
光学検査装置及び光学検査方法
【課題】不良品を的確に排出可能な極めて実用性に秀れた光学検査装置の提供。
【解決手段】搬送機構により搬送される被検査物を照明する照明部と、被検査物を撮像する撮像部と、被検査物の撮像データをもとに画像処理を行う画像処理部と、画像処理の結果をもとに良否判定を行う良否判定部と、被検査物の通過を検知可能な通過検知部と、良否判定部により不良と判定された被検査物を排出する不良品排出部とを備え、不良品排出部は照明部及び撮像部の搬送下流側で所定時間の間作動させることで不良と判定された被検査物を排出するように構成した光学検査装置であって、被検査物の搬送方向長さを検出する長さ検出部を設けると共に、この長さ検出部により検出される被検査物の搬送方向長さが所定長さより長い場合に不良品排出部の作動時間を長くする排出制御部を設ける。
【解決手段】搬送機構により搬送される被検査物を照明する照明部と、被検査物を撮像する撮像部と、被検査物の撮像データをもとに画像処理を行う画像処理部と、画像処理の結果をもとに良否判定を行う良否判定部と、被検査物の通過を検知可能な通過検知部と、良否判定部により不良と判定された被検査物を排出する不良品排出部とを備え、不良品排出部は照明部及び撮像部の搬送下流側で所定時間の間作動させることで不良と判定された被検査物を排出するように構成した光学検査装置であって、被検査物の搬送方向長さを検出する長さ検出部を設けると共に、この長さ検出部により検出される被検査物の搬送方向長さが所定長さより長い場合に不良品排出部の作動時間を長くする排出制御部を設ける。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、光学検査装置及び光学検査方法に関するものである。
【背景技術】
【0002】
従来から、例えば特許文献1に開示されるように、包装食品を透過する近赤外線を照明光として用い、包装食品を透過した近赤外線透過画像に基づいて異物を検出する構成の光学検査装置が用いられている。
【0003】
ところで、光学検査装置には、不良と判定された被検査物を正常な搬送ラインから例えばエアーを吹き付けることで排出する不良品排出部が設けられ、照明部等の搬送下流側で所定時間の間作動させることで不良と判定された被検査物を正常な搬送ラインから排出している。
【0004】
しかしながら、この不良品排出部によるエアーの吹き付け(排出作動)は、一定タイミングで一定時間行われるものであり、例えば被包装物をフィルム状の包装袋で包装して成る被検査物の検査時に、包装不良等で2つの包装袋が溶着した場合等、被検査物の全長が正常品よりも長いものに対しても一定タイミングで一定時間排出作動が行われるため、排出不良が生じる場合がある。また、上流側の包装機の運転開始・停止の際に、包装機及び搬送コンベヤの速度が急激に変化すると、ラインセンサカメラを使用した場合には間延びした画像となったり、製品の排出不良が生じたりする場合がある(そのため、従来は手作業で検査開始時の数個及び停止時の数個を取り除いていた。)。
【0005】
また、通過検知部(通過センサ)は定期的に清掃することで検知ミスを防止しているが、清掃が不十分であったり、突然製品を挟み込んだりした場合、センサが切りっぱなしになり、通過検知ができず、不良品が搬送下流側へと流れてしまうことがある。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2009−162685号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、上述のような問題点を解決すべくなされたもので、不良品を的確に排出可能な極めて実用性に秀れた光学検査装置及び光学検査方法を提供するものである。
【課題を解決するための手段】
【0008】
添付図面を参照して本発明の要旨を説明する。
【0009】
搬送機構に設けられる間隙部においてこの搬送機構により搬送される被検査物に照明光を照射する照明部と、前記被検査物を撮像する撮像部と、この撮像部で撮像した前記被検査物の撮像データをもとに画像処理を行う画像処理部と、この画像処理部で行った画像処理の結果をもとに良否判定を行う良否判定部と、前記間隙部を通過する前記被検査物の通過を検知可能な通過検知部と、前記良否判定部により不良と判定された前記被検査物を正常な搬送ラインから排出する不良品排出部とを備え、前記不良品排出部は前記照明部及び前記撮像部の搬送下流側で所定時間の間作動させることで不良と判定された前記被検査物を排出するように構成した光学検査装置であって、前記被検査物の搬送方向長さを検出する長さ検出部を設けると共に、この長さ検出部により検出される被検査物の搬送方向長さが所定長さより長い場合に前記不良品排出部の作動時間を長くする排出制御部を設けたことを特徴とする光学検査装置に係るものである。
【0010】
また、前記被検査物の搬入開始若しくは停止時に、強制的に前記不良品排出部を一定時間作動させるように前記排出制御部を構成したことを特徴とする請求項1記載の光学検査装置に係るものである。
【0011】
また、前記通過検知部として閾値を複数設定可能なものを採用し、通過検知用の閾値と、汚れ検知用の閾値とを夫々設定し、通過検知用の閾値に対して汚れ検知用の閾値が高感度となるように設定し、汚れ検知用の閾値を超える受光レベルが所定時間検出された場合に報知するように前記通過検知部を構成したことを特徴とする請求項1記載の光学検査装置に係るものである。
【0012】
また、前記撮像した画像内の前記被検査物の位置を判定する判定部を設け、この判定部により判定した前記被検査物の前記撮像した画像内の位置に応じて前記不良品排出部の作動開始時間を制御するように前記排出制御部を構成したことを特徴とする請求項1〜3のいずれか1項に記載の光学検査装置に係るものである。
【0013】
また、不良と判断された被検査物にエアーを吹き付けて排出するように前記不良品排出部を構成したことを特徴とする請求項1〜4のいずれか1項に記載の光学検査装置に係るものである。
【0014】
また、搬送機構に設けられる間隙部においてこの搬送機構により搬送される被検査物に照明光を照射する照明部と、前記被検査物を撮像する撮像部と、この撮像部で撮像した前記被検査物の撮像データをもとに画像処理を行う画像処理部と、この画像処理部で行った画像処理の結果をもとに良否判定を行う良否判定部と、前記間隙部を通過する前記被検査物の通過を検知可能な通過検知部と、前記良否判定部により不良と判定された前記被検査物を正常な搬送ラインから排出する不良品排出部とを備え、前記不良品排出部は前記照明部及び前記撮像部の搬送下流側で所定時間の間作動させることで不良と判定された前記被検査物を排出するように構成した光学検査装置を用いて被検査物の光学検査を行う光学検査方法であって、前記被検査物の搬送方向長さが所定長さより長い場合に前記不良品排出部の作動時間を長くすることを特徴とする光学検査方法に係るものである。
【0015】
また、フィルム状の包装袋で包装して成る前記被検査物の検査を行うことを特徴とする請求項6記載の光学検査方法に係るものである。
【0016】
