
光学素子の製造方法、及び、光学素子の製造装置
【課題】光学素子の製造方法及び製造装置において、高精度に光学素子を製造する。
【解決手段】光学素子の製造方法は、光学素子材料100を加熱する加熱工程と、加熱された光学素子材料100を光学素子成形用の型セット2の成形領域S内で加圧する加圧工程と、加圧された光学素子材料100を冷却する冷却工程と、を含み、少なくとも加圧工程での成形領域S内の圧力を調整する圧力調整工程を更に含み、圧力調整工程では、光学素子材料100のうち型セット2により成形される成形面以外の部分である非成形部分に加わる圧力を調整して光学素子材料100の形状を制御する。
【解決手段】光学素子の製造方法は、光学素子材料100を加熱する加熱工程と、加熱された光学素子材料100を光学素子成形用の型セット2の成形領域S内で加圧する加圧工程と、加圧された光学素子材料100を冷却する冷却工程と、を含み、少なくとも加圧工程での成形領域S内の圧力を調整する圧力調整工程を更に含み、圧力調整工程では、光学素子材料100のうち型セット2により成形される成形面以外の部分である非成形部分に加わる圧力を調整して光学素子材料100の形状を制御する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、光学素子材料から光学素子を製造する光学素子の製造方法及び製造装置に関する。
【背景技術】
【0002】
従来、加熱軟化させた光学素子材料を加圧し、加圧した光学素子材料を冷却して硬化させることにより光学素子を製造する製造方法が知られている。
このような光学素子の製造方法において、光学素子の側面部でのバリの発生を防止すること、及び胴型からのスムーズな取出しを実現することを目的として、胴型の温度を上下型の温度よりも5〜50℃低くなるように温度制御する方法が提案されている(例えば、特許文献1参照)。
【0003】
なお、光学素子の製造方法において、光学素子材料の加熱工程、加圧工程、冷却工程が終了した後、成形型から光学素子材料を離型する離型工程で成形型に接触する空間の気圧を調整して離型工程をスムーズに行う方法が提案されている(例えば、特許文献2参照)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平10−152331号公報
【特許文献2】特開2002−20130号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、胴型の温度を上下型の温度よりも低くなるように温度制御する上記の方法では、光学素子材料に温度分布が発生するため、製造される光学素子の形状精度を確保するのが困難である。
【0006】
ところで、光学素子のうち成形型により成形される成形面以外の部分である非成形部分は、例えば、上型、下型、及び胴型により光学素子材料が加圧される場合、上型又は下型と胴型との間に非成形部分がなくなると光学素子材料が型の隙間に入ってバリが発生する。このようにバリが発生した光学素子は、特に芯取り作業を行わない場合に形状不良となる。また、光学素子の非成形部分が大きくなると、非成形部分の周辺圧力が低い為に、形状精度不良となる。
【0007】
本発明の目的は、高精度に光学素子を製造することができる光学素子の製造方法及び製造装置を提供することである。
【課題を解決するための手段】
【0008】
本発明の光学素子の製造方法は、光学素子材料を加熱する加熱工程と、加熱された上記光学素子材料を光学素子成形用の型セットの成形領域内で加圧する加圧工程と、加圧された上記光学素子材料を冷却する冷却工程と、を含み、少なくとも上記加圧工程での上記成形領域内の圧力を調整する圧力調整工程を更に含み、上記圧力調整工程では、上記光学素子材料のうち上記型セットにより成形される成形面以外の部分である非成形部分に加わる圧力を調整して上記光学素子材料の形状を制御する。
【0009】
また、上記光学素子の製造方法において、上記加圧工程での上記成形領域の容積を測定する容積測定工程を更に含み、上記圧力調整工程では、測定された上記成形領域の上記容積を基に上記圧力を調整するようにしてもよい。
【0010】
また、上記光学素子の製造方法において、上記型セットは、対向する第1の成形型及び第2の成形型と、上記光学素子材料の外径位置を規制する外径規制型と、を有し、上記圧力調整工程では、上記加圧工程で上記光学素子材料が上記外径規制型に接触した後、上記成形領域のうち、上記外径規制型との接触部分を挟んだ上記第1の成形型側と上記第2の成形型側とのうち少なくとも一方側の圧力を調整するようにしてもよい。
【0011】
本発明の光学素子の製造装置は、光学素子材料を加熱する加熱部と、上記光学素子材料を収容する光学素子成形用の型セットと、上記型セットの成形領域内で上記光学素子材料を加圧する加圧部と、上記成形領域内の圧力を調整する圧力調整部と、を備え、上記圧力調整部は、上記光学素子材料のうち上記型セットにより成形される成形面以外の部分である非成形部分に加わる圧力を調整して上記光学素子材料の形状を制御する。
【0012】
また、上記光学素子の製造装置において、上記型セットは、対向する第1の成形型及び第2の成形型と、上記光学素子材料の外径位置を規制する外径規制型と、を有し、上記圧力調整部は、上記成形領域のうち、上記光学素子材料と上記外径規制型との接触部分を挟んだ上記第1の成形型側と上記第2の成形型側とのうち一方側の圧力を調整する第1調整部と、他方側の圧力を調整する第2調整部と、を有するようにしてもよい。
【発明の効果】
【0013】
本発明によれば、高精度に光学素子を製造することができる。
【図面の簡単な説明】
【0014】
【図1】本発明の一実施の形態に係る光学素子の製造装置を示す概略断面図である。
【図2】本発明の一実施の形態における型セットを示す断面図である。
【図3】比較例における型セットを示す断面図である。
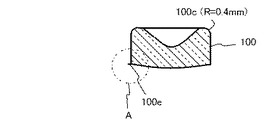
【図4A】比較例における光学素子の形状精度不良を説明するための説明図(その1)である。
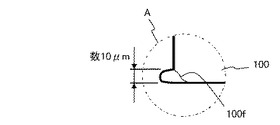
【図4B】図4AのA部拡大図である。
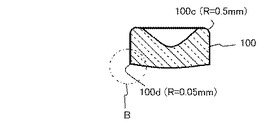
【図4C】比較例における光学素子の形状精度不良を説明するための説明図(その2)である。
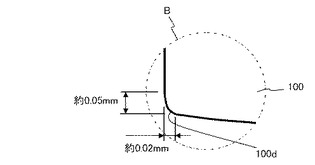
【図4D】図4CのB部拡大図である。
【図5】本発明の一実施の形態及び比較例における光学素子材料の変形を説明するための説明図である。
【図6A】型セットの曲率と光学素子材料の変形との関係を説明するための説明図(その1)である。
【図6B】型セットの曲率と光学素子材料の変形との関係を説明するための説明図(その2)である。
【発明を実施するための形態】
【0015】
以下、本発明の実施の形態に係る光学素子の製造方法及び製造装置について、図面を参照しながら説明する。
【0016】
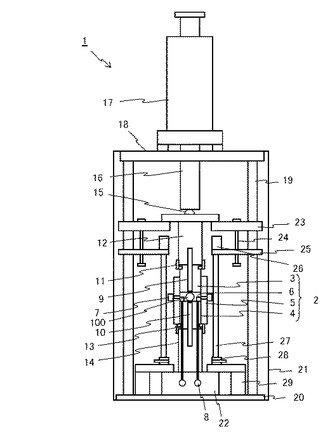
図1は、本発明の一実施の形態に係る光学素子の製造装置1を示す概略断面図である。
図2は、本発明の一実施の形態における型セット2を示す断面図である。
【0017】
