
光照射装置及び光照射方法
【課題】装置の大型化を抑制し、被照射面に凹部や凸部があったとしても、当該凹部や凸部に対応する被照射面に光を十分に照射することができるようにすること。
【解決手段】光照射装置10は、接着シートASの接着剤層により形成される被照射面S1に光を照射する装置である。被照射面S1は、第1照射面SAと、この第1照射面SAに設けられた凸部からなる第2照射面SBとを有する。光照射装置10は、接着シートASを支持する支持手段11と、被照射面S1に対向して所定波長の光を照射可能な発光ダイオード27を有する発光手段12と、接着シートASと発光手段12とを相対移動させる移動手段13とを備えている。発光手段12は、発光ダイオード27の中心CTと被照射面S1上の焦点FCとを通る光軸AXを第1照射面SAに対して斜め方向に設定可能に設けられ、第2照射面SBでの光照射量の増大を図ることができる。
【解決手段】光照射装置10は、接着シートASの接着剤層により形成される被照射面S1に光を照射する装置である。被照射面S1は、第1照射面SAと、この第1照射面SAに設けられた凸部からなる第2照射面SBとを有する。光照射装置10は、接着シートASを支持する支持手段11と、被照射面S1に対向して所定波長の光を照射可能な発光ダイオード27を有する発光手段12と、接着シートASと発光手段12とを相対移動させる移動手段13とを備えている。発光手段12は、発光ダイオード27の中心CTと被照射面S1上の焦点FCとを通る光軸AXを第1照射面SAに対して斜め方向に設定可能に設けられ、第2照射面SBでの光照射量の増大を図ることができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、光照射装置及び光照射方法に係り、特に、光反応型の被照射体に光を照射して所定の光反応を起こさせることのできる光照射装置及び光照射方法に関する。
【背景技術】
【0002】
半導体ウエハ(以下、単に、「ウエハ」と称する場合がある)の処理装置においては、ウエハの回路面に保護用の接着シートを貼付して裏面研削を行ったり、ダイシングテープを貼付して複数のチップに個片化したりする処理が行われる。このような処理に使用される接着シートは、接着剤に紫外線硬化型(光反応型)のものが採用されており、上記のような処理の後、紫外線照射装置(光照射装置)により紫外線(光)が照射され、接着剤が硬化される(光反応が起こされる)ことで、接着力が弱められてウエハから容易に剥離されるようになっている。
【0003】
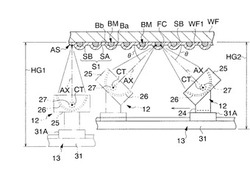
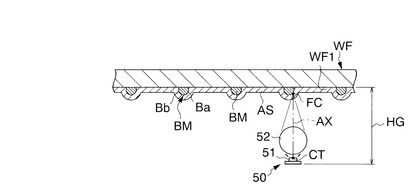
前記紫外線照射装置としては、例えば、特許文献1に開示されている。同文献における紫外線照射装置50は、図5に示されるように、紫外線発光ダイオード51と、当該発光ダイオード51から発せられる紫外線を集光するレンズ52とを備えて構成されている。ここで、同図に示されるように、被照射体が接着シートASとされ、この接着シートASがウエハWFの回路面WF1(同図中下面)に貼付されている場合、発光ダイオード51の中心CTと、集光した紫外線の焦点FCとを通る光軸AX(同図中一点鎖線で示す)は、回路面WF1に直交するように設定される。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2007−329300号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
図5の紫外線照射装置50にあっては、光軸AXが回路面WF1に直交するように設定されているため、集光するレンズ52の焦点距離を確保するために、ウエハWFの回路面WF1に直交する方向におけるウエハWFから発光ダイオード51までの距離HGが大きくなり、紫外線照射装置50の上下幅が増してしまい、延いては装置が大型化する、という不都合がある。
【0006】
また、図5の紫外線照射装置50にあっては、ウエハWFが回路面WF1から突出するバンプBMを有する場合、バンプBMの立ち上がり面Ba、Bbに対応する接着シートASの貼付領域で、当該接着シートASの接着剤層が光軸方向(同図中上下方向)に厚くなる。このため、接着シートASの立ち上がり面Ba、Bbに対応する接着剤層への紫外線照射量が他の領域に比べて不足し、当該立ち上がり面Ba、Bbに接着した接着剤層が硬化不良になる。このように、接着剤層の一部が硬化不良となると、その後の接着シートASの剥離工程において、ウエハWFを破損させてしまったり、バンプBMを剥ぎ取ったりする等の剥離不良をもたらす、という不都合がある。
【0007】
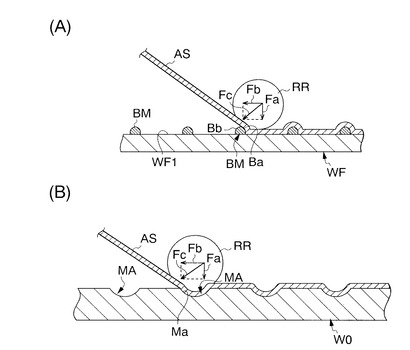
ここで、図6(A)に示されるように、ローラからなる押圧手段RRを接着シートAS上で転動しながらウエハWFに接着シートASを押圧して貼付すると、バンプBMの立ち上がり面Baでは、押圧手段RRによる回路面WF1に直交する方向に押圧する力Faだけでなく、押圧手段RRが進行する方向(図中左方向)の力Fbも加わる。つまり、接着シートASを貼付するときに、力Fa及び力Fbの合力FcがバンプBMの立ち上がり面Baに付加され、立ち上がり面Baは他の領域に比べて接着シートASの接着力が強くなる傾向がある。このため、接着シートASの剥離によってウエハWFに付与される力が立ち上がり面Baで部分的に大きくなり、これによっても、ウエハWFが破損するような剥離不良の原因となる。
