広く利用され、次第に陰極線管(cathode ray tube:CRT)に取って代わり表示装置の主流となった。
【0003】
平面表示装置において、偏光板は表示装置パネルの主要構成要素の一つである。一般に偏光板は一つ以上の光学フィルムから構成され、元々有する偏光機能以外に、例えば覗き防止や光学補償などといった他の機能を更に備えることができる。それら他の機能を得るため、これら光学フィルムの表面には、例えばスパッタリング、露光および現像、そしてドライエッチングなどといったその他の処理を行う必要があった。
【0004】
上述した処理により光学パネルの表面に形成される、例えばトレンチやその他のパターンなどといった特殊構造はサイズがマイクロメーター級であった。そのため、その表面に特殊構造を形成する際、通常、複雑で繊細な半導体製造工程技術を使用する必要があった。つまり、複雑で高価な製造装置を使用しなければ、その他の機能を備えた光学フィルムは製造することができないということである。
【0005】
上述したことから分かるように、従来技術により製造される光学フィルムは、その製造工程が複雑で生産コストも非常に高かったため、偏光板製造メーカの大量生産には不利であった。
【0006】
また、従来技術の光学フィルムには、製造工程が複雑だったり生産コストが高すぎるなどといった欠点があり、複雑な製造工程は光学フィルムの収率を下げ、高い生産コストは製品の普及にとって不利であった。
【発明の開示】
【発明が解決しようとする課題】
【0007】
従って、本発明の目的は、適当な粘度を有する樹脂材料を塗布して各種必要な機能を備えたストリップ構造を直接形成し、その製造工程を簡素化して生産コストを下げる光学フィルムの製造方法を提供することにある。
【課題を解決するための手段】
【0008】
上述の目的を達成するために、本発明は光学フィルムの製造方法を提供する。先ず透明基板を準備してから、透明基板上に樹脂材料を塗布して樹脂層を形成する。樹脂層は複数個のストリップ構造を備えて、樹脂材料の粘度を20〜1000CPSにする。続いて、樹脂層を固化し、透明基板と樹脂層とを組合わせて光学フィルムにする。
【0009】
本発明の好適な一実施形態によると、樹脂材料の樹脂は、溶剤に対する固形分が40%より大きい。樹脂材料に紫外線を照射して固化するが、その紫外線は透明基板の両側から照射され、そのパワーは80ワットより大きい。透明基板の材料は、トリアセテートセルロース(Triacetate Cellulose:TAC)、ポリエチレンテレフタレート(Polyethylene Terephtalate:PET)、ポリカーボネート(Polycarbonate:PC)およびアクリル(Acrylic:PMMA)からなるグループから一つを選択する。樹脂材料は、アクリル樹脂またはエポキシ樹脂のいずれかから選択する。
【0010】
樹脂材料を塗布するときは、ワイヤバーを利用して透明基板に樹脂材料を塗布してもよく、この際、これらストリップ構造は一方向に配向され、ワイヤバーの塗布速度および間隔によりストリップ構造のサイズを制御することができる。または、グラビアを使用して透明基板に樹脂材料を塗布してもよく、この際、これらストリップ構造は少なくとも二つの方向に配向され、グラビアのパターン幅によりストリップ構造のサイズを制御することができる。
【0011】
本発明のもう一つの一実施形態では、光学フィルムは光学補償フィルム、覗き防止フィルム或いはその他の機能を有する光学フィルムである。光学フィルムが光学補償フィルムの場合、光学補償フィルムが有する位相差値により、表示装置の漏光や視野角の問題を補償する。光学フィルムが覗き防止フィルムの場合、ストリップ構造は所定厚さを備えるとともに所定方向に配向され、覗き防止フィルムの視野角を40〜90度にする。また、覗き防止フィルムを製作する場合、深色染料を樹脂材料中へ混合して覗き防止の効果を高めてもよい。
【0012】
本発明の光学フィルムは、現在の偏光板製造工程の簡単な工程を完全に利用することができる。そして、その長所は製造工程を簡素化し、生産コストを下げてその他の製造設備を増設せずに大量生産することができる点である。
【発明を実施するための最良の形態】
【0013】
本発明は光学フィルムの製造方法を提供して、従来技術の光学フィルムの欠点である複雑な製造工程や高い生産コストなどといった欠点を解決する。
【0014】