なお、図2では、図1の型セット2に挿入された上型用カートリッジヒータ9及び下型用カートリッジヒータ10、並びに型セット2を取付ける上型固定爪11及び下型固定爪13の図示を省略して簡略的に図示している。また、図2は、型セット2、上ヒータブロック12、及び下ヒータブロック14の形状が図1と異なる。
【0018】
図1に示すように、光学素子の製造装置1は、光学素子成形用の型セット2と、圧力調整部(増減圧ユニット)の一例である複数の第1の調整部7及び複数の第2の調整部8と、を備える。
【0019】
また、光学素子の製造装置1は、加熱部の一例である上型用カートリッジヒータ9及び下型用カートリッジヒータ10と、上型固定爪11と、上ヒータブロック12と、下型固定爪13と、下ヒータブロック14と、チルト除去用ボール15と、駆動軸16と、加圧部の一例であるエアシリンダ17と、天板18と、支持軸19と、ベース板20と、成形室カバー21と、ベースブロック22と、ヒータブロック保持板23と、連結ピン24と、ストッパ支持板25と、中心厚制御ストッパ26と、補強軸27と、補強軸保持ブロック28と、ベースブロック保持部29と、を備える。
【0020】
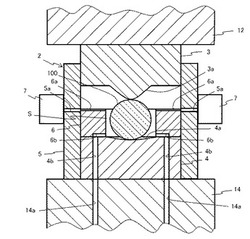
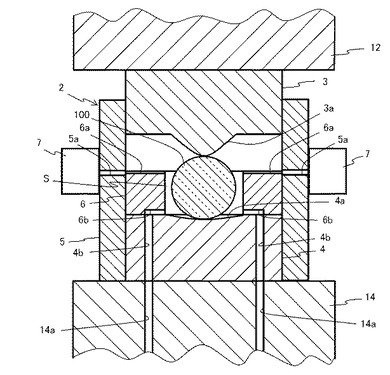
図2に示すように、型セット2は、対向する第1の成形型及び第2の成形型の一例である上型3及び下型4と、スリーブ5と、外径規制型の一例である外周規制リング6と、を有し、光学素子材料100を収容する。
【0021】
光学素子材料100は、例えば、屈伏点538℃、転移点506℃の球形状のガラス材料である。
上型3は、略円柱形状を呈し、底面中央には例えば曲率半径2.032mmの凸型の成形面3aが形成されている。
【0022】
下型4は、略円柱形状を呈し、上面中央には例えば曲率半径56mmの凹型の成形面4aが形成されている。下型4には、図1に示す後述する第2の調整部8に連通するガス流路である貫通孔4bが上下に貫通するように形成されている。貫通孔4bは、下型4の中心軸を中心とする周方向に等間隔で例えば4つ形成されている。
【0023】
スリーブ5は、円筒形状を呈し、径方向に貫通する貫通孔5aが、周方向に等間隔で例えば4つ形成されている。貫通孔5aは、例えば4つ設けられた第1の調整部7に連通するガス流路である。
【0024】
スリーブ5は、下型4に対して固定されている。スリーブ5の内周面には、上型3が外周面において摺動する。
外径規制リング6は、リング形状(円筒形状)を呈し、上面には径方向に延びる上面溝6aが例えば4つ形成されている。上面溝6aは、スリーブ5の貫通孔5aに連通するガス流路である。
【0025】
外径規制リング6の底面には、内周面に開口し、内周面から径方向に下型4の貫通孔4aに連通するように延びる底面溝6bも例えば4つ形成されている。上面溝6a及び底面溝6bの深さは、例えば0.1mm以下である。
【0026】
圧力調整部の一例である第1の調整部7は、スリーブ5の外周面に対し、貫通孔5aに連通するように例えば4つ固定されている。第1の調整部7は、成形領域Sのうち光学素子材料100と外径規制リング6との接触部分(例えば、全周に亘る接触部分)を挟んだ上型3側(第1の成形型(上型3)側と第2の成形型(下型4)側とのうち一方側)の圧力を調整する。成形領域Sは、光学素子材料100が加圧される領域であり、本実施の形態では、上型3と下型4と外径規制リング6とにより区画される領域である。
【0027】
なお、第1の調整部7は、例えば、成形領域Sに噴出させる不活性ガス(気体)の流量変化を測定するエアマイクロを有することで、成形領域Sの容積を測定する容積測定部として機能するようにしてもよい。容積測定部としては、成形領域Sの全体ではなく、少なくとも一部(例えば、光学素子材料100と外径規制リング6との接触部分を挟んだ上型3側及び下側4のうち少なくとも一方)の容積を測定するものであればよい。
【0028】
圧力調整部の一例である第2の調整部8は、図1に示すように後述するベースブロック22の内部に例えば4つ配置され、図2に示す下ヒータブロック14の例えば4つの貫通孔14a及び下型4の貫通孔4bを介して成形領域Sに連通する。第2の調整部8は、成形領域Sのうち光学素子材料100と外径規制リング6との接触部分を挟んだ下型4側(第1の成形型(上型3)側と第2の成形型(下型4)側とのうち他方側)の圧力を調整する。
【0029】
詳しくは後述するが、本実施の形態では、第1の調整部7及び第2の調整部8のうち第2の調整部8のみが、光学素子材料100のうち型セット2により成形される成形面以外の部分である非成形部分に加わる圧力を調整して光学素子材料100の形状を制御する。
【0030】
加熱部の一例である上型用カートリッジヒータ9は、上型3の内部と上ヒータブロック12の内部とに亘るように配置され、例えば、上型3を介した熱伝導により光学素子材料100を加熱する。
【0031】
加熱部の一例である下型用カートリッジヒータ10は、下型4の内部と下ヒータブロック14の内部とに亘るように配置され、例えば、下型4を介した熱伝導により光学素子材料100を加熱する。
【0032】
上型固定爪11は、上型3を上ヒータブロック12に対して固定する。この上ヒータブロック12は、上端にフランジ部を有する円柱形状を呈する。
下型固定爪13は、下型4を下ヒータブロック14に対して固定する。この下ヒータブロック14は、円柱形状を呈し、上記のように貫通孔14aが例えば4つ形成されている。
【0033】
チルト除去用ボール15は、上ヒータブロック12の上部中央に配置され、駆動軸16に傾きがあっても、上ヒータブロック12及び上型4が傾いて押圧されるのを防ぐ。
駆動軸16は、加圧部の一例であるエアシリンダ17に連結され、チルト除去用ボール15を介して連結された上ヒータブロック12及び上型4を下降させる。なお、上ヒータブロック12及び上型4の上昇については、エアシリンダ17とは異なる図示しないエアシリンダが後述するヒータブロック保持板23を上昇させることで行われる。
【0034】
エアシリンダ17は、天板18上に固定されている。
天板18は、複数本の支持軸19の上端に設けられている。
支持軸19は、下端においてベース板20に固定されている。
【0035】
成形室カバー21は、天板18、支持軸19、ベース板20等の外側に配置された筐体である。
ベースブロック22は、下ヒータブロック14の底面に固定されている。
【0036】
ヒータブロック保持板23は、支持軸19により上下動可能に支持され、上ヒータブロック12のフランジ部に固定され、上ヒータブロック12と一体に上下動する。
連結ピン24は、ヒータブロック保持板23と、支持軸19に対して移動不能に固定されたストッパ支持板25との距離が一定値以上にならないように、ヒータブロック保持板23の移動範囲を規制している。
【0037】
中心厚制御ストッパ26は、ストッパ支持板25上に固定され、ヒータブロック保持板23の下方への移動を規制することで、上ヒータブロック12及び下型4の位置、ひいては光学素子材料100の中心厚さを制御している。
【0038】
補強軸27は、ストッパ支持板25の底面に固定されている。
補強軸保持ブロック28は、補強軸27を支持している。ベースブロック保持部29は、ベースブロック22を覆うように配置され、補強軸保持ブロック28の底面が固定されている。