なお、図6(B)に示されるように、凹部MAを有する被着体W0であっても、押圧手段RRの転動により接着シートASを押圧貼付すると、凹部MAの立ち上がり面Maで、前述した力Fa及び力Fbによる合力Fcと同様の力が作用して接着シートASの剥離不良を生じる。
【0008】
[発明の目的]
本発明の目的は、装置の大型化を抑制し、被照射面に凹部や凸部があったとしても、当該凹部や凸部に対応する被照射面に光を十分に照射することができる光照射装置及び光照射方法を提供することにある。
【課題を解決するための手段】
【0009】
前記目的を達成するため、本発明は、被照射体における被照射面に光を照射する光照射装置であって、
前記被照射面は、平滑な面からなる第1照射面を含み、
前記被照射体を支持する支持手段と、前記被照射面に対向して所定波長の光を照射可能な発光源を有する発光手段と、前記被照射体と発光手段とを相対移動させる移動手段とを備え、
前記発光手段は、前記発光源の中心と当該発光源の焦点とを通る光軸を前記第1照射面に対して斜め方向に設定可能に設けられる、という構成を採っている。
【0010】
本発明において、前記被照射面は、前記第1照射面に設けられた少なくとも1の凹部又は凸部からなる第2照射面を含むとよい。
【0011】
また、前記光軸の角度を変更可能な変更手段を備える、という構成を採ることが好ましい。
【0012】
また、前記被照射体は、押圧手段により被着体に貼付された接着シートとされ、
前記押圧手段は、被着体の被着面に直交する方向に押圧力を付与しながら、被着面の面方向に移動して貼付を進行可能に設けられ、
前記発光手段は、前記押圧手段による押圧力と前記移動方向の力との合力の作用方向に前記光軸の向きを設定可能に設けられる、という構成も好ましくは採用される。
【0013】
更に、本発明の光照射方法は、被照射体における被照射面に光を照射する光照射方法であって、
前記被照射面は、第1照射面と、この第1照射面に設けられた少なくとも1の凹部又は凸部からなる第2照射面とを含み、
前記被照射体を支持する工程と、
発光源の中心と前記被照射面上の焦点とを通る光軸を前記第1照射面に対して斜め方向に設定しながら、前記被照射体と発光源とを相対移動し、当該発光源に対向する被照射面に所定波長の光を照射する工程とを備える、という方法を採っている。
【発明の効果】
【0014】
本発明によれば、平面からなる被照射面に対して光軸を斜め方向に設定することができるので、被照射面に対して光軸が直交するように設定された光照射装置に比べて、被照射面から発光源までの距離を小さくして装置の大型化を抑制することができる。
【0015】
また、凹部や凸部からなる第2照射面への光軸の向きを直交方向或いは当該方向に近付けることが可能となるので、第2照射面での光照射量が不足することを防止することができ、例えば、被照射体が光反応型の接着シートである場合、第2照射面における接着剤層をより良く硬化させることができる。更に、接着シートの接着力が第1照射面に比べて第2照射面の方が強い場合でも、第2照射面での接着力を十分に弱めることができ、接着シートの剥離工程において、被着体を損傷させる不都合を防止することが可能となる。
【0016】
また、変更手段を有する場合、第2照射面の形状に応じて光軸の角度を簡単且つ短時間で変更でき、これによっても、第2照射面での光照射量が不足することを防止することができる。
更に、押圧手段での合力の作用方向から光を照射可能とした場合、接着シートの第2照射面における接着力をより一層効率良く弱めることが可能となる。
【図面の簡単な説明】
【0017】
【図1】実施形態に係る光照射装置の概略正面図。
【図2】前記光照射装置の概略平面図。
【図3】被照射面に光を照射する要領を示す説明図。
【図4】変形例に係る光照射装置の図3と同様の説明図。
【図5】従来例に係る光照射装置の光を照射する要領を示す説明図。
【図6】(A)及び(B)は、押圧手段による接着シートの貼付要領を示す説明図。
【発明を実施するための形態】
【0018】
以下、本発明の実施の形態について図面を参照しながら説明する。
なお、本明細書及び特許請求の範囲において、「光」は、紫外線を含む不可視光線の他、可視光線も含む概念として用いる。
また、本明細書において、特に明示しない限り、「上」、「下」、「左」、「右」は、図1を基準として用いる。
【0019】
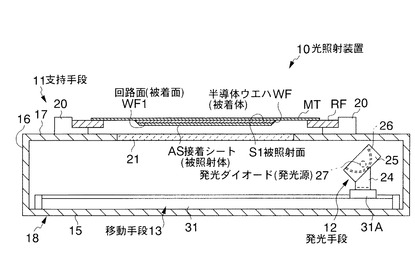
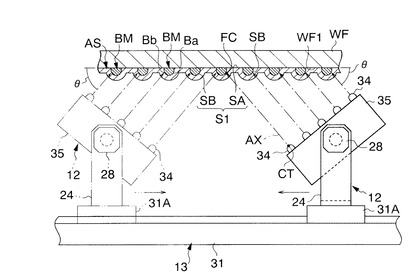
図1〜図3において、光照射装置10は、紫外線硬化型の接着シートAS(被照射体)が貼付された被着体としてのウエハWFを支持可能な支持手段11と、この支持手段11の内部に組み込まれた発光手段12と、この発光手段12を左右方向に相対移動させる移動手段13とを備えて構成されている。
【0020】
前記接着シートASは、基材シートと、この基材シートの一方の面に設けられてウエハWFに接着する紫外線硬化型の接着剤層とからなり、当該接着剤層が被照射面S1となる。接着剤層は、厳密には厚みを有するため面ではないが、その厚みは極薄なため、面として表現する。接着シートASは、ウエハWFの回路面WF1に貼付され、当該回路面WF1には、突起状をなす凸部としての複数のバンプBM(図3参照)が形成されている。従って、被照射面S1は、回路面WF1に貼付された平滑な面である第1照射面SAと、バンプBMに貼付された第2照射面SBとで構成される。ウエハWFは、リングフレームRFの開口内部に配置され、回路面WF1の反対面(上面)側からマウント用テープMTを介して当該リングフレームRFと一体化されている。
