
光干渉性マルチフィラメント糸の色相判定方法
【課題】光干渉性マルチフィラメント糸パッケージ内外層に亘る色相測定が可能で、且つ捲き取った光干渉性マルチフィラメント糸の人目に近い色相を迅速に判定する色相判定方法を提供する。
【解決手段】光干渉性マルチフィラメント糸の色相を、捲取機の傍に設置した測色装置にて捲取りながら測色し、測色値をL*a*b*値に変換し、予め定めたa*b*値の範囲によって捲取中の繊維の色相ロットを判定することにより行う。
【解決手段】光干渉性マルチフィラメント糸の色相を、捲取機の傍に設置した測色装置にて捲取りながら測色し、測色値をL*a*b*値に変換し、予め定めたa*b*値の範囲によって捲取中の繊維の色相ロットを判定することにより行う。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、屈折率の異なる2種の重合体を、偏平断面の長軸方向と並行に交互に積層してなる、偏平状のフィラメントからなる、製織編性の改良された光干渉性マルチフィラメント糸の色相判定方法に関するものである。
【背景技術】
【0002】
従来、自然光の反射、干渉作用によって可視光線領域の波長の色を発色する多層薄膜構造を有するフィラメントとしては、例えば、フィラメント基材の上に透明金属化合物を薄膜蒸着させた構造のもの、屈折率の異なる2種の透明性重合体を交互に積層した薄膜多層状構造のものが知られている。
前者については、薄膜蒸着の生産技術が確立されており、既にそのような薄膜蒸着フィラメントが実用に供されている。しかし、このフィラメントは、それから布帛や製品を作る工程で受ける摩擦や、製品使用の経日的変化によって蒸着膜が剥離するという問題がある。
【0003】
一方、後者については、特許文献1などに開示されているような光干渉性フィラメント等があるが、フィラメントそのものが光干渉性を有するので、使用上の耐剥離性は蒸着構造のものに比べて格段に優れている。
しかしながら、上記光干渉性マルチフィラメント糸は、特殊な偏平積層状の複合繊維断面を持ち、積層厚さが数ナノメートル変わると人間の目で視認できるほどに色相が変化しやすい。例えば口金内でのポリマー流動や吐出・細化部分においてナノメートルレベルで繊維断面を長さ方向に一定に成形することは難しいため、長さ方向、すなわち時間方向で色相が変動するとか、又いわゆるロット変動が発生しやすいという問題点があった。
そのため生産した製品の色相を判定し区分して、適切な色相のものをユーザーに供給することが必要である。
【0004】
従来生産した光干渉性フィラメントの色相を判定する方法としては、例えば繊維を織編み物とした後、特開平10−002799号公報に示されているような染着差測定装置を用いて表面の色相を測定することが出来るが、しかしながら該光干渉性繊維は織編物にすると繊維の屈曲が多いため繊維断面の向きが揃わず、測色時に弱い色しか検出できず、一定の測色値を得ることが難しいという点や、又これを克服するために一定張力下で黒板に光干渉性繊維を捲きつけ、これを測色することにより一定の発色強度を持った光を検出でき色相管理が可能となるが、いずれにせよこれらの方法では一旦巻き取った繊維パッケージを解舒して捲き直す作業が必要であり、又品質判明までに時間を要するため、品質判明まで繊維パッケージを履歴管理して保管するための手間や工場内での保管場所確保が必要など、通常のポリエテル繊維製造に比べて多くの労力を割く必要があり、効率の悪い面があった。
【0005】
更に、従来の方法では繊維パッケージの外層部分のみしか品質測定することが出来ず、内層捲取中に設備故障など外乱により繊維断面が変形し光干渉発色色相が変化し、短時間の間に元に戻った場合などに、変色を検出できず出荷され、製織編後にはじめて色相品質不良が判明する といったトラブルが発生していた。
こうしたことの対策として特開2007−2363号公報では、巻き取り中の糸条パッケージを分光測色計で測色し、測色値をL*a*b*値に変換し基準値との色差(ΔE*ab)を測定して色品質を区分けする方法が提案されている。この方法である程度の異常品質は判別することは出来るが光干渉性による発色であるゆえに人目に微妙な色相は判別できていなかった。
そのため生産した糸の色相を速やかに判定する方法の開発が大いに望まれていた。
【0006】
【特許文献1】特開平11−124748号公報
【特許文献2】特開平10−002799号公報
【特許文献3】特開2007−2363号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明は、上記従来技術を背景になされたもので、その目的は、捲取中の光干渉性繊維糸パッケージ内外層に亘り色相測定し且つ色相を迅速に判定して、色相管理や色相調整を効率良く行うことが出来る光干渉性マルチフィラメント糸の色相判定方法を提供することにある。
【課題を解決するための手段】
【0008】
本発明者らの研究によれば、屈折率の異なる2種の重合体がその偏平横断面の長軸方向と並行に特定条件で積層されている偏平状のマルチフィラメント糸条の色相を、捲取機の傍に設置した測色装置にて捲取りながら測色し、測色値をL*a*b*値に変換し、a*値、b*値を特定範囲とするようにコントロールすることで、人目に微妙な色相であっても安定に製造し、又色相ロットを判定することが出来る。
【発明の効果】
【0009】