【0039】
以下、光学素子の製造方法について、上述の説明と重複する点については省略しながら説明する。
まず、エアシリンダ17とは異なる図示しないエアシリンダがヒータブロック保持板23を上昇させることで、上ヒータブロック12及び上型3が上昇する。そして、図示しない搬送機構が、下型4上に光学素子材料100を載置する。その後、上ヒータブロック12及び上型3が下降し、図2に示すように上型3の成形面が光学素子材料100に接触する。成形室カバー21内には、不活性ガスが充填され、酸素濃度が例えば10ppm以下になる。
【0040】
成形領域Sには、第1の調整部7より図示しないレギュレーターを介して一定圧力に保った不活性ガスがスリーブ5の貫通孔5aより噴出される。このとき、一部の第1の調整部7は不活性ガスの噴出に用いられ、他の第1の調整部7は不活性ガスの排出に用いられる。このように、本実施の形態では、第1の調整部7は、光学素子材料100の非成形部分に加わる圧力の調整ではなく、光学素子材料100からの揮発物の除去に用いられる。
【0041】
その後、上型用カートリッジヒータ9及び下型用カートリッジヒータ10からの熱伝導により上型3及び下型4が成形温度である例えば560℃に加熱される。これにより、光学素子材料100も加熱される(加熱工程)。
【0042】
加熱された光学素子材料100は、型セット2の成形領域S内において、エアシリンダ17により上型3等を介して加圧される(加圧工程)。この加圧工程では、例えば30kgfの荷重で加圧が行われる。また、加圧工程では、ヒータブロック保持板23が中心厚制御ストッパ26に接触する0.3mm手前に移動するまで行われる。この値(位置)は、事前にショートショットで製造した光学素子の例えばレンズ形状より、所定の位置を確認して決めた位置(光学素子材料100が変形して外径規制リング6と接触して接触長1mm程度外径規制リング6に光学素子材料100が転写した位置)である。
【0043】
上記位置に上型3が下降したときに第2の調整部8は、成形領域Sのうち光学素子材料100と外径規制リング6との接触部分を挟んだ下型4側に対して、正圧0.05MPaを発生させて圧力を調整する(圧力調整工程)。
【0044】
この圧力調整工程を開始するタイミングは、第1の調整部7が、成形領域Sの容積を測定する容積測定部として機能する場合、測定された成形領域Sの容積を基にして、例えば、容積が一定値以下になったときなどと決定されればよい。
【0045】
また、圧力調整工程では、光学素子材料100のうち型セット2により成形される成形面以外の部分である非成形部分に加わる圧力が調整されて光学素子材料100の形状が制御される。そのため、調整圧力は、経験的又はシミュレーションにより得られる値により所望の形状の光学素子を得られるように適宜設定される。
【0046】
本実施の形態では、成形領域Sのうち光学素子材料100と外径規制リング6との接触部分を挟んだ下型4側に対して、正圧0.05MPaがかけられるため、下型側4の非成形部分が外側から押圧されてバリの発生が抑えられる。なお、仮に負圧がかけられていた場合には、下型側4の非成形部分が内側から外側へ引っ張られ型セット2との接触面(型セット2による成形面)が増えるため、非成形部分が小さくなる。
【0047】
上型3側のエアシリンダ17による荷重は、30kgfから10kgfに減圧される。その後、ヒータブロック保持板23が中心厚制御ストッパ26に接触する0.05mm手前に移動すると、図示しないマグネットスケールの制御により上型3等が停止する。この間も第2の調整部8は、上記の正圧を継続してかけている。
【0048】
上型3の停止後、上型用カートリッジヒータ9及び下型用カートリッジヒータ10の温度下降又は停止によって、0.5℃/secの冷却速度で型セット2が冷却される。これにより、光学素子材料100は、例えば転移点(506℃)以下になるまで冷却される(冷却工程)。
【0049】
この冷却工程では、光学素子材料100の冷却開始後、10秒間は上型3の位置を停止位置で保持した後、エアシリンダ17により荷重20kgfで加圧される。この間も第2の調整部8は、上記の正圧を継続してかけている。
【0050】
ヒータブロック保持板23が中心厚制御ストッパ26に接触した時点で、光学素子材料100(製造される光学素子)の中心厚が決定する。この時点で第2の調整部8により発生する正圧をゼロとする。
【0051】
上型3及び下型4が例えば490℃になった後、上型3及び下型4が冷却速度2℃/secで200℃以下になるまで冷却される。上型3及び下型4が200℃以下に冷却された後、上型3を上昇させて、成形が完了した光学素子が型セット2の中から取り出される。
【0052】
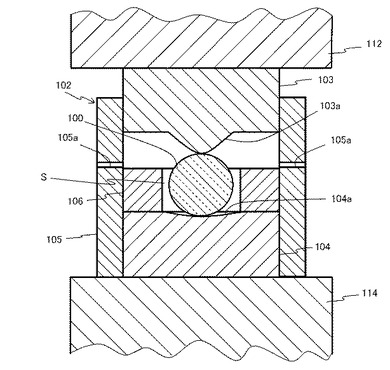
図3は、比較例における型セット102を示す断面図である。
図3に示す型セット102は、圧力調整用のガス流路を構成する溝や貫通孔が形成されていない点において図2に示す型セット2に相違する。
型セット102は、上ヒータブロック112に固定され凸型の成形面103aが形成された上型103と、下ヒータブロック114に固定され凹型の成形面104aが形成された下型104と、貫通孔105aが形成された胴型105と、外周規制リング106と、を有する。
【0053】
比較例の製造方法は、圧力調整工程が省略されている以外は、実施の形態の製造方法と同様である。
なお、実施の形態の図2に示す型セット2も同様であるが、型セット102は、上型103の凸型の成形面103aと下型104の凹型の成形面104との曲率が大きく異なる。そのため、光学素子材料100のうち上型103側及び下型104側のうち少なくとも一方にバリが発生したり、上型103側と下型104側とで非成形部分の形状の大きさが異なったりする。
【0054】
ここで、型セット2(特に上型3及び下型4)の曲率R1,R2と光学素子材料100の変形との関係について図6A及び図6Bを参照しながら説明する。
図6Aに示す上型3−1は、曲率半径R1の凸型の成形面を有する。下型4−1は、曲率半径R2の凸型の成形面を有する。ここで、上型3−1の曲率半径R1は、下型4−1の曲率半径R2よりも大きい。
【0055】
このような上型3−1及び下型4−1により光学素子材料100が加圧されると、図6Bに示すように、光学素子材料100と上型3−1との接触径は、長さXとなる。また、光学素子材料100と下型4−1との接触径は、長さXよりも短い長さYとなる。
【0056】
また、光学素子材料100の最大外径部分から、上型3−1に対する接触外径部分までの厚さ(高さ)Eは、光学素子材料100の最大外径部分から、下型4−1に対する接触外径部分までの厚さ(高さ)Fよりも小さくなる。このように、上型3−1及び下型4−1(型セット)の曲率によって光学素子材料100の形状は、上型3−1側と下型4−1側とで異なってくる。
【0057】
上記の図6Bに示す関係が成り立つ原因としては、上型3−1及び下型4−1と光学素子材料100との摺動抵抗が大きいこと、及び摺動抵抗差が大きいことのために、光学素子材料100が上型3−1及び下型4−1の成形面を流動する動き量よりも、光学素子材料100が変形する量が多いために起こると考えられる。
【0058】
上述のとおり、比較例では、実施の形態と同様に、型セット102は、上型103の凸型の成形面103aと下型104の凹型の成形面104との曲率が大きく異なる。
