
光学ユニットの製造方法、光学機器の製造方法、および光学ユニットの製造装置
【課題】一物体に他物体が取り付けられる際に、一物体と他物体との位置関係および角度関係が精度良く設定され得る光学ユニットおよび光学機器の製造技術を提供する。
【解決手段】第1保持部によって保持されている第1物体に対して第2保持部によって保持されている第2物体が隙間を介して一方向に離隔している状態で、第1物体と第2物体との相対的な位置関係および相対的な角度関係が設定される。次に、一方向における外力の付与に応じて第2保持部および第2物体が一方向に移動可能な可動状態において、第1物体と第2物体との隙間に配される流動性を有する物体を硬化させることで、第1物体と第2物体との相対的な位置関係および角度関係が固定される。
【解決手段】第1保持部によって保持されている第1物体に対して第2保持部によって保持されている第2物体が隙間を介して一方向に離隔している状態で、第1物体と第2物体との相対的な位置関係および相対的な角度関係が設定される。次に、一方向における外力の付与に応じて第2保持部および第2物体が一方向に移動可能な可動状態において、第1物体と第2物体との隙間に配される流動性を有する物体を硬化させることで、第1物体と第2物体との相対的な位置関係および角度関係が固定される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、光学ユニットの製造方法、光学機器の製造方法、および光学ユニットの製造装置に関する。
【背景技術】
【0002】
光学ユニットを構成する光学部材と受光素子との隙間に接着剤を塗布して、光学部材と受光素子とを相互に固定する技術が知られている。
【0003】
例えば、受光素子を支持する取付板と光学基台との位置関係が、受光素子の受光面の中心に焦点が位置し且つ取付板が水平となるように調整された後、取付板と光学基台とが接着される技術が提案されている(例えば、特許文献1等)。この技術では、例えば、2箇所の凹溝に塗布量および塗布形状が均等となるように接着剤が塗布される。これにより、2箇所の接着剤について、硬化時の収縮量ならびに熱変化による膨張および収縮の変化量が均等となり得る。その結果、受光素子の位置のずれ量が低減され得る。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2009−146523号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、光学部材と受光素子側の部材との隙間で接着剤が硬化する際には、一般に接着剤が収縮する。このため、光学部材と受光素子との離隔距離が縮む方向に、光学部材が受光素子に対して相対的にずれる傾向がある。これに対し、硬化時の収縮量が比較的小さな接着剤が開発されることで、受光素子に対する光学部材のずれ量が低減され得る。
【0006】
但し、光学部材および受光素子側の部材が樹脂製の部材である場合が多い。この場合、接着剤を硬化させるために照射される紫外光等のエネルギーの吸収および接着剤で生じる反応熱によって、樹脂製の部材が熱膨張し得る。このため、樹脂製の部材の熱膨張によって、光学部材と受光素子側の部材とに挟まれている接着剤が押しつぶされた状態で硬化し得る。その結果、接着剤の硬化後、放熱による収縮によって樹脂製の部材が元の形状に戻ると、光学部材と受光素子との離隔距離が設計値よりも大きく減少し得、位置関係が精度良く設定され得ない。
【0007】
また、接着剤の硬化時には、製造装置の保持部材によって、光学部材と受光素子とが所定の離隔距離を介して保持された状態に維持される。このため、接着剤の硬化が進み、接着剤がある程度の硬さを有する状態になると、光学部材および受光素子側の部材のうちの樹脂製の部材が熱膨張することで、樹脂製の部材と硬化した接着剤とが互いに押し合う状態に至る。そして、この際に働く応力によって、樹脂製の部材および硬化した接着剤のうちの少なくとも一方が塑性変形し得る。その結果、光学部材と受光素子とが離隔する方向において、接着剤の硬化時における接着剤の収縮量ならびに接着剤の硬化後における放熱による樹脂製の部材の収縮量が減少し得、また、ばらつき得る。したがって、光学部材と受光素子との相対的な位置関係および角度関係を精度良く設定することが難しい。
【0008】
なお、このような問題は、一物体に他物体が取り付けられる場合一般に共通する。
【0009】
本発明は、上記課題に鑑みてなされたものであり、一物体に他物体が取り付けられる際に、一物体と他物体との位置関係および角度関係が精度良く設定され得る光学ユニットおよび光学機器の製造技術を提供することを目的とする。
【課題を解決するための手段】
【0010】
上記課題を解決するために、第1の態様に係る光学ユニットの製造方法は、第1保持部によって保持されている第1物体を基準として第2保持部によって保持されている第2物体が、隙間を介して前記第1保持部から前記第2保持部に向けた一方向に離隔している状態で、前記第1物体と前記第2物体との相対的な位置関係および相対的な角度関係を設定する設定工程と、前記一方向における外力の付与に応じて前記第2保持部および前記第2物体が前記一方向に移動可能な可動状態において、前記隙間に配される流動性を有する物体を硬化させることで、前記位置関係および前記角度関係を固定する固定工程と、を有する。
【0011】
第2の態様に係る光学ユニットの製造方法は、第1の態様に係る光学ユニットの製造方法であって、前記設定工程において、前記一方向とは反対方向において前記第2保持部を基準部に当接させており、前記固定工程において、前記流動性を有する物体が硬化する際に、前記一方向において、前記第2物体に対する外力の付与に応じて、前記第2保持部が前記基準部から離隔することで、前記第2保持部および前記第2物体が前記一方向に移動する。
【0012】
第3の態様に係る光学ユニットの製造方法は、第2の態様に係る光学ユニットの製造方法であって、前記設定工程および前記固定工程において、前記基準部と前記第2保持部とを、前記一方向に垂直な他方向において間隙を介して離隔させている。
【0013】
第4の態様に係る光学ユニットの製造方法は、第2または第3の態様に係る光学ユニットの製造方法であって、前記設定工程において、前記基準部と前記第2保持部とが当接し合う当接部において、前記基準部および前記第2保持部のうちの少なくとも一方に設けられている滑り抑止部によって、前記基準部に対する前記第2保持部の滑りを抑止する。
【0014】
第5の態様に係る光学ユニットの製造方法は、第1から第4の何れか1つの態様に係る光学ユニットの製造方法であって、前記固定工程において、前記流動性を有する物体を硬化させる際に、前記第2保持部に付与する力を調節することで、前記第2物体による前記流動性を有する物体に対する前記一方向の反対方向における押圧力を緩和する。
【0015】
第6の態様に係る光学ユニットの製造方法は、第1から第5の何れか1つの態様に係る光学ユニットの製造方法であって、前記第1物体および前記第2物体のうち、一方に撮像素子を含ませ、他方に光学レンズを含ませる。
【0016】
第7の態様に係る光学ユニットの製造方法は、第1から第5の何れか1つの態様に係る光学ユニットの製造方法であって、前記第1物体および前記第2物体のそれぞれに、光学レンズを含ませる。
【0017】
第8の態様に係る光学機器の製造方法は、第1から第7の何れか1つの態様に係る光学ユニットの製造方法によって該光学ユニットを製作する製作工程と、前記光学ユニットを筐体に取り付ける取付工程と、を有する。
【0018】
第9の態様に係る光学ユニットの製造装置は、第1物体を保持する第1保持部と、前記第1物体に対して隙間を介して一方向に離隔している第2物体を保持する第2保持部と、前記一方向において前記第2保持部に当接する基準部と、を備えており、前記第2保持部が、前記一方向において、前記第2物体に対する外力の付与に応じて、前記基準部から離隔する。
【0019】
第10の態様に係る光学ユニットの製造装置は、第9の態様に係る光学ユニットの製造装置であって、前記第1保持部および前記第2保持部のうちの少なくとも一方の位置ならびに前記第1保持部および前記第2保持部のうちの少なくとも一方の姿勢を変更させることで、前記第1物体と前記第2物体との相対的な位置関係および相対的な角度関係を調整する調整部をさらに備えている。
【0020】
第11の態様に係る光学ユニットの製造装置は、第9または第10の態様に係る光学ユニットの製造装置であって、前記基準部と前記第2保持部とが、前記一方向に垂直な他方向において間隙を介して離隔している。
【0021】
第12の態様に係る光学ユニットの製造装置は、第9から第11何れか1つの態様に係る光学ユニットの製造装置であって、前記基準部と前記第2保持部とが当接し合う当接部において、前記基準部および前記第2保持部のうちの少なくとも一方に、前記基準部に対する前記第2保持部の滑りを抑止する滑り抑止部が配されている。
【0022】
第13の態様に係る光学ユニットの製造装置は、第9から第12の何れか1つの態様に係る光学ユニットの製造装置であって、前記第2保持部に付与する力を調節することで、前記隙間に配されている物体に対して前記第2物体によって前記一方向とは反対方向に付与される押圧力を緩和する緩和部、を更に備える。
【0023】
第14の態様に係る光学ユニットの製造装置は、第9から第13の何れか1つの態様に係る光学ユニットの製造装置であって、前記第1物体および前記第2物体のうち、一方に撮像素子が含まれており、他方に光学レンズが含まれている。
【0024】
第15の態様に係る光学ユニットの製造装置は、第9から第13の何れか1つの態様に係る光学ユニットの製造装置であって、前記第1物体および前記第2物体のそれぞれに、光学レンズが含まれている。
【発明の効果】
【0025】
第1から第7の何れか1つの態様に係る光学ユニットの製造方法によれば、例えば、流動性を有する物体が硬化する際に、第1物体および第2物体の膨張に応じて第2物体および第2保持部が一方向に移動し得る。したがって、一物体に他物体が取り付けられる際に、一物体と他物体との位置関係および角度関係が精度良く設定され得る。
【0026】
第2の態様に係る光学ユニットの製造方法によれば、第2保持部および第2物体が一方向に容易に移動し得る。
【0027】
第3の態様に係る光学ユニットの製造方法によれば、例えば、基準部に対して第2保持部が一方向に移動し易く、基準部に対して第2保持部および第2物体が傾くことも可能である。したがって、一物体に他物体が取り付けられる際に、一物体と他物体との相対的な位置関係および角度関係が精度良く設定され得る。
【0028】
第4の態様に係る光学ユニットの製造方法によれば、他方向における基準部に対する第2保持部の滑りが抑止される。したがって、第1物体と第2物体との位置関係および角度関係が設定時から固定前においてずれ難い。
【0029】
第5の態様に係る光学ユニットの製造方法によれば、例えば、第2保持部に付与する力の調節によって、硬化中および硬化後における流動性を有する物体に対する第2物体による押圧力が緩和される。したがって、一物体に他物体が取り付けられる際に、一物体と他物体との位置関係および角度関係がより精度良く設定され得る。
【0030】
第6の態様に係る光学ユニットの製造方法によれば、例えば、焦点の位置および結像面の傾き等が高精度に設定され得る。
【0031】
第7の態様に係る光学ユニットの製造方法によれば、例えば、結像面の湾曲および球面収差等が高精度に設定され得る。
【0032】
第8の態様に係る光学機器の製造方法によれば、光学機器が高精度に製造され得る。
【0033】
第9から第15の何れか1つの態様に係る光学ユニットの製造装置によれば、例えば、第1物体と第2物体との間に配される流動性を有する物体が硬化する際に、第1物体および第2物体の膨張に応じて第2物体および第2保持部が一方向に移動し得る。したがって、一物体に他物体が取り付けられる際に、一物体と他物体との位置関係および角度関係が精度良く設定され得る。
【0034】
第10の態様に係る光学ユニットの製造装置によれば、一物体と他物体との位置関係および角度関係が調整され得るため、一物体に他物体が取り付けられる際に、一物体と他物体との位置関係および角度関係がより精度良く設定され得る。
【0035】
第11の態様に係る光学ユニットの製造装置によれば、例えば、基準部に対して第2保持部が一方向に移動し易く、基準部に対して第2保持部および第2物体が傾くことも可能である。したがって、一物体に他物体が取り付けられる際に、一物体と他物体との相対的な位置関係および角度関係が精度良く設定され得る。
【0036】
第12の態様に係る光学ユニットの製造装置によれば、他方向における基準部に対する第2保持部の滑りが抑止される。したがって、第1物体と第2物体との位置関係および角度関係が設定時から固定前においてずれ難い。
【0037】
第13の態様に係る光学ユニットの製造装置によれば、例えば、第2保持部に付与する力の調節によって、硬化中および硬化後における流動性を有する物体に対する第2物体による押圧力が緩和される。したがって、一物体に他物体が取り付けられる際に、一物体と他物体との位置関係および角度関係がより精度良く設定され得る。
【0038】
第14の態様に係る光学ユニットの製造装置によれば、例えば、焦点の位置および結像面の傾き等が高精度に設定され得る。
【0039】
第15の態様に係る光学ユニットの製造装置によれば、例えば、結像面の湾曲および球面収差等が高精度に設定され得る。
【図面の簡単な説明】
【0040】
【図1】一実施形態に係る光学ユニットが搭載された携帯電話機を示す模式図である。
【図2】一実施形態に係る光学ユニットが搭載された携帯電話機を示す模式図である。
【図3】一実施形態に係る光学ユニットの概略的な構成を模式的に示す断面図である。
【図4】一実施形態に係る光学ユニットの概略的な構成を模式的に示す平面図である。
【図5】一実施形態に係る光学ユニット製造装置を模式的に示す図である。
【図6】一実施形態に係る保持部およびベース部を模式的に示す平面図である。
【図7】一実施形態に係る光学ユニットの製造フローを示すフローチャートである。
【図8】一実施形態に係る光学ユニットの製造途中の状態を模式的に示す図である。
【図9】一実施形態に係る光学ユニットの製造途中の状態を模式的に示す図である。
【図10】一実施形態に係る光学ユニットの製造途中の状態を模式的に示す図である。
【図11】UV硬化樹脂の塗布に係る一態様を模式的に示す図である。
【図12】一実施形態に係る光学ユニットの製造途中の状態を模式的に示す図である。
【図13】一実施形態に係る光学ユニットの製造途中の状態を模式的に示す図である。
【図14】一実施形態に係る光学ユニットの製造途中の状態を模式的に示す図である。
【図15】熱硬化樹脂の塗布に係る一態様を模式的に示す図である。
【図16】参考例に係る光学ユニット製造装置を模式的に示す図である。
【図17】参考例に係る光学ユニットの製造途中の状態を模式的に示す図である。
【図18】参考例に係る光学ユニットの製造途中の状態を模式的に示す図である。
【図19】参考例に係る光学ユニットの概略的な構成を模式的に示す側面図である。
【図20】焦点の位置のズレ量およびそのばらつきの具体例を示す図である。
【図21】第1変形例に係る光学ユニット製造装置を模式的に示す図である。
【図22】第2変形例に係る光学ユニット製造装置を模式的に示す図である。
【図23】第2変形例に係る光学ユニットの製造途中の状態を模式的に示す図である。
【図24】第2変形例に係る光学ユニットの製造途中の状態を模式的に示す図である。
【図25】第2変形例に係る光学ユニットの製造途中の状態を模式的に示す図である。
【図26】第2変形例に係る光学ユニットの製造途中の状態を模式的に示す図である。
【発明を実施するための形態】
【0041】
以下、本発明の一実施形態および各種変形例を図面に基づいて説明する。なお、図面においては同様な構成および機能を有する部分については同じ符号が付されており、下記説明では重複説明が省略される。また、図面は模式的に示されたものであり、各図における各種構造のサイズおよび位置関係等は正確に図示されたものではない。さらに、図1から図6、図8から図19および図21から図26には、光学ユニット5の光軸P1(図3および図4)に沿った撮影方向を+Z方向とする右手系のXYZ座標系が付されている。また、図1、図3、図4および図6には、部材の内部または背面に隠れている部分の外縁が破線で示されている。また、図5、図21および図22には、撮像素子ユニット51およびレンズユニット52が保持される位置の外縁が破線で示されている。
【0042】
<(1)一実施形態>
<(1−1)携帯電話機および光学ユニットの構成>
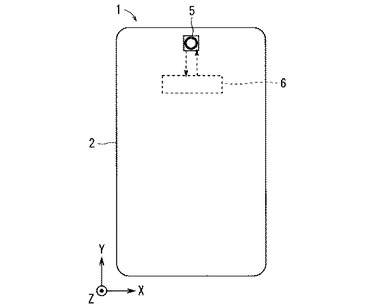
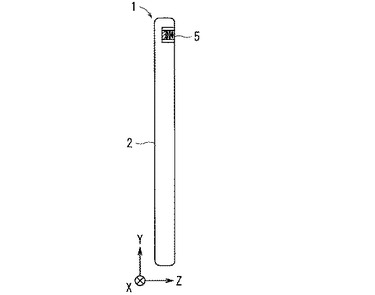
図1は、一実施形態に係る光学ユニット5を搭載している光学機器としての携帯電話機1の概略構成を示す模式図である。図2は、携帯電話機1の概略構成を示す断面模式図である。図3は、光学ユニット5の外観を模式的に示す側面図である。図4は、光学ユニット5の外観を模式的に示す平面図である。
【0043】
図1で示されるように、携帯電話機1は、例えば、筐体2を備えている。そして、筐体2に対して光学ユニット5が取り付けられている。また、筐体2には、レンズ制御部6と各種ボタン等を含む操作部とが設けられている。
【0044】
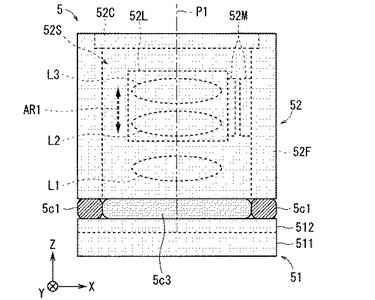
図3で示されるように、光学ユニット5は、例えば、撮像素子ユニット51とレンズユニット52とを備えている小型のカメラモジュールである。撮像素子ユニット51とレンズユニット52とは、例えば、第1接続部5c1および第2接続部5c3によって接続されている。
【0045】
撮像素子ユニット51は、例えば、上下面の形状が略正方形である板状の外形を有している。そして、撮像素子ユニット51は、例えば、撮像素子のチップ(撮像素子チップとも言う)511と該撮像素子チップ511上に重ねられた保護層512とを含んでいる。
【0046】
撮像素子チップ511は、略正方形の盤面を有する板状のチップであれば良い。そして、撮像素子チップ511は、例えば、多数の受光素子としての画素が行列状に配されている撮像面を有していれば良い。保護層512は、略正方形の盤面を有する板状の外形を有していれば良い。保護層512の材料は、例えば、透明な樹脂等であれば良い。
【0047】
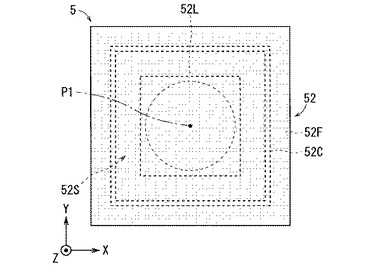
レンズユニット52は、略直方体状の外形を有している。また、レンズユニット52は、例えば、枠体52F、第1レンズL1、レンズ群52L、駆動部52Mおよび保護カバー52Cを含んでいる。