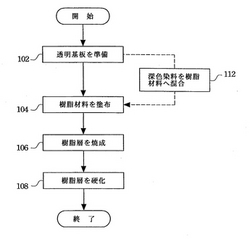
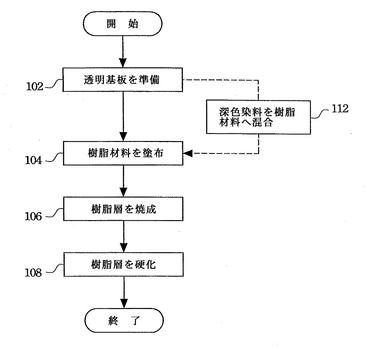
図1は、本発明の好適な一実施形態を示す流れ図である。図2は、本発明の好適な一実施形態の光学フィルムを示す断面図である。以下の説明では図1および図2を参照すること。
【0015】
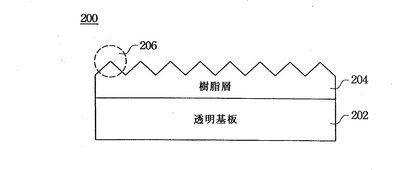
図2に示すように、先ず透明基板202を準備する。この透明基板202の材料は、トリアセテートセルロース(Triacetate Cellulose:TAC)、ポリエチレンテレフタレート(Polyethylene Terephtalate:PET)、ポリカーボネート(Polycarbonate:PC)およびアクリル(Acrylic:PMMA)からなるグループから一つを選択する。その後、透明基板202上に樹脂材料を塗布して樹脂層204を形成し(ステップ104)、樹脂層204は、三角形のストリップ構造或いは半円形のストリップ構造などの複数個のストリップ構造206を備える。ストリップ構造206の形状、サイズおよび位置は、例えば塗布器具であるワイヤバーの間隔やグラビアのパターンなどにより決定される。
【0016】
この好適な一実施形態の樹脂材料は、アクリル樹脂またはエポキシ樹脂のいずれかから選択し、樹脂材料の粘度は20〜1000CPSに設定する。この適当な粘度により、それらストリップ構造206が固化される前に、塗布されて形成される形状および位置は確実に維持される。また、樹脂材料の樹脂は、溶剤に対する固形分が40%より大きい。ストリップ構造206の樹脂材料は固形分が大きいほど、焼成工程において溶剤が除去されてサイズが縮小することは発生しづらくなる。
【0017】
樹脂材料を塗布してストリップ構造206を一方向に配向させるとき、樹脂材料の塗布にはワイヤバーを使用してもよい。このとき、ストリップ構造206の位置はワイヤバーにより決定され、ワイヤバーの塗布速度および間隔によりストリップ構造206のサイズを制御する。ストリップ構造206を少なくとも二つの方向に配向させるときは、樹脂材料の塗布にグラビアを使用してもよい。このとき、ストリップ構造206の位置および形状は、グラビアのパターンにより決定されるとともに、グラビアのパターン幅によりストリップ構造206のサイズを制御することができる。また、その他本発明に適用することができる従来技術の樹脂材料の塗布方式を使用してもよく、それらは全て本発明の精神および範囲に合致して属する。
【0018】
樹脂材料を塗布した後、この樹脂層204に対して先ず選択的に焼成を行い、その中に含まれる溶剤或いはその他の揮発性成分を除去する(ステップ106)。続いて、80ワットより大きいパワーを有する紫外線を照射するなどして樹脂層204を固化し、透明基板202と樹脂層204とを組合わせて光学フィルム200を形成する(ステップ108)。
【0019】
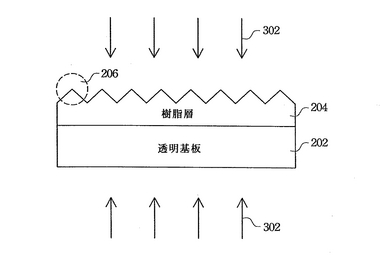
図3は、本発明の好適な一実施形態の紫外線照射を示す図である。図3に示すように、ストリップ構造206が有する樹脂層204は比較的厚いため、この好適な一実施形態においては、透明基板202の両側からこの樹脂層204に対して紫外線302を照射する。そして、両側から照射することにより、厚さが原因により発生していた、固化が不均等になったり不完全になったりする問題を改善することができる。当然、紫外線の強度が十分に強かったり、樹脂層204に対する透光度が良好なときにも、一方向の紫外線を照射するだけで樹脂層204を固化することができる。
【0020】
本発明のもう一つの好適な一実施形態では、樹脂層204の固化に電子ビーム(Electron-beam)を使用する。高いエネルギーを有する電子ビームの特性を利用して、樹脂層204を急速に固化させることにより、厚さが原因により発生していた樹脂層204の固化が不均等になったり不完全になったりする問題を改善するとともに、製造工程時間を減らして生産効率を高めることができる。また、高エネルギーにより固化する材料は、通常、非常に強い耐性を有するため、樹脂層204の耐化学および抗摩擦の能力を高めることができる。また、製造工程および規格を考慮すると、適当な条件において紫外線と電子ビームとを合わせて使用して樹脂層204を固化し、最適な固化効果を達成することができる。
