
光硬化性樹脂組成物およびその硬化体を含むスイッチ部材
【課題】
透明性に優れ、欠陥が少なく、使用中に樹脂フィルムから剥がれにくいスイッチ部材とする。
【解決手段】
本発明は、(A)ウレタン(メタ)アクリレートオリゴマーおよびエポキシ(メタ)アクリレートオリゴマーから成る群から選択される少なくとも1種の(メタ)アクリレートオリゴマー40〜60質量部と、(B)ビニルモノマー10〜30質量部と、(C)ビニルモノマー以外の他種モノマー10〜30質量部と、(D)光重合開始剤2〜8質量部とを含有して成る光硬化性樹脂組成物に関する。
透明性に優れ、欠陥が少なく、使用中に樹脂フィルムから剥がれにくいスイッチ部材とする。
【解決手段】
本発明は、(A)ウレタン(メタ)アクリレートオリゴマーおよびエポキシ(メタ)アクリレートオリゴマーから成る群から選択される少なくとも1種の(メタ)アクリレートオリゴマー40〜60質量部と、(B)ビニルモノマー10〜30質量部と、(C)ビニルモノマー以外の他種モノマー10〜30質量部と、(D)光重合開始剤2〜8質量部とを含有して成る光硬化性樹脂組成物に関する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、光硬化性樹脂組成物およびその硬化体を含むスイッチ部材に関する。
【背景技術】
【0002】
従来から、光硬化性樹脂は、紫外線等の光を照射することにより極めて短い時間で且つ常温にて硬化するため、接着剤、塗料などの分野で広く使用されている。例えば、携帯電話、携帯情報端末などの電子機器に用いられるスイッチ部材において、樹脂キートップとその下面のゴムキーパッドとを接着する接着剤に、アクリレート系の光硬化性樹脂組成物が用いられている例が知られている(特許文献1を参照)。
【0003】
また、最近では、光硬化性樹脂組成物は、接着剤や塗料のみならず、スイッチ部材の構成部材の材料としても注目を浴びてきている。いままで、光硬化性樹脂は、硬化時の収縮性が比較的大きく、かつ他の樹脂に比べて高コストであるため、肉厚の部材を成形するのにあまり適していないと考えられていた。しかし、近年、益々、スイッチ部材の薄型化が求められるに伴い、メタルドームに押圧を伝達する押し子付きの樹脂フィルムのような薄型の構成材に光硬化性樹脂を用いる例も見られるようになってきた(特許文献2を参照)。さらに、上記樹脂フィルムのような電子機器の内部側に配置される構成部材のみならず、操作面に露出するキートップのような構成部材にも光硬化性樹脂を用いる例も知られている(特許文献3を参照)
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2006−104340号公報
【特許文献2】特開2009−093869号公報
【特許文献3】特開2009−009735号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、光硬化性樹脂組成物を硬化させてキートップ等の構成部材を製造する場合、キートップ等に気泡やクラック等の欠陥が入り、あるいは使用するにつれてキートップが裏面の樹脂フィルムから剥がれる場合があり、さらなる品質向上が望まれている。
【0006】
本発明は、かかる問題を解消すべくなされたものであって、欠陥が少なく、使用中に樹脂フィルムから剥がれにくいスイッチ部材の製造に適した光硬化性樹脂組成物および該組成物を硬化して成る硬化体を含むスイッチ部材を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明者は、上記目的を達成するため、鋭意、研究開発を行い、光硬化性樹脂組成物を硬化した硬化体の25℃における貯蔵弾性率が9.0E+06〜6.0E+07Paの範囲内にあり、かつそのショアD硬度が40〜70の範囲内にあるのが好ましいことをつきとめ、そのために必要な光硬化性樹脂組成物を追求した結果、本発明の完成に至った。
【0008】
ここで、「貯蔵弾性率」は、粘弾性体に正弦的振動ひずみを与えたときの応力とひずみの関係を表わす複素弾性率を構成する実数部であり、力学的に検知可能な試料の硬さを表す物性をいう。また、「ショアD硬度」は、JIS K6253に従って測定される試料の硬度をいう。
【0009】
本発明の一実施形態は、(A)ウレタン(メタ)アクリレートオリゴマーおよびエポキシ(メタ)アクリレートオリゴマーから成る群から選択される少なくとも1種の(メタ)アクリレートオリゴマー40〜60質量部と、(B)ビニルモノマー10〜30質量部と、(C)ビニルモノマー以外の他種モノマー10〜30質量部と、(D)光重合開始剤2〜8質量部とを含有して成る光硬化性樹脂組成物である。
【0010】
本発明の他の実施形態は、(A)成分に、少なくともウレタン(メタ)アクリレートオリゴマーを含む光硬化性樹脂組成物である。
【0011】
本発明の他の実施形態は、(B)成分に、カプリン酸ビニルおよびスチレンモノマーの内、少なくとも1つを含む光硬化性樹脂組成物である。
【0012】
本発明の他の実施形態は、(D)成分に、1−ヒドロキシシクロヘキシルフェニルケトンを主に含む光硬化性樹脂組成物である。
【0013】
本発明の他の実施形態は、上述の少なくとも一つの実施形態の光硬化性樹脂組成物を硬化して成る硬化体を含むスイッチ部材である。
【0014】
本発明の他の実施形態は、さらに、その裏側に樹脂フィルムを貼付してなるスイッチ部材である。
【発明の効果】
【0015】
本発明によれば、透明性に優れ、欠陥が少なく、使用中に樹脂フィルムから剥がれにくいスイッチ部材を製造することができる。
【図面の簡単な説明】
【0016】
【図1】図1は、本発明の実施の形態に係るスイッチ部材の斜視図である。
【図2】図2は、図1に示すスイッチ部材のA−A線断面図である。
【図3】図3は、図1に示すスイッチ部材の製造工程の概略を示すフローチャートである。
【図4】図4は、図3に示すフローチャートに続いて、スイッチ部材の製造工程の概略を示すフローチャートである。
【図5】図5は、図4に示す工程を行った場合のスイッチ部材の図2と同様の断面図である。
【発明を実施するための形態】
【0017】
以下に、本発明の光硬化性樹脂組成物および該組成物を硬化して成る硬化体を含むスイッチ部材の実施の形態について説明する。
【0018】
<1.光硬化性樹脂組成物>
(1.1 構成成分)