【0021】
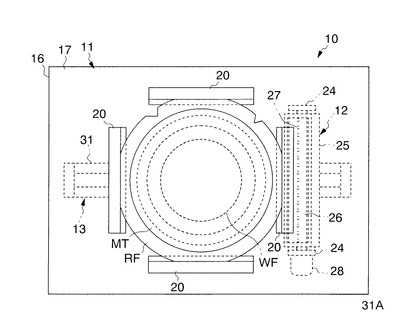
前記支持手段11は、底壁15、周壁16及び頂壁17からなるケース体18と、頂壁17の上面に設置されるとともに、リングフレームRFが載置される4体の載置部20と、頂壁17の開口内に設けられたガラス板21とを備えている。支持手段11は、リングフレームRFを各載置部20に載せたときに、当該リングフレームRFを面方向に位置決めし、リングフレームRF、マウント用テープMT及びウエハWFを介して接着シートASを支持するようになる。頂壁17の開口は、平面視したときに、内部にウエハWFが収まる形状に設けられている。
【0022】
前記発光手段12は、移動手段13に取り付けられたブラケット24と、このブラケット24に回動可能に支持された光源ボックス25と、この光源ボックス25内に取り付けられた複数の発光源としての発光ダイオード27と、発光ダイオード27の光を集光させる集光板26と、ブラケット24に取り付けられ、光源ボックス25を回動可能に設けられた変更手段となる駆動機器としての回動モータ28とを備えている。
【0023】
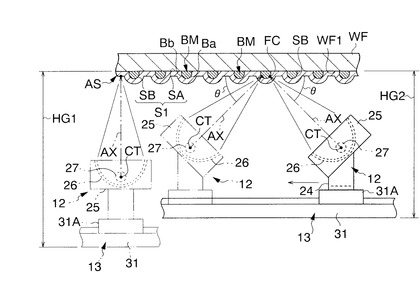
前記発光ダイオード27は、光源ボックス25内に図2中上下方向に所定間隔毎に並設されている。なお、発光ダイオード27を光源ボックス25内で図2中左右方向にも複数設けてもよい。各発光ダイオード27は、所定波長の光、本実施形態では、紫外線を照射可能に設けられ、図3に示されるように、集光板26によって焦点FCが被照射面S1上に位置するように設けられている。ここで、発光ダイオード27の中心CTと焦点FCとを通る直線を光軸AXとする。この光軸AXの長さは、集光板26の形状によって一定の長さとなる。回動モータ28は、光軸AXの第1照射面SAに対する傾斜角度を変更可能に設けられている。
【0024】
前記移動手段13は、底壁15上に設置された駆動機器としての直動モータ31からなり、そのスライダ31A上にブラケット24が取り付けられている。移動手段13は、平面視で、発光手段12をウエハWFの径方向に往復移動可能に設けられ、発光ダイオード27が発した紫外線がガラス板21を通じて被照射面S1に照射可能に設けられている。
【0025】
次に、光照射装置10によって接着シートASに紫外線を照射する方法について説明する。
【0026】
先ず、図示しない搬送装置により、接着シートASが下側となるように、リングフレームRFを各載置部20上に載置させる。これにより、接着シートASがリングフレームRF等を介して支持手段11に支持される。このとき、発光手段12は、図1に示されるように、接着シートASの右端より右側に位置するよう直動モータ31を介して待機状態とされている。なお、発行手段12は、予め回動モータ28の作動により、光源ボックス25を回動させて発光ダイオード27の光軸AXの傾斜角度θが決定されている。この光軸AXの傾斜角度θは、図3に示されるように、第1照射面SAに対する傾斜角度であり、バンプBMの右側の立ち上がり面Baに接着した第2照射面SBに対して光軸AXが直交する方向或いはこれに近い角度に設定されている。
【0027】
ここで、回動モータ28は、図示しない制御手段によって制御され、図示しない操作パネル等の入力手段を介してオペレータが予め入力した傾斜角度θとなるように、回動モータ28を回動させたり、被照射面S1までの距離を図示しないセンサ等の検出手段で検出し、その検出結果を基に回動モータ28を回動させたりすることができる。この傾斜角度θは、例えば、図6(A)に示されるように、押圧手段Rにより接着シートASがウエハWFに貼付される場合、前述した合力Fcの作用方向に光軸AXの向きを設定することもできる。ここで、この光軸AXの長さは一定の長であるため、当該光軸AXを傾斜させると、図3に示されるように、ウエハWFから直動モータ31までの距離HG2が、被照射面S1に直交する方向に紫外線を照射する(同図左側の二点鎖線で示す)場合の距離HG1に比べて短くなる。これにより、ケース体18における周壁16の上下方向の幅を小さくすることができ、延いては、光照射装置10の大型化を抑制することができる。
【0028】
次いで、各発光ダイオード27を発光させた状態で、直動モータ31の作動によって、発光手段12を左方向に移動させて接着シートASの下方を通過させる。これにより、被照射面S1に紫外線が照射され、特に、立ち上がり面Baに接着した第2照射面SBでの紫外線照射量が他の領域に比べて不足することを防止することができる。そして、直動モータ31によって発光手段12が接着シートASの左端より左側まで移動した後、回動モータ28の作動により光源ボックス25を回動させる。この回動により、発光ダイオード27の光軸AXの向きが、図3の右側の二点鎖線で示されるように、左側の立ち上がり面Bbに接着した第2照射面SBに対して直交する方向或いはこれに近い角度に変更される。これにより、立ち上がり面Bbに接着した第2照射面SBでの紫外線照射量は不足することを防止することもでき、第2照射面SBにおける各立ち上がり面Ba、Bbの接着領域において、接着剤の硬化反応を十分に行うことが可能となる。紫外線照射後、図示しない搬送手段を介してリングフレームRFが搬送され、剥離工程において、ウエハWFから接着シートASが剥離される。そして、以降上記同様の動作が繰り返される。