【0048】
枠体52Fは、断面が略正方形の筒状の部分であり、Z軸に沿って貫通する中空部分52Sを形成している。枠体52Fの材料としては、例えば、樹脂等が採用され得る。第1レンズL1は、例えば、枠体52Fに固定されている光学レンズであれば良い。レンズ群52Lは、例えば、所定の位置関係を有する光学レンズとしての第2および第3レンズL2,L3を含んでいる。そして、レンズ群52Lは、枠体52FによってZ軸に平行である光軸P1に沿って摺動可能に保持されている。第1〜3レンズL1〜L3の材料としては、例えば、樹脂等が採用され得る。
【0049】
駆動部52Mは、レンズ群52Lを光軸P1に沿って移動させるための駆動力を生じる部分である。駆動部52Mは、例えば、レンズ群52Lに固設されている永久磁石と枠体52Fに固設されている電磁石とによって駆動力を生じ得る。これにより、レンズ群52Lは、破線の矢印AR1で示されるように、Z軸に沿って上下に移動し得る。保護カバー52Cは、例えば、枠体52Fの中空部分52Sの+Z側の開口を塞ぐ板状の部材であれば良い。保護カバー52Cの材料としては、例えば、透明のガラスおよび樹脂等が採用され得る。
【0050】
第1接続部5c1および第2接続部5c3は、例えば、接着剤が硬化することで形成され得る。本実施形態では、第1接続部5c1が、例えば、紫外(UV)光の照射に応じて硬化する接着剤としての樹脂(UV硬化樹脂とも言う)5c0(図10)がUV光の照射に応じて硬化することで形成され得る。また、第2接続部5c3が、例えば、熱の付与に応じて硬化する接着剤としての樹脂(熱硬化樹脂とも言う)が熱の付与に応じて硬化することで形成され得る。
【0051】
レンズ制御部6は、CPU等を含んでおり、例えば、駆動部52Mの動作を制御することで、レンズユニット52においてレンズ群52Lを光軸P1に沿って所望の位置まで移動させる。また、レンズ群52Lを通過した光学像に基づいて撮像素子ユニット51で得られる画像に係るコントラストを検出する。そして、レンズ制御部6によって、レンズユニット52におけるレンズ群52Lの位置と、画像に係るコントラストとに基づいて、オートフォーカス(AF)制御が行われる。
【0052】
<(1−2)光学ユニットの製造装置>
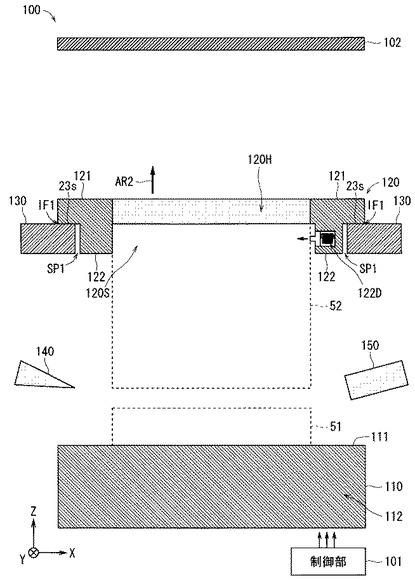
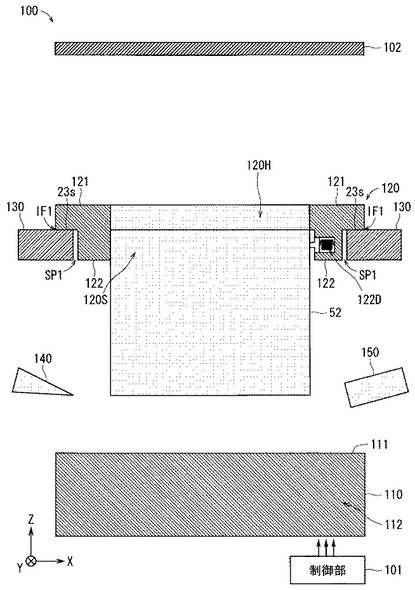
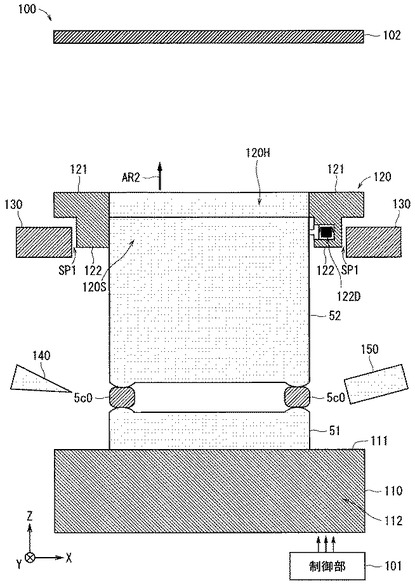
図5は、一実施形態に係る光学ユニット5を製造するための製造装置(光学ユニット製造装置とも言う)100を模式的に示す断面図である。図5で示されるように、光学ユニット製造装置100は、載置台110、保持部120、ベース部130、塗布部140、エネルギー付与部150、制御部101、および調整用チャート102を備えている。
【0053】
載置台110は、第1物体としての撮像素子ユニット51を保持する第1保持部としての上面部111と、撮像素子ユニット51の位置および姿勢を調整する調整部としての5軸駆動部112とを備えている。なお、撮像素子ユニット51の位置および姿勢の調整が不要である場合には、調整部としての5軸駆動部112および調整用チャート102は不要である。
【0054】
上面部111は、例えば、+Z側の面(上面とも言う)上に撮像素子ユニット51が載置されることで、該撮像素子ユニット51を保持する。なお、上面部111には、例えば、バネおよび板等の各種部材を用いて撮像素子ユニット51を保持する機構が設けられても良い。
【0055】
5軸駆動部112は、撮像素子ユニット51を保持している上面部111に5軸に係る動作を実行させ得る。5軸に係る動作には、X軸、Y軸およびZ軸の各軸に沿った直線的な動作、ならびにX軸およびY軸の各軸を中心とした回転動作が含まれる。そして、5軸駆動部112による5軸に係る動作によって、上面部111の位置および姿勢が変更されることで、載置台110に保持されている撮像素子ユニット51の配設位置および姿勢が変更され得る。その結果、撮像素子ユニット51とレンズユニット52との相対的な位置関係および撮像素子ユニット51とレンズユニット52との相対的な角度関係がそれぞれ調整され得るため、これらの相対的な位置関係および相対的な角度関係が精度良く設定され得る。ここで、相対的な位置関係には、例えば、+Z方向における離隔距離、ならびに±X方向および±Y方向におけるズレ量等が含まれる。なお、レンズユニット52に含まれるレンズが非点収差を有する場合等には、非点収差の量の計測に供するために、上記5軸に係る動作に加えて、Z軸を中心とした回転動作を含む6軸に係る動作を上面部111に実行させ得る6軸駆動部が採用されても良い。
【0056】
保持部120は、第2物体としてのレンズユニット52を保持する第2保持部としての部材である。
【0057】
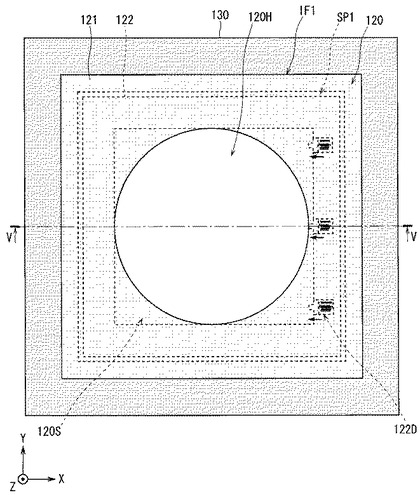
図6は、保持部120およびベース部130を模式的に示す平面図である。なお、図5では、図6にて一点鎖線V−Vで示した位置における保持部120およびベース部130のXZ断面が示されている。
【0058】
図5および図6で示されるように、保持部120は、平板部121と突設部122とを備えている。平板部121は、±Z方向にそれぞれ主面を有している板状の部分であり、Z方向に貫通する円形の孔部(円形孔部とも言う)120Hを有している。
【0059】
突設部122は、円形孔部120Hを矩形状に囲むように平板部121の−Z側の主面から−Z方向に突設されている部分である。突設部122に囲まれている空間120Sは、レンズユニット52を保持するための空間である。突設部122には、空間120Sにおいてレンズユニット52を保持するための機構(保持機構とも言う)122Dが設けられている。保持機構122Dでは、例えば、バネで付勢された部材がレンズユニット52に対して押し付けられる。これにより、レンズユニット52は、突設部122の内壁部分と保持機構122Dとによって挟持され得る。
【0060】
ベース部130は、XY断面の内縁および外縁が矩形状であり、Z方向に貫通する内部空間を有する基準部としての環状の部材である。ベース部130は、図示を省略する連結部によって、載置台110と連結されている。このため、ベース部130と載置台110との位置関係は固定されている。
【0061】
ここでは、保持部120は、ベース部130の上に載置される。この場合、例えば、保持部120の自重によって、平板部121の外周部近傍の部分がベース部130と当接する。つまり、ベース部130は、一方向としての+Z方向において保持部120に当接する。なお、保持部120がバネ等によって−Z方向に付勢され、保持部120がベース部130に当接されても良い。また、突設部122は、ベース部130の内部空間に嵌り込む。そして、保持部120がベース部130上に載置されている状態で、保持部120に対して+Z方向に外力が付与されると、該保持部120がベース部130から+Z方向に離隔し得る。つまり、本実施形態に係る光学ユニット製造装置100では、+Z方向の外力の付与に応じて保持部120が+Z方向に退避する機構(退避機構とも言う)が採用されている。
【0062】
その結果、撮像素子ユニット51とレンズユニット52との間に配されるUV硬化樹脂5c0(図10)の硬化時に、両ユニット51,52が膨張すると、レンズユニット52と保持部120が矢印AR2で示される+Z方向に移動し得る。
【0063】
また、ベース部130と突設部122との間には、例えば、間隙SP1が存在する。換言すれば、ベース部130と保持部120とが、+Z方向に垂直な他方向としてのXY平面上の各方向において間隙SP1を介して離隔している。これにより、例えば、ベース部130に対して保持部120が+Z方向に移動し易い。また、ベース部130に対して、保持部120およびレンズユニット52が傾き得る。
【0064】
また、保持部120のうちの平板部121とベース部130とが当接部IF1で当接し合う。そして、当接部IF1において、保持部120およびベース部130のうちの少なくとも一方に、滑り抑止部23sが設けられている。これにより、ベース部130に対する保持部120のXY平面内における滑りが抑止され得る。その結果、撮像素子ユニット51とレンズユニット52との相対的な位置関係および角度関係が、設定時から固定前においてずれ難い。
【0065】
滑り抑止部23sとしては、例えば、表面における摩擦係数が高い部分であれば良い。例えば、表面が粗くなるように加工されれば摩擦係数が高まり得る。具体的には、ベース部130については、例えば、平板部121と当接する部分の表面における摩擦係数が、残余の部分の表面における摩擦係数よりも高められれば良い。また、保持部120については、例えば、平板部121のうちのベース部130と当接する部分の表面における摩擦係数が、突設部122のうちのベース部130と対向する部分の表面における摩擦係数よりも高められれば良い。
【0066】
塗布部140は、載置台110上に保持された撮像素子ユニット51の上面、および保持部120に保持されたレンズユニット52の下面のうちの少なくとも一方に、流動性を有する物体を塗布する部分である。例えば、塗布部140は、載置台110上に保持された撮像素子ユニット51と保持部120に保持されたレンズユニット52との隙間に流動性を有する物体を塗布し得る。流動性を有する物体は、例えば、ペースト状の物体であるUV硬化樹脂5c0(図10)であれば良い。
【0067】
エネルギー付与部150は、載置台110上に保持された撮像素子ユニット51と保持部120に保持されたレンズユニット52との隙間に配されている流動性を有する物体にエネルギーを付与することで、該流動性を有する物体を硬化させる部分である。エネルギー付与部150は、例えば、UV光を射出する光源、および熱硬化樹脂に熱を付与する部分を含んでいれば良い。なお、熱を付与する部分は、例えば、赤外光を射出する光源や、熱を発するヒータであれば良い。
【0068】
制御部101は、光学ユニット製造装置100の動作を制御する部分である。制御部101には、例えば、CPU等のプロセッサおよび各種メモリ等が含まれていれば良い。制御部101は、例えば、5軸駆動部112、塗布部140およびエネルギー付与部150の動作を制御し得る。
【0069】
また、制御部101は、例えば、調整用チャート102に係る画像に基づいて、焦点の位置および結像面の傾きを評価し得る。調整用チャート102に係る画像は、保持部120に保持されたレンズユニット52を介して入射される調整用チャート102からの光の入射に応じて、載置台110上に保持された撮像素子ユニット51における撮像によって取得され得る。
【0070】
焦点の位置は、調整用チャート102に係る画像におけるコントラストの大小、および画像を占める該調整用チャート102の位置に基づいて評価され得る。結像面は、レンズユニット52によって調整用チャート102からの光が合焦するように結像される面である。結像面の傾きは、例えば、調整用チャート102に係る画像における局所的なコントラストの大小に基づいて評価され得る。また、例えば、調整用チャート102に係る画像における所定の模様の歪み具合等に基づいて結像面の傾きが評価されてもよい。なお、焦点の位置および結像面の傾きの評価については、調整用チャート102に係る画像のうちの、中央付近および4隅近傍における領域に基づいて実行されれば良い。
【0071】
そして、制御部101によって、焦点の調整および結像面の傾きの評価結果に基づいて5軸駆動部112の動作が制御され、撮像素子ユニット51とレンズユニット52との相対的な位置関係ならびに相対的な角度関係が調整され得る。すなわち、これらの相対的な位置関係ならびに相対的な角度関係が設定され得る。その結果、レンズユニット52による調整用チャート102に係る結像面と撮像素子ユニット51の撮像面とが一致するように調整され得る。
【0072】
調整用チャート102は、例えば、−Z側に所定の模様が描かれたシート状の物体であれば良い。所定の模様は、例えば、格子状の模様であれば良い。なお、調整用チャート102は、例えば、Z方向においてベース部130から所定距離離隔していれば良い。
【0073】
<(1−3)光学ユニットの製造プロセス>
ここで、上記構成を有する光学ユニット製造装置100を用いた光学ユニット5の製造プロセスの一例について説明する。
【0074】
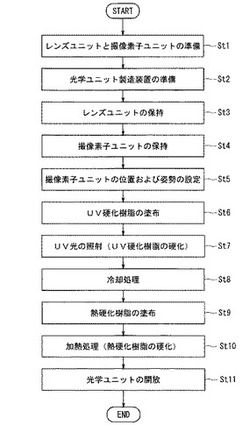
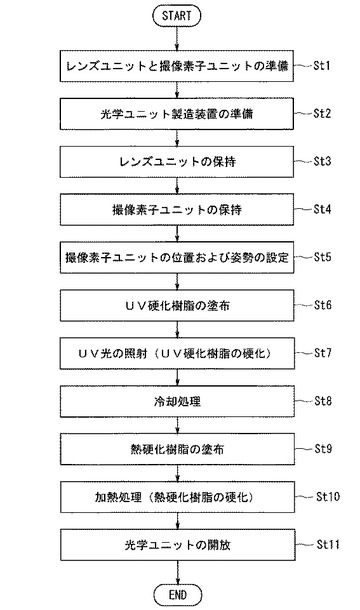
図7は、光学ユニット製造装置100を用いた光学ユニット5の製造フローを例示するフローチャートである。図8から図15は、光学ユニット5の製造途中の様子を模式的に示す図である。
【0075】
まず、図7のステップSt1では、撮像素子ユニット51とレンズユニット52が準備される。
【0076】
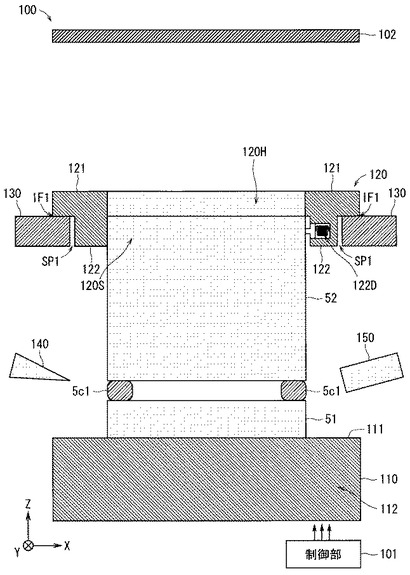
ステップSt2では、光学ユニット製造装置100が準備される。このとき、保持部120は、−Z方向においてベース部130に当接している。
【0077】
ステップSt3では、図8で示されるように、保持部120によってレンズユニット52が保持される。
【0078】
ステップSt4では、図9で示されるように、載置台110の上面部111によって撮像素子ユニット51が保持される。
【0079】
ステップSt5では、撮像素子ユニット51とレンズユニット52との相対的な位置関係および相対的な角度関係が設定される。すなわち、ステップSt5では、これらの相対的な位置関係および相対的な角度関係が設定される工程(設定工程とも言う)が実現され得る。具体的には、例えば、制御部101の制御によって、撮像素子ユニット51の位置および姿勢が調整されることで、撮像素子ユニット51とレンズユニット52との相対的な位置関係および相対的な角度関係が調整される。このとき、載置台110に保持されている撮像素子ユニット51を基準として保持部120に保持されているレンズユニット52が、隙間を介して上面部111から保持部120に向けた一方向としての+Z方向に離隔している。
【0080】
ここでは、例えば、レンズユニット52を介して入射される調整用チャート102からの光の入射に応じて、撮像素子ユニット51における撮像によって調整用チャート102に係る画像が取得される。そして、制御部101によって、該調整用チャート102に係る画像に基づいて、焦点の位置および結像面の傾きが評価され得る。さらに、制御部101によって、焦点の調整および像面の傾きの評価結果に基づいて5軸駆動部112の動作が制御され、撮像素子ユニット51とレンズユニット52との相対的な位置関係ならびに相対的な角度関係が調整され得る。
【0081】
より具体的には、撮像素子ユニット51を±Z方向に移動させることで、調整用チャート102に係る画像におけるコントラストが大きくなるように調整される。また、撮像素子ユニット51を±X方向および±Y方向に移動させることで、調整用チャート102に係る結像面が撮像素子の中心に合うように調整される。さらに、撮像素子ユニット51をX軸周りおよびY軸周りに回転させることで、調整用チャート102に係る画像における歪みが低減されるように調整される。これにより、レンズユニット52による結像面と撮像素子ユニット51の撮像面とが一致し且つ結像面と撮像面の中心が一致するように、撮像素子ユニット51とレンズユニット52との相対的な位置関係および相対的な角度関係が調整される。
【0082】
なお、下記ステップSt7におけるUV硬化樹脂5c0の硬化に起因して焦点の位置がZ軸に沿ってずれる量(焦点位置ズレ量とも言う)の予測値が得られる場合が考えられる。焦点位置ズレ量の予測値は、例えば、設計および実験の何れかに基づいて予め取得され得る。この場合、例えば、焦点位置ズレ量の予測値を見込んで、撮像素子ユニット51とレンズユニット52との相対的な位置関係が調整されても良い。具体的には、例えば、焦点位置ズレ量の予測値に応じて、Z方向における撮像素子ユニット51とレンズユニット52との離隔距離が調整されれば良い。
【0083】
また、このステップSt5では、保持部120は、−Z方向においてベース部130に当接している。そして、保持部120とベース部130とが当接し合う当接部IF1に滑り止め部23sが設けられている。このため、Z方向に垂直なXY平面上の各方向においてベース部130に対する保持部120の滑りが抑止され得る。これにより、撮像素子ユニット51とレンズユニット52との相対的な位置関係および相対的な角度関係が、設定時から固定前においてずれ難い。
【0084】
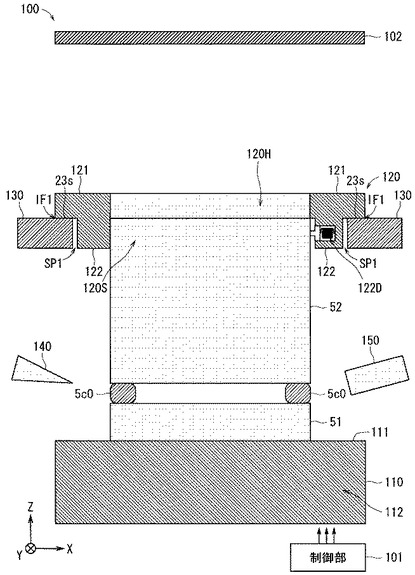
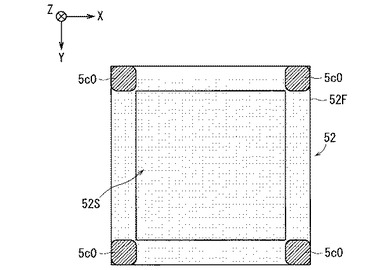
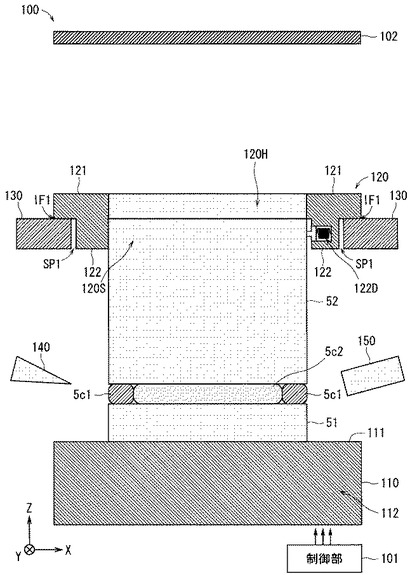
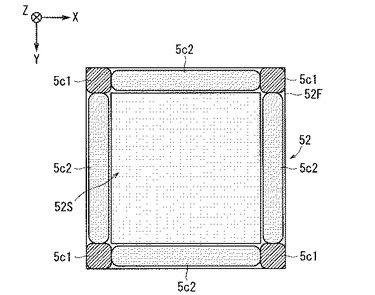
ステップSt6では、図10で示されるように、塗布部140によって、撮像素子ユニット51とレンズユニット52との隙間に、接着剤としてのUV硬化樹脂5c0が塗布される。このとき、例えば、図11で示されるように、レンズユニット52の下面の4隅近傍にUV硬化樹脂5c0が塗布される。これにより、撮像素子ユニット51とレンズユニット52との隙間にUV硬化樹脂5c0が配されている状態となる。なお、UV硬化樹脂5c0の塗布時に、例えば、保持部120およびレンズユニット52のうちの少なくとも一方を+Z方向に押さえる機構が設けられていれば、撮像素子ユニット51とレンズユニット52との相対的な位置関係および相対的な角度関係がずれ難い。
【0085】
ステップSt7では、エネルギー付与部150によって、UV硬化樹脂5c0にUV光が照射される。これにより、撮像素子ユニット51とレンズユニット52との隙間に配されているUV硬化樹脂5c0にエネルギーが付与され、UV硬化樹脂5c0が硬化し得る。その結果、撮像素子ユニット51とレンズユニット52との相対的な位置関係および相対的な角度関係が固定され得る。すなわち、ステップSt7では、これらの相対的な位置関係および相対的な角度関係が固定される工程(固定工程とも言う)が実現され得る。
【0086】
このステップSt7では、図12で示されるように、UV光等のエネルギーの吸収およびUV硬化樹脂5c0の硬化時に生じる反応熱によって、撮像素子ユニット51およびレンズユニット52のうちのUV硬化樹脂5c0に接している部分付近が熱膨張し得る。これにより、撮像素子ユニット51およびレンズユニット52によって上下から挟み込まれるようにUV硬化樹脂5c0に押圧力が作用する。これに対して、UV硬化樹脂5c0が硬化するため、UV硬化樹脂5c0によって押圧力に対する反力が撮像素子ユニット51およびレンズユニット52に対して作用する。
