
光学成形品の収納方法、光学成形品の搬送方法、光学成形品の組付方法、及び光学成形品のコーティング方法
【課題】光学成形品を保護できるようにする。
【解決手段】ストッカー40は、上部材41と、下部材42とを備える。上部材41が下部材42に重なって接合することで、穴40aがストッカー40に形成される。穴40aには、突条42a,42b,42cが形成されている。穴40aに光学成形品8を差し込む。この際、光学成形品8の突条16,16の間に突条42bが挟まれる。また、レンズ部11は、突条42cから離れている。このように、複数の光学成形品を順次40aに差し込んでいくことで、複数の光学成形品をストッカー40に収納する。
【解決手段】ストッカー40は、上部材41と、下部材42とを備える。上部材41が下部材42に重なって接合することで、穴40aがストッカー40に形成される。穴40aには、突条42a,42b,42cが形成されている。穴40aに光学成形品8を差し込む。この際、光学成形品8の突条16,16の間に突条42bが挟まれる。また、レンズ部11は、突条42cから離れている。このように、複数の光学成形品を順次40aに差し込んでいくことで、複数の光学成形品をストッカー40に収納する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、光学成形品を収納する収納方法、前記光学成形品を搬送する搬送方法、前記光学成形品にコーティングするコーティング方法、及び前記光学成形品を光ピックアップユニットに組み付ける組付方法に関する。
【背景技術】
【0002】
上市されている情報記憶媒体には様々なフォーマット(規格)があり、各規格毎に様々な技術が採用され、また検討されている。特に最近ではブロードバンド時代となり、画像、動画、音声などの大容量コンテンツが流通するため、一般ユーザーであっても大容量データをストックしておく必要が生じている。
【0003】
さてこのようなデータストック用の記憶媒体としては、古くはオーディオカセットテープを利用したものに始まり、現在でもFD(フロッピィディスク)が用いられているが、最近ではZip(容量100M〜200Mの大容量フロッピィディスク)、MO(容量640M〜2.3Gの光磁気ディスク)、CD(容量640〜700Mの光ディスク)、DVD(容量4.7Gの光ディスク)など、やはり大容量化してきている。
そしてこれらのうち、光を利用する形態のものは、それぞれ専用の光学系を有している。
【0004】
上述の光ディスクは、音楽CDがその出発点となっており、現在主流になりつつあるDVDは常にCDとの互換を考慮する必要があり、またサイズ的にも大きく、小型の機器を提供しにくいと言う問題がある。これを解消するために小型の8cmサイズの媒体、名刺サイズ等の変型媒体が登場しているが、容量が少なくなるのは避けられない。またDVDは情報記録について規格が乱立しており、各規格間の互換性が不十分である、という問題がある。また光磁気ディスクについては、大容量化が進められているものの、同様に低容量規格との互換性が問題となっている点、媒体のサイズが機器の大きさを制限している点には変わりがない。このような問題に対して、全く新たな小型の記憶媒体に関する規格が提案されている。
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところが媒体が小型になると、光ピックアップユニットも小型化せざるを得ない。しかしながら、光ピックアップユニットが小型化すると、ピックアップレンズそのものの製造、或いは組付、調整といった点が非常に困難になる。ピックアップレンズが小型化すると、ちょっとした静電気が発生した場合でも、静電気によってピックアップレンズが不測の箇所に引き寄せられてしまうことがある。また、ピックアップレンズの保護の点でも問題があり、大量のピックアップレンズを取り扱うのは非常に困難である。つまり、例えば、静電気によりピックアップレンズが引き寄せられたりすることによって何らかの面上を摺動してしまうため、ピックアップレンズが傷つくことがあり、多量のレンズが静電気により引き寄せられることを防止するということは非常に困難である。
【0006】
そこで、本発明の課題は、光学成形品を保護するのに適した収納方法等を提案することである。
【課題を解決するための手段】
【0007】
以上の課題を解決するために、請求項1に記載の発明は、光学成形品を収納する収納方法であって、帯状の二つのシート材に前記複数の光学成形品を挟んで、前記二つのシート材を互いに接合することを特徴とする。
【0008】
請求項2に記載の発明は、請求項1に記載の光学成形品の収納方法であって、前記光学成形品が、光学機能を有する光学機能部と、該光学機能部に一体成形されているとともに、前記光学機能部の側縁部から延出する延出部とからなることを特徴とする。
【0009】
請求項2に記載の発明では、複数の光学成形品が二つのシート材に挟まれるため、光学機能部はシート材に収納されて、光学機能部はシート材から散らばらない。更に、二枚のシート材に複数の光学成形品を挟むだけということだけで、多量の光学機能部を静電気により引き寄せられるということを簡単に防止でき、静電気によって引き寄せられることで光学機能部が擦られるということを防止できる。つまり、本発明は、多量の光学機能部を保護して、散らばらないようにするのに適している。
【0010】
請求項3に記載の発明は、請求項1又は2に記載の光学成形品の収納方法であって、前記二つのシート材のうちの一方のシート材に複数の凹部が形成されており、前記各凹部に前記光学成形品を収めて、他方のシート材を前記一方のシート材に重ねることで前記光学成形品を前記二つのシート材に挟むことを特徴とする。
【0011】
請求項4に記載の発明は、請求項3に記載の光学成形品の収納方法であって、前記各凹部が型押し加工によって形成されていることを特徴とする。
【0012】
請求項3又は4に記載の発明では、凹部に光学成形品が収められるため、凹部に光学成形品が収められてから二枚のシート材に挟まれるまでの間に、光学成形品が散らばることが防止される。
【0013】
請求項5に記載の発明は、請求項2に記載の光学成形品の収納方法であって、前記二つのシート材に挟まれた前記光学成形品において、前記光学機能部の表面が前記二つのシート材から離間しており、前記延出部が前記二つのシート材に当接して挟まれることで前記光学成形品が前記二つのシート材に保持されていることを特徴とする。
【0014】
請求項5に記載の発明では、光学機能部が二つのシート材から離間しているため、光学機能部がシート材に擦られることが防止される。
その上、延出部が二つのシート材に挟まれることで光学成形品が保持されているため、二つのシート材の間に介在する光学機能部がずれるといことがない。従って、光学機能部が擦られるということはない。このように、本発明では、光学機能部の保護が十分に図られる。
【0015】
請求項6に記載の発明は、請求項2又は5に記載の光学成形品の収納方法であって、前記延出部は、前記光学機能部の径より大きい幅を有する棒状の棒部と、前記棒部の幅より小さい幅を有するとともに前記光学機能部と前記棒部を掛け渡すように設けられる掛渡部とを備え、前記光学成形品を前記二つのシート材に挟む前に、前記延出部を前記掛渡部において切断することで前記光学機能部から前記棒部を切り離し、その後前記延出部の一部と前記光学機能部とからなる光学成形品を前記二つのシート材に挟むことを特徴とする。
【0016】
請求項6に記載の発明では、棒部が光学機能部の径より大きいため、光学機能部に比較して、棒部を把持する、保持するといった取り扱いが容易になり、棒部を基準に取り扱いができる。つまり、棒部を把持しながら、掛渡部を切断するといったことができる。例えば、光学成形品を一方のシート材に載置して、棒部を把持しながら掛渡部を切断するといったことをすれば、光学機能部を把持することなく、延出部の一部と光学機能部とからなる光学成形品を二つのシート材に挟むことができ、光学機能部の保護が図られる。
【0017】
請求項7に記載の発明は、請求項6に記載の光学成形品の収納方法であって、前記掛渡部を切断する際に前記掛渡部を挟んで保持することを特徴とする。
【0018】
請求項8に記載の発明は、請求項7に記載の光学成形品の収納方法であって、前記掛渡部の保持されている部分より前記棒部側において、前記掛渡部を切断することを特徴とする。
【0019】
請求項8に記載の発明では、棒部側において掛渡部が切断されるため、切断しても棒部が散飛し、光学機能部は一部の掛渡部とともに保持されて、散飛しない。そのため、光学機能部が非常に小さくても、光学機能部の紛失が防止され、更に、光学機能部の保護が図れる。
【0020】
請求項9に記載の発明は、請求項8に記載の光学成形品の収納方法であって、前記掛渡部の保持されている部分を把持して、切断後に前記掛渡部を把持しながら移動することで光学成形品を前記二つのシート材の間に移動した後に、前記二つのシート材で当該光学成形品を挟むことを特徴とする。
【0021】
請求項10に記載の発明は、請求項9に記載の光学成形品の収納方法であって、前記掛渡部の保持されている部分を吸着によって把持することを特徴とする。
【0022】
請求項9又は10に記載の発明では、掛渡部の一部を把持するために、光学機能部を把持せずとも済み、棒部を切り離してから掛渡部の一部と光学機能部をシート材に挟むまでの過程でも光学機能部の保護が図られる。
【0023】
請求項11に記載の発明は、請求項1から10の何れか一項に記載の光学成形品の収納方法を用いて、光学成形品を搬送する搬送方法であって、前記複数の光学成形品を挟んでいる前記二つのシート材を巻回して、巻回した状態の前記二つのシート材ごと前記複数の光学成形品を搬送することを特徴とする。
【0024】
請求項11に記載の発明では、二つのシート材を巻いているため、二つのシート材がかさばらず、更に、光学成形品が非常に小さいものであっても、容易に二つのシートごと多数の光学成形品を搬送することができる。
【0025】
請求項12に記載の発明は、光学機能を有する光学機能部と、該光学機能部に一体成形されているとともに、光学機能部の側縁部から延出する延出部とからなる光学成形品であって、前記延出部が、前記光学機能部の径より大きい幅を有する棒状の棒部と、前記棒部の幅より小さい幅を有するとともに前記光学機能部と前記棒部を掛け渡すように設けられる掛渡部とを備える光学成形品を光ピックアップユニットに組み付ける光学成形品の組付方法であって、前記掛渡部を保持したまま、前記掛渡部の保持されている部分より前記棒部側において、前記延出部を前記掛渡部において切断することで前記光学機能部と前記棒部を切り離し、その後、前記掛渡部を光ピックアップユニットに移動することで前記延出部の一部と光学機能部とからなる光学成形品を光ピックアップユニットに組み付けることを特徴とする。
【0026】
請求項12に記載の発明では、棒部側において掛渡部が切断されるため、切断しても棒部が散飛し、光学機能部は一部の掛渡部とともに保持されて、散飛しない。そのため、光学機能部が非常に小さくても、光学機能部の紛失が防止され、更に、光学機能部の保護が図れる。
【0027】
請求項13に記載の発明は、請求項12に記載の光学成形品の組付方法であって、前記棒部には、当該光学成形品に係る情報が付されており、前記情報と同様の情報を、前記光学成形品の組み付けられる光ピックアップユニットに付すことを特徴とする。
【0028】
請求項14に記載の発明は、請求項13に記載の光学成形品の組付方法であって、前記棒部には、当該光学成形品に係る情報が付されており、前記情報と同様の情報を、前記光学成形品の組み付けられる光ピックアップユニットと組み合わせられる記憶媒体に記録することを特徴とする。
【0029】
請求項13又は14に記載の発明では、光学機能部に比較して大きい棒部に情報が付されているため、非常に小型の光学機能部であっても光学成形品特に光学機能部に係る情報が光学機能部に担保され、更に、棒部が切り離されても、その情報が光学ピックアップユニットに付され又は記憶媒体に記録されるため、その情報が光学機能部に担保されることになる。
【0030】
請求項15に記載の発明は、光学機能を有する光学機能部と、該光学機能部に一体成形されているとともに、前記光学機能部の側縁部から延出する延出部とからなる光学成形品を収納する収納方法であって、棒状部材の内部に、当該棒状部材の一端部から長手方向に向かって延在する孔部が設けられており、前記光学機能部が前記孔部の面から離間するように前記延出部を支持する支持部が前記孔部の長手方向に延在しており、前記支持部に前記延出部を支持するように、記複数の光学成形品を前記一端部から前記孔部に順次はめ込み、はめ込まれた光学成形品を前記孔部に押し込むことで、前記支持部によって前記延出部を案内して前記複数の光学成形品を前記棒状部材内に収納することを特徴とする。
【0031】
請求項15に記載の発明では、複数の光学成形品が孔部に押し込まれるため、光学機能部は棒状部材に収納されて、光学機能部は棒状部材から散らばらない。更に、光学機能部が孔部の面から離間しており、延出部が支持部に支持されているため、光学成形品が押し込まれている際も、光学機能部が孔部の面に擦られない。つまり、光学成形品を順次孔部に押し込むというだけで、多量の光学機能部が静電気により引き寄せられるということを簡単に防止でき、これにより、本発明は、多量の光学機能部を保護して、散らばらないようにするのに適している。
【0032】
請求項16に記載の発明は、請求項15に記載の光学成形品の収納方法において、前記孔部の面であって前記支持部に対向する面と前記支持部の間に前記延出部を挟むことを特徴とする。
【0033】
請求項16に記載の発明では、延出部が孔部の面に挟まれることで、光学機能部が延出部を基点として揺動することがない。そのため、光学機能部が孔部の面に当接するということをほぼ確実に防止することができる。従って、本発明では、光学機能部の保護が十分に図られる。
【0034】
請求項17に記載の発明は、光学機能を有する光学機能部と、該光学機能部に一体形成されているとともに、前記光学機能部の側縁部から延出する延出部とからなる光学成形品を収納する収納方法であって、棒状部材の長手方向に延在する長溝が前記棒状部材に設けられており、前記延出部の先端部を先にして、前記長溝と略垂直となる方向に前記延出部を前記長溝に差し込んで、前記棒状部材に前記延出部を挟持することで、前記複数の光学成形品を前記長溝に沿って配列することを特徴とする。
【0035】
請求項17に記載の発明では、延出部が棒状部材に挟持されることで、光学成形品は長溝に保持されるため、光学成形品が長溝から逸脱して散らばるということが防止される。また、延出部の先端部を先にして延出部が長溝に差し込まれるため、光学機能部が棒状部材に当接しない。従って、光学機能部が棒状部材に擦られない。つまり、本発明では、光学成形品を長溝に差し込むというだけで、多量の光学機能部を静電気により引き寄せられるということを簡単に防止でき、これにより、本発明は、多量の光学機能部を保護して、散らばらないようにするのに適している。
【0036】
請求項18に記載の発明は、請求項17に記載の光学成形品の収納方法であって、前記長溝に差し込まれた延出部に対応する光学機能部は前記長溝から突出した状態であることを特徴とする。
【0037】
請求項18に記載の発明では、光学機能部が長溝から突出した状態であるため、光学機能部が棒状部材に当接せず、光学機能部が棒状部材に擦られることが防止される。
【0038】
請求項19に記載の発明は、請求項17又は18に記載の光学成形品の収納方法であって、前記長溝の深さは、前記延出部と前記光学機能部の付根から前記延出部の先端部までの長さより小さいことを特徴とする。
【0039】
請求項19に記載の発明では、長溝の深さが延出部の長さより小さいため、延出部の先端を長溝の底まで当接するように延長部を長溝に差し込んでも、光学機能部は長溝から突出した状態となる。従って、光学機能部が棒状部材に当接しない。
【0040】
請求項20に記載の発明は、請求項17から19の何れか一項に記載の光学成形品の収納方法であって、前記長溝に配列された前記複数の光学成形品を覆う被覆部材を前記棒状部材に取り付けることを特徴とする。
【0041】
請求項20に記載の発明では、被覆部材が棒状部材に取り付けられるため、光学機能部に埃などが付着することが防止され、光学機能部の保護が図られる。
【0042】
請求項21に記載の発明は、請求項15から20の何れか一項に記載の光学成形品の収納方法を用いて、光学成形品を搬送する搬送方法であって、前記棒状部材ごと前記複数の光学成形品を搬送することを特徴とする。
【0043】
請求項21に記載の発明では、複数の光学成形品が棒状部材に収納されており、棒状部材ごと複数の光学成形品を搬送するため、複数の光学成形品がかさばらず、容易に多数の光学成形品を搬送することができる。
【0044】
請求項22に記載の発明は、請求項18又は19に記載の光学成形品の収納方法を用いて、光学成形品にコーティングするコーティング方法であって、前記棒状部材ごと前記複数の光学成形品をコーティング装置のチャンバーに配置して、当該チャンバーにてコーティング処理を行うことを特徴とする。
【0045】
