
光学用フィルムの製造方法
【課題】表面への熱賦形性、特に超高精細、高アスペクト比などの多種多様な形状に賦形可能であり、かつ透明性、耐熱性に優れた表面熱賦形光学フィルム用ポリエステルを提供する。
【解決手段】内部粒子含有ポリエステル樹脂を少なくとも1層とした光学用フイルムを製造するに際して、内部粒子含有ポリエステル樹脂を溶融混連する押出混練機を設け、混練前の内部粒子含有ポリエステル樹脂の溶液ヘイズを5%以上75%未満とし、かつ溶融混練後の溶液ヘイズを混練前と比較して相対比で25%以上低減させた混練工程を含むことを特徴とする光学用フィルムの製造方法。
【解決手段】内部粒子含有ポリエステル樹脂を少なくとも1層とした光学用フイルムを製造するに際して、内部粒子含有ポリエステル樹脂を溶融混連する押出混練機を設け、混練前の内部粒子含有ポリエステル樹脂の溶液ヘイズを5%以上75%未満とし、かつ溶融混練後の溶液ヘイズを混練前と比較して相対比で25%以上低減させた混練工程を含むことを特徴とする光学用フィルムの製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、表面への熱賦形性、特に超高精細、高アスペクト比などの多種多様な形状に賦形可能であり、かつ耐熱性、透明性に優れた表面熱賦形光学ポリエステルフィルムの製造方法に関する。
【背景技術】
【0002】
ポリエステルフィルムは優れた力学特性、耐候性、電気絶縁性、耐薬品性を有するため磁気テープフィルム、コンデンサフィルム、写真フィルム、包装フィルムなどに広く用いられている。一方、成形性、耐熱性、易滑性向上を目指しポリエステル中に無機粒子、内部粒子などの微粒子成分を含有させ特性の向上をはかる検討も多くなされている。
【0003】
このような微粒子含有ポリエステルとして次の2通りがある。
【0004】
A.酸化ケイ素、二酸化チタン、炭酸カルシウム、タルク、クレーなど不活性無機微粒子を含有せしめたポリエステル組成物。
【0005】
B.ポリエステルの合成時に添加したアルカリ金属化合物やアルカリ土類金属化合物、さらにはリン化合物を構成成分の一部とする析出粒子を、重縮合反応系で生成せしめたポリエステル組成物。
【0006】
しかしながら、これらの微粒子添加は樹脂の透明性低下を伴うので、添加量によっては透明性が求められる光学用途においては、添加量を小さくするか、添加量を小さく出来ない場合には他の方法によりヘイズの低減をはかる必要がある。
【0007】
ここで前記A.の組成物においては無機粒子の分散性向上剤などを添加することにより透明性を向上させることができるが、効果は小さく、多くの場合、分散性向上剤添加はブリードアウトなど好ましくない効果を伴う。また添加前粒子の粉砕、分級などの工程を経ることにより粒子をさら微細均一化し、ヘイズ低減をはかることも可能であるが、本方法は粒子の硬度、取り扱い性等から制御範囲に制限があり、現実的ではない。
【0008】
一方、前記B.の微粒子を反応系で析出させる系については一般的に内部粒子系とよばれており、一般的に結晶化促進効果が高く、成形性向上、耐熱性向上用途には特に好適である。内部粒子系のヘイズ低減の手法としては反応系の金属種、金属量比率を制御し透明性を向上する方法が開示されているが(特許文献1)、重合バッチごとのばらつきが大きく、ヘイズを再現性よく目的範囲に制御しにくいという問題があった。
【0009】
一方、近年、液晶表示装置などのフラットディスプレイ用部材、光通信に用いる光導波路、光学分野を中心に表面微細構造を形成する技術の重要性が高まっている。微細加工の代表的技術としてはフォトリソグラフィーがあるが、微細寸法を高精度で制御するために露光波長を短波長化すると、露光機自体の初期費用や、使用するマスク価格が高コスト化し、また照射スポット径が小さいため、大面積で微細構造を形成するには生産性が低いのが現状である。
【0010】
そこで、近年、微細構造を容易に賦形する技術としてインプリントリソグラフィーがチョウ(Chou)らによって提唱されている(非特許文献1参照)。インプリントリソグラフィーとは、金型上のパターンを樹脂に転写する技術であり、熱式と光式の二種類の方式がある。熱式とは熱可塑性樹脂をガラス転移温度Tg以上融点Tm未満に加熱して、そこに凹凸形状のパターンを有する金型を押し付けることで、また、光式とは、光硬化性樹脂に金型を押し付けた状態で光を照射して硬化させることで金型上のパターンを樹脂に転写する技術である。光式と比較し、熱式の方がより高アスペクト比の形状を賦形しやすい特徴がある。これらの技術は、金型作製のための初期費用はかかるものの、一つの金型から微細構造体を多数複製することができるので、結果としてフォトリソグラフィーと比べて安価に微細構造を賦形できる技術である。
【0011】
そのため、近年、このインプリントリソグラフィーを駆使して、液晶表示装置などのフラットパネルディスプレイ用部材(特許文献2)、光通信に用いる光導波路(特許文献3)などの各種分野でプラスチック製素子の開発が進められている。
【0012】
これらの中で形状の自由度の高い熱式インプリントリソグラフィーに検討されている高分子素材としてはポリカーボネート(PC)やポリメチルメタクリレート(以下PMMA)がある。しかしながらPCは耐熱性に優れるが賦形性が悪く、高精細なパターンの形成が困難であり、成形後に光学歪みが残る等の問題がある。一方PMMAは分子量を低下させることで高精細高アスペクト比構造の形成が可能といった例があるが、機械的強度が乏しく、シートとしては脆くて実用に向かない。
【0013】
ここで、ポリエステルの中でもポリエチレンテレフタレート(PET)は結晶性であるためTmが高く、賦形性が悪く、賦形のための金型温度を高くする必要があり、1.金型加熱、2.インプリント賦形、3.金型冷却、4.金型剥離のサイクルが長くなり低生産性であり、低Tgであるため耐熱性も低いという問題があるものの、ポリエステル自体はコスト、機械的強度、溶融製膜性に優れる点から有望であり、共重合による低Tm化、高Tg化により、好適に使用されうる。ここで、耐熱性を向上させるために前記の結晶核剤を使用することが有効であるが、透明性が低下するという問題がある。
【非特許文献1】チョウら(S.Y.Chou et al.),「アプライド・フィジックス・レター(Appl.Phys.Lett.)」,米国,アメリカ物理学会,1995年,第67巻,第21号,p.3314
【特許文献1】特開2006−152074号公報
【特許文献2】特開平2−132121号公報
【特許文献3】特開平7−188401号公報
【発明の開示】
【発明が解決しようとする課題】
【0014】
本発明は、上述した従来技術の問題点を解決した、内部粒子による結晶化促進効果を維持しつつ内粒によるヘイズ上昇を小さくした光学フィルム用ポリエステルの製造方法に関する。
【課題を解決するための手段】
【0015】
上記課題を解決するため、本発明は、次の特徴を有するものである。
(1)内部粒子含有ポリエステル樹脂を少なくとも1層とした光学用フイルムを製造するに際して、内部粒子含有ポリエステル樹脂を溶融混連する押出混練機を設け、混練前の内部粒子含有ポリエステル樹脂の溶液ヘイズを溶液ヘイズ1としたとき、溶液ヘイズ1が5%以上75%未満であり、溶融混練後の内部粒子含有ポリエステル樹脂の溶液ヘイズを溶液ヘイズ2としたとき以下の関係を満たす混練工程を含むことを特徴とする光学用フィルムの製造方法。
100×(溶液ヘイズ1−溶液ヘイズ2)/溶液ヘイズ1≧25
(2) 溶融混練前と比較し溶融混練後の内部粒子含有ポリエステル樹脂のΔTcgが1℃以上低下していることを特徴とする(1)記載の光学用フィルムの製造方法。
(3) 溶融混練後の内部粒子含有ポリエステル樹脂のガラス転移温度(Tg)が83℃以上、融点(Tm)が230℃以下、結晶融解熱量(ΔHm)が5J/g以上であることを特徴とする(1)または(2)いずれか1項記載の光学用フィルムの製造方法。
(4) 内部粒子含有ポリエステル樹脂がテレフタル酸残基、2,6−ナフタレンジカルボン酸残基、エチレングリコール残基からなる共重合体であることを特徴とする(1)〜(3)のいずれか1項記載の光学用フィルムの製造方法。
(5)内部粒子含有ポリエステルの内部粒子がナトリウム系内部粒子であることを特徴とする(1)〜(4)いずれか1項記載の光学用フィルムの製造方法。
(6)光学用フィルムが多層フィルムであることを特徴とする(1)〜(5)のいずれか1項記載の光学用フィルムの製造方法。
(7)(1)〜(6)のいずれか1項で得られた光学用フィルムからなる表面賦形光学シート。
【発明の効果】
【0016】
本発明により、内部粒子による結晶化促進効果を維持しつつ内粒によるヘイズ上昇を小さくした光学フィルム用ポリエステルの製造方法を提供することができる。特に、フラットパネルディスプレイ用フィルム用部材、光導波路などのような耐熱性、表面への熱賦形性が要求される用途にも使用可能となる。
【発明を実施するための最良の形態】
【0017】
以下に本発明を詳細に説明する。
【0018】
本発明は溶融混練により内部粒子含有ポリエステル樹脂の溶液ヘイズを低減する工程を含むことを特徴とする。溶融混練前のポリエステル樹脂の溶液ヘイズは5%以上75%未満が好ましく7%以上70%未満がさらに好ましい。75%以上と溶液ヘイズが大きい場合には溶融混練後の溶液ヘイズレベルが高くなることから光学用途として好ましくなく、5%未満の場合は内部粒子による特性向上効果が小さく好ましくない。本発明における溶液ヘイズはポリエステル樹脂2gを20mlのフェノール/1,1,2,2,テトラクロロエタンの3/2(重量比)混合溶媒に溶解し、光路長20mmのセルを用いてJIS K7015に準じて測定した溶液のヘイズである。ここで溶融混練によりポリエステル樹脂の溶液ヘイズを相対比で25%以上低減させる必要があり好ましくは33%以上、より好ましくは45%以上低減させることである。ヘイズ低減量が小さいと結果的にフィルムヘイズが大きくなることから好ましくない。
【0019】
ここで内部粒子は、触媒として用いたアルカリ金属塩あるいはアルカリ土類金属塩がリン化合物と共にカルボキシル末端基と反応して析出した粒子であり、その粒径、形状、数は、金属塩、リン化合物の種類およびその量により大きく影響をうける。そのため樹脂の溶液ヘイズも制御することが可能であるが、重合バッチごとのばらつきが大きいこと、重合缶の釜残の影響を受けることから容易ではなかった。本発明においては重合後に溶融混練することによりヘイズを低減するが、本方法により、重合時の内部粒子含有樹脂のヘイズのばらつきと独立して樹脂のヘイズを押出混練条件を調節するなどして制御することが出来る。溶融混練によりヘイズが低減する理由としては混練時に大きな剪断がかかることにより内部粒子が粉砕され、微細化して微分散することが理由と考えられる。
【0020】
本発明において、内部粒子含有ポリエステル樹脂は溶融混練によりΔTcgが1℃以上低下することが好ましい。
【0021】
内部粒子はそれ自体が結晶核剤として働き、結晶性を示す樹脂においては例えば樹脂の昇温結晶化温度(Tcc)を低下させる。ここで樹脂の結晶化しやすさの指標としてTccとガラス転移温度(Tg)との差(ΔTcg=Tcc−Tg)を比較すると、一般的に同じ樹脂であっても内部粒子の生成する触媒系で重合を行うと内部粒子を生成しない系と比較し、ΔTcgが低下する。さらに、溶融混練により内部粒子含有ポリエステルのΔTcgが1℃以上低下することが好ましい本発明の形態である。これは、溶融混練により内部粒子が樹脂中で微分散化することにより有効に結晶核剤として作用することを意味する。溶融混練によるΔTcgの低下は1℃以上が好ましく、2℃以上がより好ましく、3℃以上がさらに好ましい。ΔTcgの低下が1℃未満である場合、既に樹脂中に内部粒子をΔTcg低下効果に対して最大発現量以上含有していることを意味し、透明性の点から好ましくない。
【0022】
本発明において、内部粒子含有ポリエステルの内部粒子はナトリウム系内部粒子であることが好ましい。結晶核剤としての効果の大きさは他のアルカリ金属、アルカリ土類金属系内部粒子と比較し、ナトリウム系内部粒子が特に効果が大きい。ここで言うナトリウム系内部粒子とは、ナトリウム元素を含有する内部粒子を意味し、アルカリ金属、アルカリ土類金属を含む他の金属を同時に含有していても構わない。
【0023】
本発明の光学用フィルムは優れた結晶性、成形性、透明性からフラットパネルディスプレイ分野において用いられる表面熱賦形プリズムシートなど各種光学シートに好適に使用することができる。光学シートは用途により程度の差はあるものの一般的に長期耐熱性、及び長期耐湿熱性が要求される。ここでこれら長期耐久性を向上させるためにはシートを構成する樹脂の結晶性を向上させることが有効な手法の一つである。樹脂を結晶化させると結晶サイズが大きく成長した場合、樹脂が白化し透明性が低下するが、内部粒子など結晶核となるものが存在すると同時発生的に多数の結晶が生成し、結果的に1つ1つの結晶核を小さく制御することが可能となる。そのため光学シートの透明性を保ちながら結晶化を促進させる場合には、内部粒子や、カーボンブラック、シリカなどの外部粒子系核剤といった各種結晶核剤を使用する事が有効である。核剤の比較では、内部粒子系核剤が結晶化促進効果が高い。しかしながら内部粒子は内部粒子サイズの制御が難しく、内部粒子自体のサイズが大きい場合、結晶サイズとは関係なく透明性が低下する。そこで、本発明の製造方法を適用することで、内部粒子による樹脂の結晶化促進効果を維持しながら内部粒子自体による透明性の低下を抑制することが可能となる。