【0029】
従って、このような実施形態によれば、ケース体18における周壁16の上下方向の幅を小さくすることを通じて光照射装置10の大型化を抑制することができる上、第2照射面SBでの接着剤の接着力を十分に弱めることができ、接着シートASをウエハWFから剥離するときに、バンプBMが剥ぎ取られるような剥離不良が発生することを抑制可能となる。特に、押圧手段RRで接着シートASを押圧貼付した場合、相対的に接着力が強くなる第2照射面SBでの紫外線照射量不足をも解消することができ、接着シートASの剥離不良をより良く防止することが可能となる。
【0030】
以上のように、本発明を実施するための最良の構成、方法等は、前記記載で開示されているが、本発明は、これに限定されるものではない。
すなわち、本発明は、主に特定の実施形態に関して特に図示、説明されているが、本発明の技術的思想及び目的の範囲から逸脱することなく、以上説明した実施形態に対し、形状、位置若しくは配置等に関し、必要に応じて当業者が様々な変更を加えることができるものである。
従って、上記に開示した形状などを限定した記載は、本発明の理解を容易にするために例示的に記載したものであり、本発明を限定するものではないから、それらの形状などの限定の一部若しくは全部の限定を外した部材の名称での記載は、本発明に含まれるものである。
【0031】
例えば、発光手段12は、種々の設計変更が可能であり、図4に示される構成に代替することができる。同図において、発光手段12は、移動手段13に取り付けられたブラケット24と、このブラケット24に回動可能に支持された基板35と、この基板35上であって、同図紙面平行方向と紙面直行方向とに所定間隔毎に並設された発光源としての発光ダイオード34と、ブラケット24に取り付けられ、基板35を回動可能に設けられた変更手段となる駆動機器としての回動モータ28とを備えている。
【0032】
また、前記移動手段13は、前記実施形態と同様に照射を行える限りにおいて、発光手段12を移動することなく被照射体となる接着シートAS等を駆動機器により移動したり、発光手段12と接着シートAS等とを両方移動可能としたりして、それらを相対移動可能としてもよい。
【0033】
更に、前記実施形態では、接着シートASの径方向に発光手段12を往復動作させたが、光照射量が十分であれば、往復動作の何れか一方向だけの動作としてもよい。
【0034】
また、移動手段13による発光手段12の移動中に、回動モータ28の作動によって傾斜角度θを変更するように構成してもよい。
【0035】
更に、押圧手段RRの他の構成として、接着シートASの面方向に進行しながら当該接着シートASを押圧するプレート部材等が例示できる。
【0036】
また、発光源は、高圧水銀ランプ、低圧水銀ランプ、ハロゲンランプ、メタルハライドランプ、蛍光灯等の他の発光源であってもよく、照射する光は、紫外線以外に、可視光線や赤外線等の他の光を採用することができる。
【0037】
更に、被着体はウエハWFに限定されることなく、ガラス板、鋼板、または、樹脂板等、その他のものも対象とすることができ、半導体ウエハは、シリコン半導体ウエハや化合物半導体ウエハであってもよい。また、ウエハWFは、リングフレームRFと一体化されたもの以外でもよい。
【0038】
また、被照射面S1は、凹部又は凸部のない平滑なものであってもよいし、図6(B)のように複数の凹部MAを有するものであってもよい。被照射体は、接着シートAS以外に、光を照射することで硬化する塗料や印刷物のインキとしたり、光を照射することで軟化する樹脂等としたりしてもよい。
更に、ウエハWFに形成された凸部は、バンプ以外に回路自体の凹凸であってもよい。
【0039】
また、前記実施形態における駆動機器は、回動モータ、直動モータ、リニアモータ、単軸ロボット、多関節ロボット等の電動機器、エアシリンダ、油圧シリンダ、ロッドレスシリンダ及びロータリシリンダ等のアクチュエータ等を採用することができる上、それらを直接的又は間接的に組み合せたものを採用することもできる(実施形態で例示したものと重複するものもある)。
【符号の説明】
【0040】
10 光照射装置
11 支持手段
12 発光手段
13 移動手段
27 発光ダイオード(発光源)
28 回動モータ(変更手段)
AS 接着シート(被照射体)
AX 光軸
CT 中心
FC 焦点
RR 押圧手段
S1 被照射面
SA 第1照射面
SB 第2照射面
WF 半導体ウエハ(被着体)
WF1 回路面(被着面)
【技術分野】
【0001】
本発明は、光照射装置及び光照射方法に係り、特に、光反応型の被照射体に光を照射して所定の光反応を起こさせることのできる光照射装置及び光照射方法に関する。
【背景技術】
【0002】
半導体ウエハ(以下、単に、「ウエハ」と称する場合がある)の処理装置においては、ウエハの回路面に保護用の接着シートを貼付して裏面研削を行ったり、ダイシングテープを貼付して複数のチップに個片化したりする処理が行われる。このような処理に使用される接着シートは、接着剤に紫外線硬化型(光反応型)のものが採用されており、上記のような処理の後、紫外線照射装置(光照射装置)により紫外線(光)が照射され、接着剤が硬化される(光反応が起こされる)ことで、接着力が弱められてウエハから容易に剥離されるようになっている。
【0003】