請求項22に記載の発明では、複数の光学成形品が棒状部材に収納されており、棒状部材ごと複数の光学成形品をチャンバーに配置するため、複数の光学成形品がかさばらず、容易に多数の光学成形品を同時にコーティングすることができる。この際、光学機能部が長溝から突出している状態となっているため、光学機能部がチャンバー内で露出されており、確実に光学機能部にコーティングすることができる。
【0046】
請求項23に記載の発明は、光学機能を有する光学機能部と、該光学機能部に一体形成されているとともに、前記光学機能部の側縁部から延出する延出部とからなる光学成形品を収納する光学成形品の収納方法であって、第一帯板部材に設けられている各貫通孔に前記光学機能部が対峙するように、前記第一帯板部材における前記各貫通孔の周囲に前記延出部を載置して、前記第一帯板部材の各貫通孔に対応して第二貫通孔が設けられている第二帯板部材を、前記各第二貫通孔が前記光学機能部に対峙するように、前記第一帯板部材に重ねて、前記第一帯板部材と第二帯板部材の間に前記延出部を挟持することを特徴とする。
【0047】
請求項23に記載の発明では、延出部が第一帯板部材と第二帯板部材の間に挟持されることで、光学成形品が保持されるため、光学成形品が二つの帯板部材から逸脱して散らばるということが防止される。また、光学機能部が、互いに対向する貫通孔及び第二貫通孔の間に配されるため、光学機能部がどちらの帯板部材にも当接することがない。従って、光学機能部がどちらの帯板部材に擦られず、光学機能部の保護が図れる。つまり、光学成形品を二つの帯板部材に挟むというだけで、多量の光学機能部を静電気により引き寄せられるということを簡単に防止でき、これにより、本発明は、多量の光学機能部を保護して、散らばらないようにするのに適している。
【0048】
請求項24に記載の発明は、請求項23に記載の光学成形品の収納方法であって、前記各貫通孔の周囲には前記第一帯板部材の面からくり抜かれた段部が形成されており、前記段部の形状は前記延出部の形状にほぼ相当しており、前記延出部を各貫通孔の周囲に載置するときには前記段部に前記延出部を載置することを特徴とする。
【0049】
請求項24に記載の発明では、延出部の形状に相当した段部が、第一帯板部材の面からくり抜かれた状態で設けられているため、段部に延出部が収まる。従って、光学成形品が第一帯板部材に載置されてから、二枚の帯板部材に挟まれるまでの間に、光学成形品が散らばることが防止される。
【0050】
請求項25に記載の発明は、請求項23又は24に記載の光学成形品の収納方法であって、前記第二帯板部材を第一帯板部材に重ねた後、前記第一帯板部材と前記第二帯板部材を締結することを特徴とする。
【0051】
請求項25に記載の発明では、前記第一帯板部材と前記第二帯板部材を締結することで、前記第一帯板部材と前記第二帯板部材が互いに離れない。そのため、二枚の帯板部材に挟まれた複数の光学成形品が散らばることがない。
【0052】
請求項26に記載の発明は、請求項23から25の何れか一項に記載の光学成形品の収納方法を用いて、光学成形品にコーティングするコーティング方法であって、前記第一帯板部材と前記第二帯板部材の間に前記延出部を挟持した状態で、前記第一帯板部材及び前記第二帯板部材ごと前記複数の光学成形品をコーティング装置のチャンバーに配置して、当該チャンバーにてコーティング処理を行うことを特徴とする。
【0053】
請求項26に記載の発明では、二つの帯板部材ごと複数の光学成形品をチャンバーに配置するため、複数の光学成形品がかさばらず、容易に多数の光学成形品を同時にコーティングすることができる。この際、光学機能部が二つの貫通孔に対峙しているため、光学機能部がチャンバー内で露出されており、確実に光学機能部にコーティングすることができる。
【発明の効果】
【0054】
本発明によれば、多量の光学成形品を静電気により引き寄せられるということを簡単に防止でき、静電気によって引き寄せられることで光学成形品が擦られるということを防止できる。そして、多量の光学成形品を散らばらないようにすることができる。
【図面の簡単な説明】
【0055】
【図1】光学成形品を成型する際に用いられる金型の概観が示された概略図である。
【図2】各種の光学成形品が示された図面である。
【図3】光学成形品の要部が示された図面である。
【図4】情報の付された光学成形品が示された図面である。
【図5】複数の光学成形品が収納されている二つのシート材を示した斜視図である。
【図6】前記二つのシート材が示された断面図である。
【図7】二つのシート材の間に光学成形品を収納する収納装置が示された側面図であり、一部が破断して示されている。
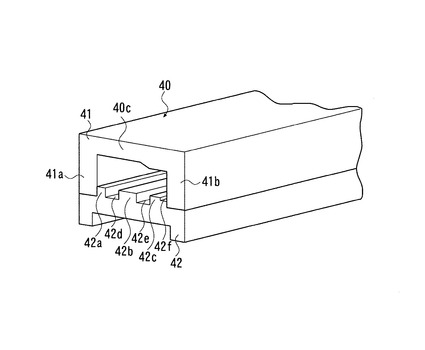
【図8】複数の光学成形品が収納されるストッカーを示した斜視図である。
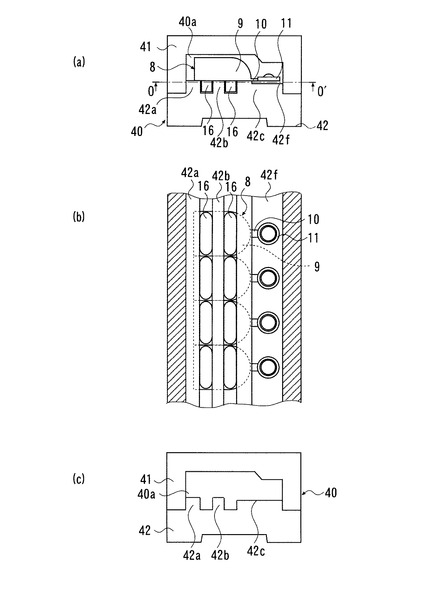
【図9】前記ストッカーが示された図面である。
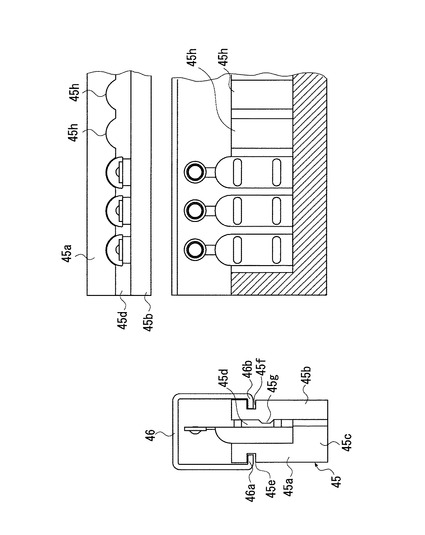
【図10】別の例のストッカーが示された図面である。
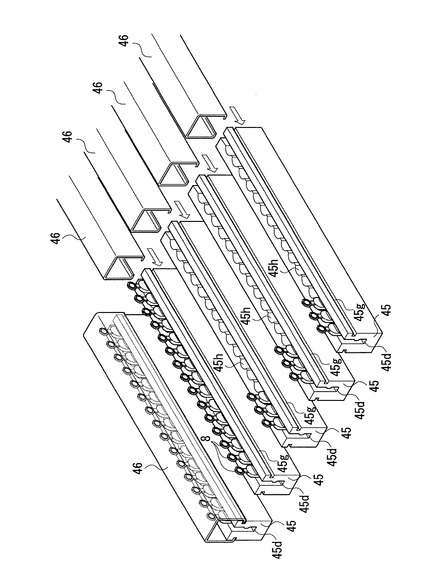
【図11】前記別の例のストッカーが複数配列された状態を示した斜視図である。
【図12】別の例のストッカーが示された斜視図である。
【図13】前記別の例のストッカーの要部が示された断面図である。
【図14】チャンバー内が示された正面図であり、チャンバーが破断して示されている。
【図15】前記チャンバー内に配される架台にストッカーが支持された状態を示す図面である。
【発明を実施するための形態】
【0056】
以下に、本発明について、図面を用いて具体的な態様について説明する。ただし、発明の範囲は、図示例に限定されない。
【0057】
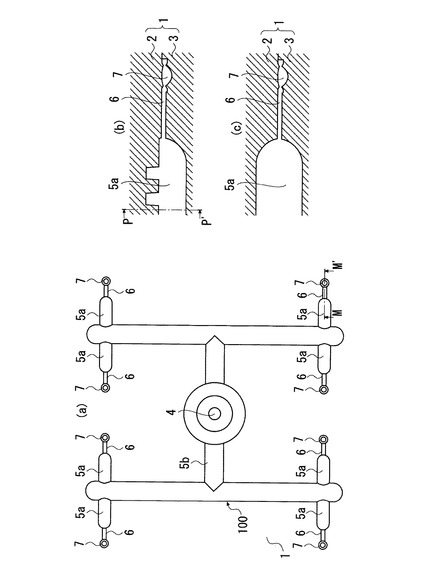
図1(a)には、金型1によって当該金型1内に形成される空洞100が示されている。図1(b)には、図1(a)におけるM−M’断面が示されており、図1(c)には、図1(b)とは別の例のM−M’断面が示されている。
【0058】
図1(b)又は(c)に示すように、金型1は、固定側の固定型2と、固定型2に対して接離自在な可動型3とを有している。固定型2に対して可動型3が密接して閉じることによって、図1に示すような空洞100が形成される。空洞100は、スプルー4と、ランナー5と、ゲート6と、キャビティ7とからなる。射出成型機等の成型機のノズルが金型1の中央部に取り付けられており、中央部にスプルー4が形成される。ランナー5は、略H字状の流路となる大径部5bと、この大径部5bより小さく径となる小径部5a,5a,…とから構成されている。大径部5bは、スプルー4に連続している。大径部5bの四つの端それぞれに連続して、二つの小径部5a,5aが配される。各小径部5aの他端に連続して、ゲート6が配される。各ゲート6の他端に連続して、キャビティ7が配される。
【0059】
金型1の材料としては、メッキされた鉄を始め、適宜好ましい素材を選択することが出来る。小径部5a及び大径部5bの断面形状は円となっており、ゲート6の断面形状は矩形となっている。キャビティ7は、光学成形品がレンズとしての光学機能面(例えば、非球面形状)を有するように形成されるような形状となっている。金型1の内面、つまり空洞100を形成する面は、これまた公知のように、様々な加工方法で表面仕上げされている。例えば、キャビティ7の面が、先端の非常に鋭いバイト等で切削加工されることで、キャビティ7の面に同心円となる複数の細かい溝が形成されていても良い。これにより、キャビティ7の面は、回折構造輪帯、位相シフト輪帯或いは光路差付与輪帯等を形成できるような形状となっている。
【0060】
成型機によって溶融された樹脂が、金型1の中央部から注入されて、更に、射出されると、樹脂が、スプルー4、ランナー5、ゲート6次いでキャビティ7へと流動していく。樹脂が流入された後冷却されると、樹脂が固化する。樹脂固化後、可動型3が固定型2から離間して、金型1内部が開放されると、成形品が取り出せるようになっている。
【0061】
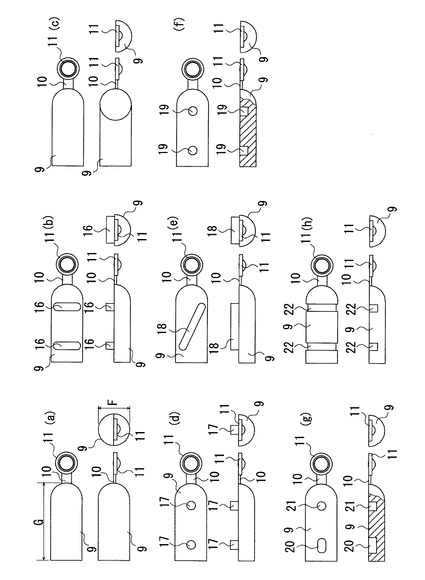
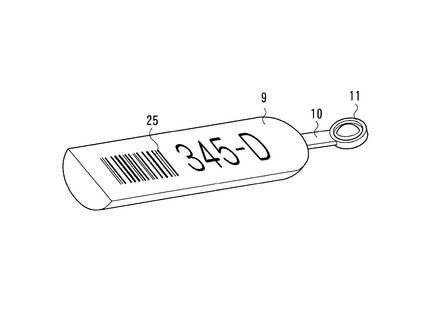
図1(b)の断面形状となる金型1によって射出成型した場合、P−P’断面で切断すると図2(a)のような形状の光学成形品8が形成される。図1(c)の断面形状となる金型1によって射出成型した場合、図2(b)のような形状の光学成形品8が形成される。金型1の形状を、特に、ランナー5(小径部5a)の形状を変更することによって、図2(c)〜図2(e)のような形状の光学成形品8が形成される。図2(a)〜図2(f)のいずれの光学成形品8も、小径部5aの形状に従った形状(棒状)となるランナー部(棒部)9と、ゲート6の形状に従った形状となるゲート部(掛渡部)10と、キャビティ7の形状に従った形状となるレンズ部11とを有する。ランナー部9及びゲート部10が、レンズ部11の側縁部(後述するフランジ部13)から延出する延出部であり、この延出部はレンズ部11の光軸方向に略垂直となるようにレンズ部11から延出している。また、ゲート部10が、ランナー部9とレンズ部11を掛け渡す掛渡部である。
【0062】
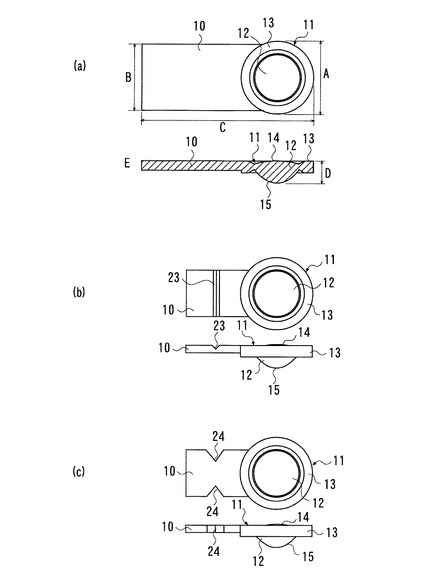
図2(a)の光学成形品8について説明する。ランナー部9は、直径Fが5mmの略円柱状となっている。ゲート部10は、長手方向に垂直な断面形状は矩形状となっている。ランナー部9の先端部にゲート部10が設けられている。図3(a)には、ゲート部10並びにレンズ部11を光軸方向から見て示した平面図、及び、ゲート部10並びにレンズ部11を光軸方向に破断して示した断面図が示されている。レンズ部11は、光学機能を有する光学機能部12と、光学機能部12の周囲に設けられるフランジ部13とを備える。光学機能部12は、光軸方向に凸となる二つのレンズ面14,15を有している。更に、レンズ面14の曲率半径は、レンズ面15の距率半径より大きくなっている。レンズ面14,15のうちの少なくとも一方が、非球面形状となっていても良い。また、レンズ面14,15のうちの少なくとも一方には、回折構造輪帯、位相シフト輪帯或いは光路差付与輪帯等が形成されていても良い。
【0063】
レンズ部11を光軸方向から見た場合の直径Aは、1〜1.5mmである。レンズ部11の厚さDは、0.41mmである。ゲート部10の幅Bは、1.2mmであるが、ゲート部10の幅Bはレンズ部11の直径とほぼ同等もしくはそれより小さいことが望ましい。ゲート部10の厚さEは、0.2mmである。ゲート部10及びレンズ部11を合わせた長手方向の全長Cは、3mmである。これらの寸法は、適宜変更しても良い。
【0064】
図2(c)の光学成形品8は、ランナー部9が半円柱状となっていることが図2(a)の光学成形品8と異なる。このランナー部9の平面は、光軸の方向と略垂直な面となっている。図2(b)の光学成形品8は、図2(c)の光学成形品8のランナー部9の平面に二つの突条16,16が設けられた形状となっている。図2(d)の光学成形品8は、図2(c)の光学成形品8のランナー部9の平面に二つの円柱状突起17,17が設けられた形状となっている。図2(e)の光学成形品8は、図2(c)の光学成形品8のランナー部9の平面に一つの突条18が設けられた形状となっている。
【0065】
なお、図2(c)の光学成形品8を射出成型した後に、ランナー部9の平面を加工することによって、図2(f)〜図2(h)のような光学成形品8を製造しても良い。図2(f)の光学成形品8は、図2(c)のランナー部9の平面に二つの円孔19,19を形成した形状となっている。図2(g)の光学形成品8は、図2(c)のランナー部9の平面に、長円孔20及び円孔21を形成した形状となっている。図2(h)の光学成形品8は、図2(c)のランナー部9の平面に、平面を横切る二つの溝22,22を形成した形状となっている。図2(a)〜(h)の各光学成形品8は、側面図(一部破断して示しているものもある)、平面図及び正面図によって示されている。
【0066】
また、図3(b)又は図3(c)に示すように、ゲート部10において切断しやすいように、ゲート部10に切欠(ノッチ)、亀裂(クラック)等の応力集中部を設けても良い。図3(b)のゲート部10では、光軸方向から見た面にその面を横切るVノッチ23が設けられている。図3(c)のゲート部10では、ゲート部10の両側部それぞれにノッチ24が設けられている。ノッチ23,24は、金型1のゲート6に突起を設けておくことで、射出成型時に形成される。ノッチ23,24が形成されていることで、光学成形品8を光ピックアップユニット等の機器に組み込んだ後、又は、光学成形品8を射出成型した後、ランナー部9又はゲート部10を傾けるだけでゲート部10を容易に切断でき、レンズ部11をランナー部9から切り離すことができる。ランナー部9が切り離された場合、レンズ部11側に残ったゲート部10が、レンズ部11の側縁部から延出する延出部となる。なお、図3(b),(c)については平面図及び側面図が示されている。
【0067】
更に、図4のように、図2(c)の光学成形品8のランナー部9の平面に立体的な識別標識25を設けても良い。この場合は、このような識別標識25が形成されるように、小径部5aの面を加工しておく。図4の例では、識別標識25として、バーコード、文字が形成されている。そして、このような識別標識25の向きや大きさ、形状等の態様は独自に設定可能である。この識別標識25は、光学成形品8毎に固有なものであるか、或いは光学成形品8の種類毎に固有なものであり、識別標識25は、製品名やロットを表す記号類の他、金型ナンバー或いはキャビティナンバー等といった情報を表すものである。そういった識別標識25を付しておけば、後の工程で不良品などのチェック・抽出を行うのに利用できる。
【0068】
もちろん、識別標識25は、図2(a),(b),(d),(e),(f),(g),(h)の光学成形品8のランナー部9にも、設けても良い。また、識別標識25は、射出成型後に設けても良い。つまり、光学成形品8の成型後、例えば、ラベル等の添付、刻印、印刷によって識別標識25を付しても良い。
【0069】
以上のような光学成形品8のレンズ部11は、光ディスク或いは光磁気ディスクといった光学系記憶媒体に光をあてることによって記憶媒体から記憶情報を読み出したり、或いは記憶媒体に情報を記録したりする光ピックアップユニットに組み込まれる。つまり、レンズ部11は、光ピックアップユニットの光源と記憶媒体の間になるように光ピックアップユニットに設けられ、光源からの光(例えば、レーザー光)を結像するものである。
【0070】
光学成形品8(特に、レンズ部11)を光ピックアップユニットに組み込むために、光学成形品の生産工場から光ピックアップユニットの生産工場に光学成形品8を搬送しなければならない。しかし、光学成形品8特にレンズ部11は、非常に小さいものであり、傷を付けてはならないものなので、光学成形品8の取り扱いには十分の注意が必要である。
【0071】
本発明は、以上のような光学成形品8の取り扱いに特徴がある。
【0072】
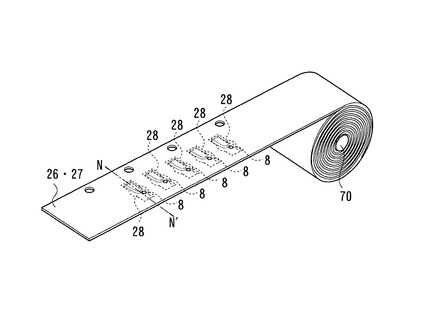
一つの取扱方法として、二枚のシート材を用いて複数の光学成形品を収納する方法がある。図5のように、光学成形品の生産工場で、帯状の二枚のシート材26,27に光学成形品8を複数挟んで、一方のシート材26にもう一方のシート材27を溶着することで、二枚のシート材26,27の間に複数の光学成形品8を密閉する。そして、接着した状態のシート材26,27を長手方向に巻いて、この巻いた状態のシート材26,27を光学成形品の生産工場から光ピックアップユニットの生産工場(その他、光学成形品を利用する工場)に搬送する。
【0073】
ここで、一方のシート材26には、その長手方向に並んだ複数のエンボス加工(型押し加工)が施されて、凹部28,28,…が予め形成されている。これら凹部28,28,…は略一直線上に所定の間隔をおいて配列されている。これら凹部28,28,…に光学成形品8が収められることになる。
【0074】
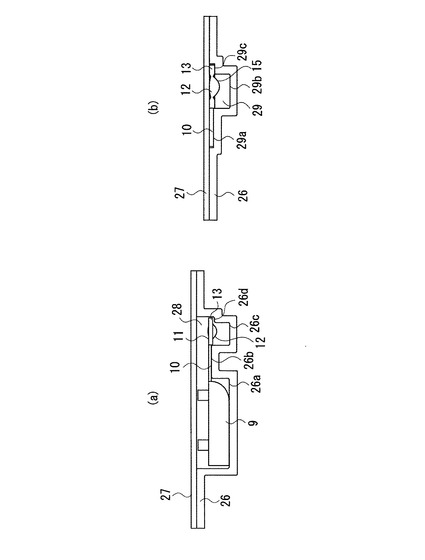
凹部28について詳細に説明する。図6(a)には、図5のシート材26,27のN−N’断面図が示されている。図6(a)のように、凹部28は、段形状となっており、凹部28内の箇所によって深さが異なる。凹部28内の段26aの深さは、光学成形品8のランナー部9の厚さ(或いは直径F)とほぼ同じである。段26bの深さは、段26aの深さより浅くなっている。段26cの深さは、段26bの深さより深くなっており、レンズ部11の厚さDより大きい。段26dの深さは、段26bの深さとほぼ同一もしくはやや深くなっており、レンズ部11のフランジ部13の厚さより大きくなっている。段26aはランナー部9に対応し、段26bはゲート部10に対応し、段26cは光学機能部12に対応している。
【0075】
光学成形品8を凹部28内に収納すると、ランナー部9が段26aに当接して支持される。更にこの状態では、ゲート部10が段26bに当接して支持される。更に、レンズ部11の光学機能部12(特に、レンズ面15)は段26cから離間して浮いた状態となっており、光学機能部12はシート材26に接していない。更に、レンズ部11のフランジ部13の一部が、段26dに当接して支持されている。
