
光学素子成形用プリフォーム及び光学素子成形方法
【課題】簡単かつ安価に高品質の光学素子を成形することができる光学素子成形用プリフォームおよびこのようなプリフォームの製造方法を提供する。
【解決手段】光学素子成形用プリフォームは、光学面を有する素子本体を形成する素子本体形成部12と、素子本体形成部12の外周部に配置され、成形後に光学面を支持するフランジ形成部14とを備え、上型、下型および胴型を備える成形機によって加熱圧縮されて変形したときに、フランジ形成部の外周部が、胴型の内周面に当接する複数の当接部と、当接しない複数の非当接部とを形成する。
【解決手段】光学素子成形用プリフォームは、光学面を有する素子本体を形成する素子本体形成部12と、素子本体形成部12の外周部に配置され、成形後に光学面を支持するフランジ形成部14とを備え、上型、下型および胴型を備える成形機によって加熱圧縮されて変形したときに、フランジ形成部の外周部が、胴型の内周面に当接する複数の当接部と、当接しない複数の非当接部とを形成する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、圧縮成形により光学素子を成形する光学素子成形法において、中間体となる光学素子成形用プリフォームおよびそのプリフォームを用いた光学素子の成形方法に関するものである。
【背景技術】
【0002】
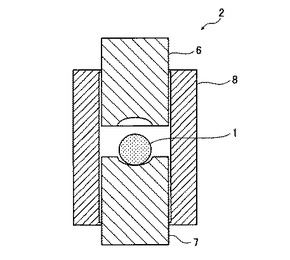
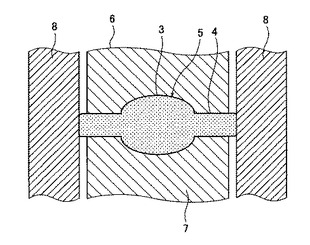
光学機器などで使用するレンズ、プリズムなどの光学素子を製造する従来の方法が例えば特許文献1に開示されている。図16に示されるように、プラスチックやガラスなどの光学素材からプリフォーム1を作った後、このプリフォーム1を光学素子に対応した金型2の内部で加熱圧縮成形を行うことで、例えば、図17に示されるように、光学素子本体3と光学素子本体3を支持するフランジ部4とを有する光学素子5が製造される。
【0003】
しかし、従来の方法では、プリフォーム1の分量が成形する光学素子の体積に対し大きい場合は、加熱圧縮時に光学素子厚みの増大をまねき、品質を低下させた。また、分量が成形する光学素子の体積に対し小さい場合、または金型2内への設置に偏りがある場合には加熱圧縮時にコバ部を正しく形成することができず、成形された光学素子をカメラ等の機器に正確に位置決めすることができない問題があった。
【0004】
近年、特に、携帯電話等に内蔵されたデジタルカメラや医療機器に用いられるカメラ等、小型化したカメラのレンズに対する需要が高まっており、このように携帯電話や医療機器等に用いられるレンズは、超小型のレンズであり、高い光学精度が要求される。
【0005】
このため、機器内に正確に位置決めすることができないような、品質の低下した光学素子は、光学精度に重大な欠陥をもたらす。
特に、超小型カメラ等に搭載されるレンズは、複数枚組み合わされて利用される場合が多く、光学素子が厚かったり、コバ部にバリがあったり、コバ部が十分に形成できていないレンズがあると、レンズの位置決め基準面がずれ、レンズ同士の光軸および焦点位置を合わせるのが困難となる。
【0006】
そこで、このような品質の低下したレンズが成形されるという問題点を解消する方法が、特許文献2および3に提案されている。特許文献2に開示された方法においては、ガラス製プリフォームの質量精度を厳密に保つことで、レンズ自体が厚くなったり、バリが発生したり、コバ部が形成できないという問題を防止している。一方、特許文献3では、プリフォームを成形型内に配置するに際し、型の形状に限らず十分なセンタリングを行う方法を採用している。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平5−177725号
【特許文献2】特開2008−88006号
【特許文献3】特開2006−199519号
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかし、これら特許文献2および3の方法では、プリフォームの製造方法および金型の構成が複雑になり、多大な手間とコストがかかるという問題があった。
【0009】
上記従来技術の問題点を解決するべく、本発明は、簡単かつ安価に高品質の光学素子を成形することができる光学素子成形用プリフォームおよびこのようなプリフォームの製造方法を提供するものである。
【課題を解決するための手段】
【0010】
本発明は、上型と下型と胴型とで囲まれる空間内に配置されて加熱圧縮されることにより光学素子に成形されるプリフォームであって、光学面を有する素子本体を形成する素子本体形成部と、前記素子本体形成部の外周部に配置されたフランジ形成部とを備え、加熱圧縮されて変形したときに、前記フランジ形成部の外周部が、前記胴型の内周面に当接する複数の当接部と、前記胴型の内周面に当接しない複数の非当接部とを形成する光学素子成形用プリフォームを提供するものである。
【0011】
また、前記フランジ形成部は、前記プリフォームが前記空間内に配置されたときに、圧縮される方向から見て、略三角形状の外形を有してもよく、略四角形状もしくは略ひし形形状の外形を有してもよく、五角以上の多角形状の外形を有してもよく、略楕円形状の外形を有してもよく、または円の互いに反対方向を向いた一対の円弧部分を切り欠いた形状の外形を有してもよい。
【0012】
また、前記フランジ形成部は、前記フランジ形成部の外周部に配置されると共に前記フランジ形成部の厚さより小さい厚さを有して前記フランジ形成部の表面側および裏面側の双方の周縁部にそれぞれ環状の段差を形成する環状のコバ形成部を含み、加熱圧縮されて変形したときに、前記当接部において双方の前記段差を残しながら前記コバ形成部の外周部が前記胴型の内周面に当接することが好ましい。
【0013】
また、本発明に係る光学素子成形方法は、上記の光学素子成形用プリフォームを上型と下型と胴型とで囲まれる空間内に配置し、前記非当接部を複数残しながら前記フランジ形成部の外周部が前記当接部を複数形成するように前記光学素子成形用プリフォームを加熱圧縮して変形させる方法である。
