
光学素子、光学素子成形用金型及び成形金型の製造方法
【課題】従来とは異なる手法により高画質な像を形成できる光学素子、光学素子成形用金型、及び成形金型の製造方法を提供する。
【解決手段】加工方法を工夫することで、境界部形成部Mrの断面における円弧形状の曲率の半径を小さく抑えることができるので、転写形成される境界部RLの断面における円弧形状の曲率半径を小さく抑えることができ、結像に用いられない不要光を減少させることで、高画質な像を得ることができる。
【解決手段】加工方法を工夫することで、境界部形成部Mrの断面における円弧形状の曲率の半径を小さく抑えることができるので、転写形成される境界部RLの断面における円弧形状の曲率半径を小さく抑えることができ、結像に用いられない不要光を減少させることで、高画質な像を得ることができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、光学素子、光学素子成形用金型及び成形金型の製造方法に関し、特に光学面に境界部を有する光学素子、光学素子成形用金型及び成形金型の製造方法に関する。
【背景技術】
【0002】
例えば銀塩カメラや電子カメラ用のレンズ等の光学面は、球面もしくは非球面で滑らかにつながっている。しかるに、撮影画角内に複数の被写体が存在する場合、個々の被写体までの距離はそれぞれ異なることが多いので、いずれかの被写体にピントを合わせると、別の被写体にピントが合わないという問題がある。ところが、近年においては画像処理技術が向上したため、焦点距離を変えて複数回の撮像を行って得られた画像を合成することによって、全ての被写体に対してピントの合った1枚の画像を得ることも行われている。
【0003】
ところで、焦点距離を変えて複数回の撮像を行う場合、時間差が生じるため露出値が変化し、画面全体としてバランスがとれない恐れがある。これに対してレンズの光学面の曲率半径を部分的に変更した光学機能面を複数設けて、画像処理技術を積極的に活用することで、焦点距離の異なる複数の画像を一度に撮像して、全ての被写体に対してピントのあった画像を得ることも行われている。一方、撮像レンズとして用いる場合には、これらの隣接する光学機能面間をどのように接続するかという問題がある。というのも撮像レンズとして用いる場合、隣接する光学機能面を単に連結しただけでは、回折光やフレア光といった不要光の発生により画質が劣化するという問題が生じるからである。
【特許文献1】特開2006−334767号公報
【特許文献2】特開2006−334768号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
なお、複数の光学機能面に分割された光学素子及びその製造方法として特許文献1、2に開示された技術がある。この特許文献には、それぞれの光学機能面を直立的に段差面で連結した光学素子が記載されており、係る光学素子を成形する金型の加工方法としてフライカット加工方式を採用する事が記載されている。しかしながら、光学素子の用途として撮像レンズに用いる旨は認識されておらず、それゆえ、前記光学機能面を連結している境界部は鋭い形状の段差面で連結されている。従って撮像レンズとしてみた場合、回折光、フレア光などの不要光が発生し、結像性能に悪影響を及ぼす恐れもある。
【0005】
また加工方法は回転走査による切削する、フライカット加工方式を採用しているため、複数の光学機能面を連結する境界部を回転軸の回転半径に依存しない所望の形状に形成することは極めて困難であり、回転軸方向を変更するなど非常に手間が係る、という課題がある。
【0006】
本発明は、係る問題に鑑みてなされたものであり、従来とは異なる手法により高画質の像形成ができる撮像レンズとしての光学素子、光学素子成形用金型、及び成形金型の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
請求項1に記載の光学素子は、複数の光学機能面に分割され、当該複数の光学機能面が境界部で連結されている光学素子であって、当該境界部に対して直交する方向での前記光学素子の断面形状において、前記境界部が1nm〜5μmの範囲内の曲率半径で形成されていることを特徴とする。
【0008】
本発明の光学素子によれば、当該境界部に対して直交する方向での前記光学素子の断面形状において、前記境界部を形成することで、光学機能面の面積を極力拡大することができ、ここを通過した光により形成される像の画質を向上させることができる。しかし光学機能面を大きく(広く)するようにすると、ある光学機能面と、隣接する別の光学機能面との境界部分が鋭角状断面になり、それがために回折光、フレア光などの不要光が発生し、結像性能に悪影響を及ぼすおそれもある。そこで、前記境界部を1nm〜5μmの範囲内の曲率半径で形成することにより、前記境界部を通過する像の形成に用いられない光や、不要光の発生を抑制して、更に像の画質を向上させることができる。
【0009】
請求項2に記載の光学素子は、請求項1に記載の発明において、前記境界部が、l0nm〜2μmの範囲内の曲率半径で形成されているので、係る構成により、その範囲外と比べて、より回折光、フレア光等の不要光が少なく且つ、画質劣化が抑制された画像を得ることが可能となる。
【0010】
請求項3に記載の光学素子は、請求項1又は2に記載の発明において、前記境界部は、曲線状に延在することを特徴とする。
【0011】
請求項4に記載の光学素子は、請求項1〜3のいずれかに記載の発明において、前記複数の光学機能面の各々は、平面であることを特徴とする。
【0012】
請求項5に記載の光学素子は、請求項1〜4のいずれかに記載の発明において、前記複数の光学機能面は、前記境界部により3つ以上に分割されていることを特徴とする。
【0013】
請求項6に記載の光学素子は、請求項1〜5のいずれかに記載の発明において、前記光学素子は、屈折面を有する透過光学系の光学素子であることを特徴とする。
【0014】
請求項7に記載の光学素子は、請求項1〜5のいずれかに記載の発明において、前記光学素子は、反射面を有する反射光学系の光学素子であることを特徴とする。
【0015】
請求項8に記載の光学素子は、請求項1〜7のいずれかに記載の発明において、前記光学素子は、樹脂素材から成形されていることを特徴とする。樹脂素材としては、環状オレフィン系やノルボルネン系樹脂をはじめ、具体的には非晶質ポリオレフィン樹脂、アクリル、ポリカーボネート等の熱可塑性樹脂や、ウレタン等の熱硬化性樹脂が含まれる。
【0016】
請求項9に記載の光学素子は、請求項1〜7のいずれかに記載の発明において、前記光学素子は、ガラス素材から成形されていることを特徴とする。ガラス素材としては、珪酸ガラス、燐酸ガラス、さらに鉛フリーガラス等が含まれる。
【0017】
請求項10に記載の光学素子成形用金型は、請求項1〜9のいずれか一つに記載の光学素子を成形することを特徴とする。
【0018】
請求項11に記載の光学素子成形用金型は、請求項10に記載の発明において、ステンレス鋼、チタン鋼、ニッケル合金、セラミック、炭素鋼、超鋼、鉄、サーメット、銅のいずれか一つ以上から形成されていることを特徴とする。
【0019】
請求項12に記載の成形金型の製造方法は、複数の光学機能面に分割され、当該複数の光学機能面が境界部で連結されている光学素子を成形する成形用金型の加工の際に、金型素材に対して工具を相対的に主走査及び副走査の移動を複数回繰り返して切削加工する成形金型の製造方法において、
複数回の前記主走査方向の移動における切削においては、金型素材に対して工具を前記境界部を形成するための境界部形成部を通過させながら切削するとともに、前記境界部形成部では、前記工具が描く軌跡が所定の曲率をもつように移動しながら切削する主走査方向の切削を含むことを特徴とする。これにより、所望の曲率を有する境界部を簡単な切削動作により実現できる、という効果がある。
【0020】
請求項13に記載の成形金型の製造方法は、請求項12に記載の発明において、前記切削により、前記境界部形成部に対して直交する方向での前記成形用金型の断面形状において、前記境界部形成部が1nm〜5μmの範囲内の曲率半径で形成されていることを特徴とする。
【0021】
なお、本発明でいう「境界部」とは、図1(a)に示されるように、複数の光学機能面が連続的に連結している場合の稜線状に形成されている部分や、同図(b)に示されるように複数の光学機能面が段差STをもって連結している場合の上側の光学機能面FP1と下側の光学機能面FP2とがそれぞれ段差STと交差する部分のいずれも含むものであり、「境界部が1nm〜5μmの範囲内の曲率半径で形成されている」とは、境界部が稜線状に形成されている場合には当該稜線部分が当該曲率半径Rで形成されていることを指し、段差をもって連結している場合には、上側の光学機能面FP1と下側の光学機能面FP2とがそれぞれ段差Pと交差する部分の両方とも当該曲率半径Rの範囲内で形成されていることを言うものとする。
【発明の効果】
【0022】
本発明によれば、従来とは異なる手法により高画質な像を形成できる光学素子、光学素子成形用金型、及び成形金型の製造方法を提供することができる。
【発明を実施するための最良の形態】
【0023】
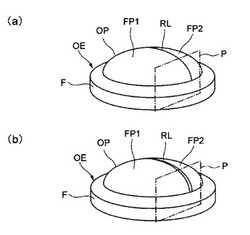
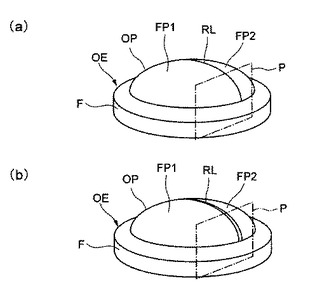
以下、図面を参照して本発明の実施の形態について説明する。図1は、本実施の形態にかかる光学素子の斜視図であり、(a)は2つの光学機能面(屈折面又は反射面)が連続的に境界部で連結された光学素子を示し、(b)は2つの光学機能面が段差をもって2つの境界部で連結された光学素子を示している。図1において、光学素子OEは、それぞれ光学面OPとフランジ部Fとを有する。光学面OPは、2つの光学機能面FP1、FP2に分割されている。各光学機能面FP1、FP2は曲面から構成されパワーがそれぞれ異なっているが、平面でも良い。
【0024】
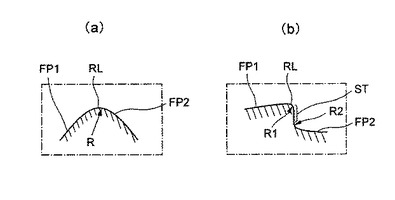