本発明の実施の形態に係る光硬化性樹脂組成物は、ウレタン(メタ)アクリレートオリゴマーおよびエポキシ(メタ)アクリレートオリゴマーから成る群から選択される少なくとも1種の(メタ)アクリレートオリゴマー(成分Aという)と、ビニルモノマー(成分Bという)と、ビニルモノマー以外の他種モノマー(成分Cという)と、光重合開始剤(成分D)とを、少なくとも含有する。
【0019】
(1)成分A:(メタ)アクリレートオリゴマー
本発明の実施の形態に係る光硬化性樹脂組成物に用いられる(メタ)アクリレートオリゴマーは、ウレタン(メタ)アクリレートオリゴマーおよびエポキシ(メタ)アクリレートオリゴマーから成る群から選択される少なくとも1種を含み、ウレタンアクリレートオリゴマーおよびエポキシアクリレートオリゴマーから成る群から選択される少なくとも1種を含むのが好ましい。特に、ウレタンアクリレートオリゴマーを少なくとも含むのがより好ましい。
【0020】
ウレタン(メタ)アクリレートオリゴマーは、(メタ)アクリロイルオキシ基(CH2=CHCOO−またはCH2=C(CH3)COO−)を1以上含み、ウレタン結合(−NHCOO−)を複数含むオリゴマーである。ウレタン(メタ)アクリレートオリゴマーは、ポリオールとポリイソシアネートによりウレタンプレポリマーを合成し、そこに、水酸基を有する(メタ)アクリレートを付加させることにより製造することができる。エポキシ(メタ)アクリレートオリゴマーは、グリシジル基を含むオリゴマーであり、グリシジル基を有し環状構造を持つ化合物と、(メタ)アクリル酸とを反応させることにより製造することができる。
【0021】
(メタ)アクリレートオリゴマーは、成分A〜Cの合計質量に対して40〜60質量%を占めるのが好ましい。また、(メタ)アクリレートオリゴマー中のエポキシ(メタ)アクリレートオリゴマーは、成分A〜Cの合計質量に対して0〜20質量%とし、(メタ)アクリレートオリゴマー中のウレタン(メタ)アクリレートオリゴマーは、成分A〜Cの合計質量に対して20〜60質量%、さらには40〜60質量%とするのがより好ましい。
【0022】
また、(メタ)アクリレートオリゴマーにウレタン(メタ)アクリレートオリゴマー含む場合、重量平均分子量(Mw)が異なる複数のウレタン(メタ)アクリレートオリゴマーを混ぜて用いるのが好ましく、特に、Mwが最も大きいウレタン(メタ)アクリレートオリゴマーの質量が他のウレタン(メタ)アクリレートオリゴマーの質量よりも多いのが好ましい。ウレタン(メタ)アクリレートオリゴマーのMwの範囲としては、1000〜100000であるのが好ましい。これに対して、エポキシ(メタ)アクリレートオリゴマーのMwは、200〜1000であるのが好ましい。
【0023】
また、オリゴマーの官能基に、後述する樹脂フィルムと水素結合しやすい、カルボニル基(−CO)、カルボキシル基(−COOH)、アミノ基(−NH)、エーテル基(−O−)等を持つ化合物が好ましい。また、オリゴマーに、フッ素等を官能基として持つ場合、硬化物の塗膜として、耐指紋性、撥水性等が付与される効果が期待できるので、好ましい。
【0024】
(2)成分B:ビニルモノマー
本発明の実施の形態に係る光硬化性樹脂組成物に用いられるビニルモノマーとしては、例えば、スチレン、ビニルトルエン、α−メチルスチレン、ギ酸ビニル、酢酸ビニル、プロピオン酸ビニル、バレリン酸ビニル、酪酸ビニル、イソ酪酸ビニル、ピバリン酸ビニル、カプリン酸ビニル、ラウリン酸ビニル、ステアリン酸ビニル、メタクリル酸メチル、メタクリル酸、アクリル酸、n−ブチル(メタ)アクリレート、i−ブチル(メタ)アクリレート、t−ブチル(メタ)アクリレート、2−エチルヘキシル(メタ)アクリレート、ラウリル(メタ)アクリレート、トリデシル(メタ)アクリレート、ステアリル(メタ)アクリレート、グリシジル(メタ)アクリレート、ヒドロキシプロピル(メタ)アクリレート、2−メトキシエチル(メタ)アクリレート、2−エトキシエチル(メタ)アクリレート、アクリル(メタ)アクリレート、2−ヒドロキシエチル(メタ)アクリレート、コハク酸2−(メタ)アクロイルオキシエチル、マレイン酸2−(メタ)アクロイルオキシエチル、フタル酸2−(メタ)アクロイルオキシエチル、ヘキサヒドロフタル酸2−(メタ)アクリオイルオキシエチル、ペンタメチルピペリジル(メタ)アクリレート、テトラメチルピペリジル(メタ)アクリレート、ジメチルアミノエチル(メタ)アクリレート、ジエチルアミノエチル(メタ)アクリレートを用いることができる。
【0025】
また、ビニルモノマーとして、ベンジル(メタ)アクリレート、シクロヘキシル(メタ)アクリレート、イソボルニル(メタ)アクリレート、ノルボルニル(メタ)アクリレート、ジシクロペンテニル(メタ)アクリレート、ジシクロペンタニル(メタ)アクリレート、ジシクロペンテニルオキシエチル(メタ)アクリレート等の芳香族環又は脂肪族環を有する(メタ)アクリレートモノマーを用いることができる。
【0026】
さらに、ビニルモノマーとして多官能性モノマーも使用することができ、その場合、例えば、エチレングリコールジ(メタ)アクリレート、ジエチレングリコールジ(メタ)アクリレート、プロピレングリコールジ(メタ)アクリレート、1,3−ブチレングリコールジ(メタ)アクリレート、1,4−ブチレングリコールジ(メタ)アクリレート、1,6−ヘキサンジオールジ(メタ)アクリレート、ジメチロールエタンジ(メタ)アクリレート、1,1−ジメチロールプロパンジ(メタ)アクリレート、2,2−ジメチロールプロパンジ(メタ)アクリレート、トリメチロールエタントリ(メタ)アクリレート、トリメチロールプロパントリ(メタ)アクリレート、テトラメチロールメタントリ(メタ)アクリレート、テトラメチロールメタンジ(メタ)アクリレート、ネオペンチルグリコールジ(メタ)アクリレート、及び(メタ)アクリル酸とポリエチレングリコール、ポリプロピレングリコール、ペンタエリスリトール、ジペンタエリスリトール等の多価アルコールとの多価エステル、ジビニルベンゼン、トリアリールイソシアヌレート、アリールメタクリレート、ジアリルフタレート等を用いることができる。
【0027】
上記のビニルモノマーは、1種又は2種類以上を適宜混合して用いることができる。ビニルモノマーとしては、塩化ビニル系のモノマー、スチレン系のモノマー等のように、電子密度を偏在化させるかあるいは極性基を持つ化合物が、樹脂フィルムとの密着性を向上させる点で好ましい。また、ビニルポリマーとして、(メタ)アクリレートオリゴマーの溶解度パラメータ(SP値)と近いSP値を持つビニルポリマー、例えば、カプリン酸ビニルを用いるのが好ましい。