本発明によれば、特定の光干渉性フィラメント糸を紡糸から製糸まで連続生産中の巻き取り部で測色し、得られた測色値のL*a*b*値のうちa*値、b*値を特定値とすることにより光干渉性フィラメント糸の色相管理や色相調整を効率良く行うことが出来る。特に色差(ΔEab)では判別できない微妙な色相をa*値、b*値に着目することで生産しながら人目に近い色相調整が可能で又色相ロット判定できる効果は大である。
【発明を実施するための最良の形態】
【0010】
本発明における光干渉性マルチフィラメント糸は、屈折率の異なる2種の重合体がその偏平横断面の長軸方向と並行に特定条件で積層されている偏平状のマルチフィラメント糸条であって、該光干渉性マルチフィラメント糸の色相は、紡糸口金の吐出孔から溶融吐出し、延伸、捲取りの連続工程において、捲取機の傍に設置した測色装置にて繊維を捲取りながら測色し、測色値をL*a*b*値に変換し、a*値、b*値によって表示することができる。
【0011】
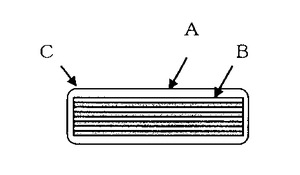
本発明における光干渉性フィラメントについて図面を参照しながら説明する。図1は、上記フィラメントの横断面の一例を示す模式図であるが、非積層部は無くてもよい。上記フィラメントを構成する2種の重合体は、屈折率が異なる組合せとする必要がある。一般に重合体の屈折率は1.30〜1.82の範囲にあり、そのうち汎用重合体では1.35〜1.75の範囲にある。この中から高屈折率側の重合体成分の屈折率をn1とし、低屈折率側の重合体成分の屈折率をn2で表したとき、両重合体の屈折率の比n1/n2が1.02〜1.4の範囲となるものを選べばよい。具体的には、ポリエステルと、ナイロン、ポリオレフィンなどとの組合せがあげられ、特にポリエステルとナイロンの組合せが好ましい。
【0012】
フィラメントの横断面における重合体の積層数は、光学干渉理論によれば、層の厚みが全て基準の厚さに等しいときには、高々10層もあれば得られる干渉光量は飽和状態に達し、それ以上層数を増やすことはフィラメント成形の工程を複雑困難にするだけとなってしまう。ところが、偏平率を高くすると、各積層単位の厚みにゆらぎが生じやすくなり、干渉光量が不十分な場合も生じる。よって、積層数は15以上が好ましい。さらに、偏平率を大きくすればするほど、積層数は多い方がよく、具体的には20層以上が好ましく、25層以上がより好ましい。積層数は多い方が前記厚みのゆらぎを補償して干渉性を高めることができるが、その製造技術の難しさ、特に紡糸口金の複雑さ、溶融ポリマー流れのコントロールの点から、扱いやすいのは140層までである。それを越えると、また積層の厚みのゆらぎ幅が広がり、積層を増しただけの効果を得にくくなる。実用的には50層以下とするのが好ましい。
【0013】
また、光干渉機能を十分に発現する観点から、上記フィラメントの扁平率は2.0〜7.0であることが好ましい。ここで偏平率とは、フィラメント横断面の長辺/短辺の比で表されるものである。
【0014】
紡糸においては、例えば特開平11−124748号公報の図3に示されているような紡糸口金を用いて、2種類の重合体を積層した偏平横断面を有するフィラメントからなるマルチフィラメント糸条として溶融吐出することができる。
【0015】
光干渉発色を強く発現するためにフィラメント横断面の偏平化は重要であり、紡糸口金の吐出孔の形状も偏平状のものを使用する。吐出孔の偏平比は5〜35、好ましくは10〜30である。ここで、上記吐出孔の偏平比は、該吐出孔の長辺と短辺の比、長辺/短辺で表されるものである。吐出孔の形状としては、長方形の孔(偏平孔)でも良いし、特開2005−194662号公報に開示されている長方形の孔(偏平孔)の両端に丸孔が付いた形状でも良い。なお、長方形の孔の両端に丸孔が付いた形状の場合は、長方形部分の短辺を上記の「吐出孔の短辺」として適用する。吐出孔の偏平比が5未満の場合は、偏平状の横断面を成形することが難しく、丸断面に近い形状となり易い。また、横断面の積層部分が歪んだ形状になりやすく、光干渉発色が弱くなるので好ましくない。一方、吐出孔の偏平比が35を超える場合は、溶融ポリマーの吐出および細化が不安定になり、横断面の積層部分が歪んだ形状になることが多く、光干渉発色が弱くなる。また、糸の太さ斑が発生し易く、さらに断糸の頻度が高くなって生産性が悪くなる。
【0016】
本発明のマルチフィラメント糸は、溶融吐出した上記フィラメントからなるマルチフィラメント糸条を引取り、さらにこれを延伸することにより製造することができる。
紡糸速度は、安定に製造するため、300〜7000m/分、好ましくは500〜3000m/分とする。また、マルチフィラメント糸の伸度は、高次加工性や製糸性から好ましくは15〜50%、より好ましくは15〜40%であるが、上記紡糸速度とすることにより、延伸後、かかる伸度に任意に設定することができる。ここで、測色および品質管理・品質調整の観点から、紡糸・延伸は一つの工程で連続的に実施されることが好ましい。紡糸速度300〜5000m/分で紡糸したものを一旦巻き取らずに加熱ローラーで予熱し、直接延伸して捲取る方法でも良いし、紡糸速度3500〜7000m/分で高速紡糸して捲取る方法でも良い。
【0017】
該光干渉性フィラメント糸を捲取る際、捲取機の傍に設置した測色装置により測色を行う。測色する位置は捲取中チーズ状パッケージ(以下チーズと略す)の表面あるいは端面が好ましく、多錘捲取機での実用を考えると表面を測色するほうがより好ましい。
測色計は被測色体から一定位置での測定が必要であるため、測色計をチーズの捲き太りに合せて移動させる装置が必要である。また、多錘捲取機の全チーズを1本の測色計により測定するために、チーズ並列方向(横方向)にも測色計を移動できうる装置がより好ましい。これにより、従来はチーズ完捲表層のみの測色しかできなかったが、本発明の方法により、チーズ内部の色相も把握することが可能になる。