図2は、図1に示す光学素子OEの光学面OPを境界部に直交する仮想平面Pで切断した状態でそれぞれ示す拡大断面図である。図2(a)に示すように、光学機能面FP1と光学機能面FP2とを連結する境界部RLは、境界部RLに直交する仮想平面Pで切断したときに、幅方向の形状は1nm〜5μmの範囲内の曲率半径Rを有する。但し、図2(b)に示すように、境界部RLが上下の光学機能面FP1、FP2と段差部STを介してそれぞれの交点R1、R2で連結している場合は、交点R1、R2両方の曲率半径が1nm〜5μmの範囲内の曲率半径を有する。
【0025】
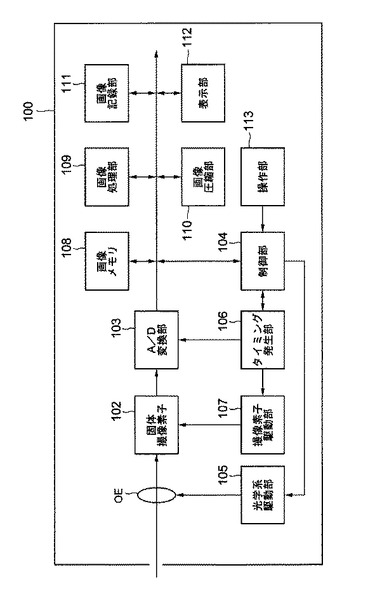
図3は、本実施の形態の光学素子を用いた撮像装置100の概略構成図である。図3に示すように、撮像装置100は、光学素子OEと、固体撮像素子102と、A/D変換部103と、制御部104と、光学系駆動部105と、タイミング発生部106と、撮像素子駆動部107と、画像メモリ108と、画像処理部109と、画像圧縮部110と、画像記録部111と、表示部112と、操作部113とを備えて構成される。
【0026】
光学素子OEは、被写体像を固体撮像素子102の撮像面に結像させる機能を有するが、各光学機能面FP1、FP2のパワーに応じて、異なった被写体に対してピントが合うようになっている。固体撮像素子102は、CCDやCMOS等の撮像素子であり、入射光をR、G、B毎に光電変換してそのアナログ信号を出力する。A/D変換部103は、アナログ信号をデジタルの画像データに変換する。
【0027】
制御部104は、撮像装置100の各部を制御する。制御部104は、CPU(Central Processing Unit)、RAM(Random Access Memory)、ROM(Read Only Memory)を含み、ROMから読み出されてRAMに展開された各種プログラムと、CPUとの協働で各種処理を実行する。
【0028】
光学系駆動部105は、制御部104の制御により、変倍、合焦(後述する第2レンズ群G2、第4レンズ群G4及び第5レンズ群G5の移動)、露出等において、光学素子OEを駆動制御する。タイミング発生部106は、アナログ信号出力用のタイミング信号を出力する。撮像素子駆動部107は、固体撮像素子102を走査駆動制御する。
【0029】
画像メモリ108は、画像データを読み出し及び書き込み可能に記憶する。画像処理部109は、画像データに各種画像処理を施す。画像圧縮部110は、JPEG(Joint Photographic ExpertsGroup)等の圧縮方式により、撮像画像データを圧縮する。画像記録部111は、図示しないスロットにセットされた、メモリカード等の記録メディアに画像データを記録する。
【0030】
表示部112は、カラー液晶パネル等であり、撮影後の画像データ、撮影前のスルー画像、各種操作画面等を表示する。動作部113は、レリーズボタン、各種モード、値を設定するための各種操作キーを含み、ユーザにより操作入力された情報を制御部104に出力する。
【0031】
ここで、撮像装置100における動作を説明する。被写体撮影では、被写体のモニタリング(スルー画像表示)と、画像撮影実行とが行われる。モニタリングにおいては、光学素子OEを介して得られた被写体の像が、固体撮像素子102の受光面に結像される。光学素子OEの撮影光軸後方に配置された固体撮像素子102が、タイミング発生部106、撮像素子駆動部107によって走査駆動され、一定周期毎に結像した光像に対応する光電変換出力としてのアナログ信号を1画面分出力する。
【0032】
このアナログ信号は、RGBの各原色成分毎に適宜ゲイン調整された後に、A/D変換部103でデジタルデータに変換される。そのデジタルデータは、画像処理部109により、画素補間処理及びγ補正処理を含むカラープロセス処理が行なわれて、デジタル値の輝度信号Y及び色差信号Cb、Cr(画像データ)が生成されて画像メモリ108に格納され、定期的にその信号が読み出されてそのビデオ信号が生成されて、表示部112に出力される。このとき、画像処理部109は、各光学機能面FP1、FP2を通過した光が撮像面で受光され、ここで変換された電気信号に対して所定の画像処理を行うことで、被写界深度を考慮して画面全体としてピントのあった画像を形成することができる。
【0033】
この表示部112は、モニタリングにおいては電子ファインダとして機能し、撮像画像をリアルタイムに表示することとなる。この状態で、随時、ユーザの動作部113を介する操作入力に基づいて、光学系駆動部105の駆動により光学素子OEの変倍、合焦、露出等が設定される。
【0034】
このようなモニタリング状態において、静止画撮影を行ないたいタイミングで、ユーザが動作部113のレリーズボタンを操作することにより、静止画像データが撮影される。レリーズボタンの操作に応じて、画像メモリ108に格納された1コマの画像データが読み出されて、画像圧縮部110により圧縮される。その圧縮された画像データが、画像記録部111により記録メディアに記録される。
【0035】
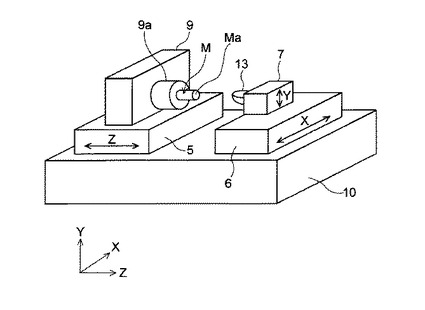
図4は、第1の実施の形態にかかる加工装置であるX、Y、Z軸超精密加工機の斜視図である。図4において、定盤10に対してZ軸方向に移動自在なZ軸ステージ5上にワーク支持部9が設置され、ワーク支持部9のチャック9aが金型素材Mを保持している。一方、定盤10に対してZ軸方向に交差するX軸方向に移動自在なX軸ステージ6上には、Z軸方向及びX軸方向に交差するY軸方向に移動可能なY軸ステージ7が配置されており、Y軸ステージ7にはダイヤモンド工具13が取り付けられている。X軸ステージ6と、Y軸ステージ7と、Z軸ステージ5とはNCプログラムにより独立して制御され、金型素材Mと、ダイヤモンド工具13とを相対的に移動させることにより、光学転写面Maの加工を行うようになっている。
【0036】
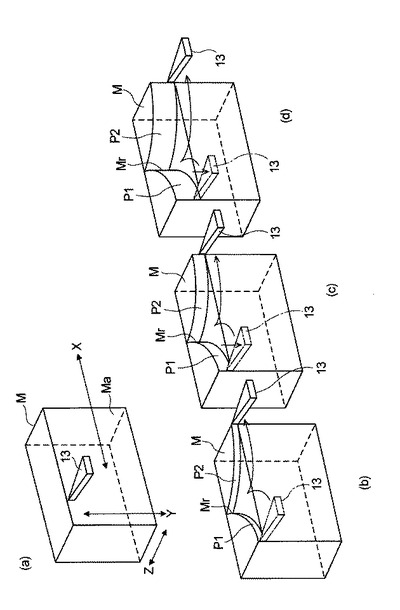
このような加工機を用いたピックフィード加工が一般に知られているが、本実施の形態の切削方法について、図11を参照しつつ以下に説明する。図11においては、説明を簡素化するために、金型素材Mを直方体で描き、ダイヤモンド工具13を三角板で概略的に描いており、更にダイヤモンド工具13のZ軸方向の切り込み量は誇張して示している。図11(a)に示すように、ダイヤモンド工具13は、金型素材Mに対して、X軸方向、Y軸方向、Z軸方向に相対移動可能となっている。
【0037】
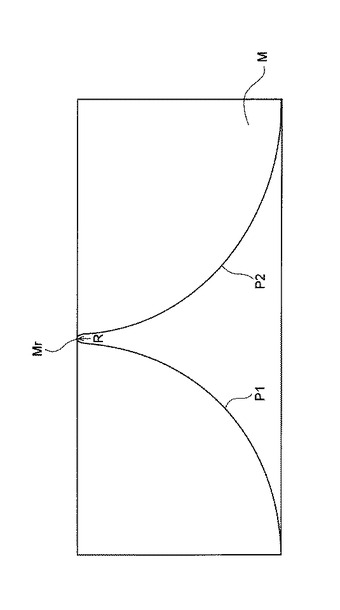
まず、図11(b)に1点鎖線で示すように、先端が光学転写面Maの上端に位置するようにダイヤモンド工具13をセットし、開始端(第1始点)からX軸ステージ6をX軸方向に移動させ且つそれに対応してZ軸ステージ5をZ軸方向に移動させ、ダイヤモンド工具13をX軸方向に実践で示す位置まで切削しながら移動させる(第1ステップ)。これにより金型素材Mは、光学転写面MaをX軸方向(主走査方向)の開始端から終了端まで1ライン分切削加工が行われる。ここで、図中矢印で軌跡を示すように、ダイヤモンド工具13のZ軸方向に切り込む量を変化させることにより、例えば図11(b)に示すような加工面形状が得られる。この1ライン分について、図12に示すように、金型素材MをY軸方向から見た場合、接続部(境界部形成部)Mrは、切削された面P1、P2との間で非連続な部分となる。なんとならば、接続部Mrをダイヤモンド工具13が通過する際に不連続な軌跡を描くためである。
【0038】
ここで、接続部Mrは、所定の曲率を有するように加工されるものであるところ、図12に示されるように、切削された面P1,P2をつなぐ所定の曲率を有しており、当該部分の曲率の半径Rは1nm〜5μm(好ましくは10nm〜2μm)の範囲で設定される。
【0039】
この場合、切削された面P1、P2とは、別の数式であらわされる光学面(光学転写面)の一部であり、さらに切削された面P1とP2とを大略的に見た場合、X方向に微分した場合に接続部Mrは変曲点に相当する。
【0040】
続いて、X軸ステージ6を開始端に戻すと共に、Y軸ステージ7を下方(第1の方向とは異なる方向:副走査方向)に1ステップだけ移動させ、図11(c)で一点鎖線で示すように、ダイヤモンド工具13を開始端へと移動させる(第2ステップ)。ついで、係る開始端(第2始点)からX軸ステージ6をX軸方向に移動させ、ダイヤモンド工具13をX軸方向に実線で示す位置まで切削しながら移動させる。これにより金型素材Mは、ダイヤモンド工具13を用いて光学転写面MaをX軸方向(主走査方向)の開始端から終了端まで1ライン分、切削加工する。図中矢印で軌跡を示すように、ダイヤモンド工具13のZ軸方向に切り込む量を変化させることにより、例えば図11(c)に示すような形状が得られる。これを繰り返すことにより、切削されたP1、P2をつなげて形成していく(図11(d)参照)。これにより、1ラインの加工では短い部分にすぎなかった接続部Mrが、Y軸方向に連続して延びるように形成されることになり、結果として境界部形成部となるのである。つまり、各ラインごとの光学転写面を形成するための部位、接続部が、対応する関係となっていて、Y軸方向につながることによって、光学転写面や境界部形成部となる。以上を繰り返しながら金型素材Mの光学転写面側の加工面をY軸方向に全て走査することで、境界部形成部を含む光学転写面Maが形成される。
【0041】
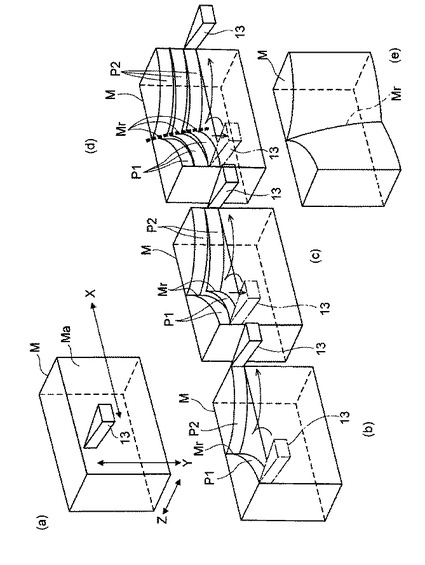
さらに、上記の加工方法の応用として、Y軸方向に曲率を有する光学転写面を形成する加工方法について、図13を参照して説明する。図13においても、説明を簡素化するために、金型素材Mを直方体で描き、ダイヤモンド工具13を三角板で概略的に描いており、更にダイヤモンド工具13のZ軸方向の切り込み量は誇張して示している。図13(a)に示すように、ダイヤモンド工具13は、金型素材Mに対して、X軸方向、Y軸方向、Z軸方向に相対移動可能となっている。
【0042】
図13に示す例では、X軸方向に1ラインづつ切削加工を行い、ダイヤモンド工具13を開始端(一点鎖線で図示)に戻してからY軸方向に、金型素材Mに対して1ステップ下方に相対移動させて、次のラインの切削加工を行う点では、図11に示す例と同じであるが、ラインごとにZ軸方向の移動量を変えていく点で異なっている。例えば図13(b)の加工後の状態から、次のステップではダイヤモンド工具13のZ軸方向の切削量を減らす(切り込み量を浅くする)と、図13(c)に示すような段差形状が得られる。そしてさらに同様の切削加工を行うと、図13(d)に示すような段差形状が得られる。