そのため、まず、光学素子材料100の中心厚を狙いの1.03mm(外径6.6mm)まで成形した場合、図4Aに示すように光学素子材料100が下型4と外径規制リングとの隙間に入り、例えば数10μmのバリ100eが発生する。そして、図4Bに示すように、光学素子材料100を外径規制リングから取り出すときにバリ100eに割れ100fが発生する。
【0059】
一方、バリ100eの発生を防ぐために、光学素子材料100の中心厚を、狙いの1.03mmよりも厚い1.06mmにしてプレス量を抑えると、図4Cに示すように、上型103側で大きい非成形部分100c(曲率半径0.5mm),100d(曲率半径0.05mm)が発生する。なお、図4C及び図4Dに示すように、非成形部分100dは、厳密に球面なのではなく、高さ(加圧方向)0.05mm,幅(直径方向)0.02mmなど大きさにはばらつきがある。これは、成形中(製造中)の光学素子材料100の非成形部分までの到達時間が異なることで発生する寸法差である。非成形部分の体積が小さくなった状態から光学素子材料100を充填するには大きな圧力が必要となるためである。
【0060】
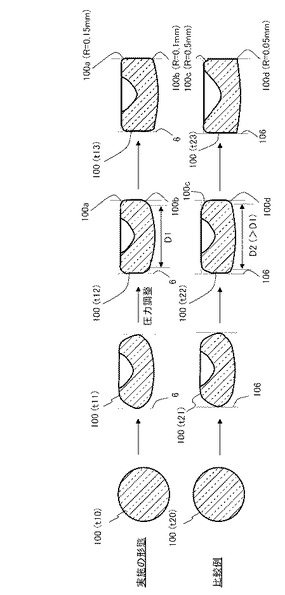
以上の実施の形態及び比較例における光学素子材料100の変形について図5を参照しながら説明する。
光学素子材料100の球状の初期状態(t10,t20)、及び外径規制リング6,106との接触状態(t11,t21)は、実施の形態と比較例とで同様である。
【0061】
この後、実施の形態では上述のように成形領域Sの下型4側に正圧0.05MPaがかけられるため、実施の形態では、光学素子材料100(t12)の下型4側の非成形部分100bが外側から押圧されて、下型4との接触径(転写径)D1が比較例の光学素子材料100(t22)の接触径D2よりも小さくなる。これにより、製造された光学素子(光学素子材料100(t13))の下型4側の非成形部分100bの曲率半径(R=0.1mm)は、比較例の光学素子材料100(t23)の下型4側の非成形部分100dの曲率半径(R=0.05mm)よりも大きくなる。
【0062】
一方、実施の形態の上型3側の非成形部分100aは、下型4側の非成形部分100bが外側から押圧されることにより、非成形部分100bより、圧力が低くなる。これにより、製造された光学素子(光学素子材料100(t13))の上型3側の非成形部分100aの曲率半径(R=0.15mm)は、比較例の光学素子材料100(t23)の下型4側の非成形部分100dの曲率半径(R=0.5mm)よりも小さくなる。
【0063】
なお、曲率半径を例えば0.15mm程度まで抑えるためには、比較例の下型4側の非成形部分100dの曲率半径(R=0.5mm)は極めて大きい数値となり、形状精度不良となる。
【0064】
以上説明した本実施の形態では、少なくとも加圧工程において、光学素子材料100のうち型セット2により成形される成形面以外の部分である非成形部分100a,100bに加わる圧力を調整して光学素子材料100の形状が制御される。そのため、バリが発生したり非成形部分が大きくなったりするのを抑えることができる。よって、本実施の形態によれば、高精度に光学素子を製造することができる。
【0065】
また、本実施の形態では、成形領域Sの容積が測定される場合、測定された成形領域Sの容積を基に圧力が調整されることで、バリが発生したり非成形部分が大きくなったりするのをより確実に抑えることができる。したがって、より高精度に光学素子を製造することができる。
【0066】
また、本実施の形態では、加圧工程で光学素子材料100が外径規制リング6に接触した後、成形領域Sのうち、外径規制リング6との接触部分を挟んだ下型側4(上型3側と下型4側とのうち少なくとも一方側)の圧力が調整される。そのため、所望の部分について、バリが発生したり非成形部分が大きくなったりするのを抑えることができる。
【0067】
なお、上述の実施の形態では、第1の調整部7及び第2の調整部8のうち第2の調整部8のみが正圧0.05MPaをかける例について説明したが、第1の調整部7のみ、或いは、第1の調整部7及び第2の調整部8の両方が成形領域S内の圧力を調整するようにしてもよい。例えば、第1の調整部7が負圧(例えば0.08MPa)を発生させ、第2の調整部8が正圧(例えば0.05MPa)を発生させた場合、第1の調整部7による負圧が上型3側の非成形部分100aを外側に引っ張るため、この非成形部分100aをより小さくすることができる。
【0068】
また、このように圧力調整工程を行った場合、荷重30kgfをかける時点からヒータブロック保持板23が中心厚制御ストッパ26に接触するまでの時間が比較例では240秒であったのが200秒となり、成形(製造)リードタイムの短縮効果も得られた。
【符号の説明】
【0069】
1 光学素子の製造装置
2 型セット
3 上型
3a 成形面
4 下型
4a 成形面
4b 貫通孔
5 スリーブ
5a 貫通孔
6 外周規制リング
6a 上面溝
6b 底面溝
7 第1の調整部
8 第2の調整部
9 上型用カートリッジヒータ
10 下型用カートリッジヒータ
11 上型固定爪
12 上ヒータブロック
12a 貫通孔
13 下型固定爪
14 下ヒータブロック
14a 貫通孔
15 チルト除去用ボール
16 駆動軸
17 エアシリンダ
18 天板
19 支持軸
20 ベース板
21 成形室カバー
22 ベースブロック
23 ヒータブロック保持板
24 連結ピン
25 ストッパ支持板
26 中心厚制御ストッパ
27 補強軸
28 補強軸保持ブロック
29 ベースブロック保持部
100 型セット
【技術分野】
【0001】
本発明は、光学素子材料から光学素子を製造する光学素子の製造方法及び製造装置に関する。
【背景技術】
【0002】
従来、加熱軟化させた光学素子材料を加圧し、加圧した光学素子材料を冷却して硬化させることにより光学素子を製造する製造方法が知られている。
このような光学素子の製造方法において、光学素子の側面部でのバリの発生を防止すること、及び胴型からのスムーズな取出しを実現することを目的として、胴型の温度を上下型の温度よりも5〜50℃低くなるように温度制御する方法が提案されている(例えば、特許文献1参照)。
【0003】
なお、光学素子の製造方法において、光学素子材料の加熱工程、加圧工程、冷却工程が終了した後、成形型から光学素子材料を離型する離型工程で成形型に接触する空間の気圧を調整して離型工程をスムーズに行う方法が提案されている(例えば、特許文献2参照)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平10−152331号公報
【特許文献2】特開2002−20130号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、胴型の温度を上下型の温度よりも低くなるように温度制御する上記の方法では、光学素子材料に温度分布が発生するため、製造される光学素子の形状精度を確保するのが困難である。
【0006】