また、搬送機構に設けられる間隙部においてこの搬送機構により搬送される被検査物に照明光を照射する照明部と、前記被検査物を撮像する撮像部と、この撮像部で撮像した前記被検査物の撮像データをもとに画像処理を行う画像処理部と、この画像処理部で行った画像処理の結果をもとに良否判定を行う良否判定部と、前記間隙部を通過する前記被検査物の通過を検知可能な通過検知部と、前記良否判定部により不良と判定された前記被検査物を正常な搬送ラインから排出する不良品排出部とを備え、前記不良品排出部は前記照明部及び前記撮像部の搬送下流側で所定時間の間作動させることで不良と判定された前記被検査物を排出するように構成した光学検査装置を用いて被検査物の光学検査を行う光学検査方法であって、前記被検査物の搬入開始若しくは停止時に、強制的に前記不良品排出部を一定時間作動させることを特徴とする光学検査方法に係るものである。
【0017】
また、搬送機構に設けられる間隙部においてこの搬送機構により搬送される被検査物に照明光を照射する照明部と、前記被検査物を撮像する撮像部と、この撮像部で撮像した前記被検査物の撮像データをもとに画像処理を行う画像処理部と、この画像処理部で行った画像処理の結果をもとに良否判定を行う良否判定部と、前記間隙部を通過する前記被検査物の通過を検知可能な通過検知部と、前記良否判定部により不良と判定された前記被検査物を正常な搬送ラインから排出する不良品排出部とを備え、前記不良品排出部は前記照明部及び前記撮像部の搬送下流側で所定時間の間作動させることで不良と判定された前記被検査物を排出するように構成した光学検査装置を用いて被検査物の光学検査を行う光学検査方法であって、前記通過検知部として閾値を複数設定可能なものを採用し、通過検知用の閾値と、汚れ検知用の閾値とを夫々設定し、通過検知用の閾値に対して汚れ検知用の閾値が高感度となるように設定し、汚れ検知用の閾値を超える受光レベルが所定時間検出された場合に報知手段により報知することを特徴とする光学検査方法に係るものである。
【発明の効果】
【0018】
本発明は上述のように構成したから、不良品を的確に排出可能な極めて実用性に秀れた光学検査装置及び光学検査方法となる。
【図面の簡単な説明】
【0019】
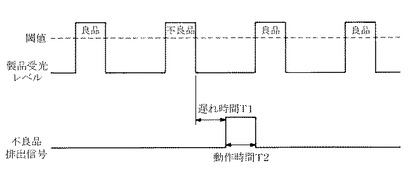
【図1】一般的な不良品を排出する場合の動作時間の概略説明図である。
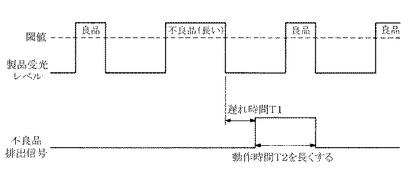
【図2】全長が長い不良品を排出する場合の動作時間の概略説明図である。
【図3】取り込んだ元画像の一例を示す写真である。
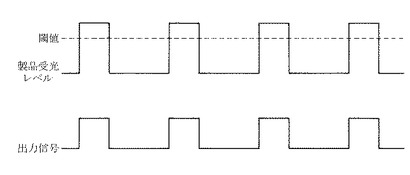
【図4】閾値、製品受光レベル及び出力信号の関係を示す概略説明図である。
【図5】閾値、製品受光レベル及び出力信号の関係を示す概略説明図である。
【図6】閾値、製品受光レベル及び出力信号の関係を示す概略説明図である。
【図7】閾値、製品受光レベル及び出力信号の関係を示す概略説明図である。
【発明を実施するための形態】
【0020】
好適と考える本発明の実施形態を、図面に基づいて本発明の作用を示して簡単に説明する。
【0021】
搬送機構により搬送される、例えば食品をフィルム状の包装袋で包装した包装食品である被検査物は、例えば搬送機構を構成する複数の搬送コンベヤ間の間隙部を通過する際に照明部に照明されて撮像部により撮像され、この撮像された画像は良否判定部において例えば撮像画像の濃度を解析する等して被包装物(食品)の包装数や割れ、シール部の噛み込みやシワ等が検知されて良否が判定され、例えば不良と判断された被検査物は不良品排出部により正常な搬送ラインから排出される。この際、撮像部は、通過検知部により被検査物の間隙部の通過(開始)を検知することで撮像を行い、各被検査物毎に撮像画像を取得する。
【0022】
ここで、被検査物の搬送方向長さが所定長さより長い場合には、不良品排出部の作動時間が長くなり、全長が正常品より長い不良品は確実に排出されることになる。例えばエアーを吹き付けて不良品を排出する際に、搬送上流側の包装機における包装不良等で2つの包装袋が溶着し、後方側(搬送上流側)の包装袋にのみ被包装物が入っていると、前方側の空の包装袋のみにエアーを吹き付けても被包装物を支点に回転するだけで(連続的に被検査物が搬送されるため、他の被検査物に影響がないように、一般的にエアーの吹き付けは極短時間に行われる。)、確実に排出し得ない場合があるが、本発明によれば、このような場合に被包装物が入っている後方側の包装袋までエアーを吹き付けることができるようになるため、このような包装不良により全長が長くなり、極短時間のエアー吹き付けでは排出し難い被検査物をより確実に排出することが可能となる。
【実施例】
【0023】
本発明の具体的な実施例について図面に基づいて説明する。
【0024】
本実施例は、搬送機構に設けられる間隙部においてこの搬送機構により搬送される被包装物をフィルム状の包装袋で包装して成る被検査物に照明光を照射する照明部と、前記被検査物を撮像する撮像部と、この撮像部で撮像した前記被検査物の撮像データをもとに画像処理(画像演算)を行う画像処理部と、この画像処理部で行った画像処理の結果をもとに良否判定を行う良否判定部と、前記間隙部を通過する前記被検査物の通過を検知可能な通過検知部と、前記良否判定部により不良と判定された前記被検査物を正常な搬送ラインから排出する不良品排出部とを備え、前記不良品排出部は前記照明部及び前記撮像部の搬送下流側で所定時間の間作動させることで不良と判定された前記被検査物を排出するように構成した光学検査装置であって、前記被検査物の搬送方向長さを検出する長さ検出部を設けると共に、この長さ検出部により検出される被検査物の搬送方向長さが所定長さより長い場合に前記不良品排出部の作動時間を長くする排出制御部を設けたものである。
【0025】
各部を具体的に説明する。
【0026】
本実施例は、菓子等の食品(被包装物)をフィルム状の包装袋で包装した薄状物である被検査物を検査するものであり、当該装置には被検査物は搬送コンベヤ(公知のベルトコンベヤ)の搬送上流に位置する包装機において包装されて(袋の開口部から食品が投入された後、開口部(耳部)をヒートシールで閉じられて)厚さ方向を上下にした平伏状態で搬入される。
【0027】
照明部としては特に制限はなく、公知の照明装置を採用できる。本実施例においてはLEDを採用している。また、ライン状に発光する光源を採用しても良い。
【0028】
撮像部としては公知のカメラを採用でき、ラインセンサカメラ(間隙部の長手方向に沿って直線状に複数の受光素子が配列された受光部と受光部から伝送される撮像データを合成して撮像画像を作成する画像合成部を有する若しくは当該画像合成部が別途設けられるもの)で一列ずつ撮影したラインデータを複数本合成してエリア画像(撮像画像)を取得するようにしても良いし、エリアセンサカメラ(CCDカメラ)で複数列撮影し、これをそのままエリア画像として取得しても良いし、これを合成してエリア画像を取得しても良い。
【0029】
本実施例においては、照明部の光軸と撮像部の光軸(撮像領域)とが合うように、照明部を、搬送機構を構成する搬送コンベヤ間の(間隙部の)下方位置に設け、撮像部を搬送コンベヤ間の(間隙部の)上方位置に設けている。尚、照明部と撮像部の位置は上下逆にしても良い。
【0030】
通過検知部は、発光部(発受光器)と反射板とから成る公知の(半導体)レーザーセンサが採用されている。この通過検知部は、例えば発光部と反射板とは、その光軸が間隙部を搬送機構の幅方向において被検査物の耳部に対して傾斜状態(10〜45°程度)で通過するように、被検査物(の通過領域)を挟むように搬送方向の左右位置に夫々異なる高さで設けると良い。具体的には、照明部及び撮像部に接触しない範囲で最大に傾斜をつけることで可及的に広い検知面積が得られる。尚、一対の発光部と受光部とから成る(半導体)レーザーセンサを採用しても良い。また、(半導体)レーザーセンサに限らず、光電センサ等他のセンサを採用しても良い。また、間隙部が搬送方向に狭い場合、間隙部の直前(上流側近傍位置)にしてコンベヤの上方位置に水平に通過検知部を構成するセンサを設けても良い。
