
光学部品とその製造方法及び光学装置とその製造方法
【課題】光学部品を光学装置に取付ける際に位置や角度の調整も行うことができて後の調整を不要とした光学部品の接着方法を提供する。
【解決手段】光学部品を接着する接着材22は、液体状態に対して光または紫外線を照射あるいは加熱することによって弾性を有する半硬化状態となり、半硬化状態に対して光または紫外線を照射あるいは加熱することによって硬化する特性を有する樹脂材からなり、光学部品1の取付面に液体状態の樹脂材22を塗布し、液体状態の樹脂材22に対して光または紫外線を照射あるいは加熱して弾性を有する半硬化状態とし、半硬化状態の樹脂材22を有した光学部品1を光学装置の所定位置に位置決めし、この状態で樹脂材22に対して光または紫外線を照射あるいは加熱し硬化状態として、光学部品1を光学装置の所定位置に固定する。
【解決手段】光学部品を接着する接着材22は、液体状態に対して光または紫外線を照射あるいは加熱することによって弾性を有する半硬化状態となり、半硬化状態に対して光または紫外線を照射あるいは加熱することによって硬化する特性を有する樹脂材からなり、光学部品1の取付面に液体状態の樹脂材22を塗布し、液体状態の樹脂材22に対して光または紫外線を照射あるいは加熱して弾性を有する半硬化状態とし、半硬化状態の樹脂材22を有した光学部品1を光学装置の所定位置に位置決めし、この状態で樹脂材22に対して光または紫外線を照射あるいは加熱し硬化状態として、光学部品1を光学装置の所定位置に固定する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、樹脂材の凸部を有した光学部品とその製造方法、及び光学部品が接着材により位置決め固定された光学装置とその製造方法に関する。
【背景技術】
【0002】
カメラモジュールや光ピックアップ、あるいは光通信機器などの光学装置において、レンズやフィルター、あるいはレーザー等の光学部品は、光軸に対し正確な位置及び角度で配置される必要がある。このため、光学部品の取付面に接着材を塗布し、光学装置内の所定位置に接着させることにより、固定をなすことが行われている。このように光学装置内に光学部品を接着材により接着固定するものとしては例えば特許文献1に挙げるようなものがある。
【特許文献1】特開2006−338811号公報
【0003】
また、本願出願人は、光学部品を収差特性に応じて傾斜配置をなすため、光学部品の取付面に、樹脂材からなり収差特性に応じた高さを有する突起を設けて、この突起を有する面を光学装置の所定位置に載置することにより、光学部品の収差特性を補正する取付方法を発明している。
【発明の開示】
【発明が解決しようとする課題】
【0004】
従来の光学装置においては、光学部品の精度や取付精度を向上させることにより、光学部品を正確な位置及び角度に設置するようにしていた。また、光学部品の組立後において調整を行うこともあった。このため、組立後の光学特性を確認する手段が必要であり、また調整を行うための構造を持たせることも必要であった。これによって光学装置が大型化すると共にコストが高くなるという問題があった。
【0005】
また、光学部品に樹脂材による突起を設ける場合には、光学部品の所定位置にまず一定の高さを有する突起を樹脂材により形成し、この突起をさらに切削や研削などにより加工することで、光学部品の特性に応じた高さとなるようにしていた。しかし、このように突起を形成した上で後加工が必要であったため、工数が多くなってコストアップを招くという問題があった。
【0006】
また、取付面に接着材を塗布した状態で、取付角度の調整を行い、接着材を硬化させることで突起を形成すると、後加工は不要となるが、接着材は硬化前の状態では液体状であるため、調整時に接着材が流れてしまうことがあった。あるいは、接着材を押しつける方向に調整を行った場合には、形状がそれに追随して変化するものの、接着材を伸ばす方向に調整を行った場合には、形状が追随しない場合があった。このように、突起を形成する際に高さの調整も行おうとすると、様々な不具合があった。
【0007】
本発明は前記課題を鑑みてなされたものであり、樹脂材からなる突起を形成する際に高さの調整も行うことができて後加工を不要とした光学部品とその製造方法と、光学部品を取付ける際に位置や角度の調整も行うことができて後の調整を不要とした光学装置とその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
前記課題を解決するため、本発明に係る光学部品は、光学機能部を有し、該光学機能部以外の所定位置に樹脂材からなる凸部が形成されてなる光学部品において、
前記樹脂材は液体状態に対して光または紫外線を照射あるいは加熱することによって弾性を有する半硬化状態となり、該半硬化状態に対して光または紫外線を照射あるいは加熱することによって硬化する特性を有し、
前記所定位置に液体状態の前記樹脂材を塗布し、該液体状態の樹脂材に対して光または紫外線を照射あるいは加熱して弾性を有する半硬化状態とし、該状態において前記樹脂材を最終形状となるように押圧し、該押圧した状態で前記樹脂材に対して光または紫外線を照射あるいは加熱し硬化状態として、前記凸部を形成してなることを特徴として構成されている。
【0009】
また、本発明に係る光学部品の製造方法は、光学機能部を有し、該光学機能部以外の所定位置に樹脂材からなる凸部を形成した光学部品の製造方法において、
前記樹脂材は液体状態に対して光または紫外線を照射あるいは加熱することによって弾性を有する半硬化状態となり、該半硬化状態に対して光または紫外線を照射あるいは加熱することによって硬化する特性を有し、
前記光学部品の所定位置に液体状態の前記樹脂材を塗布し、該液体状態の樹脂材に対して光または紫外線を照射あるいは加熱して弾性を有する半硬化状態とし、該状態において前記樹脂材を最終形状となるように押圧し、該押圧した状態で前記樹脂材に対して光または紫外線を照射あるいは加熱し硬化状態として、前記凸部を形成することを特徴として構成されている。
【0010】
さらに、本発明に係る光学部品の製造方法は、前記樹脂材は光または紫外線の照射によって半硬化状態及び硬化状態となる特性を有し、前記光学部品は透明な部材からなり、半硬化状態の前記樹脂材を有した前記光学部品を基準面に対し所望の角度で押圧し、前記光学部品側から光または紫外線を照射することにより、前記樹脂材を硬化状態として、前記凸部を形成することを特徴として構成されている。
【0011】
さらにまた、本発明に係る光学装置は、光学部品を接着して位置決め固定する取付面を有する光学装置において、
前記光学部品を接着する接着材は、液体状態に対して光または紫外線を照射あるいは加熱することによって弾性を有する半硬化状態となり、該半硬化状態に対して光または紫外線を照射あるいは加熱することによって硬化する特性を有する樹脂材からなり、
前記光学部品の取付面に液体状態の前記樹脂材を塗布し、該液体状態の樹脂材に対して光または紫外線を照射あるいは加熱して弾性を有する半硬化状態とし、該半硬化状態の樹脂材を有した光学部品を前記光学装置の取付面に位置決めし、該状態で前記樹脂材に対して光または紫外線を照射あるいは加熱し硬化状態として、前記光学部品を光学装置の取付面に固定してなることを特徴として構成されている。