【0043】
ここで、図13においても誇張して描いてあるが、加工機における実際のY軸方向の送り量は0.1〜25μm程度の大変微小なものであり、Z軸方向の送り量もナノメートルオーダーであるので、切削された面P1,P2は仕上がりの状態で段差がほとんど目立たず、十分な鏡面性を備え、大略的には図13(e)に示すような連続した曲面形状となる。これにより、Y軸方向で光学転写面に任意の曲率を与えることができ、例えば自由曲面の形成も可能である。
【0044】
また、切削された面P1、P2の間の接続部Mrを結ぶことで、図13(d)において点線で示すような境界部形成部となり、各ラインにおける接続部Mrが、Y軸方向からみた場合に曲率を有する部位となって形成される点は、図11の場合と同じである。
【0045】
なお、上記の例では、凸面形状の光学機能面を形成する例を示しているが、凸面に限らず、凹面でも同様の方法で形成でき、また境界部形成部を介して隣接する光学機能面が凹と凸との関係であっても良いし、さらには平面でも良い。さらに主走査方向に曲率が変化するような加工を行うことも勿論可能である。
【0046】
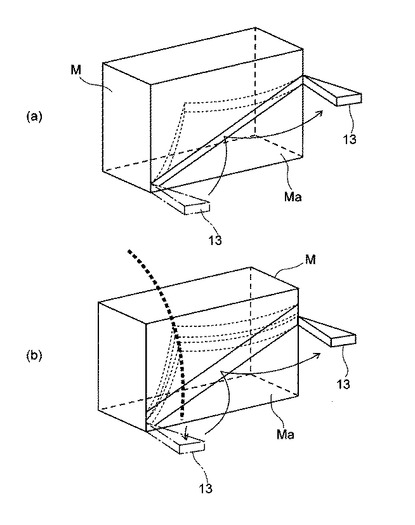
さらに、X軸方向とY軸方向に同時に動かして、ダイヤモンド工具13と金型素材Mとを相対移動させながら切削加工することも可能である。この例を図14に示す。この図でも、Z軸方向の切り込み量については誇張して描いてある。切り込み量が大きくなると、工具と金型素材とが干渉・接触することによって不都合が生じるので、実際には微小量ずつ切り込むことを繰り返し、光学転写面を創成してゆくと良い。
【0047】
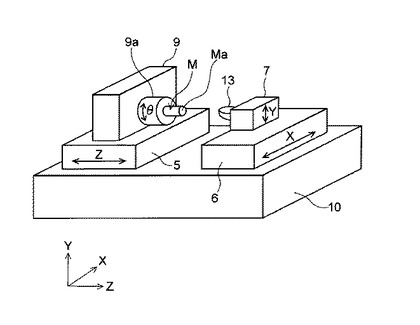
図5は第2の実施の形態に係る加工装置であるX、Y、Z、θ軸超精密旋盤の斜視図である。これにより特許文献1、2に開示されているような形状、即ち基準点で複数の境界部により4つの光学機能面に分割されており、当該複数の境界部が所定の曲率半径をもって形成されるような光学素子形状を得ることができる。図5において、定盤10に対してZ軸方向に移動自在なZ軸ステージ5上に、回転可能に支持された回転支持部9が設置され、回転支持部9のチャック9aが金型素材Mを保持している。一方、定盤10に対してZ軸方向に交差するX軸方向に移動自在なX軸ステージ6上には、Z軸方向及びX軸方向に交差するY軸方向に移動可能なY軸ステージ7が配置されており、Y軸ステージ7にはダイヤモンド工具13が取り付けられている。X軸ステージ6と、Y軸ステージ7と、Z軸ステージ5と、回転支持部9とはNCプログラムにより独立して制御され、金型素材Mと、ダイヤモンド工具13とを相対的に移動させることにより、光学転写面Maの加工を行うようになっている。
【0048】
より具体的には、ダイヤモンド工具13の先端が、光学転写面Maの上端に位置するようにセットし、回転支持部9を固定した状態で、開始端(第1始点)からX軸ステージ6をX軸方向に移動させ且つそれにともなってZ軸ステージ5をZ軸方向に移動させ、ダイヤモンド工具13を用いて光学転写面MaをX軸方向の開始端から終了端まで1ラインだけ加工する。続いて、X軸ステージ6を開始端に戻すと共に、Y軸ステージ7を下方に1ステップだけ微小移動(シフト)させる。ついで開始端(第2始点)からX軸ステージ6をX軸方向に移動させ且つそれに対応してZ軸ステージ5をZ軸方向に移動させ、ダイヤモンド工具13を用いて光学転写面MaをX軸方向の開始端から終了端まで1ラインだけ加工する。このとき、境界部形成部Mrにおいて、ダイヤモンド工具13が通過する際に相対的に移動方向が変わり、即ち変曲点を持つこととなる。以上を繰り返しながら、光学転写面MaをY軸方向に、回転支持部9の軸線位置まで走査することで、境界部形成部を含む光学転写面Maの第1の領域を形成することができる。尚、本実施の形態によれば、金型素材を所定の角度回転させるごとに、1つの光学機能面のみを加工することもでき、かかる場合、ダイヤモンド工具13が境界部形成部Mrを跨いで相対的に移動することはない。
【0049】
次に、回転支持部9を所定の角度θだけ回転駆動させて固定し、上述と同様に、光学転写面MaをY軸方向に、回転支持部9の軸線位置まで走査することで、境界部形成部を含む光学転写面Maの第2の領域を形成することができる。これをn回繰り返すことで、第1の領域から第nの領域までの加工を行うことができ、それにより境界部形成部を含む光学転写面Ma全体を形成することができる。
【0050】
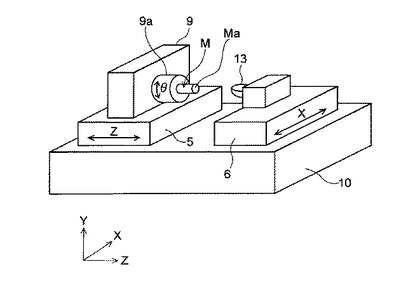
図6は、第3の実施の形態にかかる加工装置であるX、Z、θ軸超精密旋盤の斜視図である。図6において、定盤10に対してZ軸方向に移動自在なZ軸ステージ5上に、回転可能に支持された回転支持部9が設置され、回転支持部9のチャック9aが金型素材Mを保持している。一方、定盤10に対してZ軸方向に交差するX軸方向に移動自在なX軸ステージ6上には、ダイヤモンド工具13が取り付けられている。X軸ステージ6と、Z軸ステージ5と、回転支持部9とはNCプログラムにより独立して制御され、金型素材Mと、ダイヤモンド工具13とを相対的に移動させることにより、光学転写面Maの加工を行うようになっている。
【0051】
より具体的には、ダイヤモンド工具13の先端が、光学転写面Maの外径端に位置するようにセットし、回転支持部9を回転駆動させながら、外径端からX軸ステージ6をX軸方向(回転軸線寄り)に移動させ且つそれにともなってZ軸ステージ5をZ軸方向に移動させ、ダイヤモンド工具13を用いて光学転写面Maを光学転写面Maの外径端から回転軸線まで連続的に加工する。但し、境界部形成部Mrにおいて、ダイヤモンド工具13が通過する際に相対的に移動方向が変わり、即ち変曲点を持つこととなる。これにより、境界部形成部を含む光学転写面Maを形成することができる。尚、図4、5の加工装置で行われる加工をピックフィード加工と呼ぶ。又、以上の加工において、仕上げ加工として、先端がとがった剣先バイトを境界部形成部Mrに沿ってなぞらせることで、境界部形成部Mrの断面円弧形状を精度良く加工できる。なおここでは、図1(a)で示される2つの光学機能面FP1,FP2が連続的に連結される境界部RLを有する光学素子OEを成形する成形金型の加工方法を例にして説明したが、図1(b)で示されるような境界部RLが段差STを介して連結されている光学素子OEを成形する成形金型の加工方法についても、境界部形成部においてダイヤモンド工具13のZ軸方向への切り込み量を調整しながら切削することにより同様に形成できる。
【0052】
このように、境界部形成部を持つ金型転写面の形成に際して金型素材に対して工具を線状に走査させながら移動させて切削加工する加工方法を採用する事により、Z軸方向の切り込み量を適宜調整する事で境界部形成部として所望の曲率半径を有する形状を形成する事ができる。つまり、フライカット加工方式のように工具の回転半径相当の曲率の制約を受けて形状の自由度が狭まる事が無い。またフライカット加工方式でも工具の回転軸方向を調整する事で係る曲率を調整する事が可能であるが、その場合の回転軸調整といった煩わしい工程が本加工方法では不要となり、工程が簡素化、加工の短縮化が可能となる。
【0053】
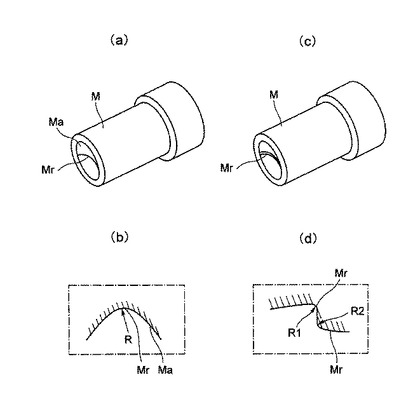
図7(a)は、図4の加工装置によって製造された本実施の形態に係る光学素子を成形するための成形金型の斜視図であり、図7(b)は、境界部形成部に直交するその成形金型の拡大断面図である。図7(c)は、2つの光学機能面が段差を介して境界部で連結された光学素子を成形するための成形金型の斜視図であり、図7(d)は、境界部形成部に直交するその成形金型の拡大断面図である。図7(a)、(c)に示す成形金型においては、光学転写面Maには、光学素子OE(図1(a)、(b))の境界部RLを形成するための境界部形成部Mrが形成されている。ここで、光学転写面Maが凹面であるとすると、図7(b)に示す断面において、境界部形成部Mrは凹状であって、断面形状が半径1nm〜5μmの範囲内の曲率を有する円弧で表される。但し、図7(d)に示すように、分割された光学転写面Maを境界部形成部Mrが段差部STを介してそれぞれの交点R1、R2で連結している場合は、交点R1、R2両方の曲率半径が1nm〜5μmの範囲内の曲率半径を有する。尚、光学転写面Maを凸面とすることもでき、かかる場合、境界部形成部Mrは凸状となる。
【0054】
表1に、図4〜6の加工装置および従来の加工方法による加工の特徴を比較して示す。従来の加工方法としては、金型素材Mを加工機(旋盤及び3軸加工機)に取り付け、ある面を加工し、次いで素材Mを取り外し、取り付け方向を変えて取り付け直し、別の面を加工するといったプロセスを所定回数繰り返していくものである。
【0055】
まず、光学転写面の加工精度については、図4の加工装置による加工が優れている。図5に示す加工装置による加工は、回転支持部9を角度θだけ回転駆動させて金型素材の切削を行うために、軸線の振れが加工精度に影響を与える。また、加工に要する時間が比較的長くなるので、加工中に無視できないほどの温度変化や気圧変化などの外乱が生じ、加工精度を更に悪化させる恐れがある。一方、図6に示す加工装置による加工は、回転させながら金型素材の切削を行うので、振動などにより加工精度は悪くなる。
【0056】
次に、加工時間についても、図4の加工装置による加工が優れている。図5に示す加工装置による加工は、回転支持部9を角度θだけ回転駆動させて、光学転写面の領域ごとに金型素材の切削を行うために、加工時間が比較的長くかかる。一方、図6に示す加工装置による加工は、回転させながら金型素材の切削を行うので、理論的には加工時間を比較的短くできるともいえる。しかしながら、かかる加工では、境界部形成部を跨ぐ際に、回転速度が高すぎると加工不良が生ずる恐れがあるため、回転速度が自ずと制限され、加工時間は図4の加工装置による加工より長くなることが多い。加工時間が長くなると、加工中に無視できないほどの温度変化や湿度変化が生じ、加工精度を更に悪化させる恐れがある。
【0057】