【0076】
次いで、凹部28をシート材27で覆うようにして、シート材27をシート材26に重ねて、シート材26にシート材27を接着する。この状態では、シート材27が、光学成形品8のランナー部9(又は突条16、円柱状突起17若しくは突条18)に当接しており、ランナー部9がシート材26とシート材27の間に挟まれて保持されている。ゲート部10及びレンズ部11は、シート材27から離れて当接していない。なお、段26dが設けられていなくても良く、この場合レンズ部11が自由端となって、光学成形品8がランナー部9又はゲート部10において片持ち梁状に保持される。なお、図6(a)では、図2(b)又は図2(d)の光学成形品8が収納されているが、図2(a)、(c)、(e)、(f)、(g)又は(h)の光学成形品8が収納されても良い。この場合、光学機能部12(特に、レンズ面14,15)がシート材26又はシート材27から離れた状態で、光学成形品8がシート材26とシート材27に保持された状態となるように、光学成形品8の形状に合わせて凹部28の形状は適宜変更する。
【0077】
図6(b)は、凹部28とは別の凹部29が示されている。凹部29も、シート材26の長手方向に一直線上に並んでエンボス加工によってシート材26に複数設けられている。凹部29には、ゲート部10において切断された光学成形品が収納される。つまり、レンズ部11とゲート部10からなる光学成形品が凹部29に収納される。凹部29は、段形状となっており、凹部29内の箇所によって深さが異なる。
【0078】
凹部29内の段29aの深さは、ゲート部10の厚さEとほぼ同じである。段29bの深さは、段29aの深さより深くなっており、レンズ部11の厚さDより大きくなっている。段29cの深さは、段29bの深さより浅くなっており、レンズ部11のフランジ部13の厚さとほぼ同じである。
【0079】
光学成形品を凹部29内に収納すると、ゲート部10が段29aに当接して支持される。更にこの状態では、レンズ部11の光学機能部12(特に、レンズ面15)は段29bから離間して浮いた状態となっており、光学機能部12はシート材26に当接していない。更に、レンズ部11のフランジ部13の一部が、段29cに当接して支持されている。そして、凹部29を覆うようにして、シート材27をシート材26に被せて、シート材26にシート材27を接着する。この状態では、シート材27が、ゲート部10及びフランジ部13に当接しており、ゲート部10及びフランジ部13がシート材26とシート材27の間にランナー部9に挟まれて保持されている。
【0080】
以上のように、シート材26,27の間に複数の光学成形品8が挟まれているため、レンズ部11はシート材から散らばらない。従って、レンズ部11が非常に小さくて、静電気の影響を受けやすくてもレンズ部11は擦られない。更に、多量のレンズ部11を静電気により引き寄せられるということを簡単に防止できる。つまり、以上の方法は、多量のレンズ部11を保護して、散らばらないようにするのに適している。更に、シート材26に凹部28或いは凹部29が形成されており、凹部28及び凹部29の形状も工夫されているため、レンズ面14,15はシート材26及びシート材28に当たらず、レンズ部11の保護が図られる。
【0081】
ところで、シート材26とシート材27は別個の従動ローラに予め巻かれており、シート材26及びシート材27共に端部が他の駆動リール70(図5に図示)に重なった状態で接続されている。そして、駆動リール70が回転することで、シート材26及びシート材27が、従動ローラから引き出されて、重なった状態で駆動リール70に巻かれていく。このようにシート材26及びシート材27が従動ローラから駆動リール70に流れていく過程において、凹部28(又は凹部29)が駆動リール70と従動ローラの間の所定位置(以下、収納位置と述べる。)に達したら、光学成形品が凹部28(又は凹部29)に収納されて、更にこの収納位置より駆動リール70側の位置でシート材27及びシート材26がコテによって溶かされて、シート材26にシート材27が溶着する。
【0082】
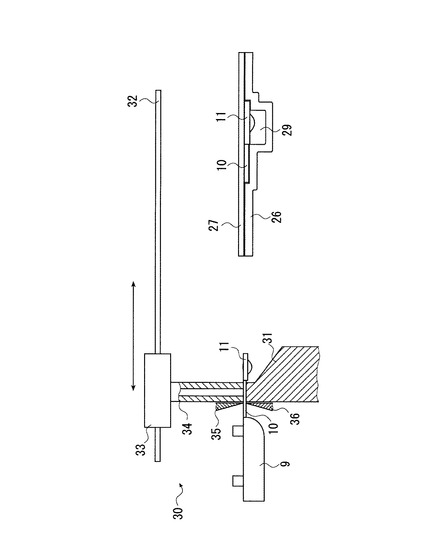
さて、収納位置において、ゲート部10及びレンズ部11からなる光学成形品を収納する場合、以下のような収納マシンを用いることができる。図7は、収納マシンの側面図が示されている。図7に示すように、収納マシン30は、ゲート部10を載置することができる載置台31と、載置台31の上方から収納位置まで延在するガイド部材32と、ガイド部材32に沿って移動自在なヘッド部33と、ヘッド部33に設けられた吸着ノズル34と、上下動自在な上刃35と、上下動自在な下刃36と、上刃35を上下駆動する上刃駆動装置と、下刃36を上下駆動する下刃駆動装置とを備えている。ヘッド部33には、吸着ノズル34を上下移動する昇降装置と、ヘッド部33自体をガイド部材32に沿って移動駆動する駆動装置と、吸着ノズル34から吸引することで吸着ノズル34に真空状態を発生する真空発生装置とが設けられている。下方を向いた上刃35の先端部は鋭利となっており、上方を向いた下刃36の先端部は鋭利となっている。また、平面視した場合、上刃35と下刃36がほぼ重なっている。
【0083】
以上の収納マシン30では、ランナー部9が取り除かれていない光学成形品8のゲート部10を載置台31に載置する。この際、ランナー部9が、上刃35又は下刃36側になるように載置台31上から延出しているとともに、レンズ部11が上刃35及び下刃36の反対側になるように載置台31上から延出している。
【0084】
ゲート部10が載置されると、ヘッド部33が載置台31の上方へ駆動装置によって移動して、吸着ノズル34が昇降装置によって下降して、吸着ノズル34の先端がゲート部10に当接する。これにより、吸着ノズル34と載置台31の間にゲート部10が挟まれて、光学成形品8が保持される。
次いで、真空発生装置によって吸着ノズル34が真空圧となって、ゲート部10が吸着ノズル34に吸着される。次いで、上刃35が上刃駆動装置によって下降するとともに下刃36が下刃駆動装置によって上昇することで、ランナー部9寄りのゲート部10が上刃35及び下刃36の先端部に挟まれて、ゲート部10が切断されて、ランナー部9が取り除かれる。つまり、ゲート部10は、載置台31及び吸着ノズル34によって挟まれている部分よりランナー部9側で切断される。
【0085】
ランナー部9が取り除かれると、上刃35が上昇して、下刃36が下降する。次いで、吸着ノズル34が昇降装置によって上昇するが、吸着ノズル34が真空圧を保っているため、吸着ノズル34にてゲート部10が把持される。次いで、吸着ノズル34が、ゲート部10を吸着した状態で駆動装置によって収納位置の上方へと移動する。そして、吸着ノズル34が下降して、収納位置に来た凹部29内にゲート部10及びレンズ部11が収納される。そして、吸着ノズル34の真空状態が解除される。
【0086】
上記収納マシン30は、凹部29に光学成形品を収納するものであるが、光ピックアップユニットの所定の位置にレンズ部11を組み付けるために用いても良い。つまり、収納マシン30を用いて、上述のように、ランナー部9とレンズ部11を切り離して、その後、ゲート部10を吸着ノズル34で吸着しながら光ピックアップユニットへ移動することで、ゲート部10とともにレンズ部11を光ピックアップユニットに組み付けても良い。
【0087】
上記収納マシン30を用いて光学成形品8をゲート部10において切断して、ランナー部9とレンズ部11を切り離して、レンズ部11を光ピックアップユニット等の機器に組み込む。このランナー部9に識別標識25が付されているため、ランナー部9が切り離されると、レンズ部11及びゲート部10だけでは、製品名やロットを表す記号類の他、金型ナンバー或いはキャビティナンバー等といった情報がわからなくなってしまう。そこで、光ピックアップユニット等の機器にレンズ部11に組み込む際に、そのレンズ部11と対となるランナー部9の識別標識25とほぼ同様な識別標識を光ピックアップユニット等の機器に付す。つまり、識別標識25の表す情報を光ピックアップユニット等の機器に付すことになる。これにより、ランナー部9が切り離されても、光ピックアップユニットに付された識別標識によってレンズ部11の情報を把握することができる。また、識別標識25の表す情報をICカード、磁気テープ等の記憶媒体に記憶して、この記憶媒体を光ピックアップに取り付けても良い。
【0088】
なお、レンズ部11の組まれた光ピックアップユニットが、この光ピックアップユニットによって読み取られる記憶媒体と一体となって記憶装置に組み込まれる場合、識別標識25の表す情報をデータとしてその記憶媒体に記録しても良い。この場合も、記憶媒体に格納されたデータを読み出せば、レンズ部11の情報を把握することができる。
【0089】
上述の説明では、光学成形品を二枚のシート材に挟んで搬送していたが、図8に示すように、ストッカー40に複数の光学成形品を収納して搬送しても良い。以下、ストッカー40について説明する。
【0090】
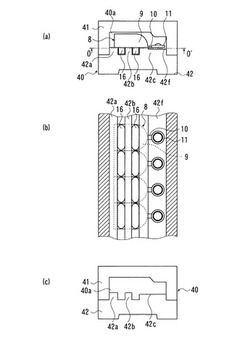
図8は、ストッカー40の斜視図であり、図9(a)はストッカー40の正面図であり、図9(b)は図9(a)のO−O’断面である。ストッカー40は、前後に長尺な棒状のものである。ストッカー40は、前後に長尺な上部材41と、前後に長尺な下部材42とを備えており、前後に長尺な棒状となっている。
【0091】
上部材41は、上下に延在する側壁部41a,41bと、側壁部41aの上部から側壁部41bの上部へと掛け渡された状態の上壁部41cとを備えており、長手方向へ見ると略コ字となった断面形状となっている。側壁部41a,41bと上壁部41cは一体成形されている。下部材42の上部には、長手方向に延在した突条42a,42b,42cが設けられている。突条42aと突条42bの間が長手方向に延在した溝42dとなっており、突条42bと突条42cの間が長手方向に延在した溝42eとなっている。また、突条42aと突条42bの高さはほぼ同一となっている。突条42cは突条42aの高さより低くなった箇所42fを有しているが、突条42c全体が突条42aより低くなっていても良い(例えば、図9(c)に図示、図9(c)は別の例のストッカーの正面図である。)。
【0092】
側壁部41aの内面が突条42aの側面と当接するように、かつ、側壁部41bの内面が突条42cの側面と当接するように、上部材41が下部材42に被さるようにして接合している。これにより、長手方向から見てストッカー40の中心部には穴40aが形成され、この穴40aは前後に長尺となっている。そして、溝42d,42eは、穴40a内に配された状態となっている。
【0093】
光学成形品として図2(b)の光学成形品8をストッカー40に収納する方法について説明する。光学成形品8を穴40aに合わせて光学成形品8を穴40aに入れ込む。つまり、光学成形品8の一方の突条16を溝42dに差し込むようにして、他方の突条16を溝42eに差し込むようにして、更に、レンズ部11を箇所42fの上方に配するようにして、光学成形品8を穴40aに入れ込む。この状態では、ゲート部10は、突条42cの高い部分に当接して、載置された状態となっている。更に、突条42bに突条16,16が当接しており、突条42bは突条16,16の間に挟まれた状態となっている。また、ランナー部9は、突条42a及び突条42bに当接して、載置された状態となっている。これにより、ランナー部9及びゲート部10が突条42a、突条42b或いは突条42cに載置されることで、レンズ部11(特に、レンズ面15)は、浮いた状態で支持される。つまり、レンズ部11は、突条42c(箇所42f)から離れており、当接していない。更に、ランナー部9は、上部材41の上壁部41cの内面に当接しており(図9(a)では当接してないが、当接しても良い。)、上部材41と下部材42に挟まれた状態となっている。ランナー部9が上部材41と下部材42に挟まれることで、レンズ部11が上下に揺動して、穴40aに当接するということが防止される。従って、レンズ部11の保護が図られる。
【0094】
一個目の光学成形品8を穴40aに入れ込んだら、同様にして二個目の光学成形品9を穴40aに入れ込み、二個目の光学成形品8で一個目の光学成形品8を長手方向へ押し込む。以後、次々と光学成形品8を押し込みながら、穴40aに入れ込むと、穴40a内にある複数の光学成形品8のランナー部9は、溝42d,42e及び突条42a,42b,42cによって、ストッカー40のもう一方の端へと案内される。これにり、ストッカー40に複数の光学成形品8が収納される。
【0095】
なお、この例のストッカー40には、図2(d)の光学成形品8も収納することができる。更に、ストッカー40の穴40aに、図2(a)、(c)、(e)、(f)、(g)又は(h)の光学成形品8も収納することが可能である。この場合、レンズ部11(特に、光学機能部12)が、ストッカー40の穴40aを形成する内面から離れた状態となるように、かつ、ランナー部9が上部材41と下部材42に挟まれた状態で保持されるように(なお、長手方向への移動は規制されない)、ストッカー40の穴40aの形状を適宜変更する。
【0096】
以上のように複数の光学成形品が収納されているストッカー40を、光学成形品の生産工場から光ピックアップユニットの生産工場に搬送する。
以上では、複数の光学成形品がストッカー40に収納されているため、多量の光学成形品を保護して、散らばらないようにすることができる。
【0097】
また、図10に示すような、ストッカー45に複数の光学成形品を収納して搬送しても良い。以下、ストッカー45について説明する。図10では、ストッカー45が側断面図、平面図及び正面図によって示されている。ストッカー45は、前後に長尺な棒状のものである。ストッカー45は、上下に延在する側壁部45a,45bと、側壁部45aの下部から側壁部45bの下部へと掛け渡された下壁部45cとを備えている。側壁部45aと側壁部45bの間が、ストッカー45の長手方向に延在する長溝45dとなっており、ストッカー45を長手方向へ見ると略コ字となった断面形状となっている。長溝45dの深さは、光学成形品8のランナー部9の全長G(図2に図示)より小さくなっている。側壁部45aの外側の側面には、長手方向に延在するガイド溝45eが設けられており、側壁部45bの外側の側面には、長手方向に延在するガイド溝45fが設けられている。
【0098】
側壁部45bの内側の側面には、長手方向に延在する突条45gが設けられているが、この突条45gは設けられていなくても良い。また、側壁部45a又は側壁部45bのうちの少なくとも一方には、光学成形品8のランナー部9の側面にほぼ合致するような型45hが設けられている。複数の型45hが、ストッカー45の長手方向に沿って所定間隔をおいて配されている。ストッカー45は、ゴム、ウレタン、その他の樹脂、又は金属等の弾性力を有する素材から構成されている。
【0099】
このストッカー45には、透光性を有する透明なカバー部材46を取り付けることができる。カバー部材46は、下に開放した略コ字状の部材であり、前後に長尺な部材である。カバー部材46の下端部には前後に延在するフランジ46a,46bが形成されている。フランジ46a,46bは、内側に向かって延出している。フランジ46aがガイド溝45eに嵌められて、更に、フランジ46bがガイド溝45fに嵌められて、カバー部材46が長手方向に押し込まれることで、カバー部材46がストッカー45を覆うようにして取り付けられる。なお、このカバー部材46は、ストッカー45に対して着脱自在である。
【0100】
光学成形品として図2(b)の光学成形品8をストッカー45に収納する方法について説明する。図11に示すように、複数のストッカー45を長手方向に垂直な方向に配列する。そして、各ストッカー45の長溝45dに複数の光学成形品8を入れ込むが、一つの型45hに一つの光学成形品8を配置する。この際、光学成形品8のランナー部9の底面を先にして、ランナー部9を長溝45dを差し込む。つまり、長溝45dの上から、長溝45の長手方向と略垂直となるようにランナー部9を長溝45dに差し込む。そして、ランナー部9の底面が長溝45dの底面(つまり、下壁部45c)に当接するまでランナー部9を長溝45dに押し込む。ランナー部9が押し込まれている際、ランナー部9は型45hによって長溝45dの深さ方向に案内される。
【0101】
この状態では、ランナー部9の側面は、側壁部45a,45bの内側の側面に当接して、ランナー部9によって長溝45dが多少押し広げられた状態となる。従って、ランナー部9は、ストッカー45の弾性力によって挟まれて保持された状態となる。更に、ランナー部9の一方の突条16は、側壁部45bの突条45gに係合する。従って、光学成形品8は、衝撃などによって、長溝45dから簡単には引き抜かれない。
【0102】
また、長溝45dの深さは、ランナー部9の全長Gより小さいため、ゲート部10及びレンズ部11は長溝45dから突出した状態となり、ゲート部10及びレンズ部11はストッカー45から離れて当接していない。
【0103】
一つのストッカー45の全ての型45hに光学成形品8を差し込んだ後、カバー部材46をストッカー45に取り付けて、カバー部材46によってレンズ部11を保護する。この状態では、レンズ部11がカバー部材46から離れて当接していない。