【0012】
そして、本発明に係る光学装置の製造方法は、所定位置に取付面を有し、該取付面に光学部品を接着して位置決め固定する光学装置の製造方法において、
前記光学部品を接着する接着材は、液体状態に対して光または紫外線を照射あるいは加熱することによって弾性を有する半硬化状態となり、該半硬化状態に対して光または紫外線を照射あるいは加熱することによって硬化する特性を有する樹脂材からなり、
前記光学部品の取付面に液体状態の前記樹脂材を塗布し、該液体状態の樹脂材に対して光または紫外線を照射あるいは加熱して弾性を有する半硬化状態とし、該半硬化状態の樹脂材を有した光学部品を前記光学装置の取付面に位置決めし、該状態で前記樹脂材に対して光または紫外線を照射あるいは加熱し硬化状態として、前記光学部品を光学装置の取付面に固定することを特徴として構成されている。
【0013】
また、本発明に係る光学装置の製造方法は、前記樹脂材は光または紫外線の照射によって半硬化状態及び硬化状態となる特性を有し、前記光学部品は透明な部材からなり、半硬化状態の前記樹脂材を有した前記光学部品を前記取付面の所定位置に位置決めし、前記光学部品側から光または紫外線を照射することにより、前記樹脂材を硬化状態とし前記取付面に対し接着固定することを特徴として構成されている。
【発明の効果】
【0014】
本発明に係る光学部品及びその製造方法によれば、光学部品の所定位置に液体状態の樹脂材を塗布し、液体状態の樹脂材に対して光または紫外線を照射あるいは加熱して弾性を有する半硬化状態とし、この状態において樹脂材を最終形状となるように押圧し、押圧した状態で樹脂材に対して光または紫外線を照射あるいは加熱し硬化状態として、凸部を形成することにより、凸部の高さを調整しながら形成することができるので、後加工を不要とすることができる。
【0015】
また、本発明に係る光学部品の製造方法によれば、光学部品は透明な部材からなり、半硬化状態の樹脂材を有した光学部品を基準面に対し所望の角度で押圧し、光学部品側から光または紫外線を照射することにより、樹脂材を硬化状態として、凸部を形成することにより、光または紫外線を単純に照射するだけで、容易に樹脂材の状態を変化させることができ、凸部の形成をさらに容易にすることができる。
【0016】
さらに、本発明に係る光学装置及びその製造方法によれば、光学部品の取付面に液体状態の樹脂材を塗布し、液体状態の樹脂材に対して光または紫外線を照射あるいは加熱して弾性を有する半硬化状態とし、半硬化状態の樹脂材を有した光学部品を光学装置の所定位置に位置決めし、この状態で樹脂材に対して光または紫外線を照射あるいは加熱し硬化状態として、光学部品を光学装置の所定位置に固定することにより、光学部品の位置決め調整をしながら固定することができるので、組立後の調整を不要とすることができる。
【0017】
さらにまた、本発明に係る光学装置の製造方法によれば、光学部品は透明な部材からなり、半硬化状態の樹脂材を有した前光学部品を取付面の所定位置に位置決めし、光学部品側から光または紫外線を照射することにより、樹脂材を硬化状態とし取付面に対し接着固定することにより、光または紫外線を単純に照射するだけで、容易に樹脂材の状態を変化させることができ、光学部品の固定をさらに容易にすることができる。
【発明を実施するための最良の形態】
【0018】
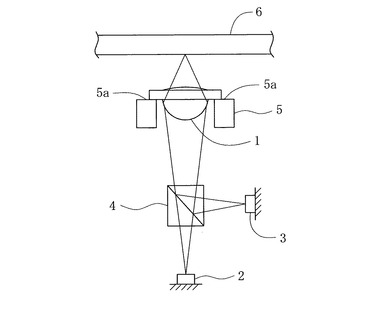
本発明の実施形態について図面に沿って詳細に説明する。本実施形態では、光学装置としての光ピックアップにおいて、対物レンズに対し収差を補正する突起部を樹脂により形成する方法について説明する。図1には、本実施形態におけるレンズを有した光ピックアップの概念図を示している。この図に示すように光ピックアップは、記録媒体6と対向するように配置されるレンズ1と、レンズ1に向かって光を発光する半導体レーザーからなる発光部2と、レンズ1側からの光を受光する受光部3と、発光部2からの光をレンズ1に入射させると共に、レンズ1からの光を受光部3に入射させるビームスプリッタ4と、レンズ1を保持固定する取付台5とを有して構成されている。
【0019】
光ピックアップにおいて発光部2からの光は、ビームスプリッタ4を介してレンズ1に入射し、レンズ1によって収束光となり記録媒体6に照射される。記録媒体6からの反射光は、レンズ1を介してビームスプリッタ4で屈曲し、受光部3に入射され、記録媒体6に記録された情報を読み取る。
【0020】
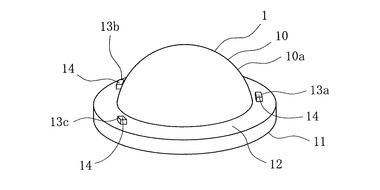
図2には、レンズ1の斜視図を示している。この図に示すように、レンズ1は凸レンズの形状に形成されてなる光学機能部としてのレンズ面10を備え、その周囲には全周に渡って鍔部11が形成されている。また、レンズ1は透明なガラス素材からなり、加熱され軟化した素材を成形型で押圧し、成形型の形状を転写することにより形成される。
【0021】
鍔部11は、光軸方向に略面する平面状の取付面12を有している。取付面12はレンズ面10の周縁部よりも外周側部分を構成しており、レンズ1の全周に渡って平面状とされていることで、リング状の形態を有している。この取付面12は、光ピックアップの取付台5に載置されることで、光ピックアップに対する取付の基準面となる。
【0022】
取付面12の3か所には、突出状の凸部13が形成されている。凸部13の頂部は平坦な平面状とされて当接面14を構成している。取付面12に凸部13が形成されていることで、後述するように取付台5に載置した際に凸部13の当接面14により三点支持をなし、レンズ1を所定の方向に傾斜させることができる。凸部13の配置は、取付面12において凸部13を結んだ三角形が、二等辺三角形をなすようにされ、頂角を構成する1つの凸部13aは、底角を構成する2つの凸部13b、13cよりも高くなっており、取付台5に載置することでレンズ面10が凸部13a側に向かって高くなるように傾斜することとなる。また、3つの凸部13により形成される二等辺三角形の頂角がコマ収差の補正方向を向くように、各凸部13が配置される。
【0023】
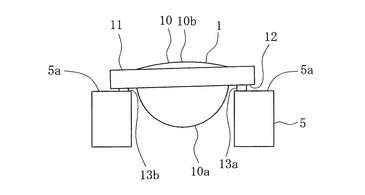
図3には、取付台5に載置したレンズ1の側面図を示している。この図に示すように、レンズ1のレンズ面10は、両面にそれぞれ形成されており、光ピックアップにおいて発光部2側に配置される第1面10aと、記録媒体6側に配置される第2面10bとからなっている。第1面10aは第2面10bよりも大きく突出するように形成されており、図2においては、上側に向いたレンズ面10が第1面10aである。
【0024】
光ピックアップの取付台5は、レンズ面10が配置される部分は空間状とされると共に、上面5aが平面状となるように形成されており、レンズ1の取付面12を上面5aに載置することができる。ここで、前述のようにレンズ1の取付面12には3か所に凸部13が形成されており、その高さが異なるため、取付面12を取付台5の上面5aに載置することにより、レンズ1は一方向に傾斜する。この傾斜方向及び傾斜角度は、レンズ1のコマ収差を補正するように設定され、当該設定方向及び角度となるように凸部13が形成されている。