【0018】
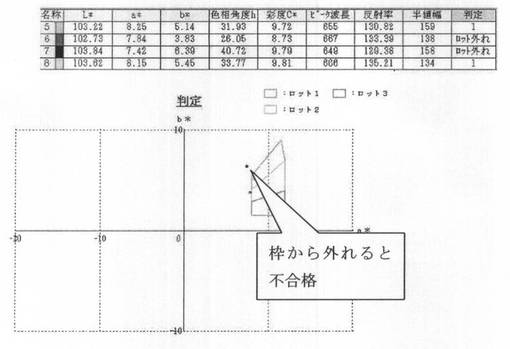
測色計により測定した捲取中の測色値は、コンピューター処理し、分光反射率曲線およびJISZ8729に規定されるL*a*b*値に変換され、画面表示する。ここで、光干渉フィラメント糸の色相をa*値、b*値によって評価し、a*値、b*値の品質範囲を予めコンピューターに入力しておき、捲取中の繊維が品質範囲内か範囲外かを判定、標示させることにより、迅速な品質判定と品質調整アクションが可能になる。ここで、a*b*品質範囲を複数のロットに分けて管理する場合、各ロットについての品質範囲を入力しておく。
なお、a*b*値の範囲は、座標点を4〜20点 予め入力し、これらの点を結んだ図形の内部を品質範囲とすることができる。これらの品質判定システムは測色装置とコンピューターソフトの組み合わせにより実現可能である。
【0019】
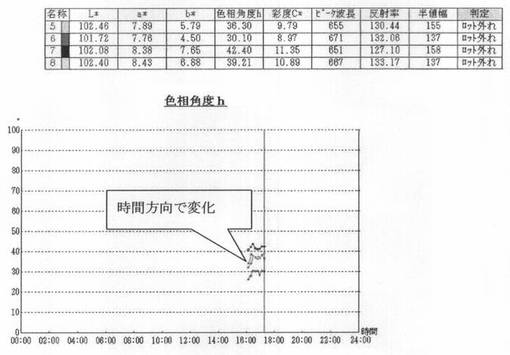
又色相が変化している場合迅速に前工程にフィードバックしアクションを行うことができ、より安定な色相のものとすることができる。a*b*値が範囲を外れた場合、a*b*値を調整する方法としては、h=tan−1(b*/a*)で表される色相角度hとしての調整が可能である。例えばhを高くしたい場合、繊維断面積層の厚みを薄くしたいことを意味し、このために吐出量を下げる、延伸倍率を高くする、あるいは偏平断面の異型度を高めるべく、紡糸温度を下げる、紡糸冷却風速を速くするアクションなどが有効である。一方、hを低くしたい場合、上記と逆方向のアクションが有効である。
【0020】
本発明の光干渉性フィラメントの繊度が低いと積層断面の形成が難しくなるため、該繊度を3dtex以上とすることが好ましく、製糸性、発色性や加工性などから該繊度は4〜20dtexがより好ましい。
なお、本発明においては、光干渉機能を十分に発現する観点から、フィラメント横断面の扁平度は2.0〜7.0であることが好ましい。
【0021】
本発明のマルチフィラメント糸は、その使用形態によって様々に異なる発色外観を呈し、それが故に、広汎な用途分野で用いることができる。例えば、地糸を濃色特に黒色フィラメントとし、本発明のマルチフィラメント糸を浮き糸として、ドビーやジヤカードで柄を表現した布帛は、日本古来の雅趣があり、和服、帯、帯留め、巾着袋、風呂敷、草履、ハンドバッグ、ネクタイ、緞帳等に適している。
【0022】
また、経糸を白として、本発明のマルチフィラメント糸を緯糸に織り込んだ薄手の布帛は、透け感があって、ウェディングドレス等のブライダルウェアー、パーティードレス、舞台衣装、ギフト用品の包装紙、リボン、テープ、カーテン等に適している。その際、ジャカード柄を織り込むことにより、さらに上品で優美なパール光沢に輝き、意匠性に優れたものとなる。
【0023】
ここで、経糸の種類としては、ポリエステルの他、絹、ウール、綿、ナイロンなど、多様な繊維素材を選択することによりそれぞれ独特の外観、機能を呈す布帛となる。また、緯糸に本発明の光干渉性マルチフィラメントヤーンと他の繊維、例えばポリウレタンやそれをナイロンで被覆したカバリング糸などを並べて織り込むことにより、ストレッチなどの機能を付与することもできる。一般的には、本発明の光干渉性マルチフィラメントヤーンが布帛全体の1割以上の比率を占めれば、何らかの形で布帛に発色光沢による独特の意匠性を与えることができる。
【0024】
また、これらの布帛をガラス板や各種透明性プラスチック板に挟み込んだものは、板材の屈折率の違いによりそれぞれ独特の光沢発色感を呈する。
さらに、本発明のマルチフィラメント糸独特の金属光沢カラーを生かして、従来光沢糸や蛍光糸が使用されてきたスポーツウェアーの分野で、一段と視認性に優れたウェアーを提供できる。例えば、スキーウェアー、テニスウェアー、水着、レオタード等であり、テントや日傘、リュックサック、靴特にスニーカー等のスポーツ用品にも適している。
同様に、金属光沢カラーやパール調カラーによって人目を引く用途として、エンブレム、ワッペン、アートフラワー等の美術工芸品、刺繍、壁紙、人工毛髪、カーシート、パンティストッキング等がある。
【0025】
一方、本発明のマルチフィラメント糸を0.01mm〜10cmの範囲にカットしてパウダー状にした光輝材は、化粧品、特に、顔およびヒトの体の皮膚、唇ならびに爪、まつ毛または髪などの表層成長部のための化粧品(以下、化粧品組成物と称することがある)に含有させて用いることができる。
光輝材は、化粧品組成物中に、該組成物の全量に対して0.01〜50重量%、好ましくは0.1〜30重量%、さらに好ましくは、0.3〜20重量%の範囲で含有させることができる。
【0026】
さらに具体的には、肌用の製品(ファンデーション)、頬またはアイシャドーのためのメイクアップ製品、リップ製品、コンシーラー、頬紅、マスカラ、アイライナー、まゆ毛のためのメイクアップ製品、リップまたはアイ・ペンシル、爪用製品、体用のメイクアップ製品、髪のためのメイクアップ製品(ヘア・マスカラまたはヘア・スプレー)などをあげることができる。これらの化粧品組成物は、ケラチン物質に付与するためのように使用することができるか、ケラチン物質の上に既に堆積しているメイクアップの上に、例えば、メイクアップを改質するために使用することができる(組成物を、通常トップ・コートと称されるトップ製品として付与する)。
【0027】