【0024】
ここで、表面熱賦形プリズムシートの場合、内部粒子含有ポリエステルのガラス転移温度(Tg)が83℃以上、融点(Tm)が230℃以下、結晶融解熱量(ΔHm)が5J/g以上であることが好ましい。
【0025】
Tmは230℃よりも高くなると熱賦形前にフィルムの配向を緩和するための工程である熱処理時に均一化、低結晶化が不充分となり熱賦形性が低下する。下限は特に設けないが130℃より低くなるとTgも低くなるので好ましくない。Tmが本温度領域であることはコスト、親和性に優れるPETを基材とした時に基材の配向を保持したまま配向緩和できる温度領域が存在する点でも好ましい。また、Tg≧83℃であることが好ましい。より好ましくはTg≧85℃である。本範囲にあることにより、例えばフラットパネルディスプレイ分野において用いられる光学シートの場合、要求される長期耐熱性を大幅に向上することが可能となる。本温度より低いと長期使用中に熱賦形された形状が変化し性能が低下する。上限は特に設けないが150℃より高くなると熱賦形性が低下するので好ましくない。また、ΔHmが5J/g以上であることが好ましい。より好ましくは10J/g、さらに好ましくは15J/g以上である。ここでΔHmとはDSC1サイクル目で280℃溶融後、100℃/分で200℃まで急冷し、引き続き50℃/分で50℃まで急冷した後の昇温2サイクル目の値である。ここでΔHmが5J/g未満であると成形後に到達可能な結晶化度に限界があるため十分な長期耐熱性を付与することが困難となる。上限は特に設けないが、40.0J/gより大きくなると熱賦形時に結晶化されすぎ、成形不良になる可能性がある。
【0026】
本発明の内部粒子含有ポリエステル樹脂はジオール成分、ジカルボン酸成分がそれぞれ1成分からなるホモポリマーでも好ましく、ジオール成分、ジカルボン酸成分のいずれか、または両方が複数のモノマーからなる共重合ポリエステル樹脂であっても好ましい。いずれの場合もモノマーの種類に特に制限はない。具体的なモノマー等は後述するが、なかでもテレフタル酸ジメチル(DMT)などテレフタル酸残基を有するもの、2,6−ナフタレンジカルボン酸ジメチル(DMN)などナフタレンジカルボン酸残基を有するもの、エチレングリコールからなる共重合ポリエステルはコスト、重合性の点から好ましい。
【0027】
ポリエステル樹脂のTg,Tm,ΔHmについて、まず前述のようにTgを83℃以上、Tmを230℃以下に制御するにはポリエステルのモノマー組成を制御する必要がある。高Tgにするには剛直な構造の環式モノマーを選択することや、その組成比を多くすることが有効であり、Tmを低くするには柔軟な構造の直鎖モノマーを選択することや、共重合成分を導入することにより規則構造を乱し、結晶性を低下させることが有効である。
【0028】
具体例として、テレフタル酸ジメチル、2,6−ナフタレンジカルボン酸ジメチル、エチレングリコール共重合体の場合、例えばジカルボン酸成分中の2,6−ナフタレンジカルボン酸ジメチルの共重合比率が0〜20mol%の領域ではTgは2,6−ナフタレンジカルボン酸の共重合比が0mol%から大きくなる程高くなるが、Tmは低下し、やがて非晶性になり15mol%あたりではTmは消失する。本共重合系では2,6−ナフタレンジカルボン酸が約12mol%前後の領域でTgが83℃以上、Tmが230℃以下となる。ΔHmについては一般的に組成が非晶領域に近づくと小さくなる。その為、ΔHmが5.0J/g以上を満たさない領域においては内部粒子などの結晶核剤成分を増加させたり、IVを低く制御して結晶化しやすくすることにより5.0J/g以上に制御することができる。
【0029】
本発明の光学用フィルムの構成は、上述の樹脂単体からなるシートであってもかまわないし、複数の樹脂層からなる多層フィルムであってもよいが、多層フィルムの場合は、多層フィルムの少なくとも表面に本発明の内部粒子含有ポリエステル樹脂を設ける必要がある。かかる積層体の場合、単体シートと比べて、易滑性や、耐摩擦性などの表面特性や、機械的強度、耐熱性を付与することができる。このとき、基材の素材は光学特性を阻害しなければ特に制限はなく、ポリエステル、ポリカーボネート、アクリル、シクロオレフィンポリマー、ポリイミド、エポキシ、ポリエチレン等の有機フィルム基材や、ガラス等の無機基材が例示されるが、積層同士の密着性、製膜性、コストの点からポリエステル、特にポリエチレンテレフタレートが好ましい。
【0030】
また、本発明の表面熱賦形光学フィルムは一軸もしくは二軸方向に延伸されていても構わない。延伸することで、基材として好ましい強度を容易に付与することができる。
【0031】
本発明の表面熱賦形光学フィルムの好ましい厚さ(厚み、膜厚)としては10μm〜5mmの範囲であるのがよい。より好ましくは20μm〜2mmである。また、積層体の場合は、基材上に0.1μm〜5mmの範囲の厚さの本発明の樹脂層を設けるのが好ましい。より好ましくは、1μm〜2mmである。なお、この場合、基材の厚さは特に限定されない。
【0032】
これらのうち、本発明の表面賦形光学フィルムの構成としては積層体であることが特に好ましい構成であり、さらに二軸延伸されていることが好ましい。
【0033】
以後、本発明の光学フィルムの製造方法について説明する。
【0034】
本発明の内部粒子含有ポリエステル樹脂の重合方法に限定はなく、公知の重合法、例えば、ジカルボン酸とグリコールを誘導体とするエステル化法、ジカルボン酸ジエステルとグリコールを用いるエステル交換法などを用いることができる。
ジオール成分としては各種ジオールを使用することができる。例えば、エチレングリコール、トリメチレングリコール、1,2−プロパンジオール、1,3−プロパンジオール、ブタンジオール、2−メチル−1,3−プロパンジオール、ヘキサンジオール、ネオペンチルグリコール、などの脂肪族ジオール、脂環式ジオールとしてはシクロヘキサンジメタノール、シクロヘキサンジエタノール、デカヒドロナフタレンジメタノール、デカヒドロナフタレンジエタノール、ノルボルナンジメタノール、ノルボルナンジエタノール、トリシクロデカンジメタノール、トリシクロデカンジエタノール、テトラシクロドデカンジメタノール、テトラシクロデカンジエタノール、デカリンジメタノール、デカリンジエタノール等の飽和脂環式1級ジオール、2,6−ジヒドロキシ−9−オキサビシクロ[3,3,1]ノナン、3,9−ビス(2−ヒドロキシー1,1−ジメチルエチル)−2,4,8,10−テトラオキサスピロ[5,5]ウンデカン(スピログリコール)、5−メチロール−5−エチル−2−(1,1−ジメチル−2−ヒドロキシエチル)−1,3−ジオキサン、イソソルビド等の環状エーテルを含む飽和ヘテロ環1級ジオール、その他シクロヘキサンジオール、ビシクロヘキシル−4,4’−ジオール、2,2−ビス(4−ヒドロキシシクロヘキシルプロパン)、2,2−ビス(4−(2−ヒドロキシエトキシ)シクロヘキシル)プロパン、シクロペンタンジオール、3−メチル−1,2−シクロペンタンジオール、4−シクロペンテン−1,3−ジオール、アダマンタンジオール、などの各種脂環式ジオールやビスフェノールA、ビスフェノールS、スチレングリコール、9,9−ビス(4−(2―ヒドロキシエトキシ)フェニル)フルオレン、9,9’−ビス(4−ヒドロキシフェニル)フルオレンなどの芳香環式ジオールが例示できる。またジオール以外にトリメチロールプロパン、ペンタエリスリトールなどの多官能アルコールも用いることができる。しかし特に例示したグリコール成分に限定しない。
【0035】
これらの中で反応性、低コストの点からエチレングリコールが好ましい。また、耐熱性の観点から環式ジオールも好ましく、環式ジオールとしては例えばスピログリコール、シクロヘキサンジメタノール、トリシクロデカンジメタノール等が好ましい。この中で特にエチレングリコールが最も好ましい。
【0036】
また、本発明の目的を損なわない範囲において2種類以上組み合わせることができ、例えばスピログリコールとエチレングリコールの組み合わせにより耐熱性と反応性、コストを調節することができる。
【0037】
また本発明の内部粒子含有ポリエステル樹脂のジカルボン酸成分としては特に制約はなく、一般的なカルボン酸のエステル形成誘導体を用いることができる。エステル形成性誘導体としては、テレフタル酸無水物のような酸無水物、ジカルボン酸に対応する酸クロライドのような酸ハライド、テレフタル酸ジメチルのような低級アルキルエステルなどを使用することができる。ここでは便宜上、特に記載がない場合、ジカルボン酸とはジカルボン酸のエステル形成誘導体を含む。具体的には、これらに限定しないが、芳香族ジカルボン酸としては、フタル酸、テレフタル酸、イソフタル酸、ナフタレンジカルボン酸、4,4’−ジフェニルジカルボン酸、ジフェニルエーテル−4,4’−ジカルボン酸、4,4’−ジフェニルメタンジカルボン酸、ベンジルマロン酸などが挙げられる。鎖状脂肪族ジカルボン酸としては、コハク酸、グルタル酸、アジピン酸、ピメリン酸、スベリン酸、アゼライン酸、セバシン酸、メチルマロン酸、エチルマロン酸、2,2−ジメチルコハク酸、2,3−ジメチルコハク酸、2,3−ジメチルコハク酸、3−メチルグルタル酸、3,3−ジメチルグルタル酸などが挙げられる。脂環族ジカルボン酸としては、1,2−シクロヘキサンジカルボン酸、1,3−シクロヘキサンジカルボン酸、1,4−シクロヘキサンジカルボン酸、シクロペンタンジカルボン酸、1,4−シクロヘキサンジオン−2,5−ジカルボン酸、2,6−デカリンジカルボン酸、1,5−デカリンジカルボン酸、1,6−デカリンジカルボン酸、2,7−デカリンジカルボン酸、2,3−デカリンジカルボン酸、2,3−ノルボルナンジカルボン酸、ビシクロ[2,2,1]ヘプタン−3,4−ジカルボン酸、などの飽和脂環式ジカルボン酸や、cis−5−ノルボルネン−エンド−2,3−ジカルボン酸、メチル−5−ノルボルネン−2,3−ジカルボン酸、cis−1,2、3,6−テトラヒドロフタル酸、メチルテトラヒドロフタル酸、3,4,5,6−テトラヒドロフタル酸、エキソ−3,6−エポキシ−1,2,3,6−テトラヒドロフタル酸などの不飽和脂環式ジカルボン酸が例示できる。またジカルボン酸以外に多官能成分として、トリメリット酸、ピロメリット酸などの多官能カルボン酸成分も用いることができる。
【0038】
これらの中で耐熱性の観点からは環状ジカルボン酸が好ましい。具体的にはテレフタル酸、ナフタレンジカルボン酸が好ましい。本発明の目的を損なわない範囲で、単独でまたは二種以上組み合わせて用いることができ、例えばテレフタル酸、ナフタレンジカルボン酸を併用することでTg、Tmを調節することができる。
【0039】
本発明の内部粒子含有ポリエステルの製造触媒は、特に限定されるものではなく、種々の触媒を用いることができる。例えばエステル交換反応に有効な触媒としては、酢酸カルシウム、酢酸マグネシウム、酢酸リチウム、酢酸ナトリウムなどのアルカリ金属またはアルカリ土類金属化合物の他、酢酸マンガン、酢酸コバルト、酢酸亜鉛、酢酸スズ、アルコキシドチタンなどを用いることができる。また、重合触媒としては、三酸化二アンチモン、二酸化ゲルマニウム、アルコキシドチタンなどの各種チタン化合物の他、アルミニウムやシリカの複合酸化物などを用いることができる。また、安定剤として、リン酸、亜リン酸、ジメチトリメチルホスフェートなどの各種リン化合物を添加することが好ましい。該リン化合物の添加時期は、エステル化反応後あるいはエステル交換反応後から重縮合反応の初期に添加することが好ましい。
【0040】
ここで、内部粒子形成の目的から、アルカリ金属またはアルカリ金属化合物の添加量はポリエステルに対して金属原子換算で0.005重量%以上0.5重量%以下であることが好ましく、0.01重量%以上0.25重量%以下であることがさらに好ましい。添加量が0.005重量%より少ないと内部粒子が形成され難く、また、0.5重量%より多いと製膜時に濾圧上昇がしやすく好ましくない。これらはエステル交換反応用触媒、重縮合触媒として添加することが好ましい。金属種としてはアルカリ金属ではリチウム、ナトリウム、カリウム、アルカリ土類金属ではマグネシウム、カルシウム、ストロンチウム、バリウムが好ましく、特にナトリウムが結晶化核剤効果の点から好ましい。また、化学種としては各種カルボン酸塩、硝酸塩、炭酸塩、水酸化物などが例示でき、なかでもカルボン酸塩、特に酢酸塩が結晶化核剤効果の点から好ましい。
【0041】
これらは単独で用いることも可能であるが、複数のものを上記濃度範囲で組み合わせて用いることも好ましい。また、チタン化合物、ゲルマニウム化合物など他の触媒化合物やリン化合物など安定剤と組み合わせて使用してもよい。
【0042】