【0025】
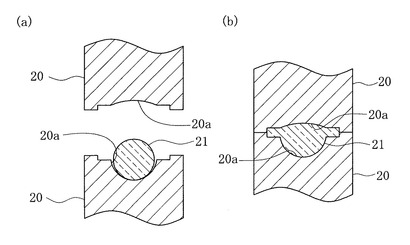
次に、本実施形態におけるレンズ1の製造方法について説明する。図4には、レンズ1を成形する工程の概念図を示している。この図に示すように、レンズ1を製造するにあたっては、予め金属製の成形型20を用意しておく必要がある。成形型20は、上下2つの金型からなり、切削及び研削加工によりレンズ面を反転した形状を有するレンズ成形面20aが形成されている。
【0026】
図4(a)に示すように、成形型20には加熱により軟化されたガラス素材21が載置される。次に図4(b)に示すように、対向する2つの成形型20を互いに近づけて、ガラス素材21を押圧し、レンズ成形面20aの形状をガラス素材21に転写する。これによってレンズ面10を形成したら、ガラス素材21を冷却して硬化させ、レンズ面10及び鍔部11を有したレンズ1を形成する。ガラスが硬化したら、レンズ1を成形型20から離型して取り出す。
【0027】
レンズ1を形成したら、次にレンズ1のコマ収差の方向及び大きさを測定する。コマ収差の測定は、光学干渉を用いた回折干渉計測方式をはじめ、どのような手法を用いてもよい。コマ収差の方向及び大きさを測定したら、コマ収差の補正方向が分かるように取付面12の任意の位置にマークを付すことが望ましい。コマ収差の大きさを測定することで、レンズ1の傾斜させるべき角度が算出される。
【0028】
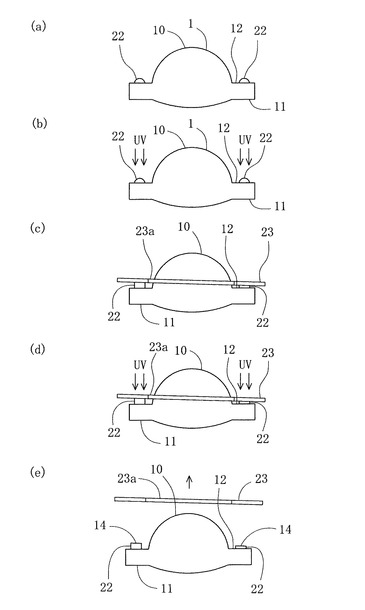
図5には、凸部13の形成行程の概念図を示している。まず、図5(a)に示すように、鍔部11の取付面12の3か所に、樹脂材からなる接着材22を塗布する。ここで使用する接着材22は、液体状態に対して紫外線を照射することにより弾性を有する半硬化状態となり、さらに紫外線を照射することにより完全に硬化した状態となる特性を有している。接着材の材料として例えば、協立化学産業(株)WORLD ROCK 8723K9C、エポキシ系樹脂、アクリル系樹脂、ウレタン系樹脂、シリコーン系樹脂、あるいはポリイミド系樹脂などを用いることにより、当該特性を有する接着材とすることができる。図5(a)において接着材22は液体状態であり、容易に取付面12に対して塗布することができる。
【0029】
取付面12に接着材22を塗布した状態で、図5(b)に示すように接着材22に紫外線を照射し、弾性を有した半硬化状態とする。半硬化状態において接着材22は、押圧することで変形が可能である。続いて、図5(c)に示すように、レンズ面10の第1面10a側から透明板23を被せる。透明板23は、アクリル等の透明な素材からなり、レンズ面10と干渉しないように穴部23aが設けられている。
【0030】
透明板23は、レンズ1に対して傾斜状に配置する。その傾斜は、レンズ1のコマ収差を補正するために必要な角度となるように調整する。透明板23の表面がレンズ1の取付面12に近づくと、透明板23は取付面12上において半硬化状態の接着材22に当接する。さらに透明板23の表面を取付面12に近づけると、透明板23によって半硬化状態の接着材22は押圧され、その高さが変化する。この際、接着材22は半硬化状態であって液体状態ではないため、取付面12上において流れたりすることがなく、また透明板23を取付面12に近づけるように調整を行った場合と、透明板23を取付面12から遠ざけるように調整を行った場合の、いずれにおいても接着材22は形状が追随して変形することができる。すなわち、透明板23の調整は、x、y、zの三軸いずれの方向にも行うことができる。
【0031】
図5(d)に示すように、透明板23を調整した上で、接着材22に対して透明板23を介して紫外線を照射する。それによって接着材22は完全に硬化されて、凸部13が形成される。前述のように透明板23は取付面12に対して傾斜しているので、凸部13は異なる高さを有するように形成されることとなる。最後に図5(e)に示すように、透明板23を取り外すことによって、凸部13を有したレンズ1が完成する。なお、接着材22の硬化に伴い透明板23と凸部13が接着状態とならないように、透明板23の表面に接着材が接着しないような表面加工を予め施しておくことが望ましい。
【0032】
このような接着材の半硬化状態を用いた樹脂の成形方法によれば、塗布の際には樹脂を液体状態としておき、高さの調整を行う際には樹脂を半硬化状態としておき、調整を行ったら樹脂を本硬化させるという工程によって、所定高さの樹脂の突起を容易に成形することができる。また、本実施形態ではコマ収差を補正するための凸部13を形成しているが、その他の用途に使用する突起を形成する場合であっても、本実施形態の成形方法を用いることができる。
【0033】
次に、本発明の第2の実施形態について説明する。本実施形態では、光学装置としての光ピックアップにおいて、対物レンズを位置決め固定する方法について説明する。本実施形態の光ピックアップは、第1の実施形態と同じ構成を有しているため、その構成についての説明は省略する。
【0034】
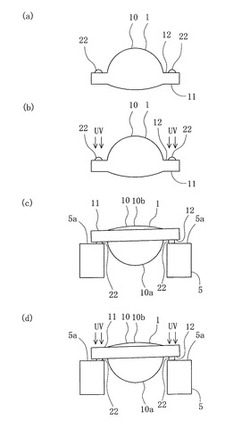
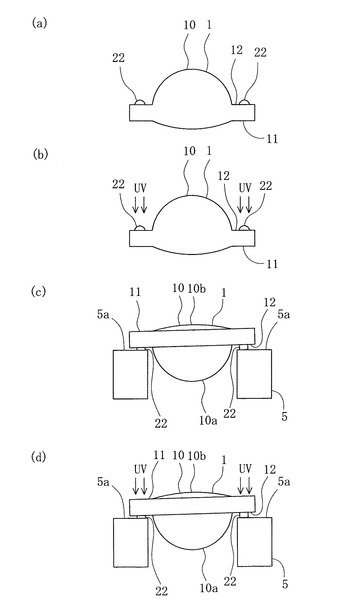
図6には、本実施形態においてレンズ1を位置決め固定する工程の概念図を示している。図6(a)に示すように、レンズ1の取付面12には、樹脂材からなる接着材22を塗布する。ここで使用する接着材22は、第1の実施形態と同様の特性を有し、すなわち液体状態に対して紫外線を照射することにより弾性を有する半硬化状態となり、さらに紫外線を照射することにより完全に硬化した状態となる特性を有している。図6(a)において接着材22は液体状態であり、容易に取付面12に対して塗布することができる。
【0035】
図6(b)に示すように、取付面12に接着材22を塗布した状態で、接着材22に紫外線を照射し、弾性を有した半硬化状態とする。続いて、図6(c)に示すように、半硬化状態の接着材22を有するレンズ1を、接着材22の塗布された側を下にして光ピックアップの取付台5に載置し、治具(図示しない)を使って取付角度を調整する。
【0036】
レンズ1は取付台5に対して予め測定されたコマ収差を補正する方向及び大きさに傾斜するよう調整される。この際、接着材22は半硬化状態であるため、第1の実施形態の場合と同様にx、y、zの三軸いずれの方向にも確実に調整を行うことができる。
【0037】
レンズ1の取付角度を調整したら、図6(d)に示すように、接着材22が塗布された面と反対側の面から紫外線を照射する。紫外線は、レンズ1の鍔部11を透過して接着材22を硬化状態とし、図6(c)で調整した取付角度を保ったままレンズ1を取付台5に対して接着した状態とする。
【0038】
このように、本実施形態における光学部品の接着方法は、第1の実施形態における光学部品に設ける樹脂の成形方法と概ね同様の構成からなり、第1の実施形態では接着材の硬化後に透明板23からレンズ1を取り外して光ピックアップの取付台5に載置固定するのに対し、本実施形態では取付台5に載置した状態で接着材を硬化させ、そのままレンズ1を固定する点が異なるだけである。