化粧品組成物は、付け爪、付けまつ毛、人工頭髪、かつら、皮膚または唇に付着しているパステルまたはパッチ(つけボクロタイプのもの)などのメイクアップ・アクセサリ(支持体)の上に付与することもできる。
この際、本発明の光輝材は、親水性媒体または親油性媒体に含有させ、化粧品組成物とすることができる。
【0028】
また、本発明のマルチフィラメント糸を0.01mm〜10cmの範囲にカットしてパウダー状にした光輝材は、塗料として使用する事が可能であり、塗装に光輝材を含有させる方法としては、従来公知の方法を用いることができる。また、本発明の光輝材は、長さを調節することにより、塗料の中に支持体を浸漬したり、スプレーで支持体に吹き付けたりすることができる。
【実施例】
【0029】
以下、実施例により、本発明をさらに具体的に説明する。なお、実施例における各項目は次の方法で測定した。
(1)フィラメント横断面の偏平率、積層数
顕微鏡(倍率40倍)によりフィラメントの横断面の長辺と短辺を測定し、各部の長さおよび偏平率(長辺/短辺の比)を求めた。また、積層数についても同様に確認した。
(2)伸度
東洋ボールドウィン社製RTM−300TENSILON引張り試験機を用い、試長200cm、引張り速度200mm/分で、5回測定しその平均値をとった。
(3)捲取中の色相値
大塚電子製分光測色計MCPD−3000の測色プローブを捲取機横に設置し、波長300〜1000nmの範囲における分光反射曲線およびL*a*b*値をコンピュータにて算出し、a*b*座標上に10分間隔でプロットした。
予めa*b*座標系での色相ロット品質範囲をコンピューターに入力しておき、測色値がどのロットに相当するものであるかを判定した。
なお、捲取は4錘取りの捲取機で行い、測色プローブは繊維パッケージの捲き太り方向とパッケージ並び方向の2方向へ可動できる機械に設置し、繊維パッケージの表面を一定距離から測色した。
【0030】
[実施例1]
5−ナトリウムスルホイソフタル酸が0.9モル%共重合された固有粘度0.54のポリエチレンテレフタレート系ポリエステルと、固有粘度1.20のナイロン6とを用い、特開平11−124748号に記載された複合紡糸口金を用い、吐出孔偏平比を25、口金温度282℃、引取速度1000m/分で紡糸し、一旦巻き取ることなく、延伸倍率3.3倍、延伸温度(供給ローラの表面温度)105℃、セット温度180℃(延伸ローラの表面温度)で延伸した後、インタレースノズルで交絡処理し、120dtex12フィラメントのマルチフィラメントとして巻き取った。これにより、2種類の重合体の交互積層数が30層、偏平率が2.5、伸度が30%であり、偏平積層部の外周に、共重合ポリエチレンテレフタレート系ポリエステルからなる非積層領域を設けた横断面形状を有するマルチフィラメント糸が得られた。
本例において、捲取機の横に測色装置(大塚電子製分光測色計MCPD−3000)を設置し、測色結果および色相ロット判定結果をコンピュータ画面に表示した。
本例では、図2に示されるように繊維チーズ捲取完了・玉上げ時には既に色相品質ロットが判明しているため、通常のポリエステル繊維と同様、即座に外観選別、梱包作業に入ることが可能であった。
【0031】
[実施例2]
紡糸直接延伸捲取中に、延伸ローラーの回転数すなわち延伸倍率を一時的に変化させ、故意に繊維横断面を糸長方向で変形させたこと以外は実施例1と同様にした。
本例では、図3に示されるように捲取中の繊維パッケージ内層に光干渉色相変化があることが測色結果から判明し、品質不良品として選別工程にて除外することが出来た。
【0032】
[比較例1]
捲取機の横に測色装置を設置せず、捲取完了・玉上げ後にパッケージ表面の繊維を剥ぎ取って黒板に40ターン/cmのピッチで捲き付け、マクベス社製分光測色計Color−Eye3100を用いて波長360〜700nmの範囲で測色し、分光反射曲線の形状と黒板捲付品の目視から色相ロット判定したこと以外は実施例2と同様にした。比較例1では、品質検査およびロット判定作業に数時間から数日を要し、その間、玉上げした光干渉性繊維パッケージを工場内に保管しておく必要があり、実施例1と比べて捲取後の品質検査から選別、梱包に至る工程の効率が著しく悪いものとなった。
しかも、繊維パッケージ内層の品質変動を察知することが出来ず、品質不良品が製織工程に出荷され、製織後に色相異常が検出される結果となった。
【産業上の利用可能性】
【0033】
本発明の製造方法によれば、光干渉性マルチフィラメント糸の品質異常を捲取中に検知して除外することができるほか、製造工程での複雑な手間および保管スペースを省略することが出来、通常のポリエステル繊維と同等の製造作業での大量生産が可能となる。
【図面の簡単な説明】
【0034】
【図1】本発明の光干渉性フィラメントの横断面の一概略図である。
【図2】本発明におけるロットの色相判定の一例を示す。
【図3】本発明における色相の時間経過の様子を示す。
【符号の説明】
【0035】
AおよびB:それぞれ屈折率の異なる2種類の重合体からなる層
C :非積層部
【技術分野】
【0001】
本発明は、屈折率の異なる2種の重合体を、偏平断面の長軸方向と並行に交互に積層してなる、偏平状のフィラメントからなる、製織編性の改良された光干渉性マルチフィラメント糸の色相判定方法に関するものである。
【背景技術】
【0002】
従来、自然光の反射、干渉作用によって可視光線領域の波長の色を発色する多層薄膜構造を有するフィラメントとしては、例えば、フィラメント基材の上に透明金属化合物を薄膜蒸着させた構造のもの、屈折率の異なる2種の透明性重合体を交互に積層した薄膜多層状構造のものが知られている。