ところで、光学素子のうち成形型により成形される成形面以外の部分である非成形部分は、例えば、上型、下型、及び胴型により光学素子材料が加圧される場合、上型又は下型と胴型との間に非成形部分がなくなると光学素子材料が型の隙間に入ってバリが発生する。このようにバリが発生した光学素子は、特に芯取り作業を行わない場合に形状不良となる。また、光学素子の非成形部分が大きくなると、非成形部分の周辺圧力が低い為に、形状精度不良となる。
【0007】
本発明の目的は、高精度に光学素子を製造することができる光学素子の製造方法及び製造装置を提供することである。
【課題を解決するための手段】
【0008】
本発明の光学素子の製造方法は、光学素子材料を加熱する加熱工程と、加熱された上記光学素子材料を光学素子成形用の型セットの成形領域内で加圧する加圧工程と、加圧された上記光学素子材料を冷却する冷却工程と、を含み、少なくとも上記加圧工程での上記成形領域内の圧力を調整する圧力調整工程を更に含み、上記圧力調整工程では、上記光学素子材料のうち上記型セットにより成形される成形面以外の部分である非成形部分に加わる圧力を調整して上記光学素子材料の形状を制御する。
【0009】
また、上記光学素子の製造方法において、上記加圧工程での上記成形領域の容積を測定する容積測定工程を更に含み、上記圧力調整工程では、測定された上記成形領域の上記容積を基に上記圧力を調整するようにしてもよい。
【0010】
また、上記光学素子の製造方法において、上記型セットは、対向する第1の成形型及び第2の成形型と、上記光学素子材料の外径位置を規制する外径規制型と、を有し、上記圧力調整工程では、上記加圧工程で上記光学素子材料が上記外径規制型に接触した後、上記成形領域のうち、上記外径規制型との接触部分を挟んだ上記第1の成形型側と上記第2の成形型側とのうち少なくとも一方側の圧力を調整するようにしてもよい。
【0011】
本発明の光学素子の製造装置は、光学素子材料を加熱する加熱部と、上記光学素子材料を収容する光学素子成形用の型セットと、上記型セットの成形領域内で上記光学素子材料を加圧する加圧部と、上記成形領域内の圧力を調整する圧力調整部と、を備え、上記圧力調整部は、上記光学素子材料のうち上記型セットにより成形される成形面以外の部分である非成形部分に加わる圧力を調整して上記光学素子材料の形状を制御する。
【0012】
また、上記光学素子の製造装置において、上記型セットは、対向する第1の成形型及び第2の成形型と、上記光学素子材料の外径位置を規制する外径規制型と、を有し、上記圧力調整部は、上記成形領域のうち、上記光学素子材料と上記外径規制型との接触部分を挟んだ上記第1の成形型側と上記第2の成形型側とのうち一方側の圧力を調整する第1調整部と、他方側の圧力を調整する第2調整部と、を有するようにしてもよい。
【発明の効果】
【0013】
本発明によれば、高精度に光学素子を製造することができる。
【図面の簡単な説明】
【0014】
【図1】本発明の一実施の形態に係る光学素子の製造装置を示す概略断面図である。
【図2】本発明の一実施の形態における型セットを示す断面図である。
【図3】比較例における型セットを示す断面図である。
【図4A】比較例における光学素子の形状精度不良を説明するための説明図(その1)である。
【図4B】図4AのA部拡大図である。
【図4C】比較例における光学素子の形状精度不良を説明するための説明図(その2)である。
【図4D】図4CのB部拡大図である。
【図5】本発明の一実施の形態及び比較例における光学素子材料の変形を説明するための説明図である。
【図6A】型セットの曲率と光学素子材料の変形との関係を説明するための説明図(その1)である。
【図6B】型セットの曲率と光学素子材料の変形との関係を説明するための説明図(その2)である。
【発明を実施するための形態】
【0015】
以下、本発明の実施の形態に係る光学素子の製造方法及び製造装置について、図面を参照しながら説明する。
【0016】
図1は、本発明の一実施の形態に係る光学素子の製造装置1を示す概略断面図である。
図2は、本発明の一実施の形態における型セット2を示す断面図である。
【0017】
なお、図2では、図1の型セット2に挿入された上型用カートリッジヒータ9及び下型用カートリッジヒータ10、並びに型セット2を取付ける上型固定爪11及び下型固定爪13の図示を省略して簡略的に図示している。また、図2は、型セット2、上ヒータブロック12、及び下ヒータブロック14の形状が図1と異なる。
【0018】
図1に示すように、光学素子の製造装置1は、光学素子成形用の型セット2と、圧力調整部(増減圧ユニット)の一例である複数の第1の調整部7及び複数の第2の調整部8と、を備える。
【0019】
また、光学素子の製造装置1は、加熱部の一例である上型用カートリッジヒータ9及び下型用カートリッジヒータ10と、上型固定爪11と、上ヒータブロック12と、下型固定爪13と、下ヒータブロック14と、チルト除去用ボール15と、駆動軸16と、加圧部の一例であるエアシリンダ17と、天板18と、支持軸19と、ベース板20と、成形室カバー21と、ベースブロック22と、ヒータブロック保持板23と、連結ピン24と、ストッパ支持板25と、中心厚制御ストッパ26と、補強軸27と、補強軸保持ブロック28と、ベースブロック保持部29と、を備える。
【0020】
図2に示すように、型セット2は、対向する第1の成形型及び第2の成形型の一例である上型3及び下型4と、スリーブ5と、外径規制型の一例である外周規制リング6と、を有し、光学素子材料100を収容する。
【0021】
光学素子材料100は、例えば、屈伏点538℃、転移点506℃の球形状のガラス材料である。
上型3は、略円柱形状を呈し、底面中央には例えば曲率半径2.032mmの凸型の成形面3aが形成されている。
【0022】
下型4は、略円柱形状を呈し、上面中央には例えば曲率半径56mmの凹型の成形面4aが形成されている。下型4には、図1に示す後述する第2の調整部8に連通するガス流路である貫通孔4bが上下に貫通するように形成されている。貫通孔4bは、下型4の中心軸を中心とする周方向に等間隔で例えば4つ形成されている。
【0023】
スリーブ5は、円筒形状を呈し、径方向に貫通する貫通孔5aが、周方向に等間隔で例えば4つ形成されている。貫通孔5aは、例えば4つ設けられた第1の調整部7に連通するガス流路である。
【0024】
スリーブ5は、下型4に対して固定されている。スリーブ5の内周面には、上型3が外周面において摺動する。
外径規制リング6は、リング形状(円筒形状)を呈し、上面には径方向に延びる上面溝6aが例えば4つ形成されている。上面溝6aは、スリーブ5の貫通孔5aに連通するガス流路である。
【0025】
外径規制リング6の底面には、内周面に開口し、内周面から径方向に下型4の貫通孔4aに連通するように延びる底面溝6bも例えば4つ形成されている。上面溝6a及び底面溝6bの深さは、例えば0.1mm以下である。
【0026】
圧力調整部の一例である第1の調整部7は、スリーブ5の外周面に対し、貫通孔5aに連通するように例えば4つ固定されている。第1の調整部7は、成形領域Sのうち光学素子材料100と外径規制リング6との接触部分(例えば、全周に亘る接触部分)を挟んだ上型3側(第1の成形型(上型3)側と第2の成形型(下型4)側とのうち一方側)の圧力を調整する。成形領域Sは、光学素子材料100が加圧される領域であり、本実施の形態では、上型3と下型4と外径規制リング6とにより区画される領域である。
【0027】