【0021】
光学フィルムの機能が異なると、そのストリップ構造206および透明基板202に必要な条件も変わるため、従来技術においては、設計および製造工程の必要性に応じて製造工程パラメータを調整して、最適な光学フィルム200を得ていた。つまり、光学フィルム200の製造工程において、樹脂材料の粘度、固形分、ストリップ構造206のサイズや形状、焼成条件或いはその他の製造工程パラメータを相対的に調整して、必要な条件に合致する光学フィルム200を得ていた。また、類似する機能と効果を有する光学フィルム200は、異なる工程パラメータの組合せにより得られる。上述したことから分かるように、本実施形態は光学フィルムの製造工程を効率的に簡素化することができる上、その製造工程の機動性および調整能力を大幅に高めることもできる。
【0022】
本発明のもう一つの一実施形態では、本発明の製造方法により得られる光学フィルム200は、光学補償フィルム、覗き防止フィルム或いはその他の機能を有する光学フィルムである。光学フィルム200が光学補償フィルムの場合、光学補償フィルムが有する位相差値により、表示装置の漏光や視野角の問題を補償する。光学フィルム200が覗き防止フィルムの場合、ストリップ構造206は所定厚さを備えて所定方向に配向し、覗き防止フィルムの視野角を40〜90度にする。また、図1に示すように、覗き防止フィルムを製作する場合、深色染料を樹脂材料中へ混合して覗き防止の効果を高めることができる(ステップ112)。
【0023】
また、ストリップ構造206の形状と、光源との相対位置とにより、光学フィルム200をバックライト光源近くに配置して、拡散光学フィルムまたは集光光学フィルムとして、表示装置のバックライト光源の光線の拡散或いは集光に使用してもよい。また、ストリップ構造206は粘着や滑止めの防止、そして比較的強い機械構造などといった特性を有するため、ストリップ構造206を有する光学フィルム200を、表示装置のどの場所に設けても粘着や滑止めの防止、或いは支持などといった様々な機能を達成することができる。
【0024】
本実施形態の光学フィルムの製造工程は、現在の簡単な偏光フィルムの製造工程を利用することができる。そして、その長所は製造工程が簡素であり、生産コストを低減することができ、製造設備を他に増設せずとも大量に製造することが出来る点である。
【0025】
本発明では好適な実施形態を前述の通り開示したが、これらは決して本発明を限定するものではなく、当該技術を熟知するものなら誰でも、本発明の主旨と領域を脱しない範囲内で各種の変更や修正を加えることができる。従って本発明の保護の範囲は、特許請求の範囲で指定した内容を基準とする。
【図面の簡単な説明】
【0026】
【図1】本発明の好適な一実施形態による製造方法の流れを示す概略図である。
【図2】本発明の好適な一実施形態の光学フィルムを示す断面図である。
【図3】本発明の好適な一実施形態の紫外線照射を示す断面図である。
【符号の説明】
【0027】
102、104、106、108、112 ステップ、200 光学フィルム、202 透明基板、204 樹脂層、206 ストリップ構造、302 紫外線
【技術分野】
【0001】
本発明は、平面表示装置の光学フィルムに関し、特に光学フィルムの製造方法に関する。
【背景技術】
【0002】
平面表示装置は高画質、小体積、軽量、低電圧駆動、低電力消耗そして広い応用範囲などの長所を有する。そのため、中小型の携帯式テレビ、携帯電話、ビデオカメラ、ノートブック型コンピュータ、デスクトップ型表示装置およびプロジェクションテレビなどといった大衆消費電子製品あるいはコンピュータ製品に広く利用され、次第に陰極線管(cathode ray tube:CRT)に取って代わり表示装置の主流となった。
【0003】
平面表示装置において、偏光板は表示装置パネルの主要構成要素の一つである。一般に偏光板は一つ以上の光学フィルムから構成され、元々有する偏光機能以外に、例えば覗き防止や光学補償などといった他の機能を更に備えることができる。それら他の機能を得るため、これら光学フィルムの表面には、例えばスパッタリング、露光および現像、そしてドライエッチングなどといったその他の処理を行う必要があった。
【0004】