具体的には重合法がエステル交換法であって、例えばテレフタル酸ジメチル、ナフタレンジカルボン酸ジメチル、エチレングリコールを用いる場合、テレフタル酸ジメチル、ナフタレンジカルボン酸ジメチル、エチレングリコールを所定のポリマー組成となるように反応容器へ仕込む。この際、エチレングリコールを全ジカルボン酸成分に対して1.7〜2.3モル倍添加すると反応性が良好になる。これらを150℃程度で溶融後、触媒として酢酸ナトリウムを添加し撹拌する。150℃で、これらのモノマー成分は均一な溶融液体となる。ついで235℃まで徐々に昇温しながらメタノールを留出させ、エステル交換反応を実施する。エステル交換反応終了後、トリエチルホスホノアセテートを加え、撹拌後に水を蒸発させる。さらに、三酸化二アンチモンのエチレングリコール溶液を添加後、反応物を重合装置へ仕込み、装置内温度を徐々に285℃まで昇温しながら、装置内圧力を常圧から133Pa以下まで減圧し、エチレングリコールを留出させる。重合反応の進行に従って反応物の粘度が上昇する。所定の撹拌トルクとなった時点で反応を終了し、重合装置から樹脂を水槽へストランド状に吐出する。吐出された樹脂は水槽で急冷し、巻き取り後カッターでチップとする。得られた樹脂は95℃の温水が満たされた水槽に投入して5時間水処理を行う。水処理後、脱水機を用いて樹脂から水分を除去し、ファインも取り除く。このようにして本発明の樹脂を得ることができるが、上記方法に限定されるわけではない。
【0043】
本発明の内部粒子含有ポリエステル樹脂のIVは0.55以上、0.75以下であることが好ましい。さらに好ましい範囲は0.57以上、0.7以下である。0.75より大きいと熱賦形性が低下し、0.55より小さいと耐熱性が低下する傾向がある。
【0044】
本発明の内部粒子含有ポリエステル樹脂は、熱賦形性を損なわない範囲において結晶核剤、表面形成剤、加工性改善剤、酸化防止剤、紫外線吸収剤、光安定剤、帯電防止剤、滑剤、ブロッキング防止剤、柔軟粒子、可塑剤、防曇剤、着色剤、分散剤、赤外線吸収剤等の添加剤を添加することができる。添加剤は無色であっても有色であっても構わないが、光学フィルムの特徴を損ねないためには無色透明であることが好ましい。これら添加剤の添加方法としては、重合時添加、溶融混練、溶液混練のいずれも好ましく適用できる。中でも、溶融混練が重合制御のしやすさ、コストの点から最も好ましい。添加剤を溶融混練により添加する場合は後述の内部粒子粉砕のための混練時に添加することもできるが、その場合は混練前後で樹脂が請求項を満たせばよい。一般的にこれらの添加剤を混練することにより樹脂の溶液ヘイズは高くなる。
【0045】
本発明の内部粒子含有ポリエステル樹脂の製造方法は内粒成分を高濃度に含んだマスターバッチと希釈用ポリエステルとの混練により内粒を分散させる場合にも好ましく適用できる。その場合の内部粒子の粉砕はマスターバッチと希釈用ポリエステル樹脂とを混練後し、ペレット化した後に改めて内粒粉砕のための溶融混練を行ってもよく、マスターバッチと希釈用ポリエステル樹脂との混練と同時に内粒粉砕を行う方法も好ましく使用できる。後者の場合、混練の仕込み組成でマスターバッチと希釈用ポリエステル樹脂を同じ溶液に溶解し、溶液ヘイズを測定し、これを溶融混練前の溶液ヘイズとし、内粒粉砕のための溶融混練後のポリエステル樹脂の溶液ヘイズとの関係が請求項を満たしていれば良い。ΔTcgについても混練の仕込み組成でマスターバッチと希釈用ポリエステル樹脂を同じ溶液に溶解、再沈し溶媒成分を除去したもののΔTcgを溶融混練前のΔTcgとし、溶融混練後のポリエステル樹脂との関係が請求項を満たしていればよい。
【0046】
次に、本発明の内部粒子粉砕のための溶融混練について述べる。
【0047】
内部粒子粉砕のための溶融混練は、製膜時のフィルムキャスト工程以前であればどの工程で行ってもよく、製膜時、製膜前いずれでもよい。製膜時であればフィルムキャスト前の溶融混練工程、製膜前であればペレットを溶融混練し、再ペレット化する方法が例示される。また、製膜前と製膜時など2回以上溶融混練工程があってもよい。しかしこの場合はいずれか1回の溶融混練工程で本発明のヘイズ低減を行うことが樹脂の熱劣化を抑制する意味で好ましい。通常、一度内部粒子粉砕によるヘイズ低減を行うと、例えばその後の工程で溶融混練を行った場合でも最初のヘイズ低減効果は維持する。
【0048】
押出機についてはヘイズを一定量以上低下できる範囲において各種押出機、スクリューを使用することができる。押出機としては単軸押出機、二軸押出機いずれも使用可能であるが、充分な剪断を与えるために二軸押出機が好ましい。押出機は樹脂の酸化劣化を抑制するために、ベント機能を有するものが好ましい。また二軸押出機の場合、スクリュー回転は同方向回転、異方向回転いずれも使用可能であるが、剪断の大きさから同方向回転が好ましい。また、スクリュー噛合は完全噛合型、不完全噛合型、非噛合型いずれも使用可能であるが、剪断の大きさから完全噛合型が好ましい。スクリューの実効長さL(m)と直径D(m)の比L/Dは25以上100以下であることが好ましく、さらに好ましくは30以上80以下、特に好ましくは35以上75以下である。L/Dが25よりも小さいと充分内部粒子を粉砕することが困難となり、100よりも大きいと滞留時間が長く混練時の発熱も大きくなるので樹脂の熱劣化が懸念される。
【0049】
溶融混練条件については、混練温度は融点のある樹脂の場合、融点以上が好ましく、スクリュー負荷が安定運転を阻害しない範囲において融点に近いほど剪断が大きくなり好ましい。特に制限はないが融点以上融点+70℃以下、さらに好ましくは融点+5℃以上融点+25℃以下である。融点を有さない場合はガラス転移点+50℃以上ガラス転移点+250℃以下が好ましい。スクリュー回転数はスクリュー負荷が安定運転を阻害せず、剪断発熱による樹脂の熱劣化の問題が起こらない範囲において高回転数であることが好ましい。
【0050】
本発明のフィルムの形成方法としては、例えば単体フィルムの場合、本発明の樹脂を押出機内で加熱溶融し、口金から冷却したキャストドラム上に押し出してシート状に加工する方法(溶融キャスト法)が挙げられる。その他の方法として、シート形成用材料を溶媒に溶解させ、その溶液を口金からキャストドラム、エンドレスベルト等の支持体上に押し出して膜状とし、次いでかかる膜層から溶媒を乾燥除去させてシート状に加工する方法(溶液キャスト法)等も使用することができる。
【0051】
次に本発明の内部粒子含有ポリエステル樹脂を用いた表面熱賦形性光学フィルムの製膜について述べるがこれに制限されない。
【0052】
本発明の表面熱賦形光学フィルムの形成方法としては、例えば単体フィルムの場合、前述の溶融キャスト法、溶液キャスト法等の製膜法を好ましく適用することができる。
【0053】
また、積層体の製造方法としては、複数の熱可塑性樹脂を複数の押出機に投入し、溶融して口金から冷却したキャストドラム上に共押出してシート状に加工する方法(共押出法)、単膜で作製したシートに被覆層原料を押出機に投入して溶融押出して口金から押出しながらラミネートする方法(溶融ラミネート法)、単膜で作製したフィルムと易表面賦形性フィルムをそれぞれ別々に単膜作製し、加熱されたロール群などにより熱圧着する方法(熱ラミネート法)、接着剤を介して張り合わせる方法(接着法)、その他、フィルム形成用材料を溶媒に溶解させ、その溶液をフィルム上に塗布する方法(コーティング法)等が使用することができる。
【0054】
また、本発明の表面熱賦形光学フィルム積層体の基材として二軸延伸ポリエステルフィルムを選択した場合、製造方法として、上述の溶融ラミネート法、熱ラミネート法、コーティング法等の方法の他に、複数の押出機に表層用の本発明のポリエステル樹脂と、基材用のポリエステル材料をそれぞれ投入し、溶融して口金から冷却したキャストドラム上に共押出して、二軸延伸した後、熱処理を施す方法(共押出二軸延伸法)も好ましく行われる。本発明の表面賦形性光学フィルムの製造方法としては上述の共押出二軸延伸法がもっとも好ましい。
【0055】
二軸延伸する方法としては、長手方向と幅方向の延伸とを分離して行う逐次二軸延伸方法や、長手方向と幅方向の延伸を同時に行う同時二軸延伸方法のどちらであっても構わない。
【0056】
また、製膜工程における熱処理温度Taは、表層の融点(もしくは軟化点)をTm1、基材の融点をTm2とした時に、Tm2>Ta>Tm1とすることが好ましい。この温度範囲で熱処理を行うことで、基材を熱固定して機械的強度を付与すると同時に、表層を溶融させて均一化し、易成形性を付与することができる。
【0057】
次に本発明の表面熱賦形光学フィルム、および表面熱賦形光学フィルム積層体を用いて熱賦形する方法の例を説明する。
【0058】
まず、本発明の表面熱賦形光学フィルム(または表面熱賦形光学フィルム積層体)と、転写すべきパターンを反転した凹凸を有する金型とを、熱賦形する本発明のポリエステル樹脂からなる表面層のガラス転移温度Tg以上融点Tm未満の温度範囲内に加熱し、フィルムと金型を接近させ、そのまま所定圧力でプレス、所定時間保持する。次にプレスした状態を保持したまま降温する。最後にプレス圧力を解放して金型からフィルムを離型する。
【0059】
本発明の表面賦形方法としては、平版をプレスする方法(平版プレス法)の他に、表面に凹凸を形成したロール状の金型を用いて、ロール状シートに成形し、ロール状の成形体を得るロールtoロールの連続成形であってもよい。ロールtoロール連続成形の場合、生産性点で平版プレス法より優れている。
【0060】
本発明の表面賦形方法において、加熱温度、およびプレス温度T1はTg℃〜Tg+50℃の範囲内であることが好ましい。この範囲に満たないと、金型をプレスしたときの樹脂の変形が起こりにくくなり、成形に必要な圧力が非常に高くなる。またこの範囲を上回ると、加熱温度、およびプレス温度T1が高くエネルギー的に非効率であり、また、金型とシートの加熱/冷却時の体積変動量の差が大きくなりすぎて、シートが金型に噛み込んで離型できなくなったり、また離型できたとしても熱賦形したパターンの精度が低下したり、部分的にパターンが欠けてしまう等の理由により好ましくない。
【0061】
また、プレス圧力は、プレス温度T1での樹脂の動的貯蔵弾性率E’、動的損失弾性率E”の値に依存するが、0.5〜50MPaが好ましい。より好ましくは1〜30MPaである。この範囲に満たないと金型内への樹脂の充填が不十分となりパターン精度が低下する。またこの範囲を超えると、必要とする荷重が大きくなり、金型への負荷が大きく、くり返し使用耐久性が低下するため好ましくない。プレス圧力をこの範囲とすることで、良好な転写性を得ることができる。 プレス圧力保持時間は、プレス温度T1での動的貯蔵弾性率E’、動的損失弾性率E”の値と成形圧力に依存するが、0秒〜10分が好ましい。この範囲を超えると、樹脂の熱分解による劣化などが起こり成形品の機械的強度が低下する可能性があるため好ましくない。本発明の表面賦形方法においては、保持時間をこの範囲とすることで良好な転写性と、成形品の機械的強度の両立ができる。プレス圧力開放温度T2はTg+20℃以下の温度範囲内で、プレス温度T1より低いのが好ましい。この範囲を上回ると、圧力解放時の樹脂の流動性が高いため、パターンが変形したりして転写精度が低下したりするため好ましくない。本発明の表面賦形方法においては、プレス圧力開放温度T2をこの範囲とすることによって、良好な転写性と離型性とを両立することができる。
【0062】
離型温度T3は、該Tg以下の温度範囲内であることが好ましい。より好ましくは20℃〜Tg℃の温度範囲である。この範囲を上回ると、離型時の樹脂の流動性が高いため、パターンが変形したりして精度が低下するため好ましくない。本発明の表面賦形方法においては、離型時の温度をこの範囲とすることによって、パターン精度よく離型することができる。
【0063】
本発明の表面熱賦形性光学フィルムを用いて作製された成形品は、各種用途に使用することが可能であるが、用途の一例としては、光回路、光コネクタ部材、およびプリズムシート等のディスプレイ用部材が例示される。
【実施例】
【0064】
以下に実施例を挙げて、本発明をさらに具体的に説明する。
【0065】
なお、物性の測定方法、効果の評価方法は次の方法に従って行った。
(1)樹脂ペレットのガラス転移温度(Tg)、融点(Tm)、融解熱量(ΔHmおよび冷結晶化温度(Tcc)
JIS−K7121(制1987)に順じ、下記測定器を用いて2ndサイクル昇温時に得られたチャートについて各値を算出した。
【0066】
装置:示差走査熱量計 DSCQ100型(TAインスツルメント社製)
測定条件:窒素雰囲気下
測定範囲:50〜280℃
サンプル重量:10mg(TAインスツルメント社製アルミパン使用)
温度プログラム:
1stサイクル 室温→昇温(16℃/分)→50℃2分保持→昇温(16℃/分)
→280℃5分保持→急冷(100℃/分)→200℃→急冷(50℃
/分)→50℃
2ndサイクル 50℃2分保持→昇温(16℃/分)→280℃→降温(16℃/分)→25℃
(2)固有粘度(IV)
オルトクロロフェノールを溶媒として25℃で測定した。
(3)樹脂の溶液ヘイズ
ポリエステル2gを20mlのフェノール/1,1,2,2,テトラクロロエタンの3/2(容積比)混合溶媒に溶解し、光路長20mmのセルを用い、ヘイズメーター(スガ試験機社製 HGM−2DP)によって積分球式光電光度法にて分析をおこなった。
尚、本発明においては光学フィルムへの適用性の観点から
溶液ヘイズ45%以上 ×
溶液ヘイズ45%未満 ○
とした。
(4)熱賦形成形性
熱賦形成型品の断面を切り出し、白金−パラジウムを蒸着した後、日立製作所(株)製走査型電子顕微鏡S−2100Aを用い写真を撮影し、断面観察を行なった。