【発明の効果】
【0014】
本発明によれば、プリフォームの製造方法および金型の構造を複雑化することなく、簡単かつ安価に高品質の光学素子を成形することができる。
【図面の簡単な説明】
【0015】
【図1】本発明の一実施の形態に係る光学素子成形用プリフォームを示す図である。
【図2】本発明の実施の形態に係る光学素子成形用プリフォームを圧縮成形する際に用いられるプリフォーム圧縮成形機の全体図である。
【図3】本発明の実施の形態に係るプリフォームの圧縮成形前の平面断面図である。
【図4】本発明の実施の形態に係るプリフォームの圧縮成形前の側面図である。
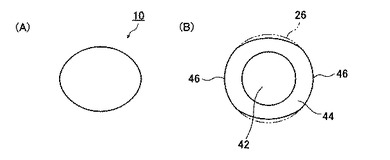
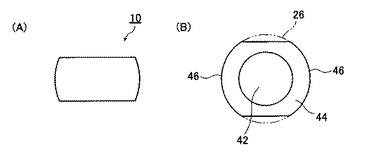
【図5】本発明の実施の形態に係る圧縮成形完了時のプリフォームを示し、(A)は側面図、(B)は平面断面図である。
【図6】本発明の実施の形態に係るプリフォームを圧縮成形して作られた光学素子の平面図である。
【図7】本発明の実施の形態に係るプリフォームを圧縮成形して作られた光学素子におけるコバ部の拡大側面図である。
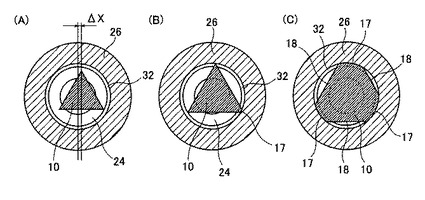
【図8】本発明の実施の形態に係るプリフォームが、その中心を上型および下型の成形面の中心からずらして配置された場合を示し、(A)は圧縮成形前、(B)は圧縮成形中、そして(C)は圧縮成形完了時の平面断面図である。
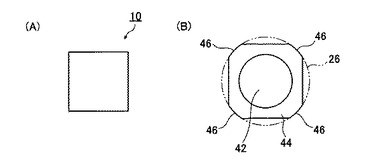
【図9】本発明の実施形態に係るプリフォームの一変形例(四角形)であって、(A)はプリフォームを、(B)はその成形品を示す平面図である。に関する成形前と成形後の平面図である。
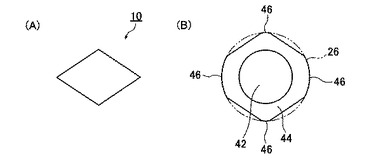
【図10】本発明の実施形態に係るプリフォームの一変形例(ひし形)であって、(A)はプリフォームを、(B)はその成形品を示す平面図である。
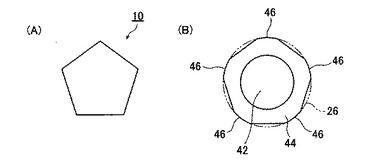
【図11】本発明の実施形態に係るプリフォームの一変形例(五角形)であって、(A)はプリフォームを、(B)はその成形品を示す平面図である。
【図12】本発明の実施形態に係るプリフォームの一変形例(楕円)であって、(A)はプリフォームを、(B)はその成形品を示す平面図である。
【図13】本発明の実施形態に係るプリフォームの一変形例(互いに反対方向を向いた一対の円弧部分を切り欠いた円)であって、(A)はプリフォームを、(B)はその成形品を示す平面図である。
【図14】本発明の実施の形態に係るプリフォームの変形例であって、フランジ形成部がその外周部に環状のコバ形成部を含むプリフォームを示す図である。
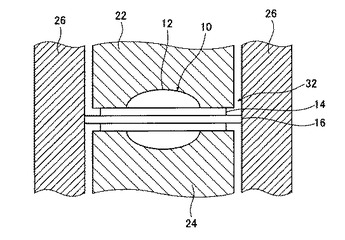
【図15】図14に示したプリフォームの圧縮成形完了時の様子を示す側面断面図である。
【図16】従来の光学素子成形用プリフォームをプリフォーム圧縮成形機に配置した際の側面断面図である。
【図17】従来のプリフォームの圧縮成形完了時の拡大側面断面図である。
【発明を実施するための形態】
【0016】
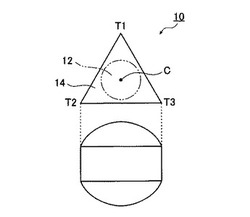
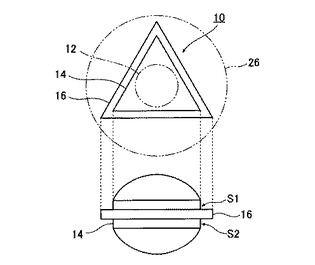
図1に、本発明の一実施の形態に係る光学素子成形用プリフォーム10を示す。
このプリフォーム10の全体形状は、略三角柱状であり、三角柱の表面および裏面は凸面であって、それぞれ3つの頂点T1〜T3を有する三角形状に形成されている。プリフォーム10は、三角柱の中心軸Cを含む中央部に位置する素子本体形成部12と、この素子本体形成部12の外周部に配置されると共に三角形の頂点T1〜T3に対応する三角柱の3つの側面角部を含むフランジ形成部14とから構成されている。
ただし、素子本体形成部12とフランジ形成部14は、プリフォーム10が光学素子に成形された際の部位の相違に応じて単に区分けされたものであり、これらの境界部を明確にする必要はない。
【0017】
光学素子成形用プリフォーム10の素材は特に限定されず、熱可塑性のプラスチック材、ガラス等、成形しようとする光学素子に対応した各種の光学材料を使用することができる。
【0018】
次に、プリフォーム10を光学素子に成形する方法について説明する。
【0019】
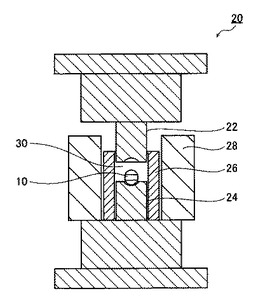
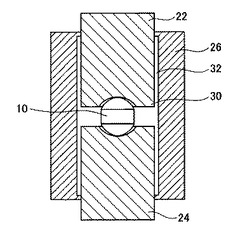
プリフォーム10の成形には、図2に示されるようなプリフォーム圧縮成形機20が用いられる。成形機20は、位置固定された下型24と、下型24に対して上下方向に移動自在に配置された上型22とを備えている。下型24および上型22の外周部には、これら下型24および上型22を囲むように円筒形状の胴型26が配置され、さらに胴型26の外周部には上型22の移動量を規制するための円筒形状のスペーサ28が配置されている。
【0020】
まず最初に、上型22および下型24の成形面ならびに胴型26の内周面によって形成される空間であるキャビティ30内に、図1に示したプリフォーム10が配置される。
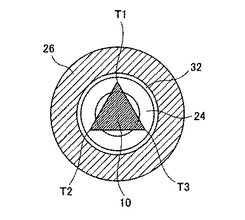
このとき、図3に示されるように、プリフォーム10は、三角形状の凸面を有する表面および裏面が上型22および下型24の成形面の略中心に対向するように配置され、成形機20に内蔵された図示しないヒータにより加熱される。
【0021】
プリフォーム10が変形可能なほど十分に加熱されたところで、図4に示されるように、上型22を下型24に向けて下降し、上型22と下型24の成形面に従ったプリフォーム10の圧縮成形が行われる。
【0022】
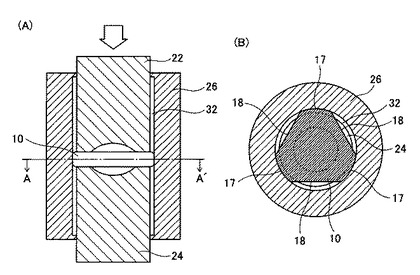