前者については、薄膜蒸着の生産技術が確立されており、既にそのような薄膜蒸着フィラメントが実用に供されている。しかし、このフィラメントは、それから布帛や製品を作る工程で受ける摩擦や、製品使用の経日的変化によって蒸着膜が剥離するという問題がある。
【0003】
一方、後者については、特許文献1などに開示されているような光干渉性フィラメント等があるが、フィラメントそのものが光干渉性を有するので、使用上の耐剥離性は蒸着構造のものに比べて格段に優れている。
しかしながら、上記光干渉性マルチフィラメント糸は、特殊な偏平積層状の複合繊維断面を持ち、積層厚さが数ナノメートル変わると人間の目で視認できるほどに色相が変化しやすい。例えば口金内でのポリマー流動や吐出・細化部分においてナノメートルレベルで繊維断面を長さ方向に一定に成形することは難しいため、長さ方向、すなわち時間方向で色相が変動するとか、又いわゆるロット変動が発生しやすいという問題点があった。
そのため生産した製品の色相を判定し区分して、適切な色相のものをユーザーに供給することが必要である。
【0004】
従来生産した光干渉性フィラメントの色相を判定する方法としては、例えば繊維を織編み物とした後、特開平10−002799号公報に示されているような染着差測定装置を用いて表面の色相を測定することが出来るが、しかしながら該光干渉性繊維は織編物にすると繊維の屈曲が多いため繊維断面の向きが揃わず、測色時に弱い色しか検出できず、一定の測色値を得ることが難しいという点や、又これを克服するために一定張力下で黒板に光干渉性繊維を捲きつけ、これを測色することにより一定の発色強度を持った光を検出でき色相管理が可能となるが、いずれにせよこれらの方法では一旦巻き取った繊維パッケージを解舒して捲き直す作業が必要であり、又品質判明までに時間を要するため、品質判明まで繊維パッケージを履歴管理して保管するための手間や工場内での保管場所確保が必要など、通常のポリエテル繊維製造に比べて多くの労力を割く必要があり、効率の悪い面があった。
【0005】
更に、従来の方法では繊維パッケージの外層部分のみしか品質測定することが出来ず、内層捲取中に設備故障など外乱により繊維断面が変形し光干渉発色色相が変化し、短時間の間に元に戻った場合などに、変色を検出できず出荷され、製織編後にはじめて色相品質不良が判明する といったトラブルが発生していた。
こうしたことの対策として特開2007−2363号公報では、巻き取り中の糸条パッケージを分光測色計で測色し、測色値をL*a*b*値に変換し基準値との色差(ΔE*ab)を測定して色品質を区分けする方法が提案されている。この方法である程度の異常品質は判別することは出来るが光干渉性による発色であるゆえに人目に微妙な色相は判別できていなかった。
そのため生産した糸の色相を速やかに判定する方法の開発が大いに望まれていた。
【0006】
【特許文献1】特開平11−124748号公報
【特許文献2】特開平10−002799号公報
【特許文献3】特開2007−2363号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明は、上記従来技術を背景になされたもので、その目的は、捲取中の光干渉性繊維糸パッケージ内外層に亘り色相測定し且つ色相を迅速に判定して、色相管理や色相調整を効率良く行うことが出来る光干渉性マルチフィラメント糸の色相判定方法を提供することにある。
【課題を解決するための手段】
【0008】
本発明者らの研究によれば、屈折率の異なる2種の重合体がその偏平横断面の長軸方向と並行に特定条件で積層されている偏平状のマルチフィラメント糸条の色相を、捲取機の傍に設置した測色装置にて捲取りながら測色し、測色値をL*a*b*値に変換し、a*値、b*値を特定範囲とするようにコントロールすることで、人目に微妙な色相であっても安定に製造し、又色相ロットを判定することが出来る。
【発明の効果】
【0009】
本発明によれば、特定の光干渉性フィラメント糸を紡糸から製糸まで連続生産中の巻き取り部で測色し、得られた測色値のL*a*b*値のうちa*値、b*値を特定値とすることにより光干渉性フィラメント糸の色相管理や色相調整を効率良く行うことが出来る。特に色差(ΔEab)では判別できない微妙な色相をa*値、b*値に着目することで生産しながら人目に近い色相調整が可能で又色相ロット判定できる効果は大である。
【発明を実施するための最良の形態】
【0010】
本発明における光干渉性マルチフィラメント糸は、屈折率の異なる2種の重合体がその偏平横断面の長軸方向と並行に特定条件で積層されている偏平状のマルチフィラメント糸条であって、該光干渉性マルチフィラメント糸の色相は、紡糸口金の吐出孔から溶融吐出し、延伸、捲取りの連続工程において、捲取機の傍に設置した測色装置にて繊維を捲取りながら測色し、測色値をL*a*b*値に変換し、a*値、b*値によって表示することができる。
【0011】
本発明における光干渉性フィラメントについて図面を参照しながら説明する。図1は、上記フィラメントの横断面の一例を示す模式図であるが、非積層部は無くてもよい。上記フィラメントを構成する2種の重合体は、屈折率が異なる組合せとする必要がある。一般に重合体の屈折率は1.30〜1.82の範囲にあり、そのうち汎用重合体では1.35〜1.75の範囲にある。この中から高屈折率側の重合体成分の屈折率をn1とし、低屈折率側の重合体成分の屈折率をn2で表したとき、両重合体の屈折率の比n1/n2が1.02〜1.4の範囲となるものを選べばよい。具体的には、ポリエステルと、ナイロン、ポリオレフィンなどとの組合せがあげられ、特にポリエステルとナイロンの組合せが好ましい。