【0067】
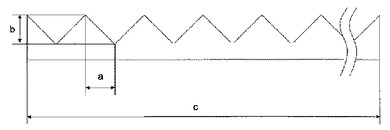
賦形に用いた金型は、表面に断面形状が頂角90゜の直角二等辺三角形(高さ12μm)をなす三角柱状のプリズムを平行にピッチ24μmで複数形成した形状である。
【0068】
前記金型を用いて賦形した成形品を図1示す。この成型品パターン凸部の高さb(金型設計値12μm),幅a(金型設計値12μm)の比b/aの平均値を求めて
0.8以上:○
0.7以上0.8未満:△
0.7未満:×
とした。評価結果が△や○であれば良好である。
(参考例触媒1)チタン触媒(乳酸チタンナトリウムキレート化合物)の調整
攪拌機、凝縮器及び温度計を備えた3リットルのフラスコ中の温水(371g)に乳酸(226.8g、2.52モル)を溶解させ攪拌した。この攪拌されている溶液に滴下漏斗からチタンテトライソプロポキシド(288g、1.0モル)をゆっくり加えた。この混合物を1時間加熱、還流させて曇った溶液を生成させ、これよりイソプロパノール/水混合物を減圧下にて蒸留した。その生成物を70℃以下の温度まで冷却し、その攪拌されている溶液に水酸化ナトリウムの32wt%水溶液(380g、3.04モル)を滴下漏斗によってゆっくり加えた。得られた生成物を濾過し、次いでエチレングリコール(504g、8モル)と混合し、減圧下で加熱してイソプロパノール/水を除去し、わずかに曇った淡黄色の生成物(チタン含有量5.6wt%)を得た。
(参考例重合1)樹脂重合A
テレフタル酸ジメチル84.4重量部、2,6−ナフタレンジカルボン酸ジメチル16.6重量部 エチレングリコール62.4重量部(ジカルボン酸成分の2倍モル)の割合でそれぞれ計量し、エステル交換反応装置に仕込み、内容物を150℃で溶融した後、触媒として酢酸マグネシウム4水塩を0.06重量部、三酸化二アンチモン0.02重量部添加し撹拌した。
【0069】
60分かけて190℃まで昇温し、さらに60分かけて200℃まで昇温した後、さらに90分かけて240℃まで昇温しながらメタノールを留出させた。所定量のメタノールが留出したのち、触媒の失活剤としてトリエチルホスホノアセテートを0.04重量部含んだエチレングリコール溶液を加え、5分間攪拌してエステル交換反応を停止し、さらに酢酸ナトリウムを0.03重量部添加し5分間攪拌した。
【0070】
その後、反応物を重合装置へ仕込み、装置内温度を90分かけて235℃から290℃まで昇温しながら、装置内圧力を常圧から真空へ減圧しエチレングリコールを留出させる。重合反応の進行にしたがって反応物の粘度が上昇し、所定の撹拌トルクとなった時点で反応の終了とする。反応終了時は重合装置内を窒素ガスにて常圧に戻し、重合装置下部のバルブを開けてガット状のポリエステルを水槽へ吐出した。吐出されたポリエステル樹脂は水槽で急冷後、カッターにてカッティングしチップとした。
【0071】
得られたポリエステルチップは95℃のイオン交換水で満たされた水槽に投入し、5時間水処理した。水処理の終了したチップは脱水機によって水と分離した。この水処理によってポリエステルチップに含まれていたファインも除去した。このようにしてポリエステル樹脂Aを得た。
(参考例重合2)樹脂重合B
テレフタル酸ジメチル87.4重量部、2,6−ナフタレンジカルボン酸ジメチル13.6重量部 エチレングリコール62.8重量部(ジカルボン酸成分の2倍モル)の割合でそれぞれ計量し、酢酸ナトリウムの代わりにラウリン酸ナトリウム0.1重量部を添加した以外は樹脂重合例Aと同様にしてポリエステル樹脂Bを得た。
(参考例重合3)樹脂重合C
テレフタル酸ジメチル87.8重量部、スピログリコール16.5重量部、エチレングリコール56.1重量部(ジカルボン酸成分の2倍モル)の割合でそれぞれ計量し、トリエチルホスホノアセテートの代わりにトリメチルリン酸0.025重量部、三酸化二アンチモンの代わりに参考例で調整したチタン触媒をチタン換算で0.002重量部、酢酸ナトリウムの代わりにラウリン酸バリウム0.1重量部それぞれ添加した以外は樹脂重合例Aと同様にしてポリエステル樹脂Cを得た。
(参考例重合4)樹脂重合D
テレフタル酸ジメチル101.0重量部、エチレングリコール64.6重量部(ジカルボン酸成分の2倍モル)の割合でそれぞれ計量し、酢酸ナトリウムの代わりに酢酸リチウム0.003重量部を添加した以外は樹脂重合例Aと同様にしてポリエステル樹脂Dを得た。
【0072】
上記ポリエステル樹脂A〜Dについてそれぞれ製膜、熱賦形をおこなった。
(参考製膜例)
製膜はポリエステル樹脂A〜DとPET樹脂(IV0.65)をそれぞれ2軸押出機に供給し、樹脂A〜Dを副層(両表層)、PET樹脂を主層とする3層口金により押出し(ヘッド温度280℃)、ドラムキャスト(ドラム温度22℃)後、2軸延伸を行い、最後に238℃で30秒間熱処理し、主層148μm、副層20μm、総厚み188μmからなる3層積層フィルムを得た。
【0073】
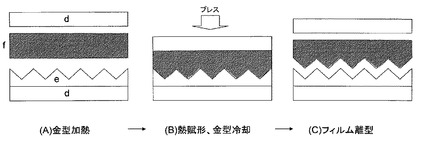
その後熱賦形をおこなった。熱賦形フローを図2に示す。熱賦形においては図2(A)のように金型は図2eに示したものを用い、本フィルム(図2f)と加熱・冷却プレート(図2d)により温度コントロールされた金型(図2e)を用いる。図2(A)の金型加熱後、フィルムを金型の凹凸面を接触させて120℃に加熱し2.5MPaでプレスし、そのまま30秒間保持した(図2(B))。その後金型を70℃に冷却した後、プレスを解放し、金型から離型して樹脂成形品を得た(図2(C))。
【0074】
これらポリエステル樹脂A〜Dの各種ポリマー特性の評価結果を表1に示す。
【0075】
樹脂A,Cは溶液ヘイズが高く光学フィルム用途には不適であった。熱賦形性はA,B,C,は○、樹脂Dはフィルム化後熱賦形時に白化し、熱賦形性は×であった。
実施例1
ベント式2軸押出機(東芝機械株式会社製 TEM35B、同方向完全噛合型)スクリュー径37mm,有効長1440mm(L/D=38.9)を用い、参考重合例1で重合したポリエステル樹脂Aをポリマー仕込み速度10kg/h、スクリュー回転数200rpm、押出温度280℃の条件にて溶融混練を行い、吐出ガットを水冷後ペレタイザーにより再ペレット化した。
【0076】
また再ペレット化したポリエステル樹脂AとPET樹脂(IV0.65)をそれぞれ2軸押出機に供給し、樹脂Aを副層(両表層)、PET樹脂を主層とする3層口金により押出し(ヘッド温度280℃)、ドラムキャスト(ドラム温度22℃)後、2軸延伸を行い、最後に238℃で30秒間熱処理し、主層148μm、副層20μm、総厚み188μmからなる3層積層フィルムを得た。
【0077】
その後参考例と同様にして熱賦形をおこなった。
【0078】
再ペレット化樹脂のIV,溶液ヘイズ、熱特性を表1に示す。溶液ヘイズは45%未満に低下しフィルムの熱賦形性は○であった。
実施例2
溶融混練条件の樹脂仕込み速度を変更した以外は実施例1と同様に再ペレット化し、3層積層フィルムを得、該フィルムについて熱賦形をおこなった。溶液ヘイズは45%未満に低下しフィルムの熱賦形性は○であった。
実施例3
溶融混練条件の樹脂仕込み速度とスクリュー回転数を変更した以外は実施例1と同様に再ペレット化し、3層積層フィルムを得、該フィルムについて熱賦形をおこなった。溶液ヘイズは45%未満に低下しフィルムの熱賦形性は○であった。
実施例4
溶融混練条件の樹脂仕込み速度とスクリュー回転数を変更した以外は実施例1と同様に再ペレット化し、3層積層フィルムを得、該フィルムについて熱賦形をおこなった。溶液ヘイズは45%未満に低下しフィルムの熱賦形性は○であった。
実施例5
溶融混練条件の樹脂仕込み速度を変更した以外は実施例1と同様に再ペレット化し、3層積層フィルムを得、該フィルムについて熱賦形をおこなった。溶液ヘイズは45%未満に低下しフィルムの熱賦形性は○であった。
実施例6
溶融混練条件の樹脂仕込み速度と押出温度を変更した以外は実施例1と同様に再ペレット化し、3層積層フィルムを得、該フィルムについて熱賦形をおこなった。溶液ヘイズは45%未満に低下しフィルムの熱賦形性は○であった。
実施例7
ポリエステル樹脂Aを実施例1と同じ条件でベント式2軸押出機により溶融混練を行い再ペレット化した。
【0079】
再ペレット化したポリエステル樹脂を2軸押出機に供給し、単層口金により押出し(ヘッド温度280℃)、ドラムキャスト後2軸延伸を行い、最後に225℃で5秒間熱処理し、層厚み188μmからなる単層フィルムを得た。
【0080】
その後参考製膜例同様に熱賦形を行った。溶液ヘイズは45%未満に低下しフィルムの熱賦形性は実施例1には劣るものの△であった。
実施例8
樹脂を参考重合例2で重合したポリエステル樹脂Bに変更した以外は実施例2と同様の条件で溶融混練を行い、吐出ガットを水冷後ペレタイザーにより再ペレット化した。
【0081】
さらに実施例1と同様に3層積層フィルムを得、該フィルムについて熱賦形をおこなった。溶液ヘイズは参考例3よりさらに低下しフィルムの熱賦形性は○であった。
実施例9
樹脂を参考重合例3で重合したポリエステル樹脂Cに変更した以外は実施例2と同様の条件で溶融混練を行い、吐出ガットを水冷後ペレタイザーにより再ペレット化した。
【0082】
さらに実施例1と同様に3層積層フィルムを得、該フィルムについて熱賦形をおこなった。溶液ヘイズは45%未満に低下しフィルムの熱賦形性は○であった。
実施例10
溶融混練のスクリュー回転数を変更した以外は実施例9と同様に再ペレット化し、3層積層フィルムを得、該フィルムについて熱賦形をおこなった。溶液へいずは45%未満に低下しフィルムの熱賦形性は○であった。
比較例1
樹脂を参考重合例4で重合したポリエステル樹脂Dに変更した以外は実施例2と同様の条件で溶融混練を行い、吐出ガットを水冷後ペレタライザーにより再ペレット化した。さらに実施例1と同様に3層積層フィルムを得、該フィルムについて熱賦形をおこなった。溶融混練前の溶液ヘイズが低く、内部粒子量が少なかったことから溶融混練による溶液ヘイズの低減は認められなかった。また、参考重合例4と同様に熱賦形時に白化し、樹脂のTmが高いことから熱賦形性は×であった。
比較例2
溶融混練条件のスクリュー回転数と押出温度を変更した以外は実施例1と同様に再ペレット化し、3層積層フィルムを得、該フィルムについて熱賦形をおこなった。熱賦形性は○であったがスクリュー回転数が小さく剪断効果が小さかったためか溶融混練による溶液ヘイズ低減は不充分で溶融混連後も溶液ヘイズは45%以上であった。
比較例3
2軸押出機(池貝株式会社製 GTR65、異方向型)スクリュー径65mm,有効長1170mm(L/D=18)を用い、参考重合例1で重合したポリエステル樹脂Aをポリマー仕込み速度80kg/h、スクリュー回転数30rpm、押出温度250℃の条件にて溶融混練を行い、吐出ガットを水冷後ペレタイザーにより再ペレット化した。
【0083】
また再ペレット化したポリエステル樹脂AとPET樹脂(IV0.65)をそれぞれ2軸押出機に供給し、樹脂Aを副層(両表層)、PET樹脂を主層とする3層口金により押出し(ヘッド温度280℃)、ドラムキャスト(ドラム温度22℃)後、2軸延伸を行い、最後に238℃で30秒間熱処理し、主層148μm、副層20μm、総厚み188μmからなる3層積層フィルムを得た。
【0084】
その後参考例と同様にして熱賦形をおこなった。
再ペレット化樹脂のIV,溶液ヘイズ、熱特性とフィルムの熱賦形性を表1に示す。熱賦形性は○であったが、押出機が異方向型で剪断効果が低いものであったため溶液ヘイズの低減は小さく溶液ヘイズは45%以上であった。
【0085】
【表1】

【0086】
【表2】
【0087】
【表3】
【図面の簡単な説明】
【0088】
【図1】成形シートの模式図
【図2】本実施例の熱賦形フローを模式的に示す図 ・ 金型加熱 ・ 熱賦形、金型冷却 (C)フィルム離型
【符号の説明】
【0089】
d:加熱・冷却プレート
e:金型
f:フィルム
【技術分野】
【0001】
本発明は、表面への熱賦形性、特に超高精細、高アスペクト比などの多種多様な形状に賦形可能であり、かつ耐熱性、透明性に優れた表面熱賦形光学ポリエステルフィルムの製造方法に関する。
【背景技術】
【0002】
ポリエステルフィルムは優れた力学特性、耐候性、電気絶縁性、耐薬品性を有するため磁気テープフィルム、コンデンサフィルム、写真フィルム、包装フィルムなどに広く用いられている。一方、成形性、耐熱性、易滑性向上を目指しポリエステル中に無機粒子、内部粒子などの微粒子成分を含有させ特性の向上をはかる検討も多くなされている。
【0003】
このような微粒子含有ポリエステルとして次の2通りがある。
【0004】
A.酸化ケイ素、二酸化チタン、炭酸カルシウム、タルク、クレーなど不活性無機微粒子を含有せしめたポリエステル組成物。
【0005】
B.ポリエステルの合成時に添加したアルカリ金属化合物やアルカリ土類金属化合物、さらにはリン化合物を構成成分の一部とする析出粒子を、重縮合反応系で生成せしめたポリエステル組成物。
【0006】
しかしながら、これらの微粒子添加は樹脂の透明性低下を伴うので、添加量によっては透明性が求められる光学用途においては、添加量を小さくするか、添加量を小さく出来ない場合には他の方法によりヘイズの低減をはかる必要がある。
【0007】