【0104】
以上のように、次のストッカー45についても順次複数の光学成形品8を差し込んで、カバー部材46をストッカー45に取り付けていく。そして、複数の光学成形品8が収納されているストッカー45をカバー部材46とともに光学成形品の生産工場から光ピックアップユニットの生産工場に搬送する。
上では、複数の光学成形品がストッカー45に収納されているため、多量の光学成形品を保護して、散らばらないようにすることができる。
【0105】
なお、ストッカー45の型45hに、図2(a)、(c)、(d)、(e)、(f)、(g)又は(h)の光学成形品8も差し込むことが可能である。この場合、ランナー部9が側壁部45aと側壁部45bの間に挟まれた状態で保持されるように、型45hの形状をランナー部9の形状に合わせて変更するのが望ましい。
【0106】
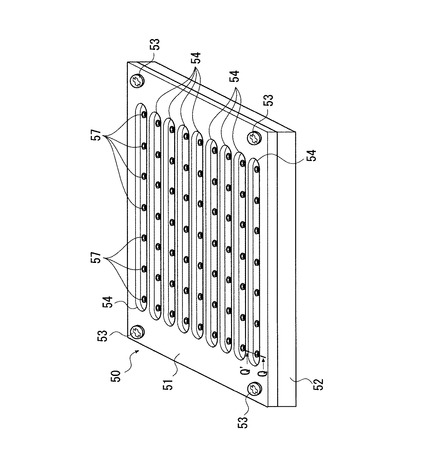
また、図12に示すような、治具50に複数の光学成形品を収納しても良い。
【0107】
以下、治具50について説明する。治具50は、板状のものである。治具50は、帯板状の上基板51と、平面視して上基板51と略同形状であり帯板状の下基板52とを備えており、上基板51と下基板52がねじ53,53,…によって締結されて接合されているものである。上基板51には、左右に長尺な複数の溝54が形成されている。各溝54には、上基板51を貫通する複数の円孔57が所定の間隔をおいて設けられている。
【0108】
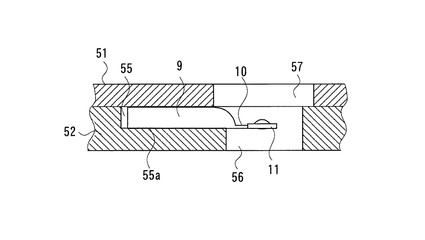
図12におけるQ−Q’断面を図13に示す。各円孔57とほぼ対向するようにして、収納溝55が下基板52の上面にくり抜かれるようにして設けられている。更に、収納溝55の底面には、下基板52を貫通する円孔56が設けられている。これにより、収納溝55は、その底面において円孔56に臨む段部55aが設けられている。段部55aを平面視した場合の形状は、光学成形品8を光軸方向へ透視した際のランナー部9の投影形状とほぼ同じか、又はこの投影形状と相似しておりかつやや大きい。円孔56は、円孔57と対峙しており、平面視した場合に円孔56は円孔57にほぼ重なっている。円孔56及び円孔57の直径は、レンズ部11の直径より大きい。
【0109】
光学成形品として図2(c)の光学成形品8を治具50に収納する方法について説明する。上基板51の接合されていない下基板52の各収納溝55に光学成形品8をはめ込むが、一つの収納溝55に一つの光学成形品8をはめ込む。この際、段部55aに光学成形品8のランナー部9が載置されるようにして、また、円孔56に光学成形品8のレンズ部11が対峙するようにして、光学成形品8を収納溝55にはめ込む。この状態では、段部55aの形状がランナー部9の形状にほぼ合致(相当)するため、光学成形品8を収納溝55にしっかり嵌めることができ、レンズ部11が円孔56からずれたりしない。
【0110】
光学成形品8が収納溝55にはめ込まれると、ランナー部9が段部55aに当接して支持され、レンズ部11は円孔56上に位置する。レンズ部11が円孔56上に位置するため、レンズ部11は下基板52から離れて当接していない。全ての収納溝55に光学成形品8を収納した後、上基板51を下基板52に重ねて被せる。この際、円孔57がレンズ部11及び円孔56に対峙するようにして、上基板51を重ねる。上基板51が下基板52に重なった状態では、ランナー部9が上基板51に当接して、ランナー部9が上基板51と段部55aの間に挟まれて保持されている。更に、この状態では、平面視してレンズ部11が円孔56内に位置しているため、レンズ部11が上基板51から離れて当接していない。そして、ねじ53,53,…を締結することによって、上基板51と下基板52を接合する。
【0111】
この治具50は、複数の光学成形品を検査する際、複数の光学成形品に対して所定の加工をする際に用いられる。つまり、検査機、加工機等の所定位置に治具50を取り付けて固定することで、複数の光学成形品をいっぺんに取り扱うことができる。例えば、シート材26,27、ストッカー40或いはストッカー50に収納された複数の光学成形品を、治具50に収納し直して、複数の光学成形品をいっぺんに検査、加工等する、なお、治具50ごと搬送することで複数の光学成形品を搬送するのにも用いても良い。
上述では、複数の光学成形品が治具50に収納されているため、多量の光学成形品を保護して、散らばらないようにすることができる。
【0112】
なお、下基板52の各収納溝55に、図2(a)、(b)、(d)、(e)、(f)、(g)又は(h)の光学成形品8もはめ込んでも良い。この場合、ランナー部9が上基板51と下基板52の間に挟まれた状態で保持されるように、ランナー部9の形状に合わせて収納溝55の形状を適宜変更したり、ランナー部9の形状に合った所定形状の溝を収納溝55に対向するようにして上基板51に形成したりするのが望ましい。
【0113】
上述したように、ストッカー45及び治具50には複数の光学成形品8が収納されているが、収納された状態で各光学成形品8のレンズ部11に所定の加工を行うことができる。以下では所定の加工として、レンズ部11にコーティングすることについて説明する。
【0114】
レンズ部11の表面にコーティング層が形成されることで、レンズ部11の表面の反射光を防止し、フレア或いはゴーストを防止したり、レンズ部11で発生する静電気を抑えたり、レンズ部11の光学的特性(例えば、屈折率、透過率、所定波長の光のみを透過するためのフィルタリング)を変更したりすることができる。レンズ部11にコーティングする方法として、スパッタリング法及び真空蒸着法といった方法があるが、レンズ部11の表面にコーティングする素材によって適宜選択する。
【0115】
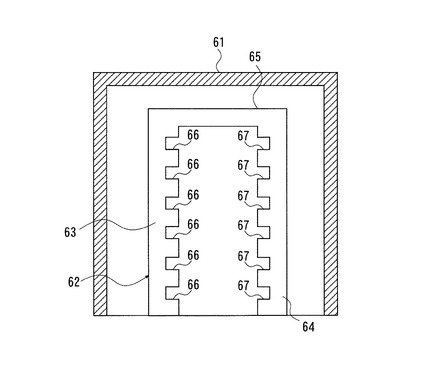
図14は、スパッタリング又は真空蒸着を行うコーティング装置(つまり、スパッタリング装置又は真空蒸着装置)の主要部が示された概略図である。このコーティング装置は、コーティングが行われるチャンバー61を備えている。このチャンバー61内に、複数のストッカー45を支持する架台62が設けられている。
【0116】
架台62は、互いに略平行になって上下に延在する脚柱部63,64と、脚柱部63,64と一体となって脚柱部63の上部と脚柱部64の上部との間に掛け渡された梁部65とを備える。脚柱部63には、互いに所定間隔をおいて並んだ複数の支持部66,66,…が設けられている。脚柱部64にも、支持部66と対となる支持部67が複数設けられている。ある支持部66に対となる支持部67の高さは、その支持部66の高さと同じである。
【0117】
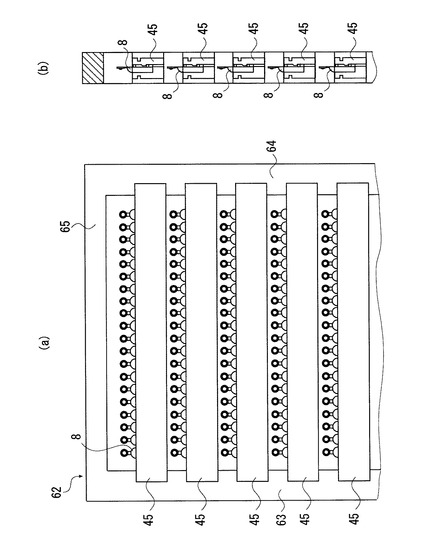
上記コーティング装置を用いてコーティングする際には、まず、複数の光学成形品8が収納されているストッカー45からカバー部材46を取り外す。次いで、チャンバー61を開けて、ストッカー45の一端部を支持部66に掛けるとともに、ストッカー45の他端をこの支持部66と対となる支持部67に掛ける。これによりストッカー45は、対となる支持部66,67によって支持される。このようにして、複数のストッカー45を架台62に取り付けていく。この状態が、図15(a)の正面図及び図15(b)の側面図に示されている。
【0118】
次いで、チャンバー61を閉じて、真空蒸着により(又はスパッタリングにより)レンズ部11に所定のコーティング層を形成する。ストッカー45からカバー部材46が外されていると、レンズ部11が露出した状態となるため、ストッカー45ごと複数の光学成形品8をチャンバー61に配置しても、レンズ部11にコーティング層を形成することができる。
【0119】
複数の光学成形品8が収納されている治具50を用いても、光学成形品8のレンズ部11にコーティング層を形成することができる。この場合、治具50をチャンバー61に立てる。治具50が立設されると、円孔56及び円孔57の両方を通じてレンズ部11に真空蒸着により(又はスパッタリングにより)コーティング層を形成することができる。
【0120】
以上のように、ストッカー45又は治具50を用いれば、光学成形品を収納したままの状態でレンズ部11にコーティング等の加工が行える。そのため、レンズ部11を掴んだり、触ったりすることがないため、レンズ部11の保護が図られる。
【符号の説明】
【0121】
1 金型
8 光学成形品
9 ランナー部(延出部、棒部)
10 ゲート部(延出部、掛渡部)
11 レンズ部
12 光学機能部
13 フランジ部
14 レンズ面(表面)
15 レンズ面(表面)
25 識別標識(情報)
26 シート材(一方のシート材)
27 シート材(他方のシート材)
28 凹部
29 凹部
30 収納マシン
40 ストッカー(棒状部材)
40a 穴(孔部)
41 上部材
42 下部材
42a 突条(支持部)
42b 突条(支持部)
42c 突条(支持部)
45 ストッカー(棒状部材)
45d 長溝(長溝)
46 カバー部材(被覆部材)
50 治具
51 上基板(第二帯板部材)
52 下基板(第一帯板部材)
55a 段部(段部)
56 円孔(第二貫通孔)
57 円孔(貫通孔)
61
【技術分野】
【0001】
本発明は、光学成形品を収納する収納方法、前記光学成形品を搬送する搬送方法、前記光学成形品にコーティングするコーティング方法、及び前記光学成形品を光ピックアップユニットに組み付ける組付方法に関する。
【背景技術】
【0002】
上市されている情報記憶媒体には様々なフォーマット(規格)があり、各規格毎に様々な技術が採用され、また検討されている。特に最近ではブロードバンド時代となり、画像、動画、音声などの大容量コンテンツが流通するため、一般ユーザーであっても大容量データをストックしておく必要が生じている。
【0003】
さてこのようなデータストック用の記憶媒体としては、古くはオーディオカセットテープを利用したものに始まり、現在でもFD(フロッピィディスク)が用いられているが、最近ではZip(容量100M〜200Mの大容量フロッピィディスク)、MO(容量640M〜2.3Gの光磁気ディスク)、CD(容量640〜700Mの光ディスク)、DVD(容量4.7Gの光ディスク)など、やはり大容量化してきている。
そしてこれらのうち、光を利用する形態のものは、それぞれ専用の光学系を有している。
【0004】
上述の光ディスクは、音楽CDがその出発点となっており、現在主流になりつつあるDVDは常にCDとの互換を考慮する必要があり、またサイズ的にも大きく、小型の機器を提供しにくいと言う問題がある。これを解消するために小型の8cmサイズの媒体、名刺サイズ等の変型媒体が登場しているが、容量が少なくなるのは避けられない。またDVDは情報記録について規格が乱立しており、各規格間の互換性が不十分である、という問題がある。また光磁気ディスクについては、大容量化が進められているものの、同様に低容量規格との互換性が問題となっている点、媒体のサイズが機器の大きさを制限している点には変わりがない。このような問題に対して、全く新たな小型の記憶媒体に関する規格が提案されている。
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところが媒体が小型になると、光ピックアップユニットも小型化せざるを得ない。しかしながら、光ピックアップユニットが小型化すると、ピックアップレンズそのものの製造、或いは組付、調整といった点が非常に困難になる。ピックアップレンズが小型化すると、ちょっとした静電気が発生した場合でも、静電気によってピックアップレンズが不測の箇所に引き寄せられてしまうことがある。また、ピックアップレンズの保護の点でも問題があり、大量のピックアップレンズを取り扱うのは非常に困難である。つまり、例えば、静電気によりピックアップレンズが引き寄せられたりすることによって何らかの面上を摺動してしまうため、ピックアップレンズが傷つくことがあり、多量のレンズが静電気により引き寄せられることを防止するということは非常に困難である。
【0006】
そこで、本発明の課題は、光学成形品を保護するのに適した収納方法等を提案することである。
【課題を解決するための手段】
【0007】
以上の課題を解決するために、請求項1に記載の発明は、光学成形品を収納する収納方法であって、帯状の二つのシート材に前記複数の光学成形品を挟んで、前記二つのシート材を互いに接合することを特徴とする。
【0008】
請求項2に記載の発明は、請求項1に記載の光学成形品の収納方法であって、前記光学成形品が、光学機能を有する光学機能部と、該光学機能部に一体成形されているとともに、前記光学機能部の側縁部から延出する延出部とからなることを特徴とする。
【0009】
請求項2に記載の発明では、複数の光学成形品が二つのシート材に挟まれるため、光学機能部はシート材に収納されて、光学機能部はシート材から散らばらない。更に、二枚のシート材に複数の光学成形品を挟むだけということだけで、多量の光学機能部を静電気により引き寄せられるということを簡単に防止でき、静電気によって引き寄せられることで光学機能部が擦られるということを防止できる。つまり、本発明は、多量の光学機能部を保護して、散らばらないようにするのに適している。
【0010】
請求項3に記載の発明は、請求項1又は2に記載の光学成形品の収納方法であって、前記二つのシート材のうちの一方のシート材に複数の凹部が形成されており、前記各凹部に前記光学成形品を収めて、他方のシート材を前記一方のシート材に重ねることで前記光学成形品を前記二つのシート材に挟むことを特徴とする。
【0011】
請求項4に記載の発明は、請求項3に記載の光学成形品の収納方法であって、前記各凹部が型押し加工によって形成されていることを特徴とする。
【0012】
請求項3又は4に記載の発明では、凹部に光学成形品が収められるため、凹部に光学成形品が収められてから二枚のシート材に挟まれるまでの間に、光学成形品が散らばることが防止される。
【0013】
請求項5に記載の発明は、請求項2に記載の光学成形品の収納方法であって、前記二つのシート材に挟まれた前記光学成形品において、前記光学機能部の表面が前記二つのシート材から離間しており、前記延出部が前記二つのシート材に当接して挟まれることで前記光学成形品が前記二つのシート材に保持されていることを特徴とする。
【0014】
請求項5に記載の発明では、光学機能部が二つのシート材から離間しているため、光学機能部がシート材に擦られることが防止される。
その上、延出部が二つのシート材に挟まれることで光学成形品が保持されているため、二つのシート材の間に介在する光学機能部がずれるといことがない。従って、光学機能部が擦られるということはない。このように、本発明では、光学機能部の保護が十分に図られる。
【0015】
請求項6に記載の発明は、請求項2又は5に記載の光学成形品の収納方法であって、前記延出部は、前記光学機能部の径より大きい幅を有する棒状の棒部と、前記棒部の幅より小さい幅を有するとともに前記光学機能部と前記棒部を掛け渡すように設けられる掛渡部とを備え、前記光学成形品を前記二つのシート材に挟む前に、前記延出部を前記掛渡部において切断することで前記光学機能部から前記棒部を切り離し、その後前記延出部の一部と前記光学機能部とからなる光学成形品を前記二つのシート材に挟むことを特徴とする。
【0016】
請求項6に記載の発明では、棒部が光学機能部の径より大きいため、光学機能部に比較して、棒部を把持する、保持するといった取り扱いが容易になり、棒部を基準に取り扱いができる。つまり、棒部を把持しながら、掛渡部を切断するといったことができる。例えば、光学成形品を一方のシート材に載置して、棒部を把持しながら掛渡部を切断するといったことをすれば、光学機能部を把持することなく、延出部の一部と光学機能部とからなる光学成形品を二つのシート材に挟むことができ、光学機能部の保護が図られる。
【0017】
請求項7に記載の発明は、請求項6に記載の光学成形品の収納方法であって、前記掛渡部を切断する際に前記掛渡部を挟んで保持することを特徴とする。
【0018】
請求項8に記載の発明は、請求項7に記載の光学成形品の収納方法であって、前記掛渡部の保持されている部分より前記棒部側において、前記掛渡部を切断することを特徴とする。
【0019】
請求項8に記載の発明では、棒部側において掛渡部が切断されるため、切断しても棒部が散飛し、光学機能部は一部の掛渡部とともに保持されて、散飛しない。そのため、光学機能部が非常に小さくても、光学機能部の紛失が防止され、更に、光学機能部の保護が図れる。
【0020】
請求項9に記載の発明は、請求項8に記載の光学成形品の収納方法であって、前記掛渡部の保持されている部分を把持して、切断後に前記掛渡部を把持しながら移動することで光学成形品を前記二つのシート材の間に移動した後に、前記二つのシート材で当該光学成形品を挟むことを特徴とする。
【0021】
請求項10に記載の発明は、請求項9に記載の光学成形品の収納方法であって、前記掛渡部の保持されている部分を吸着によって把持することを特徴とする。
【0022】
請求項9又は10に記載の発明では、掛渡部の一部を把持するために、光学機能部を把持せずとも済み、棒部を切り離してから掛渡部の一部と光学機能部をシート材に挟むまでの過程でも光学機能部の保護が図られる。
【0023】