【0031】
このレーザーセンサで被検査物の間隙部の通過を検知し、検知信号を撮像部に送信することで撮像画像を取得する。本実施例においては、レーザーセンサは、被検査物の間隙部の通過開始及び通過終了を夫々検知してこれらの検知信号を夫々撮像部(画像合成部)に送信し、各検知信号を受信した撮像部(画像合成部)では、その間で撮像データを合成して撮像画像を作成する。尚、例えば、通過開始の検知信号を受信してから所定時間(一の被検査物全体が丁度収まる時間)の間で撮像データを合成して撮像画像を作成するようにしても良い。
【0032】
また、通過検知部は、その光軸が搬送コンベヤの搬送方向において撮像部の光軸より若干(数mm〜数cm)搬送上流側位置となるように設けている。従って、常に撮像部のメモリに撮像データを保存することなく、通過検知部において通過を検知してから撮像データのみを用いて撮像画像を取得することが可能となる。尚、通過検知部をその光軸が搬送コンベヤの搬送方向において撮像部の光軸と同一位置となるように設けても良いが、この場合には、撮像部により連続して撮像を行い、撮像データを常にメモリに保存しておき、通過検知部からの検知信号に応じて保存した撮像データを利用して撮像画像を取得する。
【0033】
撮像部において取得した撮像データは、画像処理部に送信される。画像処理部においては、撮像画像の濃度(濃淡の閾値)を解析したり、比較画像と比較する等して被包装物(食品)の包装数や割れ、シール部(耳部)の噛み込みやシワ等が検知されて良否判定部において良否が判定される。例えば、撮像画像から包装袋の搬送方向長さ(全長)を計測し所定長さより長い場合には、包装袋が2つ繋がっていると考え、不良品と判断する。また、判定結果が表示部に表示される。
【0034】
良否判定部において不良と判定された場合、当該被検査物が不良品であることを示す不良品排出信号(排出作動信号)が、良否判定部により不良と判定された被検査物を正常な搬送ラインからエアーを吹き付けることで排出する(例えば不良品回収部へと送る)公知の不良品排出部へと送信され、この不良品排出部により排出される。
【0035】
本実施例においては、上記のように、撮像画像から包装袋の搬送方向長さが所定長さより長いため不良品と判断された被検査物を排出する際には、それ以外の理由で不良品と判断された場合(図1)に比し、排出制御部により不良品排出信号出力時間(エアー吹き付け作動時間)を2倍〜3倍程度長くなるように制御される(図2)。図中、製品受光レベルは、通過検知部における受光レベルを示し、閾値以上の場合に通過検知部において被検査物が検知される。また、排出制御部は一般的なパーソナルコンピュータ等の情報処理装置により構成され、不良品排出部に接続される。また、1つの情報処理装置に排出制御部及び不良品排出部としての機能を持たせても良く、本実施例においてはそのようにしている。
【0036】
例えば、本検査装置の対象としている被検査物はチョコレートやせんべい、クッキー等の食品の包装品(個包装品)であり、搬送方向長さは50〜150mm程度である。これら個包装品は、搬送上流に位置する包装機(ピロー機)によって分間200〜800個程度包装される。この時、搬送コンベヤ速度は60〜130m/分程度となる。
【0037】
排出最短設定時間は、個包装品長さ50mmが130m/分で分間800個の時であり、個包装品が不良品排出部を通り過ぎる時間はおおよそ23ミリ秒(0.023秒)となる。この場合、製品間隔はおよそ110mmであり、より安定した排出動作を考えた場合、製品間隔の中間程度の位置で排出動作開始及び停止、即ち75ミリ秒程度、排出動作させることが望ましい。従って、排出制御部により不良品排出信号出力時間を長くする場合には、例えば上記不良品排出部を通り過ぎる時間が23ミリ秒の場合には46〜69ミリ秒程度に制御する。また、排出最長時間は、個包装長さ150mmが60m/分で分間200個のときである。この場合、同様におおよそ150ミリ秒(0.15秒)となる。この場合、製品間隔はおよそ150mmであり、より安定した排出動作を考えた場合、製品間隔の中間程度の位置で排出動作開始及び停止、即ち300ミリ秒程度、排出動作させることが望ましい。従って、排出制御部により不良品排出信号出力時間を長くする場合には、300ミリ秒の場合には600〜900ミリ秒程度に制御する。
【0038】
また、排出遅れ時間は不良品排出部の設置位置により決められる。不良品排出部は間隙部から製品1個分の距離に撮像データ取込時間と画像処理時間に進む距離の合計が最短となる。例えば、製品長さ50mmで搬送速度60m/分、間隙部から400mm下流側に離れた位置に不良品排出部を設置した場合、撮像を開始したタイミングから不良品排出動作開始までの遅れ時間は、おおよそ400m秒、最短排出時間は50m秒となる。
【0039】
そのため、排出動作時間及び遅れ時間の値入力部は、数m秒単位での入力できるようにする必要がある。
【0040】
尚、例えば包装が略透明で撮像データに写っておらず、2個の製品(包装袋)が繋がって通過した場合、被検査物の長さだけでは不良品排出信号の出力時間を制御できない可能性があるため、照明部及び撮像部による撮像位置(間隙部)の下流側に、被検査物の割れ片や包装のプリントを検知可能な予備検知部を設け、この予備検知部において割れ片やプリントの一部が検知された場合には不良品排出信号の出力時間を長くするように排出制御部を構成しても良い。
【0041】
また、被検査物の搬入開始若しくは停止時には、強制的に前記不良品排出部を一定時間作動させるように前記排出制御部を構成している。具体的には、本実施例の搬送コンベヤの搬送上流側に位置する包装機の運転開始・停止の際、強制的に不良品排出部を一定時間作動させる。即ち、包装機の運転開始・停止の際には、包装機及び搬送コンベヤの速度が急激に変化するため、正確な良否判定ができない場合があり、排出不良が生じるため、この包装機の運転開始後及び停止後の一定時間は(5〜10個程度の)被検査物を強制的に不良品として排出することで、不良品が搬送下流に搬送されることを確実に防止している。
【0042】
また、撮像した画像(取り込んだ元画像)内の被検査物の位置を判定する判定部を設け、この判定部により判定した前記被検査物の前記撮像した画像内の位置に応じて不良品排出部の作動開始時間を制御するように前記排出制御部を構成している。具体的には、図3に図示したように、各被検査物毎に撮影される撮影画像内における位置(画像上端位置からの位置)に応じて、不良品排出部の作動開始時間(図1、2中の遅れ時間T1)を適宜調整している。
【0043】
即ち、被検査物の画像中の上端が画像上端位置から所定ピクセル数未満の位置では標準作動開始時間より早くし、所定ピクセル数より多い位置では標準作動開始時間より遅くするように設定したり、この画像上端位置から被検査物の画像中の上端までのピクセル数に応じて作動開始時間を適宜設定したりする。
【0044】
従って、個々の被検査物の搬送状態に応じて、より適切な吹き付けタイミングでエアーを吹き付けて確実に排出することが可能となる。
【0045】
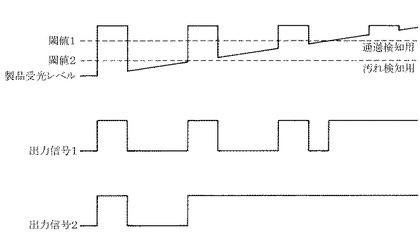