前記紫外線照射装置としては、例えば、特許文献1に開示されている。同文献における紫外線照射装置50は、図5に示されるように、紫外線発光ダイオード51と、当該発光ダイオード51から発せられる紫外線を集光するレンズ52とを備えて構成されている。ここで、同図に示されるように、被照射体が接着シートASとされ、この接着シートASがウエハWFの回路面WF1(同図中下面)に貼付されている場合、発光ダイオード51の中心CTと、集光した紫外線の焦点FCとを通る光軸AX(同図中一点鎖線で示す)は、回路面WF1に直交するように設定される。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2007−329300号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
図5の紫外線照射装置50にあっては、光軸AXが回路面WF1に直交するように設定されているため、集光するレンズ52の焦点距離を確保するために、ウエハWFの回路面WF1に直交する方向におけるウエハWFから発光ダイオード51までの距離HGが大きくなり、紫外線照射装置50の上下幅が増してしまい、延いては装置が大型化する、という不都合がある。
【0006】
また、図5の紫外線照射装置50にあっては、ウエハWFが回路面WF1から突出するバンプBMを有する場合、バンプBMの立ち上がり面Ba、Bbに対応する接着シートASの貼付領域で、当該接着シートASの接着剤層が光軸方向(同図中上下方向)に厚くなる。このため、接着シートASの立ち上がり面Ba、Bbに対応する接着剤層への紫外線照射量が他の領域に比べて不足し、当該立ち上がり面Ba、Bbに接着した接着剤層が硬化不良になる。このように、接着剤層の一部が硬化不良となると、その後の接着シートASの剥離工程において、ウエハWFを破損させてしまったり、バンプBMを剥ぎ取ったりする等の剥離不良をもたらす、という不都合がある。
【0007】
ここで、図6(A)に示されるように、ローラからなる押圧手段RRを接着シートAS上で転動しながらウエハWFに接着シートASを押圧して貼付すると、バンプBMの立ち上がり面Baでは、押圧手段RRによる回路面WF1に直交する方向に押圧する力Faだけでなく、押圧手段RRが進行する方向(図中左方向)の力Fbも加わる。つまり、接着シートASを貼付するときに、力Fa及び力Fbの合力FcがバンプBMの立ち上がり面Baに付加され、立ち上がり面Baは他の領域に比べて接着シートASの接着力が強くなる傾向がある。このため、接着シートASの剥離によってウエハWFに付与される力が立ち上がり面Baで部分的に大きくなり、これによっても、ウエハWFが破損するような剥離不良の原因となる。
なお、図6(B)に示されるように、凹部MAを有する被着体W0であっても、押圧手段RRの転動により接着シートASを押圧貼付すると、凹部MAの立ち上がり面Maで、前述した力Fa及び力Fbによる合力Fcと同様の力が作用して接着シートASの剥離不良を生じる。
【0008】
[発明の目的]
本発明の目的は、装置の大型化を抑制し、被照射面に凹部や凸部があったとしても、当該凹部や凸部に対応する被照射面に光を十分に照射することができる光照射装置及び光照射方法を提供することにある。
【課題を解決するための手段】
【0009】
前記目的を達成するため、本発明は、被照射体における被照射面に光を照射する光照射装置であって、
前記被照射面は、平滑な面からなる第1照射面を含み、
前記被照射体を支持する支持手段と、前記被照射面に対向して所定波長の光を照射可能な発光源を有する発光手段と、前記被照射体と発光手段とを相対移動させる移動手段とを備え、
前記発光手段は、前記発光源の中心と当該発光源の焦点とを通る光軸を前記第1照射面に対して斜め方向に設定可能に設けられる、という構成を採っている。
【0010】
本発明において、前記被照射面は、前記第1照射面に設けられた少なくとも1の凹部又は凸部からなる第2照射面を含むとよい。
【0011】
また、前記光軸の角度を変更可能な変更手段を備える、という構成を採ることが好ましい。
【0012】
また、前記被照射体は、押圧手段により被着体に貼付された接着シートとされ、
前記押圧手段は、被着体の被着面に直交する方向に押圧力を付与しながら、被着面の面方向に移動して貼付を進行可能に設けられ、
前記発光手段は、前記押圧手段による押圧力と前記移動方向の力との合力の作用方向に前記光軸の向きを設定可能に設けられる、という構成も好ましくは採用される。
【0013】
更に、本発明の光照射方法は、被照射体における被照射面に光を照射する光照射方法であって、
前記被照射面は、第1照射面と、この第1照射面に設けられた少なくとも1の凹部又は凸部からなる第2照射面とを含み、
前記被照射体を支持する工程と、
発光源の中心と前記被照射面上の焦点とを通る光軸を前記第1照射面に対して斜め方向に設定しながら、前記被照射体と発光源とを相対移動し、当該発光源に対向する被照射面に所定波長の光を照射する工程とを備える、という方法を採っている。
【発明の効果】
【0014】
本発明によれば、平面からなる被照射面に対して光軸を斜め方向に設定することができるので、被照射面に対して光軸が直交するように設定された光照射装置に比べて、被照射面から発光源までの距離を小さくして装置の大型化を抑制することができる。
【0015】