更に、加工面の鏡面性については、金型素材を回転させないで切削を行う図4、5の加工装置による加工が優れている。図6に示す加工装置による加工は、回転させながら金型素材の切削を行うので、振動などにより加工面の鏡面性は悪くなる。
【0058】
又、光学転写面の複数の領域における面間位置精度については、図4、6の加工装置による加工が優れている。図5に示す加工装置による加工は、回転支持部9を角度θだけ回転駆動させて金型素材の切削を行うために、軸線の振れが面間位置精度に影響を与える。また、加工に要する時間が比較的長くなるので、加工中に無視できないほどの温度変化や湿度変化が生じ、面間位置精度を更に悪化させる恐れがある。
【0059】
境界部形成部の断面における曲率の半径は、図4、5の加工装置による加工の加工によれば、小さく抑えることができる。但し、図5の加工装置による加工においては、光学転写面の形状によっては、大きくなる場合もある。一方、図6の加工装置による加工の場合、加工中の温度変化や湿度変化を考慮して、迅速に加工を終えようとすると、回転速度が速くなることから、境界部形成部を跨ぐ際に工具の追従が困難となり、境界部形成部の断面における曲率の半径は大きくなる傾向がある。
【0060】
【表1】

【0061】
尚、ダイヤモンド工具13については、いずれの加工装置による加工においても、先端をとがらせていた方が、光学転写面における境界部形成部の断面における曲率の半径を小さくできるが、あまりとがっていると、光学転写面にツールマークが形成されやすくなり、鏡面性が低下する。従って、ダイヤモンド工具13の先端には、ある程度のR形状を与えることが望ましい。
【0062】
本実施の形態にかかる光学素子成形用金型の製造方法によれば、加工方法を工夫して境界部形成部Mrの断面を所定の曲率半径で形成することができ、結像に用いられない不要光を減少させることで、高画質の画像を得る事ができる。
【0063】
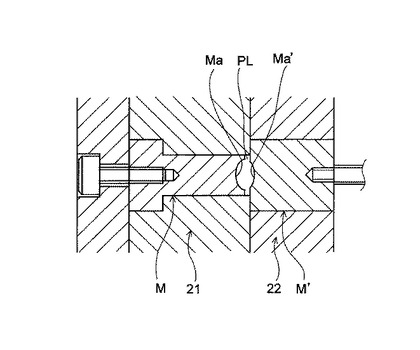
図8は、形成された成形金型をダイセットに取り付けた状態で示す断面図である。上述のようにして光学転写面Maを成膜した成形金型Mと、別個に形成された成形金型M’とを、光学面転写面Ma、Ma’同士を対向させるようにして、ダイセット金型21,22に挿入し、溶融した樹脂材料PLを、不図示のゲートから通常の射出成形と同様に成形金型M,M’間に射出して、更に冷却することで、図1に示すような光学素子OEを得ることができる。このとき、光学転写面Maにより光学面OPが転写形成されると同時に、境界部形成部Mrにより境界部RLが転写形成される。尚、樹脂材料の代わりにガラス素材を用いても良い。
【0064】
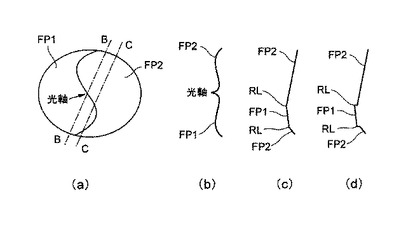
図9(a)は、光学素子OEの変形例を光軸方向に見た図であり、図9(b)は、図9(a)の構成をB-B線で切断して示す図であり、図9(c)は、図9(a)の構成をC-C線で切断して示す図である。光学面OPは、境界部RLにより2つの光学機能面FP1、FP2に分割されている。境界部RLは、境界部RLに直交する断面において、幅方向の形状が半径1nm〜5μmの範囲内の曲率を有している。尚、図9(c)のように滑らかな境界部RLの代わりに、図9(d)のようなステップ状の境界部RLを持つようにしても良い。
【0065】
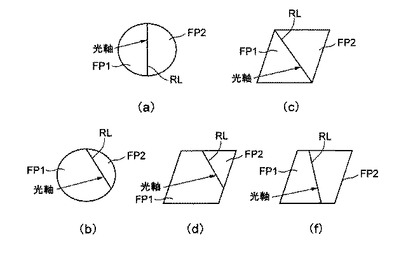
図10(a)〜(e)は、光学素子OEの別な変形例を光軸方向に見た図である。境界部RLは必ずしも光軸と重合することなく任意の位置に配置できる。また境界部RLで仕切られた光学機能面FP1、FP2は、互いに異なる形状、面積であっても良い。更に図示していないが、特許文献1、2にあるように光学機能面の数は2つに限定されず、3つ以上でも良い。更に図10(c)〜(e)に示すように、光学素子OEは光軸周りに非点対象の形状でもよい。
【0066】
ここで、境界部形成部のRを変えながら、複数種類の金型を製作し、これらにより射出成形された光学素子について、比較した結果を表2に示す。
【0067】
射出成形やガラスモールド成形を行なう場合、成形後、硝材の温度が低下すると、熱収縮によって、成形品は金型の形状とやや異なった形状になることから、金型は、そういった熱収縮の点を考慮して作成してある。
【0068】
表2のうち、「成形転写性」は、成形品の転写性、主に境界部の転写性について、顕微鏡などによって目視測定した。Rが小さいものは、転写性が悪く、境界部のエッジが鋭くなり、バリ状の成形不良が多発していた。境界部の曲率が大きくなるにしたがい、この問題は解消されている。
【0069】
表2中「工程問題」は、上記のバリ状の部位が、成形後に金型に残留したり、その後の工程中において剥離したり、さらには収納容器などの中で散乱し、光学面に付着するなどの問題の発生率である。これもRが小さいものほど問題発生率が高い結果となった。
【0070】
表2中「完成品ゴミ」は、成形品をレンズユニットとして組み立てた後、ユニット内部で工程問題と同様の問題が発生し、視野に問題が生じる現象である。ここでも同様、Rが小さいものに発生する傾向があった。
【0071】
表2中「解像力」は、完成したレンズユニットを用いて撮影を行なった場合の鮮鋭性や明るさなどによって評価した結果である。ここでは、Rが大きくなるにつれ、解像力が低下する現象が確認された。
【0072】
表2中「ゴースト」は、映りこみ・不要光発生により、ゴーストが発生して撮影画像が乱れる現象である。これはRが小さい場合、回折光などが発生するためだと考えられる。
【0073】
【表2】
【0074】
以上、本発明を実施の形態を参照して説明してきたが、本発明は上記実施の形態に限定して解釈されるべきではなく、適宜変更・改良が可能であることはもちろんである。光学素子としては、レンズなど透過系に限らず、ミラーなど反射系であっても良い。
【図面の簡単な説明】
【0075】
【図1】本実施の形態にかかる光学素子の斜視図である。
【図2】図1の光学素子の光学面を、境界部に直交する仮想平面Pで切断した状態を示す拡大断面図である。
【図3】本実施の形態の光学素子を用いた撮像装置100の概略構成図である。
【図4】第1の実施の形態にかかる加工装置であるX、Y、Z軸超精密旋盤の斜視図である。
【図5】第2の実施の形態にかかる加工装置であるX、Y、Z、θ軸超精密旋盤の斜視図である。
【図6】第3の実施の形態にかかる加工装置であるX、Z、θ軸超精密旋盤の斜視図である。
【図7】図7(a)は、図4〜6の加工装置によって製造された、本実施の形態にかかる光学素子を成形するための成形金型の斜視図である。図7(b)は、境界部形成部に直交する成形金型の拡大断面図である。図7(c)、(d)は、図7(a)、(b)に示す金型Mの光学転写面Maを境界部形成部Mrに直交する仮想平面で切断した状態でそれぞれ示す拡大断面図である。
【図8】形成された成形金型をダイセットに取り付けた状態で示す断面図である。
【図9】第1の実施の形態にかかる加工装置である超精密加工機の斜視図である。 図9(a)は、光学素子OEの変形例を光軸方向に見た図であり、図9(b)は、図9(a)の構成をB-B線で切断して示す図であり、図9(c)は、図9(a)の構成をC-C線で切断して示す図である。図9(d)は、図9(c)の変形例を示す断面図である。
【図10】図10(a)〜(e)は、光学素子OEの別な変形例を、それぞれ光軸方向に見た図である。
【図11】ピックフィード加工の例を示す図である。
【図12】図11(b)の金型素材をY軸方向に見た図である。
【図13】ピックフィード加工の別な例を示す図である。
【図14】ピックフィード加工の別な例を示す図である。
【符号の説明】
【0076】
5 Z軸ステージ
6 X軸ステージ
7 Y軸ステージ
9 ワーク支持部又は回転支持部
9a チャック
10 定盤
13 ダイヤモンド工具
21,22 ダイセット金型
100 撮像装置
102 固体撮像素子
103 変換部
104 制御部
105 光学系駆動部
106 タイミング発生部
107 撮像素子駆動部
108 画像メモリ
109 画像処理部
110 画像圧縮部
111 画像記録部
112 表示部
113 動作部
F フランジ部
FP1〜FP6 光学機能面
M,M’ 成形金型又は金型素材
Ma 光学転写面
Mr 境界部形成部
OE 光学素子
OP 光学面
P 仮想平面
PL プラスチック材料
RL 境界部
SP 基準点
【技術分野】
【0001】
本発明は、光学素子、光学素子成形用金型及び成形金型の製造方法に関し、特に光学面に境界部を有する光学素子、光学素子成形用金型及び成形金型の製造方法に関する。
【背景技術】
【0002】
例えば銀塩カメラや電子カメラ用のレンズ等の光学面は、球面もしくは非球面で滑らかにつながっている。しかるに、撮影画角内に複数の被写体が存在する場合、個々の被写体までの距離はそれぞれ異なることが多いので、いずれかの被写体にピントを合わせると、別の被写体にピントが合わないという問題がある。ところが、近年においては画像処理技術が向上したため、焦点距離を変えて複数回の撮像を行って得られた画像を合成することによって、全ての被写体に対してピントの合った1枚の画像を得ることも行われている。
【0003】
ところで、焦点距離を変えて複数回の撮像を行う場合、時間差が生じるため露出値が変化し、画面全体としてバランスがとれない恐れがある。これに対してレンズの光学面の曲率半径を部分的に変更した光学機能面を複数設けて、画像処理技術を積極的に活用することで、焦点距離の異なる複数の画像を一度に撮像して、全ての被写体に対してピントのあった画像を得ることも行われている。一方、撮像レンズとして用いる場合には、これらの隣接する光学機能面間をどのように接続するかという問題がある。というのも撮像レンズとして用いる場合、隣接する光学機能面を単に連結しただけでは、回折光やフレア光といった不要光の発生により画質が劣化するという問題が生じるからである。
【特許文献1】特開2006−334767号公報
【特許文献2】特開2006−334768号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