【0028】
ビニルモノマーは、成分A〜Cの合計質量に対して10〜30質量%を占めるのが好ましい。ビニルモノマーを10質量%以上含めることにより、光硬化性樹脂組成物の硬化体の貯蔵弾性率を6.0E+07Pa以下にし、ショアD硬度を70以下にすることができ、硬化体にクラックが入りにくくなり、樹脂フィルムに貼った後に剥がれる危険性が低減する。一方、ビニルモノマーを30質量%以下含めることにより、光硬化性樹脂組成物の硬化体の貯蔵弾性率を9.0E+06Pa以上にし、ショアD硬度を40以上にすることができ、硬化体にタッチしたときにへこむ等の変形が起きにくく、また、ベタツキや指紋等の汚れが付くのを低減できる。なお、ビニルモノマーのMwの範囲としては、50〜1000であるのが好ましい。
【0029】
(3)成分C:ビニルモノマー以外の他種モノマー
本発明の実施の形態に係る光硬化性樹脂組成物に用いられる他種モノマーとしては、単官能モノマー、二官能モノマー、三官能モノマー等を用いることができる。他種モノマーは、成分A〜Cの合計質量に対して10〜30質量%を占めるのが好ましい。なお、他種モノマーのMwの範囲としては、50〜1000であるのが好ましい。
【0030】
(4)成分D:光重合開始剤
本発明の実施の形態に係る光硬化性樹脂組成物に用いられる光重合開始剤としては、4−ジメチルアミノ安息香酸、4−ジメチルアミノ安息香酸エステル、2,2−ジメトキシ−2−フェニルアセトフェノン、アセトフェノンジエチルケタール、アルコキシアセトフェノン、ベンジルジメチルケタール、ベンゾフェノン、および3,3−ジメチル−4−メトキシベンゾフェノン、4,4−ジメトキシベンゾフェノン、4,4−ジアミノベンゾフェノン等のベンゾフェノン誘導体、ベンゾイル安息香酸アルキル、ビス(4−ジアルキルアミノフェニル)ケトン、ベンジルおよびベンジルメチルケタール等のベンジル誘導体、ベンゾインおよびベンゾインイソブチルエーテル等のベンゾイン誘導体、ベンゾインイソプロピルエーテル、2−ヒドロキシ−2−メチルプロピオフェノン、1−ヒドロキシシクロヘキシルフェニルケトン、キサントン、チオキサントンおよびチオキサントン誘導体、フルオレン、2,4,6−トリメチルベンゾイルジフェニルホスフィンオキシド、ビス(2,6−ジメトキシベンゾイル)−2,4,4−トリメチルペンチルホスフィンオキシド、ビス(2,4,6−トリメチルベンゾイル)−フェニルホスフィンオキシド、2−メチル−1−[4−(メチルチオ)フェニル]−2−モルホリノプロパン−1,2−ベンジル−2−ジメチルアミノ−1−(モルホリノフェニル)−ブタノン−1等が挙げられる。これら光重合開始剤は、1種あるいは2種以上を組み合わせて使用してもよい。
【0031】
光重合開始剤は、アルキルフェノン系、アシルフォスフィンオキサイド系、チタノセン系の各光重合開始剤を用いるのが好ましく、その中でも特に、光硬化性樹脂組成物の硬化中に、酸素阻害を受け難く、得られる硬化物が無色透明になりやすいアルキルフェノン系の1−ヒドロキシシクロヘキシルフェニルケトンが好ましい。
【0032】
光重合開始剤は、成分A〜Cの合計質量を100としたときに、2〜8質量%含めるのが好ましい。光重合開始剤を2質量%以上にすると硬化しやすく、8質量%以下にすると硬化時の発熱量を抑えることができ、硬化体にクラックが入りにくくなるからである。
【0033】
(5)フィラー、消泡剤等
また、本発明の実施の形態に係る光硬化性樹脂組成物に、シリカ、アルミナ、チタニア等のフィラーを含めても良い。また、光硬化性樹脂組成物に、シリコーン系消泡剤、フッ素系消泡剤、アクリル系消泡剤、シリコーン系レベリング剤を含めても良く、その量は、成分A〜Cの合計質量を100としたときに、0.2〜1質量%とするのが好ましい。
【0034】
(1.2 製造方法)
前述の各成分を容器に投入し、遮光した条件下で所定温度(60〜90℃)にて加熱後、均一な液状になるまで攪拌することにより、本発明の実施の形態に係る光硬化性樹脂組成物を製造することができる。光硬化性樹脂組成物をすぐに硬化させない場合には、その後、再び遮光して室温(15〜30℃)で40〜60%R.H.の範囲の湿度にて保存するのが好ましい。
【0035】
本発明の実施の形態に係る光硬化性樹脂組成物の粘度は、25℃にて300〜2000mPa・sの範囲であるのが好ましい。粘度を300mPa・s以上とすると、金型内に該組成物を供給する場合、ディスペンサーのノズルから垂れにくくなり、2000mPa・s以下とすると、金型内で硬化させる際に気泡を効果的に排除しやすくなる。25℃で上記粘度範囲にならない場合には、25℃から温度を上げ若しくは下げて、上記粘度範囲にするのが好ましい。
【0036】
<2.光硬化性樹脂組成物の硬化体を含むスイッチ部材>
(2.1 形態)
本発明の実施の形態に係る光硬化性樹脂組成物の硬化体を含むスイッチ部材(以後、スイッチ部材という)は、好適には、次のような形態を有する。
【0037】
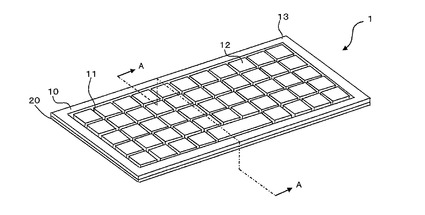
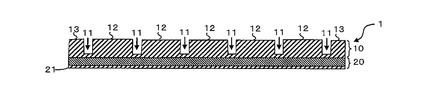
図1は、本発明の実施の形態に係るスイッチ部材の斜視図である。図2は、図1に示すスイッチ部材のA−A線断面図である。
【0038】
このスイッチ部材1は、光硬化性樹脂組成物の硬化体の一例であるキーシート10と、当該キーシート10の下面に貼付される樹脂フィルム20とを備える。キーシート10は、交差する溝部11によって複数のキートップ12および当該複数のキートップ12の集合体を囲むフレーム13を区分けする形態を有する。溝部11は、キーシート10の下面まで貫通せずに薄肉部を残すように形成されているため、各キートップ12およびフレーム13は互いに連接している。キーシート10は、後述するように、液状の光硬化性樹脂組成物を所定の金型に供給し、樹脂フィルム20を金型内の光硬化性樹脂組成物の上から覆い、紫外線等を照射して硬化させて製造される。キーシート10の25℃における貯蔵弾性率は、9.0E+06〜6.0E+07Paの範囲内にあるのが好ましい。また、キーシート10のショアD硬度は、40〜70の範囲内にあるのが好ましい。貯蔵弾性率が6.0E+07Pa以下で、ショアD硬度が70以下の場合には、キーシート10の硬度を抑えて脆性を低くできるので、キーシート10の使用中に、クラックが生じ、あるいはキーシート10の一部が樹脂フィルム20から剥がれる確率が低くなる。一方、貯蔵弾性率が9.0E+07Pa以上で、ショアD硬度が40以上の場合には、キーシート10の硬度をある程度高くし、キーシート10の使用中に、その一部がへこむ等の形状変化が起きにくく、その表面を指で触ったときにベタ付きや指紋等の汚れが付くのを抑制できる。