【0039】
本実施形態の光学部品の接着方法によれば、塗布の際には接着材を液体状態としておき、取付の調整を行う際には接着材を半硬化状態としておき、調整を行ったら接着材を本硬化させるという工程によって、光学部品の取付位置及び角度の調整を取付時に容易に行うことができ、組立後の調整を不要とすることができる。
【0040】
また、本実施形態において光ピックアップを構成するその他の部品についても、それぞれ光学装置内における取付を本発明によりなすことができる。例えば、図1に示す発光部2や受光部3、及びビームスプリッタ4は、いずれも光軸に対する位置調整を必要とし、また光ピックアップ内において接着材を用いて所定位置に固定されるものである。したがって、各部品の接着位置に本実施形態において用いた特性を有する接着材を塗布し、予め紫外線を照射して半硬化状態とした上で、光ピックアップの所定位置において位置決め調整し、さらに紫外線を照射することで本硬化させて接着固定することができ、これによって位置調整を容易に行うことができると共に、組立後の調整を不要とすることができる。
【0041】
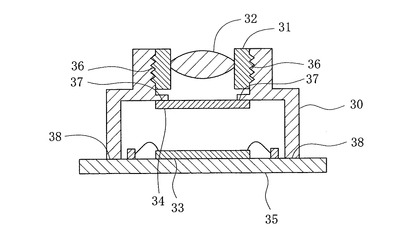
さらに、光学装置としては光ピックアップには限られず、その他の機器であっても本発明を適用することができる。図7には、本発明を適用できる光学装置の例として、カメラモジュールの断面図を示している。この図に示すように、カメラモジュールは、筒状に形成されたホルダ30と、ホルダ30に保持されるバレル31の内周面に設けられるレンズ32と、基板35上に配置されレンズ32で集光される光を画像データに変換する受光センサー33と、レンズ32と受光センサー33の間に配置されるフィルター34とを有している。
【0042】
カメラモジュールにおいて、バレル31はホルダ30に対して接着部36において、フィルター34はホルダ30に対して接着部37において、またホルダ30は基板35に対して接着部38において、それぞれ接着材により位置決め固定される。このそれぞれについて、本実施形態において用いた接着材を用いることができる。すなわち、それぞれの固定において、液体状態の接着材を塗布し、予め紫外線を照射して接着材を半硬化状態としておき、位置決めの調整を行ってからさらに紫外線を照射し、接着材を硬化させて接着固定を行う。
【0043】
また、カメラモジュールの他にも、光通信機器ではさらに多くのレンズやλ/2板、整形プリズムなどの光学部品が用いられており、これらはいずれも位置決めの調整が必要であると共に、光学装置内において接着材により固定することが可能である。このような光学部品について、本実施形態の接着方法を採用することができる。
【0044】
以上、本発明の実施形態について説明したが、本発明の適用はこれら実施形態には限られず、その技術的思想の範囲内において様々に適用されうるものである。ここで説明した実施形態では、接着材は紫外線の照射により半硬化し、さらに紫外線を照射することにより本硬化するものを採用したが、光の照射により半硬化、本硬化するものや、加熱により半硬化、本硬化するものであってもよい。
【図面の簡単な説明】
【0045】
【図1】第1の実施形態におけるレンズを有した光ピックアップの概念図である。
【図2】レンズの斜視図である。
【図3】取付台に載置したレンズの側面図である。
【図4】レンズを成形する工程の概念図である。
【図5】凸部の形成行程の概念図である。
【図6】第2の実施形態においてレンズを位置決め固定する工程の概念図である。
【図7】カメラモジュールの断面図である。
【符号の説明】
【0046】
1 レンズ
2 発光部
3 受光部
4 ビームスプリッタ
5 取付台
6 記録媒体
10 レンズ面
11 鍔部
12 取付面
13 凸部
14 当接面
20 成形型
21 ガラス素材
22 接着材
23 透明板
24 凸構成部
30 ホルダ
31 バレル
32 レンズ
33 受光センサー
34 フィルター
35 基板
【技術分野】
【0001】
本発明は、樹脂材の凸部を有した光学部品とその製造方法、及び光学部品が接着材により位置決め固定された光学装置とその製造方法に関する。
【背景技術】
【0002】
カメラモジュールや光ピックアップ、あるいは光通信機器などの光学装置において、レンズやフィルター、あるいはレーザー等の光学部品は、光軸に対し正確な位置及び角度で配置される必要がある。このため、光学部品の取付面に接着材を塗布し、光学装置内の所定位置に接着させることにより、固定をなすことが行われている。このように光学装置内に光学部品を接着材により接着固定するものとしては例えば特許文献1に挙げるようなものがある。
【特許文献1】特開2006−338811号公報
【0003】
また、本願出願人は、光学部品を収差特性に応じて傾斜配置をなすため、光学部品の取付面に、樹脂材からなり収差特性に応じた高さを有する突起を設けて、この突起を有する面を光学装置の所定位置に載置することにより、光学部品の収差特性を補正する取付方法を発明している。
【発明の開示】
【発明が解決しようとする課題】
【0004】
従来の光学装置においては、光学部品の精度や取付精度を向上させることにより、光学部品を正確な位置及び角度に設置するようにしていた。また、光学部品の組立後において調整を行うこともあった。このため、組立後の光学特性を確認する手段が必要であり、また調整を行うための構造を持たせることも必要であった。これによって光学装置が大型化すると共にコストが高くなるという問題があった。
【0005】
また、光学部品に樹脂材による突起を設ける場合には、光学部品の所定位置にまず一定の高さを有する突起を樹脂材により形成し、この突起をさらに切削や研削などにより加工することで、光学部品の特性に応じた高さとなるようにしていた。しかし、このように突起を形成した上で後加工が必要であったため、工数が多くなってコストアップを招くという問題があった。
【0006】
また、取付面に接着材を塗布した状態で、取付角度の調整を行い、接着材を硬化させることで突起を形成すると、後加工は不要となるが、接着材は硬化前の状態では液体状であるため、調整時に接着材が流れてしまうことがあった。あるいは、接着材を押しつける方向に調整を行った場合には、形状がそれに追随して変化するものの、接着材を伸ばす方向に調整を行った場合には、形状が追随しない場合があった。このように、突起を形成する際に高さの調整も行おうとすると、様々な不具合があった。
【0007】
本発明は前記課題を鑑みてなされたものであり、樹脂材からなる突起を形成する際に高さの調整も行うことができて後加工を不要とした光学部品とその製造方法と、光学部品を取付ける際に位置や角度の調整も行うことができて後の調整を不要とした光学装置とその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
前記課題を解決するため、本発明に係る光学部品は、光学機能部を有し、該光学機能部以外の所定位置に樹脂材からなる凸部が形成されてなる光学部品において、
前記樹脂材は液体状態に対して光または紫外線を照射あるいは加熱することによって弾性を有する半硬化状態となり、該半硬化状態に対して光または紫外線を照射あるいは加熱することによって硬化する特性を有し、