また、凹部や凸部からなる第2照射面への光軸の向きを直交方向或いは当該方向に近付けることが可能となるので、第2照射面での光照射量が不足することを防止することができ、例えば、被照射体が光反応型の接着シートである場合、第2照射面における接着剤層をより良く硬化させることができる。更に、接着シートの接着力が第1照射面に比べて第2照射面の方が強い場合でも、第2照射面での接着力を十分に弱めることができ、接着シートの剥離工程において、被着体を損傷させる不都合を防止することが可能となる。
【0016】
また、変更手段を有する場合、第2照射面の形状に応じて光軸の角度を簡単且つ短時間で変更でき、これによっても、第2照射面での光照射量が不足することを防止することができる。
更に、押圧手段での合力の作用方向から光を照射可能とした場合、接着シートの第2照射面における接着力をより一層効率良く弱めることが可能となる。
【図面の簡単な説明】
【0017】
【図1】実施形態に係る光照射装置の概略正面図。
【図2】前記光照射装置の概略平面図。
【図3】被照射面に光を照射する要領を示す説明図。
【図4】変形例に係る光照射装置の図3と同様の説明図。
【図5】従来例に係る光照射装置の光を照射する要領を示す説明図。
【図6】(A)及び(B)は、押圧手段による接着シートの貼付要領を示す説明図。
【発明を実施するための形態】
【0018】
以下、本発明の実施の形態について図面を参照しながら説明する。
なお、本明細書及び特許請求の範囲において、「光」は、紫外線を含む不可視光線の他、可視光線も含む概念として用いる。
また、本明細書において、特に明示しない限り、「上」、「下」、「左」、「右」は、図1を基準として用いる。
【0019】
図1〜図3において、光照射装置10は、紫外線硬化型の接着シートAS(被照射体)が貼付された被着体としてのウエハWFを支持可能な支持手段11と、この支持手段11の内部に組み込まれた発光手段12と、この発光手段12を左右方向に相対移動させる移動手段13とを備えて構成されている。
【0020】
前記接着シートASは、基材シートと、この基材シートの一方の面に設けられてウエハWFに接着する紫外線硬化型の接着剤層とからなり、当該接着剤層が被照射面S1となる。接着剤層は、厳密には厚みを有するため面ではないが、その厚みは極薄なため、面として表現する。接着シートASは、ウエハWFの回路面WF1に貼付され、当該回路面WF1には、突起状をなす凸部としての複数のバンプBM(図3参照)が形成されている。従って、被照射面S1は、回路面WF1に貼付された平滑な面である第1照射面SAと、バンプBMに貼付された第2照射面SBとで構成される。ウエハWFは、リングフレームRFの開口内部に配置され、回路面WF1の反対面(上面)側からマウント用テープMTを介して当該リングフレームRFと一体化されている。
【0021】
前記支持手段11は、底壁15、周壁16及び頂壁17からなるケース体18と、頂壁17の上面に設置されるとともに、リングフレームRFが載置される4体の載置部20と、頂壁17の開口内に設けられたガラス板21とを備えている。支持手段11は、リングフレームRFを各載置部20に載せたときに、当該リングフレームRFを面方向に位置決めし、リングフレームRF、マウント用テープMT及びウエハWFを介して接着シートASを支持するようになる。頂壁17の開口は、平面視したときに、内部にウエハWFが収まる形状に設けられている。
【0022】
前記発光手段12は、移動手段13に取り付けられたブラケット24と、このブラケット24に回動可能に支持された光源ボックス25と、この光源ボックス25内に取り付けられた複数の発光源としての発光ダイオード27と、発光ダイオード27の光を集光させる集光板26と、ブラケット24に取り付けられ、光源ボックス25を回動可能に設けられた変更手段となる駆動機器としての回動モータ28とを備えている。
【0023】
前記発光ダイオード27は、光源ボックス25内に図2中上下方向に所定間隔毎に並設されている。なお、発光ダイオード27を光源ボックス25内で図2中左右方向にも複数設けてもよい。各発光ダイオード27は、所定波長の光、本実施形態では、紫外線を照射可能に設けられ、図3に示されるように、集光板26によって焦点FCが被照射面S1上に位置するように設けられている。ここで、発光ダイオード27の中心CTと焦点FCとを通る直線を光軸AXとする。この光軸AXの長さは、集光板26の形状によって一定の長さとなる。回動モータ28は、光軸AXの第1照射面SAに対する傾斜角度を変更可能に設けられている。
【0024】
前記移動手段13は、底壁15上に設置された駆動機器としての直動モータ31からなり、そのスライダ31A上にブラケット24が取り付けられている。移動手段13は、平面視で、発光手段12をウエハWFの径方向に往復移動可能に設けられ、発光ダイオード27が発した紫外線がガラス板21を通じて被照射面S1に照射可能に設けられている。
【0025】
次に、光照射装置10によって接着シートASに紫外線を照射する方法について説明する。
【0026】
先ず、図示しない搬送装置により、接着シートASが下側となるように、リングフレームRFを各載置部20上に載置させる。これにより、接着シートASがリングフレームRF等を介して支持手段11に支持される。このとき、発光手段12は、図1に示されるように、接着シートASの右端より右側に位置するよう直動モータ31を介して待機状態とされている。なお、発行手段12は、予め回動モータ28の作動により、光源ボックス25を回動させて発光ダイオード27の光軸AXの傾斜角度θが決定されている。この光軸AXの傾斜角度θは、図3に示されるように、第1照射面SAに対する傾斜角度であり、バンプBMの右側の立ち上がり面Baに接着した第2照射面SBに対して光軸AXが直交する方向或いはこれに近い角度に設定されている。
