
光学用石英ガラス成型体の製造方法
【課題】脈理除去のための熱処理をすることなしに、比較的大口径な石英ガラス成型体であっても、脈理の影響を排除して光学用途に適した光学特性を有する石英ガラス成型体を提供できる方法を提供する。
【解決手段】直接法により合成した石英ガラスインゴットをインゴットの成長方向と同一の方向から加圧して、板状成型体を得る工程、得られた板状成型体の加圧により形成された一方または両方の面(以下、加圧形成面という)を、前記加圧形成面の垂直方向からの目視観察において脈理が観察されなくなるまで削除して、石英ガラス成型体を得る工程を含む、光学用石英ガラス成型体の製造方法。
【解決手段】直接法により合成した石英ガラスインゴットをインゴットの成長方向と同一の方向から加圧して、板状成型体を得る工程、得られた板状成型体の加圧により形成された一方または両方の面(以下、加圧形成面という)を、前記加圧形成面の垂直方向からの目視観察において脈理が観察されなくなるまで削除して、石英ガラス成型体を得る工程を含む、光学用石英ガラス成型体の製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、脈理有効径が改善された光学用石英ガラス成型体の製造方法に関する。より詳細には、本発明は、石英ガラスインゴットの径より口径が大きい光学用石英ガラス成型体の製造方法であって、インゴットを成型して得られた成型体において、インゴット製造時にインゴット内に形成された脈理が、光学用石英ガラス成型体の光軸方向からは観察されない、脈理有効径が改善された光学用石英ガラス成型体の製造方法である。
【背景技術】
【0002】
直接法により石英ガラスインゴットを製造する場合、製造時の外乱により製造条件が変動し、しばしば堆積面に平行に脈理(局所的屈折率異常)と呼ばれる光学的欠陥が生じる。この脈理は、堆積面に垂直な方向(成長軸に平行な方向)からは観察されない。しかし、堆積面に平行な方向(成長軸に垂直な方向)からは観察される。
【0003】
光学用途に使用する石英ガラスには、光が透過する方向(光軸方向と呼ぶ)から見て、脈理が観察されないことが要求される。石英ガラスのインゴット径より小さな口径の製品は、堆積面に水平に切断することで光の透過方向(堆積面に垂直な方向)から脈理が観察されない材料を取得することが可能である。
【0004】
一方、インゴット径より大きい口径の製品は、インゴットを伸展成型(径を拡大)して製造する。インゴットを成型して得た成型体を成長軸方向から観察すると、インゴットでは観察されなかった脈理が成型体の外周部で観察される。脈理が観察される部分は、光学用途には使用出来ないので、外周部の脈理部分を除いた、成型体の中心部分しか製品として使用出来ない。
【0005】
また、光学用途に使用する大口径の石英ガラス製品の製造方法としては、インゴットを伸展成型して得た大口径の成型体を加熱及び徐冷からなる熱処理をすることで、上記外周部の脈理を除去することが提案されている(特許文献1)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2010-150097号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
特許文献1に記載の光学用合成石英ガラス部材の製造方法は、a)揮発性珪素化合物を酸水素火炎により加水分解し、微粒子シリカを耐熱性基体上に堆積させて多孔質母材を作成する工程、b)真空、または不活性ガス含有雰囲気中にて脱水熱処理する工程、c)加熱して透明な石英ガラス体を得る工程、d)火炎加熱により帯状熔融回転攪拌処理して、脈理を除去する工程、e)円柱状に成型する工程、f)石英ガラス体の上下面、及び外周面を研削除去することによって外層を取り除く工程、g)徐冷点以上の温度に一旦保持した後徐冷する工程、およびh)水素ガス含有雰囲気中で、圧力を0.0098MPa〜0.98MPaの範囲で、かつ、723K以下の温度で熱処理を施し、水素分子を含有させる工程を含む。
【0008】
特許文献1に記載の方法では、円柱状に成型する前に火炎加熱により帯状熔融回転攪拌処理して、脈理を除去している。しかし、火炎加熱による帯状熔融回転攪拌処理が必要であり、この処理には、相当な手間がかかり、製造コストを押し上げる原因となる。
【0009】
そこで本発明は、脈理除去のための熱処理をすることなしに、比較的大口径な石英ガラス成型体であっても、脈理の影響を排除して光学用途に適した光学特性を有する石英ガラス成型体を提供できる方法を提供することを目的とする。
【0010】