【0039】
樹脂フィルム20には、熱可塑性樹脂若しくは熱硬化性樹脂のいずれの樹脂も用いることができるが、熱可塑性樹脂の中でも、特に、耐久性および光硬化性樹脂組成物との接着性に優れるポリエチレンテレフタレート(PET)樹脂が好ましい。また、樹脂フィルム20の光硬化性樹脂組成物との接着面に、その接着を促進するための易接着層を予めコートしておくのが好ましい。樹脂フィルム20の好適な厚みは、50〜188μmである。樹脂フィルム20の厚みを50μm以上とすることにより、樹脂フィルム20付きのキーシート10を金型から外し、次のカット工程に移行する際の取り扱いが容易になり、樹脂フィルム20の厚みを188μm以下とすることにより、キーシート10の押し込みを容易にすることができる。
【0040】
樹脂フィルム20におけるキーシート10との接着面と反対側の面には、加飾層若しくは蒸着層等の層21を形成することもできる。当該層21は、キーシート10の上に形成しても良い。当該層21を形成する場合、スクリーン印刷、タンポ印刷、ホットスタンプ、スプレー塗装、インクジェットプリント、オンデマンド印刷等の方法を用いることができる。また、蒸着層から成る層21を形成するための金属には、Al、In、Sn、Au、Pt、Tiまたはその合金系を用いることができる。
【0041】
なお、本発明のスイッチ部材は、スイッチ部材1を構成する1若しくは複数のキーシート10のみとし、樹脂フィルム20を除外したものであっても良く、少なくとも光硬化性樹脂組成物の硬化体を含むものであれば良い。
【0042】
(2.2 製造方法)
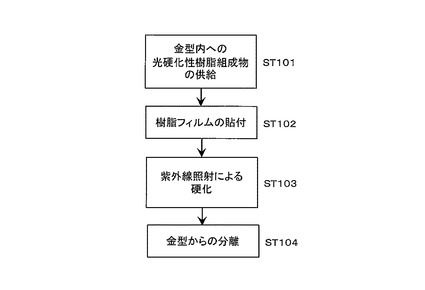
図3は、図1に示すスイッチ部材の製造工程の概略を示すフローチャートである。
【0043】
まず、スイッチ部材1を成形するためのステンレススチール製の金型を用意し、ディスペンサーを用いて未硬化状態の光硬化性樹脂組成物を金型内に供給する(ステップST101)。次に、供給した未硬化状態の光硬化性樹脂組成物の表面に、樹脂フィルム20を貼付する(ステップST102)。樹脂フィルム20を光硬化性樹脂組成物の上から貼付する際、光硬化性樹脂組成物と金型の界面に存在する気泡を外部に除去するように、樹脂フィルム20の一方からローラーをあてながら行うのが好ましい。樹脂フィルム20と光硬化性樹脂組成物とをより強固に接着するために、樹脂フィルム20の接着面に、例えば、コロナ放電処理、プラズマ処理、UV処理等の機械的な表面処理を行い、表面改質を行うのが好ましい。また、当該機械的な表面処理に代えてあるいは併用して、メチルアルコール、エチルアルコール、イソプロピルアルコール等のアルコール類若しくはケトン類の有機溶剤にエポシキ系、アミノ系、ビニル系等のカップリング剤を所定濃度(例えば、5質量%程度)溶解させたプライマー等を用いるプライマー処理を行っても良い。
【0044】
次に、樹脂フィルム20の上方から、金型内の未硬化状態の光硬化性樹脂組成物に向けて、紫外線を照射して、光硬化性樹脂組成物を硬化する(ステップST103)。紫外線を照射する装置には、メタルハライドタイプ、高圧水銀タイプ、無限電極タイプ等の各種ランプを用いた装置を好適に用いることができる。特に、深部まで硬化でき、かつ硬化発熱を抑えることができる点では、メタルハライドランプまたは無電極ランプがより好ましい。次に、金型から樹脂フィルム20付きのキーシート10を分離する(ステップST104)。なお、加飾層若しくは蒸着層等の層21を樹脂フィルム20の裏面に形成する場合には、ステップST104の後あるいはステップST102の前に、樹脂フィルム20に加飾層若しくは蒸着層等の層21を形成する工程を入れることができる。また、ステップST102において、予め加飾層若しくは蒸着層等の層21を形成した樹脂フィルム20を用いても良い。
【0045】
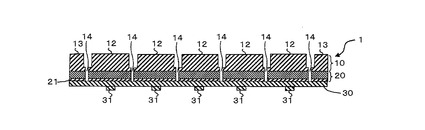
図4は、図3に示すフローチャートに続いて、スイッチ部材の製造工程の概略を示すフローチャートである。図5は、図4に示す工程を行った場合のスイッチ部材の図2と同様の断面図である。
【0046】
ステップST104に続いて、次の工程を行い、スイッチ部材1の加工・組み立てを進めることもできる。金型から分離した樹脂フィルム20付きのキーシート10を、カット用の治具内にセットし、キーシート10内の所定経路にレーザーを照射して個々のキートップ12の単位にカットする(ステップST105)。キーシート10のカット用の治具への固定は、当該治具の貫通孔を通じて外部から吸引する方法および/または治具内に両面テープ等でキーシート10を固定する方法にて行うのが好ましい。レーザーの照射は、既存のいかなる切断用途のレーザー照射装置を用いて行うことができ、より好ましくは、炭酸ガスレーザー照射装置を用いて行う。キーシート10をカット治具に固定した状態でカットするので、各キートップ12の隙間14をカット時のままに保持することができる。次に、各キートップ12の隙間14を保持した状態のまま、接着材(液状の接着剤、両面テープ等を含む)を介して、各キートップ12の裏面の樹脂フィルム20と弾性エラストマーシート30とを接着する(ステップS106)。なお、弾性エラストマーシート30の下面に押圧子31を形成することもでき、その場合、弾性エラストマーシート30の成形と同時、あるいは成形後のいずれの時期に形成しても良い。
【実施例】
【0047】
次に、本発明の各実施例につき説明する。
【0048】
「実施例1」
(1)光硬化性樹脂組成物の作製
500mlのポリテトラフルオロエチレン製のビーカーに、次の(A)オリゴマー、(B)ビニルモノマー、(C)他種モノマーおよび(D)光重合開始剤を投入した。
(A)オリゴマー
(A−1)ウレタンアクリレートオリゴマー(日本合成化学工業株式会社製、製品名:紫光UV−3700B、重量平均分子量(Mw)=38000): 50g