ここで前記A.の組成物においては無機粒子の分散性向上剤などを添加することにより透明性を向上させることができるが、効果は小さく、多くの場合、分散性向上剤添加はブリードアウトなど好ましくない効果を伴う。また添加前粒子の粉砕、分級などの工程を経ることにより粒子をさら微細均一化し、ヘイズ低減をはかることも可能であるが、本方法は粒子の硬度、取り扱い性等から制御範囲に制限があり、現実的ではない。
【0008】
一方、前記B.の微粒子を反応系で析出させる系については一般的に内部粒子系とよばれており、一般的に結晶化促進効果が高く、成形性向上、耐熱性向上用途には特に好適である。内部粒子系のヘイズ低減の手法としては反応系の金属種、金属量比率を制御し透明性を向上する方法が開示されているが(特許文献1)、重合バッチごとのばらつきが大きく、ヘイズを再現性よく目的範囲に制御しにくいという問題があった。
【0009】
一方、近年、液晶表示装置などのフラットディスプレイ用部材、光通信に用いる光導波路、光学分野を中心に表面微細構造を形成する技術の重要性が高まっている。微細加工の代表的技術としてはフォトリソグラフィーがあるが、微細寸法を高精度で制御するために露光波長を短波長化すると、露光機自体の初期費用や、使用するマスク価格が高コスト化し、また照射スポット径が小さいため、大面積で微細構造を形成するには生産性が低いのが現状である。
【0010】
そこで、近年、微細構造を容易に賦形する技術としてインプリントリソグラフィーがチョウ(Chou)らによって提唱されている(非特許文献1参照)。インプリントリソグラフィーとは、金型上のパターンを樹脂に転写する技術であり、熱式と光式の二種類の方式がある。熱式とは熱可塑性樹脂をガラス転移温度Tg以上融点Tm未満に加熱して、そこに凹凸形状のパターンを有する金型を押し付けることで、また、光式とは、光硬化性樹脂に金型を押し付けた状態で光を照射して硬化させることで金型上のパターンを樹脂に転写する技術である。光式と比較し、熱式の方がより高アスペクト比の形状を賦形しやすい特徴がある。これらの技術は、金型作製のための初期費用はかかるものの、一つの金型から微細構造体を多数複製することができるので、結果としてフォトリソグラフィーと比べて安価に微細構造を賦形できる技術である。
【0011】
そのため、近年、このインプリントリソグラフィーを駆使して、液晶表示装置などのフラットパネルディスプレイ用部材(特許文献2)、光通信に用いる光導波路(特許文献3)などの各種分野でプラスチック製素子の開発が進められている。
【0012】
これらの中で形状の自由度の高い熱式インプリントリソグラフィーに検討されている高分子素材としてはポリカーボネート(PC)やポリメチルメタクリレート(以下PMMA)がある。しかしながらPCは耐熱性に優れるが賦形性が悪く、高精細なパターンの形成が困難であり、成形後に光学歪みが残る等の問題がある。一方PMMAは分子量を低下させることで高精細高アスペクト比構造の形成が可能といった例があるが、機械的強度が乏しく、シートとしては脆くて実用に向かない。
【0013】
ここで、ポリエステルの中でもポリエチレンテレフタレート(PET)は結晶性であるためTmが高く、賦形性が悪く、賦形のための金型温度を高くする必要があり、1.金型加熱、2.インプリント賦形、3.金型冷却、4.金型剥離のサイクルが長くなり低生産性であり、低Tgであるため耐熱性も低いという問題があるものの、ポリエステル自体はコスト、機械的強度、溶融製膜性に優れる点から有望であり、共重合による低Tm化、高Tg化により、好適に使用されうる。ここで、耐熱性を向上させるために前記の結晶核剤を使用することが有効であるが、透明性が低下するという問題がある。
【非特許文献1】チョウら(S.Y.Chou et al.),「アプライド・フィジックス・レター(Appl.Phys.Lett.)」,米国,アメリカ物理学会,1995年,第67巻,第21号,p.3314
【特許文献1】特開2006−152074号公報
【特許文献2】特開平2−132121号公報
【特許文献3】特開平7−188401号公報
【発明の開示】
【発明が解決しようとする課題】
【0014】
本発明は、上述した従来技術の問題点を解決した、内部粒子による結晶化促進効果を維持しつつ内粒によるヘイズ上昇を小さくした光学フィルム用ポリエステルの製造方法に関する。
【課題を解決するための手段】
【0015】
上記課題を解決するため、本発明は、次の特徴を有するものである。
(1)内部粒子含有ポリエステル樹脂を少なくとも1層とした光学用フイルムを製造するに際して、内部粒子含有ポリエステル樹脂を溶融混連する押出混練機を設け、混練前の内部粒子含有ポリエステル樹脂の溶液ヘイズを溶液ヘイズ1としたとき、溶液ヘイズ1が5%以上75%未満であり、溶融混練後の内部粒子含有ポリエステル樹脂の溶液ヘイズを溶液ヘイズ2としたとき以下の関係を満たす混練工程を含むことを特徴とする光学用フィルムの製造方法。
100×(溶液ヘイズ1−溶液ヘイズ2)/溶液ヘイズ1≧25
(2) 溶融混練前と比較し溶融混練後の内部粒子含有ポリエステル樹脂のΔTcgが1℃以上低下していることを特徴とする(1)記載の光学用フィルムの製造方法。
(3) 溶融混練後の内部粒子含有ポリエステル樹脂のガラス転移温度(Tg)が83℃以上、融点(Tm)が230℃以下、結晶融解熱量(ΔHm)が5J/g以上であることを特徴とする(1)または(2)いずれか1項記載の光学用フィルムの製造方法。
(4) 内部粒子含有ポリエステル樹脂がテレフタル酸残基、2,6−ナフタレンジカルボン酸残基、エチレングリコール残基からなる共重合体であることを特徴とする(1)〜(3)のいずれか1項記載の光学用フィルムの製造方法。
(5)内部粒子含有ポリエステルの内部粒子がナトリウム系内部粒子であることを特徴とする(1)〜(4)いずれか1項記載の光学用フィルムの製造方法。
(6)光学用フィルムが多層フィルムであることを特徴とする(1)〜(5)のいずれか1項記載の光学用フィルムの製造方法。
(7)(1)〜(6)のいずれか1項で得られた光学用フィルムからなる表面賦形光学シート。
【発明の効果】
【0016】
本発明により、内部粒子による結晶化促進効果を維持しつつ内粒によるヘイズ上昇を小さくした光学フィルム用ポリエステルの製造方法を提供することができる。特に、フラットパネルディスプレイ用フィルム用部材、光導波路などのような耐熱性、表面への熱賦形性が要求される用途にも使用可能となる。
【発明を実施するための最良の形態】
【0017】
以下に本発明を詳細に説明する。
【0018】
本発明は溶融混練により内部粒子含有ポリエステル樹脂の溶液ヘイズを低減する工程を含むことを特徴とする。溶融混練前のポリエステル樹脂の溶液ヘイズは5%以上75%未満が好ましく7%以上70%未満がさらに好ましい。75%以上と溶液ヘイズが大きい場合には溶融混練後の溶液ヘイズレベルが高くなることから光学用途として好ましくなく、5%未満の場合は内部粒子による特性向上効果が小さく好ましくない。本発明における溶液ヘイズはポリエステル樹脂2gを20mlのフェノール/1,1,2,2,テトラクロロエタンの3/2(重量比)混合溶媒に溶解し、光路長20mmのセルを用いてJIS K7015に準じて測定した溶液のヘイズである。ここで溶融混練によりポリエステル樹脂の溶液ヘイズを相対比で25%以上低減させる必要があり好ましくは33%以上、より好ましくは45%以上低減させることである。ヘイズ低減量が小さいと結果的にフィルムヘイズが大きくなることから好ましくない。
【0019】
ここで内部粒子は、触媒として用いたアルカリ金属塩あるいはアルカリ土類金属塩がリン化合物と共にカルボキシル末端基と反応して析出した粒子であり、その粒径、形状、数は、金属塩、リン化合物の種類およびその量により大きく影響をうける。そのため樹脂の溶液ヘイズも制御することが可能であるが、重合バッチごとのばらつきが大きいこと、重合缶の釜残の影響を受けることから容易ではなかった。本発明においては重合後に溶融混練することによりヘイズを低減するが、本方法により、重合時の内部粒子含有樹脂のヘイズのばらつきと独立して樹脂のヘイズを押出混練条件を調節するなどして制御することが出来る。溶融混練によりヘイズが低減する理由としては混練時に大きな剪断がかかることにより内部粒子が粉砕され、微細化して微分散することが理由と考えられる。
【0020】
本発明において、内部粒子含有ポリエステル樹脂は溶融混練によりΔTcgが1℃以上低下することが好ましい。
【0021】
内部粒子はそれ自体が結晶核剤として働き、結晶性を示す樹脂においては例えば樹脂の昇温結晶化温度(Tcc)を低下させる。ここで樹脂の結晶化しやすさの指標としてTccとガラス転移温度(Tg)との差(ΔTcg=Tcc−Tg)を比較すると、一般的に同じ樹脂であっても内部粒子の生成する触媒系で重合を行うと内部粒子を生成しない系と比較し、ΔTcgが低下する。さらに、溶融混練により内部粒子含有ポリエステルのΔTcgが1℃以上低下することが好ましい本発明の形態である。これは、溶融混練により内部粒子が樹脂中で微分散化することにより有効に結晶核剤として作用することを意味する。溶融混練によるΔTcgの低下は1℃以上が好ましく、2℃以上がより好ましく、3℃以上がさらに好ましい。ΔTcgの低下が1℃未満である場合、既に樹脂中に内部粒子をΔTcg低下効果に対して最大発現量以上含有していることを意味し、透明性の点から好ましくない。
【0022】
本発明において、内部粒子含有ポリエステルの内部粒子はナトリウム系内部粒子であることが好ましい。結晶核剤としての効果の大きさは他のアルカリ金属、アルカリ土類金属系内部粒子と比較し、ナトリウム系内部粒子が特に効果が大きい。ここで言うナトリウム系内部粒子とは、ナトリウム元素を含有する内部粒子を意味し、アルカリ金属、アルカリ土類金属を含む他の金属を同時に含有していても構わない。
【0023】
本発明の光学用フィルムは優れた結晶性、成形性、透明性からフラットパネルディスプレイ分野において用いられる表面熱賦形プリズムシートなど各種光学シートに好適に使用することができる。光学シートは用途により程度の差はあるものの一般的に長期耐熱性、及び長期耐湿熱性が要求される。ここでこれら長期耐久性を向上させるためにはシートを構成する樹脂の結晶性を向上させることが有効な手法の一つである。樹脂を結晶化させると結晶サイズが大きく成長した場合、樹脂が白化し透明性が低下するが、内部粒子など結晶核となるものが存在すると同時発生的に多数の結晶が生成し、結果的に1つ1つの結晶核を小さく制御することが可能となる。そのため光学シートの透明性を保ちながら結晶化を促進させる場合には、内部粒子や、カーボンブラック、シリカなどの外部粒子系核剤といった各種結晶核剤を使用する事が有効である。核剤の比較では、内部粒子系核剤が結晶化促進効果が高い。しかしながら内部粒子は内部粒子サイズの制御が難しく、内部粒子自体のサイズが大きい場合、結晶サイズとは関係なく透明性が低下する。そこで、本発明の製造方法を適用することで、内部粒子による樹脂の結晶化促進効果を維持しながら内部粒子自体による透明性の低下を抑制することが可能となる。
【0024】
ここで、表面熱賦形プリズムシートの場合、内部粒子含有ポリエステルのガラス転移温度(Tg)が83℃以上、融点(Tm)が230℃以下、結晶融解熱量(ΔHm)が5J/g以上であることが好ましい。
【0025】
Tmは230℃よりも高くなると熱賦形前にフィルムの配向を緩和するための工程である熱処理時に均一化、低結晶化が不充分となり熱賦形性が低下する。下限は特に設けないが130℃より低くなるとTgも低くなるので好ましくない。Tmが本温度領域であることはコスト、親和性に優れるPETを基材とした時に基材の配向を保持したまま配向緩和できる温度領域が存在する点でも好ましい。また、Tg≧83℃であることが好ましい。より好ましくはTg≧85℃である。本範囲にあることにより、例えばフラットパネルディスプレイ分野において用いられる光学シートの場合、要求される長期耐熱性を大幅に向上することが可能となる。本温度より低いと長期使用中に熱賦形された形状が変化し性能が低下する。上限は特に設けないが150℃より高くなると熱賦形性が低下するので好ましくない。また、ΔHmが5J/g以上であることが好ましい。より好ましくは10J/g、さらに好ましくは15J/g以上である。ここでΔHmとはDSC1サイクル目で280℃溶融後、100℃/分で200℃まで急冷し、引き続き50℃/分で50℃まで急冷した後の昇温2サイクル目の値である。ここでΔHmが5J/g未満であると成形後に到達可能な結晶化度に限界があるため十分な長期耐熱性を付与することが困難となる。上限は特に設けないが、40.0J/gより大きくなると熱賦形時に結晶化されすぎ、成形不良になる可能性がある。
【0026】
本発明の内部粒子含有ポリエステル樹脂はジオール成分、ジカルボン酸成分がそれぞれ1成分からなるホモポリマーでも好ましく、ジオール成分、ジカルボン酸成分のいずれか、または両方が複数のモノマーからなる共重合ポリエステル樹脂であっても好ましい。いずれの場合もモノマーの種類に特に制限はない。具体的なモノマー等は後述するが、なかでもテレフタル酸ジメチル(DMT)などテレフタル酸残基を有するもの、2,6−ナフタレンジカルボン酸ジメチル(DMN)などナフタレンジカルボン酸残基を有するもの、エチレングリコールからなる共重合ポリエステルはコスト、重合性の点から好ましい。