本発明者は、成型体の外周部の脈理の挙動が、成型に用いたインゴットの脈理が屈曲することにより発生すること、さらに、その屈曲が表面近傍において、光軸と垂直な方向(加圧形成面と平行な方向)とのなす角度が一定未満であれば、脈理の影響を実質的に無視できることを見出し、さらに、脈理の影響を実質的に無視できる成型体が、成型体の加圧形成面を上記屈曲の角度が脈理の影響が実質的に無視できる位置になるまで削除することで得られることを見出して、脈理有効径が改善された石英ガラス成型体を得る本発明を完成させた。
【課題を解決するための手段】
【0011】
本発明は以下の通りである。
[1]
直接法により合成した石英ガラスインゴットをインゴットの成長方向と同一の方向から加圧して、板状成型体を得る工程、
得られた板状成型体の加圧により形成された一方または両方の面(以下、加圧形成面という)を、前記加圧形成面の垂直方向からの目視観察において脈理が観察されなくなるまで削除して、石英ガラス成型体を得る工程
を含む、光学用石英ガラス成型体の製造方法。
[2]
前記削除は、板状成型体のインゴット頂上側の加圧形成面に対して実施する、[1]に記載の製造方法。
[3]
前記削除は、板状成型体の垂直断面において、加圧形成面により形成される直線と、加圧形成面近傍において脈理により形成される直線とが形成する角度が25度未満になるまで実施する、[1]または[2]に記載の製造方法。
[4]
前記板状成型体は、円盤状であり、円盤の口径が、前記インゴットの径の1.1〜10倍の範囲である、[1]〜[3]のいずれかに記載の製造方法。
[5]
前記板状成型体は、厚さが前記インゴットの高さの0.1〜0.9倍の範囲である、[1]〜[4]のいずれかに記載の製造方法。
[6]
前記削除工程で得られる石英ガラス成型体の厚さは、前記削除前の板状成型体の厚さの0.5〜0.99倍の範囲である、[1]〜[5]のいずれかに記載の製造方法。
[7]
前記削除工程で得られる石英ガラス成型体は、光学ガラスの脈理の測定方法(JOGIS 11-2006)P28-1〜29による測定で1級に分類される、[1]〜[6]のいずれかに記載の製造方法。
[8]
板状成型体を得る工程後、板状成型体内の脈理を除去する目的での加熱処理を経ずに、板状成型体を前記削除工程に供する、[1]〜[7]のいずれかに記載の製造方法。
[9]
前記削除工程は、板状成型体の加圧形成面を研削、研磨または研削及び研磨することで行う[1]〜[8]のいずれかに記載の製造方法。
【発明の効果】
【0012】
本発明によれば、熱処理を用いることなく、従来と比べて脈理有効径が改善された光学材の製造が可能である。
【図面の簡単な説明】
【0013】
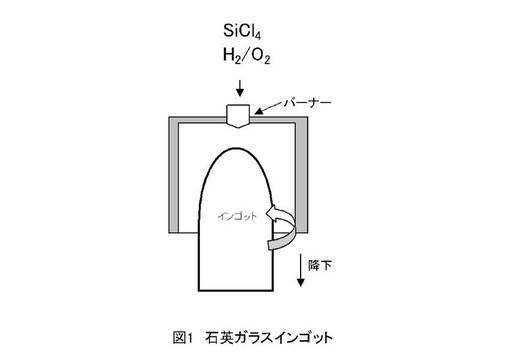
【図1】石英ガラスインゴット製造の説明図。
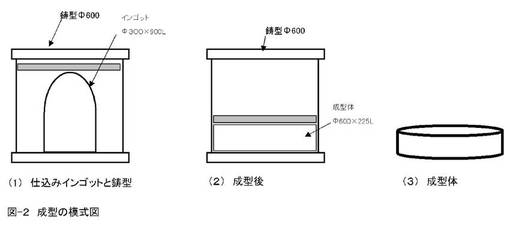
【図2】石英ガラスインゴットを成型する方法の説明図。(1)は仕込みインゴットと鋳型、(2)は成型後、(3)は成型体をそれぞれ示す。
【図3】成型体断面の脈理観察の説明図。
【図4】脈理観察方法(成型体断面の観察例)の説明図。
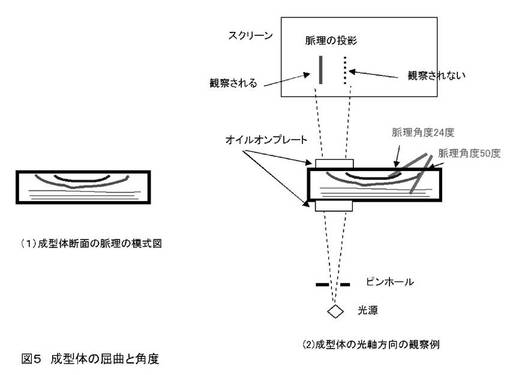
【図5】成型体の脈理の屈曲角度についての説明図。(1)は成型体断面の脈理の模式図であり、(2)は成型体の光軸方向の観察例の説明図。
【発明を実施するための形態】
【0014】
本発明の光学用石英ガラス成型体の製造方法は、
直接法により合成した石英ガラスインゴットをインゴットの成長方向と同一の方向から加圧して、板状成型体を得る工程、
得られた板状成型体の加圧により形成された一方または両方の面(加圧形成面と呼ぶ)を、前記加圧形成面の垂直方向からの目視観察において脈理が観察されなくなるまで削除して、石英ガラス成型体を得る工程
を含む。
【0015】
<板状成型体を得る工程>
この工程は、直接法により合成した石英ガラスインゴットを得るステップと、得られたインゴットを、インゴットの成長方向と同一の方向から加圧して、板状成型体を得るステップを含む。直接法により合成した石英ガラスインゴットを得る方法は、公知の方法をそのまま利用できる。インゴット内に形成される脈理を抑制するという観点からは、例えば、バーナーへの原料及び燃焼ガス供給装置にマスフローコントローラーを使用するなど、製造条件の変動を極力抑制する措置を講じることが好ましい。
【0016】
得られたインゴットを、インゴットの成長方向と同一の方向で加圧して板状成型体を得る方法も、公知の方法をそのまま利用できる。例えば、インゴットを成型用鋳型に入れて、所望の形状に伸展(インゴット径を拡大)させて製造することができる。
【0017】