(A−2)ウレタンアクリレートオリゴマー(日本合成化学工業株式会社製、製品名:紫光UV−7610B、Mw=14000): 10g
(B)ビニルモノマー
カプリン酸ビニル(日本酢ビ・ポバール株式会社製、製品名:カプリン酸ビニル、Mw=185): 10g
(C)他種モノマー
(C−1)単官能モノマー
2−ヒドロキシアクリレート(大阪有機化学工業株式会社製、製品名:HEA、Mw=116): 10g
(C−2)二官能モノマー
1.9−ナノンジオールジアクリレート(大阪有機化学工業株式会社製、製品名:V#260、Mw=268): 10g
(C−3)多官能モノマー
ジペンタエリストールヘキサアクリレート(新中村化学工業株式会社製、製品名:A−DPH、Mw=578): 10g
(D)光重合開始剤
1−ヒドロキシシクロヘキシルフェニルケトン(チバ・スペシャリティケミカル株式会社製、製品名:イルガキュア184、Mw=204): 5g
【0049】
次に、上記(A)〜(D)の化合物を投入したビーカーをアルミニウムホイルにて蓋をして遮光し、送風定温恒温器(ヤマト科学株式会社製、型式:DNE650)にて80℃、1時間の条件で加温した。次に、送風定温恒温器からビーカーを取り出し、蓋を外して、ポリテトラフルオロエチレン(PTFE)製の攪拌棒(アズワン社製、直径8mm×長さ250mm)を用いて均一な液状になるまで攪拌した。次に、ビーカーを再びアルミニウムホイルにて蓋をし、25℃/50%R.H.の条件にて一昼夜静置して、液状の光硬化性樹脂組成物を完成した。
【0050】
(2)光硬化性樹脂組成物の硬化前の粘度測定
光硬化性樹脂組成物の硬化前の粘度を、E型粘度計(東京計器株式会社製、ローターNo.1)を用いて25℃にて測定したところ、1200mPa・sであり、300〜2000mPa・sの範囲にあり、良好な粘度であった。
【0051】
(3)硬化体の作製および各種評価
(3.1)外観およびショアD硬度測定用の試験片の作製および評価
ステンレススチール(SUS304)製の金型(縦150mm×横150mm×厚さ20mm)内に、縦50mm×横50mm×深さ3mmの大きさの凹部を形成したものを用意し、その凹部内に、シリコーン系離型剤(信越化学工業株式会社製、製品名:シリコーンスプレーKF96SP)を約3秒間吹き付けた。次に、金型を、ホットプレート(アズワン社製、製品名:ギガホットプレート GEC−7050型)の上にのせて約10分間放置し、40℃に加温した。次に、40℃に加温された金型の凹部内に、ディスペンサーを用いて液状の光硬化性樹脂組成物3gを供給した。次に、樹脂フィルムとして、易接着性PETフィルム(東洋紡株式会社製、製品名:A−4300、厚さ:125μm、サイズ:A4版)を用意して、その接着面に、上述のシリコーン系離型剤を約3秒間吹き付け、ドライヤーにて熱風をあてて余分な溶剤を気化し、接着面にシリコーン皮膜を形成した。
【0052】
次に、樹脂フィルムのシリコーン皮膜側を、金型内の凹部に充填した光硬化性樹脂組成物上に接触させ、導電タイプのスティックローラー(アズワン社製、型番:W250、ローラー寸法:直径30mm×長さ250mm)を樹脂フィルムの反対側から押し当てながら、気泡が入らないように留意して樹脂フィルムを光硬化性樹脂組成物上に被せた。次に、コンベヤータイプの紫外線照射装置(アイ・グラフィック社製、型式:ECS−4011GX)とメタルハライドランプ(アイ・グラフィック社製、型式:M04−L41、160W/cm)を用いて、樹脂フィルム上から紫外線を照射して、凹部内の光硬化性樹脂組成物を硬化した。メタルハライドランプから樹脂フィルムまでの距離は15cmとした。また、硬化工程における紫外線照度および積算光量を、それぞれ、210mW/cm2および2000mJ/cm2とした。なお、紫外線照度および積算光量は、紫外線積算照度計(アイ・グラフィック社製、型式:UV METER UVPF-A1)を用いて測定した。硬化後に、金型から樹脂フィルムを剥がし、続いて、硬化体を金型から外した。次に、硬化体を25℃/50%R.H.の条件下で一晩静置した。かかるステップにて、評価用の試験片を3枚作製した。
【0053】
外観評価は、硬化不良の有無、透明性を主眼とし、25℃/50%R.H.の環境下にて目視にて行った。また、ショアD硬度は、ハードネステスター(有限会社今井精機製、型式:ショアD)上に3枚の試験片を重ねて乗せ、3回測定して平均値を算出する方法にて評価した。実施例1の条件で作製した試験片は、硬化不良が見られず良好であり、また透明性についても無色透明であり、ショアD硬度は52であった。ショアD硬度については、合格基準を40〜70の範囲に設定した。このため、実施例1の条件で作製した硬化体(試験片)は、外観、ショアD硬度ともに合格であった。
【0054】
(3.2)貯蔵弾性率測定用の試験片の作製および評価
(3.1)で用いた金型と同型の金型内に、縦60mm×横5mm×深さ3mmの凹部を形成した。当該凹部の大きさ以外の条件は(3.1)と同じ条件として、貯蔵弾性率測定用の試験片を作製した。貯蔵弾性率は、ティー・エイ・インスツルメント・ジャパン株式会社製のRSAIIIを用い、圧縮法により、昇温速度:5℃/min、測定温度範囲:−40〜160℃の条件にて測定した。かかる条件にて測定した貯蔵弾性率は、25℃において1.0E+07Paであった。貯蔵弾性率の合格基準は、9.0E+06〜6.0E+07Paと設定した。このため、実施例1の条件で作製した硬化体(試験片)の貯蔵弾性率は合格基準に入っていた。
【0055】
(3.3)気泡の有無、ブロッキング性、打鍵特性およびクリック特性評価用の試験片の作製および評価
(3.1)で用いた金型と同型の金型内に、縦40mm×横90mm×深さ1mmの凹部を形成した。凹部の形状は、キートップ(縦6mm×横7mm×厚さ0.5mm)を縦6個×横11個の升目状に配置し、縦方向片側一列の内で横方向中央部に配置される3個のキートップを1個の細長いキートップとし、これらキートップ全体の外側を囲む1つの四角枠形状のフレームを持ったキーシート(図1に示す形態と同じ)を成形可能な形状とした。試験片の作製方法は、(3.1)で述べた方法と同様であるが、樹脂フィルムにおける光硬化性樹脂組成物との接着面には、シリコーン系離型剤を吹き付けなかった。樹脂フィルムを硬化体から剥がさないからである。
【0056】