上述した処理により光学パネルの表面に形成される、例えばトレンチやその他のパターンなどといった特殊構造はサイズがマイクロメーター級であった。そのため、その表面に特殊構造を形成する際、通常、複雑で繊細な半導体製造工程技術を使用する必要があった。つまり、複雑で高価な製造装置を使用しなければ、その他の機能を備えた光学フィルムは製造することができないということである。
【0005】
上述したことから分かるように、従来技術により製造される光学フィルムは、その製造工程が複雑で生産コストも非常に高かったため、偏光板製造メーカの大量生産には不利であった。
【0006】
また、従来技術の光学フィルムには、製造工程が複雑だったり生産コストが高すぎるなどといった欠点があり、複雑な製造工程は光学フィルムの収率を下げ、高い生産コストは製品の普及にとって不利であった。
【発明の開示】
【発明が解決しようとする課題】
【0007】
従って、本発明の目的は、適当な粘度を有する樹脂材料を塗布して各種必要な機能を備えたストリップ構造を直接形成し、その製造工程を簡素化して生産コストを下げる光学フィルムの製造方法を提供することにある。
【課題を解決するための手段】
【0008】
上述の目的を達成するために、本発明は光学フィルムの製造方法を提供する。先ず透明基板を準備してから、透明基板上に樹脂材料を塗布して樹脂層を形成する。樹脂層は複数個のストリップ構造を備えて、樹脂材料の粘度を20〜1000CPSにする。続いて、樹脂層を固化し、透明基板と樹脂層とを組合わせて光学フィルムにする。
【0009】
本発明の好適な一実施形態によると、樹脂材料の樹脂は、溶剤に対する固形分が40%より大きい。樹脂材料に紫外線を照射して固化するが、その紫外線は透明基板の両側から照射され、そのパワーは80ワットより大きい。透明基板の材料は、トリアセテートセルロース(Triacetate Cellulose:TAC)、ポリエチレンテレフタレート(Polyethylene Terephtalate:PET)、ポリカーボネート(Polycarbonate:PC)およびアクリル(Acrylic:PMMA)からなるグループから一つを選択する。樹脂材料は、アクリル樹脂またはエポキシ樹脂のいずれかから選択する。
【0010】
樹脂材料を塗布するときは、ワイヤバーを利用して透明基板に樹脂材料を塗布してもよく、この際、これらストリップ構造は一方向に配向され、ワイヤバーの塗布速度および間隔によりストリップ構造のサイズを制御することができる。または、グラビアを使用して透明基板に樹脂材料を塗布してもよく、この際、これらストリップ構造は少なくとも二つの方向に配向され、グラビアのパターン幅によりストリップ構造のサイズを制御することができる。
【0011】
本発明のもう一つの一実施形態では、光学フィルムは光学補償フィルム、覗き防止フィルム或いはその他の機能を有する光学フィルムである。光学フィルムが光学補償フィルムの場合、光学補償フィルムが有する位相差値により、表示装置の漏光や視野角の問題を補償する。光学フィルムが覗き防止フィルムの場合、ストリップ構造は所定厚さを備えるとともに所定方向に配向され、覗き防止フィルムの視野角を40〜90度にする。また、覗き防止フィルムを製作する場合、深色染料を樹脂材料中へ混合して覗き防止の効果を高めてもよい。
【0012】
本発明の光学フィルムは、現在の偏光板製造工程の簡単な工程を完全に利用することができる。そして、その長所は製造工程を簡素化し、生産コストを下げてその他の製造設備を増設せずに大量生産することができる点である。
【発明を実施するための最良の形態】
【0013】
本発明は光学フィルムの製造方法を提供して、従来技術の光学フィルムの欠点である複雑な製造工程や高い生産コストなどといった欠点を解決する。
【0014】
図1は、本発明の好適な一実施形態を示す流れ図である。図2は、本発明の好適な一実施形態の光学フィルムを示す断面図である。以下の説明では図1および図2を参照すること。
【0015】
図2に示すように、先ず透明基板202を準備する。この透明基板202の材料は、トリアセテートセルロース(Triacetate Cellulose:TAC)、ポリエチレンテレフタレート(Polyethylene Terephtalate:PET)、ポリカーボネート(Polycarbonate:PC)およびアクリル(Acrylic:PMMA)からなるグループから一つを選択する。その後、透明基板202上に樹脂材料を塗布して樹脂層204を形成し(ステップ104)、樹脂層204は、三角形のストリップ構造或いは半円形のストリップ構造などの複数個のストリップ構造206を備える。ストリップ構造206の形状、サイズおよび位置は、例えば塗布器具であるワイヤバーの間隔やグラビアのパターンなどにより決定される。