【0087】
ここでは、保持部120が+Z方向に退避する退避機構が採用されている。このため、図12で示されるように、+Z方向における外力としてのUV硬化樹脂5c0による反力のレンズユニット52に対する付与に応じて、保持部120が、+Z方向に持ち上げられて、ベース部130から+Z方向に離隔する。つまり、保持部120およびレンズユニット52が+Z方向に容易に移動し得る。
【0088】
このような動作により、UV硬化樹脂5c0の硬化時において、撮像素子ユニット51、レンズユニット52およびUV硬化樹脂5c0の何れも塑性変形し難い。その結果、撮像素子ユニット51とレンズユニット52との離隔距離の減少が少なくなり得る。また、UV硬化樹脂5c0の硬化時における収縮量、ならびに該UV硬化樹脂5c0の硬化後における放熱による撮像素子ユニット51およびレンズユニット52の収縮量がばらつき難い。したがって、撮像素子ユニット51にレンズユニット52が取り付けられる際に、撮像素子ユニット51とレンズユニット52との相対的な位置関係および相対的な角度関係が精度良く設定され得る。そして、焦点の位置および結像面の傾き等が高精度に設定され得る。
【0089】
ステップSt8では、撮像素子ユニット51、レンズユニット52およびUV硬化樹脂5c0が冷却される。ここでは、例えば、空冷が行われる。このとき、図13で示されるように、熱膨張していた撮像素子ユニット51およびレンズユニット52の一部が元の状態に戻り、撮像素子ユニット51とレンズユニット52とが硬化後のUV硬化樹脂である接続部5c1によって接続されている状態となる。
【0090】
ところで、ステップSt6〜St8では、ベース部130と保持部120とが、+Z方向に垂直なXY平面上の各方向において間隙SP1を介して離隔されている。このため、例えば、ベース部130に対して保持部120が±Z方向に移動し易い。また、UV硬化樹脂5c0の硬化時には、撮像素子ユニット51およびレンズユニット52のうちのUV硬化樹脂5c0に接している部分付近における熱膨張が均一でない場合がある。この場合、保持部120およびレンズユニット52には若干傾こうとする外力が働き得る。
【0091】
これに対し、ここでは、間隙SP1の存在によって、ベース部130に対して保持部120およびレンズユニット52が若干傾くことが可能である。その結果、UV硬化樹脂5c0の硬化時において、撮像素子ユニット51、レンズユニット52およびUV硬化樹脂5c0の何れも塑性変形し難い。したがって、撮像素子ユニット51にレンズユニット52が取り付けられる際に、撮像素子ユニット51とレンズユニット52との相対的な位置関係および相対的な角度関係が精度良く設定され得る。
【0092】
ステップSt9では、図14で示されるように、塗布部140によって、撮像素子ユニット51とレンズユニット52との隙間に、接着剤としての熱硬化樹脂5c2が塗布される。このとき、例えば、図15で示されるように、レンズユニット52の下面の4辺に熱硬化樹脂5c2が塗布される。これにより、撮像素子ユニット51とレンズユニット52との隙間が接続部5c1と熱硬化樹脂5c2とによって塞がれた状態となる。
【0093】
ステップSt10では、エネルギー付与部150によって、熱硬化樹脂5c2に例えばヒータによる加熱や、赤外光の照射による加熱が行われる。これにより、撮像素子ユニット51とレンズユニット52との隙間に配されている熱硬化樹脂5c2に熱エネルギーが付与され、熱硬化樹脂5c2が硬化し得る。その結果、撮像素子ユニット51とレンズユニット52との隙間が接続部5c1と接続部5c3とによって塞がれた光学ユニット5が完成し得る。
【0094】
ステップSt11では、光学ユニット5が、光学ユニット製造装置100から外されて、空冷される。これにより、光学ユニット5の製造プロセスが終了する。なお、ここでは、上述したように光学ユニット5が製作された後に、該光学ユニット5が筐体2に取り付けられることで、光学機器としての携帯電話機1が製造され得る。すなわち、光学ユニット5が製作される工程(製作工程とも言う)が行われた後に、光学ユニット5が筐体2に取り付けられる工程(取付工程とも言う)が行われる。これにより、携帯電話機1が高精度に製造され得る。
【0095】
なお、撮像素子ユニット51とレンズユニット52との相対的な位置関係および相対的な角度関係が設定される工程(ステップSt5)と、撮像素子ユニット51とレンズユニット52との隙間にUV硬化樹脂5c0が塗布される工程(ステップSt6)の順序が入れ替えられても良い。撮像素子ユニット51とレンズユニット52との隙間が非常に小さい場合には、その隙間にUV硬化樹脂5c0を塗布することが難しい場合がある。そのような場合には、撮像素子ユニット51とレンズユニット52との相対的な位置関係等の設定が行われる前に、撮像素子ユニット51とレンズユニット52の少なくとも一方にUV硬化樹脂5c0が塗布されれば良い。そして、撮像素子ユニット51とレンズユニット52との隙間にUV硬化樹脂5c0が設けられている状態で、相対的な位置関係等の設定が行われ、その後にUV硬化樹脂5c0が硬化されても良い。
【0096】
<(1−4)具体例>
上述したように退避機構が採用されている光学ユニット製造装置100によって製造された光学ユニット5を対象とした、焦点位置ズレ量の測定結果とそのバラツキについて、具体例を示して説明する。なお、ここでは、参考例として、退避機構が採用されていない光学ユニット製造装置400によって製造された光学ユニット5coを対象とした、焦点位置ズレ量の測定結果とそのバラツキを併記する。
【0097】
<(1−4−1)参考例に係る光学ユニット製造装置>
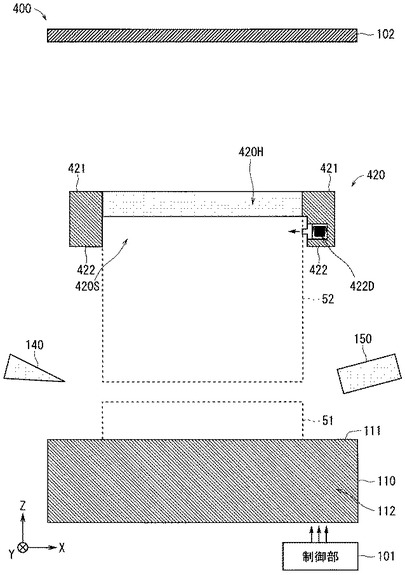
図16で示されるように、参考例に係る光学ユニット製造装置400は、上記一実施形態に係る光学ユニット製造装置100がベースとされて、保持部120およびベース部130が、退避機構が省かれた保持部420に変更されたものである。
【0098】
保持部420は、図示を省略する連結部によって、載置台110と連結されている。このため、保持部420と載置台110との位置関係は固定されている。また、保持部420は、平板部421と突設部422とを備えている。
【0099】
平板部421は、±Z方向にそれぞれ主面を有している板状の部分であり、Z方向に貫通する円形の孔部(円形孔部とも言う)420Hを有している。
【0100】
突設部422は、円形孔部420Hを矩形状に囲むように平板部421の−Z側の主面の外周近傍の部分において−Z方向に突設されている部分である。突設部422に囲まれている空間420Sは、レンズユニット52を保持するための空間である。突設部422には、空間420Sにおいてレンズユニット52を保持するための機構(保持機構とも言う)422Dが設けられている。保持機構422Dでは、一実施形態に係る保持機構122Dと同様な構成が採用されており、例えば、バネで付勢された部材がレンズユニット52に対して押しつけられる。これにより、レンズユニット52は、突設部422の内壁部分と保持機構422Dとによって挟持され得る。
【0101】
<(1−4−2)参考例に係る光学ユニットの製造プロセス>
ここで、参考例に係る光学ユニット製造装置400を用いた光学ユニット5coの製造プロセスの一例について、上記一実施形態に係る光学ユニット製造装置100を用いた光学ユニット5の製造プロセスと異なる点について説明する。
【0102】
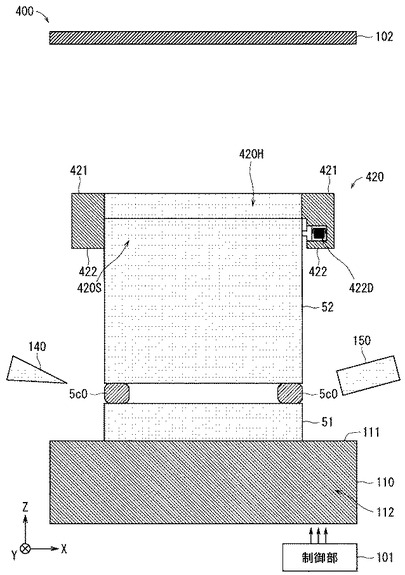
図17で示されるように、上記ステップSt6と同様な態様で、載置台110によって保持されている撮像素子ユニット51と保持部420によって保持されているレンズユニット52との隙間に塗布部140によってUV硬化樹脂5c0が塗布される。
【0103】
次に、エネルギー付与部150によって、UV硬化樹脂5c0にUV光が照射される。これにより、撮像素子ユニット51とレンズユニット52との隙間に配されているUV硬化樹脂5c0にエネルギーが付与され、UV硬化樹脂5c0が硬化し得る。その結果、撮像素子ユニット51とレンズユニット52との相対的な位置関係および相対的な角度関係が固定され得る。
【0104】
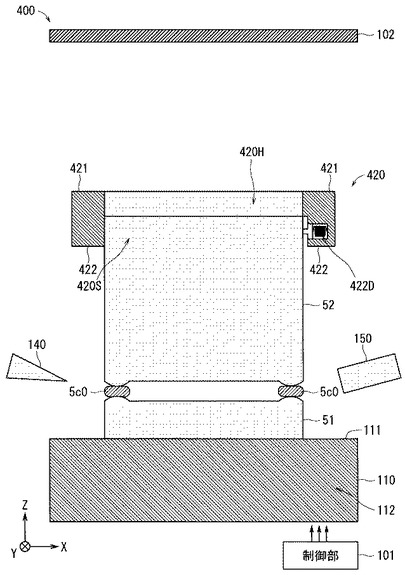
このとき、図18で示されるように、UV光等のエネルギーの吸収およびUV硬化樹脂5c0の硬化時に生じる反応熱によって、撮像素子ユニット51およびレンズユニット52のうちのUV硬化樹脂5c0に接している部分付近が熱膨張し得る。これにより、撮像素子ユニット51およびレンズユニット52によって上下から挟み込まれるようにUV硬化樹脂5c0に押圧力が作用する。ここで、参考例に係る光学ユニット製造装置400では、退避機構が採用されていない。このため、UV硬化樹脂5c0が押圧力によって塑性変形を生じるとともに、硬化したUV硬化樹脂5c0による反力によって撮像素子ユニット51およびレンズユニット52に塑性変形が生じ得る。
【0105】
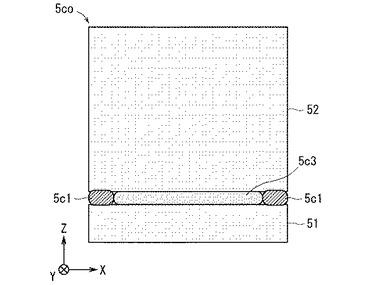
その結果、図19で示されるように、参考例に係る光学ユニット5coは、上記一実施形態に係る光学ユニット5と比較して、Z方向における撮像素子ユニット51とレンズユニット52との離隔距離が、狭くなり得る。また、UV硬化樹脂5c0、撮像素子ユニット51およびレンズユニット52における塑性変形は場所によってばらつき得る。このため、レンズユニット52と撮像素子ユニット51との相対的な角度関係を精度良く設定することが難しい。
【0106】
<(1−4−3)光学ユニットの作製条件>
上記一実施形態に係る光学ユニット製造装置100が用いられて10個の具体例に係る光学ユニット5が作製された。また、上記参考例に係る光学ユニット製造装置400が用いられて参考例に係る光学ユニット5coが作製された。
【0107】
ここでは、具体例に係る光学ユニット5および参考例に係る光学ユニット5coについて、レンズユニット52の初期状態における焦点距離の目標値が、3mmに設定された。初期状態は、例えば、レンズ群52Lが所定の初期位置に配されることで、具体例および参考例に係る光学ユニット5,5coが最も遠くの被写体に合焦する状態であれば良い。
【0108】
そして、UV硬化樹脂5c0の硬化前に、撮像素子ユニット51とレンズユニット52との相対的な位置関係および相対的な角度関係が調整されることで、レンズユニット52による結像面と撮像素子ユニット51の撮像面とが一致するように調整された。
【0109】
また、撮像素子ユニット51およびレンズユニット52のうちのUV硬化樹脂5c0と接する部分については、樹脂によって構成されていた。
【0110】
<(1−4−4)焦点位置ズレ量とそのばらつき>
具体例に係る各光学ユニット5と所定の被写体との離隔距離が変化させられながら撮像素子ユニット51で順次に得られる所定の被写体に係る画像について、コントラストが評価された。そして、この評価結果に基づいて、結像面と撮像素子ユニット51の撮像面とのZ方向におけるズレ量が焦点位置ズレ量として測定された。所定の被写体は、上記調整用チャート102と同様なものであれば良い。なお、焦点位置ズレ量は、所定の被写体が固定されたままで、レンズユニット52内のレンズ群52Lが移動させられながら撮像素子ユニット51で順次に得られる所定の被写体に係る画像について、コントラストが評価されることで、測定されても良い。
【0111】
同様にして、参考例に係る各光学ユニット5coと所定の被写体との離隔距離が変化させられながら撮像素子ユニット51で順次に得られる所定の被写体に係る画像について、コントラストが評価された。そして、この評価結果に基づいて、焦点位置ズレ量が測定された。
【0112】
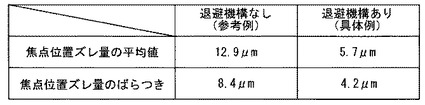
図20は、焦点位置ズレ量の測定結果に基づいて算出された具体例および参考例に係る焦点位置ズレ量の平均値と、具体例および参考例に係る焦点位置ズレ量のばらつきとを示している。ここでは、焦点位置ズレ量の標準偏差(σ)の3倍(3σ)が、焦点位置ズレ量のばらつきとして算出された。
【0113】
図20で示されるように、退避機構が採用されていない光学ユニット製造装置400が用いられて作製された参考例に係る光学ユニット5coについては、焦点位置ズレ量の平均値が12.9μmであり、焦点位置ズレ量のばらつきが8.4μmであった。これに対して、退避機構が採用されている光学ユニット製造装置100が用いられて作製された具体例に係る光学ユニット5については、焦点位置ズレ量の平均値が5.7μmであり、焦点位置ズレ量のばらつきが4.2μmであった。
【0114】
このように、退避機構が採用されたことで、焦点位置ズレ量の平均値が半分以下となり、焦点位置ズレ量のばらつきが半分程度となった。すなわち、退避機構が採用されることで、焦点位置ズレ量の平均値および焦点位置ズレ量のばらつきの両者ともに半分程度まで大幅に低減されることが分かった。したがって、上記一実施形態に係る光学ユニット製造装置100によって、撮像素子ユニット51にレンズユニット52が取り付けられる際に、撮像素子ユニット51とレンズユニット52との相対的な位置関係および相対的な角度関係が精度良く設定され得る。
【0115】
なお、上記測定によって得られた焦点位置ズレ量の平均値が、UV硬化樹脂5c0の硬化に起因する焦点位置ズレ量の予測値として採用されても良い。この場合、上記一実施形態に係る光学ユニット製造装置100が用いられて実際に光学ユニット5が作製される際には、例えば、焦点位置ズレ量の予測値に応じて、Z方向における撮像素子ユニット51とレンズユニット52との離隔距離が調整されれば良い。
【0116】
<(1−5)一実施形態のまとめ>
以上のように、一実施形態に係る光学ユニット製造装置100および光学ユニット5の製造方法によれば、UV硬化樹脂5c0の硬化時に、撮像素子ユニット51とレンズユニット52の膨張に応じて、レンズユニット52と保持部120が+Z方向に移動し得る。これにより、UV硬化樹脂5c0の硬化時に、撮像素子ユニット51、レンズユニット52およびUV硬化樹脂5c0の何れも塑性変形し難い。このため、硬化時におけるUV硬化樹脂5c0の収縮量、ならびにUV硬化樹脂5c0の硬化後の放熱による撮像素子ユニット51およびレンズユニット52の収縮量がばらつき難い。したがって、撮像素子ユニット51に対するレンズユニット52の取り付け時に、撮像素子ユニット51とレンズユニット52との相対的な位置関係および相対的な角度関係が精度良く設定され得る。その結果、焦点の位置および結像面の傾き等が高精度に設定され得る。
【0117】
<(2)変形例>
なお、本発明は上述の実施の形態に限定されるものではなく、本発明の要旨を逸脱しない範囲において種々の変更、改良等が可能である。
【0118】
<(2−1)第1変形例>
例えば、上記一実施形態では、UV硬化樹脂5c0の硬化時に、レンズユニット52に対する+Z方向の外力によって、保持部120とレンズユニット52に働く重力に抗して、保持部120とレンズユニット52が+Z方向に持ち上げられたが、これに限られない。例えば、保持部120に付与する力が調節されることで、撮像素子ユニット51とレンズユニット52との隙間に配されているUV硬化樹脂5c0に対して付与される−Z方向の押圧力が緩和されても良い。該押圧力は、レンズユニット52と保持部120に働く重力によってUV硬化樹脂5c0に付与され得る。
【0119】
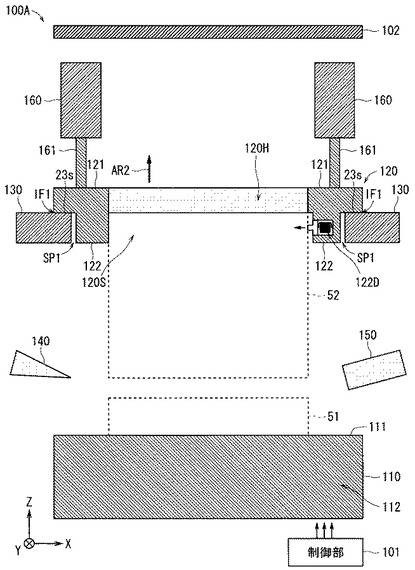
具体的には、例えば、図21で示されるように、軸161を介して保持部120に対して+Z方向に力を付与する緩和部としてのステッピングモーター160が追加された第1変形例に係る光学ユニット製造装置100Aが採用されても良い。ここでは、ステッピングモーター160が、例えば、図示を省略する連結部によって載置台110に連結されていれば、ステッピングモーター160と載置台110との相対的な位置関係が固定され得る。
【0120】
そして、UV硬化樹脂5c0の硬化時に、保持部120とレンズユニット52に働く重力によってUV硬化樹脂5c0に対して−Z方向に付与される押圧力がステッピングモーター160によって緩和され得る。これにより、UV硬化樹脂5c0の硬化時において、撮像素子ユニット51、レンズユニット52およびUV硬化樹脂5c0の何れもさらに塑性変形し難い。したがって、撮像素子ユニット51に対するレンズユニット52の取り付け時に、撮像素子ユニット51とレンズユニット52との相対的な位置関係および相対的な角度関係がより精度良く設定され得る。
【0121】
<(2−2)第2変形例>
また、上記一実施形態では、UV硬化樹脂5c0の硬化時に、+Z方向の外力の付与に応じてレンズユニット52を保持している保持部120が+Z方向に退避する退避機構が採用されていたが、これに限られない。例えば、UV硬化樹脂5c0の硬化時に、−Z方向の外力の付与に応じて第2物体としての撮像素子ユニット51を保持している第2保持部としての保持部170が−Z方向に退避する退避機構が採用されても良い。
【0122】
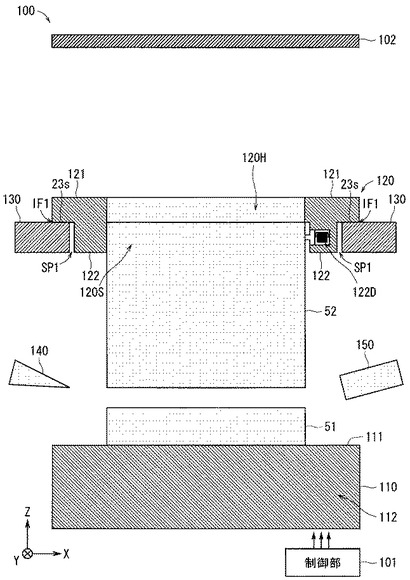
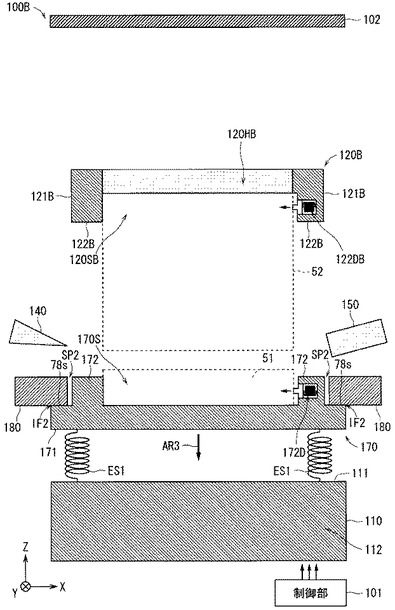
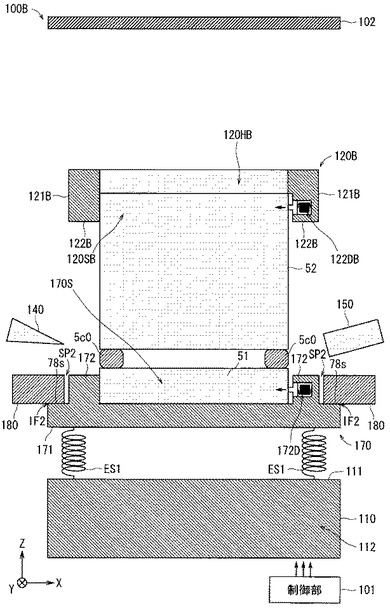
図22は、光学ユニット5を製造するための第2変形例に係る光学ユニット製造装置100Bの一例を模式的に示す図である。以下、第2変形例に係る光学ユニット製造装置100Bのうち、上記一実施形態に係る光学ユニット製造装置100と異なる部分について主に説明する。
【0123】
図22で示されるように、光学ユニット製造装置100Bは、載置台110、保持部120B、保持部170、ベース部180、弾性支持部ES1、塗布部140、エネルギー付与部150、制御部101、および調整用チャート102を備えている。
【0124】
保持部120Bは、第1物体としてのレンズユニット52を保持する第1保持部である。保持部120Bは、図示を省略する連結部によって、載置台110と連結されている。このため、保持部120Bと載置台110との位置関係は固定されている。また、保持部120Bは、平板部121Bと突設部122Bとを備えている。
【0125】
平板部121Bは、±Z方向にそれぞれ主面を有している板状の部分であり、Z方向に貫通する円形の孔部(円形孔部とも言う)120HBを有している。
【0126】