このようにして3枚のキーシートを作製し、25℃/50%R.H.の環境下にて一昼夜放置した後、双眼実体顕微鏡(カールトン株式会社製、製品名:DST 44FT)を用いて倍率20倍にてキーシート内に気泡があるか否かを調べた。その結果、実施例1の条件で作製したキーシートには、全く気泡が無く、良好な外観を有していることがわかった。
【0057】
また、(3.3)の方法で作製したキーシートを3枚用意し、キートップの上面同士が重なり合わないように重ね、一番上に500gの分銅を載せた状態で、25℃/50%R.H.の環境下にて一昼夜静置した。その後、500gの分銅を外して、重ね合わせた3枚のキーシートを分離したところ、ブロッキングすることなく綺麗に剥がすことができたので、実施例1の条件で作製したキーシートのブロッキング特性は合格であった。
【0058】
(3.3)の方法で作製したキーシートを3枚用意し、硬さ60°、厚さ3mmのシリコーンゴムシートおよびシリコーン両面テープ(日東電工社製、型番:5302A)を、5mmのポンチを用いて打ち抜いた。打ち抜いた両面テープのセパレーターを剥がして、一方をシリコーンゴムの片面に貼り、もう一方を打鍵試験機の打鍵面の中央に貼った。先に作製したキーシートを携帯電話の筐体に組み込み、キートップの中央がシリコーンゴムの中央に当たるようにして、携帯電話の筐体の両端を、動かないようにテープで固定した。この状態で、25℃/50%R.H.の環境下にて、荷重:1Kgf、ストローク:3mm、打鍵速度:30回/分の条件で100万回打鍵した。打鍵試験終了後、双眼実体顕微鏡(カールトン株式会社製、商品名:DST 44FT、倍率:20倍)を用いてキートップを観察した結果、実施例1の条件で作製したキーシートは、キートップが樹脂フィルムから剥がれることなく、また、クラックやキートップの変形もなく、良好な耐打鍵性を有していることがわかった。
【0059】
(3.3)の方法で作製したキーシートを3枚用意し、それらを筐体に組み込んだ状態で、25℃/50%R.H.の環境下にて、指で約400gfの荷重をかけて、100回連続で押圧した。その結果、キートップ表面のベタ付きが無く、良好なクリック感が得られた。
【0060】
「実施例2」
(1)光硬化性樹脂組成物の作製
光重合開始剤である1−ヒドロキシシクロヘキシルフェニルケトンを3gに変更した以外、実施例1と同じ条件で光硬化性樹脂組成物を作製した。
【0061】
(2)光硬化性樹脂組成物の硬化前の粘度測定
光硬化性樹脂組成物の硬化前の粘度を、実施例1と同じ方法で測定したところ、900mPa・sであり、300〜2000mPa・sの範囲にあり、良好な粘度であった。
【0062】
(3)硬化体の作製および各種評価
実施例1と同じ条件にて硬化体を作製し、各評価を行った。その結果、実施例2の条件で作製した試験片は、硬化不良が見られず良好であり、また透明性についても無色透明であり、ショアD硬度が50であった。ショアD硬度については、合格基準である40〜70の範囲内にあった。実施例2の条件で作製した試験片の貯蔵弾性率は、25℃において9.3E+06Paであり、合格基準である9.0E+06〜6.0E+07Pa内にあった。さらに、キーシートの形態として、気泡の有無、ブロッキング特性、打鍵特性およびクリック特性を評価した。その結果、実施例2のキーシートは、気泡が無く、ブロッキングも認められず、打鍵によりキートップと樹脂フィルムとが剥離せず、またキートップにクラックが生じることもなく、押圧時にベタ付きも無く、良好なクリック感が得られた。
【0063】
「実施例3」
(1)光硬化性樹脂組成物の作製
光重合開始剤である1−ヒドロキシシクロヘキシルフェニルケトンを7gに変更した以外、実施例1と同じ条件で光硬化性樹脂組成物を作製した。
【0064】
(2)光硬化性樹脂組成物の硬化前の粘度測定
光硬化性樹脂組成物の硬化前の粘度を、実施例1と同じ方法で測定したところ、1550mPa・sであり、300〜2000mPa・sの範囲にあり、良好な粘度であった。
【0065】
(3)硬化体の作製および各種評価
実施例1と同じ条件にて硬化体を作製し、各評価を行った。その結果、実施例3の条件で作製した試験片は、硬化不良が見られず良好であり、また透明性についても無色透明であり、ショアD硬度が55であった。ショアD硬度については、合格基準である40〜70の範囲内にあった。実施例3の条件で作製した試験片の貯蔵弾性率は、25℃において2.4E+07Paであり、合格基準である9.0E+06〜6.0E+07Pa内にあった。さらに、キーシートの形態として、気泡の有無、ブロッキング特性、打鍵特性およびクリック特性を評価した。その結果、実施例3のキーシートは、気泡が無く、ブロッキングも認められず、打鍵によりキートップと樹脂フィルムとが剥離せず、またキートップにクラックが生じることもなく、押圧時にベタ付きも無く、良好なクリック感が得られた。
【0066】
「実施例4」
(1)光硬化性樹脂組成物の作製
オリゴマーであるウレタンアクリレート(Mw=38000)を40gに減らし、ビニルモノマーであるカプリン酸ビニルを30gに増やし、他種モノマーの一つである2−ヒドロキシアクリレートを加えなかった以外、実施例1と同じ条件で光硬化性樹脂組成物を作製した。
【0067】
(2)光硬化性樹脂組成物の硬化前の粘度測定
光硬化性樹脂組成物の硬化前の粘度を、実施例1と同じ方法で測定したところ、700mPa・sであり、300〜2000mPa・sの範囲にあり、良好な粘度であった。
【0068】
(3)硬化体の作製および各種評価
実施例1と同じ条件にて硬化体を作製し、各評価を行った。その結果、実施例4の条件で作製した試験片は、硬化不良が見られず良好であり、また透明性についても無色透明であり、ショアD硬度が43であった。ショアD硬度については、合格基準である40〜70の範囲内にあった。実施例4の条件で作製した試験片の貯蔵弾性率は、25℃において4.3E+07Paであり、合格基準である9.0E+06〜6.0E+07Pa内にあった。さらに、キーシートの形態として、気泡の有無、ブロッキング特性、打鍵特性およびクリック特性を評価した。その結果、実施例4のキーシートは、気泡が無く、ブロッキングも認められず、打鍵によりキートップと樹脂フィルムとが剥離せず、またキートップにクラックが生じることもなく、押圧時にベタ付きも無く、良好なクリック感が得られた。
【0069】
「実施例5」
(1)光硬化性樹脂組成物の作製