予め、成形しようとする光学素子の形状および厚さに対応してスペーサ28のサイズが決められており、上型22がスペーサ28に当接するまで下降することにより、図5(A)に示されるように、プリフォーム10の圧縮による変形が完了し、光学素子の形状が形成される。
なお、プリフォーム10の体積は、圧縮完了時のキャビティ30の容積より小さく設定されており、圧縮変形が完了した際のプリフォーム10の外周部には、図5(B)に示されるように、胴型26の内周面に当接する3つの当接部17と、胴型26の内周面に当接しない3つの非当接部18とが形成される。
【0023】
プリフォーム10の圧縮変形が完了した後、変形されたプリフォーム10を冷却することで光学素子が製造される。光学素子は、上型22を上昇させて型を開いた状態で、取り出すことができる。
【0024】
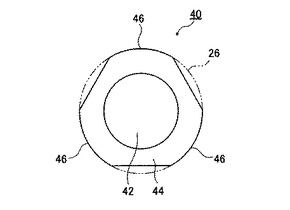
このようにして製造された光学素子40を図6に示す。光学素子40は、素子本体42を有しており、素子本体42を支持するための環状のフランジ44が素子本体42の外周部に配置されている。さらに、フランジ44の外周部には、それぞれ圧縮変形完了時のプリフォーム10の当接部17に対応して3つのコバ部46が形成されている。
【0025】
光学素子40をカメラ等の光学機器に設置する際には、フランジ44によって素子本体42が支持され、フランジ44が外周部に備える3つのコバ部46によって素子本体42の位置決めがなされる。
【0026】
次に、上型22および下型24の成形面ならびに胴型26に着目し、圧縮成形の様子を詳細に述べる。
プリフォーム圧縮成形機20はそれぞれ異なる複数の型部材を組み合わせて構成されるため、隣接する型部材と型部材との間、特に、上型22および下型24と胴型26との間には、クリアランス32と呼ばれる間隙の形成を余儀なくされている。
【0027】
プリフォーム10が十分に加熱され、変形が可能となった後、上型22が下型24に向かって移動する。
【0028】
ここで、上型22が移動するにつれ、上型22および下型24の成形面によって、プリフォーム10が圧縮される。この圧縮により、光学面が成形され始めるとともに、プリフォーム10は、薄くなりながら上型22および下型24の成形面に沿って変形し、その表面および裏面の三角形状を拡大しつつ胴型26に向かって放射状に広がる。
【0029】
そして、プリフォーム10は、その三角形の頂点T1〜T3から先に胴型26に当接する。
プリフォーム10の胴型26方向への広がりに応じて、頂点T1〜T3の部分が胴型26の内周面に沿って変形し、次第に胴型26の内周面との当接面積が増加していく。ただし、上述したように、プリフォーム10の体積が圧縮完了時のキャビティ30の容積より小さく設定されているため、プリフォーム10の外周部が全周にわたって胴型26の内周面に当接することはなく、上述した非当接部18が残される。このようにして、図7(A)に示されるように、プリフォーム10の当接部17は、上型22および下型24と胴型26との間のクリアランス32に入ることなく、適正に胴型26の内周面に接することとなる。
【0030】
このように、プリフォーム10は、胴型26に対して距離の近い三角形の頂点T1〜T3の部分が先に胴型26の内周面に当接することで3つのコバ部46を形成する。
【0031】
プリフォーム10の分量がばらつき、プリフォーム10の分量が若干少なかったとしても、三角形の頂点T1〜T3の部分は先に胴型26の内周面に当接してコバ部46を形成し、一方、非当接部18の存在により、プリフォーム10の分量が若干多かったとしても、圧縮成形完了時に非当接部18と胴型26とによって囲まれる空間の容積が小さくなるだけで、光学素子40が厚く成形されたり、プリフォーム10の素材が上型22および下型24と胴型26との間のクリアランス32に入り、バリを形成することはない。
【0032】
つまり、個々のプリフォーム10の分量にばらつきがあったとしても、光学精度に重大な欠陥を与えることのない光学素子40を製造することができる。
【0033】
また、本実施の形態のプリフォーム10は、キャビティ30内に配置される際に、その配置位置が、上型22および下型24の成形面の略中心から若干ずれたとしても、光学面を備える素子本体42および光学面を位置決めするコバ部46を正確に形成することができる。
【0034】
図8(A)に示すとおり、プリフォーム10の中心が、上型22および下型24の成形面の中心からΔXだけ右方向へずれて配置されたとする。
【0035】
ずれの無い場合と同様に、プリフォーム10が、成形機20に内蔵された図示しないヒータにより加熱され、変形が可能となった段階で、上型22および下型24によって圧縮成形される。
上述した実施の形態と同様に、プリフォーム10は、上型22および下型24の成形面に当接して変形し素子本体42の光学面を形成するとともに、図8(B)に示されるように、胴型26方向に広がり、胴型26に近い頂点部分から順に胴型26の内周面に当接し、3つの当接部17を形成する。
最終的に、図8(C)に示すとおり、光学素子40が成形される。
光学素子40は、フランジ44が3つのコバ部46を備え、フランジ44および3つのコバ部46が、素子本体42を位置決めするため、位置決め基準面がずれることはなく、光学精度において、プリフォーム配置のずれの影響を受けることはない。
【0036】
なお、上記の実施の形態で示したプリフォーム10は、圧縮方向から見た外形が略三角形である三角柱であるが、もちろん、これに限定されるものではない。
例えば、圧縮方向から見た外形が四角形でもよく、ひし形でもよく、五角形を含む多角形でもよく、楕円でもよく、また、円の互いに反対方向を向いた一対の円弧部分を切り欠いた形状(切り欠き形状)でもよい。
【0037】
図9(A)のようにプリフォームの圧縮方向から見た外形が四角形の場合は、図9(B)に示すように、4つの頂点部分が胴型26に当接してそれぞれコバ部46を形成する。また、図10(A)のようにプリフォームの圧縮方向から見た外形がひし形の場合は、図10(B)に示すように4つの頂点が胴型26に当接してそれぞれコバ部46を形成してもよいし、長い対角線状の2つの頂点部分が胴型26に当接し、素子本体42の中心に対して略対称な2つのコバ部46をそれぞれ形成してもよい。