前記板状成型体は、例えば、円盤状であり、円盤の口径が、前記インゴットの径の1.1〜10倍の範囲となるように加圧することができる。この範囲とすることで所望の口径の板状成型体を得ることかできる。但し、成型の過程で石英ガラスが流動することに伴いインゴット内の脈理が乱れることを抑制するという観点からは、円盤の口径は、好ましくは、インゴットの径の1.1〜3倍の範囲となるように加圧する。
【0018】
前記板状成型体は、例えば、厚さがインゴットの高さの0.1〜0.9倍の範囲となるように加圧することができる。この範囲とすることで所望の口径の板状成型体を得ることかできる。但し、成型の過程で石英ガラスが流動することに伴いインゴット内の脈理が乱れることを抑制するという観点からは、板状成型体の厚さは、好ましくは、インゴットの高さの0.3〜0.9倍の範囲となるように加圧する。
【0019】
<石英ガラス成型体を得る工程>
前記工程で得られた板状成型体は、加圧形成面の一方または両方を、加圧形成面の垂直方向からの目視観察において脈理が観察されなくなるまで削除して、石英ガラス成型体を得る。加圧形成面、特に、インゴット頂上側の加圧形成面においては、加圧形成面の垂直方向からの目視観察において脈理が観察される。但し、インゴット底部側の加圧形成面においても、インゴット頂上側の加圧形成面程ではないが、加圧形成面の垂直方向からの目視観察において脈理が観察される。脈理の目視観察は、公知のピンホール法と呼ばれる投影装置を用いて実施できる。観察は、観察対象である成型体にオイルオンプレートを付して行うことが、脈理の観察が容易にできるという観点から好ましい。ピンホール法による観察については図4及び5に示し、実施例で例示する。
【0020】
前記板状成型体の削除は、板状成型体の加圧形成面を研削、研磨または研削及び研磨することで行うことができる。研削、研磨または研削及び研磨の方法自体は公知の方法で実施できる。
【0021】
従来は、前記成型体の加圧形成面に垂直方向(=光軸方向)から脈理を観察し、成型体の脈理が観察される外周部分を切断して製品を切り出していた。その結果、大口径の製品は得られにくかった。それに対して、本発者は、加圧成型時に石英ガラスが流動することにより、堆積面(切断面)に水平であった脈理が立ち上がり、加圧形成面に垂直な方向(=光軸方向)からの目視観察により脈理が観察されことを見出し本発明に至った。すなわち、本発明では、加圧形成面を、加圧形成面の垂直方向からの目視観察において脈理が得られなくなるまで削除して、石英ガラス成型体を得る。加圧形成面近傍に存在する脈理は、成型体の内部に行くほどに加圧形成面となす角度が小さくなる。上記加圧形成面の削除により、加圧形成面に存在する脈理の立ち上りの角度がある特定の角度未満とすることで、加圧形成面の垂直方向(=光軸方向)から観察しても脈理が観察されないこと、及び加圧形成面の削除をすることで、削除後の加圧形成面における目視観察可能な脈理をゼロにすることができることを本発明者は見出した。前記特定の角度は、板状成型体の垂直断面において、加圧形成面により形成される直線と、加圧形成面近傍において脈理により形成される直線とが形成する角度として定義され、25度である。したがって、前記角度が25度未満になるまで前記削除を実施することが適当である。尚、目視観察での脈理の影響をより確実に排除するという観点からは、上記角度は22度以下とするが好ましく、目視観察での脈理の影響をさらに確実に排除するという観点からは、上記角度は20度以下とすることがより好ましい 。
【0022】
前記削除工程で得られる石英ガラス成型体の厚さは、前記削除前の板状成型体の厚さの0.5〜0.99倍の範囲となるように、前記削除を実施できる。削除工程で得られる石英ガラス成型体の厚さは、厚い程、好ましく、削除後の加圧形成面における目視観察可能な脈理をゼロにできる範囲で適宜調整できる。削除工程で得られる石英ガラス成型体の厚さは、好ましくは、前記削除前の板状成型体の厚さの0.8〜0.99倍の範囲とする。板状成型体の加圧形成面において目視観察可能な脈理は、インゴット内の脈理及び加圧成型の条件によって変化するので、これらの条件と上記削除工程で得られる石英ガラス成型体の厚さを考慮して、各工程における条件を適宜決定することが好ましい。
【0023】
前記削除工程で得られる石英ガラス成型体は、光学ガラスの脈理の測定方法(JOGIS 11-2006)P28-1〜29による測定で1級に分類される。
【0024】
尚、本発明の製造方法においては、板状成型体を得る工程後、板状成型体内の脈理を除去する目的での加熱処理を経ることなく、板状成型体を前記削除工程に供する。但し、板状成型体を得る工程における板状成型体を室温に戻す際に適用されるアニール工程等の熱処理は、板状成型体内の脈理を除去する目的での加熱処理ではなく、適宜採用できる。