また、通過検知部として閾値を複数設定可能なものを採用し、通過検知用の閾値と、汚れ検知用の閾値とを夫々設定し、通過検知用の閾値に対して汚れ検知用の閾値が高感度となるように設定し、汚れ検知用の閾値を超える受光レベルが所定時間検出された場合に報知(アラームや警告ランプによる警告等)するように前記通過検知部を構成している。
【0046】
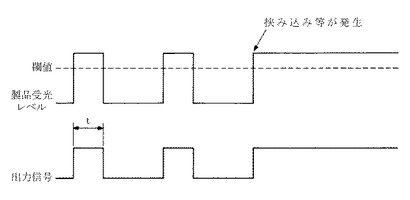
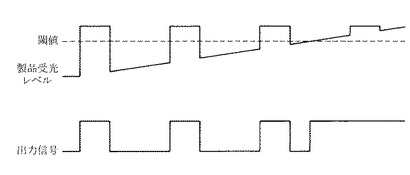
具体的には、通常、図4に図示したように、通過検知部で受光する製品受光レベルが閾値以上の場合、出力信号が出力され被検査物のセンサ位置の通過を検知できる。また、図5に図示したように、異物を挟み込んだりセンサにぶつかって位置がズレたりした場合には、長時間通過を検知する状態となり、検知ミス(排出ミス)が生じる可能性がある。この場合には、出力信号の出力時間tに最大許容値を設定(t以上の間検出し続けた場合には異常であることを報知)することで、異物の挟み込み等の異常があったことを確認できる。更に、図6に図示したように、通過検知部を構成するセンサの投受光部の汚れが蓄積していくと、時間経過と共にこの汚れが閾値を超えて常時検出されるようになり、検知ミス(排出ミス)が生じる可能性がある。
【0047】
上記図5、6に図示した問題は、閾値を1つしか設定しない場合には、いずれが生じているか判断することができないが、閾値を高感度(低閾値)と低感度(高閾値)の2つ設定し、汚れの蓄積のみを早い段階で検出できるようにすると共に、出力時間tの最大許容値を設定することで、上記2つの問題を、いずれであるかを判別しつつ検知ミス発生前に確認可能となり、排出ミスをより確実に防止できることになる。
【0048】
本実施例は上述のように構成したから、搬送機構により搬送される、例えば食品をフィルム状の包装袋で包装した包装食品である被検査物は、例えば搬送機構を構成する複数の搬送コンベヤ間の間隙部を通過する際に照明部に照明されて撮像部により撮像され、この撮像された画像は良否判定部において例えば撮像画像の濃度を解析する等して被包装物(食品)の包装数や割れ、シール部の噛み込みやシワ等が検知されて良否が判定され、例えば不良と判断された被検査物は不良品排出部により正常な搬送ラインから排出される。この際、撮像部は、通過検知部により被検査物の間隙部の通過(開始)を検知することで撮像を行い、各被検査物毎に撮像画像を取得する。
【0049】
ここで、被検査物の搬送方向長さが所定長さより長い場合には、不良品排出部の作動時間が長くなり、全長が正常品より長い不良品は確実に排出されることになる。例えばエアーを吹き付けて不良品を排出する際に、搬送上流側の包装機における包装不良等で2つの包装袋が溶着し、後方側(搬送上流側)の包装袋にのみ被包装物が入っていると、前方側の空の包装袋のみにエアーを吹き付けても被包装物を支点に回転するだけで、確実に排出し得ない場合があるが、本実施例によれば、このような場合に被包装物が入っている後方側の包装袋までエアーを吹き付けることができるようになるため、このような包装不良により全長が長くなり、極短時間のエアー吹き付けでは排出し難い被検査物をより確実に排出することが可能となる。
【0050】
よって、本実施例は、不良品を的確に排出可能な極めて実用性に秀れたものとなる。
【技術分野】
【0001】
本発明は、光学検査装置及び光学検査方法に関するものである。
【背景技術】
【0002】
従来から、例えば特許文献1に開示されるように、包装食品を透過する近赤外線を照明光として用い、包装食品を透過した近赤外線透過画像に基づいて異物を検出する構成の光学検査装置が用いられている。
【0003】
ところで、光学検査装置には、不良と判定された被検査物を正常な搬送ラインから例えばエアーを吹き付けることで排出する不良品排出部が設けられ、照明部等の搬送下流側で所定時間の間作動させることで不良と判定された被検査物を正常な搬送ラインから排出している。
【0004】
しかしながら、この不良品排出部によるエアーの吹き付け(排出作動)は、一定タイミングで一定時間行われるものであり、例えば被包装物をフィルム状の包装袋で包装して成る被検査物の検査時に、包装不良等で2つの包装袋が溶着した場合等、被検査物の全長が正常品よりも長いものに対しても一定タイミングで一定時間排出作動が行われるため、排出不良が生じる場合がある。また、上流側の包装機の運転開始・停止の際に、包装機及び搬送コンベヤの速度が急激に変化すると、ラインセンサカメラを使用した場合には間延びした画像となったり、製品の排出不良が生じたりする場合がある(そのため、従来は手作業で検査開始時の数個及び停止時の数個を取り除いていた。)。
【0005】
また、通過検知部(通過センサ)は定期的に清掃することで検知ミスを防止しているが、清掃が不十分であったり、突然製品を挟み込んだりした場合、センサが切りっぱなしになり、通過検知ができず、不良品が搬送下流側へと流れてしまうことがある。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2009−162685号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、上述のような問題点を解決すべくなされたもので、不良品を的確に排出可能な極めて実用性に秀れた光学検査装置及び光学検査方法を提供するものである。
【課題を解決するための手段】
【0008】
添付図面を参照して本発明の要旨を説明する。
【0009】
搬送機構に設けられる間隙部においてこの搬送機構により搬送される被検査物に照明光を照射する照明部と、前記被検査物を撮像する撮像部と、この撮像部で撮像した前記被検査物の撮像データをもとに画像処理を行う画像処理部と、この画像処理部で行った画像処理の結果をもとに良否判定を行う良否判定部と、前記間隙部を通過する前記被検査物の通過を検知可能な通過検知部と、前記良否判定部により不良と判定された前記被検査物を正常な搬送ラインから排出する不良品排出部とを備え、前記不良品排出部は前記照明部及び前記撮像部の搬送下流側で所定時間の間作動させることで不良と判定された前記被検査物を排出するように構成した光学検査装置であって、前記被検査物の搬送方向長さを検出する長さ検出部を設けると共に、この長さ検出部により検出される被検査物の搬送方向長さが所定長さより長い場合に前記不良品排出部の作動時間を長くする排出制御部を設けたことを特徴とする光学検査装置に係るものである。
【0010】
また、前記被検査物の搬入開始若しくは停止時に、強制的に前記不良品排出部を一定時間作動させるように前記排出制御部を構成したことを特徴とする請求項1記載の光学検査装置に係るものである。
【0011】
また、前記通過検知部として閾値を複数設定可能なものを採用し、通過検知用の閾値と、汚れ検知用の閾値とを夫々設定し、通過検知用の閾値に対して汚れ検知用の閾値が高感度となるように設定し、汚れ検知用の閾値を超える受光レベルが所定時間検出された場合に報知するように前記通過検知部を構成したことを特徴とする請求項1記載の光学検査装置に係るものである。
【0012】
また、前記撮像した画像内の前記被検査物の位置を判定する判定部を設け、この判定部により判定した前記被検査物の前記撮像した画像内の位置に応じて前記不良品排出部の作動開始時間を制御するように前記排出制御部を構成したことを特徴とする請求項1〜3のいずれか1項に記載の光学検査装置に係るものである。
【0013】
また、不良と判断された被検査物にエアーを吹き付けて排出するように前記不良品排出部を構成したことを特徴とする請求項1〜4のいずれか1項に記載の光学検査装置に係るものである。