前記所定位置に液体状態の前記樹脂材を塗布し、該液体状態の樹脂材に対して光または紫外線を照射あるいは加熱して弾性を有する半硬化状態とし、該状態において前記樹脂材を最終形状となるように押圧し、該押圧した状態で前記樹脂材に対して光または紫外線を照射あるいは加熱し硬化状態として、前記凸部を形成してなることを特徴として構成されている。
【0009】
また、本発明に係る光学部品の製造方法は、光学機能部を有し、該光学機能部以外の所定位置に樹脂材からなる凸部を形成した光学部品の製造方法において、
前記樹脂材は液体状態に対して光または紫外線を照射あるいは加熱することによって弾性を有する半硬化状態となり、該半硬化状態に対して光または紫外線を照射あるいは加熱することによって硬化する特性を有し、
前記光学部品の所定位置に液体状態の前記樹脂材を塗布し、該液体状態の樹脂材に対して光または紫外線を照射あるいは加熱して弾性を有する半硬化状態とし、該状態において前記樹脂材を最終形状となるように押圧し、該押圧した状態で前記樹脂材に対して光または紫外線を照射あるいは加熱し硬化状態として、前記凸部を形成することを特徴として構成されている。
【0010】
さらに、本発明に係る光学部品の製造方法は、前記樹脂材は光または紫外線の照射によって半硬化状態及び硬化状態となる特性を有し、前記光学部品は透明な部材からなり、半硬化状態の前記樹脂材を有した前記光学部品を基準面に対し所望の角度で押圧し、前記光学部品側から光または紫外線を照射することにより、前記樹脂材を硬化状態として、前記凸部を形成することを特徴として構成されている。
【0011】
さらにまた、本発明に係る光学装置は、光学部品を接着して位置決め固定する取付面を有する光学装置において、
前記光学部品を接着する接着材は、液体状態に対して光または紫外線を照射あるいは加熱することによって弾性を有する半硬化状態となり、該半硬化状態に対して光または紫外線を照射あるいは加熱することによって硬化する特性を有する樹脂材からなり、
前記光学部品の取付面に液体状態の前記樹脂材を塗布し、該液体状態の樹脂材に対して光または紫外線を照射あるいは加熱して弾性を有する半硬化状態とし、該半硬化状態の樹脂材を有した光学部品を前記光学装置の取付面に位置決めし、該状態で前記樹脂材に対して光または紫外線を照射あるいは加熱し硬化状態として、前記光学部品を光学装置の取付面に固定してなることを特徴として構成されている。
【0012】
そして、本発明に係る光学装置の製造方法は、所定位置に取付面を有し、該取付面に光学部品を接着して位置決め固定する光学装置の製造方法において、
前記光学部品を接着する接着材は、液体状態に対して光または紫外線を照射あるいは加熱することによって弾性を有する半硬化状態となり、該半硬化状態に対して光または紫外線を照射あるいは加熱することによって硬化する特性を有する樹脂材からなり、
前記光学部品の取付面に液体状態の前記樹脂材を塗布し、該液体状態の樹脂材に対して光または紫外線を照射あるいは加熱して弾性を有する半硬化状態とし、該半硬化状態の樹脂材を有した光学部品を前記光学装置の取付面に位置決めし、該状態で前記樹脂材に対して光または紫外線を照射あるいは加熱し硬化状態として、前記光学部品を光学装置の取付面に固定することを特徴として構成されている。
【0013】
また、本発明に係る光学装置の製造方法は、前記樹脂材は光または紫外線の照射によって半硬化状態及び硬化状態となる特性を有し、前記光学部品は透明な部材からなり、半硬化状態の前記樹脂材を有した前記光学部品を前記取付面の所定位置に位置決めし、前記光学部品側から光または紫外線を照射することにより、前記樹脂材を硬化状態とし前記取付面に対し接着固定することを特徴として構成されている。
【発明の効果】
【0014】
本発明に係る光学部品及びその製造方法によれば、光学部品の所定位置に液体状態の樹脂材を塗布し、液体状態の樹脂材に対して光または紫外線を照射あるいは加熱して弾性を有する半硬化状態とし、この状態において樹脂材を最終形状となるように押圧し、押圧した状態で樹脂材に対して光または紫外線を照射あるいは加熱し硬化状態として、凸部を形成することにより、凸部の高さを調整しながら形成することができるので、後加工を不要とすることができる。
【0015】
また、本発明に係る光学部品の製造方法によれば、光学部品は透明な部材からなり、半硬化状態の樹脂材を有した光学部品を基準面に対し所望の角度で押圧し、光学部品側から光または紫外線を照射することにより、樹脂材を硬化状態として、凸部を形成することにより、光または紫外線を単純に照射するだけで、容易に樹脂材の状態を変化させることができ、凸部の形成をさらに容易にすることができる。
【0016】
さらに、本発明に係る光学装置及びその製造方法によれば、光学部品の取付面に液体状態の樹脂材を塗布し、液体状態の樹脂材に対して光または紫外線を照射あるいは加熱して弾性を有する半硬化状態とし、半硬化状態の樹脂材を有した光学部品を光学装置の所定位置に位置決めし、この状態で樹脂材に対して光または紫外線を照射あるいは加熱し硬化状態として、光学部品を光学装置の所定位置に固定することにより、光学部品の位置決め調整をしながら固定することができるので、組立後の調整を不要とすることができる。
【0017】
さらにまた、本発明に係る光学装置の製造方法によれば、光学部品は透明な部材からなり、半硬化状態の樹脂材を有した前光学部品を取付面の所定位置に位置決めし、光学部品側から光または紫外線を照射することにより、樹脂材を硬化状態とし取付面に対し接着固定することにより、光または紫外線を単純に照射するだけで、容易に樹脂材の状態を変化させることができ、光学部品の固定をさらに容易にすることができる。
【発明を実施するための最良の形態】
【0018】
本発明の実施形態について図面に沿って詳細に説明する。本実施形態では、光学装置としての光ピックアップにおいて、対物レンズに対し収差を補正する突起部を樹脂により形成する方法について説明する。図1には、本実施形態におけるレンズを有した光ピックアップの概念図を示している。この図に示すように光ピックアップは、記録媒体6と対向するように配置されるレンズ1と、レンズ1に向かって光を発光する半導体レーザーからなる発光部2と、レンズ1側からの光を受光する受光部3と、発光部2からの光をレンズ1に入射させると共に、レンズ1からの光を受光部3に入射させるビームスプリッタ4と、レンズ1を保持固定する取付台5とを有して構成されている。
【0019】
光ピックアップにおいて発光部2からの光は、ビームスプリッタ4を介してレンズ1に入射し、レンズ1によって収束光となり記録媒体6に照射される。記録媒体6からの反射光は、レンズ1を介してビームスプリッタ4で屈曲し、受光部3に入射され、記録媒体6に記録された情報を読み取る。
【0020】
図2には、レンズ1の斜視図を示している。この図に示すように、レンズ1は凸レンズの形状に形成されてなる光学機能部としてのレンズ面10を備え、その周囲には全周に渡って鍔部11が形成されている。また、レンズ1は透明なガラス素材からなり、加熱され軟化した素材を成形型で押圧し、成形型の形状を転写することにより形成される。