突設部122Bは、円形孔部120HBを矩形状に囲むように平板部121Bから−Z方向に突設されている部分である。突設部122Bに囲まれている空間120SBは、レンズユニット52を保持するための空間である。突設部122Bには、空間120SBにおいてレンズユニット52を保持するための保持機構122DBが設けられている。保持機構122DBでは、例えば、バネで付勢された部材がレンズユニット52に対して押しつけられる。これにより、レンズユニット52は、突設部122Bの内壁部分と保持機構122DBとによって挟持され得る。
【0127】
載置台110の上面部111上に配されている弾性支持部ES1が保持部170を支持している。ベース部180は、図示を省略する連結部によって載置台110との相対的な位置関係が固定されている。
【0128】
保持部170は、第2物体としての撮像素子ユニット51を保持する第2保持部である。保持部170は、平板部171と突設部172とを備えている。
【0129】
平板部171は、±Z方向にそれぞれ主面を有している板状の部分であれば良い。
【0130】
突設部172は、平板部171の+Z側の主面から+Z方向に突設されている部分である。突設部172は、XY断面の内縁および外縁が矩形状であり、平板部171の+Z側の主面のうちの矩形で且つ環状の領域に設けられている。突設部172に囲まれている空間170Sは、撮像素子ユニット51を保持するための空間である。突設部172には、空間170Sにおいて撮像素子ユニット51を保持するための保持機構172Dが設けられている。保持機構172Dでは、例えば、バネで付勢された部材が撮像素子ユニット51に対して押しつけられる。これにより、撮像素子ユニット51は、突設部172の内壁部分と保持機構172Dとによって挟持され得る。
【0131】
ベース部180は、内縁および外縁が矩形状であり、Z方向に貫通する内部空間を有する環状の部分である。ベース部180は、図示を省略する連結部によって載置台110と連結されている。このため、ベース部180と載置台110との位置関係は固定されている。
【0132】
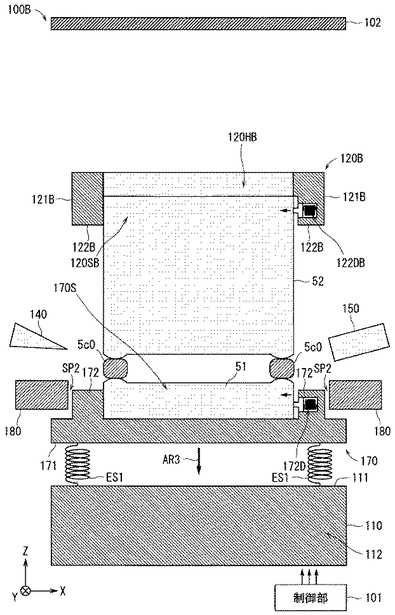
ここでは、弾性支持部ES1によって保持部170に+Z方向に付勢力が付与されて、平板部171の外周部近傍の部分がベース部180に当接し得る。換言すれば、ベース部180は、一方向としての−Z方向において保持部170に当接する。また、突設部172は、ベース部180の内部空間に嵌り込む。そして、保持部170に対して−Z方向に外力が付与されると、弾性支持部ES1による付勢力に抗して、該保持部170がベース部180から−Z方向に離隔し得る。すなわち、本変形例に係る光学ユニット製造装置100Bでは、−Z方向の外力の付与に応じて保持部170が−Z方向に退避する退避機構が採用されている。
【0133】
その結果、撮像素子ユニット51とレンズユニット52との間に配されるUV硬化樹脂5c0が硬化する際、両ユニット51,52が膨張すれば、該膨張に応じて撮像素子ユニット51と保持部170が矢印AR3で示される−Z方向に移動し得る。
【0134】
また、ベース部180と突設部172との間には、例えば、間隙SP2が存在する。換言すれば、ベース部180と保持部170とが、一方向に垂直な他方向としてのXY平面上の各方向において間隙SP2を介して離隔している。これにより、例えば、ベース部180に対して保持部170が−Z方向に移動し易い。また、ベース部180に対して、保持部170および撮像素子ユニット51が傾き得る。
【0135】
また、保持部170のうちの平板部171とベース部180とが当接部IF2で当接し合う。そして、当接部IF2において、保持部170およびベース部180のうちの少なくとも一方に、滑り抑止部78sが設けられていれば、ベース部180に対する保持部170のXY平面内における滑りが抑止され得る。これにより、撮像素子ユニット51とレンズユニット52との位置関係および角度関係が、設定時から固定前においてずれ難い。
【0136】
滑り抑止部78sは、上記一実施形態に係る滑り抑止部23sと同様に、例えば、表面における摩擦係数が高い部分であれば良い。なお、例えば、ベース部180については、平板部171と当接する部分の表面における摩擦係数が、残余の部分の表面における摩擦係数よりも高められれば良い。また、例えば、保持部170については、平板部171のうちのベース部180と当接する部分の表面における摩擦係数が、突設部172のうちのベース部180と対向する部分の表面における摩擦係数よりも高められれば良い。
【0137】
ところで、5軸駆動部112によって、載置台110上に弾性支持部ES1を介して設けられた保持部170の配設位置および姿勢が変更され得る。これにより、保持部170に保持されている第2物体としての撮像素子ユニット51の配設位置および姿勢が変更され得る。その結果、撮像素子ユニット51とレンズユニット52との相対的な位置関係および撮像素子ユニット51とレンズユニット52との相対的な角度関係が調整され得るため、これらの相対的な位置関係および相対的な角度関係が精度良く設定され得る。
【0138】
上記構成を有する第2変形例に係る光学ユニット製造装置100Bを用いた光学ユニット5の製造プロセスの一例について簡単に説明する。
【0139】
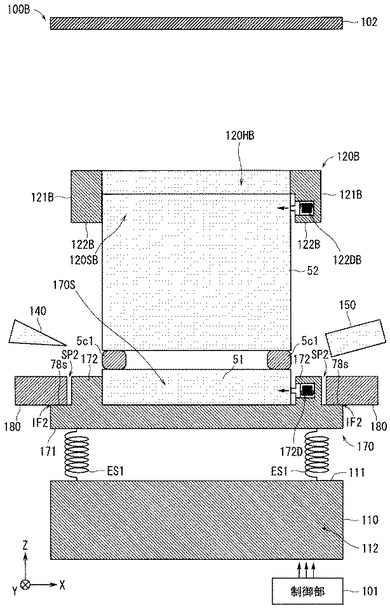
図23で示されるように、保持部170に撮像素子ユニット51が保持されるとともに、保持部120Bにレンズユニット52が保持される。そして、撮像素子ユニット51とレンズユニット52との相対的な位置関係および相対的な角度関係が設定され得る。具体的には、例えば、5軸駆動部112によって、保持部170の位置および姿勢が調整されることで、撮像素子ユニット51とレンズユニット52との相対的な位置関係および相対的な角度関係が調整され得る。この調整は、レンズユニット52を基準として撮像素子ユニット51が、隙間を介して保持部120Bから保持部170に向けた一方向としての−Z方向に離隔している状態で行われる。
【0140】
このとき、保持部170は、+Z方向においてベース部180に当接している。そして、保持部170とベース部180とが当接し合う当接部IF2に、滑り抑止部78sが設けられている。このため、Z方向に垂直なXY平面上の各方向においてベース部180に対する保持部170の滑りが抑止され得る。これにより、撮像素子ユニット51とレンズユニット52との相対的な位置関係および相対的な角度関係が、設定時から固定前においてずれ難い。
【0141】
そして、図24で示されるように、塗布部140によって、撮像素子ユニット51とレンズユニット52との隙間に、接着剤としてのUV硬化樹脂5c0が塗布される。これにより、撮像素子ユニット51とレンズユニット52との隙間にUV硬化樹脂5c0が配されている状態となる。
【0142】
さらに、エネルギー付与部150によって、UV硬化樹脂5c0にUV光が照射される。これにより、撮像素子ユニット51とレンズユニット52との隙間に配されているUV硬化樹脂5c0にエネルギーが付与され、UV硬化樹脂5c0が硬化し得る。その結果、撮像素子ユニット51とレンズユニット52との相対的な位置関係および相対的な角度関係が固定され得る。
【0143】
このとき、図25で示されるように、UV光等のエネルギーの吸収およびUV硬化樹脂5c0の硬化時に生じる反応熱によって、撮像素子ユニット51およびレンズユニット52のうちのUV硬化樹脂5c0に接している部分付近が熱膨張し得る。これにより、撮像素子ユニット51およびレンズユニット52によって上下から挟み込まれるようにUV硬化樹脂5c0に押圧力が作用する。一方、UV硬化樹脂5c0が硬化するため、UV硬化樹脂5c0によって押圧力に対する反力が撮像素子ユニット51およびレンズユニット52に対して作用する。
【0144】
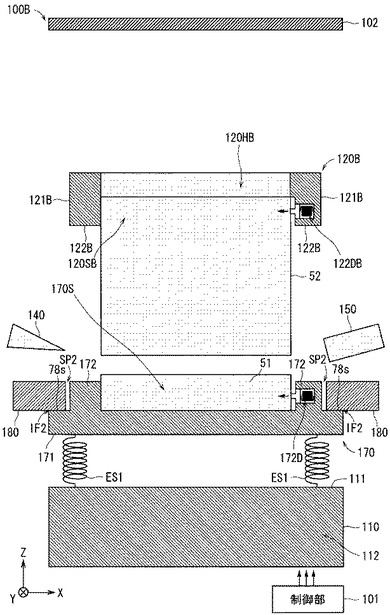
これに対して、本変形例では、保持部170が−Z方向に退避する退避機構が採用されている。このため、図25で示されるように、撮像素子ユニット51に対する−Z方向の外力としてのUV硬化樹脂5c0による反力の付与に応じて、保持部170が、−Z方向に押し下げられて、ベース部180から−Z方向に離隔する。つまり、保持部170および撮像素子ユニット51が−Z方向に容易に移動し得る。
【0145】
このような動作により、UV硬化樹脂5c0の硬化時において、撮像素子ユニット51、レンズユニット52およびUV硬化樹脂5c0の何れも塑性変形し難い。その結果、硬化時におけるUV硬化樹脂5c0の収縮量、ならびに該UV硬化樹脂5c0の硬化後における放熱による撮像素子ユニット51およびレンズユニット52の収縮量がばらつき難い。したがって、撮像素子ユニット51にレンズユニット52が取り付けられる際に、撮像素子ユニット51とレンズユニット52との相対的な位置関係および相対的な角度関係が精度良く設定され得る。そして、焦点の位置および結像面の傾き等が高精度に設定され得る。
【0146】
その後、撮像素子ユニット51、レンズユニット52およびUV硬化樹脂5c0が冷却される。このとき、図26で示されるように、熱膨張していた撮像素子ユニット51およびレンズユニット52の一部が元の状態に戻り、撮像素子ユニット51とレンズユニット52とが硬化後のUV硬化樹脂である接続部5c1によって接続されている状態となる。
【0147】
なお、ベース部180に対して保持部170が±Z方向に移動する際には、ベース部180と保持部170とが、−Z方向に垂直なXY平面上の各方向において間隙SP2を介して離隔されている。このため、例えば、ベース部180に対して保持部170が±Z方向に移動し易い。また、間隙SP2に存在によって、ベース部180に対して保持部170およびレンズユニット52が若干傾くことも可能である。その結果、UV硬化樹脂5c0の硬化時において、撮像素子ユニット51、レンズユニット52およびUV硬化樹脂5c0の何れも塑性変形し難い。したがって、撮像素子ユニット51にレンズユニット52が取り付けられる際に、撮像素子ユニット51とレンズユニット52との相対的な位置関係および相対的な角度関係が精度良く設定され得る。
【0148】
<(2−3)その他の変形例>
◎また、上記一実施形態ならびに上記第1および第2変形例では、第2保持部としての保持部120,170の位置および姿勢が変更されることで、撮像素子ユニット51とレンズユニット52との相対的な位置関係と角度関係が調整されたが、これに限られない。
【0149】
例えば、上記一実施形態および上記第1変形例において、第2保持部としての上面部111に第2物体としてのレンズユニット52が保持され、第1保持部としての保持部120に第1物体としての撮像素子ユニット51が保持されても良い。また、例えば、上記第2変形例において、第2保持部としての保持部170に第2物体としてのレンズユニット52が保持され、第1保持部としての保持部120Bに第1物体としての撮像素子ユニット51が保持されても良い。
【0150】
また、上記一実施形態ならびに上記第1および第2変形例において、保持部120,120Bの位置および姿勢が5軸駆動部等によって変更されるようにしても良い。すなわち、撮像素子ユニット51を保持する保持部とレンズユニット52を保持する保持部のうちの少なくとも一方の位置および姿勢が変更されることで、撮像素子ユニット51とレンズユニット52との相対的な位置関係および角度関係が調整されれば良い。さらに、撮像素子ユニット51を保持する保持部とレンズユニット52を保持する保持部のうちの少なくとも一方の位置が変更され、撮像素子ユニット51を保持する保持部とレンズユニット52を保持する保持部のうちの少なくとも一方の姿勢が変更されても良い。
【0151】
◎また、上記一実施形態ならびに上記第1および第2変形例では、光学ユニット5が、撮像素子ユニット51とレンズユニット52とを備えている小型のカメラモジュールであったが、これに限られない。例えば、光学ユニット5が、受光素子を含む受光素子ユニットと光学レンズを含むレンズユニットとを備えている光ピックアップレンズ等といったその他の光学ユニットであっても良い。すなわち、第1および第2接続部5c1,5c3によって相互に接続される第1物体と第2物体のうちの一方に光学レンズが含まれ、他方に受光素子が含まれていれば良い。
【0152】
◎また、上記一実施形態ならびに上記第1および第2変形例では、撮像素子ユニット51とレンズユニット52とが第1および第2接続部5c1,5c3によって接続されたが、これに限られない。例えば、第1および第2接続部5c1,5c3によって相互に接続される第1物体と第2物体との組み合わせが、第2レンズL2と第3レンズL3との組み合わせであっても良い。すなわち、相対的な位置関係および角度関係が固定される第1物体および第2物体のそれぞれに、光学レンズが含まれていても良い。この構成が採用されれば、複数の光学レンズの組み合わせによって生じ得る結像面の湾曲および球面収差等が高精度に設定され得る。
【0153】
◎また、上記一実施形態ならびに上記第1および第2変形例では、撮像素子ユニット51とレンズユニット52とが、UV硬化樹脂5c0が硬化した接続部5c1によって接続されたが、これに限られない。例えば、撮像素子ユニット51とレンズユニット52とが、可視光線も含めた各種光等の照射によるエネルギーの付与によって硬化する樹脂によって接続されても良い。
【0154】
◎また、上記一実施形態ならびに上記第1および第2変形例では、撮像素子ユニット51とレンズユニット52とが、接着剤としてのUV硬化樹脂5c0が硬化した接続部5c1によって接続されたが、これに限られない。例えば、接着剤としてのUV硬化樹脂5c0の代わりに、接着力を有さない樹脂が用いられても良い。すなわち、撮像素子ユニット51とレンズユニット52と隙間に配されている流動性を有する物体が硬化されて、撮像素子ユニット51とレンズユニット52との相対的な位置関係および角度関係が固定される構成が採用されれば良い。この場合、撮像素子ユニット51とレンズユニット52との相対的な位置関係および角度関係が固定された後に、撮像素子ユニット51とレンズユニット52とが、例えば、接着剤でさらに接続されれば良い。
【0155】
◎なお、上記一実施形態および各種変形例をそれぞれ構成する全部または一部を、適宜、矛盾しない範囲で組み合わせ可能であることは、言うまでもない。
【符号の説明】
【0156】
1 携帯電話機
2 筐体
5,5co 光学ユニット
5c0 UV硬化樹脂
5c1 第1接続部
5c2 熱硬化樹脂
5c3 第2接続部
23s,78s 滑り抑止部
51 撮像素子ユニット
52 レンズユニット
52L レンズ群
100,100A,100B,400 光学ユニット製造装置
101 制御部
102 調整用チャート
110 載置台
111 上面部
112 5軸駆動部
120,120B,170,420 保持部
130,180 ベース部
140 塗布部
150 エネルギー付与部
160 ステッピングモーター
IF1,IF2 当接部
L1〜L3 第1〜3レンズ
SP1,SP2 間隙
【技術分野】
【0001】
本発明は、光学ユニットの製造方法、光学機器の製造方法、および光学ユニットの製造装置に関する。
【背景技術】
【0002】
光学ユニットを構成する光学部材と受光素子との隙間に接着剤を塗布して、光学部材と受光素子とを相互に固定する技術が知られている。
【0003】
例えば、受光素子を支持する取付板と光学基台との位置関係が、受光素子の受光面の中心に焦点が位置し且つ取付板が水平となるように調整された後、取付板と光学基台とが接着される技術が提案されている(例えば、特許文献1等)。この技術では、例えば、2箇所の凹溝に塗布量および塗布形状が均等となるように接着剤が塗布される。これにより、2箇所の接着剤について、硬化時の収縮量ならびに熱変化による膨張および収縮の変化量が均等となり得る。その結果、受光素子の位置のずれ量が低減され得る。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2009−146523号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、光学部材と受光素子側の部材との隙間で接着剤が硬化する際には、一般に接着剤が収縮する。このため、光学部材と受光素子との離隔距離が縮む方向に、光学部材が受光素子に対して相対的にずれる傾向がある。これに対し、硬化時の収縮量が比較的小さな接着剤が開発されることで、受光素子に対する光学部材のずれ量が低減され得る。
【0006】
但し、光学部材および受光素子側の部材が樹脂製の部材である場合が多い。この場合、接着剤を硬化させるために照射される紫外光等のエネルギーの吸収および接着剤で生じる反応熱によって、樹脂製の部材が熱膨張し得る。このため、樹脂製の部材の熱膨張によって、光学部材と受光素子側の部材とに挟まれている接着剤が押しつぶされた状態で硬化し得る。その結果、接着剤の硬化後、放熱による収縮によって樹脂製の部材が元の形状に戻ると、光学部材と受光素子との離隔距離が設計値よりも大きく減少し得、位置関係が精度良く設定され得ない。
【0007】
また、接着剤の硬化時には、製造装置の保持部材によって、光学部材と受光素子とが所定の離隔距離を介して保持された状態に維持される。このため、接着剤の硬化が進み、接着剤がある程度の硬さを有する状態になると、光学部材および受光素子側の部材のうちの樹脂製の部材が熱膨張することで、樹脂製の部材と硬化した接着剤とが互いに押し合う状態に至る。そして、この際に働く応力によって、樹脂製の部材および硬化した接着剤のうちの少なくとも一方が塑性変形し得る。その結果、光学部材と受光素子とが離隔する方向において、接着剤の硬化時における接着剤の収縮量ならびに接着剤の硬化後における放熱による樹脂製の部材の収縮量が減少し得、また、ばらつき得る。したがって、光学部材と受光素子との相対的な位置関係および角度関係を精度良く設定することが難しい。
【0008】
なお、このような問題は、一物体に他物体が取り付けられる場合一般に共通する。
【0009】
本発明は、上記課題に鑑みてなされたものであり、一物体に他物体が取り付けられる際に、一物体と他物体との位置関係および角度関係が精度良く設定され得る光学ユニットおよび光学機器の製造技術を提供することを目的とする。
【課題を解決するための手段】
【0010】
上記課題を解決するために、第1の態様に係る光学ユニットの製造方法は、第1保持部によって保持されている第1物体を基準として第2保持部によって保持されている第2物体が、隙間を介して前記第1保持部から前記第2保持部に向けた一方向に離隔している状態で、前記第1物体と前記第2物体との相対的な位置関係および相対的な角度関係を設定する設定工程と、前記一方向における外力の付与に応じて前記第2保持部および前記第2物体が前記一方向に移動可能な可動状態において、前記隙間に配される流動性を有する物体を硬化させることで、前記位置関係および前記角度関係を固定する固定工程と、を有する。