【0012】
フィラメントの横断面における重合体の積層数は、光学干渉理論によれば、層の厚みが全て基準の厚さに等しいときには、高々10層もあれば得られる干渉光量は飽和状態に達し、それ以上層数を増やすことはフィラメント成形の工程を複雑困難にするだけとなってしまう。ところが、偏平率を高くすると、各積層単位の厚みにゆらぎが生じやすくなり、干渉光量が不十分な場合も生じる。よって、積層数は15以上が好ましい。さらに、偏平率を大きくすればするほど、積層数は多い方がよく、具体的には20層以上が好ましく、25層以上がより好ましい。積層数は多い方が前記厚みのゆらぎを補償して干渉性を高めることができるが、その製造技術の難しさ、特に紡糸口金の複雑さ、溶融ポリマー流れのコントロールの点から、扱いやすいのは140層までである。それを越えると、また積層の厚みのゆらぎ幅が広がり、積層を増しただけの効果を得にくくなる。実用的には50層以下とするのが好ましい。
【0013】
また、光干渉機能を十分に発現する観点から、上記フィラメントの扁平率は2.0〜7.0であることが好ましい。ここで偏平率とは、フィラメント横断面の長辺/短辺の比で表されるものである。
【0014】
紡糸においては、例えば特開平11−124748号公報の図3に示されているような紡糸口金を用いて、2種類の重合体を積層した偏平横断面を有するフィラメントからなるマルチフィラメント糸条として溶融吐出することができる。
【0015】
光干渉発色を強く発現するためにフィラメント横断面の偏平化は重要であり、紡糸口金の吐出孔の形状も偏平状のものを使用する。吐出孔の偏平比は5〜35、好ましくは10〜30である。ここで、上記吐出孔の偏平比は、該吐出孔の長辺と短辺の比、長辺/短辺で表されるものである。吐出孔の形状としては、長方形の孔(偏平孔)でも良いし、特開2005−194662号公報に開示されている長方形の孔(偏平孔)の両端に丸孔が付いた形状でも良い。なお、長方形の孔の両端に丸孔が付いた形状の場合は、長方形部分の短辺を上記の「吐出孔の短辺」として適用する。吐出孔の偏平比が5未満の場合は、偏平状の横断面を成形することが難しく、丸断面に近い形状となり易い。また、横断面の積層部分が歪んだ形状になりやすく、光干渉発色が弱くなるので好ましくない。一方、吐出孔の偏平比が35を超える場合は、溶融ポリマーの吐出および細化が不安定になり、横断面の積層部分が歪んだ形状になることが多く、光干渉発色が弱くなる。また、糸の太さ斑が発生し易く、さらに断糸の頻度が高くなって生産性が悪くなる。
【0016】
本発明のマルチフィラメント糸は、溶融吐出した上記フィラメントからなるマルチフィラメント糸条を引取り、さらにこれを延伸することにより製造することができる。
紡糸速度は、安定に製造するため、300〜7000m/分、好ましくは500〜3000m/分とする。また、マルチフィラメント糸の伸度は、高次加工性や製糸性から好ましくは15〜50%、より好ましくは15〜40%であるが、上記紡糸速度とすることにより、延伸後、かかる伸度に任意に設定することができる。ここで、測色および品質管理・品質調整の観点から、紡糸・延伸は一つの工程で連続的に実施されることが好ましい。紡糸速度300〜5000m/分で紡糸したものを一旦巻き取らずに加熱ローラーで予熱し、直接延伸して捲取る方法でも良いし、紡糸速度3500〜7000m/分で高速紡糸して捲取る方法でも良い。
【0017】
該光干渉性フィラメント糸を捲取る際、捲取機の傍に設置した測色装置により測色を行う。測色する位置は捲取中チーズ状パッケージ(以下チーズと略す)の表面あるいは端面が好ましく、多錘捲取機での実用を考えると表面を測色するほうがより好ましい。
測色計は被測色体から一定位置での測定が必要であるため、測色計をチーズの捲き太りに合せて移動させる装置が必要である。また、多錘捲取機の全チーズを1本の測色計により測定するために、チーズ並列方向(横方向)にも測色計を移動できうる装置がより好ましい。これにより、従来はチーズ完捲表層のみの測色しかできなかったが、本発明の方法により、チーズ内部の色相も把握することが可能になる。
【0018】
測色計により測定した捲取中の測色値は、コンピューター処理し、分光反射率曲線およびJISZ8729に規定されるL*a*b*値に変換され、画面表示する。ここで、光干渉フィラメント糸の色相をa*値、b*値によって評価し、a*値、b*値の品質範囲を予めコンピューターに入力しておき、捲取中の繊維が品質範囲内か範囲外かを判定、標示させることにより、迅速な品質判定と品質調整アクションが可能になる。ここで、a*b*品質範囲を複数のロットに分けて管理する場合、各ロットについての品質範囲を入力しておく。
なお、a*b*値の範囲は、座標点を4〜20点 予め入力し、これらの点を結んだ図形の内部を品質範囲とすることができる。これらの品質判定システムは測色装置とコンピューターソフトの組み合わせにより実現可能である。
【0019】
又色相が変化している場合迅速に前工程にフィードバックしアクションを行うことができ、より安定な色相のものとすることができる。a*b*値が範囲を外れた場合、a*b*値を調整する方法としては、h=tan−1(b*/a*)で表される色相角度hとしての調整が可能である。例えばhを高くしたい場合、繊維断面積層の厚みを薄くしたいことを意味し、このために吐出量を下げる、延伸倍率を高くする、あるいは偏平断面の異型度を高めるべく、紡糸温度を下げる、紡糸冷却風速を速くするアクションなどが有効である。一方、hを低くしたい場合、上記と逆方向のアクションが有効である。