請求項11に記載の発明は、請求項1から10の何れか一項に記載の光学成形品の収納方法を用いて、光学成形品を搬送する搬送方法であって、前記複数の光学成形品を挟んでいる前記二つのシート材を巻回して、巻回した状態の前記二つのシート材ごと前記複数の光学成形品を搬送することを特徴とする。
【0024】
請求項11に記載の発明では、二つのシート材を巻いているため、二つのシート材がかさばらず、更に、光学成形品が非常に小さいものであっても、容易に二つのシートごと多数の光学成形品を搬送することができる。
【0025】
請求項12に記載の発明は、光学機能を有する光学機能部と、該光学機能部に一体成形されているとともに、光学機能部の側縁部から延出する延出部とからなる光学成形品であって、前記延出部が、前記光学機能部の径より大きい幅を有する棒状の棒部と、前記棒部の幅より小さい幅を有するとともに前記光学機能部と前記棒部を掛け渡すように設けられる掛渡部とを備える光学成形品を光ピックアップユニットに組み付ける光学成形品の組付方法であって、前記掛渡部を保持したまま、前記掛渡部の保持されている部分より前記棒部側において、前記延出部を前記掛渡部において切断することで前記光学機能部と前記棒部を切り離し、その後、前記掛渡部を光ピックアップユニットに移動することで前記延出部の一部と光学機能部とからなる光学成形品を光ピックアップユニットに組み付けることを特徴とする。
【0026】
請求項12に記載の発明では、棒部側において掛渡部が切断されるため、切断しても棒部が散飛し、光学機能部は一部の掛渡部とともに保持されて、散飛しない。そのため、光学機能部が非常に小さくても、光学機能部の紛失が防止され、更に、光学機能部の保護が図れる。
【0027】
請求項13に記載の発明は、請求項12に記載の光学成形品の組付方法であって、前記棒部には、当該光学成形品に係る情報が付されており、前記情報と同様の情報を、前記光学成形品の組み付けられる光ピックアップユニットに付すことを特徴とする。
【0028】
請求項14に記載の発明は、請求項13に記載の光学成形品の組付方法であって、前記棒部には、当該光学成形品に係る情報が付されており、前記情報と同様の情報を、前記光学成形品の組み付けられる光ピックアップユニットと組み合わせられる記憶媒体に記録することを特徴とする。
【0029】
請求項13又は14に記載の発明では、光学機能部に比較して大きい棒部に情報が付されているため、非常に小型の光学機能部であっても光学成形品特に光学機能部に係る情報が光学機能部に担保され、更に、棒部が切り離されても、その情報が光学ピックアップユニットに付され又は記憶媒体に記録されるため、その情報が光学機能部に担保されることになる。
【0030】
請求項15に記載の発明は、光学機能を有する光学機能部と、該光学機能部に一体成形されているとともに、前記光学機能部の側縁部から延出する延出部とからなる光学成形品を収納する収納方法であって、棒状部材の内部に、当該棒状部材の一端部から長手方向に向かって延在する孔部が設けられており、前記光学機能部が前記孔部の面から離間するように前記延出部を支持する支持部が前記孔部の長手方向に延在しており、前記支持部に前記延出部を支持するように、記複数の光学成形品を前記一端部から前記孔部に順次はめ込み、はめ込まれた光学成形品を前記孔部に押し込むことで、前記支持部によって前記延出部を案内して前記複数の光学成形品を前記棒状部材内に収納することを特徴とする。
【0031】
請求項15に記載の発明では、複数の光学成形品が孔部に押し込まれるため、光学機能部は棒状部材に収納されて、光学機能部は棒状部材から散らばらない。更に、光学機能部が孔部の面から離間しており、延出部が支持部に支持されているため、光学成形品が押し込まれている際も、光学機能部が孔部の面に擦られない。つまり、光学成形品を順次孔部に押し込むというだけで、多量の光学機能部が静電気により引き寄せられるということを簡単に防止でき、これにより、本発明は、多量の光学機能部を保護して、散らばらないようにするのに適している。
【0032】
請求項16に記載の発明は、請求項15に記載の光学成形品の収納方法において、前記孔部の面であって前記支持部に対向する面と前記支持部の間に前記延出部を挟むことを特徴とする。
【0033】
請求項16に記載の発明では、延出部が孔部の面に挟まれることで、光学機能部が延出部を基点として揺動することがない。そのため、光学機能部が孔部の面に当接するということをほぼ確実に防止することができる。従って、本発明では、光学機能部の保護が十分に図られる。
【0034】
請求項17に記載の発明は、光学機能を有する光学機能部と、該光学機能部に一体形成されているとともに、前記光学機能部の側縁部から延出する延出部とからなる光学成形品を収納する収納方法であって、棒状部材の長手方向に延在する長溝が前記棒状部材に設けられており、前記延出部の先端部を先にして、前記長溝と略垂直となる方向に前記延出部を前記長溝に差し込んで、前記棒状部材に前記延出部を挟持することで、前記複数の光学成形品を前記長溝に沿って配列することを特徴とする。
【0035】
請求項17に記載の発明では、延出部が棒状部材に挟持されることで、光学成形品は長溝に保持されるため、光学成形品が長溝から逸脱して散らばるということが防止される。また、延出部の先端部を先にして延出部が長溝に差し込まれるため、光学機能部が棒状部材に当接しない。従って、光学機能部が棒状部材に擦られない。つまり、本発明では、光学成形品を長溝に差し込むというだけで、多量の光学機能部を静電気により引き寄せられるということを簡単に防止でき、これにより、本発明は、多量の光学機能部を保護して、散らばらないようにするのに適している。
【0036】
請求項18に記載の発明は、請求項17に記載の光学成形品の収納方法であって、前記長溝に差し込まれた延出部に対応する光学機能部は前記長溝から突出した状態であることを特徴とする。
【0037】
請求項18に記載の発明では、光学機能部が長溝から突出した状態であるため、光学機能部が棒状部材に当接せず、光学機能部が棒状部材に擦られることが防止される。
【0038】
請求項19に記載の発明は、請求項17又は18に記載の光学成形品の収納方法であって、前記長溝の深さは、前記延出部と前記光学機能部の付根から前記延出部の先端部までの長さより小さいことを特徴とする。
【0039】
請求項19に記載の発明では、長溝の深さが延出部の長さより小さいため、延出部の先端を長溝の底まで当接するように延長部を長溝に差し込んでも、光学機能部は長溝から突出した状態となる。従って、光学機能部が棒状部材に当接しない。
【0040】
請求項20に記載の発明は、請求項17から19の何れか一項に記載の光学成形品の収納方法であって、前記長溝に配列された前記複数の光学成形品を覆う被覆部材を前記棒状部材に取り付けることを特徴とする。
【0041】
請求項20に記載の発明では、被覆部材が棒状部材に取り付けられるため、光学機能部に埃などが付着することが防止され、光学機能部の保護が図られる。
【0042】
請求項21に記載の発明は、請求項15から20の何れか一項に記載の光学成形品の収納方法を用いて、光学成形品を搬送する搬送方法であって、前記棒状部材ごと前記複数の光学成形品を搬送することを特徴とする。
【0043】
請求項21に記載の発明では、複数の光学成形品が棒状部材に収納されており、棒状部材ごと複数の光学成形品を搬送するため、複数の光学成形品がかさばらず、容易に多数の光学成形品を搬送することができる。
【0044】
請求項22に記載の発明は、請求項18又は19に記載の光学成形品の収納方法を用いて、光学成形品にコーティングするコーティング方法であって、前記棒状部材ごと前記複数の光学成形品をコーティング装置のチャンバーに配置して、当該チャンバーにてコーティング処理を行うことを特徴とする。
【0045】
請求項22に記載の発明では、複数の光学成形品が棒状部材に収納されており、棒状部材ごと複数の光学成形品をチャンバーに配置するため、複数の光学成形品がかさばらず、容易に多数の光学成形品を同時にコーティングすることができる。この際、光学機能部が長溝から突出している状態となっているため、光学機能部がチャンバー内で露出されており、確実に光学機能部にコーティングすることができる。
【0046】
請求項23に記載の発明は、光学機能を有する光学機能部と、該光学機能部に一体形成されているとともに、前記光学機能部の側縁部から延出する延出部とからなる光学成形品を収納する光学成形品の収納方法であって、第一帯板部材に設けられている各貫通孔に前記光学機能部が対峙するように、前記第一帯板部材における前記各貫通孔の周囲に前記延出部を載置して、前記第一帯板部材の各貫通孔に対応して第二貫通孔が設けられている第二帯板部材を、前記各第二貫通孔が前記光学機能部に対峙するように、前記第一帯板部材に重ねて、前記第一帯板部材と第二帯板部材の間に前記延出部を挟持することを特徴とする。
【0047】
請求項23に記載の発明では、延出部が第一帯板部材と第二帯板部材の間に挟持されることで、光学成形品が保持されるため、光学成形品が二つの帯板部材から逸脱して散らばるということが防止される。また、光学機能部が、互いに対向する貫通孔及び第二貫通孔の間に配されるため、光学機能部がどちらの帯板部材にも当接することがない。従って、光学機能部がどちらの帯板部材に擦られず、光学機能部の保護が図れる。つまり、光学成形品を二つの帯板部材に挟むというだけで、多量の光学機能部を静電気により引き寄せられるということを簡単に防止でき、これにより、本発明は、多量の光学機能部を保護して、散らばらないようにするのに適している。
【0048】
請求項24に記載の発明は、請求項23に記載の光学成形品の収納方法であって、前記各貫通孔の周囲には前記第一帯板部材の面からくり抜かれた段部が形成されており、前記段部の形状は前記延出部の形状にほぼ相当しており、前記延出部を各貫通孔の周囲に載置するときには前記段部に前記延出部を載置することを特徴とする。
【0049】
請求項24に記載の発明では、延出部の形状に相当した段部が、第一帯板部材の面からくり抜かれた状態で設けられているため、段部に延出部が収まる。従って、光学成形品が第一帯板部材に載置されてから、二枚の帯板部材に挟まれるまでの間に、光学成形品が散らばることが防止される。
【0050】
請求項25に記載の発明は、請求項23又は24に記載の光学成形品の収納方法であって、前記第二帯板部材を第一帯板部材に重ねた後、前記第一帯板部材と前記第二帯板部材を締結することを特徴とする。
【0051】
請求項25に記載の発明では、前記第一帯板部材と前記第二帯板部材を締結することで、前記第一帯板部材と前記第二帯板部材が互いに離れない。そのため、二枚の帯板部材に挟まれた複数の光学成形品が散らばることがない。
【0052】
請求項26に記載の発明は、請求項23から25の何れか一項に記載の光学成形品の収納方法を用いて、光学成形品にコーティングするコーティング方法であって、前記第一帯板部材と前記第二帯板部材の間に前記延出部を挟持した状態で、前記第一帯板部材及び前記第二帯板部材ごと前記複数の光学成形品をコーティング装置のチャンバーに配置して、当該チャンバーにてコーティング処理を行うことを特徴とする。
【0053】
請求項26に記載の発明では、二つの帯板部材ごと複数の光学成形品をチャンバーに配置するため、複数の光学成形品がかさばらず、容易に多数の光学成形品を同時にコーティングすることができる。この際、光学機能部が二つの貫通孔に対峙しているため、光学機能部がチャンバー内で露出されており、確実に光学機能部にコーティングすることができる。
【発明の効果】
【0054】
本発明によれば、多量の光学成形品を静電気により引き寄せられるということを簡単に防止でき、静電気によって引き寄せられることで光学成形品が擦られるということを防止できる。そして、多量の光学成形品を散らばらないようにすることができる。
【図面の簡単な説明】
【0055】
【図1】光学成形品を成型する際に用いられる金型の概観が示された概略図である。
【図2】各種の光学成形品が示された図面である。
【図3】光学成形品の要部が示された図面である。
【図4】情報の付された光学成形品が示された図面である。
【図5】複数の光学成形品が収納されている二つのシート材を示した斜視図である。
【図6】前記二つのシート材が示された断面図である。
【図7】二つのシート材の間に光学成形品を収納する収納装置が示された側面図であり、一部が破断して示されている。
【図8】複数の光学成形品が収納されるストッカーを示した斜視図である。
【図9】前記ストッカーが示された図面である。
【図10】別の例のストッカーが示された図面である。
【図11】前記別の例のストッカーが複数配列された状態を示した斜視図である。
【図12】別の例のストッカーが示された斜視図である。
【図13】前記別の例のストッカーの要部が示された断面図である。
【図14】チャンバー内が示された正面図であり、チャンバーが破断して示されている。
【図15】前記チャンバー内に配される架台にストッカーが支持された状態を示す図面である。
【発明を実施するための形態】
【0056】
以下に、本発明について、図面を用いて具体的な態様について説明する。ただし、発明の範囲は、図示例に限定されない。
【0057】
図1(a)には、金型1によって当該金型1内に形成される空洞100が示されている。図1(b)には、図1(a)におけるM−M’断面が示されており、図1(c)には、図1(b)とは別の例のM−M’断面が示されている。
【0058】
図1(b)又は(c)に示すように、金型1は、固定側の固定型2と、固定型2に対して接離自在な可動型3とを有している。固定型2に対して可動型3が密接して閉じることによって、図1に示すような空洞100が形成される。空洞100は、スプルー4と、ランナー5と、ゲート6と、キャビティ7とからなる。射出成型機等の成型機のノズルが金型1の中央部に取り付けられており、中央部にスプルー4が形成される。ランナー5は、略H字状の流路となる大径部5bと、この大径部5bより小さく径となる小径部5a,5a,…とから構成されている。大径部5bは、スプルー4に連続している。大径部5bの四つの端それぞれに連続して、二つの小径部5a,5aが配される。各小径部5aの他端に連続して、ゲート6が配される。各ゲート6の他端に連続して、キャビティ7が配される。
【0059】
金型1の材料としては、メッキされた鉄を始め、適宜好ましい素材を選択することが出来る。小径部5a及び大径部5bの断面形状は円となっており、ゲート6の断面形状は矩形となっている。キャビティ7は、光学成形品がレンズとしての光学機能面(例えば、非球面形状)を有するように形成されるような形状となっている。金型1の内面、つまり空洞100を形成する面は、これまた公知のように、様々な加工方法で表面仕上げされている。例えば、キャビティ7の面が、先端の非常に鋭いバイト等で切削加工されることで、キャビティ7の面に同心円となる複数の細かい溝が形成されていても良い。これにより、キャビティ7の面は、回折構造輪帯、位相シフト輪帯或いは光路差付与輪帯等を形成できるような形状となっている。
【0060】
成型機によって溶融された樹脂が、金型1の中央部から注入されて、更に、射出されると、樹脂が、スプルー4、ランナー5、ゲート6次いでキャビティ7へと流動していく。樹脂が流入された後冷却されると、樹脂が固化する。樹脂固化後、可動型3が固定型2から離間して、金型1内部が開放されると、成形品が取り出せるようになっている。
【0061】
図1(b)の断面形状となる金型1によって射出成型した場合、P−P’断面で切断すると図2(a)のような形状の光学成形品8が形成される。図1(c)の断面形状となる金型1によって射出成型した場合、図2(b)のような形状の光学成形品8が形成される。金型1の形状を、特に、ランナー5(小径部5a)の形状を変更することによって、図2(c)〜図2(e)のような形状の光学成形品8が形成される。図2(a)〜図2(f)のいずれの光学成形品8も、小径部5aの形状に従った形状(棒状)となるランナー部(棒部)9と、ゲート6の形状に従った形状となるゲート部(掛渡部)10と、キャビティ7の形状に従った形状となるレンズ部11とを有する。ランナー部9及びゲート部10が、レンズ部11の側縁部(後述するフランジ部13)から延出する延出部であり、この延出部はレンズ部11の光軸方向に略垂直となるようにレンズ部11から延出している。また、ゲート部10が、ランナー部9とレンズ部11を掛け渡す掛渡部である。
【0062】
図2(a)の光学成形品8について説明する。ランナー部9は、直径Fが5mmの略円柱状となっている。ゲート部10は、長手方向に垂直な断面形状は矩形状となっている。ランナー部9の先端部にゲート部10が設けられている。図3(a)には、ゲート部10並びにレンズ部11を光軸方向から見て示した平面図、及び、ゲート部10並びにレンズ部11を光軸方向に破断して示した断面図が示されている。レンズ部11は、光学機能を有する光学機能部12と、光学機能部12の周囲に設けられるフランジ部13とを備える。光学機能部12は、光軸方向に凸となる二つのレンズ面14,15を有している。更に、レンズ面14の曲率半径は、レンズ面15の距率半径より大きくなっている。レンズ面14,15のうちの少なくとも一方が、非球面形状となっていても良い。また、レンズ面14,15のうちの少なくとも一方には、回折構造輪帯、位相シフト輪帯或いは光路差付与輪帯等が形成されていても良い。