【0038】
図11(A)のようにプリフォームの断面形状が五角形の場合は、図11(B)に示すように、5つの頂点部分が胴型26に当接してそれぞれコバ部46を形成する。もちろん、5つの頂点全てが当接する必要はなく、成形された光学素子40において、素子本体42を位置決め基準面のずれることの無いように固定する複数のコバ部46を形成できればよい。
これは、圧縮方向から見た外形が五角形の場合に限らず、多角形の場合においても同様である。
【0039】
また、図12(A)のようにプリフォームの圧縮方向から見た外形が楕円の場合、図12(B)に示すように、素子本体42の中心に対して略対称な2つの部分で胴型26に当接し、それぞれコバ部46を形成する。
さらに、図13(A)のようにプリフォームの圧縮方向から見た外形が切り欠き形状の場合も、図13(B)に示すように、素子本体42の中心に対して略対称な2つの部分で胴型26に当接し、それぞれコバ部46を形成する。
【0040】
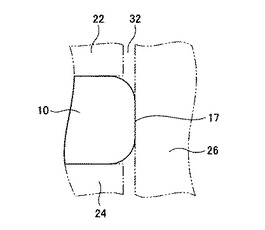
また、図14に示されるように、フランジ形成部14が、その外周部に配置されると共にフランジ形成部14の厚さより小さい厚さを有してフランジ形成部14の表面側および裏面側の双方の周縁部にそれぞれ環状の段差S1およびS2を形成する環状のコバ形成部16を含んでいるプリフォーム10を用いてもよい。
【0041】
図15に示されるように、プリフォーム10が加熱圧縮されて変形したときに、コバ形成部16は、フランジ形成部14の広がりに応じて、その厚さを略変えずに胴型26方向に接近するが、フランジ形成部14の表面側および裏面側の双方の周縁部にそれぞれ環状の段差S1およびS2が形成されているため、上型22および下型24の成形面に当接することなく段差S1およびS2を残しながら胴型26に当接する。
【0042】
このように、段差S1およびS2を残しながらコバ形成部16が胴型26との当接部を形成するため、プリフォーム10の分量のばらつきが大きい場合であっても、光学面を位置決めでき、厚さの安定した、バリのない高品質の光学素子を製造することが可能となる。
【0043】
次に、光学素子成形用プリフォーム10の製造方法について説明する。
【0044】
光学素子成形用プリフォーム10の製造方法については、大きく分類して、シートまたはテープから切断等して成形する場合と、射出成形等により成形する場合の2つがある。
【0045】
シート等から切断等してプリフォームを成形する場合、特に図1の三角形状や図9(A)および図10(A)の四角形状(ひし形状)の場合は、隙間なく配列設計して切断後の残渣を最小限に抑えることができ、製造が簡単で材料の歩留まりもよい。
また、楕円形状または切り欠き形状の場合は、シート等を打ち抜くことでプリフォームを製造する。
また、図1に示したプリフォーム10のように、プリフォームの表面および裏面において、凹凸等の形状を設けたい場合は、シート等を転写成形し、切断または打ち抜きをする。
【0046】
射出成形や射出圧縮成形により、プリフォームを成形することもできる。
【0047】
なお、図1に示したプリフォーム10では、素子本体形成部12とフランジ形成部14とが凸面状の上面および下面を有していたが、これに限るものではなく、平面状、凹面状等、製造しようとする光学素子に対応して各種の形状とすることができる。
また、成形面が凹部を有する場合は、プリフォームは、成形面の凹部より曲率半径の小さい凸面を有することが好ましく、成形面が凸部を有する場合は、プリフォームは、成形面の凸部より曲率半径の大きい凹面を有することが好ましく、成形面が平面部を有する場合は、プリフォームは、成形面の平面部より面積が小さく、段差の大きい平面部を有することが好ましい。このようにすれば、成形面とプリフォームとの間のエアートラップの発生を防ぎ、より高品質な光学素子の製造が可能となる。
【符号の説明】
【0048】
10 光学素子成形用プリフォーム
12 素子本体形成部
14 フランジ形成部
16 コバ形成部
17 当接部
18 非当接部
20 プリフォーム圧縮成形機
22 上型
24 下型
26 胴型
28 スペーサ
30 キャビティ
32 クリアランス
40 光学素子
42 素子本体
44 フランジ
46 コバ部
【技術分野】
【0001】
本発明は、圧縮成形により光学素子を成形する光学素子成形法において、中間体となる光学素子成形用プリフォームおよびそのプリフォームを用いた光学素子の成形方法に関するものである。
【背景技術】
【0002】
光学機器などで使用するレンズ、プリズムなどの光学素子を製造する従来の方法が例えば特許文献1に開示されている。図16に示されるように、プラスチックやガラスなどの光学素材からプリフォーム1を作った後、このプリフォーム1を光学素子に対応した金型2の内部で加熱圧縮成形を行うことで、例えば、図17に示されるように、光学素子本体3と光学素子本体3を支持するフランジ部4とを有する光学素子5が製造される。
【0003】
しかし、従来の方法では、プリフォーム1の分量が成形する光学素子の体積に対し大きい場合は、加熱圧縮時に光学素子厚みの増大をまねき、品質を低下させた。また、分量が成形する光学素子の体積に対し小さい場合、または金型2内への設置に偏りがある場合には加熱圧縮時にコバ部を正しく形成することができず、成形された光学素子をカメラ等の機器に正確に位置決めすることができない問題があった。
【0004】
近年、特に、携帯電話等に内蔵されたデジタルカメラや医療機器に用いられるカメラ等、小型化したカメラのレンズに対する需要が高まっており、このように携帯電話や医療機器等に用いられるレンズは、超小型のレンズであり、高い光学精度が要求される。
【0005】
このため、機器内に正確に位置決めすることができないような、品質の低下した光学素子は、光学精度に重大な欠陥をもたらす。