【0025】
脈理の屈曲は伸展するインゴットの形状と成型体の形状(伸展倍率)に依存するので、成型条件毎にあらかじめ成型体の断面から脈理の屈曲状態を評価し、脈理が観察されないために成型体から除去する幅(厚さ)を決定しておくことで、従来と比べて脈理有効径が改善された光学材の量産を容易に行うことができる。
【実施例】
【0026】
以下本発明を実施例に基づいてさらに説明する。但し、本発明はこれら実施例に制限される意図ではない。
【0027】
比較例1
原料のSiCl4及び、燃焼用の水素と酸素をバーナーに供給し、火炎加水分解反応によりSiO2微粒子を生成し、生成した微粒子を堆積と同時に透明ガラス化する、いわゆる直接法(図1)により直径300mm、長さ900mmのインゴットを製造した。
【0028】
このインゴット:Φ300×900L(mm)重さ:140kgを成型用鋳型Φ600に仕込み(図2(1))、1800℃(窒素雰囲気)×5hで伸展成型を行った(図2(2))。成型により、Φ600×225L(mm)の成型体を製造した(図2(3))。
【0029】
成型体の上面から脈理を観察すると、Φ390の位置に脈理が観察され、光学材として使用可能な範囲(有効径)は、390Φであることが分かった。脈理の観察は、日本光学硝子工業会規格 J0GIS 11-2006 光学ガラスの脈理の測定方法、により行った。
【0030】
実施例1
比較例1の成型体の中心部分を図3に示すように、50mm幅で切断し、断面から脈理観察を行った。脈理の観察方法を図4に模式的に示す。光源⇒ピンホール⇒成型体⇒投影させるとスクリーンに成型体中の脈理が縞状に発現する。観察した脈理は、成型体断面の外周部で屈曲していることが分かった。次に図5に示すように脈理が屈曲した部分と、屈曲が見られない部分から試料を切り出して脈理を観察した。
【0031】
表1と図5に示すように、成型体の断面から観察した各脈理の屈曲角度が25度以上であれば、断面に垂直方向から観察した場合に脈理が観察され(脈理の程度は2〜4級)、25度未満であれば脈理が観察されない(脈理の程度は1級)。
【0032】
【表1】

※1光学ガラスの脈理の測定方法(JOGIS 11-2006)P28-1〜29
【0033】
断面から観察した脈理の屈曲角度と、光軸方向からの観察での脈理の有無との関係から、本成型条件においては、問題となる脈理の屈曲が成型体の上部15mmで発生していることが分かった。すなわち、成型体上部15mmを除去することで脈理有効径が改善されることが分かった。
【0034】
比較例と同条件で成型した成型体を上部(光軸方向)から評価した結果、有効径は390Φと比較例と同じであることが分かった。そこで、この成型体上部15mmを切断して、本発明の成型体(実施例)を得た。この成型体の脈理評価を行った結果、脈理の有効径は、550Φであることが分かり、比較例と比べて有効径が大きく改善できた。
【産業上の利用可能性】
【0035】
本発明は、石英ガラス成型体に関連する分野に有用である。
【技術分野】
【0001】
本発明は、脈理有効径が改善された光学用石英ガラス成型体の製造方法に関する。より詳細には、本発明は、石英ガラスインゴットの径より口径が大きい光学用石英ガラス成型体の製造方法であって、インゴットを成型して得られた成型体において、インゴット製造時にインゴット内に形成された脈理が、光学用石英ガラス成型体の光軸方向からは観察されない、脈理有効径が改善された光学用石英ガラス成型体の製造方法である。
【背景技術】
【0002】
直接法により石英ガラスインゴットを製造する場合、製造時の外乱により製造条件が変動し、しばしば堆積面に平行に脈理(局所的屈折率異常)と呼ばれる光学的欠陥が生じる。この脈理は、堆積面に垂直な方向(成長軸に平行な方向)からは観察されない。しかし、堆積面に平行な方向(成長軸に垂直な方向)からは観察される。
【0003】
光学用途に使用する石英ガラスには、光が透過する方向(光軸方向と呼ぶ)から見て、脈理が観察されないことが要求される。石英ガラスのインゴット径より小さな口径の製品は、堆積面に水平に切断することで光の透過方向(堆積面に垂直な方向)から脈理が観察されない材料を取得することが可能である。
【0004】
一方、インゴット径より大きい口径の製品は、インゴットを伸展成型(径を拡大)して製造する。インゴットを成型して得た成型体を成長軸方向から観察すると、インゴットでは観察されなかった脈理が成型体の外周部で観察される。脈理が観察される部分は、光学用途には使用出来ないので、外周部の脈理部分を除いた、成型体の中心部分しか製品として使用出来ない。
【0005】