【0016】
この好適な一実施形態の樹脂材料は、アクリル樹脂またはエポキシ樹脂のいずれかから選択し、樹脂材料の粘度は20〜1000CPSに設定する。この適当な粘度により、それらストリップ構造206が固化される前に、塗布されて形成される形状および位置は確実に維持される。また、樹脂材料の樹脂は、溶剤に対する固形分が40%より大きい。ストリップ構造206の樹脂材料は固形分が大きいほど、焼成工程において溶剤が除去されてサイズが縮小することは発生しづらくなる。
【0017】
樹脂材料を塗布してストリップ構造206を一方向に配向させるとき、樹脂材料の塗布にはワイヤバーを使用してもよい。このとき、ストリップ構造206の位置はワイヤバーにより決定され、ワイヤバーの塗布速度および間隔によりストリップ構造206のサイズを制御する。ストリップ構造206を少なくとも二つの方向に配向させるときは、樹脂材料の塗布にグラビアを使用してもよい。このとき、ストリップ構造206の位置および形状は、グラビアのパターンにより決定されるとともに、グラビアのパターン幅によりストリップ構造206のサイズを制御することができる。また、その他本発明に適用することができる従来技術の樹脂材料の塗布方式を使用してもよく、それらは全て本発明の精神および範囲に合致して属する。
【0018】
樹脂材料を塗布した後、この樹脂層204に対して先ず選択的に焼成を行い、その中に含まれる溶剤或いはその他の揮発性成分を除去する(ステップ106)。続いて、80ワットより大きいパワーを有する紫外線を照射するなどして樹脂層204を固化し、透明基板202と樹脂層204とを組合わせて光学フィルム200を形成する(ステップ108)。
【0019】
図3は、本発明の好適な一実施形態の紫外線照射を示す図である。図3に示すように、ストリップ構造206が有する樹脂層204は比較的厚いため、この好適な一実施形態においては、透明基板202の両側からこの樹脂層204に対して紫外線302を照射する。そして、両側から照射することにより、厚さが原因により発生していた、固化が不均等になったり不完全になったりする問題を改善することができる。当然、紫外線の強度が十分に強かったり、樹脂層204に対する透光度が良好なときにも、一方向の紫外線を照射するだけで樹脂層204を固化することができる。
【0020】
本発明のもう一つの好適な一実施形態では、樹脂層204の固化に電子ビーム(Electron-beam)を使用する。高いエネルギーを有する電子ビームの特性を利用して、樹脂層204を急速に固化させることにより、厚さが原因により発生していた樹脂層204の固化が不均等になったり不完全になったりする問題を改善するとともに、製造工程時間を減らして生産効率を高めることができる。また、高エネルギーにより固化する材料は、通常、非常に強い耐性を有するため、樹脂層204の耐化学および抗摩擦の能力を高めることができる。また、製造工程および規格を考慮すると、適当な条件において紫外線と電子ビームとを合わせて使用して樹脂層204を固化し、最適な固化効果を達成することができる。
【0021】
光学フィルムの機能が異なると、そのストリップ構造206および透明基板202に必要な条件も変わるため、従来技術においては、設計および製造工程の必要性に応じて製造工程パラメータを調整して、最適な光学フィルム200を得ていた。つまり、光学フィルム200の製造工程において、樹脂材料の粘度、固形分、ストリップ構造206のサイズや形状、焼成条件或いはその他の製造工程パラメータを相対的に調整して、必要な条件に合致する光学フィルム200を得ていた。また、類似する機能と効果を有する光学フィルム200は、異なる工程パラメータの組合せにより得られる。上述したことから分かるように、本実施形態は光学フィルムの製造工程を効率的に簡素化することができる上、その製造工程の機動性および調整能力を大幅に高めることもできる。
【0022】