特に、超小型カメラ等に搭載されるレンズは、複数枚組み合わされて利用される場合が多く、光学素子が厚かったり、コバ部にバリがあったり、コバ部が十分に形成できていないレンズがあると、レンズの位置決め基準面がずれ、レンズ同士の光軸および焦点位置を合わせるのが困難となる。
【0006】
そこで、このような品質の低下したレンズが成形されるという問題点を解消する方法が、特許文献2および3に提案されている。特許文献2に開示された方法においては、ガラス製プリフォームの質量精度を厳密に保つことで、レンズ自体が厚くなったり、バリが発生したり、コバ部が形成できないという問題を防止している。一方、特許文献3では、プリフォームを成形型内に配置するに際し、型の形状に限らず十分なセンタリングを行う方法を採用している。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平5−177725号
【特許文献2】特開2008−88006号
【特許文献3】特開2006−199519号
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかし、これら特許文献2および3の方法では、プリフォームの製造方法および金型の構成が複雑になり、多大な手間とコストがかかるという問題があった。
【0009】
上記従来技術の問題点を解決するべく、本発明は、簡単かつ安価に高品質の光学素子を成形することができる光学素子成形用プリフォームおよびこのようなプリフォームの製造方法を提供するものである。
【課題を解決するための手段】
【0010】
本発明は、上型と下型と胴型とで囲まれる空間内に配置されて加熱圧縮されることにより光学素子に成形されるプリフォームであって、光学面を有する素子本体を形成する素子本体形成部と、前記素子本体形成部の外周部に配置されたフランジ形成部とを備え、加熱圧縮されて変形したときに、前記フランジ形成部の外周部が、前記胴型の内周面に当接する複数の当接部と、前記胴型の内周面に当接しない複数の非当接部とを形成する光学素子成形用プリフォームを提供するものである。
【0011】
また、前記フランジ形成部は、前記プリフォームが前記空間内に配置されたときに、圧縮される方向から見て、略三角形状の外形を有してもよく、略四角形状もしくは略ひし形形状の外形を有してもよく、五角以上の多角形状の外形を有してもよく、略楕円形状の外形を有してもよく、または円の互いに反対方向を向いた一対の円弧部分を切り欠いた形状の外形を有してもよい。
【0012】
また、前記フランジ形成部は、前記フランジ形成部の外周部に配置されると共に前記フランジ形成部の厚さより小さい厚さを有して前記フランジ形成部の表面側および裏面側の双方の周縁部にそれぞれ環状の段差を形成する環状のコバ形成部を含み、加熱圧縮されて変形したときに、前記当接部において双方の前記段差を残しながら前記コバ形成部の外周部が前記胴型の内周面に当接することが好ましい。
【0013】
また、本発明に係る光学素子成形方法は、上記の光学素子成形用プリフォームを上型と下型と胴型とで囲まれる空間内に配置し、前記非当接部を複数残しながら前記フランジ形成部の外周部が前記当接部を複数形成するように前記光学素子成形用プリフォームを加熱圧縮して変形させる方法である。
【発明の効果】
【0014】
本発明によれば、プリフォームの製造方法および金型の構造を複雑化することなく、簡単かつ安価に高品質の光学素子を成形することができる。
【図面の簡単な説明】
【0015】
【図1】本発明の一実施の形態に係る光学素子成形用プリフォームを示す図である。
【図2】本発明の実施の形態に係る光学素子成形用プリフォームを圧縮成形する際に用いられるプリフォーム圧縮成形機の全体図である。
【図3】本発明の実施の形態に係るプリフォームの圧縮成形前の平面断面図である。
【図4】本発明の実施の形態に係るプリフォームの圧縮成形前の側面図である。
【図5】本発明の実施の形態に係る圧縮成形完了時のプリフォームを示し、(A)は側面図、(B)は平面断面図である。
【図6】本発明の実施の形態に係るプリフォームを圧縮成形して作られた光学素子の平面図である。
【図7】本発明の実施の形態に係るプリフォームを圧縮成形して作られた光学素子におけるコバ部の拡大側面図である。
【図8】本発明の実施の形態に係るプリフォームが、その中心を上型および下型の成形面の中心からずらして配置された場合を示し、(A)は圧縮成形前、(B)は圧縮成形中、そして(C)は圧縮成形完了時の平面断面図である。
【図9】本発明の実施形態に係るプリフォームの一変形例(四角形)であって、(A)はプリフォームを、(B)はその成形品を示す平面図である。に関する成形前と成形後の平面図である。
【図10】本発明の実施形態に係るプリフォームの一変形例(ひし形)であって、(A)はプリフォームを、(B)はその成形品を示す平面図である。
【図11】本発明の実施形態に係るプリフォームの一変形例(五角形)であって、(A)はプリフォームを、(B)はその成形品を示す平面図である。
【図12】本発明の実施形態に係るプリフォームの一変形例(楕円)であって、(A)はプリフォームを、(B)はその成形品を示す平面図である。
【図13】本発明の実施形態に係るプリフォームの一変形例(互いに反対方向を向いた一対の円弧部分を切り欠いた円)であって、(A)はプリフォームを、(B)はその成形品を示す平面図である。
【図14】本発明の実施の形態に係るプリフォームの変形例であって、フランジ形成部がその外周部に環状のコバ形成部を含むプリフォームを示す図である。
【図15】図14に示したプリフォームの圧縮成形完了時の様子を示す側面断面図である。
【図16】従来の光学素子成形用プリフォームをプリフォーム圧縮成形機に配置した際の側面断面図である。
【図17】従来のプリフォームの圧縮成形完了時の拡大側面断面図である。
【発明を実施するための形態】
【0016】
図1に、本発明の一実施の形態に係る光学素子成形用プリフォーム10を示す。
このプリフォーム10の全体形状は、略三角柱状であり、三角柱の表面および裏面は凸面であって、それぞれ3つの頂点T1〜T3を有する三角形状に形成されている。プリフォーム10は、三角柱の中心軸Cを含む中央部に位置する素子本体形成部12と、この素子本体形成部12の外周部に配置されると共に三角形の頂点T1〜T3に対応する三角柱の3つの側面角部を含むフランジ形成部14とから構成されている。