また、光学用途に使用する大口径の石英ガラス製品の製造方法としては、インゴットを伸展成型して得た大口径の成型体を加熱及び徐冷からなる熱処理をすることで、上記外周部の脈理を除去することが提案されている(特許文献1)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2010-150097号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
特許文献1に記載の光学用合成石英ガラス部材の製造方法は、a)揮発性珪素化合物を酸水素火炎により加水分解し、微粒子シリカを耐熱性基体上に堆積させて多孔質母材を作成する工程、b)真空、または不活性ガス含有雰囲気中にて脱水熱処理する工程、c)加熱して透明な石英ガラス体を得る工程、d)火炎加熱により帯状熔融回転攪拌処理して、脈理を除去する工程、e)円柱状に成型する工程、f)石英ガラス体の上下面、及び外周面を研削除去することによって外層を取り除く工程、g)徐冷点以上の温度に一旦保持した後徐冷する工程、およびh)水素ガス含有雰囲気中で、圧力を0.0098MPa〜0.98MPaの範囲で、かつ、723K以下の温度で熱処理を施し、水素分子を含有させる工程を含む。
【0008】
特許文献1に記載の方法では、円柱状に成型する前に火炎加熱により帯状熔融回転攪拌処理して、脈理を除去している。しかし、火炎加熱による帯状熔融回転攪拌処理が必要であり、この処理には、相当な手間がかかり、製造コストを押し上げる原因となる。
【0009】
そこで本発明は、脈理除去のための熱処理をすることなしに、比較的大口径な石英ガラス成型体であっても、脈理の影響を排除して光学用途に適した光学特性を有する石英ガラス成型体を提供できる方法を提供することを目的とする。
【0010】
本発明者は、成型体の外周部の脈理の挙動が、成型に用いたインゴットの脈理が屈曲することにより発生すること、さらに、その屈曲が表面近傍において、光軸と垂直な方向(加圧形成面と平行な方向)とのなす角度が一定未満であれば、脈理の影響を実質的に無視できることを見出し、さらに、脈理の影響を実質的に無視できる成型体が、成型体の加圧形成面を上記屈曲の角度が脈理の影響が実質的に無視できる位置になるまで削除することで得られることを見出して、脈理有効径が改善された石英ガラス成型体を得る本発明を完成させた。
【課題を解決するための手段】
【0011】
本発明は以下の通りである。
[1]
直接法により合成した石英ガラスインゴットをインゴットの成長方向と同一の方向から加圧して、板状成型体を得る工程、
得られた板状成型体の加圧により形成された一方または両方の面(以下、加圧形成面という)を、前記加圧形成面の垂直方向からの目視観察において脈理が観察されなくなるまで削除して、石英ガラス成型体を得る工程
を含む、光学用石英ガラス成型体の製造方法。
[2]
前記削除は、板状成型体のインゴット頂上側の加圧形成面に対して実施する、[1]に記載の製造方法。
[3]
前記削除は、板状成型体の垂直断面において、加圧形成面により形成される直線と、加圧形成面近傍において脈理により形成される直線とが形成する角度が25度未満になるまで実施する、[1]または[2]に記載の製造方法。
[4]
前記板状成型体は、円盤状であり、円盤の口径が、前記インゴットの径の1.1〜10倍の範囲である、[1]〜[3]のいずれかに記載の製造方法。
[5]
前記板状成型体は、厚さが前記インゴットの高さの0.1〜0.9倍の範囲である、[1]〜[4]のいずれかに記載の製造方法。
[6]
前記削除工程で得られる石英ガラス成型体の厚さは、前記削除前の板状成型体の厚さの0.5〜0.99倍の範囲である、[1]〜[5]のいずれかに記載の製造方法。
[7]
前記削除工程で得られる石英ガラス成型体は、光学ガラスの脈理の測定方法(JOGIS 11-2006)P28-1〜29による測定で1級に分類される、[1]〜[6]のいずれかに記載の製造方法。
[8]
板状成型体を得る工程後、板状成型体内の脈理を除去する目的での加熱処理を経ずに、板状成型体を前記削除工程に供する、[1]〜[7]のいずれかに記載の製造方法。
[9]
前記削除工程は、板状成型体の加圧形成面を研削、研磨または研削及び研磨することで行う[1]〜[8]のいずれかに記載の製造方法。
【発明の効果】
【0012】
本発明によれば、熱処理を用いることなく、従来と比べて脈理有効径が改善された光学材の製造が可能である。
【図面の簡単な説明】
【0013】
【図1】石英ガラスインゴット製造の説明図。
【図2】石英ガラスインゴットを成型する方法の説明図。(1)は仕込みインゴットと鋳型、(2)は成型後、(3)は成型体をそれぞれ示す。