【0011】
第2の態様に係る光学ユニットの製造方法は、第1の態様に係る光学ユニットの製造方法であって、前記設定工程において、前記一方向とは反対方向において前記第2保持部を基準部に当接させており、前記固定工程において、前記流動性を有する物体が硬化する際に、前記一方向において、前記第2物体に対する外力の付与に応じて、前記第2保持部が前記基準部から離隔することで、前記第2保持部および前記第2物体が前記一方向に移動する。
【0012】
第3の態様に係る光学ユニットの製造方法は、第2の態様に係る光学ユニットの製造方法であって、前記設定工程および前記固定工程において、前記基準部と前記第2保持部とを、前記一方向に垂直な他方向において間隙を介して離隔させている。
【0013】
第4の態様に係る光学ユニットの製造方法は、第2または第3の態様に係る光学ユニットの製造方法であって、前記設定工程において、前記基準部と前記第2保持部とが当接し合う当接部において、前記基準部および前記第2保持部のうちの少なくとも一方に設けられている滑り抑止部によって、前記基準部に対する前記第2保持部の滑りを抑止する。
【0014】
第5の態様に係る光学ユニットの製造方法は、第1から第4の何れか1つの態様に係る光学ユニットの製造方法であって、前記固定工程において、前記流動性を有する物体を硬化させる際に、前記第2保持部に付与する力を調節することで、前記第2物体による前記流動性を有する物体に対する前記一方向の反対方向における押圧力を緩和する。
【0015】
第6の態様に係る光学ユニットの製造方法は、第1から第5の何れか1つの態様に係る光学ユニットの製造方法であって、前記第1物体および前記第2物体のうち、一方に撮像素子を含ませ、他方に光学レンズを含ませる。
【0016】
第7の態様に係る光学ユニットの製造方法は、第1から第5の何れか1つの態様に係る光学ユニットの製造方法であって、前記第1物体および前記第2物体のそれぞれに、光学レンズを含ませる。
【0017】
第8の態様に係る光学機器の製造方法は、第1から第7の何れか1つの態様に係る光学ユニットの製造方法によって該光学ユニットを製作する製作工程と、前記光学ユニットを筐体に取り付ける取付工程と、を有する。
【0018】
第9の態様に係る光学ユニットの製造装置は、第1物体を保持する第1保持部と、前記第1物体に対して隙間を介して一方向に離隔している第2物体を保持する第2保持部と、前記一方向において前記第2保持部に当接する基準部と、を備えており、前記第2保持部が、前記一方向において、前記第2物体に対する外力の付与に応じて、前記基準部から離隔する。
【0019】
第10の態様に係る光学ユニットの製造装置は、第9の態様に係る光学ユニットの製造装置であって、前記第1保持部および前記第2保持部のうちの少なくとも一方の位置ならびに前記第1保持部および前記第2保持部のうちの少なくとも一方の姿勢を変更させることで、前記第1物体と前記第2物体との相対的な位置関係および相対的な角度関係を調整する調整部をさらに備えている。
【0020】
第11の態様に係る光学ユニットの製造装置は、第9または第10の態様に係る光学ユニットの製造装置であって、前記基準部と前記第2保持部とが、前記一方向に垂直な他方向において間隙を介して離隔している。
【0021】
第12の態様に係る光学ユニットの製造装置は、第9から第11何れか1つの態様に係る光学ユニットの製造装置であって、前記基準部と前記第2保持部とが当接し合う当接部において、前記基準部および前記第2保持部のうちの少なくとも一方に、前記基準部に対する前記第2保持部の滑りを抑止する滑り抑止部が配されている。
【0022】
第13の態様に係る光学ユニットの製造装置は、第9から第12の何れか1つの態様に係る光学ユニットの製造装置であって、前記第2保持部に付与する力を調節することで、前記隙間に配されている物体に対して前記第2物体によって前記一方向とは反対方向に付与される押圧力を緩和する緩和部、を更に備える。
【0023】
第14の態様に係る光学ユニットの製造装置は、第9から第13の何れか1つの態様に係る光学ユニットの製造装置であって、前記第1物体および前記第2物体のうち、一方に撮像素子が含まれており、他方に光学レンズが含まれている。
【0024】
第15の態様に係る光学ユニットの製造装置は、第9から第13の何れか1つの態様に係る光学ユニットの製造装置であって、前記第1物体および前記第2物体のそれぞれに、光学レンズが含まれている。
【発明の効果】
【0025】
第1から第7の何れか1つの態様に係る光学ユニットの製造方法によれば、例えば、流動性を有する物体が硬化する際に、第1物体および第2物体の膨張に応じて第2物体および第2保持部が一方向に移動し得る。したがって、一物体に他物体が取り付けられる際に、一物体と他物体との位置関係および角度関係が精度良く設定され得る。
【0026】
第2の態様に係る光学ユニットの製造方法によれば、第2保持部および第2物体が一方向に容易に移動し得る。
【0027】
第3の態様に係る光学ユニットの製造方法によれば、例えば、基準部に対して第2保持部が一方向に移動し易く、基準部に対して第2保持部および第2物体が傾くことも可能である。したがって、一物体に他物体が取り付けられる際に、一物体と他物体との相対的な位置関係および角度関係が精度良く設定され得る。
【0028】
第4の態様に係る光学ユニットの製造方法によれば、他方向における基準部に対する第2保持部の滑りが抑止される。したがって、第1物体と第2物体との位置関係および角度関係が設定時から固定前においてずれ難い。
【0029】
第5の態様に係る光学ユニットの製造方法によれば、例えば、第2保持部に付与する力の調節によって、硬化中および硬化後における流動性を有する物体に対する第2物体による押圧力が緩和される。したがって、一物体に他物体が取り付けられる際に、一物体と他物体との位置関係および角度関係がより精度良く設定され得る。
【0030】
第6の態様に係る光学ユニットの製造方法によれば、例えば、焦点の位置および結像面の傾き等が高精度に設定され得る。
【0031】
第7の態様に係る光学ユニットの製造方法によれば、例えば、結像面の湾曲および球面収差等が高精度に設定され得る。
【0032】
第8の態様に係る光学機器の製造方法によれば、光学機器が高精度に製造され得る。
【0033】
第9から第15の何れか1つの態様に係る光学ユニットの製造装置によれば、例えば、第1物体と第2物体との間に配される流動性を有する物体が硬化する際に、第1物体および第2物体の膨張に応じて第2物体および第2保持部が一方向に移動し得る。したがって、一物体に他物体が取り付けられる際に、一物体と他物体との位置関係および角度関係が精度良く設定され得る。
【0034】
第10の態様に係る光学ユニットの製造装置によれば、一物体と他物体との位置関係および角度関係が調整され得るため、一物体に他物体が取り付けられる際に、一物体と他物体との位置関係および角度関係がより精度良く設定され得る。
【0035】
第11の態様に係る光学ユニットの製造装置によれば、例えば、基準部に対して第2保持部が一方向に移動し易く、基準部に対して第2保持部および第2物体が傾くことも可能である。したがって、一物体に他物体が取り付けられる際に、一物体と他物体との相対的な位置関係および角度関係が精度良く設定され得る。
【0036】
第12の態様に係る光学ユニットの製造装置によれば、他方向における基準部に対する第2保持部の滑りが抑止される。したがって、第1物体と第2物体との位置関係および角度関係が設定時から固定前においてずれ難い。
【0037】
第13の態様に係る光学ユニットの製造装置によれば、例えば、第2保持部に付与する力の調節によって、硬化中および硬化後における流動性を有する物体に対する第2物体による押圧力が緩和される。したがって、一物体に他物体が取り付けられる際に、一物体と他物体との位置関係および角度関係がより精度良く設定され得る。
【0038】
第14の態様に係る光学ユニットの製造装置によれば、例えば、焦点の位置および結像面の傾き等が高精度に設定され得る。
【0039】
第15の態様に係る光学ユニットの製造装置によれば、例えば、結像面の湾曲および球面収差等が高精度に設定され得る。
【図面の簡単な説明】
【0040】
【図1】一実施形態に係る光学ユニットが搭載された携帯電話機を示す模式図である。
【図2】一実施形態に係る光学ユニットが搭載された携帯電話機を示す模式図である。
【図3】一実施形態に係る光学ユニットの概略的な構成を模式的に示す断面図である。
【図4】一実施形態に係る光学ユニットの概略的な構成を模式的に示す平面図である。
【図5】一実施形態に係る光学ユニット製造装置を模式的に示す図である。
【図6】一実施形態に係る保持部およびベース部を模式的に示す平面図である。
【図7】一実施形態に係る光学ユニットの製造フローを示すフローチャートである。
【図8】一実施形態に係る光学ユニットの製造途中の状態を模式的に示す図である。
【図9】一実施形態に係る光学ユニットの製造途中の状態を模式的に示す図である。
【図10】一実施形態に係る光学ユニットの製造途中の状態を模式的に示す図である。
【図11】UV硬化樹脂の塗布に係る一態様を模式的に示す図である。
【図12】一実施形態に係る光学ユニットの製造途中の状態を模式的に示す図である。
【図13】一実施形態に係る光学ユニットの製造途中の状態を模式的に示す図である。
【図14】一実施形態に係る光学ユニットの製造途中の状態を模式的に示す図である。
【図15】熱硬化樹脂の塗布に係る一態様を模式的に示す図である。
【図16】参考例に係る光学ユニット製造装置を模式的に示す図である。
【図17】参考例に係る光学ユニットの製造途中の状態を模式的に示す図である。
【図18】参考例に係る光学ユニットの製造途中の状態を模式的に示す図である。
【図19】参考例に係る光学ユニットの概略的な構成を模式的に示す側面図である。
【図20】焦点の位置のズレ量およびそのばらつきの具体例を示す図である。
【図21】第1変形例に係る光学ユニット製造装置を模式的に示す図である。
【図22】第2変形例に係る光学ユニット製造装置を模式的に示す図である。
【図23】第2変形例に係る光学ユニットの製造途中の状態を模式的に示す図である。
【図24】第2変形例に係る光学ユニットの製造途中の状態を模式的に示す図である。
【図25】第2変形例に係る光学ユニットの製造途中の状態を模式的に示す図である。
【図26】第2変形例に係る光学ユニットの製造途中の状態を模式的に示す図である。
【発明を実施するための形態】
【0041】
以下、本発明の一実施形態および各種変形例を図面に基づいて説明する。なお、図面においては同様な構成および機能を有する部分については同じ符号が付されており、下記説明では重複説明が省略される。また、図面は模式的に示されたものであり、各図における各種構造のサイズおよび位置関係等は正確に図示されたものではない。さらに、図1から図6、図8から図19および図21から図26には、光学ユニット5の光軸P1(図3および図4)に沿った撮影方向を+Z方向とする右手系のXYZ座標系が付されている。また、図1、図3、図4および図6には、部材の内部または背面に隠れている部分の外縁が破線で示されている。また、図5、図21および図22には、撮像素子ユニット51およびレンズユニット52が保持される位置の外縁が破線で示されている。
【0042】
<(1)一実施形態>
<(1−1)携帯電話機および光学ユニットの構成>
図1は、一実施形態に係る光学ユニット5を搭載している光学機器としての携帯電話機1の概略構成を示す模式図である。図2は、携帯電話機1の概略構成を示す断面模式図である。図3は、光学ユニット5の外観を模式的に示す側面図である。図4は、光学ユニット5の外観を模式的に示す平面図である。
【0043】
図1で示されるように、携帯電話機1は、例えば、筐体2を備えている。そして、筐体2に対して光学ユニット5が取り付けられている。また、筐体2には、レンズ制御部6と各種ボタン等を含む操作部とが設けられている。
【0044】
図3で示されるように、光学ユニット5は、例えば、撮像素子ユニット51とレンズユニット52とを備えている小型のカメラモジュールである。撮像素子ユニット51とレンズユニット52とは、例えば、第1接続部5c1および第2接続部5c3によって接続されている。
【0045】
撮像素子ユニット51は、例えば、上下面の形状が略正方形である板状の外形を有している。そして、撮像素子ユニット51は、例えば、撮像素子のチップ(撮像素子チップとも言う)511と該撮像素子チップ511上に重ねられた保護層512とを含んでいる。
【0046】
撮像素子チップ511は、略正方形の盤面を有する板状のチップであれば良い。そして、撮像素子チップ511は、例えば、多数の受光素子としての画素が行列状に配されている撮像面を有していれば良い。保護層512は、略正方形の盤面を有する板状の外形を有していれば良い。保護層512の材料は、例えば、透明な樹脂等であれば良い。
【0047】
レンズユニット52は、略直方体状の外形を有している。また、レンズユニット52は、例えば、枠体52F、第1レンズL1、レンズ群52L、駆動部52Mおよび保護カバー52Cを含んでいる。
【0048】
枠体52Fは、断面が略正方形の筒状の部分であり、Z軸に沿って貫通する中空部分52Sを形成している。枠体52Fの材料としては、例えば、樹脂等が採用され得る。第1レンズL1は、例えば、枠体52Fに固定されている光学レンズであれば良い。レンズ群52Lは、例えば、所定の位置関係を有する光学レンズとしての第2および第3レンズL2,L3を含んでいる。そして、レンズ群52Lは、枠体52FによってZ軸に平行である光軸P1に沿って摺動可能に保持されている。第1〜3レンズL1〜L3の材料としては、例えば、樹脂等が採用され得る。
【0049】
駆動部52Mは、レンズ群52Lを光軸P1に沿って移動させるための駆動力を生じる部分である。駆動部52Mは、例えば、レンズ群52Lに固設されている永久磁石と枠体52Fに固設されている電磁石とによって駆動力を生じ得る。これにより、レンズ群52Lは、破線の矢印AR1で示されるように、Z軸に沿って上下に移動し得る。保護カバー52Cは、例えば、枠体52Fの中空部分52Sの+Z側の開口を塞ぐ板状の部材であれば良い。保護カバー52Cの材料としては、例えば、透明のガラスおよび樹脂等が採用され得る。
【0050】
第1接続部5c1および第2接続部5c3は、例えば、接着剤が硬化することで形成され得る。本実施形態では、第1接続部5c1が、例えば、紫外(UV)光の照射に応じて硬化する接着剤としての樹脂(UV硬化樹脂とも言う)5c0(図10)がUV光の照射に応じて硬化することで形成され得る。また、第2接続部5c3が、例えば、熱の付与に応じて硬化する接着剤としての樹脂(熱硬化樹脂とも言う)が熱の付与に応じて硬化することで形成され得る。
【0051】
レンズ制御部6は、CPU等を含んでおり、例えば、駆動部52Mの動作を制御することで、レンズユニット52においてレンズ群52Lを光軸P1に沿って所望の位置まで移動させる。また、レンズ群52Lを通過した光学像に基づいて撮像素子ユニット51で得られる画像に係るコントラストを検出する。そして、レンズ制御部6によって、レンズユニット52におけるレンズ群52Lの位置と、画像に係るコントラストとに基づいて、オートフォーカス(AF)制御が行われる。
【0052】
<(1−2)光学ユニットの製造装置>
図5は、一実施形態に係る光学ユニット5を製造するための製造装置(光学ユニット製造装置とも言う)100を模式的に示す断面図である。図5で示されるように、光学ユニット製造装置100は、載置台110、保持部120、ベース部130、塗布部140、エネルギー付与部150、制御部101、および調整用チャート102を備えている。
【0053】
載置台110は、第1物体としての撮像素子ユニット51を保持する第1保持部としての上面部111と、撮像素子ユニット51の位置および姿勢を調整する調整部としての5軸駆動部112とを備えている。なお、撮像素子ユニット51の位置および姿勢の調整が不要である場合には、調整部としての5軸駆動部112および調整用チャート102は不要である。
【0054】
上面部111は、例えば、+Z側の面(上面とも言う)上に撮像素子ユニット51が載置されることで、該撮像素子ユニット51を保持する。なお、上面部111には、例えば、バネおよび板等の各種部材を用いて撮像素子ユニット51を保持する機構が設けられても良い。
【0055】
5軸駆動部112は、撮像素子ユニット51を保持している上面部111に5軸に係る動作を実行させ得る。5軸に係る動作には、X軸、Y軸およびZ軸の各軸に沿った直線的な動作、ならびにX軸およびY軸の各軸を中心とした回転動作が含まれる。そして、5軸駆動部112による5軸に係る動作によって、上面部111の位置および姿勢が変更されることで、載置台110に保持されている撮像素子ユニット51の配設位置および姿勢が変更され得る。その結果、撮像素子ユニット51とレンズユニット52との相対的な位置関係および撮像素子ユニット51とレンズユニット52との相対的な角度関係がそれぞれ調整され得るため、これらの相対的な位置関係および相対的な角度関係が精度良く設定され得る。ここで、相対的な位置関係には、例えば、+Z方向における離隔距離、ならびに±X方向および±Y方向におけるズレ量等が含まれる。なお、レンズユニット52に含まれるレンズが非点収差を有する場合等には、非点収差の量の計測に供するために、上記5軸に係る動作に加えて、Z軸を中心とした回転動作を含む6軸に係る動作を上面部111に実行させ得る6軸駆動部が採用されても良い。
【0056】
保持部120は、第2物体としてのレンズユニット52を保持する第2保持部としての部材である。
【0057】
図6は、保持部120およびベース部130を模式的に示す平面図である。なお、図5では、図6にて一点鎖線V−Vで示した位置における保持部120およびベース部130のXZ断面が示されている。
【0058】
図5および図6で示されるように、保持部120は、平板部121と突設部122とを備えている。平板部121は、±Z方向にそれぞれ主面を有している板状の部分であり、Z方向に貫通する円形の孔部(円形孔部とも言う)120Hを有している。
【0059】
突設部122は、円形孔部120Hを矩形状に囲むように平板部121の−Z側の主面から−Z方向に突設されている部分である。突設部122に囲まれている空間120Sは、レンズユニット52を保持するための空間である。突設部122には、空間120Sにおいてレンズユニット52を保持するための機構(保持機構とも言う)122Dが設けられている。保持機構122Dでは、例えば、バネで付勢された部材がレンズユニット52に対して押し付けられる。これにより、レンズユニット52は、突設部122の内壁部分と保持機構122Dとによって挟持され得る。