【0021】
鍔部11は、光軸方向に略面する平面状の取付面12を有している。取付面12はレンズ面10の周縁部よりも外周側部分を構成しており、レンズ1の全周に渡って平面状とされていることで、リング状の形態を有している。この取付面12は、光ピックアップの取付台5に載置されることで、光ピックアップに対する取付の基準面となる。
【0022】
取付面12の3か所には、突出状の凸部13が形成されている。凸部13の頂部は平坦な平面状とされて当接面14を構成している。取付面12に凸部13が形成されていることで、後述するように取付台5に載置した際に凸部13の当接面14により三点支持をなし、レンズ1を所定の方向に傾斜させることができる。凸部13の配置は、取付面12において凸部13を結んだ三角形が、二等辺三角形をなすようにされ、頂角を構成する1つの凸部13aは、底角を構成する2つの凸部13b、13cよりも高くなっており、取付台5に載置することでレンズ面10が凸部13a側に向かって高くなるように傾斜することとなる。また、3つの凸部13により形成される二等辺三角形の頂角がコマ収差の補正方向を向くように、各凸部13が配置される。
【0023】
図3には、取付台5に載置したレンズ1の側面図を示している。この図に示すように、レンズ1のレンズ面10は、両面にそれぞれ形成されており、光ピックアップにおいて発光部2側に配置される第1面10aと、記録媒体6側に配置される第2面10bとからなっている。第1面10aは第2面10bよりも大きく突出するように形成されており、図2においては、上側に向いたレンズ面10が第1面10aである。
【0024】
光ピックアップの取付台5は、レンズ面10が配置される部分は空間状とされると共に、上面5aが平面状となるように形成されており、レンズ1の取付面12を上面5aに載置することができる。ここで、前述のようにレンズ1の取付面12には3か所に凸部13が形成されており、その高さが異なるため、取付面12を取付台5の上面5aに載置することにより、レンズ1は一方向に傾斜する。この傾斜方向及び傾斜角度は、レンズ1のコマ収差を補正するように設定され、当該設定方向及び角度となるように凸部13が形成されている。
【0025】
次に、本実施形態におけるレンズ1の製造方法について説明する。図4には、レンズ1を成形する工程の概念図を示している。この図に示すように、レンズ1を製造するにあたっては、予め金属製の成形型20を用意しておく必要がある。成形型20は、上下2つの金型からなり、切削及び研削加工によりレンズ面を反転した形状を有するレンズ成形面20aが形成されている。
【0026】
図4(a)に示すように、成形型20には加熱により軟化されたガラス素材21が載置される。次に図4(b)に示すように、対向する2つの成形型20を互いに近づけて、ガラス素材21を押圧し、レンズ成形面20aの形状をガラス素材21に転写する。これによってレンズ面10を形成したら、ガラス素材21を冷却して硬化させ、レンズ面10及び鍔部11を有したレンズ1を形成する。ガラスが硬化したら、レンズ1を成形型20から離型して取り出す。
【0027】
レンズ1を形成したら、次にレンズ1のコマ収差の方向及び大きさを測定する。コマ収差の測定は、光学干渉を用いた回折干渉計測方式をはじめ、どのような手法を用いてもよい。コマ収差の方向及び大きさを測定したら、コマ収差の補正方向が分かるように取付面12の任意の位置にマークを付すことが望ましい。コマ収差の大きさを測定することで、レンズ1の傾斜させるべき角度が算出される。
【0028】
図5には、凸部13の形成行程の概念図を示している。まず、図5(a)に示すように、鍔部11の取付面12の3か所に、樹脂材からなる接着材22を塗布する。ここで使用する接着材22は、液体状態に対して紫外線を照射することにより弾性を有する半硬化状態となり、さらに紫外線を照射することにより完全に硬化した状態となる特性を有している。接着材の材料として例えば、協立化学産業(株)WORLD ROCK 8723K9C、エポキシ系樹脂、アクリル系樹脂、ウレタン系樹脂、シリコーン系樹脂、あるいはポリイミド系樹脂などを用いることにより、当該特性を有する接着材とすることができる。図5(a)において接着材22は液体状態であり、容易に取付面12に対して塗布することができる。
【0029】
取付面12に接着材22を塗布した状態で、図5(b)に示すように接着材22に紫外線を照射し、弾性を有した半硬化状態とする。半硬化状態において接着材22は、押圧することで変形が可能である。続いて、図5(c)に示すように、レンズ面10の第1面10a側から透明板23を被せる。透明板23は、アクリル等の透明な素材からなり、レンズ面10と干渉しないように穴部23aが設けられている。
【0030】
透明板23は、レンズ1に対して傾斜状に配置する。その傾斜は、レンズ1のコマ収差を補正するために必要な角度となるように調整する。透明板23の表面がレンズ1の取付面12に近づくと、透明板23は取付面12上において半硬化状態の接着材22に当接する。さらに透明板23の表面を取付面12に近づけると、透明板23によって半硬化状態の接着材22は押圧され、その高さが変化する。この際、接着材22は半硬化状態であって液体状態ではないため、取付面12上において流れたりすることがなく、また透明板23を取付面12に近づけるように調整を行った場合と、透明板23を取付面12から遠ざけるように調整を行った場合の、いずれにおいても接着材22は形状が追随して変形することができる。すなわち、透明板23の調整は、x、y、zの三軸いずれの方向にも行うことができる。
【0031】
図5(d)に示すように、透明板23を調整した上で、接着材22に対して透明板23を介して紫外線を照射する。それによって接着材22は完全に硬化されて、凸部13が形成される。前述のように透明板23は取付面12に対して傾斜しているので、凸部13は異なる高さを有するように形成されることとなる。最後に図5(e)に示すように、透明板23を取り外すことによって、凸部13を有したレンズ1が完成する。なお、接着材22の硬化に伴い透明板23と凸部13が接着状態とならないように、透明板23の表面に接着材が接着しないような表面加工を予め施しておくことが望ましい。
【0032】
このような接着材の半硬化状態を用いた樹脂の成形方法によれば、塗布の際には樹脂を液体状態としておき、高さの調整を行う際には樹脂を半硬化状態としておき、調整を行ったら樹脂を本硬化させるという工程によって、所定高さの樹脂の突起を容易に成形することができる。また、本実施形態ではコマ収差を補正するための凸部13を形成しているが、その他の用途に使用する突起を形成する場合であっても、本実施形態の成形方法を用いることができる。
【0033】
次に、本発明の第2の実施形態について説明する。本実施形態では、光学装置としての光ピックアップにおいて、対物レンズを位置決め固定する方法について説明する。本実施形態の光ピックアップは、第1の実施形態と同じ構成を有しているため、その構成についての説明は省略する。
【0034】