本発明のもう一つの一実施形態では、本発明の製造方法により得られる光学フィルム200は、光学補償フィルム、覗き防止フィルム或いはその他の機能を有する光学フィルムである。光学フィルム200が光学補償フィルムの場合、光学補償フィルムが有する位相差値により、表示装置の漏光や視野角の問題を補償する。光学フィルム200が覗き防止フィルムの場合、ストリップ構造206は所定厚さを備えて所定方向に配向し、覗き防止フィルムの視野角を40〜90度にする。また、図1に示すように、覗き防止フィルムを製作する場合、深色染料を樹脂材料中へ混合して覗き防止の効果を高めることができる(ステップ112)。
【0023】
また、ストリップ構造206の形状と、光源との相対位置とにより、光学フィルム200をバックライト光源近くに配置して、拡散光学フィルムまたは集光光学フィルムとして、表示装置のバックライト光源の光線の拡散或いは集光に使用してもよい。また、ストリップ構造206は粘着や滑止めの防止、そして比較的強い機械構造などといった特性を有するため、ストリップ構造206を有する光学フィルム200を、表示装置のどの場所に設けても粘着や滑止めの防止、或いは支持などといった様々な機能を達成することができる。
【0024】
本実施形態の光学フィルムの製造工程は、現在の簡単な偏光フィルムの製造工程を利用することができる。そして、その長所は製造工程が簡素であり、生産コストを低減することができ、製造設備を他に増設せずとも大量に製造することが出来る点である。
【0025】
本発明では好適な実施形態を前述の通り開示したが、これらは決して本発明を限定するものではなく、当該技術を熟知するものなら誰でも、本発明の主旨と領域を脱しない範囲内で各種の変更や修正を加えることができる。従って本発明の保護の範囲は、特許請求の範囲で指定した内容を基準とする。
【図面の簡単な説明】
【0026】
【図1】本発明の好適な一実施形態による製造方法の流れを示す概略図である。
【図2】本発明の好適な一実施形態の光学フィルムを示す断面図である。
【図3】本発明の好適な一実施形態の紫外線照射を示す断面図である。
【符号の説明】
【0027】
102、104、106、108、112 ステップ、200 光学フィルム、202 透明基板、204 樹脂層、206 ストリップ構造、302 紫外線
【特許請求の範囲】
【請求項1】
透明基板を準備するステップと、
前記透明基板上に樹脂材料を塗布して複数個のストリップ構造を有する樹脂層を形成し、前記樹脂材料の粘度を20〜1000CPSにするステップと、
前記樹脂層を固化し、前記透明基板と前記樹脂層とを組合わせて光学フィルムにするステップと、
を含むことを特徴とする光学フィルムの製造方法。
【請求項2】
前記樹脂材料の樹脂は、溶剤に対する固形分が40%より大きいことを特徴とする請求項1記載の光学フィルムの製造方法。
【請求項3】
電子ビームまたは紫外線の少なくともいずれか一方を前記透明基板の両側に照射して前記樹脂層を固化することを特徴とする請求項1記載の光学フィルムの製造方法。
【請求項1】
透明基板を準備するステップと、
前記透明基板上に樹脂材料を塗布して複数個のストリップ構造を有する樹脂層を形成し、前記樹脂材料の粘度を20〜1000CPSにするステップと、
前記樹脂層を固化し、前記透明基板と前記樹脂層とを組合わせて光学フィルムにするステップと、
を含むことを特徴とする光学フィルムの製造方法。
【請求項2】
前記樹脂材料の樹脂は、溶剤に対する固形分が40%より大きいことを特徴とする請求項1記載の光学フィルムの製造方法。
【請求項3】
電子ビームまたは紫外線の少なくともいずれか一方を前記透明基板の両側に照射して前記樹脂層を固化することを特徴とする請求項1記載の光学フィルムの製造方法。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2006−28468(P2006−28468A)
【公開日】平成18年2月2日(2006.2.2)
【国際特許分類】
【出願番号】特願2004−256664(P2004−256664)
【出願日】平成16年9月3日(2004.9.3)
【出願人】(503133069)力特光電科技股▲分▼有限公司 (16)
【Fターム(参考)】
【公開日】平成18年2月2日(2006.2.2)
【国際特許分類】
【出願日】平成16年9月3日(2004.9.3)
【出願人】(503133069)力特光電科技股▲分▼有限公司 (16)
【Fターム(参考)】
[ Back to top ]