【0060】
ベース部130は、XY断面の内縁および外縁が矩形状であり、Z方向に貫通する内部空間を有する基準部としての環状の部材である。ベース部130は、図示を省略する連結部によって、載置台110と連結されている。このため、ベース部130と載置台110との位置関係は固定されている。
【0061】
ここでは、保持部120は、ベース部130の上に載置される。この場合、例えば、保持部120の自重によって、平板部121の外周部近傍の部分がベース部130と当接する。つまり、ベース部130は、一方向としての+Z方向において保持部120に当接する。なお、保持部120がバネ等によって−Z方向に付勢され、保持部120がベース部130に当接されても良い。また、突設部122は、ベース部130の内部空間に嵌り込む。そして、保持部120がベース部130上に載置されている状態で、保持部120に対して+Z方向に外力が付与されると、該保持部120がベース部130から+Z方向に離隔し得る。つまり、本実施形態に係る光学ユニット製造装置100では、+Z方向の外力の付与に応じて保持部120が+Z方向に退避する機構(退避機構とも言う)が採用されている。
【0062】
その結果、撮像素子ユニット51とレンズユニット52との間に配されるUV硬化樹脂5c0(図10)の硬化時に、両ユニット51,52が膨張すると、レンズユニット52と保持部120が矢印AR2で示される+Z方向に移動し得る。
【0063】
また、ベース部130と突設部122との間には、例えば、間隙SP1が存在する。換言すれば、ベース部130と保持部120とが、+Z方向に垂直な他方向としてのXY平面上の各方向において間隙SP1を介して離隔している。これにより、例えば、ベース部130に対して保持部120が+Z方向に移動し易い。また、ベース部130に対して、保持部120およびレンズユニット52が傾き得る。
【0064】
また、保持部120のうちの平板部121とベース部130とが当接部IF1で当接し合う。そして、当接部IF1において、保持部120およびベース部130のうちの少なくとも一方に、滑り抑止部23sが設けられている。これにより、ベース部130に対する保持部120のXY平面内における滑りが抑止され得る。その結果、撮像素子ユニット51とレンズユニット52との相対的な位置関係および角度関係が、設定時から固定前においてずれ難い。
【0065】
滑り抑止部23sとしては、例えば、表面における摩擦係数が高い部分であれば良い。例えば、表面が粗くなるように加工されれば摩擦係数が高まり得る。具体的には、ベース部130については、例えば、平板部121と当接する部分の表面における摩擦係数が、残余の部分の表面における摩擦係数よりも高められれば良い。また、保持部120については、例えば、平板部121のうちのベース部130と当接する部分の表面における摩擦係数が、突設部122のうちのベース部130と対向する部分の表面における摩擦係数よりも高められれば良い。
【0066】
塗布部140は、載置台110上に保持された撮像素子ユニット51の上面、および保持部120に保持されたレンズユニット52の下面のうちの少なくとも一方に、流動性を有する物体を塗布する部分である。例えば、塗布部140は、載置台110上に保持された撮像素子ユニット51と保持部120に保持されたレンズユニット52との隙間に流動性を有する物体を塗布し得る。流動性を有する物体は、例えば、ペースト状の物体であるUV硬化樹脂5c0(図10)であれば良い。
【0067】
エネルギー付与部150は、載置台110上に保持された撮像素子ユニット51と保持部120に保持されたレンズユニット52との隙間に配されている流動性を有する物体にエネルギーを付与することで、該流動性を有する物体を硬化させる部分である。エネルギー付与部150は、例えば、UV光を射出する光源、および熱硬化樹脂に熱を付与する部分を含んでいれば良い。なお、熱を付与する部分は、例えば、赤外光を射出する光源や、熱を発するヒータであれば良い。
【0068】
制御部101は、光学ユニット製造装置100の動作を制御する部分である。制御部101には、例えば、CPU等のプロセッサおよび各種メモリ等が含まれていれば良い。制御部101は、例えば、5軸駆動部112、塗布部140およびエネルギー付与部150の動作を制御し得る。
【0069】
また、制御部101は、例えば、調整用チャート102に係る画像に基づいて、焦点の位置および結像面の傾きを評価し得る。調整用チャート102に係る画像は、保持部120に保持されたレンズユニット52を介して入射される調整用チャート102からの光の入射に応じて、載置台110上に保持された撮像素子ユニット51における撮像によって取得され得る。
【0070】
焦点の位置は、調整用チャート102に係る画像におけるコントラストの大小、および画像を占める該調整用チャート102の位置に基づいて評価され得る。結像面は、レンズユニット52によって調整用チャート102からの光が合焦するように結像される面である。結像面の傾きは、例えば、調整用チャート102に係る画像における局所的なコントラストの大小に基づいて評価され得る。また、例えば、調整用チャート102に係る画像における所定の模様の歪み具合等に基づいて結像面の傾きが評価されてもよい。なお、焦点の位置および結像面の傾きの評価については、調整用チャート102に係る画像のうちの、中央付近および4隅近傍における領域に基づいて実行されれば良い。
【0071】
そして、制御部101によって、焦点の調整および結像面の傾きの評価結果に基づいて5軸駆動部112の動作が制御され、撮像素子ユニット51とレンズユニット52との相対的な位置関係ならびに相対的な角度関係が調整され得る。すなわち、これらの相対的な位置関係ならびに相対的な角度関係が設定され得る。その結果、レンズユニット52による調整用チャート102に係る結像面と撮像素子ユニット51の撮像面とが一致するように調整され得る。
【0072】
調整用チャート102は、例えば、−Z側に所定の模様が描かれたシート状の物体であれば良い。所定の模様は、例えば、格子状の模様であれば良い。なお、調整用チャート102は、例えば、Z方向においてベース部130から所定距離離隔していれば良い。
【0073】
<(1−3)光学ユニットの製造プロセス>
ここで、上記構成を有する光学ユニット製造装置100を用いた光学ユニット5の製造プロセスの一例について説明する。
【0074】
図7は、光学ユニット製造装置100を用いた光学ユニット5の製造フローを例示するフローチャートである。図8から図15は、光学ユニット5の製造途中の様子を模式的に示す図である。
【0075】
まず、図7のステップSt1では、撮像素子ユニット51とレンズユニット52が準備される。
【0076】
ステップSt2では、光学ユニット製造装置100が準備される。このとき、保持部120は、−Z方向においてベース部130に当接している。
【0077】
ステップSt3では、図8で示されるように、保持部120によってレンズユニット52が保持される。
【0078】
ステップSt4では、図9で示されるように、載置台110の上面部111によって撮像素子ユニット51が保持される。
【0079】
ステップSt5では、撮像素子ユニット51とレンズユニット52との相対的な位置関係および相対的な角度関係が設定される。すなわち、ステップSt5では、これらの相対的な位置関係および相対的な角度関係が設定される工程(設定工程とも言う)が実現され得る。具体的には、例えば、制御部101の制御によって、撮像素子ユニット51の位置および姿勢が調整されることで、撮像素子ユニット51とレンズユニット52との相対的な位置関係および相対的な角度関係が調整される。このとき、載置台110に保持されている撮像素子ユニット51を基準として保持部120に保持されているレンズユニット52が、隙間を介して上面部111から保持部120に向けた一方向としての+Z方向に離隔している。
【0080】
ここでは、例えば、レンズユニット52を介して入射される調整用チャート102からの光の入射に応じて、撮像素子ユニット51における撮像によって調整用チャート102に係る画像が取得される。そして、制御部101によって、該調整用チャート102に係る画像に基づいて、焦点の位置および結像面の傾きが評価され得る。さらに、制御部101によって、焦点の調整および像面の傾きの評価結果に基づいて5軸駆動部112の動作が制御され、撮像素子ユニット51とレンズユニット52との相対的な位置関係ならびに相対的な角度関係が調整され得る。
【0081】
より具体的には、撮像素子ユニット51を±Z方向に移動させることで、調整用チャート102に係る画像におけるコントラストが大きくなるように調整される。また、撮像素子ユニット51を±X方向および±Y方向に移動させることで、調整用チャート102に係る結像面が撮像素子の中心に合うように調整される。さらに、撮像素子ユニット51をX軸周りおよびY軸周りに回転させることで、調整用チャート102に係る画像における歪みが低減されるように調整される。これにより、レンズユニット52による結像面と撮像素子ユニット51の撮像面とが一致し且つ結像面と撮像面の中心が一致するように、撮像素子ユニット51とレンズユニット52との相対的な位置関係および相対的な角度関係が調整される。
【0082】
なお、下記ステップSt7におけるUV硬化樹脂5c0の硬化に起因して焦点の位置がZ軸に沿ってずれる量(焦点位置ズレ量とも言う)の予測値が得られる場合が考えられる。焦点位置ズレ量の予測値は、例えば、設計および実験の何れかに基づいて予め取得され得る。この場合、例えば、焦点位置ズレ量の予測値を見込んで、撮像素子ユニット51とレンズユニット52との相対的な位置関係が調整されても良い。具体的には、例えば、焦点位置ズレ量の予測値に応じて、Z方向における撮像素子ユニット51とレンズユニット52との離隔距離が調整されれば良い。
【0083】
また、このステップSt5では、保持部120は、−Z方向においてベース部130に当接している。そして、保持部120とベース部130とが当接し合う当接部IF1に滑り止め部23sが設けられている。このため、Z方向に垂直なXY平面上の各方向においてベース部130に対する保持部120の滑りが抑止され得る。これにより、撮像素子ユニット51とレンズユニット52との相対的な位置関係および相対的な角度関係が、設定時から固定前においてずれ難い。
【0084】
ステップSt6では、図10で示されるように、塗布部140によって、撮像素子ユニット51とレンズユニット52との隙間に、接着剤としてのUV硬化樹脂5c0が塗布される。このとき、例えば、図11で示されるように、レンズユニット52の下面の4隅近傍にUV硬化樹脂5c0が塗布される。これにより、撮像素子ユニット51とレンズユニット52との隙間にUV硬化樹脂5c0が配されている状態となる。なお、UV硬化樹脂5c0の塗布時に、例えば、保持部120およびレンズユニット52のうちの少なくとも一方を+Z方向に押さえる機構が設けられていれば、撮像素子ユニット51とレンズユニット52との相対的な位置関係および相対的な角度関係がずれ難い。
【0085】
ステップSt7では、エネルギー付与部150によって、UV硬化樹脂5c0にUV光が照射される。これにより、撮像素子ユニット51とレンズユニット52との隙間に配されているUV硬化樹脂5c0にエネルギーが付与され、UV硬化樹脂5c0が硬化し得る。その結果、撮像素子ユニット51とレンズユニット52との相対的な位置関係および相対的な角度関係が固定され得る。すなわち、ステップSt7では、これらの相対的な位置関係および相対的な角度関係が固定される工程(固定工程とも言う)が実現され得る。
【0086】
このステップSt7では、図12で示されるように、UV光等のエネルギーの吸収およびUV硬化樹脂5c0の硬化時に生じる反応熱によって、撮像素子ユニット51およびレンズユニット52のうちのUV硬化樹脂5c0に接している部分付近が熱膨張し得る。これにより、撮像素子ユニット51およびレンズユニット52によって上下から挟み込まれるようにUV硬化樹脂5c0に押圧力が作用する。これに対して、UV硬化樹脂5c0が硬化するため、UV硬化樹脂5c0によって押圧力に対する反力が撮像素子ユニット51およびレンズユニット52に対して作用する。
【0087】
ここでは、保持部120が+Z方向に退避する退避機構が採用されている。このため、図12で示されるように、+Z方向における外力としてのUV硬化樹脂5c0による反力のレンズユニット52に対する付与に応じて、保持部120が、+Z方向に持ち上げられて、ベース部130から+Z方向に離隔する。つまり、保持部120およびレンズユニット52が+Z方向に容易に移動し得る。
【0088】
このような動作により、UV硬化樹脂5c0の硬化時において、撮像素子ユニット51、レンズユニット52およびUV硬化樹脂5c0の何れも塑性変形し難い。その結果、撮像素子ユニット51とレンズユニット52との離隔距離の減少が少なくなり得る。また、UV硬化樹脂5c0の硬化時における収縮量、ならびに該UV硬化樹脂5c0の硬化後における放熱による撮像素子ユニット51およびレンズユニット52の収縮量がばらつき難い。したがって、撮像素子ユニット51にレンズユニット52が取り付けられる際に、撮像素子ユニット51とレンズユニット52との相対的な位置関係および相対的な角度関係が精度良く設定され得る。そして、焦点の位置および結像面の傾き等が高精度に設定され得る。
【0089】
ステップSt8では、撮像素子ユニット51、レンズユニット52およびUV硬化樹脂5c0が冷却される。ここでは、例えば、空冷が行われる。このとき、図13で示されるように、熱膨張していた撮像素子ユニット51およびレンズユニット52の一部が元の状態に戻り、撮像素子ユニット51とレンズユニット52とが硬化後のUV硬化樹脂である接続部5c1によって接続されている状態となる。
【0090】
ところで、ステップSt6〜St8では、ベース部130と保持部120とが、+Z方向に垂直なXY平面上の各方向において間隙SP1を介して離隔されている。このため、例えば、ベース部130に対して保持部120が±Z方向に移動し易い。また、UV硬化樹脂5c0の硬化時には、撮像素子ユニット51およびレンズユニット52のうちのUV硬化樹脂5c0に接している部分付近における熱膨張が均一でない場合がある。この場合、保持部120およびレンズユニット52には若干傾こうとする外力が働き得る。
【0091】
これに対し、ここでは、間隙SP1の存在によって、ベース部130に対して保持部120およびレンズユニット52が若干傾くことが可能である。その結果、UV硬化樹脂5c0の硬化時において、撮像素子ユニット51、レンズユニット52およびUV硬化樹脂5c0の何れも塑性変形し難い。したがって、撮像素子ユニット51にレンズユニット52が取り付けられる際に、撮像素子ユニット51とレンズユニット52との相対的な位置関係および相対的な角度関係が精度良く設定され得る。
【0092】
ステップSt9では、図14で示されるように、塗布部140によって、撮像素子ユニット51とレンズユニット52との隙間に、接着剤としての熱硬化樹脂5c2が塗布される。このとき、例えば、図15で示されるように、レンズユニット52の下面の4辺に熱硬化樹脂5c2が塗布される。これにより、撮像素子ユニット51とレンズユニット52との隙間が接続部5c1と熱硬化樹脂5c2とによって塞がれた状態となる。
【0093】
ステップSt10では、エネルギー付与部150によって、熱硬化樹脂5c2に例えばヒータによる加熱や、赤外光の照射による加熱が行われる。これにより、撮像素子ユニット51とレンズユニット52との隙間に配されている熱硬化樹脂5c2に熱エネルギーが付与され、熱硬化樹脂5c2が硬化し得る。その結果、撮像素子ユニット51とレンズユニット52との隙間が接続部5c1と接続部5c3とによって塞がれた光学ユニット5が完成し得る。
【0094】
ステップSt11では、光学ユニット5が、光学ユニット製造装置100から外されて、空冷される。これにより、光学ユニット5の製造プロセスが終了する。なお、ここでは、上述したように光学ユニット5が製作された後に、該光学ユニット5が筐体2に取り付けられることで、光学機器としての携帯電話機1が製造され得る。すなわち、光学ユニット5が製作される工程(製作工程とも言う)が行われた後に、光学ユニット5が筐体2に取り付けられる工程(取付工程とも言う)が行われる。これにより、携帯電話機1が高精度に製造され得る。
【0095】
なお、撮像素子ユニット51とレンズユニット52との相対的な位置関係および相対的な角度関係が設定される工程(ステップSt5)と、撮像素子ユニット51とレンズユニット52との隙間にUV硬化樹脂5c0が塗布される工程(ステップSt6)の順序が入れ替えられても良い。撮像素子ユニット51とレンズユニット52との隙間が非常に小さい場合には、その隙間にUV硬化樹脂5c0を塗布することが難しい場合がある。そのような場合には、撮像素子ユニット51とレンズユニット52との相対的な位置関係等の設定が行われる前に、撮像素子ユニット51とレンズユニット52の少なくとも一方にUV硬化樹脂5c0が塗布されれば良い。そして、撮像素子ユニット51とレンズユニット52との隙間にUV硬化樹脂5c0が設けられている状態で、相対的な位置関係等の設定が行われ、その後にUV硬化樹脂5c0が硬化されても良い。
【0096】
<(1−4)具体例>
上述したように退避機構が採用されている光学ユニット製造装置100によって製造された光学ユニット5を対象とした、焦点位置ズレ量の測定結果とそのバラツキについて、具体例を示して説明する。なお、ここでは、参考例として、退避機構が採用されていない光学ユニット製造装置400によって製造された光学ユニット5coを対象とした、焦点位置ズレ量の測定結果とそのバラツキを併記する。
【0097】
<(1−4−1)参考例に係る光学ユニット製造装置>
図16で示されるように、参考例に係る光学ユニット製造装置400は、上記一実施形態に係る光学ユニット製造装置100がベースとされて、保持部120およびベース部130が、退避機構が省かれた保持部420に変更されたものである。
【0098】
保持部420は、図示を省略する連結部によって、載置台110と連結されている。このため、保持部420と載置台110との位置関係は固定されている。また、保持部420は、平板部421と突設部422とを備えている。
【0099】
平板部421は、±Z方向にそれぞれ主面を有している板状の部分であり、Z方向に貫通する円形の孔部(円形孔部とも言う)420Hを有している。