【0027】
ここで、回動モータ28は、図示しない制御手段によって制御され、図示しない操作パネル等の入力手段を介してオペレータが予め入力した傾斜角度θとなるように、回動モータ28を回動させたり、被照射面S1までの距離を図示しないセンサ等の検出手段で検出し、その検出結果を基に回動モータ28を回動させたりすることができる。この傾斜角度θは、例えば、図6(A)に示されるように、押圧手段Rにより接着シートASがウエハWFに貼付される場合、前述した合力Fcの作用方向に光軸AXの向きを設定することもできる。ここで、この光軸AXの長さは一定の長であるため、当該光軸AXを傾斜させると、図3に示されるように、ウエハWFから直動モータ31までの距離HG2が、被照射面S1に直交する方向に紫外線を照射する(同図左側の二点鎖線で示す)場合の距離HG1に比べて短くなる。これにより、ケース体18における周壁16の上下方向の幅を小さくすることができ、延いては、光照射装置10の大型化を抑制することができる。
【0028】
次いで、各発光ダイオード27を発光させた状態で、直動モータ31の作動によって、発光手段12を左方向に移動させて接着シートASの下方を通過させる。これにより、被照射面S1に紫外線が照射され、特に、立ち上がり面Baに接着した第2照射面SBでの紫外線照射量が他の領域に比べて不足することを防止することができる。そして、直動モータ31によって発光手段12が接着シートASの左端より左側まで移動した後、回動モータ28の作動により光源ボックス25を回動させる。この回動により、発光ダイオード27の光軸AXの向きが、図3の右側の二点鎖線で示されるように、左側の立ち上がり面Bbに接着した第2照射面SBに対して直交する方向或いはこれに近い角度に変更される。これにより、立ち上がり面Bbに接着した第2照射面SBでの紫外線照射量は不足することを防止することもでき、第2照射面SBにおける各立ち上がり面Ba、Bbの接着領域において、接着剤の硬化反応を十分に行うことが可能となる。紫外線照射後、図示しない搬送手段を介してリングフレームRFが搬送され、剥離工程において、ウエハWFから接着シートASが剥離される。そして、以降上記同様の動作が繰り返される。
【0029】
従って、このような実施形態によれば、ケース体18における周壁16の上下方向の幅を小さくすることを通じて光照射装置10の大型化を抑制することができる上、第2照射面SBでの接着剤の接着力を十分に弱めることができ、接着シートASをウエハWFから剥離するときに、バンプBMが剥ぎ取られるような剥離不良が発生することを抑制可能となる。特に、押圧手段RRで接着シートASを押圧貼付した場合、相対的に接着力が強くなる第2照射面SBでの紫外線照射量不足をも解消することができ、接着シートASの剥離不良をより良く防止することが可能となる。
【0030】
以上のように、本発明を実施するための最良の構成、方法等は、前記記載で開示されているが、本発明は、これに限定されるものではない。
すなわち、本発明は、主に特定の実施形態に関して特に図示、説明されているが、本発明の技術的思想及び目的の範囲から逸脱することなく、以上説明した実施形態に対し、形状、位置若しくは配置等に関し、必要に応じて当業者が様々な変更を加えることができるものである。
従って、上記に開示した形状などを限定した記載は、本発明の理解を容易にするために例示的に記載したものであり、本発明を限定するものではないから、それらの形状などの限定の一部若しくは全部の限定を外した部材の名称での記載は、本発明に含まれるものである。
【0031】
例えば、発光手段12は、種々の設計変更が可能であり、図4に示される構成に代替することができる。同図において、発光手段12は、移動手段13に取り付けられたブラケット24と、このブラケット24に回動可能に支持された基板35と、この基板35上であって、同図紙面平行方向と紙面直行方向とに所定間隔毎に並設された発光源としての発光ダイオード34と、ブラケット24に取り付けられ、基板35を回動可能に設けられた変更手段となる駆動機器としての回動モータ28とを備えている。
【0032】
また、前記移動手段13は、前記実施形態と同様に照射を行える限りにおいて、発光手段12を移動することなく被照射体となる接着シートAS等を駆動機器により移動したり、発光手段12と接着シートAS等とを両方移動可能としたりして、それらを相対移動可能としてもよい。
【0033】
更に、前記実施形態では、接着シートASの径方向に発光手段12を往復動作させたが、光照射量が十分であれば、往復動作の何れか一方向だけの動作としてもよい。
【0034】
また、移動手段13による発光手段12の移動中に、回動モータ28の作動によって傾斜角度θを変更するように構成してもよい。
【0035】
更に、押圧手段RRの他の構成として、接着シートASの面方向に進行しながら当該接着シートASを押圧するプレート部材等が例示できる。
【0036】
また、発光源は、高圧水銀ランプ、低圧水銀ランプ、ハロゲンランプ、メタルハライドランプ、蛍光灯等の他の発光源であってもよく、照射する光は、紫外線以外に、可視光線や赤外線等の他の光を採用することができる。
【0037】
更に、被着体はウエハWFに限定されることなく、ガラス板、鋼板、または、樹脂板等、その他のものも対象とすることができ、半導体ウエハは、シリコン半導体ウエハや化合物半導体ウエハであってもよい。また、ウエハWFは、リングフレームRFと一体化されたもの以外でもよい。