【図3】成型体断面の脈理観察の説明図。
【図4】脈理観察方法(成型体断面の観察例)の説明図。
【図5】成型体の脈理の屈曲角度についての説明図。(1)は成型体断面の脈理の模式図であり、(2)は成型体の光軸方向の観察例の説明図。
【発明を実施するための形態】
【0014】
本発明の光学用石英ガラス成型体の製造方法は、
直接法により合成した石英ガラスインゴットをインゴットの成長方向と同一の方向から加圧して、板状成型体を得る工程、
得られた板状成型体の加圧により形成された一方または両方の面(加圧形成面と呼ぶ)を、前記加圧形成面の垂直方向からの目視観察において脈理が観察されなくなるまで削除して、石英ガラス成型体を得る工程
を含む。
【0015】
<板状成型体を得る工程>
この工程は、直接法により合成した石英ガラスインゴットを得るステップと、得られたインゴットを、インゴットの成長方向と同一の方向から加圧して、板状成型体を得るステップを含む。直接法により合成した石英ガラスインゴットを得る方法は、公知の方法をそのまま利用できる。インゴット内に形成される脈理を抑制するという観点からは、例えば、バーナーへの原料及び燃焼ガス供給装置にマスフローコントローラーを使用するなど、製造条件の変動を極力抑制する措置を講じることが好ましい。
【0016】
得られたインゴットを、インゴットの成長方向と同一の方向で加圧して板状成型体を得る方法も、公知の方法をそのまま利用できる。例えば、インゴットを成型用鋳型に入れて、所望の形状に伸展(インゴット径を拡大)させて製造することができる。
【0017】
前記板状成型体は、例えば、円盤状であり、円盤の口径が、前記インゴットの径の1.1〜10倍の範囲となるように加圧することができる。この範囲とすることで所望の口径の板状成型体を得ることかできる。但し、成型の過程で石英ガラスが流動することに伴いインゴット内の脈理が乱れることを抑制するという観点からは、円盤の口径は、好ましくは、インゴットの径の1.1〜3倍の範囲となるように加圧する。
【0018】
前記板状成型体は、例えば、厚さがインゴットの高さの0.1〜0.9倍の範囲となるように加圧することができる。この範囲とすることで所望の口径の板状成型体を得ることかできる。但し、成型の過程で石英ガラスが流動することに伴いインゴット内の脈理が乱れることを抑制するという観点からは、板状成型体の厚さは、好ましくは、インゴットの高さの0.3〜0.9倍の範囲となるように加圧する。
【0019】
<石英ガラス成型体を得る工程>
前記工程で得られた板状成型体は、加圧形成面の一方または両方を、加圧形成面の垂直方向からの目視観察において脈理が観察されなくなるまで削除して、石英ガラス成型体を得る。加圧形成面、特に、インゴット頂上側の加圧形成面においては、加圧形成面の垂直方向からの目視観察において脈理が観察される。但し、インゴット底部側の加圧形成面においても、インゴット頂上側の加圧形成面程ではないが、加圧形成面の垂直方向からの目視観察において脈理が観察される。脈理の目視観察は、公知のピンホール法と呼ばれる投影装置を用いて実施できる。観察は、観察対象である成型体にオイルオンプレートを付して行うことが、脈理の観察が容易にできるという観点から好ましい。ピンホール法による観察については図4及び5に示し、実施例で例示する。
【0020】
前記板状成型体の削除は、板状成型体の加圧形成面を研削、研磨または研削及び研磨することで行うことができる。研削、研磨または研削及び研磨の方法自体は公知の方法で実施できる。
【0021】
従来は、前記成型体の加圧形成面に垂直方向(=光軸方向)から脈理を観察し、成型体の脈理が観察される外周部分を切断して製品を切り出していた。その結果、大口径の製品は得られにくかった。それに対して、本発者は、加圧成型時に石英ガラスが流動することにより、堆積面(切断面)に水平であった脈理が立ち上がり、加圧形成面に垂直な方向(=光軸方向)からの目視観察により脈理が観察されことを見出し本発明に至った。すなわち、本発明では、加圧形成面を、加圧形成面の垂直方向からの目視観察において脈理が得られなくなるまで削除して、石英ガラス成型体を得る。加圧形成面近傍に存在する脈理は、成型体の内部に行くほどに加圧形成面となす角度が小さくなる。上記加圧形成面の削除により、加圧形成面に存在する脈理の立ち上りの角度がある特定の角度未満とすることで、加圧形成面の垂直方向(=光軸方向)から観察しても脈理が観察されないこと、及び加圧形成面の削除をすることで、削除後の加圧形成面における目視観察可能な脈理をゼロにすることができることを本発明者は見出した。前記特定の角度は、板状成型体の垂直断面において、加圧形成面により形成される直線と、加圧形成面近傍において脈理により形成される直線とが形成する角度として定義され、25度である。したがって、前記角度が25度未満になるまで前記削除を実施することが適当である。尚、目視観察での脈理の影響をより確実に排除するという観点からは、上記角度は22度以下とするが好ましく、目視観察での脈理の影響をさらに確実に排除するという観点からは、上記角度は20度以下とすることがより好ましい 。