【0027】
ポリエステル樹脂のTg,Tm,ΔHmについて、まず前述のようにTgを83℃以上、Tmを230℃以下に制御するにはポリエステルのモノマー組成を制御する必要がある。高Tgにするには剛直な構造の環式モノマーを選択することや、その組成比を多くすることが有効であり、Tmを低くするには柔軟な構造の直鎖モノマーを選択することや、共重合成分を導入することにより規則構造を乱し、結晶性を低下させることが有効である。
【0028】
具体例として、テレフタル酸ジメチル、2,6−ナフタレンジカルボン酸ジメチル、エチレングリコール共重合体の場合、例えばジカルボン酸成分中の2,6−ナフタレンジカルボン酸ジメチルの共重合比率が0〜20mol%の領域ではTgは2,6−ナフタレンジカルボン酸の共重合比が0mol%から大きくなる程高くなるが、Tmは低下し、やがて非晶性になり15mol%あたりではTmは消失する。本共重合系では2,6−ナフタレンジカルボン酸が約12mol%前後の領域でTgが83℃以上、Tmが230℃以下となる。ΔHmについては一般的に組成が非晶領域に近づくと小さくなる。その為、ΔHmが5.0J/g以上を満たさない領域においては内部粒子などの結晶核剤成分を増加させたり、IVを低く制御して結晶化しやすくすることにより5.0J/g以上に制御することができる。
【0029】
本発明の光学用フィルムの構成は、上述の樹脂単体からなるシートであってもかまわないし、複数の樹脂層からなる多層フィルムであってもよいが、多層フィルムの場合は、多層フィルムの少なくとも表面に本発明の内部粒子含有ポリエステル樹脂を設ける必要がある。かかる積層体の場合、単体シートと比べて、易滑性や、耐摩擦性などの表面特性や、機械的強度、耐熱性を付与することができる。このとき、基材の素材は光学特性を阻害しなければ特に制限はなく、ポリエステル、ポリカーボネート、アクリル、シクロオレフィンポリマー、ポリイミド、エポキシ、ポリエチレン等の有機フィルム基材や、ガラス等の無機基材が例示されるが、積層同士の密着性、製膜性、コストの点からポリエステル、特にポリエチレンテレフタレートが好ましい。
【0030】
また、本発明の表面熱賦形光学フィルムは一軸もしくは二軸方向に延伸されていても構わない。延伸することで、基材として好ましい強度を容易に付与することができる。
【0031】
本発明の表面熱賦形光学フィルムの好ましい厚さ(厚み、膜厚)としては10μm〜5mmの範囲であるのがよい。より好ましくは20μm〜2mmである。また、積層体の場合は、基材上に0.1μm〜5mmの範囲の厚さの本発明の樹脂層を設けるのが好ましい。より好ましくは、1μm〜2mmである。なお、この場合、基材の厚さは特に限定されない。
【0032】
これらのうち、本発明の表面賦形光学フィルムの構成としては積層体であることが特に好ましい構成であり、さらに二軸延伸されていることが好ましい。
【0033】
以後、本発明の光学フィルムの製造方法について説明する。
【0034】
本発明の内部粒子含有ポリエステル樹脂の重合方法に限定はなく、公知の重合法、例えば、ジカルボン酸とグリコールを誘導体とするエステル化法、ジカルボン酸ジエステルとグリコールを用いるエステル交換法などを用いることができる。
ジオール成分としては各種ジオールを使用することができる。例えば、エチレングリコール、トリメチレングリコール、1,2−プロパンジオール、1,3−プロパンジオール、ブタンジオール、2−メチル−1,3−プロパンジオール、ヘキサンジオール、ネオペンチルグリコール、などの脂肪族ジオール、脂環式ジオールとしてはシクロヘキサンジメタノール、シクロヘキサンジエタノール、デカヒドロナフタレンジメタノール、デカヒドロナフタレンジエタノール、ノルボルナンジメタノール、ノルボルナンジエタノール、トリシクロデカンジメタノール、トリシクロデカンジエタノール、テトラシクロドデカンジメタノール、テトラシクロデカンジエタノール、デカリンジメタノール、デカリンジエタノール等の飽和脂環式1級ジオール、2,6−ジヒドロキシ−9−オキサビシクロ[3,3,1]ノナン、3,9−ビス(2−ヒドロキシー1,1−ジメチルエチル)−2,4,8,10−テトラオキサスピロ[5,5]ウンデカン(スピログリコール)、5−メチロール−5−エチル−2−(1,1−ジメチル−2−ヒドロキシエチル)−1,3−ジオキサン、イソソルビド等の環状エーテルを含む飽和ヘテロ環1級ジオール、その他シクロヘキサンジオール、ビシクロヘキシル−4,4’−ジオール、2,2−ビス(4−ヒドロキシシクロヘキシルプロパン)、2,2−ビス(4−(2−ヒドロキシエトキシ)シクロヘキシル)プロパン、シクロペンタンジオール、3−メチル−1,2−シクロペンタンジオール、4−シクロペンテン−1,3−ジオール、アダマンタンジオール、などの各種脂環式ジオールやビスフェノールA、ビスフェノールS、スチレングリコール、9,9−ビス(4−(2―ヒドロキシエトキシ)フェニル)フルオレン、9,9’−ビス(4−ヒドロキシフェニル)フルオレンなどの芳香環式ジオールが例示できる。またジオール以外にトリメチロールプロパン、ペンタエリスリトールなどの多官能アルコールも用いることができる。しかし特に例示したグリコール成分に限定しない。
【0035】
これらの中で反応性、低コストの点からエチレングリコールが好ましい。また、耐熱性の観点から環式ジオールも好ましく、環式ジオールとしては例えばスピログリコール、シクロヘキサンジメタノール、トリシクロデカンジメタノール等が好ましい。この中で特にエチレングリコールが最も好ましい。
【0036】
また、本発明の目的を損なわない範囲において2種類以上組み合わせることができ、例えばスピログリコールとエチレングリコールの組み合わせにより耐熱性と反応性、コストを調節することができる。
【0037】
また本発明の内部粒子含有ポリエステル樹脂のジカルボン酸成分としては特に制約はなく、一般的なカルボン酸のエステル形成誘導体を用いることができる。エステル形成性誘導体としては、テレフタル酸無水物のような酸無水物、ジカルボン酸に対応する酸クロライドのような酸ハライド、テレフタル酸ジメチルのような低級アルキルエステルなどを使用することができる。ここでは便宜上、特に記載がない場合、ジカルボン酸とはジカルボン酸のエステル形成誘導体を含む。具体的には、これらに限定しないが、芳香族ジカルボン酸としては、フタル酸、テレフタル酸、イソフタル酸、ナフタレンジカルボン酸、4,4’−ジフェニルジカルボン酸、ジフェニルエーテル−4,4’−ジカルボン酸、4,4’−ジフェニルメタンジカルボン酸、ベンジルマロン酸などが挙げられる。鎖状脂肪族ジカルボン酸としては、コハク酸、グルタル酸、アジピン酸、ピメリン酸、スベリン酸、アゼライン酸、セバシン酸、メチルマロン酸、エチルマロン酸、2,2−ジメチルコハク酸、2,3−ジメチルコハク酸、2,3−ジメチルコハク酸、3−メチルグルタル酸、3,3−ジメチルグルタル酸などが挙げられる。脂環族ジカルボン酸としては、1,2−シクロヘキサンジカルボン酸、1,3−シクロヘキサンジカルボン酸、1,4−シクロヘキサンジカルボン酸、シクロペンタンジカルボン酸、1,4−シクロヘキサンジオン−2,5−ジカルボン酸、2,6−デカリンジカルボン酸、1,5−デカリンジカルボン酸、1,6−デカリンジカルボン酸、2,7−デカリンジカルボン酸、2,3−デカリンジカルボン酸、2,3−ノルボルナンジカルボン酸、ビシクロ[2,2,1]ヘプタン−3,4−ジカルボン酸、などの飽和脂環式ジカルボン酸や、cis−5−ノルボルネン−エンド−2,3−ジカルボン酸、メチル−5−ノルボルネン−2,3−ジカルボン酸、cis−1,2、3,6−テトラヒドロフタル酸、メチルテトラヒドロフタル酸、3,4,5,6−テトラヒドロフタル酸、エキソ−3,6−エポキシ−1,2,3,6−テトラヒドロフタル酸などの不飽和脂環式ジカルボン酸が例示できる。またジカルボン酸以外に多官能成分として、トリメリット酸、ピロメリット酸などの多官能カルボン酸成分も用いることができる。
【0038】
これらの中で耐熱性の観点からは環状ジカルボン酸が好ましい。具体的にはテレフタル酸、ナフタレンジカルボン酸が好ましい。本発明の目的を損なわない範囲で、単独でまたは二種以上組み合わせて用いることができ、例えばテレフタル酸、ナフタレンジカルボン酸を併用することでTg、Tmを調節することができる。
【0039】
本発明の内部粒子含有ポリエステルの製造触媒は、特に限定されるものではなく、種々の触媒を用いることができる。例えばエステル交換反応に有効な触媒としては、酢酸カルシウム、酢酸マグネシウム、酢酸リチウム、酢酸ナトリウムなどのアルカリ金属またはアルカリ土類金属化合物の他、酢酸マンガン、酢酸コバルト、酢酸亜鉛、酢酸スズ、アルコキシドチタンなどを用いることができる。また、重合触媒としては、三酸化二アンチモン、二酸化ゲルマニウム、アルコキシドチタンなどの各種チタン化合物の他、アルミニウムやシリカの複合酸化物などを用いることができる。また、安定剤として、リン酸、亜リン酸、ジメチトリメチルホスフェートなどの各種リン化合物を添加することが好ましい。該リン化合物の添加時期は、エステル化反応後あるいはエステル交換反応後から重縮合反応の初期に添加することが好ましい。
【0040】
ここで、内部粒子形成の目的から、アルカリ金属またはアルカリ金属化合物の添加量はポリエステルに対して金属原子換算で0.005重量%以上0.5重量%以下であることが好ましく、0.01重量%以上0.25重量%以下であることがさらに好ましい。添加量が0.005重量%より少ないと内部粒子が形成され難く、また、0.5重量%より多いと製膜時に濾圧上昇がしやすく好ましくない。これらはエステル交換反応用触媒、重縮合触媒として添加することが好ましい。金属種としてはアルカリ金属ではリチウム、ナトリウム、カリウム、アルカリ土類金属ではマグネシウム、カルシウム、ストロンチウム、バリウムが好ましく、特にナトリウムが結晶化核剤効果の点から好ましい。また、化学種としては各種カルボン酸塩、硝酸塩、炭酸塩、水酸化物などが例示でき、なかでもカルボン酸塩、特に酢酸塩が結晶化核剤効果の点から好ましい。
【0041】
これらは単独で用いることも可能であるが、複数のものを上記濃度範囲で組み合わせて用いることも好ましい。また、チタン化合物、ゲルマニウム化合物など他の触媒化合物やリン化合物など安定剤と組み合わせて使用してもよい。
【0042】
具体的には重合法がエステル交換法であって、例えばテレフタル酸ジメチル、ナフタレンジカルボン酸ジメチル、エチレングリコールを用いる場合、テレフタル酸ジメチル、ナフタレンジカルボン酸ジメチル、エチレングリコールを所定のポリマー組成となるように反応容器へ仕込む。この際、エチレングリコールを全ジカルボン酸成分に対して1.7〜2.3モル倍添加すると反応性が良好になる。これらを150℃程度で溶融後、触媒として酢酸ナトリウムを添加し撹拌する。150℃で、これらのモノマー成分は均一な溶融液体となる。ついで235℃まで徐々に昇温しながらメタノールを留出させ、エステル交換反応を実施する。エステル交換反応終了後、トリエチルホスホノアセテートを加え、撹拌後に水を蒸発させる。さらに、三酸化二アンチモンのエチレングリコール溶液を添加後、反応物を重合装置へ仕込み、装置内温度を徐々に285℃まで昇温しながら、装置内圧力を常圧から133Pa以下まで減圧し、エチレングリコールを留出させる。重合反応の進行に従って反応物の粘度が上昇する。所定の撹拌トルクとなった時点で反応を終了し、重合装置から樹脂を水槽へストランド状に吐出する。吐出された樹脂は水槽で急冷し、巻き取り後カッターでチップとする。得られた樹脂は95℃の温水が満たされた水槽に投入して5時間水処理を行う。水処理後、脱水機を用いて樹脂から水分を除去し、ファインも取り除く。このようにして本発明の樹脂を得ることができるが、上記方法に限定されるわけではない。
【0043】
本発明の内部粒子含有ポリエステル樹脂のIVは0.55以上、0.75以下であることが好ましい。さらに好ましい範囲は0.57以上、0.7以下である。0.75より大きいと熱賦形性が低下し、0.55より小さいと耐熱性が低下する傾向がある。
【0044】
本発明の内部粒子含有ポリエステル樹脂は、熱賦形性を損なわない範囲において結晶核剤、表面形成剤、加工性改善剤、酸化防止剤、紫外線吸収剤、光安定剤、帯電防止剤、滑剤、ブロッキング防止剤、柔軟粒子、可塑剤、防曇剤、着色剤、分散剤、赤外線吸収剤等の添加剤を添加することができる。添加剤は無色であっても有色であっても構わないが、光学フィルムの特徴を損ねないためには無色透明であることが好ましい。これら添加剤の添加方法としては、重合時添加、溶融混練、溶液混練のいずれも好ましく適用できる。中でも、溶融混練が重合制御のしやすさ、コストの点から最も好ましい。添加剤を溶融混練により添加する場合は後述の内部粒子粉砕のための混練時に添加することもできるが、その場合は混練前後で樹脂が請求項を満たせばよい。一般的にこれらの添加剤を混練することにより樹脂の溶液ヘイズは高くなる。
【0045】