なお、第1の調整部7は、例えば、成形領域Sに噴出させる不活性ガス(気体)の流量変化を測定するエアマイクロを有することで、成形領域Sの容積を測定する容積測定部として機能するようにしてもよい。容積測定部としては、成形領域Sの全体ではなく、少なくとも一部(例えば、光学素子材料100と外径規制リング6との接触部分を挟んだ上型3側及び下側4のうち少なくとも一方)の容積を測定するものであればよい。
【0028】
圧力調整部の一例である第2の調整部8は、図1に示すように後述するベースブロック22の内部に例えば4つ配置され、図2に示す下ヒータブロック14の例えば4つの貫通孔14a及び下型4の貫通孔4bを介して成形領域Sに連通する。第2の調整部8は、成形領域Sのうち光学素子材料100と外径規制リング6との接触部分を挟んだ下型4側(第1の成形型(上型3)側と第2の成形型(下型4)側とのうち他方側)の圧力を調整する。
【0029】
詳しくは後述するが、本実施の形態では、第1の調整部7及び第2の調整部8のうち第2の調整部8のみが、光学素子材料100のうち型セット2により成形される成形面以外の部分である非成形部分に加わる圧力を調整して光学素子材料100の形状を制御する。
【0030】
加熱部の一例である上型用カートリッジヒータ9は、上型3の内部と上ヒータブロック12の内部とに亘るように配置され、例えば、上型3を介した熱伝導により光学素子材料100を加熱する。
【0031】
加熱部の一例である下型用カートリッジヒータ10は、下型4の内部と下ヒータブロック14の内部とに亘るように配置され、例えば、下型4を介した熱伝導により光学素子材料100を加熱する。
【0032】
上型固定爪11は、上型3を上ヒータブロック12に対して固定する。この上ヒータブロック12は、上端にフランジ部を有する円柱形状を呈する。
下型固定爪13は、下型4を下ヒータブロック14に対して固定する。この下ヒータブロック14は、円柱形状を呈し、上記のように貫通孔14aが例えば4つ形成されている。
【0033】
チルト除去用ボール15は、上ヒータブロック12の上部中央に配置され、駆動軸16に傾きがあっても、上ヒータブロック12及び上型4が傾いて押圧されるのを防ぐ。
駆動軸16は、加圧部の一例であるエアシリンダ17に連結され、チルト除去用ボール15を介して連結された上ヒータブロック12及び上型4を下降させる。なお、上ヒータブロック12及び上型4の上昇については、エアシリンダ17とは異なる図示しないエアシリンダが後述するヒータブロック保持板23を上昇させることで行われる。
【0034】
エアシリンダ17は、天板18上に固定されている。
天板18は、複数本の支持軸19の上端に設けられている。
支持軸19は、下端においてベース板20に固定されている。
【0035】
成形室カバー21は、天板18、支持軸19、ベース板20等の外側に配置された筐体である。
ベースブロック22は、下ヒータブロック14の底面に固定されている。
【0036】
ヒータブロック保持板23は、支持軸19により上下動可能に支持され、上ヒータブロック12のフランジ部に固定され、上ヒータブロック12と一体に上下動する。
連結ピン24は、ヒータブロック保持板23と、支持軸19に対して移動不能に固定されたストッパ支持板25との距離が一定値以上にならないように、ヒータブロック保持板23の移動範囲を規制している。
【0037】
中心厚制御ストッパ26は、ストッパ支持板25上に固定され、ヒータブロック保持板23の下方への移動を規制することで、上ヒータブロック12及び下型4の位置、ひいては光学素子材料100の中心厚さを制御している。
【0038】
補強軸27は、ストッパ支持板25の底面に固定されている。
補強軸保持ブロック28は、補強軸27を支持している。ベースブロック保持部29は、ベースブロック22を覆うように配置され、補強軸保持ブロック28の底面が固定されている。
【0039】
以下、光学素子の製造方法について、上述の説明と重複する点については省略しながら説明する。
まず、エアシリンダ17とは異なる図示しないエアシリンダがヒータブロック保持板23を上昇させることで、上ヒータブロック12及び上型3が上昇する。そして、図示しない搬送機構が、下型4上に光学素子材料100を載置する。その後、上ヒータブロック12及び上型3が下降し、図2に示すように上型3の成形面が光学素子材料100に接触する。成形室カバー21内には、不活性ガスが充填され、酸素濃度が例えば10ppm以下になる。
【0040】
成形領域Sには、第1の調整部7より図示しないレギュレーターを介して一定圧力に保った不活性ガスがスリーブ5の貫通孔5aより噴出される。このとき、一部の第1の調整部7は不活性ガスの噴出に用いられ、他の第1の調整部7は不活性ガスの排出に用いられる。このように、本実施の形態では、第1の調整部7は、光学素子材料100の非成形部分に加わる圧力の調整ではなく、光学素子材料100からの揮発物の除去に用いられる。
【0041】
その後、上型用カートリッジヒータ9及び下型用カートリッジヒータ10からの熱伝導により上型3及び下型4が成形温度である例えば560℃に加熱される。これにより、光学素子材料100も加熱される(加熱工程)。
【0042】
加熱された光学素子材料100は、型セット2の成形領域S内において、エアシリンダ17により上型3等を介して加圧される(加圧工程)。この加圧工程では、例えば30kgfの荷重で加圧が行われる。また、加圧工程では、ヒータブロック保持板23が中心厚制御ストッパ26に接触する0.3mm手前に移動するまで行われる。この値(位置)は、事前にショートショットで製造した光学素子の例えばレンズ形状より、所定の位置を確認して決めた位置(光学素子材料100が変形して外径規制リング6と接触して接触長1mm程度外径規制リング6に光学素子材料100が転写した位置)である。
【0043】
上記位置に上型3が下降したときに第2の調整部8は、成形領域Sのうち光学素子材料100と外径規制リング6との接触部分を挟んだ下型4側に対して、正圧0.05MPaを発生させて圧力を調整する(圧力調整工程)。
【0044】
この圧力調整工程を開始するタイミングは、第1の調整部7が、成形領域Sの容積を測定する容積測定部として機能する場合、測定された成形領域Sの容積を基にして、例えば、容積が一定値以下になったときなどと決定されればよい。
【0045】
また、圧力調整工程では、光学素子材料100のうち型セット2により成形される成形面以外の部分である非成形部分に加わる圧力が調整されて光学素子材料100の形状が制御される。そのため、調整圧力は、経験的又はシミュレーションにより得られる値により所望の形状の光学素子を得られるように適宜設定される。
【0046】
本実施の形態では、成形領域Sのうち光学素子材料100と外径規制リング6との接触部分を挟んだ下型4側に対して、正圧0.05MPaがかけられるため、下型側4の非成形部分が外側から押圧されてバリの発生が抑えられる。なお、仮に負圧がかけられていた場合には、下型側4の非成形部分が内側から外側へ引っ張られ型セット2との接触面(型セット2による成形面)が増えるため、非成形部分が小さくなる。
【0047】
上型3側のエアシリンダ17による荷重は、30kgfから10kgfに減圧される。その後、ヒータブロック保持板23が中心厚制御ストッパ26に接触する0.05mm手前に移動すると、図示しないマグネットスケールの制御により上型3等が停止する。この間も第2の調整部8は、上記の正圧を継続してかけている。