オリゴマーであるウレタンアクリレート(Mw=38000)およびウレタンアクリレート(Mw=14000)をそれぞれ20gにし、新たに別のオリゴマーとしてビスフェノールAタイプエポキシアクリレート(ダイセル・サイテック株式会社製、製品名:EBECRYL600、Mw=500)を20g加えた。また、ビニルモノマーとして、カプリン酸ビニルを加えずに、スチレンモノマー(三協化学株式会社製、製品名:スチロール、Mw=104)を10g加えた。それ以外は、実施例1と同じ条件で光硬化性樹脂組成物を作製した。
【0070】
(2)光硬化性樹脂組成物の硬化前の粘度測定
光硬化性樹脂組成物の硬化前の粘度を、実施例1と同じ方法で測定したところ、1920mPa・sであり、300〜2000mPa・sの範囲にあり、良好な粘度であった。
【0071】
(3)硬化体の作製および各種評価
実施例1と同じ条件にて硬化体を作製し、各評価を行った。その結果、実施例5の条件で作製した試験片は、硬化不良が見られず良好であり、また透明性についても無色透明であり、ショアD硬度が68であった。ショアD硬度については、合格基準である40〜70の範囲内にあった。実施例5の条件で作製した試験片の貯蔵弾性率は、25℃において1.5E+07Paであり、合格基準である9.0E+06〜6.0E+07Pa内にあった。さらに、キーシートの形態として、気泡の有無、ブロッキング特性、打鍵特性およびクリック特性を評価した。その結果、実施例5のキーシートは、気泡が無く、ブロッキングも認められず、打鍵によりキートップと樹脂フィルムとが剥離せず、またキートップにクラックが生じることもなく、押圧時にベタ付きも無く、良好なクリック感が得られた。
【0072】
「実施例6」
(1)光硬化性樹脂組成物の作製
オリゴマーであるビスフェノールAタイプエポキシアクリレートを10gに減らし、ビニルモノマーとして、スチレンモノマー10gに加え、カプリン酸ビニル10gを追加し、それ以外は、実施例5と同じ条件で光硬化性樹脂組成物を作製した。
【0073】
(2)光硬化性樹脂組成物の硬化前の粘度測定
光硬化性樹脂組成物の硬化前の粘度を、実施例1と同じ方法で測定したところ、1100mPa・sであり、300〜2000mPa・sの範囲にあり、良好な粘度であった。
【0074】
(3)硬化体の作製および各種評価
実施例1と同じ条件にて硬化体を作製し、各評価を行った。その結果、実施例6の条件で作製した試験片は、硬化不良が見られず良好であり、また透明性についても無色透明であり、ショアD硬度が50であった。ショアD硬度については、合格基準である40〜70の範囲内にあった。実施例6の条件で作製した試験片の貯蔵弾性率は、25℃において2.6E+07Paであり、合格基準である9.0E+06〜6.0E+07Pa内にあった。さらに、キーシートの形態として、気泡の有無、ブロッキング特性、打鍵特性およびクリック特性を評価した。その結果、実施例6のキーシートは、気泡が無く、ブロッキングも認められず、打鍵によりキートップと樹脂フィルムとが剥離せず、またキートップにクラックが生じることもなく、押圧時にベタ付きも無く、良好なクリック感が得られた。
【0075】
「実施例7」
(1)光硬化性樹脂組成物の作製
ビニルモノマーとして、スチレンモノマーのみを30g加え、他種モノマーの一つである2−ヒドロキシアクリレートを加えなかった。それ以外は、実施例6と同じ条件で光硬化性樹脂組成物を作製した。
【0076】
(2)光硬化性樹脂組成物の硬化前の粘度測定
光硬化性樹脂組成物の硬化前の粘度を、実施例1と同じ方法で測定したところ、360mPa・sであり、300〜2000mPa・sの範囲にあり、良好な粘度であった。
【0077】
(3)硬化体の作製および各種評価
実施例1と同じ条件にて硬化体を作製し、各評価を行った。その結果、実施例7の条件で作製した試験片は、硬化不良が見られず良好であり、また透明性についても無色透明であり、ショアD硬度が45であった。ショアD硬度については、合格基準である40〜70の範囲内にあった。実施例7の条件で作製した試験片の貯蔵弾性率は、25℃において1.1E+07Paであり、合格基準である9.0E+06〜6.0E+07Pa内にあった。さらに、キーシートの形態として、気泡の有無、ブロッキング特性、打鍵特性およびクリック特性を評価した。その結果、実施例7のキーシートは、気泡が無く、ブロッキングも認められず、打鍵によりキートップと樹脂フィルムとが剥離せず、またキートップにクラックが生じることもなく、押圧時にベタ付きも無く、良好なクリック感が得られた。
【0078】
「実施例8」
(1)光硬化性樹脂組成物の作製
実施例7と同じ配合の光硬化性樹脂組成物を作製した。
【0079】
(2)光硬化性樹脂組成物の硬化前の粘度測定
光硬化性樹脂組成物の硬化前の粘度を、実施例1と同じ方法で測定したところ、360mPa・sであり、300〜2000mPa・sの範囲にあり、良好な粘度であった。
【0080】
(3)硬化体の作製および各種評価
メタルハライドランプに代えて、高圧水銀ランプ(アイ・グラフィック社製、型式:L04−L41)を用いて紫外線を照射した以外は、実施例7と同じ条件にて硬化体を作製し、各評価を行った。その結果、実施例8の条件で作製した試験片は、硬化不良が見られず良好であり、また透明性についても無色透明であり、ショアD硬度が44であった。ショアD硬度については、合格基準である40〜70の範囲内にあった。実施例8の条件で作製した試験片の貯蔵弾性率は、25℃において1.2E+07Paであり、合格基準である9.0E+06〜6.0E+07Pa内にあった。さらに、キーシートの形態として、気泡の有無、ブロッキング特性、打鍵特性およびクリック特性を評価した。その結果、実施例8のキーシートは、気泡が無く、ブロッキングも認められず、打鍵によりキートップと樹脂フィルムとが剥離せず、またキートップにクラックが生じることもなく、押圧時にベタ付きも無く、良好なクリック感が得られた。
【0081】
「実施例9」
(1)光硬化性樹脂組成物の作製
実施例7と同じ配合の光硬化性樹脂組成物を作製した。
【0082】
(2)光硬化性樹脂組成物の硬化前の粘度測定
光硬化性樹脂組成物の硬化前の粘度を、実施例1と同じ方法で測定したところ、360mPa・sであり、300〜2000mPa・sの範囲にあり、良好な粘度であった。
【0083】
(3)硬化体の作製および各種評価