なお、複数の光学機能面に分割された光学素子及びその製造方法として特許文献1、2に開示された技術がある。この特許文献には、それぞれの光学機能面を直立的に段差面で連結した光学素子が記載されており、係る光学素子を成形する金型の加工方法としてフライカット加工方式を採用する事が記載されている。しかしながら、光学素子の用途として撮像レンズに用いる旨は認識されておらず、それゆえ、前記光学機能面を連結している境界部は鋭い形状の段差面で連結されている。従って撮像レンズとしてみた場合、回折光、フレア光などの不要光が発生し、結像性能に悪影響を及ぼす恐れもある。
【0005】
また加工方法は回転走査による切削する、フライカット加工方式を採用しているため、複数の光学機能面を連結する境界部を回転軸の回転半径に依存しない所望の形状に形成することは極めて困難であり、回転軸方向を変更するなど非常に手間が係る、という課題がある。
【0006】
本発明は、係る問題に鑑みてなされたものであり、従来とは異なる手法により高画質の像形成ができる撮像レンズとしての光学素子、光学素子成形用金型、及び成形金型の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
請求項1に記載の光学素子は、複数の光学機能面に分割され、当該複数の光学機能面が境界部で連結されている光学素子であって、当該境界部に対して直交する方向での前記光学素子の断面形状において、前記境界部が1nm〜5μmの範囲内の曲率半径で形成されていることを特徴とする。
【0008】
本発明の光学素子によれば、当該境界部に対して直交する方向での前記光学素子の断面形状において、前記境界部を形成することで、光学機能面の面積を極力拡大することができ、ここを通過した光により形成される像の画質を向上させることができる。しかし光学機能面を大きく(広く)するようにすると、ある光学機能面と、隣接する別の光学機能面との境界部分が鋭角状断面になり、それがために回折光、フレア光などの不要光が発生し、結像性能に悪影響を及ぼすおそれもある。そこで、前記境界部を1nm〜5μmの範囲内の曲率半径で形成することにより、前記境界部を通過する像の形成に用いられない光や、不要光の発生を抑制して、更に像の画質を向上させることができる。
【0009】
請求項2に記載の光学素子は、請求項1に記載の発明において、前記境界部が、l0nm〜2μmの範囲内の曲率半径で形成されているので、係る構成により、その範囲外と比べて、より回折光、フレア光等の不要光が少なく且つ、画質劣化が抑制された画像を得ることが可能となる。
【0010】
請求項3に記載の光学素子は、請求項1又は2に記載の発明において、前記境界部は、曲線状に延在することを特徴とする。
【0011】
請求項4に記載の光学素子は、請求項1〜3のいずれかに記載の発明において、前記複数の光学機能面の各々は、平面であることを特徴とする。
【0012】
請求項5に記載の光学素子は、請求項1〜4のいずれかに記載の発明において、前記複数の光学機能面は、前記境界部により3つ以上に分割されていることを特徴とする。
【0013】
請求項6に記載の光学素子は、請求項1〜5のいずれかに記載の発明において、前記光学素子は、屈折面を有する透過光学系の光学素子であることを特徴とする。
【0014】
請求項7に記載の光学素子は、請求項1〜5のいずれかに記載の発明において、前記光学素子は、反射面を有する反射光学系の光学素子であることを特徴とする。
【0015】
請求項8に記載の光学素子は、請求項1〜7のいずれかに記載の発明において、前記光学素子は、樹脂素材から成形されていることを特徴とする。樹脂素材としては、環状オレフィン系やノルボルネン系樹脂をはじめ、具体的には非晶質ポリオレフィン樹脂、アクリル、ポリカーボネート等の熱可塑性樹脂や、ウレタン等の熱硬化性樹脂が含まれる。
【0016】
請求項9に記載の光学素子は、請求項1〜7のいずれかに記載の発明において、前記光学素子は、ガラス素材から成形されていることを特徴とする。ガラス素材としては、珪酸ガラス、燐酸ガラス、さらに鉛フリーガラス等が含まれる。
【0017】
請求項10に記載の光学素子成形用金型は、請求項1〜9のいずれか一つに記載の光学素子を成形することを特徴とする。
【0018】
請求項11に記載の光学素子成形用金型は、請求項10に記載の発明において、ステンレス鋼、チタン鋼、ニッケル合金、セラミック、炭素鋼、超鋼、鉄、サーメット、銅のいずれか一つ以上から形成されていることを特徴とする。
【0019】
請求項12に記載の成形金型の製造方法は、複数の光学機能面に分割され、当該複数の光学機能面が境界部で連結されている光学素子を成形する成形用金型の加工の際に、金型素材に対して工具を相対的に主走査及び副走査の移動を複数回繰り返して切削加工する成形金型の製造方法において、
複数回の前記主走査方向の移動における切削においては、金型素材に対して工具を前記境界部を形成するための境界部形成部を通過させながら切削するとともに、前記境界部形成部では、前記工具が描く軌跡が所定の曲率をもつように移動しながら切削する主走査方向の切削を含むことを特徴とする。これにより、所望の曲率を有する境界部を簡単な切削動作により実現できる、という効果がある。
【0020】
請求項13に記載の成形金型の製造方法は、請求項12に記載の発明において、前記切削により、前記境界部形成部に対して直交する方向での前記成形用金型の断面形状において、前記境界部形成部が1nm〜5μmの範囲内の曲率半径で形成されていることを特徴とする。
【0021】
なお、本発明でいう「境界部」とは、図1(a)に示されるように、複数の光学機能面が連続的に連結している場合の稜線状に形成されている部分や、同図(b)に示されるように複数の光学機能面が段差STをもって連結している場合の上側の光学機能面FP1と下側の光学機能面FP2とがそれぞれ段差STと交差する部分のいずれも含むものであり、「境界部が1nm〜5μmの範囲内の曲率半径で形成されている」とは、境界部が稜線状に形成されている場合には当該稜線部分が当該曲率半径Rで形成されていることを指し、段差をもって連結している場合には、上側の光学機能面FP1と下側の光学機能面FP2とがそれぞれ段差Pと交差する部分の両方とも当該曲率半径Rの範囲内で形成されていることを言うものとする。
【発明の効果】
【0022】
本発明によれば、従来とは異なる手法により高画質な像を形成できる光学素子、光学素子成形用金型、及び成形金型の製造方法を提供することができる。
【発明を実施するための最良の形態】
【0023】
以下、図面を参照して本発明の実施の形態について説明する。図1は、本実施の形態にかかる光学素子の斜視図であり、(a)は2つの光学機能面(屈折面又は反射面)が連続的に境界部で連結された光学素子を示し、(b)は2つの光学機能面が段差をもって2つの境界部で連結された光学素子を示している。図1において、光学素子OEは、それぞれ光学面OPとフランジ部Fとを有する。光学面OPは、2つの光学機能面FP1、FP2に分割されている。各光学機能面FP1、FP2は曲面から構成されパワーがそれぞれ異なっているが、平面でも良い。
【0024】
図2は、図1に示す光学素子OEの光学面OPを境界部に直交する仮想平面Pで切断した状態でそれぞれ示す拡大断面図である。図2(a)に示すように、光学機能面FP1と光学機能面FP2とを連結する境界部RLは、境界部RLに直交する仮想平面Pで切断したときに、幅方向の形状は1nm〜5μmの範囲内の曲率半径Rを有する。但し、図2(b)に示すように、境界部RLが上下の光学機能面FP1、FP2と段差部STを介してそれぞれの交点R1、R2で連結している場合は、交点R1、R2両方の曲率半径が1nm〜5μmの範囲内の曲率半径を有する。
【0025】
図3は、本実施の形態の光学素子を用いた撮像装置100の概略構成図である。図3に示すように、撮像装置100は、光学素子OEと、固体撮像素子102と、A/D変換部103と、制御部104と、光学系駆動部105と、タイミング発生部106と、撮像素子駆動部107と、画像メモリ108と、画像処理部109と、画像圧縮部110と、画像記録部111と、表示部112と、操作部113とを備えて構成される。
【0026】
光学素子OEは、被写体像を固体撮像素子102の撮像面に結像させる機能を有するが、各光学機能面FP1、FP2のパワーに応じて、異なった被写体に対してピントが合うようになっている。固体撮像素子102は、CCDやCMOS等の撮像素子であり、入射光をR、G、B毎に光電変換してそのアナログ信号を出力する。A/D変換部103は、アナログ信号をデジタルの画像データに変換する。
【0027】
制御部104は、撮像装置100の各部を制御する。制御部104は、CPU(Central Processing Unit)、RAM(Random Access Memory)、ROM(Read Only Memory)を含み、ROMから読み出されてRAMに展開された各種プログラムと、CPUとの協働で各種処理を実行する。
【0028】
光学系駆動部105は、制御部104の制御により、変倍、合焦(後述する第2レンズ群G2、第4レンズ群G4及び第5レンズ群G5の移動)、露出等において、光学素子OEを駆動制御する。タイミング発生部106は、アナログ信号出力用のタイミング信号を出力する。撮像素子駆動部107は、固体撮像素子102を走査駆動制御する。
【0029】
画像メモリ108は、画像データを読み出し及び書き込み可能に記憶する。画像処理部109は、画像データに各種画像処理を施す。画像圧縮部110は、JPEG(Joint Photographic ExpertsGroup)等の圧縮方式により、撮像画像データを圧縮する。画像記録部111は、図示しないスロットにセットされた、メモリカード等の記録メディアに画像データを記録する。
【0030】
表示部112は、カラー液晶パネル等であり、撮影後の画像データ、撮影前のスルー画像、各種操作画面等を表示する。動作部113は、レリーズボタン、各種モード、値を設定するための各種操作キーを含み、ユーザにより操作入力された情報を制御部104に出力する。
【0031】
ここで、撮像装置100における動作を説明する。被写体撮影では、被写体のモニタリング(スルー画像表示)と、画像撮影実行とが行われる。モニタリングにおいては、光学素子OEを介して得られた被写体の像が、固体撮像素子102の受光面に結像される。光学素子OEの撮影光軸後方に配置された固体撮像素子102が、タイミング発生部106、撮像素子駆動部107によって走査駆動され、一定周期毎に結像した光像に対応する光電変換出力としてのアナログ信号を1画面分出力する。