【0014】
また、搬送機構に設けられる間隙部においてこの搬送機構により搬送される被検査物に照明光を照射する照明部と、前記被検査物を撮像する撮像部と、この撮像部で撮像した前記被検査物の撮像データをもとに画像処理を行う画像処理部と、この画像処理部で行った画像処理の結果をもとに良否判定を行う良否判定部と、前記間隙部を通過する前記被検査物の通過を検知可能な通過検知部と、前記良否判定部により不良と判定された前記被検査物を正常な搬送ラインから排出する不良品排出部とを備え、前記不良品排出部は前記照明部及び前記撮像部の搬送下流側で所定時間の間作動させることで不良と判定された前記被検査物を排出するように構成した光学検査装置を用いて被検査物の光学検査を行う光学検査方法であって、前記被検査物の搬送方向長さが所定長さより長い場合に前記不良品排出部の作動時間を長くすることを特徴とする光学検査方法に係るものである。
【0015】
また、フィルム状の包装袋で包装して成る前記被検査物の検査を行うことを特徴とする請求項6記載の光学検査方法に係るものである。
【0016】
また、搬送機構に設けられる間隙部においてこの搬送機構により搬送される被検査物に照明光を照射する照明部と、前記被検査物を撮像する撮像部と、この撮像部で撮像した前記被検査物の撮像データをもとに画像処理を行う画像処理部と、この画像処理部で行った画像処理の結果をもとに良否判定を行う良否判定部と、前記間隙部を通過する前記被検査物の通過を検知可能な通過検知部と、前記良否判定部により不良と判定された前記被検査物を正常な搬送ラインから排出する不良品排出部とを備え、前記不良品排出部は前記照明部及び前記撮像部の搬送下流側で所定時間の間作動させることで不良と判定された前記被検査物を排出するように構成した光学検査装置を用いて被検査物の光学検査を行う光学検査方法であって、前記被検査物の搬入開始若しくは停止時に、強制的に前記不良品排出部を一定時間作動させることを特徴とする光学検査方法に係るものである。
【0017】
また、搬送機構に設けられる間隙部においてこの搬送機構により搬送される被検査物に照明光を照射する照明部と、前記被検査物を撮像する撮像部と、この撮像部で撮像した前記被検査物の撮像データをもとに画像処理を行う画像処理部と、この画像処理部で行った画像処理の結果をもとに良否判定を行う良否判定部と、前記間隙部を通過する前記被検査物の通過を検知可能な通過検知部と、前記良否判定部により不良と判定された前記被検査物を正常な搬送ラインから排出する不良品排出部とを備え、前記不良品排出部は前記照明部及び前記撮像部の搬送下流側で所定時間の間作動させることで不良と判定された前記被検査物を排出するように構成した光学検査装置を用いて被検査物の光学検査を行う光学検査方法であって、前記通過検知部として閾値を複数設定可能なものを採用し、通過検知用の閾値と、汚れ検知用の閾値とを夫々設定し、通過検知用の閾値に対して汚れ検知用の閾値が高感度となるように設定し、汚れ検知用の閾値を超える受光レベルが所定時間検出された場合に報知手段により報知することを特徴とする光学検査方法に係るものである。
【発明の効果】
【0018】
本発明は上述のように構成したから、不良品を的確に排出可能な極めて実用性に秀れた光学検査装置及び光学検査方法となる。
【図面の簡単な説明】
【0019】
【図1】一般的な不良品を排出する場合の動作時間の概略説明図である。
【図2】全長が長い不良品を排出する場合の動作時間の概略説明図である。
【図3】取り込んだ元画像の一例を示す写真である。
【図4】閾値、製品受光レベル及び出力信号の関係を示す概略説明図である。
【図5】閾値、製品受光レベル及び出力信号の関係を示す概略説明図である。
【図6】閾値、製品受光レベル及び出力信号の関係を示す概略説明図である。
【図7】閾値、製品受光レベル及び出力信号の関係を示す概略説明図である。
【発明を実施するための形態】
【0020】
好適と考える本発明の実施形態を、図面に基づいて本発明の作用を示して簡単に説明する。
【0021】
搬送機構により搬送される、例えば食品をフィルム状の包装袋で包装した包装食品である被検査物は、例えば搬送機構を構成する複数の搬送コンベヤ間の間隙部を通過する際に照明部に照明されて撮像部により撮像され、この撮像された画像は良否判定部において例えば撮像画像の濃度を解析する等して被包装物(食品)の包装数や割れ、シール部の噛み込みやシワ等が検知されて良否が判定され、例えば不良と判断された被検査物は不良品排出部により正常な搬送ラインから排出される。この際、撮像部は、通過検知部により被検査物の間隙部の通過(開始)を検知することで撮像を行い、各被検査物毎に撮像画像を取得する。
【0022】
ここで、被検査物の搬送方向長さが所定長さより長い場合には、不良品排出部の作動時間が長くなり、全長が正常品より長い不良品は確実に排出されることになる。例えばエアーを吹き付けて不良品を排出する際に、搬送上流側の包装機における包装不良等で2つの包装袋が溶着し、後方側(搬送上流側)の包装袋にのみ被包装物が入っていると、前方側の空の包装袋のみにエアーを吹き付けても被包装物を支点に回転するだけで(連続的に被検査物が搬送されるため、他の被検査物に影響がないように、一般的にエアーの吹き付けは極短時間に行われる。)、確実に排出し得ない場合があるが、本発明によれば、このような場合に被包装物が入っている後方側の包装袋までエアーを吹き付けることができるようになるため、このような包装不良により全長が長くなり、極短時間のエアー吹き付けでは排出し難い被検査物をより確実に排出することが可能となる。
【実施例】
【0023】
本発明の具体的な実施例について図面に基づいて説明する。
【0024】
本実施例は、搬送機構に設けられる間隙部においてこの搬送機構により搬送される被包装物をフィルム状の包装袋で包装して成る被検査物に照明光を照射する照明部と、前記被検査物を撮像する撮像部と、この撮像部で撮像した前記被検査物の撮像データをもとに画像処理(画像演算)を行う画像処理部と、この画像処理部で行った画像処理の結果をもとに良否判定を行う良否判定部と、前記間隙部を通過する前記被検査物の通過を検知可能な通過検知部と、前記良否判定部により不良と判定された前記被検査物を正常な搬送ラインから排出する不良品排出部とを備え、前記不良品排出部は前記照明部及び前記撮像部の搬送下流側で所定時間の間作動させることで不良と判定された前記被検査物を排出するように構成した光学検査装置であって、前記被検査物の搬送方向長さを検出する長さ検出部を設けると共に、この長さ検出部により検出される被検査物の搬送方向長さが所定長さより長い場合に前記不良品排出部の作動時間を長くする排出制御部を設けたものである。
【0025】
各部を具体的に説明する。
【0026】
本実施例は、菓子等の食品(被包装物)をフィルム状の包装袋で包装した薄状物である被検査物を検査するものであり、当該装置には被検査物は搬送コンベヤ(公知のベルトコンベヤ)の搬送上流に位置する包装機において包装されて(袋の開口部から食品が投入された後、開口部(耳部)をヒートシールで閉じられて)厚さ方向を上下にした平伏状態で搬入される。
【0027】
照明部としては特に制限はなく、公知の照明装置を採用できる。本実施例においてはLEDを採用している。また、ライン状に発光する光源を採用しても良い。
【0028】