【0100】
突設部422は、円形孔部420Hを矩形状に囲むように平板部421の−Z側の主面の外周近傍の部分において−Z方向に突設されている部分である。突設部422に囲まれている空間420Sは、レンズユニット52を保持するための空間である。突設部422には、空間420Sにおいてレンズユニット52を保持するための機構(保持機構とも言う)422Dが設けられている。保持機構422Dでは、一実施形態に係る保持機構122Dと同様な構成が採用されており、例えば、バネで付勢された部材がレンズユニット52に対して押しつけられる。これにより、レンズユニット52は、突設部422の内壁部分と保持機構422Dとによって挟持され得る。
【0101】
<(1−4−2)参考例に係る光学ユニットの製造プロセス>
ここで、参考例に係る光学ユニット製造装置400を用いた光学ユニット5coの製造プロセスの一例について、上記一実施形態に係る光学ユニット製造装置100を用いた光学ユニット5の製造プロセスと異なる点について説明する。
【0102】
図17で示されるように、上記ステップSt6と同様な態様で、載置台110によって保持されている撮像素子ユニット51と保持部420によって保持されているレンズユニット52との隙間に塗布部140によってUV硬化樹脂5c0が塗布される。
【0103】
次に、エネルギー付与部150によって、UV硬化樹脂5c0にUV光が照射される。これにより、撮像素子ユニット51とレンズユニット52との隙間に配されているUV硬化樹脂5c0にエネルギーが付与され、UV硬化樹脂5c0が硬化し得る。その結果、撮像素子ユニット51とレンズユニット52との相対的な位置関係および相対的な角度関係が固定され得る。
【0104】
このとき、図18で示されるように、UV光等のエネルギーの吸収およびUV硬化樹脂5c0の硬化時に生じる反応熱によって、撮像素子ユニット51およびレンズユニット52のうちのUV硬化樹脂5c0に接している部分付近が熱膨張し得る。これにより、撮像素子ユニット51およびレンズユニット52によって上下から挟み込まれるようにUV硬化樹脂5c0に押圧力が作用する。ここで、参考例に係る光学ユニット製造装置400では、退避機構が採用されていない。このため、UV硬化樹脂5c0が押圧力によって塑性変形を生じるとともに、硬化したUV硬化樹脂5c0による反力によって撮像素子ユニット51およびレンズユニット52に塑性変形が生じ得る。
【0105】
その結果、図19で示されるように、参考例に係る光学ユニット5coは、上記一実施形態に係る光学ユニット5と比較して、Z方向における撮像素子ユニット51とレンズユニット52との離隔距離が、狭くなり得る。また、UV硬化樹脂5c0、撮像素子ユニット51およびレンズユニット52における塑性変形は場所によってばらつき得る。このため、レンズユニット52と撮像素子ユニット51との相対的な角度関係を精度良く設定することが難しい。
【0106】
<(1−4−3)光学ユニットの作製条件>
上記一実施形態に係る光学ユニット製造装置100が用いられて10個の具体例に係る光学ユニット5が作製された。また、上記参考例に係る光学ユニット製造装置400が用いられて参考例に係る光学ユニット5coが作製された。
【0107】
ここでは、具体例に係る光学ユニット5および参考例に係る光学ユニット5coについて、レンズユニット52の初期状態における焦点距離の目標値が、3mmに設定された。初期状態は、例えば、レンズ群52Lが所定の初期位置に配されることで、具体例および参考例に係る光学ユニット5,5coが最も遠くの被写体に合焦する状態であれば良い。
【0108】
そして、UV硬化樹脂5c0の硬化前に、撮像素子ユニット51とレンズユニット52との相対的な位置関係および相対的な角度関係が調整されることで、レンズユニット52による結像面と撮像素子ユニット51の撮像面とが一致するように調整された。
【0109】
また、撮像素子ユニット51およびレンズユニット52のうちのUV硬化樹脂5c0と接する部分については、樹脂によって構成されていた。
【0110】
<(1−4−4)焦点位置ズレ量とそのばらつき>
具体例に係る各光学ユニット5と所定の被写体との離隔距離が変化させられながら撮像素子ユニット51で順次に得られる所定の被写体に係る画像について、コントラストが評価された。そして、この評価結果に基づいて、結像面と撮像素子ユニット51の撮像面とのZ方向におけるズレ量が焦点位置ズレ量として測定された。所定の被写体は、上記調整用チャート102と同様なものであれば良い。なお、焦点位置ズレ量は、所定の被写体が固定されたままで、レンズユニット52内のレンズ群52Lが移動させられながら撮像素子ユニット51で順次に得られる所定の被写体に係る画像について、コントラストが評価されることで、測定されても良い。
【0111】
同様にして、参考例に係る各光学ユニット5coと所定の被写体との離隔距離が変化させられながら撮像素子ユニット51で順次に得られる所定の被写体に係る画像について、コントラストが評価された。そして、この評価結果に基づいて、焦点位置ズレ量が測定された。
【0112】
図20は、焦点位置ズレ量の測定結果に基づいて算出された具体例および参考例に係る焦点位置ズレ量の平均値と、具体例および参考例に係る焦点位置ズレ量のばらつきとを示している。ここでは、焦点位置ズレ量の標準偏差(σ)の3倍(3σ)が、焦点位置ズレ量のばらつきとして算出された。
【0113】
図20で示されるように、退避機構が採用されていない光学ユニット製造装置400が用いられて作製された参考例に係る光学ユニット5coについては、焦点位置ズレ量の平均値が12.9μmであり、焦点位置ズレ量のばらつきが8.4μmであった。これに対して、退避機構が採用されている光学ユニット製造装置100が用いられて作製された具体例に係る光学ユニット5については、焦点位置ズレ量の平均値が5.7μmであり、焦点位置ズレ量のばらつきが4.2μmであった。
【0114】
このように、退避機構が採用されたことで、焦点位置ズレ量の平均値が半分以下となり、焦点位置ズレ量のばらつきが半分程度となった。すなわち、退避機構が採用されることで、焦点位置ズレ量の平均値および焦点位置ズレ量のばらつきの両者ともに半分程度まで大幅に低減されることが分かった。したがって、上記一実施形態に係る光学ユニット製造装置100によって、撮像素子ユニット51にレンズユニット52が取り付けられる際に、撮像素子ユニット51とレンズユニット52との相対的な位置関係および相対的な角度関係が精度良く設定され得る。
【0115】
なお、上記測定によって得られた焦点位置ズレ量の平均値が、UV硬化樹脂5c0の硬化に起因する焦点位置ズレ量の予測値として採用されても良い。この場合、上記一実施形態に係る光学ユニット製造装置100が用いられて実際に光学ユニット5が作製される際には、例えば、焦点位置ズレ量の予測値に応じて、Z方向における撮像素子ユニット51とレンズユニット52との離隔距離が調整されれば良い。
【0116】
<(1−5)一実施形態のまとめ>
以上のように、一実施形態に係る光学ユニット製造装置100および光学ユニット5の製造方法によれば、UV硬化樹脂5c0の硬化時に、撮像素子ユニット51とレンズユニット52の膨張に応じて、レンズユニット52と保持部120が+Z方向に移動し得る。これにより、UV硬化樹脂5c0の硬化時に、撮像素子ユニット51、レンズユニット52およびUV硬化樹脂5c0の何れも塑性変形し難い。このため、硬化時におけるUV硬化樹脂5c0の収縮量、ならびにUV硬化樹脂5c0の硬化後の放熱による撮像素子ユニット51およびレンズユニット52の収縮量がばらつき難い。したがって、撮像素子ユニット51に対するレンズユニット52の取り付け時に、撮像素子ユニット51とレンズユニット52との相対的な位置関係および相対的な角度関係が精度良く設定され得る。その結果、焦点の位置および結像面の傾き等が高精度に設定され得る。
【0117】
<(2)変形例>
なお、本発明は上述の実施の形態に限定されるものではなく、本発明の要旨を逸脱しない範囲において種々の変更、改良等が可能である。
【0118】
<(2−1)第1変形例>
例えば、上記一実施形態では、UV硬化樹脂5c0の硬化時に、レンズユニット52に対する+Z方向の外力によって、保持部120とレンズユニット52に働く重力に抗して、保持部120とレンズユニット52が+Z方向に持ち上げられたが、これに限られない。例えば、保持部120に付与する力が調節されることで、撮像素子ユニット51とレンズユニット52との隙間に配されているUV硬化樹脂5c0に対して付与される−Z方向の押圧力が緩和されても良い。該押圧力は、レンズユニット52と保持部120に働く重力によってUV硬化樹脂5c0に付与され得る。
【0119】
具体的には、例えば、図21で示されるように、軸161を介して保持部120に対して+Z方向に力を付与する緩和部としてのステッピングモーター160が追加された第1変形例に係る光学ユニット製造装置100Aが採用されても良い。ここでは、ステッピングモーター160が、例えば、図示を省略する連結部によって載置台110に連結されていれば、ステッピングモーター160と載置台110との相対的な位置関係が固定され得る。
【0120】
そして、UV硬化樹脂5c0の硬化時に、保持部120とレンズユニット52に働く重力によってUV硬化樹脂5c0に対して−Z方向に付与される押圧力がステッピングモーター160によって緩和され得る。これにより、UV硬化樹脂5c0の硬化時において、撮像素子ユニット51、レンズユニット52およびUV硬化樹脂5c0の何れもさらに塑性変形し難い。したがって、撮像素子ユニット51に対するレンズユニット52の取り付け時に、撮像素子ユニット51とレンズユニット52との相対的な位置関係および相対的な角度関係がより精度良く設定され得る。
【0121】
<(2−2)第2変形例>
また、上記一実施形態では、UV硬化樹脂5c0の硬化時に、+Z方向の外力の付与に応じてレンズユニット52を保持している保持部120が+Z方向に退避する退避機構が採用されていたが、これに限られない。例えば、UV硬化樹脂5c0の硬化時に、−Z方向の外力の付与に応じて第2物体としての撮像素子ユニット51を保持している第2保持部としての保持部170が−Z方向に退避する退避機構が採用されても良い。
【0122】
図22は、光学ユニット5を製造するための第2変形例に係る光学ユニット製造装置100Bの一例を模式的に示す図である。以下、第2変形例に係る光学ユニット製造装置100Bのうち、上記一実施形態に係る光学ユニット製造装置100と異なる部分について主に説明する。
【0123】
図22で示されるように、光学ユニット製造装置100Bは、載置台110、保持部120B、保持部170、ベース部180、弾性支持部ES1、塗布部140、エネルギー付与部150、制御部101、および調整用チャート102を備えている。
【0124】
保持部120Bは、第1物体としてのレンズユニット52を保持する第1保持部である。保持部120Bは、図示を省略する連結部によって、載置台110と連結されている。このため、保持部120Bと載置台110との位置関係は固定されている。また、保持部120Bは、平板部121Bと突設部122Bとを備えている。
【0125】
平板部121Bは、±Z方向にそれぞれ主面を有している板状の部分であり、Z方向に貫通する円形の孔部(円形孔部とも言う)120HBを有している。
【0126】
突設部122Bは、円形孔部120HBを矩形状に囲むように平板部121Bから−Z方向に突設されている部分である。突設部122Bに囲まれている空間120SBは、レンズユニット52を保持するための空間である。突設部122Bには、空間120SBにおいてレンズユニット52を保持するための保持機構122DBが設けられている。保持機構122DBでは、例えば、バネで付勢された部材がレンズユニット52に対して押しつけられる。これにより、レンズユニット52は、突設部122Bの内壁部分と保持機構122DBとによって挟持され得る。
【0127】
載置台110の上面部111上に配されている弾性支持部ES1が保持部170を支持している。ベース部180は、図示を省略する連結部によって載置台110との相対的な位置関係が固定されている。
【0128】
保持部170は、第2物体としての撮像素子ユニット51を保持する第2保持部である。保持部170は、平板部171と突設部172とを備えている。
【0129】
平板部171は、±Z方向にそれぞれ主面を有している板状の部分であれば良い。
【0130】
突設部172は、平板部171の+Z側の主面から+Z方向に突設されている部分である。突設部172は、XY断面の内縁および外縁が矩形状であり、平板部171の+Z側の主面のうちの矩形で且つ環状の領域に設けられている。突設部172に囲まれている空間170Sは、撮像素子ユニット51を保持するための空間である。突設部172には、空間170Sにおいて撮像素子ユニット51を保持するための保持機構172Dが設けられている。保持機構172Dでは、例えば、バネで付勢された部材が撮像素子ユニット51に対して押しつけられる。これにより、撮像素子ユニット51は、突設部172の内壁部分と保持機構172Dとによって挟持され得る。
【0131】
ベース部180は、内縁および外縁が矩形状であり、Z方向に貫通する内部空間を有する環状の部分である。ベース部180は、図示を省略する連結部によって載置台110と連結されている。このため、ベース部180と載置台110との位置関係は固定されている。
【0132】
ここでは、弾性支持部ES1によって保持部170に+Z方向に付勢力が付与されて、平板部171の外周部近傍の部分がベース部180に当接し得る。換言すれば、ベース部180は、一方向としての−Z方向において保持部170に当接する。また、突設部172は、ベース部180の内部空間に嵌り込む。そして、保持部170に対して−Z方向に外力が付与されると、弾性支持部ES1による付勢力に抗して、該保持部170がベース部180から−Z方向に離隔し得る。すなわち、本変形例に係る光学ユニット製造装置100Bでは、−Z方向の外力の付与に応じて保持部170が−Z方向に退避する退避機構が採用されている。
【0133】
その結果、撮像素子ユニット51とレンズユニット52との間に配されるUV硬化樹脂5c0が硬化する際、両ユニット51,52が膨張すれば、該膨張に応じて撮像素子ユニット51と保持部170が矢印AR3で示される−Z方向に移動し得る。
【0134】
また、ベース部180と突設部172との間には、例えば、間隙SP2が存在する。換言すれば、ベース部180と保持部170とが、一方向に垂直な他方向としてのXY平面上の各方向において間隙SP2を介して離隔している。これにより、例えば、ベース部180に対して保持部170が−Z方向に移動し易い。また、ベース部180に対して、保持部170および撮像素子ユニット51が傾き得る。
【0135】
また、保持部170のうちの平板部171とベース部180とが当接部IF2で当接し合う。そして、当接部IF2において、保持部170およびベース部180のうちの少なくとも一方に、滑り抑止部78sが設けられていれば、ベース部180に対する保持部170のXY平面内における滑りが抑止され得る。これにより、撮像素子ユニット51とレンズユニット52との位置関係および角度関係が、設定時から固定前においてずれ難い。
【0136】
滑り抑止部78sは、上記一実施形態に係る滑り抑止部23sと同様に、例えば、表面における摩擦係数が高い部分であれば良い。なお、例えば、ベース部180については、平板部171と当接する部分の表面における摩擦係数が、残余の部分の表面における摩擦係数よりも高められれば良い。また、例えば、保持部170については、平板部171のうちのベース部180と当接する部分の表面における摩擦係数が、突設部172のうちのベース部180と対向する部分の表面における摩擦係数よりも高められれば良い。
【0137】
ところで、5軸駆動部112によって、載置台110上に弾性支持部ES1を介して設けられた保持部170の配設位置および姿勢が変更され得る。これにより、保持部170に保持されている第2物体としての撮像素子ユニット51の配設位置および姿勢が変更され得る。その結果、撮像素子ユニット51とレンズユニット52との相対的な位置関係および撮像素子ユニット51とレンズユニット52との相対的な角度関係が調整され得るため、これらの相対的な位置関係および相対的な角度関係が精度良く設定され得る。
【0138】
上記構成を有する第2変形例に係る光学ユニット製造装置100Bを用いた光学ユニット5の製造プロセスの一例について簡単に説明する。
【0139】
図23で示されるように、保持部170に撮像素子ユニット51が保持されるとともに、保持部120Bにレンズユニット52が保持される。そして、撮像素子ユニット51とレンズユニット52との相対的な位置関係および相対的な角度関係が設定され得る。具体的には、例えば、5軸駆動部112によって、保持部170の位置および姿勢が調整されることで、撮像素子ユニット51とレンズユニット52との相対的な位置関係および相対的な角度関係が調整され得る。この調整は、レンズユニット52を基準として撮像素子ユニット51が、隙間を介して保持部120Bから保持部170に向けた一方向としての−Z方向に離隔している状態で行われる。
【0140】
このとき、保持部170は、+Z方向においてベース部180に当接している。そして、保持部170とベース部180とが当接し合う当接部IF2に、滑り抑止部78sが設けられている。このため、Z方向に垂直なXY平面上の各方向においてベース部180に対する保持部170の滑りが抑止され得る。これにより、撮像素子ユニット51とレンズユニット52との相対的な位置関係および相対的な角度関係が、設定時から固定前においてずれ難い。
【0141】
そして、図24で示されるように、塗布部140によって、撮像素子ユニット51とレンズユニット52との隙間に、接着剤としてのUV硬化樹脂5c0が塗布される。これにより、撮像素子ユニット51とレンズユニット52との隙間にUV硬化樹脂5c0が配されている状態となる。
【0142】
さらに、エネルギー付与部150によって、UV硬化樹脂5c0にUV光が照射される。これにより、撮像素子ユニット51とレンズユニット52との隙間に配されているUV硬化樹脂5c0にエネルギーが付与され、UV硬化樹脂5c0が硬化し得る。その結果、撮像素子ユニット51とレンズユニット52との相対的な位置関係および相対的な角度関係が固定され得る。
【0143】