【0032】
このアナログ信号は、RGBの各原色成分毎に適宜ゲイン調整された後に、A/D変換部103でデジタルデータに変換される。そのデジタルデータは、画像処理部109により、画素補間処理及びγ補正処理を含むカラープロセス処理が行なわれて、デジタル値の輝度信号Y及び色差信号Cb、Cr(画像データ)が生成されて画像メモリ108に格納され、定期的にその信号が読み出されてそのビデオ信号が生成されて、表示部112に出力される。このとき、画像処理部109は、各光学機能面FP1、FP2を通過した光が撮像面で受光され、ここで変換された電気信号に対して所定の画像処理を行うことで、被写界深度を考慮して画面全体としてピントのあった画像を形成することができる。
【0033】
この表示部112は、モニタリングにおいては電子ファインダとして機能し、撮像画像をリアルタイムに表示することとなる。この状態で、随時、ユーザの動作部113を介する操作入力に基づいて、光学系駆動部105の駆動により光学素子OEの変倍、合焦、露出等が設定される。
【0034】
このようなモニタリング状態において、静止画撮影を行ないたいタイミングで、ユーザが動作部113のレリーズボタンを操作することにより、静止画像データが撮影される。レリーズボタンの操作に応じて、画像メモリ108に格納された1コマの画像データが読み出されて、画像圧縮部110により圧縮される。その圧縮された画像データが、画像記録部111により記録メディアに記録される。
【0035】
図4は、第1の実施の形態にかかる加工装置であるX、Y、Z軸超精密加工機の斜視図である。図4において、定盤10に対してZ軸方向に移動自在なZ軸ステージ5上にワーク支持部9が設置され、ワーク支持部9のチャック9aが金型素材Mを保持している。一方、定盤10に対してZ軸方向に交差するX軸方向に移動自在なX軸ステージ6上には、Z軸方向及びX軸方向に交差するY軸方向に移動可能なY軸ステージ7が配置されており、Y軸ステージ7にはダイヤモンド工具13が取り付けられている。X軸ステージ6と、Y軸ステージ7と、Z軸ステージ5とはNCプログラムにより独立して制御され、金型素材Mと、ダイヤモンド工具13とを相対的に移動させることにより、光学転写面Maの加工を行うようになっている。
【0036】
このような加工機を用いたピックフィード加工が一般に知られているが、本実施の形態の切削方法について、図11を参照しつつ以下に説明する。図11においては、説明を簡素化するために、金型素材Mを直方体で描き、ダイヤモンド工具13を三角板で概略的に描いており、更にダイヤモンド工具13のZ軸方向の切り込み量は誇張して示している。図11(a)に示すように、ダイヤモンド工具13は、金型素材Mに対して、X軸方向、Y軸方向、Z軸方向に相対移動可能となっている。
【0037】
まず、図11(b)に1点鎖線で示すように、先端が光学転写面Maの上端に位置するようにダイヤモンド工具13をセットし、開始端(第1始点)からX軸ステージ6をX軸方向に移動させ且つそれに対応してZ軸ステージ5をZ軸方向に移動させ、ダイヤモンド工具13をX軸方向に実践で示す位置まで切削しながら移動させる(第1ステップ)。これにより金型素材Mは、光学転写面MaをX軸方向(主走査方向)の開始端から終了端まで1ライン分切削加工が行われる。ここで、図中矢印で軌跡を示すように、ダイヤモンド工具13のZ軸方向に切り込む量を変化させることにより、例えば図11(b)に示すような加工面形状が得られる。この1ライン分について、図12に示すように、金型素材MをY軸方向から見た場合、接続部(境界部形成部)Mrは、切削された面P1、P2との間で非連続な部分となる。なんとならば、接続部Mrをダイヤモンド工具13が通過する際に不連続な軌跡を描くためである。
【0038】
ここで、接続部Mrは、所定の曲率を有するように加工されるものであるところ、図12に示されるように、切削された面P1,P2をつなぐ所定の曲率を有しており、当該部分の曲率の半径Rは1nm〜5μm(好ましくは10nm〜2μm)の範囲で設定される。
【0039】
この場合、切削された面P1、P2とは、別の数式であらわされる光学面(光学転写面)の一部であり、さらに切削された面P1とP2とを大略的に見た場合、X方向に微分した場合に接続部Mrは変曲点に相当する。
【0040】
続いて、X軸ステージ6を開始端に戻すと共に、Y軸ステージ7を下方(第1の方向とは異なる方向:副走査方向)に1ステップだけ移動させ、図11(c)で一点鎖線で示すように、ダイヤモンド工具13を開始端へと移動させる(第2ステップ)。ついで、係る開始端(第2始点)からX軸ステージ6をX軸方向に移動させ、ダイヤモンド工具13をX軸方向に実線で示す位置まで切削しながら移動させる。これにより金型素材Mは、ダイヤモンド工具13を用いて光学転写面MaをX軸方向(主走査方向)の開始端から終了端まで1ライン分、切削加工する。図中矢印で軌跡を示すように、ダイヤモンド工具13のZ軸方向に切り込む量を変化させることにより、例えば図11(c)に示すような形状が得られる。これを繰り返すことにより、切削されたP1、P2をつなげて形成していく(図11(d)参照)。これにより、1ラインの加工では短い部分にすぎなかった接続部Mrが、Y軸方向に連続して延びるように形成されることになり、結果として境界部形成部となるのである。つまり、各ラインごとの光学転写面を形成するための部位、接続部が、対応する関係となっていて、Y軸方向につながることによって、光学転写面や境界部形成部となる。以上を繰り返しながら金型素材Mの光学転写面側の加工面をY軸方向に全て走査することで、境界部形成部を含む光学転写面Maが形成される。
【0041】
さらに、上記の加工方法の応用として、Y軸方向に曲率を有する光学転写面を形成する加工方法について、図13を参照して説明する。図13においても、説明を簡素化するために、金型素材Mを直方体で描き、ダイヤモンド工具13を三角板で概略的に描いており、更にダイヤモンド工具13のZ軸方向の切り込み量は誇張して示している。図13(a)に示すように、ダイヤモンド工具13は、金型素材Mに対して、X軸方向、Y軸方向、Z軸方向に相対移動可能となっている。
【0042】
図13に示す例では、X軸方向に1ラインづつ切削加工を行い、ダイヤモンド工具13を開始端(一点鎖線で図示)に戻してからY軸方向に、金型素材Mに対して1ステップ下方に相対移動させて、次のラインの切削加工を行う点では、図11に示す例と同じであるが、ラインごとにZ軸方向の移動量を変えていく点で異なっている。例えば図13(b)の加工後の状態から、次のステップではダイヤモンド工具13のZ軸方向の切削量を減らす(切り込み量を浅くする)と、図13(c)に示すような段差形状が得られる。そしてさらに同様の切削加工を行うと、図13(d)に示すような段差形状が得られる。
【0043】
ここで、図13においても誇張して描いてあるが、加工機における実際のY軸方向の送り量は0.1〜25μm程度の大変微小なものであり、Z軸方向の送り量もナノメートルオーダーであるので、切削された面P1,P2は仕上がりの状態で段差がほとんど目立たず、十分な鏡面性を備え、大略的には図13(e)に示すような連続した曲面形状となる。これにより、Y軸方向で光学転写面に任意の曲率を与えることができ、例えば自由曲面の形成も可能である。
【0044】
また、切削された面P1、P2の間の接続部Mrを結ぶことで、図13(d)において点線で示すような境界部形成部となり、各ラインにおける接続部Mrが、Y軸方向からみた場合に曲率を有する部位となって形成される点は、図11の場合と同じである。
【0045】
なお、上記の例では、凸面形状の光学機能面を形成する例を示しているが、凸面に限らず、凹面でも同様の方法で形成でき、また境界部形成部を介して隣接する光学機能面が凹と凸との関係であっても良いし、さらには平面でも良い。さらに主走査方向に曲率が変化するような加工を行うことも勿論可能である。
【0046】
さらに、X軸方向とY軸方向に同時に動かして、ダイヤモンド工具13と金型素材Mとを相対移動させながら切削加工することも可能である。この例を図14に示す。この図でも、Z軸方向の切り込み量については誇張して描いてある。切り込み量が大きくなると、工具と金型素材とが干渉・接触することによって不都合が生じるので、実際には微小量ずつ切り込むことを繰り返し、光学転写面を創成してゆくと良い。
【0047】
図5は第2の実施の形態に係る加工装置であるX、Y、Z、θ軸超精密旋盤の斜視図である。これにより特許文献1、2に開示されているような形状、即ち基準点で複数の境界部により4つの光学機能面に分割されており、当該複数の境界部が所定の曲率半径をもって形成されるような光学素子形状を得ることができる。図5において、定盤10に対してZ軸方向に移動自在なZ軸ステージ5上に、回転可能に支持された回転支持部9が設置され、回転支持部9のチャック9aが金型素材Mを保持している。一方、定盤10に対してZ軸方向に交差するX軸方向に移動自在なX軸ステージ6上には、Z軸方向及びX軸方向に交差するY軸方向に移動可能なY軸ステージ7が配置されており、Y軸ステージ7にはダイヤモンド工具13が取り付けられている。X軸ステージ6と、Y軸ステージ7と、Z軸ステージ5と、回転支持部9とはNCプログラムにより独立して制御され、金型素材Mと、ダイヤモンド工具13とを相対的に移動させることにより、光学転写面Maの加工を行うようになっている。
【0048】
より具体的には、ダイヤモンド工具13の先端が、光学転写面Maの上端に位置するようにセットし、回転支持部9を固定した状態で、開始端(第1始点)からX軸ステージ6をX軸方向に移動させ且つそれにともなってZ軸ステージ5をZ軸方向に移動させ、ダイヤモンド工具13を用いて光学転写面MaをX軸方向の開始端から終了端まで1ラインだけ加工する。続いて、X軸ステージ6を開始端に戻すと共に、Y軸ステージ7を下方に1ステップだけ微小移動(シフト)させる。ついで開始端(第2始点)からX軸ステージ6をX軸方向に移動させ且つそれに対応してZ軸ステージ5をZ軸方向に移動させ、ダイヤモンド工具13を用いて光学転写面MaをX軸方向の開始端から終了端まで1ラインだけ加工する。このとき、境界部形成部Mrにおいて、ダイヤモンド工具13が通過する際に相対的に移動方向が変わり、即ち変曲点を持つこととなる。以上を繰り返しながら、光学転写面MaをY軸方向に、回転支持部9の軸線位置まで走査することで、境界部形成部を含む光学転写面Maの第1の領域を形成することができる。尚、本実施の形態によれば、金型素材を所定の角度回転させるごとに、1つの光学機能面のみを加工することもでき、かかる場合、ダイヤモンド工具13が境界部形成部Mrを跨いで相対的に移動することはない。