【0022】
前記削除工程で得られる石英ガラス成型体の厚さは、前記削除前の板状成型体の厚さの0.5〜0.99倍の範囲となるように、前記削除を実施できる。削除工程で得られる石英ガラス成型体の厚さは、厚い程、好ましく、削除後の加圧形成面における目視観察可能な脈理をゼロにできる範囲で適宜調整できる。削除工程で得られる石英ガラス成型体の厚さは、好ましくは、前記削除前の板状成型体の厚さの0.8〜0.99倍の範囲とする。板状成型体の加圧形成面において目視観察可能な脈理は、インゴット内の脈理及び加圧成型の条件によって変化するので、これらの条件と上記削除工程で得られる石英ガラス成型体の厚さを考慮して、各工程における条件を適宜決定することが好ましい。
【0023】
前記削除工程で得られる石英ガラス成型体は、光学ガラスの脈理の測定方法(JOGIS 11-2006)P28-1〜29による測定で1級に分類される。
【0024】
尚、本発明の製造方法においては、板状成型体を得る工程後、板状成型体内の脈理を除去する目的での加熱処理を経ることなく、板状成型体を前記削除工程に供する。但し、板状成型体を得る工程における板状成型体を室温に戻す際に適用されるアニール工程等の熱処理は、板状成型体内の脈理を除去する目的での加熱処理ではなく、適宜採用できる。
【0025】
脈理の屈曲は伸展するインゴットの形状と成型体の形状(伸展倍率)に依存するので、成型条件毎にあらかじめ成型体の断面から脈理の屈曲状態を評価し、脈理が観察されないために成型体から除去する幅(厚さ)を決定しておくことで、従来と比べて脈理有効径が改善された光学材の量産を容易に行うことができる。
【実施例】
【0026】
以下本発明を実施例に基づいてさらに説明する。但し、本発明はこれら実施例に制限される意図ではない。
【0027】
比較例1
原料のSiCl4及び、燃焼用の水素と酸素をバーナーに供給し、火炎加水分解反応によりSiO2微粒子を生成し、生成した微粒子を堆積と同時に透明ガラス化する、いわゆる直接法(図1)により直径300mm、長さ900mmのインゴットを製造した。
【0028】
このインゴット:Φ300×900L(mm)重さ:140kgを成型用鋳型Φ600に仕込み(図2(1))、1800℃(窒素雰囲気)×5hで伸展成型を行った(図2(2))。成型により、Φ600×225L(mm)の成型体を製造した(図2(3))。
【0029】
成型体の上面から脈理を観察すると、Φ390の位置に脈理が観察され、光学材として使用可能な範囲(有効径)は、390Φであることが分かった。脈理の観察は、日本光学硝子工業会規格 J0GIS 11-2006 光学ガラスの脈理の測定方法、により行った。
【0030】
実施例1
比較例1の成型体の中心部分を図3に示すように、50mm幅で切断し、断面から脈理観察を行った。脈理の観察方法を図4に模式的に示す。光源⇒ピンホール⇒成型体⇒投影させるとスクリーンに成型体中の脈理が縞状に発現する。観察した脈理は、成型体断面の外周部で屈曲していることが分かった。次に図5に示すように脈理が屈曲した部分と、屈曲が見られない部分から試料を切り出して脈理を観察した。
【0031】
表1と図5に示すように、成型体の断面から観察した各脈理の屈曲角度が25度以上であれば、断面に垂直方向から観察した場合に脈理が観察され(脈理の程度は2〜4級)、25度未満であれば脈理が観察されない(脈理の程度は1級)。
【0032】
【表1】
※1光学ガラスの脈理の測定方法(JOGIS 11-2006)P28-1〜29
【0033】
断面から観察した脈理の屈曲角度と、光軸方向からの観察での脈理の有無との関係から、本成型条件においては、問題となる脈理の屈曲が成型体の上部15mmで発生していることが分かった。すなわち、成型体上部15mmを除去することで脈理有効径が改善されることが分かった。
【0034】
比較例と同条件で成型した成型体を上部(光軸方向)から評価した結果、有効径は390Φと比較例と同じであることが分かった。そこで、この成型体上部15mmを切断して、本発明の成型体(実施例)を得た。この成型体の脈理評価を行った結果、脈理の有効径は、550Φであることが分かり、比較例と比べて有効径が大きく改善できた。
【産業上の利用可能性】
【0035】