図6には、本実施形態においてレンズ1を位置決め固定する工程の概念図を示している。図6(a)に示すように、レンズ1の取付面12には、樹脂材からなる接着材22を塗布する。ここで使用する接着材22は、第1の実施形態と同様の特性を有し、すなわち液体状態に対して紫外線を照射することにより弾性を有する半硬化状態となり、さらに紫外線を照射することにより完全に硬化した状態となる特性を有している。図6(a)において接着材22は液体状態であり、容易に取付面12に対して塗布することができる。
【0035】
図6(b)に示すように、取付面12に接着材22を塗布した状態で、接着材22に紫外線を照射し、弾性を有した半硬化状態とする。続いて、図6(c)に示すように、半硬化状態の接着材22を有するレンズ1を、接着材22の塗布された側を下にして光ピックアップの取付台5に載置し、治具(図示しない)を使って取付角度を調整する。
【0036】
レンズ1は取付台5に対して予め測定されたコマ収差を補正する方向及び大きさに傾斜するよう調整される。この際、接着材22は半硬化状態であるため、第1の実施形態の場合と同様にx、y、zの三軸いずれの方向にも確実に調整を行うことができる。
【0037】
レンズ1の取付角度を調整したら、図6(d)に示すように、接着材22が塗布された面と反対側の面から紫外線を照射する。紫外線は、レンズ1の鍔部11を透過して接着材22を硬化状態とし、図6(c)で調整した取付角度を保ったままレンズ1を取付台5に対して接着した状態とする。
【0038】
このように、本実施形態における光学部品の接着方法は、第1の実施形態における光学部品に設ける樹脂の成形方法と概ね同様の構成からなり、第1の実施形態では接着材の硬化後に透明板23からレンズ1を取り外して光ピックアップの取付台5に載置固定するのに対し、本実施形態では取付台5に載置した状態で接着材を硬化させ、そのままレンズ1を固定する点が異なるだけである。
【0039】
本実施形態の光学部品の接着方法によれば、塗布の際には接着材を液体状態としておき、取付の調整を行う際には接着材を半硬化状態としておき、調整を行ったら接着材を本硬化させるという工程によって、光学部品の取付位置及び角度の調整を取付時に容易に行うことができ、組立後の調整を不要とすることができる。
【0040】
また、本実施形態において光ピックアップを構成するその他の部品についても、それぞれ光学装置内における取付を本発明によりなすことができる。例えば、図1に示す発光部2や受光部3、及びビームスプリッタ4は、いずれも光軸に対する位置調整を必要とし、また光ピックアップ内において接着材を用いて所定位置に固定されるものである。したがって、各部品の接着位置に本実施形態において用いた特性を有する接着材を塗布し、予め紫外線を照射して半硬化状態とした上で、光ピックアップの所定位置において位置決め調整し、さらに紫外線を照射することで本硬化させて接着固定することができ、これによって位置調整を容易に行うことができると共に、組立後の調整を不要とすることができる。
【0041】
さらに、光学装置としては光ピックアップには限られず、その他の機器であっても本発明を適用することができる。図7には、本発明を適用できる光学装置の例として、カメラモジュールの断面図を示している。この図に示すように、カメラモジュールは、筒状に形成されたホルダ30と、ホルダ30に保持されるバレル31の内周面に設けられるレンズ32と、基板35上に配置されレンズ32で集光される光を画像データに変換する受光センサー33と、レンズ32と受光センサー33の間に配置されるフィルター34とを有している。
【0042】
カメラモジュールにおいて、バレル31はホルダ30に対して接着部36において、フィルター34はホルダ30に対して接着部37において、またホルダ30は基板35に対して接着部38において、それぞれ接着材により位置決め固定される。このそれぞれについて、本実施形態において用いた接着材を用いることができる。すなわち、それぞれの固定において、液体状態の接着材を塗布し、予め紫外線を照射して接着材を半硬化状態としておき、位置決めの調整を行ってからさらに紫外線を照射し、接着材を硬化させて接着固定を行う。
【0043】
また、カメラモジュールの他にも、光通信機器ではさらに多くのレンズやλ/2板、整形プリズムなどの光学部品が用いられており、これらはいずれも位置決めの調整が必要であると共に、光学装置内において接着材により固定することが可能である。このような光学部品について、本実施形態の接着方法を採用することができる。
【0044】
以上、本発明の実施形態について説明したが、本発明の適用はこれら実施形態には限られず、その技術的思想の範囲内において様々に適用されうるものである。ここで説明した実施形態では、接着材は紫外線の照射により半硬化し、さらに紫外線を照射することにより本硬化するものを採用したが、光の照射により半硬化、本硬化するものや、加熱により半硬化、本硬化するものであってもよい。
【図面の簡単な説明】
【0045】
【図1】第1の実施形態におけるレンズを有した光ピックアップの概念図である。
【図2】レンズの斜視図である。
【図3】取付台に載置したレンズの側面図である。
【図4】レンズを成形する工程の概念図である。
【図5】凸部の形成行程の概念図である。
【図6】第2の実施形態においてレンズを位置決め固定する工程の概念図である。
【図7】カメラモジュールの断面図である。
【符号の説明】
【0046】
1 レンズ
2 発光部
3 受光部
4 ビームスプリッタ
5 取付台
6 記録媒体
10 レンズ面
11 鍔部
12 取付面
13 凸部
14 当接面
20 成形型
21 ガラス素材
22 接着材
23 透明板
24 凸構成部
30 ホルダ
31 バレル
32 レンズ
33 受光センサー
34 フィルター
35 基板
【特許請求の範囲】
【請求項1】
光学機能部を有し、該光学機能部以外の所定位置に樹脂材からなる凸部が形成されてなる光学部品において、
前記樹脂材は液体状態に対して光または紫外線を照射あるいは加熱することによって弾性を有する半硬化状態となり、該半硬化状態に対して光または紫外線を照射あるいは加熱することによって硬化する特性を有し、
前記所定位置に液体状態の前記樹脂材を塗布し、該液体状態の樹脂材に対して光または紫外線を照射あるいは加熱して弾性を有する半硬化状態とし、該状態において前記樹脂材を最終形状となるように押圧し、該押圧した状態で前記樹脂材に対して光または紫外線を照射あるいは加熱し硬化状態として、前記凸部を形成してなることを特徴とする光学部品。
【請求項2】
光学機能部を有し、該光学機能部以外の所定位置に樹脂材からなる凸部を形成した光学部品の製造方法において、
前記樹脂材は液体状態に対して光または紫外線を照射あるいは加熱することによって弾性を有する半硬化状態となり、該半硬化状態に対して光または紫外線を照射あるいは加熱することによって硬化する特性を有し、
前記光学部品の所定位置に液体状態の前記樹脂材を塗布し、該液体状態の樹脂材に対して光または紫外線を照射あるいは加熱して弾性を有する半硬化状態とし、該状態において前記樹脂材を最終形状となるように押圧し、該押圧した状態で前記樹脂材に対して光または紫外線を照射あるいは加熱し硬化状態として、前記凸部を形成することを特徴とする光学部品の製造方法。
【請求項3】