【0038】
また、被照射面S1は、凹部又は凸部のない平滑なものであってもよいし、図6(B)のように複数の凹部MAを有するものであってもよい。被照射体は、接着シートAS以外に、光を照射することで硬化する塗料や印刷物のインキとしたり、光を照射することで軟化する樹脂等としたりしてもよい。
更に、ウエハWFに形成された凸部は、バンプ以外に回路自体の凹凸であってもよい。
【0039】
また、前記実施形態における駆動機器は、回動モータ、直動モータ、リニアモータ、単軸ロボット、多関節ロボット等の電動機器、エアシリンダ、油圧シリンダ、ロッドレスシリンダ及びロータリシリンダ等のアクチュエータ等を採用することができる上、それらを直接的又は間接的に組み合せたものを採用することもできる(実施形態で例示したものと重複するものもある)。
【符号の説明】
【0040】
10 光照射装置
11 支持手段
12 発光手段
13 移動手段
27 発光ダイオード(発光源)
28 回動モータ(変更手段)
AS 接着シート(被照射体)
AX 光軸
CT 中心
FC 焦点
RR 押圧手段
S1 被照射面
SA 第1照射面
SB 第2照射面
WF 半導体ウエハ(被着体)
WF1 回路面(被着面)
【特許請求の範囲】
【請求項1】
被照射体における被照射面に光を照射する光照射装置であって、
前記被照射面は、平滑な面からなる第1照射面を含み、
前記被照射体を支持する支持手段と、前記被照射面に対向して所定波長の光を照射可能な発光源を有する発光手段と、前記被照射体と発光手段とを相対移動させる移動手段とを備え、
前記発光手段は、前記発光源の中心と当該発光源の焦点とを通る光軸を前記第1照射面に対して斜め方向に設定可能に設けられていることを特徴とする光照射装置。
【請求項2】
前記被照射面は、前記第1照射面に設けられた少なくとも1の凹部又は凸部からなる第2照射面を含むことを特徴とする請求項1記載の光照射装置。
【請求項3】
前記光軸の角度を変更可能な変更手段を備えていることを特徴とする請求項1又は2記載の光照射装置。
【請求項4】
前記被照射体は、押圧手段により被着体に貼付された接着シートとされ、
前記押圧手段は、被着体の被着面に直交する方向に押圧力を付与しながら、被着面の面方向に移動して貼付を進行可能に設けられ、
前記発光手段は、前記押圧手段による押圧力と前記移動方向の力との合力の作用方向に前記光軸の向きを設定可能に設けられていることを特徴とする請求項1、2又は3記載の光照射装置。
【請求項5】
被照射体における被照射面に光を照射する光照射方法であって、
前記被照射面は、平滑な面からなる第1照射面を含み、
前記被照射体を支持する工程と、
発光源の中心と当該発光源の焦点とを通る光軸を前記第1照射面に対して斜め方向に設定しながら、前記被照射体と発光源とを相対移動し、当該発光源に対向する被照射面に所定波長の光を照射する工程とを備えていることを特徴とする光照射方法。
【請求項1】
被照射体における被照射面に光を照射する光照射装置であって、
前記被照射面は、平滑な面からなる第1照射面を含み、
前記被照射体を支持する支持手段と、前記被照射面に対向して所定波長の光を照射可能な発光源を有する発光手段と、前記被照射体と発光手段とを相対移動させる移動手段とを備え、
前記発光手段は、前記発光源の中心と当該発光源の焦点とを通る光軸を前記第1照射面に対して斜め方向に設定可能に設けられていることを特徴とする光照射装置。
【請求項2】
前記被照射面は、前記第1照射面に設けられた少なくとも1の凹部又は凸部からなる第2照射面を含むことを特徴とする請求項1記載の光照射装置。
【請求項3】
前記光軸の角度を変更可能な変更手段を備えていることを特徴とする請求項1又は2記載の光照射装置。
【請求項4】
前記被照射体は、押圧手段により被着体に貼付された接着シートとされ、
前記押圧手段は、被着体の被着面に直交する方向に押圧力を付与しながら、被着面の面方向に移動して貼付を進行可能に設けられ、
前記発光手段は、前記押圧手段による押圧力と前記移動方向の力との合力の作用方向に前記光軸の向きを設定可能に設けられていることを特徴とする請求項1、2又は3記載の光照射装置。
【請求項5】
被照射体における被照射面に光を照射する光照射方法であって、
前記被照射面は、平滑な面からなる第1照射面を含み、
前記被照射体を支持する工程と、
発光源の中心と当該発光源の焦点とを通る光軸を前記第1照射面に対して斜め方向に設定しながら、前記被照射体と発光源とを相対移動し、当該発光源に対向する被照射面に所定波長の光を照射する工程とを備えていることを特徴とする光照射方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2013−22472(P2013−22472A)
【公開日】平成25年2月4日(2013.2.4)
【国際特許分類】
【出願番号】特願2011−156239(P2011−156239)
【出願日】平成23年7月15日(2011.7.15)
【出願人】(000102980)リンテック株式会社 (1,750)
【Fターム(参考)】
【公開日】平成25年2月4日(2013.2.4)
【国際特許分類】
【出願日】平成23年7月15日(2011.7.15)
【出願人】(000102980)リンテック株式会社 (1,750)
【Fターム(参考)】
[ Back to top ]