本発明は、石英ガラス成型体に関連する分野に有用である。
【特許請求の範囲】
【請求項1】
直接法により合成した石英ガラスインゴットをインゴットの成長方向と同一の方向から加圧して、板状成型体を得る工程、
得られた板状成型体の加圧により形成された一方または両方の面(以下、加圧形成面という)を、前記加圧形成面の垂直方向からの目視観察において脈理が観察されなくなるまで削除して、石英ガラス成型体を得る工程
を含む、光学用石英ガラス成型体の製造方法。
【請求項2】
前記削除は、板状成型体のインゴット頂上側の加圧形成面に対して実施する、請求項1に記載の製造方法。
【請求項3】
前記削除は、板状成型体の垂直断面において、加圧形成面により形成される直線と、加圧形成面近傍において脈理により形成される直線とが形成する角度が25度未満になるまで実施する、請求項1または2に記載の製造方法。
【請求項4】
前記板状成型体は、円盤状であり、円盤の口径が、前記インゴットの径の1.1〜10倍の範囲である、請求項1〜3のいずれかに記載の製造方法。
【請求項5】
前記板状成型体は、厚さが前記インゴットの高さの0.1〜0.9倍の範囲である、請求項1〜4のいずれかに記載の製造方法。
【請求項6】
前記削除工程で得られる石英ガラス成型体の厚さは、前記削除前の板状成型体の厚さの0.5〜0.99倍の範囲である、請求項1〜5のいずれかに記載の製造方法。
【請求項7】
前記削除工程で得られる石英ガラス成型体は、光学ガラスの脈理の測定方法(JOGIS 11-2006)P28-1〜29による測定で1級に分類される、請求項1〜6のいずれかに記載の製造方法。
【請求項8】
板状成型体を得る工程後、板状成型体内の脈理を除去する目的での加熱処理を経ずに、板状成型体を前記削除工程に供する、請求項1〜7のいずれかに記載の製造方法。
【請求項9】
前記削除工程は、板状成型体の加圧形成面を研削、研磨または研削及び研磨することで行う請求項1〜8のいずれかに記載の製造方法。
【請求項1】
直接法により合成した石英ガラスインゴットをインゴットの成長方向と同一の方向から加圧して、板状成型体を得る工程、
得られた板状成型体の加圧により形成された一方または両方の面(以下、加圧形成面という)を、前記加圧形成面の垂直方向からの目視観察において脈理が観察されなくなるまで削除して、石英ガラス成型体を得る工程
を含む、光学用石英ガラス成型体の製造方法。
【請求項2】
前記削除は、板状成型体のインゴット頂上側の加圧形成面に対して実施する、請求項1に記載の製造方法。
【請求項3】
前記削除は、板状成型体の垂直断面において、加圧形成面により形成される直線と、加圧形成面近傍において脈理により形成される直線とが形成する角度が25度未満になるまで実施する、請求項1または2に記載の製造方法。
【請求項4】
前記板状成型体は、円盤状であり、円盤の口径が、前記インゴットの径の1.1〜10倍の範囲である、請求項1〜3のいずれかに記載の製造方法。
【請求項5】
前記板状成型体は、厚さが前記インゴットの高さの0.1〜0.9倍の範囲である、請求項1〜4のいずれかに記載の製造方法。
【請求項6】
前記削除工程で得られる石英ガラス成型体の厚さは、前記削除前の板状成型体の厚さの0.5〜0.99倍の範囲である、請求項1〜5のいずれかに記載の製造方法。
【請求項7】
前記削除工程で得られる石英ガラス成型体は、光学ガラスの脈理の測定方法(JOGIS 11-2006)P28-1〜29による測定で1級に分類される、請求項1〜6のいずれかに記載の製造方法。
【請求項8】
板状成型体を得る工程後、板状成型体内の脈理を除去する目的での加熱処理を経ずに、板状成型体を前記削除工程に供する、請求項1〜7のいずれかに記載の製造方法。
【請求項9】
前記削除工程は、板状成型体の加圧形成面を研削、研磨または研削及び研磨することで行う請求項1〜8のいずれかに記載の製造方法。
【図1】

【図2】
【図3】

【図4】

【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2012−106869(P2012−106869A)
【公開日】平成24年6月7日(2012.6.7)
【国際特許分類】
【出願番号】特願2010−254649(P2010−254649)
【出願日】平成22年11月15日(2010.11.15)
【出願人】(390005083)東ソ−・エスジ−エム株式会社 (7)
【Fターム(参考)】
【公開日】平成24年6月7日(2012.6.7)
【国際特許分類】
【出願日】平成22年11月15日(2010.11.15)
【出願人】(390005083)東ソ−・エスジ−エム株式会社 (7)
【Fターム(参考)】
[ Back to top ]