【0063】
レンズ部11を光軸方向から見た場合の直径Aは、1〜1.5mmである。レンズ部11の厚さDは、0.41mmである。ゲート部10の幅Bは、1.2mmであるが、ゲート部10の幅Bはレンズ部11の直径とほぼ同等もしくはそれより小さいことが望ましい。ゲート部10の厚さEは、0.2mmである。ゲート部10及びレンズ部11を合わせた長手方向の全長Cは、3mmである。これらの寸法は、適宜変更しても良い。
【0064】
図2(c)の光学成形品8は、ランナー部9が半円柱状となっていることが図2(a)の光学成形品8と異なる。このランナー部9の平面は、光軸の方向と略垂直な面となっている。図2(b)の光学成形品8は、図2(c)の光学成形品8のランナー部9の平面に二つの突条16,16が設けられた形状となっている。図2(d)の光学成形品8は、図2(c)の光学成形品8のランナー部9の平面に二つの円柱状突起17,17が設けられた形状となっている。図2(e)の光学成形品8は、図2(c)の光学成形品8のランナー部9の平面に一つの突条18が設けられた形状となっている。
【0065】
なお、図2(c)の光学成形品8を射出成型した後に、ランナー部9の平面を加工することによって、図2(f)〜図2(h)のような光学成形品8を製造しても良い。図2(f)の光学成形品8は、図2(c)のランナー部9の平面に二つの円孔19,19を形成した形状となっている。図2(g)の光学形成品8は、図2(c)のランナー部9の平面に、長円孔20及び円孔21を形成した形状となっている。図2(h)の光学成形品8は、図2(c)のランナー部9の平面に、平面を横切る二つの溝22,22を形成した形状となっている。図2(a)〜(h)の各光学成形品8は、側面図(一部破断して示しているものもある)、平面図及び正面図によって示されている。
【0066】
また、図3(b)又は図3(c)に示すように、ゲート部10において切断しやすいように、ゲート部10に切欠(ノッチ)、亀裂(クラック)等の応力集中部を設けても良い。図3(b)のゲート部10では、光軸方向から見た面にその面を横切るVノッチ23が設けられている。図3(c)のゲート部10では、ゲート部10の両側部それぞれにノッチ24が設けられている。ノッチ23,24は、金型1のゲート6に突起を設けておくことで、射出成型時に形成される。ノッチ23,24が形成されていることで、光学成形品8を光ピックアップユニット等の機器に組み込んだ後、又は、光学成形品8を射出成型した後、ランナー部9又はゲート部10を傾けるだけでゲート部10を容易に切断でき、レンズ部11をランナー部9から切り離すことができる。ランナー部9が切り離された場合、レンズ部11側に残ったゲート部10が、レンズ部11の側縁部から延出する延出部となる。なお、図3(b),(c)については平面図及び側面図が示されている。
【0067】
更に、図4のように、図2(c)の光学成形品8のランナー部9の平面に立体的な識別標識25を設けても良い。この場合は、このような識別標識25が形成されるように、小径部5aの面を加工しておく。図4の例では、識別標識25として、バーコード、文字が形成されている。そして、このような識別標識25の向きや大きさ、形状等の態様は独自に設定可能である。この識別標識25は、光学成形品8毎に固有なものであるか、或いは光学成形品8の種類毎に固有なものであり、識別標識25は、製品名やロットを表す記号類の他、金型ナンバー或いはキャビティナンバー等といった情報を表すものである。そういった識別標識25を付しておけば、後の工程で不良品などのチェック・抽出を行うのに利用できる。
【0068】
もちろん、識別標識25は、図2(a),(b),(d),(e),(f),(g),(h)の光学成形品8のランナー部9にも、設けても良い。また、識別標識25は、射出成型後に設けても良い。つまり、光学成形品8の成型後、例えば、ラベル等の添付、刻印、印刷によって識別標識25を付しても良い。
【0069】
以上のような光学成形品8のレンズ部11は、光ディスク或いは光磁気ディスクといった光学系記憶媒体に光をあてることによって記憶媒体から記憶情報を読み出したり、或いは記憶媒体に情報を記録したりする光ピックアップユニットに組み込まれる。つまり、レンズ部11は、光ピックアップユニットの光源と記憶媒体の間になるように光ピックアップユニットに設けられ、光源からの光(例えば、レーザー光)を結像するものである。
【0070】
光学成形品8(特に、レンズ部11)を光ピックアップユニットに組み込むために、光学成形品の生産工場から光ピックアップユニットの生産工場に光学成形品8を搬送しなければならない。しかし、光学成形品8特にレンズ部11は、非常に小さいものであり、傷を付けてはならないものなので、光学成形品8の取り扱いには十分の注意が必要である。
【0071】
本発明は、以上のような光学成形品8の取り扱いに特徴がある。
【0072】
一つの取扱方法として、二枚のシート材を用いて複数の光学成形品を収納する方法がある。図5のように、光学成形品の生産工場で、帯状の二枚のシート材26,27に光学成形品8を複数挟んで、一方のシート材26にもう一方のシート材27を溶着することで、二枚のシート材26,27の間に複数の光学成形品8を密閉する。そして、接着した状態のシート材26,27を長手方向に巻いて、この巻いた状態のシート材26,27を光学成形品の生産工場から光ピックアップユニットの生産工場(その他、光学成形品を利用する工場)に搬送する。
【0073】
ここで、一方のシート材26には、その長手方向に並んだ複数のエンボス加工(型押し加工)が施されて、凹部28,28,…が予め形成されている。これら凹部28,28,…は略一直線上に所定の間隔をおいて配列されている。これら凹部28,28,…に光学成形品8が収められることになる。
【0074】
凹部28について詳細に説明する。図6(a)には、図5のシート材26,27のN−N’断面図が示されている。図6(a)のように、凹部28は、段形状となっており、凹部28内の箇所によって深さが異なる。凹部28内の段26aの深さは、光学成形品8のランナー部9の厚さ(或いは直径F)とほぼ同じである。段26bの深さは、段26aの深さより浅くなっている。段26cの深さは、段26bの深さより深くなっており、レンズ部11の厚さDより大きい。段26dの深さは、段26bの深さとほぼ同一もしくはやや深くなっており、レンズ部11のフランジ部13の厚さより大きくなっている。段26aはランナー部9に対応し、段26bはゲート部10に対応し、段26cは光学機能部12に対応している。
【0075】
光学成形品8を凹部28内に収納すると、ランナー部9が段26aに当接して支持される。更にこの状態では、ゲート部10が段26bに当接して支持される。更に、レンズ部11の光学機能部12(特に、レンズ面15)は段26cから離間して浮いた状態となっており、光学機能部12はシート材26に接していない。更に、レンズ部11のフランジ部13の一部が、段26dに当接して支持されている。
【0076】
次いで、凹部28をシート材27で覆うようにして、シート材27をシート材26に重ねて、シート材26にシート材27を接着する。この状態では、シート材27が、光学成形品8のランナー部9(又は突条16、円柱状突起17若しくは突条18)に当接しており、ランナー部9がシート材26とシート材27の間に挟まれて保持されている。ゲート部10及びレンズ部11は、シート材27から離れて当接していない。なお、段26dが設けられていなくても良く、この場合レンズ部11が自由端となって、光学成形品8がランナー部9又はゲート部10において片持ち梁状に保持される。なお、図6(a)では、図2(b)又は図2(d)の光学成形品8が収納されているが、図2(a)、(c)、(e)、(f)、(g)又は(h)の光学成形品8が収納されても良い。この場合、光学機能部12(特に、レンズ面14,15)がシート材26又はシート材27から離れた状態で、光学成形品8がシート材26とシート材27に保持された状態となるように、光学成形品8の形状に合わせて凹部28の形状は適宜変更する。
【0077】
図6(b)は、凹部28とは別の凹部29が示されている。凹部29も、シート材26の長手方向に一直線上に並んでエンボス加工によってシート材26に複数設けられている。凹部29には、ゲート部10において切断された光学成形品が収納される。つまり、レンズ部11とゲート部10からなる光学成形品が凹部29に収納される。凹部29は、段形状となっており、凹部29内の箇所によって深さが異なる。
【0078】
凹部29内の段29aの深さは、ゲート部10の厚さEとほぼ同じである。段29bの深さは、段29aの深さより深くなっており、レンズ部11の厚さDより大きくなっている。段29cの深さは、段29bの深さより浅くなっており、レンズ部11のフランジ部13の厚さとほぼ同じである。
【0079】
光学成形品を凹部29内に収納すると、ゲート部10が段29aに当接して支持される。更にこの状態では、レンズ部11の光学機能部12(特に、レンズ面15)は段29bから離間して浮いた状態となっており、光学機能部12はシート材26に当接していない。更に、レンズ部11のフランジ部13の一部が、段29cに当接して支持されている。そして、凹部29を覆うようにして、シート材27をシート材26に被せて、シート材26にシート材27を接着する。この状態では、シート材27が、ゲート部10及びフランジ部13に当接しており、ゲート部10及びフランジ部13がシート材26とシート材27の間にランナー部9に挟まれて保持されている。
【0080】
以上のように、シート材26,27の間に複数の光学成形品8が挟まれているため、レンズ部11はシート材から散らばらない。従って、レンズ部11が非常に小さくて、静電気の影響を受けやすくてもレンズ部11は擦られない。更に、多量のレンズ部11を静電気により引き寄せられるということを簡単に防止できる。つまり、以上の方法は、多量のレンズ部11を保護して、散らばらないようにするのに適している。更に、シート材26に凹部28或いは凹部29が形成されており、凹部28及び凹部29の形状も工夫されているため、レンズ面14,15はシート材26及びシート材28に当たらず、レンズ部11の保護が図られる。
【0081】
ところで、シート材26とシート材27は別個の従動ローラに予め巻かれており、シート材26及びシート材27共に端部が他の駆動リール70(図5に図示)に重なった状態で接続されている。そして、駆動リール70が回転することで、シート材26及びシート材27が、従動ローラから引き出されて、重なった状態で駆動リール70に巻かれていく。このようにシート材26及びシート材27が従動ローラから駆動リール70に流れていく過程において、凹部28(又は凹部29)が駆動リール70と従動ローラの間の所定位置(以下、収納位置と述べる。)に達したら、光学成形品が凹部28(又は凹部29)に収納されて、更にこの収納位置より駆動リール70側の位置でシート材27及びシート材26がコテによって溶かされて、シート材26にシート材27が溶着する。
【0082】
さて、収納位置において、ゲート部10及びレンズ部11からなる光学成形品を収納する場合、以下のような収納マシンを用いることができる。図7は、収納マシンの側面図が示されている。図7に示すように、収納マシン30は、ゲート部10を載置することができる載置台31と、載置台31の上方から収納位置まで延在するガイド部材32と、ガイド部材32に沿って移動自在なヘッド部33と、ヘッド部33に設けられた吸着ノズル34と、上下動自在な上刃35と、上下動自在な下刃36と、上刃35を上下駆動する上刃駆動装置と、下刃36を上下駆動する下刃駆動装置とを備えている。ヘッド部33には、吸着ノズル34を上下移動する昇降装置と、ヘッド部33自体をガイド部材32に沿って移動駆動する駆動装置と、吸着ノズル34から吸引することで吸着ノズル34に真空状態を発生する真空発生装置とが設けられている。下方を向いた上刃35の先端部は鋭利となっており、上方を向いた下刃36の先端部は鋭利となっている。また、平面視した場合、上刃35と下刃36がほぼ重なっている。
【0083】
以上の収納マシン30では、ランナー部9が取り除かれていない光学成形品8のゲート部10を載置台31に載置する。この際、ランナー部9が、上刃35又は下刃36側になるように載置台31上から延出しているとともに、レンズ部11が上刃35及び下刃36の反対側になるように載置台31上から延出している。
【0084】
ゲート部10が載置されると、ヘッド部33が載置台31の上方へ駆動装置によって移動して、吸着ノズル34が昇降装置によって下降して、吸着ノズル34の先端がゲート部10に当接する。これにより、吸着ノズル34と載置台31の間にゲート部10が挟まれて、光学成形品8が保持される。
次いで、真空発生装置によって吸着ノズル34が真空圧となって、ゲート部10が吸着ノズル34に吸着される。次いで、上刃35が上刃駆動装置によって下降するとともに下刃36が下刃駆動装置によって上昇することで、ランナー部9寄りのゲート部10が上刃35及び下刃36の先端部に挟まれて、ゲート部10が切断されて、ランナー部9が取り除かれる。つまり、ゲート部10は、載置台31及び吸着ノズル34によって挟まれている部分よりランナー部9側で切断される。
【0085】
ランナー部9が取り除かれると、上刃35が上昇して、下刃36が下降する。次いで、吸着ノズル34が昇降装置によって上昇するが、吸着ノズル34が真空圧を保っているため、吸着ノズル34にてゲート部10が把持される。次いで、吸着ノズル34が、ゲート部10を吸着した状態で駆動装置によって収納位置の上方へと移動する。そして、吸着ノズル34が下降して、収納位置に来た凹部29内にゲート部10及びレンズ部11が収納される。そして、吸着ノズル34の真空状態が解除される。
【0086】
上記収納マシン30は、凹部29に光学成形品を収納するものであるが、光ピックアップユニットの所定の位置にレンズ部11を組み付けるために用いても良い。つまり、収納マシン30を用いて、上述のように、ランナー部9とレンズ部11を切り離して、その後、ゲート部10を吸着ノズル34で吸着しながら光ピックアップユニットへ移動することで、ゲート部10とともにレンズ部11を光ピックアップユニットに組み付けても良い。
【0087】
上記収納マシン30を用いて光学成形品8をゲート部10において切断して、ランナー部9とレンズ部11を切り離して、レンズ部11を光ピックアップユニット等の機器に組み込む。このランナー部9に識別標識25が付されているため、ランナー部9が切り離されると、レンズ部11及びゲート部10だけでは、製品名やロットを表す記号類の他、金型ナンバー或いはキャビティナンバー等といった情報がわからなくなってしまう。そこで、光ピックアップユニット等の機器にレンズ部11に組み込む際に、そのレンズ部11と対となるランナー部9の識別標識25とほぼ同様な識別標識を光ピックアップユニット等の機器に付す。つまり、識別標識25の表す情報を光ピックアップユニット等の機器に付すことになる。これにより、ランナー部9が切り離されても、光ピックアップユニットに付された識別標識によってレンズ部11の情報を把握することができる。また、識別標識25の表す情報をICカード、磁気テープ等の記憶媒体に記憶して、この記憶媒体を光ピックアップに取り付けても良い。
【0088】
なお、レンズ部11の組まれた光ピックアップユニットが、この光ピックアップユニットによって読み取られる記憶媒体と一体となって記憶装置に組み込まれる場合、識別標識25の表す情報をデータとしてその記憶媒体に記録しても良い。この場合も、記憶媒体に格納されたデータを読み出せば、レンズ部11の情報を把握することができる。
【0089】
上述の説明では、光学成形品を二枚のシート材に挟んで搬送していたが、図8に示すように、ストッカー40に複数の光学成形品を収納して搬送しても良い。以下、ストッカー40について説明する。
【0090】
図8は、ストッカー40の斜視図であり、図9(a)はストッカー40の正面図であり、図9(b)は図9(a)のO−O’断面である。ストッカー40は、前後に長尺な棒状のものである。ストッカー40は、前後に長尺な上部材41と、前後に長尺な下部材42とを備えており、前後に長尺な棒状となっている。
【0091】
上部材41は、上下に延在する側壁部41a,41bと、側壁部41aの上部から側壁部41bの上部へと掛け渡された状態の上壁部41cとを備えており、長手方向へ見ると略コ字となった断面形状となっている。側壁部41a,41bと上壁部41cは一体成形されている。下部材42の上部には、長手方向に延在した突条42a,42b,42cが設けられている。突条42aと突条42bの間が長手方向に延在した溝42dとなっており、突条42bと突条42cの間が長手方向に延在した溝42eとなっている。また、突条42aと突条42bの高さはほぼ同一となっている。突条42cは突条42aの高さより低くなった箇所42fを有しているが、突条42c全体が突条42aより低くなっていても良い(例えば、図9(c)に図示、図9(c)は別の例のストッカーの正面図である。)。
【0092】
側壁部41aの内面が突条42aの側面と当接するように、かつ、側壁部41bの内面が突条42cの側面と当接するように、上部材41が下部材42に被さるようにして接合している。これにより、長手方向から見てストッカー40の中心部には穴40aが形成され、この穴40aは前後に長尺となっている。そして、溝42d,42eは、穴40a内に配された状態となっている。