【0048】
上型3の停止後、上型用カートリッジヒータ9及び下型用カートリッジヒータ10の温度下降又は停止によって、0.5℃/secの冷却速度で型セット2が冷却される。これにより、光学素子材料100は、例えば転移点(506℃)以下になるまで冷却される(冷却工程)。
【0049】
この冷却工程では、光学素子材料100の冷却開始後、10秒間は上型3の位置を停止位置で保持した後、エアシリンダ17により荷重20kgfで加圧される。この間も第2の調整部8は、上記の正圧を継続してかけている。
【0050】
ヒータブロック保持板23が中心厚制御ストッパ26に接触した時点で、光学素子材料100(製造される光学素子)の中心厚が決定する。この時点で第2の調整部8により発生する正圧をゼロとする。
【0051】
上型3及び下型4が例えば490℃になった後、上型3及び下型4が冷却速度2℃/secで200℃以下になるまで冷却される。上型3及び下型4が200℃以下に冷却された後、上型3を上昇させて、成形が完了した光学素子が型セット2の中から取り出される。
【0052】
図3は、比較例における型セット102を示す断面図である。
図3に示す型セット102は、圧力調整用のガス流路を構成する溝や貫通孔が形成されていない点において図2に示す型セット2に相違する。
型セット102は、上ヒータブロック112に固定され凸型の成形面103aが形成された上型103と、下ヒータブロック114に固定され凹型の成形面104aが形成された下型104と、貫通孔105aが形成された胴型105と、外周規制リング106と、を有する。
【0053】
比較例の製造方法は、圧力調整工程が省略されている以外は、実施の形態の製造方法と同様である。
なお、実施の形態の図2に示す型セット2も同様であるが、型セット102は、上型103の凸型の成形面103aと下型104の凹型の成形面104との曲率が大きく異なる。そのため、光学素子材料100のうち上型103側及び下型104側のうち少なくとも一方にバリが発生したり、上型103側と下型104側とで非成形部分の形状の大きさが異なったりする。
【0054】
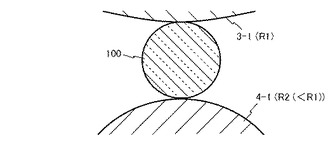
ここで、型セット2(特に上型3及び下型4)の曲率R1,R2と光学素子材料100の変形との関係について図6A及び図6Bを参照しながら説明する。
図6Aに示す上型3−1は、曲率半径R1の凸型の成形面を有する。下型4−1は、曲率半径R2の凸型の成形面を有する。ここで、上型3−1の曲率半径R1は、下型4−1の曲率半径R2よりも大きい。
【0055】
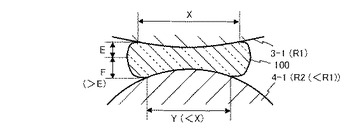
このような上型3−1及び下型4−1により光学素子材料100が加圧されると、図6Bに示すように、光学素子材料100と上型3−1との接触径は、長さXとなる。また、光学素子材料100と下型4−1との接触径は、長さXよりも短い長さYとなる。
【0056】
また、光学素子材料100の最大外径部分から、上型3−1に対する接触外径部分までの厚さ(高さ)Eは、光学素子材料100の最大外径部分から、下型4−1に対する接触外径部分までの厚さ(高さ)Fよりも小さくなる。このように、上型3−1及び下型4−1(型セット)の曲率によって光学素子材料100の形状は、上型3−1側と下型4−1側とで異なってくる。
【0057】
上記の図6Bに示す関係が成り立つ原因としては、上型3−1及び下型4−1と光学素子材料100との摺動抵抗が大きいこと、及び摺動抵抗差が大きいことのために、光学素子材料100が上型3−1及び下型4−1の成形面を流動する動き量よりも、光学素子材料100が変形する量が多いために起こると考えられる。
【0058】
上述のとおり、比較例では、実施の形態と同様に、型セット102は、上型103の凸型の成形面103aと下型104の凹型の成形面104との曲率が大きく異なる。
そのため、まず、光学素子材料100の中心厚を狙いの1.03mm(外径6.6mm)まで成形した場合、図4Aに示すように光学素子材料100が下型4と外径規制リングとの隙間に入り、例えば数10μmのバリ100eが発生する。そして、図4Bに示すように、光学素子材料100を外径規制リングから取り出すときにバリ100eに割れ100fが発生する。
【0059】
一方、バリ100eの発生を防ぐために、光学素子材料100の中心厚を、狙いの1.03mmよりも厚い1.06mmにしてプレス量を抑えると、図4Cに示すように、上型103側で大きい非成形部分100c(曲率半径0.5mm),100d(曲率半径0.05mm)が発生する。なお、図4C及び図4Dに示すように、非成形部分100dは、厳密に球面なのではなく、高さ(加圧方向)0.05mm,幅(直径方向)0.02mmなど大きさにはばらつきがある。これは、成形中(製造中)の光学素子材料100の非成形部分までの到達時間が異なることで発生する寸法差である。非成形部分の体積が小さくなった状態から光学素子材料100を充填するには大きな圧力が必要となるためである。
【0060】
以上の実施の形態及び比較例における光学素子材料100の変形について図5を参照しながら説明する。
光学素子材料100の球状の初期状態(t10,t20)、及び外径規制リング6,106との接触状態(t11,t21)は、実施の形態と比較例とで同様である。
【0061】
この後、実施の形態では上述のように成形領域Sの下型4側に正圧0.05MPaがかけられるため、実施の形態では、光学素子材料100(t12)の下型4側の非成形部分100bが外側から押圧されて、下型4との接触径(転写径)D1が比較例の光学素子材料100(t22)の接触径D2よりも小さくなる。これにより、製造された光学素子(光学素子材料100(t13))の下型4側の非成形部分100bの曲率半径(R=0.1mm)は、比較例の光学素子材料100(t23)の下型4側の非成形部分100dの曲率半径(R=0.05mm)よりも大きくなる。
【0062】
一方、実施の形態の上型3側の非成形部分100aは、下型4側の非成形部分100bが外側から押圧されることにより、非成形部分100bより、圧力が低くなる。これにより、製造された光学素子(光学素子材料100(t13))の上型3側の非成形部分100aの曲率半径(R=0.15mm)は、比較例の光学素子材料100(t23)の下型4側の非成形部分100dの曲率半径(R=0.5mm)よりも小さくなる。
【0063】
なお、曲率半径を例えば0.15mm程度まで抑えるためには、比較例の下型4側の非成形部分100dの曲率半径(R=0.5mm)は極めて大きい数値となり、形状精度不良となる。
【0064】
以上説明した本実施の形態では、少なくとも加圧工程において、光学素子材料100のうち型セット2により成形される成形面以外の部分である非成形部分100a,100bに加わる圧力を調整して光学素子材料100の形状が制御される。そのため、バリが発生したり非成形部分が大きくなったりするのを抑えることができる。よって、本実施の形態によれば、高精度に光学素子を製造することができる。
【0065】
また、本実施の形態では、成形領域Sの容積が測定される場合、測定された成形領域Sの容積を基に圧力が調整されることで、バリが発生したり非成形部分が大きくなったりするのをより確実に抑えることができる。したがって、より高精度に光学素子を製造することができる。