【0049】
次に、回転支持部9を所定の角度θだけ回転駆動させて固定し、上述と同様に、光学転写面MaをY軸方向に、回転支持部9の軸線位置まで走査することで、境界部形成部を含む光学転写面Maの第2の領域を形成することができる。これをn回繰り返すことで、第1の領域から第nの領域までの加工を行うことができ、それにより境界部形成部を含む光学転写面Ma全体を形成することができる。
【0050】
図6は、第3の実施の形態にかかる加工装置であるX、Z、θ軸超精密旋盤の斜視図である。図6において、定盤10に対してZ軸方向に移動自在なZ軸ステージ5上に、回転可能に支持された回転支持部9が設置され、回転支持部9のチャック9aが金型素材Mを保持している。一方、定盤10に対してZ軸方向に交差するX軸方向に移動自在なX軸ステージ6上には、ダイヤモンド工具13が取り付けられている。X軸ステージ6と、Z軸ステージ5と、回転支持部9とはNCプログラムにより独立して制御され、金型素材Mと、ダイヤモンド工具13とを相対的に移動させることにより、光学転写面Maの加工を行うようになっている。
【0051】
より具体的には、ダイヤモンド工具13の先端が、光学転写面Maの外径端に位置するようにセットし、回転支持部9を回転駆動させながら、外径端からX軸ステージ6をX軸方向(回転軸線寄り)に移動させ且つそれにともなってZ軸ステージ5をZ軸方向に移動させ、ダイヤモンド工具13を用いて光学転写面Maを光学転写面Maの外径端から回転軸線まで連続的に加工する。但し、境界部形成部Mrにおいて、ダイヤモンド工具13が通過する際に相対的に移動方向が変わり、即ち変曲点を持つこととなる。これにより、境界部形成部を含む光学転写面Maを形成することができる。尚、図4、5の加工装置で行われる加工をピックフィード加工と呼ぶ。又、以上の加工において、仕上げ加工として、先端がとがった剣先バイトを境界部形成部Mrに沿ってなぞらせることで、境界部形成部Mrの断面円弧形状を精度良く加工できる。なおここでは、図1(a)で示される2つの光学機能面FP1,FP2が連続的に連結される境界部RLを有する光学素子OEを成形する成形金型の加工方法を例にして説明したが、図1(b)で示されるような境界部RLが段差STを介して連結されている光学素子OEを成形する成形金型の加工方法についても、境界部形成部においてダイヤモンド工具13のZ軸方向への切り込み量を調整しながら切削することにより同様に形成できる。
【0052】
このように、境界部形成部を持つ金型転写面の形成に際して金型素材に対して工具を線状に走査させながら移動させて切削加工する加工方法を採用する事により、Z軸方向の切り込み量を適宜調整する事で境界部形成部として所望の曲率半径を有する形状を形成する事ができる。つまり、フライカット加工方式のように工具の回転半径相当の曲率の制約を受けて形状の自由度が狭まる事が無い。またフライカット加工方式でも工具の回転軸方向を調整する事で係る曲率を調整する事が可能であるが、その場合の回転軸調整といった煩わしい工程が本加工方法では不要となり、工程が簡素化、加工の短縮化が可能となる。
【0053】
図7(a)は、図4の加工装置によって製造された本実施の形態に係る光学素子を成形するための成形金型の斜視図であり、図7(b)は、境界部形成部に直交するその成形金型の拡大断面図である。図7(c)は、2つの光学機能面が段差を介して境界部で連結された光学素子を成形するための成形金型の斜視図であり、図7(d)は、境界部形成部に直交するその成形金型の拡大断面図である。図7(a)、(c)に示す成形金型においては、光学転写面Maには、光学素子OE(図1(a)、(b))の境界部RLを形成するための境界部形成部Mrが形成されている。ここで、光学転写面Maが凹面であるとすると、図7(b)に示す断面において、境界部形成部Mrは凹状であって、断面形状が半径1nm〜5μmの範囲内の曲率を有する円弧で表される。但し、図7(d)に示すように、分割された光学転写面Maを境界部形成部Mrが段差部STを介してそれぞれの交点R1、R2で連結している場合は、交点R1、R2両方の曲率半径が1nm〜5μmの範囲内の曲率半径を有する。尚、光学転写面Maを凸面とすることもでき、かかる場合、境界部形成部Mrは凸状となる。
【0054】
表1に、図4〜6の加工装置および従来の加工方法による加工の特徴を比較して示す。従来の加工方法としては、金型素材Mを加工機(旋盤及び3軸加工機)に取り付け、ある面を加工し、次いで素材Mを取り外し、取り付け方向を変えて取り付け直し、別の面を加工するといったプロセスを所定回数繰り返していくものである。
【0055】
まず、光学転写面の加工精度については、図4の加工装置による加工が優れている。図5に示す加工装置による加工は、回転支持部9を角度θだけ回転駆動させて金型素材の切削を行うために、軸線の振れが加工精度に影響を与える。また、加工に要する時間が比較的長くなるので、加工中に無視できないほどの温度変化や気圧変化などの外乱が生じ、加工精度を更に悪化させる恐れがある。一方、図6に示す加工装置による加工は、回転させながら金型素材の切削を行うので、振動などにより加工精度は悪くなる。
【0056】
次に、加工時間についても、図4の加工装置による加工が優れている。図5に示す加工装置による加工は、回転支持部9を角度θだけ回転駆動させて、光学転写面の領域ごとに金型素材の切削を行うために、加工時間が比較的長くかかる。一方、図6に示す加工装置による加工は、回転させながら金型素材の切削を行うので、理論的には加工時間を比較的短くできるともいえる。しかしながら、かかる加工では、境界部形成部を跨ぐ際に、回転速度が高すぎると加工不良が生ずる恐れがあるため、回転速度が自ずと制限され、加工時間は図4の加工装置による加工より長くなることが多い。加工時間が長くなると、加工中に無視できないほどの温度変化や湿度変化が生じ、加工精度を更に悪化させる恐れがある。
【0057】
更に、加工面の鏡面性については、金型素材を回転させないで切削を行う図4、5の加工装置による加工が優れている。図6に示す加工装置による加工は、回転させながら金型素材の切削を行うので、振動などにより加工面の鏡面性は悪くなる。
【0058】
又、光学転写面の複数の領域における面間位置精度については、図4、6の加工装置による加工が優れている。図5に示す加工装置による加工は、回転支持部9を角度θだけ回転駆動させて金型素材の切削を行うために、軸線の振れが面間位置精度に影響を与える。また、加工に要する時間が比較的長くなるので、加工中に無視できないほどの温度変化や湿度変化が生じ、面間位置精度を更に悪化させる恐れがある。
【0059】
境界部形成部の断面における曲率の半径は、図4、5の加工装置による加工の加工によれば、小さく抑えることができる。但し、図5の加工装置による加工においては、光学転写面の形状によっては、大きくなる場合もある。一方、図6の加工装置による加工の場合、加工中の温度変化や湿度変化を考慮して、迅速に加工を終えようとすると、回転速度が速くなることから、境界部形成部を跨ぐ際に工具の追従が困難となり、境界部形成部の断面における曲率の半径は大きくなる傾向がある。
【0060】
【表1】
【0061】
尚、ダイヤモンド工具13については、いずれの加工装置による加工においても、先端をとがらせていた方が、光学転写面における境界部形成部の断面における曲率の半径を小さくできるが、あまりとがっていると、光学転写面にツールマークが形成されやすくなり、鏡面性が低下する。従って、ダイヤモンド工具13の先端には、ある程度のR形状を与えることが望ましい。
【0062】
本実施の形態にかかる光学素子成形用金型の製造方法によれば、加工方法を工夫して境界部形成部Mrの断面を所定の曲率半径で形成することができ、結像に用いられない不要光を減少させることで、高画質の画像を得る事ができる。
【0063】
図8は、形成された成形金型をダイセットに取り付けた状態で示す断面図である。上述のようにして光学転写面Maを成膜した成形金型Mと、別個に形成された成形金型M’とを、光学面転写面Ma、Ma’同士を対向させるようにして、ダイセット金型21,22に挿入し、溶融した樹脂材料PLを、不図示のゲートから通常の射出成形と同様に成形金型M,M’間に射出して、更に冷却することで、図1に示すような光学素子OEを得ることができる。このとき、光学転写面Maにより光学面OPが転写形成されると同時に、境界部形成部Mrにより境界部RLが転写形成される。尚、樹脂材料の代わりにガラス素材を用いても良い。
【0064】
図9(a)は、光学素子OEの変形例を光軸方向に見た図であり、図9(b)は、図9(a)の構成をB-B線で切断して示す図であり、図9(c)は、図9(a)の構成をC-C線で切断して示す図である。光学面OPは、境界部RLにより2つの光学機能面FP1、FP2に分割されている。境界部RLは、境界部RLに直交する断面において、幅方向の形状が半径1nm〜5μmの範囲内の曲率を有している。尚、図9(c)のように滑らかな境界部RLの代わりに、図9(d)のようなステップ状の境界部RLを持つようにしても良い。
【0065】
図10(a)〜(e)は、光学素子OEの別な変形例を光軸方向に見た図である。境界部RLは必ずしも光軸と重合することなく任意の位置に配置できる。また境界部RLで仕切られた光学機能面FP1、FP2は、互いに異なる形状、面積であっても良い。更に図示していないが、特許文献1、2にあるように光学機能面の数は2つに限定されず、3つ以上でも良い。更に図10(c)〜(e)に示すように、光学素子OEは光軸周りに非点対象の形状でもよい。
【0066】
ここで、境界部形成部のRを変えながら、複数種類の金型を製作し、これらにより射出成形された光学素子について、比較した結果を表2に示す。
【0067】