本発明の内部粒子含有ポリエステル樹脂の製造方法は内粒成分を高濃度に含んだマスターバッチと希釈用ポリエステルとの混練により内粒を分散させる場合にも好ましく適用できる。その場合の内部粒子の粉砕はマスターバッチと希釈用ポリエステル樹脂とを混練後し、ペレット化した後に改めて内粒粉砕のための溶融混練を行ってもよく、マスターバッチと希釈用ポリエステル樹脂との混練と同時に内粒粉砕を行う方法も好ましく使用できる。後者の場合、混練の仕込み組成でマスターバッチと希釈用ポリエステル樹脂を同じ溶液に溶解し、溶液ヘイズを測定し、これを溶融混練前の溶液ヘイズとし、内粒粉砕のための溶融混練後のポリエステル樹脂の溶液ヘイズとの関係が請求項を満たしていれば良い。ΔTcgについても混練の仕込み組成でマスターバッチと希釈用ポリエステル樹脂を同じ溶液に溶解、再沈し溶媒成分を除去したもののΔTcgを溶融混練前のΔTcgとし、溶融混練後のポリエステル樹脂との関係が請求項を満たしていればよい。
【0046】
次に、本発明の内部粒子粉砕のための溶融混練について述べる。
【0047】
内部粒子粉砕のための溶融混練は、製膜時のフィルムキャスト工程以前であればどの工程で行ってもよく、製膜時、製膜前いずれでもよい。製膜時であればフィルムキャスト前の溶融混練工程、製膜前であればペレットを溶融混練し、再ペレット化する方法が例示される。また、製膜前と製膜時など2回以上溶融混練工程があってもよい。しかしこの場合はいずれか1回の溶融混練工程で本発明のヘイズ低減を行うことが樹脂の熱劣化を抑制する意味で好ましい。通常、一度内部粒子粉砕によるヘイズ低減を行うと、例えばその後の工程で溶融混練を行った場合でも最初のヘイズ低減効果は維持する。
【0048】
押出機についてはヘイズを一定量以上低下できる範囲において各種押出機、スクリューを使用することができる。押出機としては単軸押出機、二軸押出機いずれも使用可能であるが、充分な剪断を与えるために二軸押出機が好ましい。押出機は樹脂の酸化劣化を抑制するために、ベント機能を有するものが好ましい。また二軸押出機の場合、スクリュー回転は同方向回転、異方向回転いずれも使用可能であるが、剪断の大きさから同方向回転が好ましい。また、スクリュー噛合は完全噛合型、不完全噛合型、非噛合型いずれも使用可能であるが、剪断の大きさから完全噛合型が好ましい。スクリューの実効長さL(m)と直径D(m)の比L/Dは25以上100以下であることが好ましく、さらに好ましくは30以上80以下、特に好ましくは35以上75以下である。L/Dが25よりも小さいと充分内部粒子を粉砕することが困難となり、100よりも大きいと滞留時間が長く混練時の発熱も大きくなるので樹脂の熱劣化が懸念される。
【0049】
溶融混練条件については、混練温度は融点のある樹脂の場合、融点以上が好ましく、スクリュー負荷が安定運転を阻害しない範囲において融点に近いほど剪断が大きくなり好ましい。特に制限はないが融点以上融点+70℃以下、さらに好ましくは融点+5℃以上融点+25℃以下である。融点を有さない場合はガラス転移点+50℃以上ガラス転移点+250℃以下が好ましい。スクリュー回転数はスクリュー負荷が安定運転を阻害せず、剪断発熱による樹脂の熱劣化の問題が起こらない範囲において高回転数であることが好ましい。
【0050】
本発明のフィルムの形成方法としては、例えば単体フィルムの場合、本発明の樹脂を押出機内で加熱溶融し、口金から冷却したキャストドラム上に押し出してシート状に加工する方法(溶融キャスト法)が挙げられる。その他の方法として、シート形成用材料を溶媒に溶解させ、その溶液を口金からキャストドラム、エンドレスベルト等の支持体上に押し出して膜状とし、次いでかかる膜層から溶媒を乾燥除去させてシート状に加工する方法(溶液キャスト法)等も使用することができる。
【0051】
次に本発明の内部粒子含有ポリエステル樹脂を用いた表面熱賦形性光学フィルムの製膜について述べるがこれに制限されない。
【0052】
本発明の表面熱賦形光学フィルムの形成方法としては、例えば単体フィルムの場合、前述の溶融キャスト法、溶液キャスト法等の製膜法を好ましく適用することができる。
【0053】
また、積層体の製造方法としては、複数の熱可塑性樹脂を複数の押出機に投入し、溶融して口金から冷却したキャストドラム上に共押出してシート状に加工する方法(共押出法)、単膜で作製したシートに被覆層原料を押出機に投入して溶融押出して口金から押出しながらラミネートする方法(溶融ラミネート法)、単膜で作製したフィルムと易表面賦形性フィルムをそれぞれ別々に単膜作製し、加熱されたロール群などにより熱圧着する方法(熱ラミネート法)、接着剤を介して張り合わせる方法(接着法)、その他、フィルム形成用材料を溶媒に溶解させ、その溶液をフィルム上に塗布する方法(コーティング法)等が使用することができる。
【0054】
また、本発明の表面熱賦形光学フィルム積層体の基材として二軸延伸ポリエステルフィルムを選択した場合、製造方法として、上述の溶融ラミネート法、熱ラミネート法、コーティング法等の方法の他に、複数の押出機に表層用の本発明のポリエステル樹脂と、基材用のポリエステル材料をそれぞれ投入し、溶融して口金から冷却したキャストドラム上に共押出して、二軸延伸した後、熱処理を施す方法(共押出二軸延伸法)も好ましく行われる。本発明の表面賦形性光学フィルムの製造方法としては上述の共押出二軸延伸法がもっとも好ましい。
【0055】
二軸延伸する方法としては、長手方向と幅方向の延伸とを分離して行う逐次二軸延伸方法や、長手方向と幅方向の延伸を同時に行う同時二軸延伸方法のどちらであっても構わない。
【0056】
また、製膜工程における熱処理温度Taは、表層の融点(もしくは軟化点)をTm1、基材の融点をTm2とした時に、Tm2>Ta>Tm1とすることが好ましい。この温度範囲で熱処理を行うことで、基材を熱固定して機械的強度を付与すると同時に、表層を溶融させて均一化し、易成形性を付与することができる。
【0057】
次に本発明の表面熱賦形光学フィルム、および表面熱賦形光学フィルム積層体を用いて熱賦形する方法の例を説明する。
【0058】
まず、本発明の表面熱賦形光学フィルム(または表面熱賦形光学フィルム積層体)と、転写すべきパターンを反転した凹凸を有する金型とを、熱賦形する本発明のポリエステル樹脂からなる表面層のガラス転移温度Tg以上融点Tm未満の温度範囲内に加熱し、フィルムと金型を接近させ、そのまま所定圧力でプレス、所定時間保持する。次にプレスした状態を保持したまま降温する。最後にプレス圧力を解放して金型からフィルムを離型する。
【0059】
本発明の表面賦形方法としては、平版をプレスする方法(平版プレス法)の他に、表面に凹凸を形成したロール状の金型を用いて、ロール状シートに成形し、ロール状の成形体を得るロールtoロールの連続成形であってもよい。ロールtoロール連続成形の場合、生産性点で平版プレス法より優れている。
【0060】
本発明の表面賦形方法において、加熱温度、およびプレス温度T1はTg℃〜Tg+50℃の範囲内であることが好ましい。この範囲に満たないと、金型をプレスしたときの樹脂の変形が起こりにくくなり、成形に必要な圧力が非常に高くなる。またこの範囲を上回ると、加熱温度、およびプレス温度T1が高くエネルギー的に非効率であり、また、金型とシートの加熱/冷却時の体積変動量の差が大きくなりすぎて、シートが金型に噛み込んで離型できなくなったり、また離型できたとしても熱賦形したパターンの精度が低下したり、部分的にパターンが欠けてしまう等の理由により好ましくない。
【0061】
また、プレス圧力は、プレス温度T1での樹脂の動的貯蔵弾性率E’、動的損失弾性率E”の値に依存するが、0.5〜50MPaが好ましい。より好ましくは1〜30MPaである。この範囲に満たないと金型内への樹脂の充填が不十分となりパターン精度が低下する。またこの範囲を超えると、必要とする荷重が大きくなり、金型への負荷が大きく、くり返し使用耐久性が低下するため好ましくない。プレス圧力をこの範囲とすることで、良好な転写性を得ることができる。 プレス圧力保持時間は、プレス温度T1での動的貯蔵弾性率E’、動的損失弾性率E”の値と成形圧力に依存するが、0秒〜10分が好ましい。この範囲を超えると、樹脂の熱分解による劣化などが起こり成形品の機械的強度が低下する可能性があるため好ましくない。本発明の表面賦形方法においては、保持時間をこの範囲とすることで良好な転写性と、成形品の機械的強度の両立ができる。プレス圧力開放温度T2はTg+20℃以下の温度範囲内で、プレス温度T1より低いのが好ましい。この範囲を上回ると、圧力解放時の樹脂の流動性が高いため、パターンが変形したりして転写精度が低下したりするため好ましくない。本発明の表面賦形方法においては、プレス圧力開放温度T2をこの範囲とすることによって、良好な転写性と離型性とを両立することができる。
【0062】
離型温度T3は、該Tg以下の温度範囲内であることが好ましい。より好ましくは20℃〜Tg℃の温度範囲である。この範囲を上回ると、離型時の樹脂の流動性が高いため、パターンが変形したりして精度が低下するため好ましくない。本発明の表面賦形方法においては、離型時の温度をこの範囲とすることによって、パターン精度よく離型することができる。
【0063】
本発明の表面熱賦形性光学フィルムを用いて作製された成形品は、各種用途に使用することが可能であるが、用途の一例としては、光回路、光コネクタ部材、およびプリズムシート等のディスプレイ用部材が例示される。
【実施例】
【0064】
以下に実施例を挙げて、本発明をさらに具体的に説明する。
【0065】
なお、物性の測定方法、効果の評価方法は次の方法に従って行った。
(1)樹脂ペレットのガラス転移温度(Tg)、融点(Tm)、融解熱量(ΔHmおよび冷結晶化温度(Tcc)
JIS−K7121(制1987)に順じ、下記測定器を用いて2ndサイクル昇温時に得られたチャートについて各値を算出した。
【0066】
装置:示差走査熱量計 DSCQ100型(TAインスツルメント社製)
測定条件:窒素雰囲気下
測定範囲:50〜280℃
サンプル重量:10mg(TAインスツルメント社製アルミパン使用)
温度プログラム:
1stサイクル 室温→昇温(16℃/分)→50℃2分保持→昇温(16℃/分)
→280℃5分保持→急冷(100℃/分)→200℃→急冷(50℃
/分)→50℃
2ndサイクル 50℃2分保持→昇温(16℃/分)→280℃→降温(16℃/分)→25℃
(2)固有粘度(IV)
オルトクロロフェノールを溶媒として25℃で測定した。
(3)樹脂の溶液ヘイズ
ポリエステル2gを20mlのフェノール/1,1,2,2,テトラクロロエタンの3/2(容積比)混合溶媒に溶解し、光路長20mmのセルを用い、ヘイズメーター(スガ試験機社製 HGM−2DP)によって積分球式光電光度法にて分析をおこなった。
尚、本発明においては光学フィルムへの適用性の観点から
溶液ヘイズ45%以上 ×
溶液ヘイズ45%未満 ○
とした。
(4)熱賦形成形性
熱賦形成型品の断面を切り出し、白金−パラジウムを蒸着した後、日立製作所(株)製走査型電子顕微鏡S−2100Aを用い写真を撮影し、断面観察を行なった。
【0067】
賦形に用いた金型は、表面に断面形状が頂角90゜の直角二等辺三角形(高さ12μm)をなす三角柱状のプリズムを平行にピッチ24μmで複数形成した形状である。
【0068】
前記金型を用いて賦形した成形品を図1示す。この成型品パターン凸部の高さb(金型設計値12μm),幅a(金型設計値12μm)の比b/aの平均値を求めて
0.8以上:○
0.7以上0.8未満:△
0.7未満:×
とした。評価結果が△や○であれば良好である。
(参考例触媒1)チタン触媒(乳酸チタンナトリウムキレート化合物)の調整
攪拌機、凝縮器及び温度計を備えた3リットルのフラスコ中の温水(371g)に乳酸(226.8g、2.52モル)を溶解させ攪拌した。この攪拌されている溶液に滴下漏斗からチタンテトライソプロポキシド(288g、1.0モル)をゆっくり加えた。この混合物を1時間加熱、還流させて曇った溶液を生成させ、これよりイソプロパノール/水混合物を減圧下にて蒸留した。その生成物を70℃以下の温度まで冷却し、その攪拌されている溶液に水酸化ナトリウムの32wt%水溶液(380g、3.04モル)を滴下漏斗によってゆっくり加えた。得られた生成物を濾過し、次いでエチレングリコール(504g、8モル)と混合し、減圧下で加熱してイソプロパノール/水を除去し、わずかに曇った淡黄色の生成物(チタン含有量5.6wt%)を得た。
(参考例重合1)樹脂重合A
テレフタル酸ジメチル84.4重量部、2,6−ナフタレンジカルボン酸ジメチル16.6重量部 エチレングリコール62.4重量部(ジカルボン酸成分の2倍モル)の割合でそれぞれ計量し、エステル交換反応装置に仕込み、内容物を150℃で溶融した後、触媒として酢酸マグネシウム4水塩を0.06重量部、三酸化二アンチモン0.02重量部添加し撹拌した。
【0069】
60分かけて190℃まで昇温し、さらに60分かけて200℃まで昇温した後、さらに90分かけて240℃まで昇温しながらメタノールを留出させた。所定量のメタノールが留出したのち、触媒の失活剤としてトリエチルホスホノアセテートを0.04重量部含んだエチレングリコール溶液を加え、5分間攪拌してエステル交換反応を停止し、さらに酢酸ナトリウムを0.03重量部添加し5分間攪拌した。
【0070】