【0093】
光学成形品として図2(b)の光学成形品8をストッカー40に収納する方法について説明する。光学成形品8を穴40aに合わせて光学成形品8を穴40aに入れ込む。つまり、光学成形品8の一方の突条16を溝42dに差し込むようにして、他方の突条16を溝42eに差し込むようにして、更に、レンズ部11を箇所42fの上方に配するようにして、光学成形品8を穴40aに入れ込む。この状態では、ゲート部10は、突条42cの高い部分に当接して、載置された状態となっている。更に、突条42bに突条16,16が当接しており、突条42bは突条16,16の間に挟まれた状態となっている。また、ランナー部9は、突条42a及び突条42bに当接して、載置された状態となっている。これにより、ランナー部9及びゲート部10が突条42a、突条42b或いは突条42cに載置されることで、レンズ部11(特に、レンズ面15)は、浮いた状態で支持される。つまり、レンズ部11は、突条42c(箇所42f)から離れており、当接していない。更に、ランナー部9は、上部材41の上壁部41cの内面に当接しており(図9(a)では当接してないが、当接しても良い。)、上部材41と下部材42に挟まれた状態となっている。ランナー部9が上部材41と下部材42に挟まれることで、レンズ部11が上下に揺動して、穴40aに当接するということが防止される。従って、レンズ部11の保護が図られる。
【0094】
一個目の光学成形品8を穴40aに入れ込んだら、同様にして二個目の光学成形品9を穴40aに入れ込み、二個目の光学成形品8で一個目の光学成形品8を長手方向へ押し込む。以後、次々と光学成形品8を押し込みながら、穴40aに入れ込むと、穴40a内にある複数の光学成形品8のランナー部9は、溝42d,42e及び突条42a,42b,42cによって、ストッカー40のもう一方の端へと案内される。これにり、ストッカー40に複数の光学成形品8が収納される。
【0095】
なお、この例のストッカー40には、図2(d)の光学成形品8も収納することができる。更に、ストッカー40の穴40aに、図2(a)、(c)、(e)、(f)、(g)又は(h)の光学成形品8も収納することが可能である。この場合、レンズ部11(特に、光学機能部12)が、ストッカー40の穴40aを形成する内面から離れた状態となるように、かつ、ランナー部9が上部材41と下部材42に挟まれた状態で保持されるように(なお、長手方向への移動は規制されない)、ストッカー40の穴40aの形状を適宜変更する。
【0096】
以上のように複数の光学成形品が収納されているストッカー40を、光学成形品の生産工場から光ピックアップユニットの生産工場に搬送する。
以上では、複数の光学成形品がストッカー40に収納されているため、多量の光学成形品を保護して、散らばらないようにすることができる。
【0097】
また、図10に示すような、ストッカー45に複数の光学成形品を収納して搬送しても良い。以下、ストッカー45について説明する。図10では、ストッカー45が側断面図、平面図及び正面図によって示されている。ストッカー45は、前後に長尺な棒状のものである。ストッカー45は、上下に延在する側壁部45a,45bと、側壁部45aの下部から側壁部45bの下部へと掛け渡された下壁部45cとを備えている。側壁部45aと側壁部45bの間が、ストッカー45の長手方向に延在する長溝45dとなっており、ストッカー45を長手方向へ見ると略コ字となった断面形状となっている。長溝45dの深さは、光学成形品8のランナー部9の全長G(図2に図示)より小さくなっている。側壁部45aの外側の側面には、長手方向に延在するガイド溝45eが設けられており、側壁部45bの外側の側面には、長手方向に延在するガイド溝45fが設けられている。
【0098】
側壁部45bの内側の側面には、長手方向に延在する突条45gが設けられているが、この突条45gは設けられていなくても良い。また、側壁部45a又は側壁部45bのうちの少なくとも一方には、光学成形品8のランナー部9の側面にほぼ合致するような型45hが設けられている。複数の型45hが、ストッカー45の長手方向に沿って所定間隔をおいて配されている。ストッカー45は、ゴム、ウレタン、その他の樹脂、又は金属等の弾性力を有する素材から構成されている。
【0099】
このストッカー45には、透光性を有する透明なカバー部材46を取り付けることができる。カバー部材46は、下に開放した略コ字状の部材であり、前後に長尺な部材である。カバー部材46の下端部には前後に延在するフランジ46a,46bが形成されている。フランジ46a,46bは、内側に向かって延出している。フランジ46aがガイド溝45eに嵌められて、更に、フランジ46bがガイド溝45fに嵌められて、カバー部材46が長手方向に押し込まれることで、カバー部材46がストッカー45を覆うようにして取り付けられる。なお、このカバー部材46は、ストッカー45に対して着脱自在である。
【0100】
光学成形品として図2(b)の光学成形品8をストッカー45に収納する方法について説明する。図11に示すように、複数のストッカー45を長手方向に垂直な方向に配列する。そして、各ストッカー45の長溝45dに複数の光学成形品8を入れ込むが、一つの型45hに一つの光学成形品8を配置する。この際、光学成形品8のランナー部9の底面を先にして、ランナー部9を長溝45dを差し込む。つまり、長溝45dの上から、長溝45の長手方向と略垂直となるようにランナー部9を長溝45dに差し込む。そして、ランナー部9の底面が長溝45dの底面(つまり、下壁部45c)に当接するまでランナー部9を長溝45dに押し込む。ランナー部9が押し込まれている際、ランナー部9は型45hによって長溝45dの深さ方向に案内される。
【0101】
この状態では、ランナー部9の側面は、側壁部45a,45bの内側の側面に当接して、ランナー部9によって長溝45dが多少押し広げられた状態となる。従って、ランナー部9は、ストッカー45の弾性力によって挟まれて保持された状態となる。更に、ランナー部9の一方の突条16は、側壁部45bの突条45gに係合する。従って、光学成形品8は、衝撃などによって、長溝45dから簡単には引き抜かれない。
【0102】
また、長溝45dの深さは、ランナー部9の全長Gより小さいため、ゲート部10及びレンズ部11は長溝45dから突出した状態となり、ゲート部10及びレンズ部11はストッカー45から離れて当接していない。
【0103】
一つのストッカー45の全ての型45hに光学成形品8を差し込んだ後、カバー部材46をストッカー45に取り付けて、カバー部材46によってレンズ部11を保護する。この状態では、レンズ部11がカバー部材46から離れて当接していない。
【0104】
以上のように、次のストッカー45についても順次複数の光学成形品8を差し込んで、カバー部材46をストッカー45に取り付けていく。そして、複数の光学成形品8が収納されているストッカー45をカバー部材46とともに光学成形品の生産工場から光ピックアップユニットの生産工場に搬送する。
上では、複数の光学成形品がストッカー45に収納されているため、多量の光学成形品を保護して、散らばらないようにすることができる。
【0105】
なお、ストッカー45の型45hに、図2(a)、(c)、(d)、(e)、(f)、(g)又は(h)の光学成形品8も差し込むことが可能である。この場合、ランナー部9が側壁部45aと側壁部45bの間に挟まれた状態で保持されるように、型45hの形状をランナー部9の形状に合わせて変更するのが望ましい。
【0106】
また、図12に示すような、治具50に複数の光学成形品を収納しても良い。
【0107】
以下、治具50について説明する。治具50は、板状のものである。治具50は、帯板状の上基板51と、平面視して上基板51と略同形状であり帯板状の下基板52とを備えており、上基板51と下基板52がねじ53,53,…によって締結されて接合されているものである。上基板51には、左右に長尺な複数の溝54が形成されている。各溝54には、上基板51を貫通する複数の円孔57が所定の間隔をおいて設けられている。
【0108】
図12におけるQ−Q’断面を図13に示す。各円孔57とほぼ対向するようにして、収納溝55が下基板52の上面にくり抜かれるようにして設けられている。更に、収納溝55の底面には、下基板52を貫通する円孔56が設けられている。これにより、収納溝55は、その底面において円孔56に臨む段部55aが設けられている。段部55aを平面視した場合の形状は、光学成形品8を光軸方向へ透視した際のランナー部9の投影形状とほぼ同じか、又はこの投影形状と相似しておりかつやや大きい。円孔56は、円孔57と対峙しており、平面視した場合に円孔56は円孔57にほぼ重なっている。円孔56及び円孔57の直径は、レンズ部11の直径より大きい。
【0109】
光学成形品として図2(c)の光学成形品8を治具50に収納する方法について説明する。上基板51の接合されていない下基板52の各収納溝55に光学成形品8をはめ込むが、一つの収納溝55に一つの光学成形品8をはめ込む。この際、段部55aに光学成形品8のランナー部9が載置されるようにして、また、円孔56に光学成形品8のレンズ部11が対峙するようにして、光学成形品8を収納溝55にはめ込む。この状態では、段部55aの形状がランナー部9の形状にほぼ合致(相当)するため、光学成形品8を収納溝55にしっかり嵌めることができ、レンズ部11が円孔56からずれたりしない。
【0110】
光学成形品8が収納溝55にはめ込まれると、ランナー部9が段部55aに当接して支持され、レンズ部11は円孔56上に位置する。レンズ部11が円孔56上に位置するため、レンズ部11は下基板52から離れて当接していない。全ての収納溝55に光学成形品8を収納した後、上基板51を下基板52に重ねて被せる。この際、円孔57がレンズ部11及び円孔56に対峙するようにして、上基板51を重ねる。上基板51が下基板52に重なった状態では、ランナー部9が上基板51に当接して、ランナー部9が上基板51と段部55aの間に挟まれて保持されている。更に、この状態では、平面視してレンズ部11が円孔56内に位置しているため、レンズ部11が上基板51から離れて当接していない。そして、ねじ53,53,…を締結することによって、上基板51と下基板52を接合する。
【0111】
この治具50は、複数の光学成形品を検査する際、複数の光学成形品に対して所定の加工をする際に用いられる。つまり、検査機、加工機等の所定位置に治具50を取り付けて固定することで、複数の光学成形品をいっぺんに取り扱うことができる。例えば、シート材26,27、ストッカー40或いはストッカー50に収納された複数の光学成形品を、治具50に収納し直して、複数の光学成形品をいっぺんに検査、加工等する、なお、治具50ごと搬送することで複数の光学成形品を搬送するのにも用いても良い。
上述では、複数の光学成形品が治具50に収納されているため、多量の光学成形品を保護して、散らばらないようにすることができる。
【0112】
なお、下基板52の各収納溝55に、図2(a)、(b)、(d)、(e)、(f)、(g)又は(h)の光学成形品8もはめ込んでも良い。この場合、ランナー部9が上基板51と下基板52の間に挟まれた状態で保持されるように、ランナー部9の形状に合わせて収納溝55の形状を適宜変更したり、ランナー部9の形状に合った所定形状の溝を収納溝55に対向するようにして上基板51に形成したりするのが望ましい。
【0113】
上述したように、ストッカー45及び治具50には複数の光学成形品8が収納されているが、収納された状態で各光学成形品8のレンズ部11に所定の加工を行うことができる。以下では所定の加工として、レンズ部11にコーティングすることについて説明する。
【0114】
レンズ部11の表面にコーティング層が形成されることで、レンズ部11の表面の反射光を防止し、フレア或いはゴーストを防止したり、レンズ部11で発生する静電気を抑えたり、レンズ部11の光学的特性(例えば、屈折率、透過率、所定波長の光のみを透過するためのフィルタリング)を変更したりすることができる。レンズ部11にコーティングする方法として、スパッタリング法及び真空蒸着法といった方法があるが、レンズ部11の表面にコーティングする素材によって適宜選択する。
【0115】
図14は、スパッタリング又は真空蒸着を行うコーティング装置(つまり、スパッタリング装置又は真空蒸着装置)の主要部が示された概略図である。このコーティング装置は、コーティングが行われるチャンバー61を備えている。このチャンバー61内に、複数のストッカー45を支持する架台62が設けられている。
【0116】
架台62は、互いに略平行になって上下に延在する脚柱部63,64と、脚柱部63,64と一体となって脚柱部63の上部と脚柱部64の上部との間に掛け渡された梁部65とを備える。脚柱部63には、互いに所定間隔をおいて並んだ複数の支持部66,66,…が設けられている。脚柱部64にも、支持部66と対となる支持部67が複数設けられている。ある支持部66に対となる支持部67の高さは、その支持部66の高さと同じである。
【0117】
上記コーティング装置を用いてコーティングする際には、まず、複数の光学成形品8が収納されているストッカー45からカバー部材46を取り外す。次いで、チャンバー61を開けて、ストッカー45の一端部を支持部66に掛けるとともに、ストッカー45の他端をこの支持部66と対となる支持部67に掛ける。これによりストッカー45は、対となる支持部66,67によって支持される。このようにして、複数のストッカー45を架台62に取り付けていく。この状態が、図15(a)の正面図及び図15(b)の側面図に示されている。
【0118】
次いで、チャンバー61を閉じて、真空蒸着により(又はスパッタリングにより)レンズ部11に所定のコーティング層を形成する。ストッカー45からカバー部材46が外されていると、レンズ部11が露出した状態となるため、ストッカー45ごと複数の光学成形品8をチャンバー61に配置しても、レンズ部11にコーティング層を形成することができる。
【0119】
複数の光学成形品8が収納されている治具50を用いても、光学成形品8のレンズ部11にコーティング層を形成することができる。この場合、治具50をチャンバー61に立てる。治具50が立設されると、円孔56及び円孔57の両方を通じてレンズ部11に真空蒸着により(又はスパッタリングにより)コーティング層を形成することができる。
【0120】
以上のように、ストッカー45又は治具50を用いれば、光学成形品を収納したままの状態でレンズ部11にコーティング等の加工が行える。そのため、レンズ部11を掴んだり、触ったりすることがないため、レンズ部11の保護が図られる。
【符号の説明】
【0121】
1 金型
8 光学成形品
9 ランナー部(延出部、棒部)
10 ゲート部(延出部、掛渡部)
11 レンズ部
12 光学機能部
13 フランジ部
14 レンズ面(表面)
15 レンズ面(表面)
25 識別標識(情報)
26 シート材(一方のシート材)
27 シート材(他方のシート材)
28 凹部
29 凹部
30 収納マシン
40 ストッカー(棒状部材)
40a 穴(孔部)
41 上部材
42 下部材
42a 突条(支持部)
42b 突条(支持部)
42c 突条(支持部)
45 ストッカー(棒状部材)
45d 長溝(長溝)
46 カバー部材(被覆部材)
50 治具
51 上基板(第二帯板部材)
52 下基板(第一帯板部材)
55a 段部(段部)
56 円孔(第二貫通孔)
57 円孔(貫通孔)
61
【特許請求の範囲】
【請求項1】
光学成形品を収納する収納方法であって、
帯状の二つのシート材に前記複数の光学成形品を挟んで、前記二つのシート材を互いに接合することを特徴とする光学成形品の収納方法。
【請求項2】
請求項1に光学成形品の収納方法であって、
前記光学成形品が、光学機能を有する光学機能部と、該光学機能部に一体成形されているとともに、前記光学機能部の側縁部から延出する延出部とからなることを特徴とする光学成形品の収納方法。
【請求項3】
請求項1又は2に記載の光学成形品の収納方法であって、
前記二つのシート材のうちの一方のシート材に複数の凹部が形成されており、
前記各凹部に前記光学成形品を収めて、他方のシート材を前記一方のシート材に重ねることで前記光学成形品を前記二つのシート材に挟むことを特徴とする光学成形品の収納方法。
【請求項4】
請求項3に記載の光学成形品の収納方法であって、
前記各凹部が型押し加工によって形成されていることを特徴とする光学成形品の収納方法。
【請求項5】
請求項2に記載の光学成形品の収納方法であって、
前記二つのシート材に挟まれた前記光学成形品において、前記光学機能部の表面が前記二つのシート材から離間しており、
前記延出部が前記二つのシート材に当接して挟まれることで前記光学成形品が前記二つのシート材に保持されていることを特徴とする光学成形品の収納方法。
【請求項6】
請求項2又は5に記載の光学成形品の収納方法であって、
前記延出部は、前記光学機能部の径より大きい幅を有する棒状の棒部と、前記棒部の幅より小さい幅を有するとともに前記光学機能部と前記棒部を掛け渡すように設けられる掛渡部とを備え、