撮像部としては公知のカメラを採用でき、ラインセンサカメラ(間隙部の長手方向に沿って直線状に複数の受光素子が配列された受光部と受光部から伝送される撮像データを合成して撮像画像を作成する画像合成部を有する若しくは当該画像合成部が別途設けられるもの)で一列ずつ撮影したラインデータを複数本合成してエリア画像(撮像画像)を取得するようにしても良いし、エリアセンサカメラ(CCDカメラ)で複数列撮影し、これをそのままエリア画像として取得しても良いし、これを合成してエリア画像を取得しても良い。
【0029】
本実施例においては、照明部の光軸と撮像部の光軸(撮像領域)とが合うように、照明部を、搬送機構を構成する搬送コンベヤ間の(間隙部の)下方位置に設け、撮像部を搬送コンベヤ間の(間隙部の)上方位置に設けている。尚、照明部と撮像部の位置は上下逆にしても良い。
【0030】
通過検知部は、発光部(発受光器)と反射板とから成る公知の(半導体)レーザーセンサが採用されている。この通過検知部は、例えば発光部と反射板とは、その光軸が間隙部を搬送機構の幅方向において被検査物の耳部に対して傾斜状態(10〜45°程度)で通過するように、被検査物(の通過領域)を挟むように搬送方向の左右位置に夫々異なる高さで設けると良い。具体的には、照明部及び撮像部に接触しない範囲で最大に傾斜をつけることで可及的に広い検知面積が得られる。尚、一対の発光部と受光部とから成る(半導体)レーザーセンサを採用しても良い。また、(半導体)レーザーセンサに限らず、光電センサ等他のセンサを採用しても良い。また、間隙部が搬送方向に狭い場合、間隙部の直前(上流側近傍位置)にしてコンベヤの上方位置に水平に通過検知部を構成するセンサを設けても良い。
【0031】
このレーザーセンサで被検査物の間隙部の通過を検知し、検知信号を撮像部に送信することで撮像画像を取得する。本実施例においては、レーザーセンサは、被検査物の間隙部の通過開始及び通過終了を夫々検知してこれらの検知信号を夫々撮像部(画像合成部)に送信し、各検知信号を受信した撮像部(画像合成部)では、その間で撮像データを合成して撮像画像を作成する。尚、例えば、通過開始の検知信号を受信してから所定時間(一の被検査物全体が丁度収まる時間)の間で撮像データを合成して撮像画像を作成するようにしても良い。
【0032】
また、通過検知部は、その光軸が搬送コンベヤの搬送方向において撮像部の光軸より若干(数mm〜数cm)搬送上流側位置となるように設けている。従って、常に撮像部のメモリに撮像データを保存することなく、通過検知部において通過を検知してから撮像データのみを用いて撮像画像を取得することが可能となる。尚、通過検知部をその光軸が搬送コンベヤの搬送方向において撮像部の光軸と同一位置となるように設けても良いが、この場合には、撮像部により連続して撮像を行い、撮像データを常にメモリに保存しておき、通過検知部からの検知信号に応じて保存した撮像データを利用して撮像画像を取得する。
【0033】
撮像部において取得した撮像データは、画像処理部に送信される。画像処理部においては、撮像画像の濃度(濃淡の閾値)を解析したり、比較画像と比較する等して被包装物(食品)の包装数や割れ、シール部(耳部)の噛み込みやシワ等が検知されて良否判定部において良否が判定される。例えば、撮像画像から包装袋の搬送方向長さ(全長)を計測し所定長さより長い場合には、包装袋が2つ繋がっていると考え、不良品と判断する。また、判定結果が表示部に表示される。
【0034】
良否判定部において不良と判定された場合、当該被検査物が不良品であることを示す不良品排出信号(排出作動信号)が、良否判定部により不良と判定された被検査物を正常な搬送ラインからエアーを吹き付けることで排出する(例えば不良品回収部へと送る)公知の不良品排出部へと送信され、この不良品排出部により排出される。
【0035】
本実施例においては、上記のように、撮像画像から包装袋の搬送方向長さが所定長さより長いため不良品と判断された被検査物を排出する際には、それ以外の理由で不良品と判断された場合(図1)に比し、排出制御部により不良品排出信号出力時間(エアー吹き付け作動時間)を2倍〜3倍程度長くなるように制御される(図2)。図中、製品受光レベルは、通過検知部における受光レベルを示し、閾値以上の場合に通過検知部において被検査物が検知される。また、排出制御部は一般的なパーソナルコンピュータ等の情報処理装置により構成され、不良品排出部に接続される。また、1つの情報処理装置に排出制御部及び不良品排出部としての機能を持たせても良く、本実施例においてはそのようにしている。
【0036】
例えば、本検査装置の対象としている被検査物はチョコレートやせんべい、クッキー等の食品の包装品(個包装品)であり、搬送方向長さは50〜150mm程度である。これら個包装品は、搬送上流に位置する包装機(ピロー機)によって分間200〜800個程度包装される。この時、搬送コンベヤ速度は60〜130m/分程度となる。
【0037】
排出最短設定時間は、個包装品長さ50mmが130m/分で分間800個の時であり、個包装品が不良品排出部を通り過ぎる時間はおおよそ23ミリ秒(0.023秒)となる。この場合、製品間隔はおよそ110mmであり、より安定した排出動作を考えた場合、製品間隔の中間程度の位置で排出動作開始及び停止、即ち75ミリ秒程度、排出動作させることが望ましい。従って、排出制御部により不良品排出信号出力時間を長くする場合には、例えば上記不良品排出部を通り過ぎる時間が23ミリ秒の場合には46〜69ミリ秒程度に制御する。また、排出最長時間は、個包装長さ150mmが60m/分で分間200個のときである。この場合、同様におおよそ150ミリ秒(0.15秒)となる。この場合、製品間隔はおよそ150mmであり、より安定した排出動作を考えた場合、製品間隔の中間程度の位置で排出動作開始及び停止、即ち300ミリ秒程度、排出動作させることが望ましい。従って、排出制御部により不良品排出信号出力時間を長くする場合には、300ミリ秒の場合には600〜900ミリ秒程度に制御する。
【0038】
また、排出遅れ時間は不良品排出部の設置位置により決められる。不良品排出部は間隙部から製品1個分の距離に撮像データ取込時間と画像処理時間に進む距離の合計が最短となる。例えば、製品長さ50mmで搬送速度60m/分、間隙部から400mm下流側に離れた位置に不良品排出部を設置した場合、撮像を開始したタイミングから不良品排出動作開始までの遅れ時間は、おおよそ400m秒、最短排出時間は50m秒となる。
【0039】
そのため、排出動作時間及び遅れ時間の値入力部は、数m秒単位での入力できるようにする必要がある。
【0040】
尚、例えば包装が略透明で撮像データに写っておらず、2個の製品(包装袋)が繋がって通過した場合、被検査物の長さだけでは不良品排出信号の出力時間を制御できない可能性があるため、照明部及び撮像部による撮像位置(間隙部)の下流側に、被検査物の割れ片や包装のプリントを検知可能な予備検知部を設け、この予備検知部において割れ片やプリントの一部が検知された場合には不良品排出信号の出力時間を長くするように排出制御部を構成しても良い。
【0041】
また、被検査物の搬入開始若しくは停止時には、強制的に前記不良品排出部を一定時間作動させるように前記排出制御部を構成している。具体的には、本実施例の搬送コンベヤの搬送上流側に位置する包装機の運転開始・停止の際、強制的に不良品排出部を一定時間作動させる。即ち、包装機の運転開始・停止の際には、包装機及び搬送コンベヤの速度が急激に変化するため、正確な良否判定ができない場合があり、排出不良が生じるため、この包装機の運転開始後及び停止後の一定時間は(5〜10個程度の)被検査物を強制的に不良品として排出することで、不良品が搬送下流に搬送されることを確実に防止している。