その後、反応物を重合装置へ仕込み、装置内温度を90分かけて235℃から290℃まで昇温しながら、装置内圧力を常圧から真空へ減圧しエチレングリコールを留出させる。重合反応の進行にしたがって反応物の粘度が上昇し、所定の撹拌トルクとなった時点で反応の終了とする。反応終了時は重合装置内を窒素ガスにて常圧に戻し、重合装置下部のバルブを開けてガット状のポリエステルを水槽へ吐出した。吐出されたポリエステル樹脂は水槽で急冷後、カッターにてカッティングしチップとした。
【0071】
得られたポリエステルチップは95℃のイオン交換水で満たされた水槽に投入し、5時間水処理した。水処理の終了したチップは脱水機によって水と分離した。この水処理によってポリエステルチップに含まれていたファインも除去した。このようにしてポリエステル樹脂Aを得た。
(参考例重合2)樹脂重合B
テレフタル酸ジメチル87.4重量部、2,6−ナフタレンジカルボン酸ジメチル13.6重量部 エチレングリコール62.8重量部(ジカルボン酸成分の2倍モル)の割合でそれぞれ計量し、酢酸ナトリウムの代わりにラウリン酸ナトリウム0.1重量部を添加した以外は樹脂重合例Aと同様にしてポリエステル樹脂Bを得た。
(参考例重合3)樹脂重合C
テレフタル酸ジメチル87.8重量部、スピログリコール16.5重量部、エチレングリコール56.1重量部(ジカルボン酸成分の2倍モル)の割合でそれぞれ計量し、トリエチルホスホノアセテートの代わりにトリメチルリン酸0.025重量部、三酸化二アンチモンの代わりに参考例で調整したチタン触媒をチタン換算で0.002重量部、酢酸ナトリウムの代わりにラウリン酸バリウム0.1重量部それぞれ添加した以外は樹脂重合例Aと同様にしてポリエステル樹脂Cを得た。
(参考例重合4)樹脂重合D
テレフタル酸ジメチル101.0重量部、エチレングリコール64.6重量部(ジカルボン酸成分の2倍モル)の割合でそれぞれ計量し、酢酸ナトリウムの代わりに酢酸リチウム0.003重量部を添加した以外は樹脂重合例Aと同様にしてポリエステル樹脂Dを得た。
【0072】
上記ポリエステル樹脂A〜Dについてそれぞれ製膜、熱賦形をおこなった。
(参考製膜例)
製膜はポリエステル樹脂A〜DとPET樹脂(IV0.65)をそれぞれ2軸押出機に供給し、樹脂A〜Dを副層(両表層)、PET樹脂を主層とする3層口金により押出し(ヘッド温度280℃)、ドラムキャスト(ドラム温度22℃)後、2軸延伸を行い、最後に238℃で30秒間熱処理し、主層148μm、副層20μm、総厚み188μmからなる3層積層フィルムを得た。
【0073】
その後熱賦形をおこなった。熱賦形フローを図2に示す。熱賦形においては図2(A)のように金型は図2eに示したものを用い、本フィルム(図2f)と加熱・冷却プレート(図2d)により温度コントロールされた金型(図2e)を用いる。図2(A)の金型加熱後、フィルムを金型の凹凸面を接触させて120℃に加熱し2.5MPaでプレスし、そのまま30秒間保持した(図2(B))。その後金型を70℃に冷却した後、プレスを解放し、金型から離型して樹脂成形品を得た(図2(C))。
【0074】
これらポリエステル樹脂A〜Dの各種ポリマー特性の評価結果を表1に示す。
【0075】
樹脂A,Cは溶液ヘイズが高く光学フィルム用途には不適であった。熱賦形性はA,B,C,は○、樹脂Dはフィルム化後熱賦形時に白化し、熱賦形性は×であった。
実施例1
ベント式2軸押出機(東芝機械株式会社製 TEM35B、同方向完全噛合型)スクリュー径37mm,有効長1440mm(L/D=38.9)を用い、参考重合例1で重合したポリエステル樹脂Aをポリマー仕込み速度10kg/h、スクリュー回転数200rpm、押出温度280℃の条件にて溶融混練を行い、吐出ガットを水冷後ペレタイザーにより再ペレット化した。
【0076】
また再ペレット化したポリエステル樹脂AとPET樹脂(IV0.65)をそれぞれ2軸押出機に供給し、樹脂Aを副層(両表層)、PET樹脂を主層とする3層口金により押出し(ヘッド温度280℃)、ドラムキャスト(ドラム温度22℃)後、2軸延伸を行い、最後に238℃で30秒間熱処理し、主層148μm、副層20μm、総厚み188μmからなる3層積層フィルムを得た。
【0077】
その後参考例と同様にして熱賦形をおこなった。
【0078】
再ペレット化樹脂のIV,溶液ヘイズ、熱特性を表1に示す。溶液ヘイズは45%未満に低下しフィルムの熱賦形性は○であった。
実施例2
溶融混練条件の樹脂仕込み速度を変更した以外は実施例1と同様に再ペレット化し、3層積層フィルムを得、該フィルムについて熱賦形をおこなった。溶液ヘイズは45%未満に低下しフィルムの熱賦形性は○であった。
実施例3
溶融混練条件の樹脂仕込み速度とスクリュー回転数を変更した以外は実施例1と同様に再ペレット化し、3層積層フィルムを得、該フィルムについて熱賦形をおこなった。溶液ヘイズは45%未満に低下しフィルムの熱賦形性は○であった。
実施例4
溶融混練条件の樹脂仕込み速度とスクリュー回転数を変更した以外は実施例1と同様に再ペレット化し、3層積層フィルムを得、該フィルムについて熱賦形をおこなった。溶液ヘイズは45%未満に低下しフィルムの熱賦形性は○であった。
実施例5
溶融混練条件の樹脂仕込み速度を変更した以外は実施例1と同様に再ペレット化し、3層積層フィルムを得、該フィルムについて熱賦形をおこなった。溶液ヘイズは45%未満に低下しフィルムの熱賦形性は○であった。
実施例6
溶融混練条件の樹脂仕込み速度と押出温度を変更した以外は実施例1と同様に再ペレット化し、3層積層フィルムを得、該フィルムについて熱賦形をおこなった。溶液ヘイズは45%未満に低下しフィルムの熱賦形性は○であった。
実施例7
ポリエステル樹脂Aを実施例1と同じ条件でベント式2軸押出機により溶融混練を行い再ペレット化した。
【0079】
再ペレット化したポリエステル樹脂を2軸押出機に供給し、単層口金により押出し(ヘッド温度280℃)、ドラムキャスト後2軸延伸を行い、最後に225℃で5秒間熱処理し、層厚み188μmからなる単層フィルムを得た。
【0080】
その後参考製膜例同様に熱賦形を行った。溶液ヘイズは45%未満に低下しフィルムの熱賦形性は実施例1には劣るものの△であった。
実施例8
樹脂を参考重合例2で重合したポリエステル樹脂Bに変更した以外は実施例2と同様の条件で溶融混練を行い、吐出ガットを水冷後ペレタイザーにより再ペレット化した。
【0081】
さらに実施例1と同様に3層積層フィルムを得、該フィルムについて熱賦形をおこなった。溶液ヘイズは参考例3よりさらに低下しフィルムの熱賦形性は○であった。
実施例9
樹脂を参考重合例3で重合したポリエステル樹脂Cに変更した以外は実施例2と同様の条件で溶融混練を行い、吐出ガットを水冷後ペレタイザーにより再ペレット化した。
【0082】
さらに実施例1と同様に3層積層フィルムを得、該フィルムについて熱賦形をおこなった。溶液ヘイズは45%未満に低下しフィルムの熱賦形性は○であった。
実施例10
溶融混練のスクリュー回転数を変更した以外は実施例9と同様に再ペレット化し、3層積層フィルムを得、該フィルムについて熱賦形をおこなった。溶液へいずは45%未満に低下しフィルムの熱賦形性は○であった。
比較例1
樹脂を参考重合例4で重合したポリエステル樹脂Dに変更した以外は実施例2と同様の条件で溶融混練を行い、吐出ガットを水冷後ペレタライザーにより再ペレット化した。さらに実施例1と同様に3層積層フィルムを得、該フィルムについて熱賦形をおこなった。溶融混練前の溶液ヘイズが低く、内部粒子量が少なかったことから溶融混練による溶液ヘイズの低減は認められなかった。また、参考重合例4と同様に熱賦形時に白化し、樹脂のTmが高いことから熱賦形性は×であった。
比較例2
溶融混練条件のスクリュー回転数と押出温度を変更した以外は実施例1と同様に再ペレット化し、3層積層フィルムを得、該フィルムについて熱賦形をおこなった。熱賦形性は○であったがスクリュー回転数が小さく剪断効果が小さかったためか溶融混練による溶液ヘイズ低減は不充分で溶融混連後も溶液ヘイズは45%以上であった。
比較例3
2軸押出機(池貝株式会社製 GTR65、異方向型)スクリュー径65mm,有効長1170mm(L/D=18)を用い、参考重合例1で重合したポリエステル樹脂Aをポリマー仕込み速度80kg/h、スクリュー回転数30rpm、押出温度250℃の条件にて溶融混練を行い、吐出ガットを水冷後ペレタイザーにより再ペレット化した。
【0083】
また再ペレット化したポリエステル樹脂AとPET樹脂(IV0.65)をそれぞれ2軸押出機に供給し、樹脂Aを副層(両表層)、PET樹脂を主層とする3層口金により押出し(ヘッド温度280℃)、ドラムキャスト(ドラム温度22℃)後、2軸延伸を行い、最後に238℃で30秒間熱処理し、主層148μm、副層20μm、総厚み188μmからなる3層積層フィルムを得た。
【0084】
その後参考例と同様にして熱賦形をおこなった。
再ペレット化樹脂のIV,溶液ヘイズ、熱特性とフィルムの熱賦形性を表1に示す。熱賦形性は○であったが、押出機が異方向型で剪断効果が低いものであったため溶液ヘイズの低減は小さく溶液ヘイズは45%以上であった。
【0085】
【表1】
【0086】
【表2】
【0087】
【表3】
【図面の簡単な説明】
【0088】
【図1】成形シートの模式図
【図2】本実施例の熱賦形フローを模式的に示す図 ・ 金型加熱 ・ 熱賦形、金型冷却 (C)フィルム離型
【符号の説明】
【0089】
d:加熱・冷却プレート
e:金型
f:フィルム
【特許請求の範囲】
【請求項1】
内部粒子含有ポリエステル樹脂を少なくとも1層とした光学用フイルムを製造するに際して、内部粒子含有ポリエステル樹脂を溶融混連する押出混練機を設け、混練前の内部粒子含有ポリエステル樹脂の溶液ヘイズを溶液ヘイズ1としたとき、溶液ヘイズ1が5%以上75%未満であり、溶融混練後の内部粒子含有ポリエステル樹脂の溶液ヘイズを溶液ヘイズ2としたとき以下の関係を満たす混練工程を含むことを特徴とする光学用フィルムの製造方法。
100×(溶液ヘイズ1−溶液ヘイズ2)/溶液ヘイズ1≧25
【請求項2】
溶融混練前と比較し、溶融混練後の内部粒子含有ポリエステル樹脂のΔTcgが1℃以上低下していることを特徴とする請求項1記載の光学用フィルムの製造方法。
【請求項3】
溶融混練後の内部粒子含有ポリエステル樹脂のガラス転移温度(Tg)が83℃以上、融点(Tm)が230℃以下、結晶融解熱量(ΔHm)が5J/g以上であることを特徴とする請求項1または2記載の光学用フィルムの製造方法。
【請求項4】
内部粒子含有ポリエステル樹脂がテレフタル酸残基、2,6−ナフタレンジカルボン酸残基、エチレングリコール残基からなる共重合体であることを特徴とする請求項1〜3のいずれか1項記載の光学用フィルムの製造方法。
【請求項5】
内部粒子がナトリウム系内部粒子であることを特徴とする請求項1〜4のいずれか1項記載の光学用フィルムの製造方法。
【請求項6】
光学用フイルムが多層フィルムであることを特徴とする請求項1〜5のいずれか1項記載の光学用フィルムの製造方法。
【請求項7】
請求項1〜6のいずれか1項で得られた光学用フィルムからなる表面熱賦形プリズムシート。
【請求項1】
内部粒子含有ポリエステル樹脂を少なくとも1層とした光学用フイルムを製造するに際して、内部粒子含有ポリエステル樹脂を溶融混連する押出混練機を設け、混練前の内部粒子含有ポリエステル樹脂の溶液ヘイズを溶液ヘイズ1としたとき、溶液ヘイズ1が5%以上75%未満であり、溶融混練後の内部粒子含有ポリエステル樹脂の溶液ヘイズを溶液ヘイズ2としたとき以下の関係を満たす混練工程を含むことを特徴とする光学用フィルムの製造方法。
100×(溶液ヘイズ1−溶液ヘイズ2)/溶液ヘイズ1≧25
【請求項2】
溶融混練前と比較し、溶融混練後の内部粒子含有ポリエステル樹脂のΔTcgが1℃以上低下していることを特徴とする請求項1記載の光学用フィルムの製造方法。
【請求項3】
溶融混練後の内部粒子含有ポリエステル樹脂のガラス転移温度(Tg)が83℃以上、融点(Tm)が230℃以下、結晶融解熱量(ΔHm)が5J/g以上であることを特徴とする請求項1または2記載の光学用フィルムの製造方法。
【請求項4】
内部粒子含有ポリエステル樹脂がテレフタル酸残基、2,6−ナフタレンジカルボン酸残基、エチレングリコール残基からなる共重合体であることを特徴とする請求項1〜3のいずれか1項記載の光学用フィルムの製造方法。
【請求項5】
内部粒子がナトリウム系内部粒子であることを特徴とする請求項1〜4のいずれか1項記載の光学用フィルムの製造方法。
【請求項6】
光学用フイルムが多層フィルムであることを特徴とする請求項1〜5のいずれか1項記載の光学用フィルムの製造方法。
【請求項7】
請求項1〜6のいずれか1項で得られた光学用フィルムからなる表面熱賦形プリズムシート。
【図1】

【図2】
【図2】
【公開番号】特開2010−89401(P2010−89401A)
【公開日】平成22年4月22日(2010.4.22)
【国際特許分類】
【出願番号】特願2008−262471(P2008−262471)
【出願日】平成20年10月9日(2008.10.9)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成22年4月22日(2010.4.22)
【国際特許分類】
【出願日】平成20年10月9日(2008.10.9)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]