このとき、図25で示されるように、UV光等のエネルギーの吸収およびUV硬化樹脂5c0の硬化時に生じる反応熱によって、撮像素子ユニット51およびレンズユニット52のうちのUV硬化樹脂5c0に接している部分付近が熱膨張し得る。これにより、撮像素子ユニット51およびレンズユニット52によって上下から挟み込まれるようにUV硬化樹脂5c0に押圧力が作用する。一方、UV硬化樹脂5c0が硬化するため、UV硬化樹脂5c0によって押圧力に対する反力が撮像素子ユニット51およびレンズユニット52に対して作用する。
【0144】
これに対して、本変形例では、保持部170が−Z方向に退避する退避機構が採用されている。このため、図25で示されるように、撮像素子ユニット51に対する−Z方向の外力としてのUV硬化樹脂5c0による反力の付与に応じて、保持部170が、−Z方向に押し下げられて、ベース部180から−Z方向に離隔する。つまり、保持部170および撮像素子ユニット51が−Z方向に容易に移動し得る。
【0145】
このような動作により、UV硬化樹脂5c0の硬化時において、撮像素子ユニット51、レンズユニット52およびUV硬化樹脂5c0の何れも塑性変形し難い。その結果、硬化時におけるUV硬化樹脂5c0の収縮量、ならびに該UV硬化樹脂5c0の硬化後における放熱による撮像素子ユニット51およびレンズユニット52の収縮量がばらつき難い。したがって、撮像素子ユニット51にレンズユニット52が取り付けられる際に、撮像素子ユニット51とレンズユニット52との相対的な位置関係および相対的な角度関係が精度良く設定され得る。そして、焦点の位置および結像面の傾き等が高精度に設定され得る。
【0146】
その後、撮像素子ユニット51、レンズユニット52およびUV硬化樹脂5c0が冷却される。このとき、図26で示されるように、熱膨張していた撮像素子ユニット51およびレンズユニット52の一部が元の状態に戻り、撮像素子ユニット51とレンズユニット52とが硬化後のUV硬化樹脂である接続部5c1によって接続されている状態となる。
【0147】
なお、ベース部180に対して保持部170が±Z方向に移動する際には、ベース部180と保持部170とが、−Z方向に垂直なXY平面上の各方向において間隙SP2を介して離隔されている。このため、例えば、ベース部180に対して保持部170が±Z方向に移動し易い。また、間隙SP2に存在によって、ベース部180に対して保持部170およびレンズユニット52が若干傾くことも可能である。その結果、UV硬化樹脂5c0の硬化時において、撮像素子ユニット51、レンズユニット52およびUV硬化樹脂5c0の何れも塑性変形し難い。したがって、撮像素子ユニット51にレンズユニット52が取り付けられる際に、撮像素子ユニット51とレンズユニット52との相対的な位置関係および相対的な角度関係が精度良く設定され得る。
【0148】
<(2−3)その他の変形例>
◎また、上記一実施形態ならびに上記第1および第2変形例では、第2保持部としての保持部120,170の位置および姿勢が変更されることで、撮像素子ユニット51とレンズユニット52との相対的な位置関係と角度関係が調整されたが、これに限られない。
【0149】
例えば、上記一実施形態および上記第1変形例において、第2保持部としての上面部111に第2物体としてのレンズユニット52が保持され、第1保持部としての保持部120に第1物体としての撮像素子ユニット51が保持されても良い。また、例えば、上記第2変形例において、第2保持部としての保持部170に第2物体としてのレンズユニット52が保持され、第1保持部としての保持部120Bに第1物体としての撮像素子ユニット51が保持されても良い。
【0150】
また、上記一実施形態ならびに上記第1および第2変形例において、保持部120,120Bの位置および姿勢が5軸駆動部等によって変更されるようにしても良い。すなわち、撮像素子ユニット51を保持する保持部とレンズユニット52を保持する保持部のうちの少なくとも一方の位置および姿勢が変更されることで、撮像素子ユニット51とレンズユニット52との相対的な位置関係および角度関係が調整されれば良い。さらに、撮像素子ユニット51を保持する保持部とレンズユニット52を保持する保持部のうちの少なくとも一方の位置が変更され、撮像素子ユニット51を保持する保持部とレンズユニット52を保持する保持部のうちの少なくとも一方の姿勢が変更されても良い。
【0151】
◎また、上記一実施形態ならびに上記第1および第2変形例では、光学ユニット5が、撮像素子ユニット51とレンズユニット52とを備えている小型のカメラモジュールであったが、これに限られない。例えば、光学ユニット5が、受光素子を含む受光素子ユニットと光学レンズを含むレンズユニットとを備えている光ピックアップレンズ等といったその他の光学ユニットであっても良い。すなわち、第1および第2接続部5c1,5c3によって相互に接続される第1物体と第2物体のうちの一方に光学レンズが含まれ、他方に受光素子が含まれていれば良い。
【0152】
◎また、上記一実施形態ならびに上記第1および第2変形例では、撮像素子ユニット51とレンズユニット52とが第1および第2接続部5c1,5c3によって接続されたが、これに限られない。例えば、第1および第2接続部5c1,5c3によって相互に接続される第1物体と第2物体との組み合わせが、第2レンズL2と第3レンズL3との組み合わせであっても良い。すなわち、相対的な位置関係および角度関係が固定される第1物体および第2物体のそれぞれに、光学レンズが含まれていても良い。この構成が採用されれば、複数の光学レンズの組み合わせによって生じ得る結像面の湾曲および球面収差等が高精度に設定され得る。
【0153】
◎また、上記一実施形態ならびに上記第1および第2変形例では、撮像素子ユニット51とレンズユニット52とが、UV硬化樹脂5c0が硬化した接続部5c1によって接続されたが、これに限られない。例えば、撮像素子ユニット51とレンズユニット52とが、可視光線も含めた各種光等の照射によるエネルギーの付与によって硬化する樹脂によって接続されても良い。
【0154】
◎また、上記一実施形態ならびに上記第1および第2変形例では、撮像素子ユニット51とレンズユニット52とが、接着剤としてのUV硬化樹脂5c0が硬化した接続部5c1によって接続されたが、これに限られない。例えば、接着剤としてのUV硬化樹脂5c0の代わりに、接着力を有さない樹脂が用いられても良い。すなわち、撮像素子ユニット51とレンズユニット52と隙間に配されている流動性を有する物体が硬化されて、撮像素子ユニット51とレンズユニット52との相対的な位置関係および角度関係が固定される構成が採用されれば良い。この場合、撮像素子ユニット51とレンズユニット52との相対的な位置関係および角度関係が固定された後に、撮像素子ユニット51とレンズユニット52とが、例えば、接着剤でさらに接続されれば良い。
【0155】
◎なお、上記一実施形態および各種変形例をそれぞれ構成する全部または一部を、適宜、矛盾しない範囲で組み合わせ可能であることは、言うまでもない。
【符号の説明】
【0156】
1 携帯電話機
2 筐体
5,5co 光学ユニット
5c0 UV硬化樹脂
5c1 第1接続部
5c2 熱硬化樹脂
5c3 第2接続部
23s,78s 滑り抑止部
51 撮像素子ユニット
52 レンズユニット
52L レンズ群
100,100A,100B,400 光学ユニット製造装置
101 制御部
102 調整用チャート
110 載置台
111 上面部
112 5軸駆動部
120,120B,170,420 保持部
130,180 ベース部
140 塗布部
150 エネルギー付与部
160 ステッピングモーター
IF1,IF2 当接部
L1〜L3 第1〜3レンズ
SP1,SP2 間隙
【特許請求の範囲】
【請求項1】
第1保持部によって保持されている第1物体を基準として第2保持部によって保持されている第2物体が、隙間を介して前記第1保持部から前記第2保持部に向けた一方向に離隔している状態で、前記第1物体と前記第2物体との相対的な位置関係および相対的な角度関係を設定する設定工程と、
前記一方向における外力の付与に応じて前記第2保持部および前記第2物体が前記一方向に移動可能な可動状態において、前記隙間に配される流動性を有する物体を硬化させることで、前記位置関係および前記角度関係を固定する固定工程と、
を有することを特徴とする光学ユニットの製造方法。
【請求項2】
請求項1に記載の光学ユニットの製造方法であって、
前記設定工程において、
前記一方向とは反対方向において前記第2保持部を基準部に当接させており、
前記固定工程において、
前記流動性を有する物体が硬化する際に、前記一方向において、前記第2物体に対する外力の付与に応じて、前記第2保持部が前記基準部から離隔することで、前記第2保持部および前記第2物体が前記一方向に移動することを特徴とする光学ユニットの製造方法。
【請求項3】
請求項2に記載の光学ユニットの製造方法であって、
前記設定工程および前記固定工程において、
前記基準部と前記第2保持部とを、前記一方向に垂直な他方向において間隙を介して離隔させていることを特徴とする光学ユニットの製造方法。
【請求項4】
請求項2または請求項3に記載の光学ユニットの製造方法であって、
前記設定工程において、
前記基準部と前記第2保持部とが当接し合う当接部において、前記基準部および前記第2保持部のうちの少なくとも一方に設けられている滑り抑止部によって、前記基準部に対する前記第2保持部の滑りを抑止することを特徴とする光学ユニットの製造方法。
【請求項5】
請求項1から請求項4の何れか1つの請求項に記載の光学ユニットの製造方法であって、
前記固定工程において、
前記流動性を有する物体を硬化させる際に、前記第2保持部に付与する力を調節することで、前記第2物体による前記流動性を有する物体に対する前記一方向の反対方向における押圧力を緩和することを特徴とする光学ユニットの製造方法。
【請求項6】
請求項1から請求項5の何れか1つの請求項に記載の光学ユニットの製造方法であって、
前記第1物体および前記第2物体のうち、一方に撮像素子を含ませ、他方に光学レンズを含ませることを特徴とする光学ユニットの製造方法。
【請求項7】
請求項1から請求項5の何れか1つの請求項に記載の光学ユニットの製造方法であって、
前記第1物体および前記第2物体のそれぞれに、光学レンズを含ませることを特徴とする光学ユニットの製造方法。
【請求項8】
請求項1から請求項7の何れか1つの請求項に記載の光学ユニットの製造方法によって該光学ユニットを製作する製作工程と、
前記光学ユニットを筐体に取り付ける取付工程と、
を有することを特徴とする光学機器の製造方法。
【請求項9】
第1物体を保持する第1保持部と、
前記第1物体に対して隙間を介して一方向に離隔している第2物体を保持する第2保持部と、
前記一方向において前記第2保持部に当接する基準部と、
を備え、
前記第2保持部が、前記一方向において、前記第2物体に対する外力の付与に応じて、前記基準部から離隔することを特徴とする光学ユニットの製造装置。
【請求項10】
請求項9に記載の光学ユニットの製造装置であって、
前記第1保持部および前記第2保持部のうちの少なくとも一方の位置ならびに前記第1保持部および前記第2保持部のうちの少なくとも一方の姿勢を変更させることで、前記第1物体と前記第2物体との相対的な位置関係および相対的な角度関係を調整する調整部、
をさらに備えることを特徴とする光学ユニットの製造装置。
【請求項11】
請求項9または請求項10に記載の光学ユニットの製造装置であって、
前記基準部と前記第2保持部とが、前記一方向に垂直な他方向において間隙を介して離隔していることを特徴とする光学ユニットの製造装置。
【請求項12】
請求項9から請求項11の何れか1つの請求項に記載の光学ユニットの製造装置であって、
前記基準部と前記第2保持部とが当接し合う当接部において、前記基準部および前記第2保持部のうちの少なくとも一方に、前記基準部に対する前記第2保持部の滑りを抑止する滑り抑止部が配されていることを特徴とする光学ユニットの製造装置。
【請求項13】
請求項9から請求項12の何れか1つの請求項に記載の光学ユニットの製造装置であって、
前記第2保持部に付与する力を調節することで、前記隙間に配されている物体に対して前記第2物体によって前記一方向とは反対方向に付与される押圧力を緩和する緩和部、
を更に備えることを特徴とする光学ユニットの製造装置。
【請求項14】
請求項9から請求項13の何れか1つの請求項に記載の光学ユニットの製造装置であって、
前記第1物体および前記第2物体のうち、一方に撮像素子が含まれており、他方に光学レンズが含まれていることを特徴とする光学ユニットの製造装置。
【請求項15】
請求項9から請求項13の何れか1つの請求項に記載の光学ユニットの製造装置であって、
前記第1物体および前記第2物体のそれぞれに、光学レンズが含まれていることを特徴とする光学ユニットの製造装置。
【請求項1】
第1保持部によって保持されている第1物体を基準として第2保持部によって保持されている第2物体が、隙間を介して前記第1保持部から前記第2保持部に向けた一方向に離隔している状態で、前記第1物体と前記第2物体との相対的な位置関係および相対的な角度関係を設定する設定工程と、
前記一方向における外力の付与に応じて前記第2保持部および前記第2物体が前記一方向に移動可能な可動状態において、前記隙間に配される流動性を有する物体を硬化させることで、前記位置関係および前記角度関係を固定する固定工程と、
を有することを特徴とする光学ユニットの製造方法。
【請求項2】
請求項1に記載の光学ユニットの製造方法であって、
前記設定工程において、
前記一方向とは反対方向において前記第2保持部を基準部に当接させており、
前記固定工程において、
前記流動性を有する物体が硬化する際に、前記一方向において、前記第2物体に対する外力の付与に応じて、前記第2保持部が前記基準部から離隔することで、前記第2保持部および前記第2物体が前記一方向に移動することを特徴とする光学ユニットの製造方法。
【請求項3】
請求項2に記載の光学ユニットの製造方法であって、
前記設定工程および前記固定工程において、
前記基準部と前記第2保持部とを、前記一方向に垂直な他方向において間隙を介して離隔させていることを特徴とする光学ユニットの製造方法。
【請求項4】
請求項2または請求項3に記載の光学ユニットの製造方法であって、
前記設定工程において、
前記基準部と前記第2保持部とが当接し合う当接部において、前記基準部および前記第2保持部のうちの少なくとも一方に設けられている滑り抑止部によって、前記基準部に対する前記第2保持部の滑りを抑止することを特徴とする光学ユニットの製造方法。
【請求項5】
請求項1から請求項4の何れか1つの請求項に記載の光学ユニットの製造方法であって、
前記固定工程において、
前記流動性を有する物体を硬化させる際に、前記第2保持部に付与する力を調節することで、前記第2物体による前記流動性を有する物体に対する前記一方向の反対方向における押圧力を緩和することを特徴とする光学ユニットの製造方法。
【請求項6】
請求項1から請求項5の何れか1つの請求項に記載の光学ユニットの製造方法であって、
前記第1物体および前記第2物体のうち、一方に撮像素子を含ませ、他方に光学レンズを含ませることを特徴とする光学ユニットの製造方法。
【請求項7】
請求項1から請求項5の何れか1つの請求項に記載の光学ユニットの製造方法であって、
前記第1物体および前記第2物体のそれぞれに、光学レンズを含ませることを特徴とする光学ユニットの製造方法。
【請求項8】
請求項1から請求項7の何れか1つの請求項に記載の光学ユニットの製造方法によって該光学ユニットを製作する製作工程と、
前記光学ユニットを筐体に取り付ける取付工程と、
を有することを特徴とする光学機器の製造方法。
【請求項9】
第1物体を保持する第1保持部と、
前記第1物体に対して隙間を介して一方向に離隔している第2物体を保持する第2保持部と、
前記一方向において前記第2保持部に当接する基準部と、
を備え、
前記第2保持部が、前記一方向において、前記第2物体に対する外力の付与に応じて、前記基準部から離隔することを特徴とする光学ユニットの製造装置。
【請求項10】
請求項9に記載の光学ユニットの製造装置であって、
前記第1保持部および前記第2保持部のうちの少なくとも一方の位置ならびに前記第1保持部および前記第2保持部のうちの少なくとも一方の姿勢を変更させることで、前記第1物体と前記第2物体との相対的な位置関係および相対的な角度関係を調整する調整部、
をさらに備えることを特徴とする光学ユニットの製造装置。
【請求項11】
請求項9または請求項10に記載の光学ユニットの製造装置であって、
前記基準部と前記第2保持部とが、前記一方向に垂直な他方向において間隙を介して離隔していることを特徴とする光学ユニットの製造装置。
【請求項12】
請求項9から請求項11の何れか1つの請求項に記載の光学ユニットの製造装置であって、
前記基準部と前記第2保持部とが当接し合う当接部において、前記基準部および前記第2保持部のうちの少なくとも一方に、前記基準部に対する前記第2保持部の滑りを抑止する滑り抑止部が配されていることを特徴とする光学ユニットの製造装置。
【請求項13】
請求項9から請求項12の何れか1つの請求項に記載の光学ユニットの製造装置であって、
前記第2保持部に付与する力を調節することで、前記隙間に配されている物体に対して前記第2物体によって前記一方向とは反対方向に付与される押圧力を緩和する緩和部、
を更に備えることを特徴とする光学ユニットの製造装置。
【請求項14】
請求項9から請求項13の何れか1つの請求項に記載の光学ユニットの製造装置であって、
前記第1物体および前記第2物体のうち、一方に撮像素子が含まれており、他方に光学レンズが含まれていることを特徴とする光学ユニットの製造装置。
【請求項15】
請求項9から請求項13の何れか1つの請求項に記載の光学ユニットの製造装置であって、
前記第1物体および前記第2物体のそれぞれに、光学レンズが含まれていることを特徴とする光学ユニットの製造装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【公開番号】特開2013−114234(P2013−114234A)
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願番号】特願2011−263185(P2011−263185)
【出願日】平成23年12月1日(2011.12.1)
【出願人】(303000408)コニカミノルタアドバンストレイヤー株式会社 (3,255)
【Fターム(参考)】
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願日】平成23年12月1日(2011.12.1)
【出願人】(303000408)コニカミノルタアドバンストレイヤー株式会社 (3,255)
【Fターム(参考)】
[ Back to top ]