【0066】
また、本実施の形態では、加圧工程で光学素子材料100が外径規制リング6に接触した後、成形領域Sのうち、外径規制リング6との接触部分を挟んだ下型側4(上型3側と下型4側とのうち少なくとも一方側)の圧力が調整される。そのため、所望の部分について、バリが発生したり非成形部分が大きくなったりするのを抑えることができる。
【0067】
なお、上述の実施の形態では、第1の調整部7及び第2の調整部8のうち第2の調整部8のみが正圧0.05MPaをかける例について説明したが、第1の調整部7のみ、或いは、第1の調整部7及び第2の調整部8の両方が成形領域S内の圧力を調整するようにしてもよい。例えば、第1の調整部7が負圧(例えば0.08MPa)を発生させ、第2の調整部8が正圧(例えば0.05MPa)を発生させた場合、第1の調整部7による負圧が上型3側の非成形部分100aを外側に引っ張るため、この非成形部分100aをより小さくすることができる。
【0068】
また、このように圧力調整工程を行った場合、荷重30kgfをかける時点からヒータブロック保持板23が中心厚制御ストッパ26に接触するまでの時間が比較例では240秒であったのが200秒となり、成形(製造)リードタイムの短縮効果も得られた。
【符号の説明】
【0069】
1 光学素子の製造装置
2 型セット
3 上型
3a 成形面
4 下型
4a 成形面
4b 貫通孔
5 スリーブ
5a 貫通孔
6 外周規制リング
6a 上面溝
6b 底面溝
7 第1の調整部
8 第2の調整部
9 上型用カートリッジヒータ
10 下型用カートリッジヒータ
11 上型固定爪
12 上ヒータブロック
12a 貫通孔
13 下型固定爪
14 下ヒータブロック
14a 貫通孔
15 チルト除去用ボール
16 駆動軸
17 エアシリンダ
18 天板
19 支持軸
20 ベース板
21 成形室カバー
22 ベースブロック
23 ヒータブロック保持板
24 連結ピン
25 ストッパ支持板
26 中心厚制御ストッパ
27 補強軸
28 補強軸保持ブロック
29 ベースブロック保持部
100 型セット
【特許請求の範囲】
【請求項1】
光学素子材料を加熱する加熱工程と、
加熱された前記光学素子材料を光学素子成形用の型セットの成形領域内で加圧する加圧工程と、
加圧された前記光学素子材料を冷却する冷却工程と、を含み、
少なくとも前記加圧工程での前記成形領域内の圧力を調整する圧力調整工程を更に含み、
前記圧力調整工程では、前記光学素子材料のうち前記型セットにより成形される成形面以外の部分である非成形部分に加わる圧力を調整して前記光学素子材料の形状を制御する、光学素子の製造方法。
【請求項2】
前記加圧工程での前記成形領域の容積を測定する容積測定工程を更に含み、
前記圧力調整工程では、測定された前記成形領域の前記容積を基に前記圧力を調整する、請求項1記載の光学素子の製造方法。
【請求項3】
前記型セットは、対向する第1の成形型及び第2の成形型と、前記光学素子材料の外径位置を規制する外径規制型と、を有し、
前記圧力調整工程では、前記加圧工程で前記光学素子材料が前記外径規制型に接触した後、前記成形領域のうち、前記外径規制型との接触部分を挟んだ前記第1の成形型側と前記第2の成形型側とのうち少なくとも一方側の圧力を調整する、請求項1又は請求項2記載の光学素子の製造方法。
【請求項4】
光学素子材料を加熱する加熱部と、
前記光学素子材料を収容する光学素子成形用の型セットと、
前記型セットの成形領域内で前記光学素子材料を加圧する加圧部と、
前記成形領域内の圧力を調整する圧力調整部と、を備え、
前記圧力調整部は、前記光学素子材料のうち前記型セットにより成形される成形面以外の部分である非成形部分に加わる圧力を調整して前記光学素子材料の形状を制御する、光学素子の製造装置。
【請求項5】
前記型セットは、対向する第1の成形型及び第2の成形型と、前記光学素子材料の外径位置を規制する外径規制型と、を有し、
前記圧力調整部は、前記成形領域のうち、前記光学素子材料と前記外径規制型との接触部分を挟んだ前記第1の成形型側と前記第2の成形型側とのうち一方側の圧力を調整する第1調整部と、他方側の圧力を調整する第2調整部と、を有する、請求項4記載の光学素子の製造装置。
【請求項1】
光学素子材料を加熱する加熱工程と、
加熱された前記光学素子材料を光学素子成形用の型セットの成形領域内で加圧する加圧工程と、
加圧された前記光学素子材料を冷却する冷却工程と、を含み、
少なくとも前記加圧工程での前記成形領域内の圧力を調整する圧力調整工程を更に含み、
前記圧力調整工程では、前記光学素子材料のうち前記型セットにより成形される成形面以外の部分である非成形部分に加わる圧力を調整して前記光学素子材料の形状を制御する、光学素子の製造方法。
【請求項2】
前記加圧工程での前記成形領域の容積を測定する容積測定工程を更に含み、
前記圧力調整工程では、測定された前記成形領域の前記容積を基に前記圧力を調整する、請求項1記載の光学素子の製造方法。
【請求項3】
前記型セットは、対向する第1の成形型及び第2の成形型と、前記光学素子材料の外径位置を規制する外径規制型と、を有し、
前記圧力調整工程では、前記加圧工程で前記光学素子材料が前記外径規制型に接触した後、前記成形領域のうち、前記外径規制型との接触部分を挟んだ前記第1の成形型側と前記第2の成形型側とのうち少なくとも一方側の圧力を調整する、請求項1又は請求項2記載の光学素子の製造方法。
【請求項4】
光学素子材料を加熱する加熱部と、
前記光学素子材料を収容する光学素子成形用の型セットと、
前記型セットの成形領域内で前記光学素子材料を加圧する加圧部と、
前記成形領域内の圧力を調整する圧力調整部と、を備え、
前記圧力調整部は、前記光学素子材料のうち前記型セットにより成形される成形面以外の部分である非成形部分に加わる圧力を調整して前記光学素子材料の形状を制御する、光学素子の製造装置。
【請求項5】
前記型セットは、対向する第1の成形型及び第2の成形型と、前記光学素子材料の外径位置を規制する外径規制型と、を有し、
前記圧力調整部は、前記成形領域のうち、前記光学素子材料と前記外径規制型との接触部分を挟んだ前記第1の成形型側と前記第2の成形型側とのうち一方側の圧力を調整する第1調整部と、他方側の圧力を調整する第2調整部と、を有する、請求項4記載の光学素子の製造装置。
【図1】


【図2】
【図3】
【図4A】
【図4B】
【図4C】
【図4D】
【図5】
【図6A】
【図6B】
【図2】
【図3】
【図4A】
【図4B】
【図4C】
【図4D】
【図5】
【図6A】
【図6B】
【公開番号】特開2013−112559(P2013−112559A)
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願番号】特願2011−259480(P2011−259480)
【出願日】平成23年11月28日(2011.11.28)
【出願人】(000000376)オリンパス株式会社 (11,466)
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願日】平成23年11月28日(2011.11.28)
【出願人】(000000376)オリンパス株式会社 (11,466)
[ Back to top ]