【0042】
また、撮像した画像(取り込んだ元画像)内の被検査物の位置を判定する判定部を設け、この判定部により判定した前記被検査物の前記撮像した画像内の位置に応じて不良品排出部の作動開始時間を制御するように前記排出制御部を構成している。具体的には、図3に図示したように、各被検査物毎に撮影される撮影画像内における位置(画像上端位置からの位置)に応じて、不良品排出部の作動開始時間(図1、2中の遅れ時間T1)を適宜調整している。
【0043】
即ち、被検査物の画像中の上端が画像上端位置から所定ピクセル数未満の位置では標準作動開始時間より早くし、所定ピクセル数より多い位置では標準作動開始時間より遅くするように設定したり、この画像上端位置から被検査物の画像中の上端までのピクセル数に応じて作動開始時間を適宜設定したりする。
【0044】
従って、個々の被検査物の搬送状態に応じて、より適切な吹き付けタイミングでエアーを吹き付けて確実に排出することが可能となる。
【0045】
また、通過検知部として閾値を複数設定可能なものを採用し、通過検知用の閾値と、汚れ検知用の閾値とを夫々設定し、通過検知用の閾値に対して汚れ検知用の閾値が高感度となるように設定し、汚れ検知用の閾値を超える受光レベルが所定時間検出された場合に報知(アラームや警告ランプによる警告等)するように前記通過検知部を構成している。
【0046】
具体的には、通常、図4に図示したように、通過検知部で受光する製品受光レベルが閾値以上の場合、出力信号が出力され被検査物のセンサ位置の通過を検知できる。また、図5に図示したように、異物を挟み込んだりセンサにぶつかって位置がズレたりした場合には、長時間通過を検知する状態となり、検知ミス(排出ミス)が生じる可能性がある。この場合には、出力信号の出力時間tに最大許容値を設定(t以上の間検出し続けた場合には異常であることを報知)することで、異物の挟み込み等の異常があったことを確認できる。更に、図6に図示したように、通過検知部を構成するセンサの投受光部の汚れが蓄積していくと、時間経過と共にこの汚れが閾値を超えて常時検出されるようになり、検知ミス(排出ミス)が生じる可能性がある。
【0047】
上記図5、6に図示した問題は、閾値を1つしか設定しない場合には、いずれが生じているか判断することができないが、閾値を高感度(低閾値)と低感度(高閾値)の2つ設定し、汚れの蓄積のみを早い段階で検出できるようにすると共に、出力時間tの最大許容値を設定することで、上記2つの問題を、いずれであるかを判別しつつ検知ミス発生前に確認可能となり、排出ミスをより確実に防止できることになる。
【0048】
本実施例は上述のように構成したから、搬送機構により搬送される、例えば食品をフィルム状の包装袋で包装した包装食品である被検査物は、例えば搬送機構を構成する複数の搬送コンベヤ間の間隙部を通過する際に照明部に照明されて撮像部により撮像され、この撮像された画像は良否判定部において例えば撮像画像の濃度を解析する等して被包装物(食品)の包装数や割れ、シール部の噛み込みやシワ等が検知されて良否が判定され、例えば不良と判断された被検査物は不良品排出部により正常な搬送ラインから排出される。この際、撮像部は、通過検知部により被検査物の間隙部の通過(開始)を検知することで撮像を行い、各被検査物毎に撮像画像を取得する。
【0049】
ここで、被検査物の搬送方向長さが所定長さより長い場合には、不良品排出部の作動時間が長くなり、全長が正常品より長い不良品は確実に排出されることになる。例えばエアーを吹き付けて不良品を排出する際に、搬送上流側の包装機における包装不良等で2つの包装袋が溶着し、後方側(搬送上流側)の包装袋にのみ被包装物が入っていると、前方側の空の包装袋のみにエアーを吹き付けても被包装物を支点に回転するだけで、確実に排出し得ない場合があるが、本実施例によれば、このような場合に被包装物が入っている後方側の包装袋までエアーを吹き付けることができるようになるため、このような包装不良により全長が長くなり、極短時間のエアー吹き付けでは排出し難い被検査物をより確実に排出することが可能となる。
【0050】
よって、本実施例は、不良品を的確に排出可能な極めて実用性に秀れたものとなる。
【特許請求の範囲】
【請求項1】
搬送機構に設けられる間隙部においてこの搬送機構により搬送される被検査物に照明光を照射する照明部と、前記被検査物を撮像する撮像部と、この撮像部で撮像した前記被検査物の撮像データをもとに画像処理を行う画像処理部と、この画像処理部で行った画像処理の結果をもとに良否判定を行う良否判定部と、前記間隙部を通過する前記被検査物の通過を検知可能な通過検知部と、前記良否判定部により不良と判定された前記被検査物を正常な搬送ラインから排出する不良品排出部とを備え、前記不良品排出部は前記照明部及び前記撮像部の搬送下流側で所定時間の間作動させることで不良と判定された前記被検査物を排出するように構成した光学検査装置であって、前記被検査物の搬送方向長さを検出する長さ検出部を設けると共に、この長さ検出部により検出される被検査物の搬送方向長さが所定長さより長い場合に前記不良品排出部の作動時間を長くする排出制御部を設けたことを特徴とする光学検査装置。
【請求項2】
前記被検査物の搬入開始若しくは停止時に、強制的に前記不良品排出部を一定時間作動させるように前記排出制御部を構成したことを特徴とする請求項1記載の光学検査装置。
【請求項3】
前記通過検知部として閾値を複数設定可能なものを採用し、通過検知用の閾値と、汚れ検知用の閾値とを夫々設定し、通過検知用の閾値に対して汚れ検知用の閾値が高感度となるように設定し、汚れ検知用の閾値を超える受光レベルが所定時間検出された場合に報知するように前記通過検知部を構成したことを特徴とする請求項1記載の光学検査装置。
【請求項4】
前記撮像した画像内の前記被検査物の位置を判定する判定部を設け、この判定部により判定した前記被検査物の前記撮像した画像内の位置に応じて前記不良品排出部の作動開始時間を制御するように前記排出制御部を構成したことを特徴とする請求項1〜3のいずれか1項に記載の光学検査装置。
【請求項5】
不良と判断された被検査物にエアーを吹き付けて排出するように前記不良品排出部を構成したことを特徴とする請求項1〜4のいずれか1項に記載の光学検査装置。
【請求項6】
搬送機構に設けられる間隙部においてこの搬送機構により搬送される被検査物に照明光を照射する照明部と、前記被検査物を撮像する撮像部と、この撮像部で撮像した前記被検査物の撮像データをもとに画像処理を行う画像処理部と、この画像処理部で行った画像処理の結果をもとに良否判定を行う良否判定部と、前記間隙部を通過する前記被検査物の通過を検知可能な通過検知部と、前記良否判定部により不良と判定された前記被検査物を正常な搬送ラインから排出する不良品排出部とを備え、前記不良品排出部は前記照明部及び前記撮像部の搬送下流側で所定時間の間作動させることで不良と判定された前記被検査物を排出するように構成した光学検査装置を用いて被検査物の光学検査を行う光学検査方法であって、前記被検査物の搬送方向長さが所定長さより長い場合に前記不良品排出部の作動時間を長くすることを特徴とする光学検査方法。
【請求項7】
フィルム状の包装袋で包装して成る前記被検査物の検査を行うことを特徴とする請求項6記載の光学検査方法。
【請求項8】