射出成形やガラスモールド成形を行なう場合、成形後、硝材の温度が低下すると、熱収縮によって、成形品は金型の形状とやや異なった形状になることから、金型は、そういった熱収縮の点を考慮して作成してある。
【0068】
表2のうち、「成形転写性」は、成形品の転写性、主に境界部の転写性について、顕微鏡などによって目視測定した。Rが小さいものは、転写性が悪く、境界部のエッジが鋭くなり、バリ状の成形不良が多発していた。境界部の曲率が大きくなるにしたがい、この問題は解消されている。
【0069】
表2中「工程問題」は、上記のバリ状の部位が、成形後に金型に残留したり、その後の工程中において剥離したり、さらには収納容器などの中で散乱し、光学面に付着するなどの問題の発生率である。これもRが小さいものほど問題発生率が高い結果となった。
【0070】
表2中「完成品ゴミ」は、成形品をレンズユニットとして組み立てた後、ユニット内部で工程問題と同様の問題が発生し、視野に問題が生じる現象である。ここでも同様、Rが小さいものに発生する傾向があった。
【0071】
表2中「解像力」は、完成したレンズユニットを用いて撮影を行なった場合の鮮鋭性や明るさなどによって評価した結果である。ここでは、Rが大きくなるにつれ、解像力が低下する現象が確認された。
【0072】
表2中「ゴースト」は、映りこみ・不要光発生により、ゴーストが発生して撮影画像が乱れる現象である。これはRが小さい場合、回折光などが発生するためだと考えられる。
【0073】
【表2】
【0074】
以上、本発明を実施の形態を参照して説明してきたが、本発明は上記実施の形態に限定して解釈されるべきではなく、適宜変更・改良が可能であることはもちろんである。光学素子としては、レンズなど透過系に限らず、ミラーなど反射系であっても良い。
【図面の簡単な説明】
【0075】
【図1】本実施の形態にかかる光学素子の斜視図である。
【図2】図1の光学素子の光学面を、境界部に直交する仮想平面Pで切断した状態を示す拡大断面図である。
【図3】本実施の形態の光学素子を用いた撮像装置100の概略構成図である。
【図4】第1の実施の形態にかかる加工装置であるX、Y、Z軸超精密旋盤の斜視図である。
【図5】第2の実施の形態にかかる加工装置であるX、Y、Z、θ軸超精密旋盤の斜視図である。
【図6】第3の実施の形態にかかる加工装置であるX、Z、θ軸超精密旋盤の斜視図である。
【図7】図7(a)は、図4〜6の加工装置によって製造された、本実施の形態にかかる光学素子を成形するための成形金型の斜視図である。図7(b)は、境界部形成部に直交する成形金型の拡大断面図である。図7(c)、(d)は、図7(a)、(b)に示す金型Mの光学転写面Maを境界部形成部Mrに直交する仮想平面で切断した状態でそれぞれ示す拡大断面図である。
【図8】形成された成形金型をダイセットに取り付けた状態で示す断面図である。
【図9】第1の実施の形態にかかる加工装置である超精密加工機の斜視図である。 図9(a)は、光学素子OEの変形例を光軸方向に見た図であり、図9(b)は、図9(a)の構成をB-B線で切断して示す図であり、図9(c)は、図9(a)の構成をC-C線で切断して示す図である。図9(d)は、図9(c)の変形例を示す断面図である。
【図10】図10(a)〜(e)は、光学素子OEの別な変形例を、それぞれ光軸方向に見た図である。
【図11】ピックフィード加工の例を示す図である。
【図12】図11(b)の金型素材をY軸方向に見た図である。
【図13】ピックフィード加工の別な例を示す図である。
【図14】ピックフィード加工の別な例を示す図である。
【符号の説明】
【0076】
5 Z軸ステージ
6 X軸ステージ
7 Y軸ステージ
9 ワーク支持部又は回転支持部
9a チャック
10 定盤
13 ダイヤモンド工具
21,22 ダイセット金型
100 撮像装置
102 固体撮像素子
103 変換部
104 制御部
105 光学系駆動部
106 タイミング発生部
107 撮像素子駆動部
108 画像メモリ
109 画像処理部
110 画像圧縮部
111 画像記録部
112 表示部
113 動作部
F フランジ部
FP1〜FP6 光学機能面
M,M’ 成形金型又は金型素材
Ma 光学転写面
Mr 境界部形成部
OE 光学素子
OP 光学面
P 仮想平面
PL プラスチック材料
RL 境界部
SP 基準点
【特許請求の範囲】
【請求項1】
複数の光学機能面に分割され、当該複数の光学機能面が境界部で連結されている光学素子であって、当該境界部に対して直交する方向での前記光学素子の断面形状において、前記境界部が1nm〜5μmの範囲内の曲率半径で形成されていることを特徴とする光学素子。
【請求項2】
前記境界部が、l0nm〜2μmの範囲内の曲率半径で形成されていることを特徴とする請求項1記載の光学素子。
【請求項3】
前記境界部は、曲線状に延在することを特徴とする請求項2記載の光学素子。
【請求項4】
前記複数の光学機能面の各々は、平面であることを特徴とする請求項1〜3のいずれか一つに記載の光学素子。
【請求項5】
前記複数の光学機能面は、前記境界部により3つ以上に分割されていることを特徴とする請求項1〜4のいずれか一つに記載の光学素子。
【請求項6】
前記光学素子は、屈折面を有する透過光学系の光学素子であることを特徴とする請求項1〜5のいずれかーつに記載の光学素子。
【請求項7】
前記光学素子は、反射面を有する反射光学系の光学素子であることを特徴とする請求項1〜5のいずれか一つに記載の光学素子。
【請求項8】
前記光学素子は、樹脂素材から成形されていることを特徴とする請求項1〜7のいずれか―つに記載の光学素子。
【請求項9】
前記光学素子は、ガラス素材から成形されていることを特徴とする請求項1〜7のいずれか一つに記載の光学素子。
【請求項10】
請求項1〜9のいずれか一つに記載の光学素子を成形することを特徴とする光学素子成形用金型。
【請求項11】
前記光学素子成形用金型は、ステンレス鋼、チタン鋼、ニッケル合金、セラミック、炭素鋼、超鋼、鉄、サーメット、銅のいずれか一つ以上から形成されていることを特徴とする請求項10記載の光学素子成形用金型。
【請求項12】
複数の光学機能面に分割され、当該複数の光学機能面が境界部で連結されている光学素子を成形する成形用金型の加工の際に、金型素材に対して工具を相対的に主走査及び副走査の移動を複数回繰り返して切削加工する成形金型の製造方法において、
複数回の前記主走査方向の移動における切削においては、金型素材に対して工具を前記境界部を形成するための境界部形成部を通過させながら切削するとともに、前記境界部形成部では、前記工具が描く軌跡が所定の曲率をもつように移動しながら切削する主走査方向の切削を含むことを特徴とする成形金型の製造方法。
【請求項13】
前記切削により、前記境界部形成部に対して直交する方向での前記成形用金型の断面形状において、前記境界部形成部が1nm〜5μmの範囲内の曲率半径で形成されていることを特徴とする請求項12に記載の成形金型の製造方法。
【請求項1】
複数の光学機能面に分割され、当該複数の光学機能面が境界部で連結されている光学素子であって、当該境界部に対して直交する方向での前記光学素子の断面形状において、前記境界部が1nm〜5μmの範囲内の曲率半径で形成されていることを特徴とする光学素子。
【請求項2】
前記境界部が、l0nm〜2μmの範囲内の曲率半径で形成されていることを特徴とする請求項1記載の光学素子。
【請求項3】
前記境界部は、曲線状に延在することを特徴とする請求項2記載の光学素子。
【請求項4】
前記複数の光学機能面の各々は、平面であることを特徴とする請求項1〜3のいずれか一つに記載の光学素子。
【請求項5】
前記複数の光学機能面は、前記境界部により3つ以上に分割されていることを特徴とする請求項1〜4のいずれか一つに記載の光学素子。
【請求項6】
前記光学素子は、屈折面を有する透過光学系の光学素子であることを特徴とする請求項1〜5のいずれかーつに記載の光学素子。
【請求項7】
前記光学素子は、反射面を有する反射光学系の光学素子であることを特徴とする請求項1〜5のいずれか一つに記載の光学素子。
【請求項8】
前記光学素子は、樹脂素材から成形されていることを特徴とする請求項1〜7のいずれか―つに記載の光学素子。
【請求項9】
前記光学素子は、ガラス素材から成形されていることを特徴とする請求項1〜7のいずれか一つに記載の光学素子。
【請求項10】
請求項1〜9のいずれか一つに記載の光学素子を成形することを特徴とする光学素子成形用金型。
【請求項11】
前記光学素子成形用金型は、ステンレス鋼、チタン鋼、ニッケル合金、セラミック、炭素鋼、超鋼、鉄、サーメット、銅のいずれか一つ以上から形成されていることを特徴とする請求項10記載の光学素子成形用金型。
【請求項12】
複数の光学機能面に分割され、当該複数の光学機能面が境界部で連結されている光学素子を成形する成形用金型の加工の際に、金型素材に対して工具を相対的に主走査及び副走査の移動を複数回繰り返して切削加工する成形金型の製造方法において、
複数回の前記主走査方向の移動における切削においては、金型素材に対して工具を前記境界部を形成するための境界部形成部を通過させながら切削するとともに、前記境界部形成部では、前記工具が描く軌跡が所定の曲率をもつように移動しながら切削する主走査方向の切削を含むことを特徴とする成形金型の製造方法。
【請求項13】
前記切削により、前記境界部形成部に対して直交する方向での前記成形用金型の断面形状において、前記境界部形成部が1nm〜5μmの範囲内の曲率半径で形成されていることを特徴とする請求項12に記載の成形金型の製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【公開番号】特開2008−216476(P2008−216476A)
【公開日】平成20年9月18日(2008.9.18)
【国際特許分類】
【出願番号】特願2007−51730(P2007−51730)
【出願日】平成19年3月1日(2007.3.1)
【出願人】(303000408)コニカミノルタオプト株式会社 (3,255)
【Fターム(参考)】
【公開日】平成20年9月18日(2008.9.18)
【国際特許分類】
【出願日】平成19年3月1日(2007.3.1)
【出願人】(303000408)コニカミノルタオプト株式会社 (3,255)
【Fターム(参考)】
[ Back to top ]