ただし、素子本体形成部12とフランジ形成部14は、プリフォーム10が光学素子に成形された際の部位の相違に応じて単に区分けされたものであり、これらの境界部を明確にする必要はない。
【0017】
光学素子成形用プリフォーム10の素材は特に限定されず、熱可塑性のプラスチック材、ガラス等、成形しようとする光学素子に対応した各種の光学材料を使用することができる。
【0018】
次に、プリフォーム10を光学素子に成形する方法について説明する。
【0019】
プリフォーム10の成形には、図2に示されるようなプリフォーム圧縮成形機20が用いられる。成形機20は、位置固定された下型24と、下型24に対して上下方向に移動自在に配置された上型22とを備えている。下型24および上型22の外周部には、これら下型24および上型22を囲むように円筒形状の胴型26が配置され、さらに胴型26の外周部には上型22の移動量を規制するための円筒形状のスペーサ28が配置されている。
【0020】
まず最初に、上型22および下型24の成形面ならびに胴型26の内周面によって形成される空間であるキャビティ30内に、図1に示したプリフォーム10が配置される。
このとき、図3に示されるように、プリフォーム10は、三角形状の凸面を有する表面および裏面が上型22および下型24の成形面の略中心に対向するように配置され、成形機20に内蔵された図示しないヒータにより加熱される。
【0021】
プリフォーム10が変形可能なほど十分に加熱されたところで、図4に示されるように、上型22を下型24に向けて下降し、上型22と下型24の成形面に従ったプリフォーム10の圧縮成形が行われる。
【0022】
予め、成形しようとする光学素子の形状および厚さに対応してスペーサ28のサイズが決められており、上型22がスペーサ28に当接するまで下降することにより、図5(A)に示されるように、プリフォーム10の圧縮による変形が完了し、光学素子の形状が形成される。
なお、プリフォーム10の体積は、圧縮完了時のキャビティ30の容積より小さく設定されており、圧縮変形が完了した際のプリフォーム10の外周部には、図5(B)に示されるように、胴型26の内周面に当接する3つの当接部17と、胴型26の内周面に当接しない3つの非当接部18とが形成される。
【0023】
プリフォーム10の圧縮変形が完了した後、変形されたプリフォーム10を冷却することで光学素子が製造される。光学素子は、上型22を上昇させて型を開いた状態で、取り出すことができる。
【0024】
このようにして製造された光学素子40を図6に示す。光学素子40は、素子本体42を有しており、素子本体42を支持するための環状のフランジ44が素子本体42の外周部に配置されている。さらに、フランジ44の外周部には、それぞれ圧縮変形完了時のプリフォーム10の当接部17に対応して3つのコバ部46が形成されている。
【0025】
光学素子40をカメラ等の光学機器に設置する際には、フランジ44によって素子本体42が支持され、フランジ44が外周部に備える3つのコバ部46によって素子本体42の位置決めがなされる。
【0026】
次に、上型22および下型24の成形面ならびに胴型26に着目し、圧縮成形の様子を詳細に述べる。
プリフォーム圧縮成形機20はそれぞれ異なる複数の型部材を組み合わせて構成されるため、隣接する型部材と型部材との間、特に、上型22および下型24と胴型26との間には、クリアランス32と呼ばれる間隙の形成を余儀なくされている。
【0027】
プリフォーム10が十分に加熱され、変形が可能となった後、上型22が下型24に向かって移動する。
【0028】
ここで、上型22が移動するにつれ、上型22および下型24の成形面によって、プリフォーム10が圧縮される。この圧縮により、光学面が成形され始めるとともに、プリフォーム10は、薄くなりながら上型22および下型24の成形面に沿って変形し、その表面および裏面の三角形状を拡大しつつ胴型26に向かって放射状に広がる。
【0029】
そして、プリフォーム10は、その三角形の頂点T1〜T3から先に胴型26に当接する。
プリフォーム10の胴型26方向への広がりに応じて、頂点T1〜T3の部分が胴型26の内周面に沿って変形し、次第に胴型26の内周面との当接面積が増加していく。ただし、上述したように、プリフォーム10の体積が圧縮完了時のキャビティ30の容積より小さく設定されているため、プリフォーム10の外周部が全周にわたって胴型26の内周面に当接することはなく、上述した非当接部18が残される。このようにして、図7(A)に示されるように、プリフォーム10の当接部17は、上型22および下型24と胴型26との間のクリアランス32に入ることなく、適正に胴型26の内周面に接することとなる。
【0030】
このように、プリフォーム10は、胴型26に対して距離の近い三角形の頂点T1〜T3の部分が先に胴型26の内周面に当接することで3つのコバ部46を形成する。
【0031】
プリフォーム10の分量がばらつき、プリフォーム10の分量が若干少なかったとしても、三角形の頂点T1〜T3の部分は先に胴型26の内周面に当接してコバ部46を形成し、一方、非当接部18の存在により、プリフォーム10の分量が若干多かったとしても、圧縮成形完了時に非当接部18と胴型26とによって囲まれる空間の容積が小さくなるだけで、光学素子40が厚く成形されたり、プリフォーム10の素材が上型22および下型24と胴型26との間のクリアランス32に入り、バリを形成することはない。
【0032】
つまり、個々のプリフォーム10の分量にばらつきがあったとしても、光学精度に重大な欠陥を与えることのない光学素子40を製造することができる。
【0033】
また、本実施の形態のプリフォーム10は、キャビティ30内に配置される際に、その配置位置が、上型22および下型24の成形面の略中心から若干ずれたとしても、光学面を備える素子本体42および光学面を位置決めするコバ部46を正確に形成することができる。
【0034】