【0020】
本発明の光干渉性フィラメントの繊度が低いと積層断面の形成が難しくなるため、該繊度を3dtex以上とすることが好ましく、製糸性、発色性や加工性などから該繊度は4〜20dtexがより好ましい。
なお、本発明においては、光干渉機能を十分に発現する観点から、フィラメント横断面の扁平度は2.0〜7.0であることが好ましい。
【0021】
本発明のマルチフィラメント糸は、その使用形態によって様々に異なる発色外観を呈し、それが故に、広汎な用途分野で用いることができる。例えば、地糸を濃色特に黒色フィラメントとし、本発明のマルチフィラメント糸を浮き糸として、ドビーやジヤカードで柄を表現した布帛は、日本古来の雅趣があり、和服、帯、帯留め、巾着袋、風呂敷、草履、ハンドバッグ、ネクタイ、緞帳等に適している。
【0022】
また、経糸を白として、本発明のマルチフィラメント糸を緯糸に織り込んだ薄手の布帛は、透け感があって、ウェディングドレス等のブライダルウェアー、パーティードレス、舞台衣装、ギフト用品の包装紙、リボン、テープ、カーテン等に適している。その際、ジャカード柄を織り込むことにより、さらに上品で優美なパール光沢に輝き、意匠性に優れたものとなる。
【0023】
ここで、経糸の種類としては、ポリエステルの他、絹、ウール、綿、ナイロンなど、多様な繊維素材を選択することによりそれぞれ独特の外観、機能を呈す布帛となる。また、緯糸に本発明の光干渉性マルチフィラメントヤーンと他の繊維、例えばポリウレタンやそれをナイロンで被覆したカバリング糸などを並べて織り込むことにより、ストレッチなどの機能を付与することもできる。一般的には、本発明の光干渉性マルチフィラメントヤーンが布帛全体の1割以上の比率を占めれば、何らかの形で布帛に発色光沢による独特の意匠性を与えることができる。
【0024】
また、これらの布帛をガラス板や各種透明性プラスチック板に挟み込んだものは、板材の屈折率の違いによりそれぞれ独特の光沢発色感を呈する。
さらに、本発明のマルチフィラメント糸独特の金属光沢カラーを生かして、従来光沢糸や蛍光糸が使用されてきたスポーツウェアーの分野で、一段と視認性に優れたウェアーを提供できる。例えば、スキーウェアー、テニスウェアー、水着、レオタード等であり、テントや日傘、リュックサック、靴特にスニーカー等のスポーツ用品にも適している。
同様に、金属光沢カラーやパール調カラーによって人目を引く用途として、エンブレム、ワッペン、アートフラワー等の美術工芸品、刺繍、壁紙、人工毛髪、カーシート、パンティストッキング等がある。
【0025】
一方、本発明のマルチフィラメント糸を0.01mm〜10cmの範囲にカットしてパウダー状にした光輝材は、化粧品、特に、顔およびヒトの体の皮膚、唇ならびに爪、まつ毛または髪などの表層成長部のための化粧品(以下、化粧品組成物と称することがある)に含有させて用いることができる。
光輝材は、化粧品組成物中に、該組成物の全量に対して0.01〜50重量%、好ましくは0.1〜30重量%、さらに好ましくは、0.3〜20重量%の範囲で含有させることができる。
【0026】
さらに具体的には、肌用の製品(ファンデーション)、頬またはアイシャドーのためのメイクアップ製品、リップ製品、コンシーラー、頬紅、マスカラ、アイライナー、まゆ毛のためのメイクアップ製品、リップまたはアイ・ペンシル、爪用製品、体用のメイクアップ製品、髪のためのメイクアップ製品(ヘア・マスカラまたはヘア・スプレー)などをあげることができる。これらの化粧品組成物は、ケラチン物質に付与するためのように使用することができるか、ケラチン物質の上に既に堆積しているメイクアップの上に、例えば、メイクアップを改質するために使用することができる(組成物を、通常トップ・コートと称されるトップ製品として付与する)。
【0027】
化粧品組成物は、付け爪、付けまつ毛、人工頭髪、かつら、皮膚または唇に付着しているパステルまたはパッチ(つけボクロタイプのもの)などのメイクアップ・アクセサリ(支持体)の上に付与することもできる。
この際、本発明の光輝材は、親水性媒体または親油性媒体に含有させ、化粧品組成物とすることができる。
【0028】
また、本発明のマルチフィラメント糸を0.01mm〜10cmの範囲にカットしてパウダー状にした光輝材は、塗料として使用する事が可能であり、塗装に光輝材を含有させる方法としては、従来公知の方法を用いることができる。また、本発明の光輝材は、長さを調節することにより、塗料の中に支持体を浸漬したり、スプレーで支持体に吹き付けたりすることができる。
【実施例】
【0029】
以下、実施例により、本発明をさらに具体的に説明する。なお、実施例における各項目は次の方法で測定した。
(1)フィラメント横断面の偏平率、積層数
顕微鏡(倍率40倍)によりフィラメントの横断面の長辺と短辺を測定し、各部の長さおよび偏平率(長辺/短辺の比)を求めた。また、積層数についても同様に確認した。
(2)伸度
東洋ボールドウィン社製RTM−300TENSILON引張り試験機を用い、試長200cm、引張り速度200mm/分で、5回測定しその平均値をとった。
(3)捲取中の色相値
大塚電子製分光測色計MCPD−3000の測色プローブを捲取機横に設置し、波長300〜1000nmの範囲における分光反射曲線およびL*a*b*値をコンピュータにて算出し、a*b*座標上に10分間隔でプロットした。
予めa*b*座標系での色相ロット品質範囲をコンピューターに入力しておき、測色値がどのロットに相当するものであるかを判定した。