前記光学成形品を前記二つのシート材に挟む前に、前記延出部を前記掛渡部において切断することで前記光学機能部から前記棒部を切り離し、その後前記延出部の一部と前記光学機能部とからなる光学成形品を前記二つのシート材に挟むことを特徴とする光学成形品の収納方法。
【請求項7】
請求項6に記載の光学成形品の収納方法であって、
前記掛渡部を切断する際に前記掛渡部を挟んで保持することを特徴とする光学成形品の収納方法。
【請求項8】
請求項7に記載の光学成形品の収納方法であって、
前記掛渡部の保持されている部分より前記棒部側において、前記掛渡部を切断することを特徴とする光学成形品の収納方法。
【請求項9】
請求項8に記載の光学成形品の収納方法であって、
前記掛渡部の保持されている部分を把持して、切断後に前記掛渡部を把持しながら移動することで光学成形品を前記二つのシート材の間に移動した後に、前記二つのシート材で当該光学成形品を挟むことを特徴とする光学成形品の収納方法。
【請求項10】
請求項9に記載の光学成形品の収納方法であって、
前記掛渡部の保持されている部分を吸着によって把持することを特徴とする光学成形品の収納方法。
【請求項11】
請求項1から10の何れか一項に記載の光学成形品の収納方法を用いて、光学成形品を搬送する搬送方法であって、
前記複数の光学成形品を挟んでいる前記二つのシート材を巻いて、巻いた状態の前記二つのシート材ごと前記複数の光学成形品を搬送することを特徴とする光学成形品の搬送方法。
【請求項12】
光学機能を有する光学機能部と、該光学機能部に一体成形されているとともに、光学機能部の側縁部から延出する延出部とからなる光学成形品であって、前記延出部が、前記光学機能部の径より大きい幅を有する棒状の棒部と、前記棒部の幅より小さい幅を有するとともに前記光学機能部と前記棒部を掛け渡すように設けられる掛渡部とを備える光学成形品を光ピックアップユニットに組み付ける光学成形品の組付方法であって、
前記掛渡部を保持したまま、前記掛渡部の保持されている部分より前記棒部側において、前記延出部を前記掛渡部において切断することで前記光学機能部と前記棒部を切り離し、その後、前記掛渡部を光ピックアップユニットに移動することで前記延出部の一部と光学機能部とからなる光学成形品を光ピックアップユニットに組み付けることを特徴とする光学成形品の組付方法。
【請求項13】
請求項12に記載の光学成形品の組付方法であって、
前記棒部には、当該光学成形品に係る情報が付されており、前記情報と同様の情報を、前記光学成形品の組み付けられる光ピックアップユニットに付すことを特徴とする光学成形品の組付方法。
【請求項14】
請求項13に記載の光学成形品の組付方法であって、
前記棒部には、当該光学成形品に係る情報が付されており、
前記情報と同様の情報を、前記光学成形品の組み付けられる光ピックアップユニットと組み合わせられる記憶媒体に記録することを特徴とする光学成形品の組付方法。
【請求項15】
光学機能を有する光学機能部と、該光学機能部に一体成形されているとともに、前記光学機能部の側縁部から延出する延出部とからなる光学成形品を収納する収納方法であって、
棒状部材の内部に、当該棒状部材の一端部から長手方向に向かって延在する孔部が設けられており、前記光学機能部が前記孔部の面から離間するように前記延出部を支持する支持部が前記孔部の長手方向に延在しており、
前記支持部に前記延出部を支持するように、記複数の光学成形品を前記一端部から前記孔部に順次はめ込み、はめ込まれた光学成形品を前記孔部に押し込むことで、前記支持部によって前記延出部を案内して前記複数の光学成形品を前記棒状部材内に収納することを特徴とする光学成形品の収納方法。
【請求項16】
請求項15に記載の光学成形品の収納方法において、
前記孔部の面であって前記支持部に対向する面と前記支持部の間に前記延出部を挟むことを特徴とする光学成形品の収納方法。
【請求項17】
光学機能を有する光学機能部と、該光学機能部に一体形成されているとともに、前記光学機能部の側縁部から延出する延出部とからなる光学成形品を収納する収納方法であって、
棒状部材の長手方向に延在する長溝が前記棒状部材に設けられており、
前記延出部の先端部を先にして、前記長溝と略垂直となる方向に前記延出部を前記長溝に差し込んで、前記棒状部材に前記延出部を挟持することで、前記複数の光学成形品を前記長溝に沿って配列することを特徴とする光学成形品の収納方法。
【請求項18】
請求項17に記載の光学成形品の収納方法であって、
前記長溝に差し込まれた延出部に対応する光学機能部は前記長溝から突出した状態であることを特徴とする光学成形品の収納方法。
【請求項19】
請求項17又は18に記載の光学成形品の収納方法であって、
前記長溝の深さは、前記延出部と前記光学機能部の付根から前記延出部の先端部までの長さより小さいことを特徴とする光学成形品の収納方法。
【請求項20】
請求項17から19の何れか一項に記載の光学成形品の収納方法であって、
前記長溝に配列された前記複数の光学成形品を覆う被覆部材を前記棒状部材に取り付けることを特徴とする光学成形品の収納方法。
【請求項21】
請求項15から20の何れか一項に記載の光学成形品の収納方法を用いて、光学成形品を搬送する搬送方法であって、
前記棒状部材ごと前記複数の光学成形品を搬送することを特徴とする光学成形品の搬送方法。
【請求項22】
請求項18又は19に記載の光学成形品の収納方法を用いて、光学成形品にコーティングするコーティング方法であって、
前記棒状部材ごと前記複数の光学成形品をコーティング装置のチャンバーに配置して、当該チャンバーにてコーティング処理を行うことを特徴とする光学成形品のコーティング方法。
【請求項23】
光学機能を有する光学機能部と、該光学機能部に一体形成されているとともに、前記光学機能部の側縁部から延出する延出部とからなる光学成形品を収納する光学成形品の収納方法であって、
第一帯板部材に設けられている各貫通孔に前記光学機能部が対峙するように、前記第一帯板部材における前記各貫通孔の周囲に前記延出部を載置して、
前記第一帯板部材の各貫通孔に対応して第二貫通孔が設けられている第二帯板部材を、前記各第二貫通孔が前記光学機能部に対峙するように、前記第一帯板部材に重ねて、
前記第一帯板部材と第二帯板部材の間に前記延出部を挟持することを特徴とする光学成形品の収納方法。
【請求項24】
請求項23に記載の光学成形品の収納方法であって、
前記各貫通孔の周囲には前記第一帯板部材の面からくり抜かれた段部が形成されており、前記段部の形状は前記延出部の形状にほぼ相当しており、
前記延出部を各貫通孔の周囲に載置するときには前記段部に前記延出部を載置することを特徴とする光学成形品の収納方法。
【請求項25】
請求項23又は24に記載の光学成形品の収納方法であって、
前記第二帯板部材を第一帯板部材に重ねた後、前記第一帯板部材と前記第二帯板部材を締結することを特徴とする光学成形品の収納方法。
【請求項26】
請求項23から25の何れか一項に記載の光学成形品の収納方法を用いて、光学成形品にコーティングするコーティング方法であって、
前記第一帯板部材と前記第二帯板部材の間に前記延出部を挟持した状態で、前記第一帯板部材及び前記第二帯板部材ごと前記複数の光学成形品をコーティング装置のチャンバーに配置して、当該チャンバーにてコーティング処理を行うことを特徴とする光学成形品のコーティング方法。
【請求項1】
光学成形品を収納する収納方法であって、
帯状の二つのシート材に前記複数の光学成形品を挟んで、前記二つのシート材を互いに接合することを特徴とする光学成形品の収納方法。
【請求項2】
請求項1に光学成形品の収納方法であって、
前記光学成形品が、光学機能を有する光学機能部と、該光学機能部に一体成形されているとともに、前記光学機能部の側縁部から延出する延出部とからなることを特徴とする光学成形品の収納方法。
【請求項3】
請求項1又は2に記載の光学成形品の収納方法であって、
前記二つのシート材のうちの一方のシート材に複数の凹部が形成されており、
前記各凹部に前記光学成形品を収めて、他方のシート材を前記一方のシート材に重ねることで前記光学成形品を前記二つのシート材に挟むことを特徴とする光学成形品の収納方法。
【請求項4】
請求項3に記載の光学成形品の収納方法であって、
前記各凹部が型押し加工によって形成されていることを特徴とする光学成形品の収納方法。
【請求項5】
請求項2に記載の光学成形品の収納方法であって、
前記二つのシート材に挟まれた前記光学成形品において、前記光学機能部の表面が前記二つのシート材から離間しており、
前記延出部が前記二つのシート材に当接して挟まれることで前記光学成形品が前記二つのシート材に保持されていることを特徴とする光学成形品の収納方法。
【請求項6】
請求項2又は5に記載の光学成形品の収納方法であって、
前記延出部は、前記光学機能部の径より大きい幅を有する棒状の棒部と、前記棒部の幅より小さい幅を有するとともに前記光学機能部と前記棒部を掛け渡すように設けられる掛渡部とを備え、
前記光学成形品を前記二つのシート材に挟む前に、前記延出部を前記掛渡部において切断することで前記光学機能部から前記棒部を切り離し、その後前記延出部の一部と前記光学機能部とからなる光学成形品を前記二つのシート材に挟むことを特徴とする光学成形品の収納方法。
【請求項7】
請求項6に記載の光学成形品の収納方法であって、
前記掛渡部を切断する際に前記掛渡部を挟んで保持することを特徴とする光学成形品の収納方法。
【請求項8】
請求項7に記載の光学成形品の収納方法であって、
前記掛渡部の保持されている部分より前記棒部側において、前記掛渡部を切断することを特徴とする光学成形品の収納方法。
【請求項9】
請求項8に記載の光学成形品の収納方法であって、
前記掛渡部の保持されている部分を把持して、切断後に前記掛渡部を把持しながら移動することで光学成形品を前記二つのシート材の間に移動した後に、前記二つのシート材で当該光学成形品を挟むことを特徴とする光学成形品の収納方法。
【請求項10】
請求項9に記載の光学成形品の収納方法であって、
前記掛渡部の保持されている部分を吸着によって把持することを特徴とする光学成形品の収納方法。
【請求項11】
請求項1から10の何れか一項に記載の光学成形品の収納方法を用いて、光学成形品を搬送する搬送方法であって、
前記複数の光学成形品を挟んでいる前記二つのシート材を巻いて、巻いた状態の前記二つのシート材ごと前記複数の光学成形品を搬送することを特徴とする光学成形品の搬送方法。
【請求項12】
光学機能を有する光学機能部と、該光学機能部に一体成形されているとともに、光学機能部の側縁部から延出する延出部とからなる光学成形品であって、前記延出部が、前記光学機能部の径より大きい幅を有する棒状の棒部と、前記棒部の幅より小さい幅を有するとともに前記光学機能部と前記棒部を掛け渡すように設けられる掛渡部とを備える光学成形品を光ピックアップユニットに組み付ける光学成形品の組付方法であって、
前記掛渡部を保持したまま、前記掛渡部の保持されている部分より前記棒部側において、前記延出部を前記掛渡部において切断することで前記光学機能部と前記棒部を切り離し、その後、前記掛渡部を光ピックアップユニットに移動することで前記延出部の一部と光学機能部とからなる光学成形品を光ピックアップユニットに組み付けることを特徴とする光学成形品の組付方法。
【請求項13】
請求項12に記載の光学成形品の組付方法であって、
前記棒部には、当該光学成形品に係る情報が付されており、前記情報と同様の情報を、前記光学成形品の組み付けられる光ピックアップユニットに付すことを特徴とする光学成形品の組付方法。
【請求項14】
請求項13に記載の光学成形品の組付方法であって、
前記棒部には、当該光学成形品に係る情報が付されており、
前記情報と同様の情報を、前記光学成形品の組み付けられる光ピックアップユニットと組み合わせられる記憶媒体に記録することを特徴とする光学成形品の組付方法。
【請求項15】
光学機能を有する光学機能部と、該光学機能部に一体成形されているとともに、前記光学機能部の側縁部から延出する延出部とからなる光学成形品を収納する収納方法であって、
棒状部材の内部に、当該棒状部材の一端部から長手方向に向かって延在する孔部が設けられており、前記光学機能部が前記孔部の面から離間するように前記延出部を支持する支持部が前記孔部の長手方向に延在しており、
前記支持部に前記延出部を支持するように、記複数の光学成形品を前記一端部から前記孔部に順次はめ込み、はめ込まれた光学成形品を前記孔部に押し込むことで、前記支持部によって前記延出部を案内して前記複数の光学成形品を前記棒状部材内に収納することを特徴とする光学成形品の収納方法。
【請求項16】
請求項15に記載の光学成形品の収納方法において、
前記孔部の面であって前記支持部に対向する面と前記支持部の間に前記延出部を挟むことを特徴とする光学成形品の収納方法。
【請求項17】
光学機能を有する光学機能部と、該光学機能部に一体形成されているとともに、前記光学機能部の側縁部から延出する延出部とからなる光学成形品を収納する収納方法であって、
棒状部材の長手方向に延在する長溝が前記棒状部材に設けられており、
前記延出部の先端部を先にして、前記長溝と略垂直となる方向に前記延出部を前記長溝に差し込んで、前記棒状部材に前記延出部を挟持することで、前記複数の光学成形品を前記長溝に沿って配列することを特徴とする光学成形品の収納方法。
【請求項18】
請求項17に記載の光学成形品の収納方法であって、
前記長溝に差し込まれた延出部に対応する光学機能部は前記長溝から突出した状態であることを特徴とする光学成形品の収納方法。
【請求項19】
請求項17又は18に記載の光学成形品の収納方法であって、
前記長溝の深さは、前記延出部と前記光学機能部の付根から前記延出部の先端部までの長さより小さいことを特徴とする光学成形品の収納方法。
【請求項20】
請求項17から19の何れか一項に記載の光学成形品の収納方法であって、
前記長溝に配列された前記複数の光学成形品を覆う被覆部材を前記棒状部材に取り付けることを特徴とする光学成形品の収納方法。
【請求項21】
請求項15から20の何れか一項に記載の光学成形品の収納方法を用いて、光学成形品を搬送する搬送方法であって、
前記棒状部材ごと前記複数の光学成形品を搬送することを特徴とする光学成形品の搬送方法。
【請求項22】
請求項18又は19に記載の光学成形品の収納方法を用いて、光学成形品にコーティングするコーティング方法であって、
前記棒状部材ごと前記複数の光学成形品をコーティング装置のチャンバーに配置して、当該チャンバーにてコーティング処理を行うことを特徴とする光学成形品のコーティング方法。
【請求項23】
光学機能を有する光学機能部と、該光学機能部に一体形成されているとともに、前記光学機能部の側縁部から延出する延出部とからなる光学成形品を収納する光学成形品の収納方法であって、
第一帯板部材に設けられている各貫通孔に前記光学機能部が対峙するように、前記第一帯板部材における前記各貫通孔の周囲に前記延出部を載置して、
前記第一帯板部材の各貫通孔に対応して第二貫通孔が設けられている第二帯板部材を、前記各第二貫通孔が前記光学機能部に対峙するように、前記第一帯板部材に重ねて、
前記第一帯板部材と第二帯板部材の間に前記延出部を挟持することを特徴とする光学成形品の収納方法。
【請求項24】
請求項23に記載の光学成形品の収納方法であって、
前記各貫通孔の周囲には前記第一帯板部材の面からくり抜かれた段部が形成されており、前記段部の形状は前記延出部の形状にほぼ相当しており、
前記延出部を各貫通孔の周囲に載置するときには前記段部に前記延出部を載置することを特徴とする光学成形品の収納方法。
【請求項25】
請求項23又は24に記載の光学成形品の収納方法であって、
前記第二帯板部材を第一帯板部材に重ねた後、前記第一帯板部材と前記第二帯板部材を締結することを特徴とする光学成形品の収納方法。
【請求項26】
請求項23から25の何れか一項に記載の光学成形品の収納方法を用いて、光学成形品にコーティングするコーティング方法であって、
前記第一帯板部材と前記第二帯板部材の間に前記延出部を挟持した状態で、前記第一帯板部材及び前記第二帯板部材ごと前記複数の光学成形品をコーティング装置のチャンバーに配置して、当該チャンバーにてコーティング処理を行うことを特徴とする光学成形品のコーティング方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【公開番号】特開2010−105744(P2010−105744A)
【公開日】平成22年5月13日(2010.5.13)
【国際特許分類】
【出願番号】特願2009−288680(P2009−288680)
【出願日】平成21年12月21日(2009.12.21)
【分割の表示】特願2001−303818(P2001−303818)の分割
【原出願日】平成13年9月28日(2001.9.28)
【出願人】(000001270)コニカミノルタホールディングス株式会社 (4,463)
【Fターム(参考)】
【公開日】平成22年5月13日(2010.5.13)
【国際特許分類】
【出願日】平成21年12月21日(2009.12.21)
【分割の表示】特願2001−303818(P2001−303818)の分割
【原出願日】平成13年9月28日(2001.9.28)
【出願人】(000001270)コニカミノルタホールディングス株式会社 (4,463)
【Fターム(参考)】
[ Back to top ]