図8(A)に示すとおり、プリフォーム10の中心が、上型22および下型24の成形面の中心からΔXだけ右方向へずれて配置されたとする。
【0035】
ずれの無い場合と同様に、プリフォーム10が、成形機20に内蔵された図示しないヒータにより加熱され、変形が可能となった段階で、上型22および下型24によって圧縮成形される。
上述した実施の形態と同様に、プリフォーム10は、上型22および下型24の成形面に当接して変形し素子本体42の光学面を形成するとともに、図8(B)に示されるように、胴型26方向に広がり、胴型26に近い頂点部分から順に胴型26の内周面に当接し、3つの当接部17を形成する。
最終的に、図8(C)に示すとおり、光学素子40が成形される。
光学素子40は、フランジ44が3つのコバ部46を備え、フランジ44および3つのコバ部46が、素子本体42を位置決めするため、位置決め基準面がずれることはなく、光学精度において、プリフォーム配置のずれの影響を受けることはない。
【0036】
なお、上記の実施の形態で示したプリフォーム10は、圧縮方向から見た外形が略三角形である三角柱であるが、もちろん、これに限定されるものではない。
例えば、圧縮方向から見た外形が四角形でもよく、ひし形でもよく、五角形を含む多角形でもよく、楕円でもよく、また、円の互いに反対方向を向いた一対の円弧部分を切り欠いた形状(切り欠き形状)でもよい。
【0037】
図9(A)のようにプリフォームの圧縮方向から見た外形が四角形の場合は、図9(B)に示すように、4つの頂点部分が胴型26に当接してそれぞれコバ部46を形成する。また、図10(A)のようにプリフォームの圧縮方向から見た外形がひし形の場合は、図10(B)に示すように4つの頂点が胴型26に当接してそれぞれコバ部46を形成してもよいし、長い対角線状の2つの頂点部分が胴型26に当接し、素子本体42の中心に対して略対称な2つのコバ部46をそれぞれ形成してもよい。
【0038】
図11(A)のようにプリフォームの断面形状が五角形の場合は、図11(B)に示すように、5つの頂点部分が胴型26に当接してそれぞれコバ部46を形成する。もちろん、5つの頂点全てが当接する必要はなく、成形された光学素子40において、素子本体42を位置決め基準面のずれることの無いように固定する複数のコバ部46を形成できればよい。
これは、圧縮方向から見た外形が五角形の場合に限らず、多角形の場合においても同様である。
【0039】
また、図12(A)のようにプリフォームの圧縮方向から見た外形が楕円の場合、図12(B)に示すように、素子本体42の中心に対して略対称な2つの部分で胴型26に当接し、それぞれコバ部46を形成する。
さらに、図13(A)のようにプリフォームの圧縮方向から見た外形が切り欠き形状の場合も、図13(B)に示すように、素子本体42の中心に対して略対称な2つの部分で胴型26に当接し、それぞれコバ部46を形成する。
【0040】
また、図14に示されるように、フランジ形成部14が、その外周部に配置されると共にフランジ形成部14の厚さより小さい厚さを有してフランジ形成部14の表面側および裏面側の双方の周縁部にそれぞれ環状の段差S1およびS2を形成する環状のコバ形成部16を含んでいるプリフォーム10を用いてもよい。
【0041】
図15に示されるように、プリフォーム10が加熱圧縮されて変形したときに、コバ形成部16は、フランジ形成部14の広がりに応じて、その厚さを略変えずに胴型26方向に接近するが、フランジ形成部14の表面側および裏面側の双方の周縁部にそれぞれ環状の段差S1およびS2が形成されているため、上型22および下型24の成形面に当接することなく段差S1およびS2を残しながら胴型26に当接する。
【0042】
このように、段差S1およびS2を残しながらコバ形成部16が胴型26との当接部を形成するため、プリフォーム10の分量のばらつきが大きい場合であっても、光学面を位置決めでき、厚さの安定した、バリのない高品質の光学素子を製造することが可能となる。
【0043】
次に、光学素子成形用プリフォーム10の製造方法について説明する。
【0044】
光学素子成形用プリフォーム10の製造方法については、大きく分類して、シートまたはテープから切断等して成形する場合と、射出成形等により成形する場合の2つがある。
【0045】
シート等から切断等してプリフォームを成形する場合、特に図1の三角形状や図9(A)および図10(A)の四角形状(ひし形状)の場合は、隙間なく配列設計して切断後の残渣を最小限に抑えることができ、製造が簡単で材料の歩留まりもよい。
また、楕円形状または切り欠き形状の場合は、シート等を打ち抜くことでプリフォームを製造する。
また、図1に示したプリフォーム10のように、プリフォームの表面および裏面において、凹凸等の形状を設けたい場合は、シート等を転写成形し、切断または打ち抜きをする。
【0046】
射出成形や射出圧縮成形により、プリフォームを成形することもできる。
【0047】
なお、図1に示したプリフォーム10では、素子本体形成部12とフランジ形成部14とが凸面状の上面および下面を有していたが、これに限るものではなく、平面状、凹面状等、製造しようとする光学素子に対応して各種の形状とすることができる。
また、成形面が凹部を有する場合は、プリフォームは、成形面の凹部より曲率半径の小さい凸面を有することが好ましく、成形面が凸部を有する場合は、プリフォームは、成形面の凸部より曲率半径の大きい凹面を有することが好ましく、成形面が平面部を有する場合は、プリフォームは、成形面の平面部より面積が小さく、段差の大きい平面部を有することが好ましい。このようにすれば、成形面とプリフォームとの間のエアートラップの発生を防ぎ、より高品質な光学素子の製造が可能となる。
【符号の説明】
【0048】
10 光学素子成形用プリフォーム
12 素子本体形成部
14 フランジ形成部
16 コバ形成部
17 当接部
18 非当接部
20 プリフォーム圧縮成形機
22 上型
24 下型
26 胴型
28 スペーサ
30 キャビティ
32 クリアランス
40 光学素子
42 素子本体
44 フランジ
46 コバ部
【特許請求の範囲】