なお、捲取は4錘取りの捲取機で行い、測色プローブは繊維パッケージの捲き太り方向とパッケージ並び方向の2方向へ可動できる機械に設置し、繊維パッケージの表面を一定距離から測色した。
【0030】
[実施例1]
5−ナトリウムスルホイソフタル酸が0.9モル%共重合された固有粘度0.54のポリエチレンテレフタレート系ポリエステルと、固有粘度1.20のナイロン6とを用い、特開平11−124748号に記載された複合紡糸口金を用い、吐出孔偏平比を25、口金温度282℃、引取速度1000m/分で紡糸し、一旦巻き取ることなく、延伸倍率3.3倍、延伸温度(供給ローラの表面温度)105℃、セット温度180℃(延伸ローラの表面温度)で延伸した後、インタレースノズルで交絡処理し、120dtex12フィラメントのマルチフィラメントとして巻き取った。これにより、2種類の重合体の交互積層数が30層、偏平率が2.5、伸度が30%であり、偏平積層部の外周に、共重合ポリエチレンテレフタレート系ポリエステルからなる非積層領域を設けた横断面形状を有するマルチフィラメント糸が得られた。
本例において、捲取機の横に測色装置(大塚電子製分光測色計MCPD−3000)を設置し、測色結果および色相ロット判定結果をコンピュータ画面に表示した。
本例では、図2に示されるように繊維チーズ捲取完了・玉上げ時には既に色相品質ロットが判明しているため、通常のポリエステル繊維と同様、即座に外観選別、梱包作業に入ることが可能であった。
【0031】
[実施例2]
紡糸直接延伸捲取中に、延伸ローラーの回転数すなわち延伸倍率を一時的に変化させ、故意に繊維横断面を糸長方向で変形させたこと以外は実施例1と同様にした。
本例では、図3に示されるように捲取中の繊維パッケージ内層に光干渉色相変化があることが測色結果から判明し、品質不良品として選別工程にて除外することが出来た。
【0032】
[比較例1]
捲取機の横に測色装置を設置せず、捲取完了・玉上げ後にパッケージ表面の繊維を剥ぎ取って黒板に40ターン/cmのピッチで捲き付け、マクベス社製分光測色計Color−Eye3100を用いて波長360〜700nmの範囲で測色し、分光反射曲線の形状と黒板捲付品の目視から色相ロット判定したこと以外は実施例2と同様にした。比較例1では、品質検査およびロット判定作業に数時間から数日を要し、その間、玉上げした光干渉性繊維パッケージを工場内に保管しておく必要があり、実施例1と比べて捲取後の品質検査から選別、梱包に至る工程の効率が著しく悪いものとなった。
しかも、繊維パッケージ内層の品質変動を察知することが出来ず、品質不良品が製織工程に出荷され、製織後に色相異常が検出される結果となった。
【産業上の利用可能性】
【0033】
本発明の製造方法によれば、光干渉性マルチフィラメント糸の品質異常を捲取中に検知して除外することができるほか、製造工程での複雑な手間および保管スペースを省略することが出来、通常のポリエステル繊維と同等の製造作業での大量生産が可能となる。
【図面の簡単な説明】
【0034】
【図1】本発明の光干渉性フィラメントの横断面の一概略図である。
【図2】本発明におけるロットの色相判定の一例を示す。
【図3】本発明における色相の時間経過の様子を示す。
【符号の説明】
【0035】
AおよびB:それぞれ屈折率の異なる2種類の重合体からなる層
C :非積層部
【特許請求の範囲】
【請求項1】
屈折率の異なる2種の重合体が、その偏平横断面の長軸方向と並行に、積層数が15〜140層、偏平率が2.0〜7.0の条件で交互に積層されている偏平状の光干渉性マルチフィラメント糸条の色相判定方法であって、該光干渉性マルチフィラメント糸条の色相を、捲取機の傍に設置した測色装置にて捲取りながら測色し、測色値をJISZ8729に規定されるL*a*b*値に変換し、a*値b*値の範囲によって捲取中の繊維の色相ロットを判定することを特徴とする光干渉性マルチフィラメント糸条の色相判定方法。
【請求項2】
2種の重合体がポリエステルとナイロンである請求項1記載の光干渉性マルチフィラメント糸条の色相判定方法。
【請求項1】
屈折率の異なる2種の重合体が、その偏平横断面の長軸方向と並行に、積層数が15〜140層、偏平率が2.0〜7.0の条件で交互に積層されている偏平状の光干渉性マルチフィラメント糸条の色相判定方法であって、該光干渉性マルチフィラメント糸条の色相を、捲取機の傍に設置した測色装置にて捲取りながら測色し、測色値をJISZ8729に規定されるL*a*b*値に変換し、a*値b*値の範囲によって捲取中の繊維の色相ロットを判定することを特徴とする光干渉性マルチフィラメント糸条の色相判定方法。
【請求項2】
2種の重合体がポリエステルとナイロンである請求項1記載の光干渉性マルチフィラメント糸条の色相判定方法。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2008−202191(P2008−202191A)
【公開日】平成20年9月4日(2008.9.4)
【国際特許分類】
【出願番号】特願2007−42705(P2007−42705)
【出願日】平成19年2月22日(2007.2.22)
【出願人】(302011711)帝人ファイバー株式会社 (1,101)
【Fターム(参考)】
【公開日】平成20年9月4日(2008.9.4)
【国際特許分類】
【出願日】平成19年2月22日(2007.2.22)
【出願人】(302011711)帝人ファイバー株式会社 (1,101)
【Fターム(参考)】
[ Back to top ]