前記樹脂材は光または紫外線の照射によって半硬化状態及び硬化状態となる特性を有し、前記光学部品は透明な部材からなり、半硬化状態の前記樹脂材を有した前記光学部品を基準面に対し所望の角度で押圧し、前記光学部品側から光または紫外線を照射することにより、前記樹脂材を硬化状態として、前記凸部を形成することを特徴とする請求項2記載の光学部品の製造方法。
【請求項4】
光学部品を接着して位置決め固定する取付面を有する光学装置において、
前記光学部品を接着する接着材は、液体状態に対して光または紫外線を照射あるいは加熱することによって弾性を有する半硬化状態となり、該半硬化状態に対して光または紫外線を照射あるいは加熱することによって硬化する特性を有する樹脂材からなり、
前記光学部品の取付面に液体状態の前記樹脂材を塗布し、該液体状態の樹脂材に対して光または紫外線を照射あるいは加熱して弾性を有する半硬化状態とし、該半硬化状態の樹脂材を有した光学部品を前記光学装置の取付面に位置決めし、該状態で前記樹脂材に対して光または紫外線を照射あるいは加熱し硬化状態として、前記光学部品を光学装置の取付面に固定してなることを特徴とする光学装置。
【請求項5】
所定位置に取付面を有し、該取付面に光学部品を接着して位置決め固定する光学装置の製造方法において、
前記光学部品を接着する接着材は、液体状態に対して光または紫外線を照射あるいは加熱することによって弾性を有する半硬化状態となり、該半硬化状態に対して光または紫外線を照射あるいは加熱することによって硬化する特性を有する樹脂材からなり、
前記光学部品の取付面に液体状態の前記樹脂材を塗布し、該液体状態の樹脂材に対して光または紫外線を照射あるいは加熱して弾性を有する半硬化状態とし、該半硬化状態の樹脂材を有した光学部品を前記光学装置の取付面に位置決めし、該状態で前記樹脂材に対して光または紫外線を照射あるいは加熱し硬化状態として、前記光学部品を光学装置の取付面に固定することを特徴とする光学装置における光学部品の接着方法。
【請求項6】
前記樹脂材は光または紫外線の照射によって半硬化状態及び硬化状態となる特性を有し、前記光学部品は透明な部材からなり、半硬化状態の前記樹脂材を有した前記光学部品を前記取付面の所定位置に位置決めし、前記光学部品側から光または紫外線を照射することにより、前記樹脂材を硬化状態とし前記取付面に対し接着固定することを特徴とする請求項5記載の光学装置の製造方法。
【請求項1】
光学機能部を有し、該光学機能部以外の所定位置に樹脂材からなる凸部が形成されてなる光学部品において、
前記樹脂材は液体状態に対して光または紫外線を照射あるいは加熱することによって弾性を有する半硬化状態となり、該半硬化状態に対して光または紫外線を照射あるいは加熱することによって硬化する特性を有し、
前記所定位置に液体状態の前記樹脂材を塗布し、該液体状態の樹脂材に対して光または紫外線を照射あるいは加熱して弾性を有する半硬化状態とし、該状態において前記樹脂材を最終形状となるように押圧し、該押圧した状態で前記樹脂材に対して光または紫外線を照射あるいは加熱し硬化状態として、前記凸部を形成してなることを特徴とする光学部品。
【請求項2】
光学機能部を有し、該光学機能部以外の所定位置に樹脂材からなる凸部を形成した光学部品の製造方法において、
前記樹脂材は液体状態に対して光または紫外線を照射あるいは加熱することによって弾性を有する半硬化状態となり、該半硬化状態に対して光または紫外線を照射あるいは加熱することによって硬化する特性を有し、
前記光学部品の所定位置に液体状態の前記樹脂材を塗布し、該液体状態の樹脂材に対して光または紫外線を照射あるいは加熱して弾性を有する半硬化状態とし、該状態において前記樹脂材を最終形状となるように押圧し、該押圧した状態で前記樹脂材に対して光または紫外線を照射あるいは加熱し硬化状態として、前記凸部を形成することを特徴とする光学部品の製造方法。
【請求項3】
前記樹脂材は光または紫外線の照射によって半硬化状態及び硬化状態となる特性を有し、前記光学部品は透明な部材からなり、半硬化状態の前記樹脂材を有した前記光学部品を基準面に対し所望の角度で押圧し、前記光学部品側から光または紫外線を照射することにより、前記樹脂材を硬化状態として、前記凸部を形成することを特徴とする請求項2記載の光学部品の製造方法。
【請求項4】
光学部品を接着して位置決め固定する取付面を有する光学装置において、
前記光学部品を接着する接着材は、液体状態に対して光または紫外線を照射あるいは加熱することによって弾性を有する半硬化状態となり、該半硬化状態に対して光または紫外線を照射あるいは加熱することによって硬化する特性を有する樹脂材からなり、
前記光学部品の取付面に液体状態の前記樹脂材を塗布し、該液体状態の樹脂材に対して光または紫外線を照射あるいは加熱して弾性を有する半硬化状態とし、該半硬化状態の樹脂材を有した光学部品を前記光学装置の取付面に位置決めし、該状態で前記樹脂材に対して光または紫外線を照射あるいは加熱し硬化状態として、前記光学部品を光学装置の取付面に固定してなることを特徴とする光学装置。
【請求項5】
所定位置に取付面を有し、該取付面に光学部品を接着して位置決め固定する光学装置の製造方法において、
前記光学部品を接着する接着材は、液体状態に対して光または紫外線を照射あるいは加熱することによって弾性を有する半硬化状態となり、該半硬化状態に対して光または紫外線を照射あるいは加熱することによって硬化する特性を有する樹脂材からなり、
前記光学部品の取付面に液体状態の前記樹脂材を塗布し、該液体状態の樹脂材に対して光または紫外線を照射あるいは加熱して弾性を有する半硬化状態とし、該半硬化状態の樹脂材を有した光学部品を前記光学装置の取付面に位置決めし、該状態で前記樹脂材に対して光または紫外線を照射あるいは加熱し硬化状態として、前記光学部品を光学装置の取付面に固定することを特徴とする光学装置における光学部品の接着方法。
【請求項6】
前記樹脂材は光または紫外線の照射によって半硬化状態及び硬化状態となる特性を有し、前記光学部品は透明な部材からなり、半硬化状態の前記樹脂材を有した前記光学部品を前記取付面の所定位置に位置決めし、前記光学部品側から光または紫外線を照射することにより、前記樹脂材を硬化状態とし前記取付面に対し接着固定することを特徴とする請求項5記載の光学装置の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2010−139722(P2010−139722A)
【公開日】平成22年6月24日(2010.6.24)
【国際特許分類】
【出願番号】特願2008−315646(P2008−315646)
【出願日】平成20年12月11日(2008.12.11)
【出願人】(000010098)アルプス電気株式会社 (4,263)
【出願人】(000162434)協立化学産業株式会社 (73)
【Fターム(参考)】
【公開日】平成22年6月24日(2010.6.24)
【国際特許分類】
【出願日】平成20年12月11日(2008.12.11)
【出願人】(000010098)アルプス電気株式会社 (4,263)
【出願人】(000162434)協立化学産業株式会社 (73)
【Fターム(参考)】
[ Back to top ]