【請求項1】
上型と下型と胴型とで囲まれる空間内に配置されて加熱圧縮されることにより光学素子に成形されるプリフォームであって、
光学面を有する素子本体を形成する素子本体形成部と、
前記素子本体形成部の外周部に配置されたフランジ形成部と
を備え、
加熱圧縮されて変形したときに、前記フランジ形成部の外周部が、前記胴型の内周面に当接する複数の当接部と、前記胴型の内周面に当接しない複数の非当接部とを形成する光学素子成形用プリフォーム。
【請求項2】
前記フランジ形成部は、前記プリフォームが前記空間内に配置されたときに、圧縮される方向から見て略三角形状の外形を有する請求項1に記載の光学素子成形用プリフォーム。
【請求項3】
前記フランジ形成部は、前記プリフォームが前記空間内に配置されたときに、圧縮される方向から見て略四角形状の外形を有する請求項1に記載の光学素子成形用プリフォーム。
【請求項4】
前記略四角形状が略ひし形状である請求項3に記載の光学素子成形用プリフォーム。
【請求項5】
前記フランジ形成部は、前記プリフォームが前記空間内に配置されたときに、圧縮される方向から見て五角以上の多角形状の外形を有する請求項1に記載の光学素子成形用プリフォーム。
【請求項6】
前記フランジ形成部は、前記プリフォームが前記空間内に配置されたときに、圧縮される方向から見て略楕円状の外形を有する請求項1に記載の光学素子成形用プリフォーム。
【請求項7】
前記フランジ形成部は、前記プリフォームが前記空間内に配置されたときに、圧縮される方向から見て、円の互いに反対方向を向いた一対の円弧部分を切り欠いた形状の外形を有する請求項1に記載の光学素子成形用プリフォーム。
【請求項8】
前記フランジ形成部は、前記フランジ形成部の外周部に配置されると共に前記フランジ形成部の厚さより小さい厚さを有して前記フランジ形成部の表面側および裏面側の双方の周縁部にそれぞれ環状の段差を形成する環状のコバ形成部を含み、
加熱圧縮されて変形したときに、前記当接部において双方の前記段差を残しながら前記コバ形成部の外周部が前記胴型の内周面に当接する請求項1〜7のいずれか1項に記載の光学素子成形用プリフォーム。
【請求項9】
請求項1〜8のいずれか一項に記載の光学素子成形用プリフォームを上型と下型と胴型とで囲まれる空間内に配置し、
前記光学面支持体形成部の外周部が、前記胴型の内周面に当接する複数の当接部と、前記胴型の内周面に当接しない複数の非当接部とを有するように前記光学素子成形用プリフォームを加熱圧縮して変形させる
ことを特徴とする光学素子成形方法。
【請求項1】
上型と下型と胴型とで囲まれる空間内に配置されて加熱圧縮されることにより光学素子に成形されるプリフォームであって、
光学面を有する素子本体を形成する素子本体形成部と、
前記素子本体形成部の外周部に配置されたフランジ形成部と
を備え、
加熱圧縮されて変形したときに、前記フランジ形成部の外周部が、前記胴型の内周面に当接する複数の当接部と、前記胴型の内周面に当接しない複数の非当接部とを形成する光学素子成形用プリフォーム。
【請求項2】
前記フランジ形成部は、前記プリフォームが前記空間内に配置されたときに、圧縮される方向から見て略三角形状の外形を有する請求項1に記載の光学素子成形用プリフォーム。
【請求項3】
前記フランジ形成部は、前記プリフォームが前記空間内に配置されたときに、圧縮される方向から見て略四角形状の外形を有する請求項1に記載の光学素子成形用プリフォーム。
【請求項4】
前記略四角形状が略ひし形状である請求項3に記載の光学素子成形用プリフォーム。
【請求項5】
前記フランジ形成部は、前記プリフォームが前記空間内に配置されたときに、圧縮される方向から見て五角以上の多角形状の外形を有する請求項1に記載の光学素子成形用プリフォーム。
【請求項6】
前記フランジ形成部は、前記プリフォームが前記空間内に配置されたときに、圧縮される方向から見て略楕円状の外形を有する請求項1に記載の光学素子成形用プリフォーム。
【請求項7】
前記フランジ形成部は、前記プリフォームが前記空間内に配置されたときに、圧縮される方向から見て、円の互いに反対方向を向いた一対の円弧部分を切り欠いた形状の外形を有する請求項1に記載の光学素子成形用プリフォーム。
【請求項8】
前記フランジ形成部は、前記フランジ形成部の外周部に配置されると共に前記フランジ形成部の厚さより小さい厚さを有して前記フランジ形成部の表面側および裏面側の双方の周縁部にそれぞれ環状の段差を形成する環状のコバ形成部を含み、
加熱圧縮されて変形したときに、前記当接部において双方の前記段差を残しながら前記コバ形成部の外周部が前記胴型の内周面に当接する請求項1〜7のいずれか1項に記載の光学素子成形用プリフォーム。
【請求項9】
請求項1〜8のいずれか一項に記載の光学素子成形用プリフォームを上型と下型と胴型とで囲まれる空間内に配置し、
前記光学面支持体形成部の外周部が、前記胴型の内周面に当接する複数の当接部と、前記胴型の内周面に当接しない複数の非当接部とを有するように前記光学素子成形用プリフォームを加熱圧縮して変形させる
ことを特徴とする光学素子成形方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【公開番号】特開2011−161809(P2011−161809A)
【公開日】平成23年8月25日(2011.8.25)
【国際特許分類】
【出願番号】特願2010−27686(P2010−27686)
【出願日】平成22年2月10日(2010.2.10)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【出願人】(000005430)フジノン株式会社 (2,231)
【Fターム(参考)】
【公開日】平成23年8月25日(2011.8.25)
【国際特許分類】
【出願日】平成22年2月10日(2010.2.10)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【出願人】(000005430)フジノン株式会社 (2,231)
【Fターム(参考)】
[ Back to top ]