搬送機構に設けられる間隙部においてこの搬送機構により搬送される被検査物に照明光を照射する照明部と、前記被検査物を撮像する撮像部と、この撮像部で撮像した前記被検査物の撮像データをもとに画像処理を行う画像処理部と、この画像処理部で行った画像処理の結果をもとに良否判定を行う良否判定部と、前記間隙部を通過する前記被検査物の通過を検知可能な通過検知部と、前記良否判定部により不良と判定された前記被検査物を正常な搬送ラインから排出する不良品排出部とを備え、前記不良品排出部は前記照明部及び前記撮像部の搬送下流側で所定時間の間作動させることで不良と判定された前記被検査物を排出するように構成した光学検査装置を用いて被検査物の光学検査を行う光学検査方法であって、前記被検査物の搬入開始若しくは停止時に、強制的に前記不良品排出部を一定時間作動させることを特徴とする光学検査方法。
【請求項9】
搬送機構に設けられる間隙部においてこの搬送機構により搬送される被検査物に照明光を照射する照明部と、前記被検査物を撮像する撮像部と、この撮像部で撮像した前記被検査物の撮像データをもとに画像処理を行う画像処理部と、この画像処理部で行った画像処理の結果をもとに良否判定を行う良否判定部と、前記間隙部を通過する前記被検査物の通過を検知可能な通過検知部と、前記良否判定部により不良と判定された前記被検査物を正常な搬送ラインから排出する不良品排出部とを備え、前記不良品排出部は前記照明部及び前記撮像部の搬送下流側で所定時間の間作動させることで不良と判定された前記被検査物を排出するように構成した光学検査装置を用いて被検査物の光学検査を行う光学検査方法であって、前記通過検知部として閾値を複数設定可能なものを採用し、通過検知用の閾値と、汚れ検知用の閾値とを夫々設定し、通過検知用の閾値に対して汚れ検知用の閾値が高感度となるように設定し、汚れ検知用の閾値を超える受光レベルが所定時間検出された場合に報知手段により報知することを特徴とする光学検査方法。
【請求項1】
搬送機構に設けられる間隙部においてこの搬送機構により搬送される被検査物に照明光を照射する照明部と、前記被検査物を撮像する撮像部と、この撮像部で撮像した前記被検査物の撮像データをもとに画像処理を行う画像処理部と、この画像処理部で行った画像処理の結果をもとに良否判定を行う良否判定部と、前記間隙部を通過する前記被検査物の通過を検知可能な通過検知部と、前記良否判定部により不良と判定された前記被検査物を正常な搬送ラインから排出する不良品排出部とを備え、前記不良品排出部は前記照明部及び前記撮像部の搬送下流側で所定時間の間作動させることで不良と判定された前記被検査物を排出するように構成した光学検査装置であって、前記被検査物の搬送方向長さを検出する長さ検出部を設けると共に、この長さ検出部により検出される被検査物の搬送方向長さが所定長さより長い場合に前記不良品排出部の作動時間を長くする排出制御部を設けたことを特徴とする光学検査装置。
【請求項2】
前記被検査物の搬入開始若しくは停止時に、強制的に前記不良品排出部を一定時間作動させるように前記排出制御部を構成したことを特徴とする請求項1記載の光学検査装置。
【請求項3】
前記通過検知部として閾値を複数設定可能なものを採用し、通過検知用の閾値と、汚れ検知用の閾値とを夫々設定し、通過検知用の閾値に対して汚れ検知用の閾値が高感度となるように設定し、汚れ検知用の閾値を超える受光レベルが所定時間検出された場合に報知するように前記通過検知部を構成したことを特徴とする請求項1記載の光学検査装置。
【請求項4】
前記撮像した画像内の前記被検査物の位置を判定する判定部を設け、この判定部により判定した前記被検査物の前記撮像した画像内の位置に応じて前記不良品排出部の作動開始時間を制御するように前記排出制御部を構成したことを特徴とする請求項1〜3のいずれか1項に記載の光学検査装置。
【請求項5】
不良と判断された被検査物にエアーを吹き付けて排出するように前記不良品排出部を構成したことを特徴とする請求項1〜4のいずれか1項に記載の光学検査装置。
【請求項6】
搬送機構に設けられる間隙部においてこの搬送機構により搬送される被検査物に照明光を照射する照明部と、前記被検査物を撮像する撮像部と、この撮像部で撮像した前記被検査物の撮像データをもとに画像処理を行う画像処理部と、この画像処理部で行った画像処理の結果をもとに良否判定を行う良否判定部と、前記間隙部を通過する前記被検査物の通過を検知可能な通過検知部と、前記良否判定部により不良と判定された前記被検査物を正常な搬送ラインから排出する不良品排出部とを備え、前記不良品排出部は前記照明部及び前記撮像部の搬送下流側で所定時間の間作動させることで不良と判定された前記被検査物を排出するように構成した光学検査装置を用いて被検査物の光学検査を行う光学検査方法であって、前記被検査物の搬送方向長さが所定長さより長い場合に前記不良品排出部の作動時間を長くすることを特徴とする光学検査方法。
【請求項7】
フィルム状の包装袋で包装して成る前記被検査物の検査を行うことを特徴とする請求項6記載の光学検査方法。
【請求項8】
搬送機構に設けられる間隙部においてこの搬送機構により搬送される被検査物に照明光を照射する照明部と、前記被検査物を撮像する撮像部と、この撮像部で撮像した前記被検査物の撮像データをもとに画像処理を行う画像処理部と、この画像処理部で行った画像処理の結果をもとに良否判定を行う良否判定部と、前記間隙部を通過する前記被検査物の通過を検知可能な通過検知部と、前記良否判定部により不良と判定された前記被検査物を正常な搬送ラインから排出する不良品排出部とを備え、前記不良品排出部は前記照明部及び前記撮像部の搬送下流側で所定時間の間作動させることで不良と判定された前記被検査物を排出するように構成した光学検査装置を用いて被検査物の光学検査を行う光学検査方法であって、前記被検査物の搬入開始若しくは停止時に、強制的に前記不良品排出部を一定時間作動させることを特徴とする光学検査方法。
【請求項9】
搬送機構に設けられる間隙部においてこの搬送機構により搬送される被検査物に照明光を照射する照明部と、前記被検査物を撮像する撮像部と、この撮像部で撮像した前記被検査物の撮像データをもとに画像処理を行う画像処理部と、この画像処理部で行った画像処理の結果をもとに良否判定を行う良否判定部と、前記間隙部を通過する前記被検査物の通過を検知可能な通過検知部と、前記良否判定部により不良と判定された前記被検査物を正常な搬送ラインから排出する不良品排出部とを備え、前記不良品排出部は前記照明部及び前記撮像部の搬送下流側で所定時間の間作動させることで不良と判定された前記被検査物を排出するように構成した光学検査装置を用いて被検査物の光学検査を行う光学検査方法であって、前記通過検知部として閾値を複数設定可能なものを採用し、通過検知用の閾値と、汚れ検知用の閾値とを夫々設定し、通過検知用の閾値に対して汚れ検知用の閾値が高感度となるように設定し、汚れ検知用の閾値を超える受光レベルが所定時間検出された場合に報知手段により報知することを特徴とする光学検査方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2012−185087(P2012−185087A)
【公開日】平成24年9月27日(2012.9.27)
【国際特許分類】
【出願番号】特願2011−49369(P2011−49369)
【出願日】平成23年3月7日(2011.3.7)
【出願人】(598105802)株式会社 システムスクエア (8)
【Fターム(参考)】
【公開日】平成24年9月27日(2012.9.27)
【国際特許分類】
【出願日】平成23年3月7日(2011.3.7)
【出願人】(598105802)株式会社 システムスクエア (8)
【Fターム(参考)】
[ Back to top ]