紫外線照射装置を無電極ランプ(フュージョン・ジャパン株式会社製、型式:Dバルブ型)を用いた装置(フュージョン・ジャパン株式会社製、型式:ライトハマー10)に変えた以外は実施例7と同じ条件にて硬化体を作製し、各評価を行った。その結果、実施例9の条件で作製した試験片は、硬化不良が見られず良好であり、また透明性についても無色透明であり、ショアD硬度が46であった。ショアD硬度については、合格基準である40〜70の範囲内にあった。実施例9の条件で作製した試験片の貯蔵弾性率は、25℃において1.2E+07Paであり、合格基準である9.0E+06〜6.0E+07Pa内にあった。さらに、キーシートの形態として、気泡の有無、ブロッキング特性、打鍵特性およびクリック特性を評価した。その結果、実施例9のキーシートは、気泡が無く、ブロッキングも認められず、打鍵によりキートップと樹脂フィルムとが剥離せず、またキートップにクラックが生じることもなく、押圧時にベタ付きも無く、良好なクリック感が得られた。
【0084】
「実施例10」
(1)光硬化性樹脂組成物の作製
オリゴマーであるウレタンアクリレート(Mw=38000)を30gに増やし、ビニルモノマーであるカプリン酸ビニルおよびスチレンモノマーをそれぞれ5gに減らし、光重合開始剤として、1−ヒドロキシシクロヘキシルフェニルケトンを加えず、それに代えて2−ヒドロキシ−2−メチル−1−フェニルプロパン−1−オン(チバ・スペシャリティケミカル株式会社製、製品名:ダロキュア1173、Mw=164)を5g加えた。それ以外は、実施例6と同じ条件で光硬化性樹脂組成物を作製した。
【0085】
(2)光硬化性樹脂組成物の硬化前の粘度測定
光硬化性樹脂組成物の硬化前の粘度を、実施例1と同じ方法で測定したところ、1100mPa・sであり、300〜2000mPa・sの範囲にあり、良好な粘度であった。
【0086】
(3)硬化体の作製および各種評価
実施例1と同じ条件にて硬化体を作製し、各評価を行った。その結果、実施例10の条件で作製した試験片は、硬化不良が見られず良好であった。透明性については、若干薄い茶色を呈していた。ただし、無色透明に比べると劣るものの、実用上の大きな障害がない程度であった。ショアD硬度は50であり、合格基準である40〜70の範囲内にあった。実施例10の条件で作製した試験片の貯蔵弾性率は、25℃において1.5E+07Paであり、合格基準である9.0E+06〜6.0E+07Pa内にあった。さらに、キーシートの形態として、気泡の有無、ブロッキング特性、打鍵特性およびクリック特性を評価した。その結果、実施例10のキーシートは、気泡が無く、ブロッキングも認められず、打鍵によりキートップと樹脂フィルムとが剥離せず、またキートップにクラックが生じることもなく、押圧時にベタ付きも無く、良好なクリック感が得られた。
【0087】
「実施例11」
(1)光硬化性樹脂組成物の作製
実施例10と同じ配合の光硬化性樹脂組成物を作製した。
【0088】
(2)光硬化性樹脂組成物の硬化前の粘度測定
光硬化性樹脂組成物の硬化前の粘度を、実施例1と同じ方法で測定したところ、1100mPa・sであり、300〜2000mPa・sの範囲にあり、良好な粘度であった。
【0089】
(3)硬化体の作製および各種評価
メタルハライドランプに代えて、高圧水銀ランプを用いて紫外線を照射した以外は、実施例10と同じ条件にて硬化体を作製し、各評価を行った。その結果、実施例11の条件で作製した試験片は、硬化不良が見られず良好であった。透明性については、若干薄い茶色を呈していた。ただし、無色透明に比べると劣るものの、実用上の大きな障害がない程度であった。ショアD硬度は49であり、合格基準である40〜70の範囲内にあった。実施例11の条件で作製した試験片の貯蔵弾性率は、25℃において1.7E+07Paであり、合格基準である9.0E+06〜6.0E+07Pa内にあった。さらに、キーシートの形態として、気泡の有無、ブロッキング特性、打鍵特性およびクリック特性を評価した。その結果、実施例11のキーシートは、気泡が無く、ブロッキングも認められず、打鍵によりキートップと樹脂フィルムとが剥離せず、またキートップにクラックが生じることもなく、押圧時にベタ付きも無く、良好なクリック感が得られた。
【0090】
次に、比較例について説明する。
【0091】
「比較例1」
(1)光硬化性樹脂組成物の作製
オリゴマーであるウレタンアクリレート(Mw=38000)を55gに増やし、ビニルモノマーであるカプリン酸ビニルを8gに減らし、他種モノマーの一つである2−ヒドロキシアクリレートを7gに減らした以外、実施例1と同じ条件で光硬化性樹脂組成物を作製した。
【0092】
(2)光硬化性樹脂組成物の硬化前の粘度測定
光硬化性樹脂組成物の硬化前の粘度を、実施例1と同じ方法で測定したところ、1380mPa・sであり、300〜2000mPa・sの範囲にあり、良好な粘度であった。
【0093】
(3)硬化体の作製および各種評価
実施例1と同じ条件にて硬化体を作製し、各評価を行った。その結果、比較例1の条件で作製した試験片は、硬化不良が見られず良好であり、また透明性についても無色透明であった。しかし、ショアD硬度が72と大きく、合格基準である40〜70の範囲から外れた。また、比較例1の条件で作製した試験片の貯蔵弾性率は、25℃において7.2E+06Paとなり、合格基準である9.0E+06〜6.0E+07Paの範囲から外れた。さらに、キーシートの形態として、気泡の有無、ブロッキング特性、打鍵特性およびクリック特性を評価した。その結果、比較例1のキーシートは、気泡が無く、ブロッキングも認められなかったが、打鍵によりキートップと樹脂フィルムとの剥離が認められた。また、キートップを押圧したときのベタ付きは無かったが、キートップの上下動に滑らかさが欠け、クリック感が悪かった。
【0094】
「比較例2」
(1)光硬化性樹脂組成物の作製
オリゴマーをウレタンアクリレート(Mw=38000)55gのみとし、ビニルモノマーであるカプリン酸ビニルを35gに増やし、他種モノマーを2−ヒドロキシアクリレート10gのみとした以外、実施例1と同じ条件で光硬化性樹脂組成物を作製した。
【0095】
(2)光硬化性樹脂組成物の硬化前の粘度測定
光硬化性樹脂組成物の硬化前の粘度を、実施例1と同じ方法で測定したところ、2200mPa・sであり、300〜2000mPa・sの範囲外となり、粘度が高すぎた。
【0096】
(3)硬化体の作製および各種評価
実施例1と同じ条件にて硬化体を作製し、各評価を行った。その結果、比較例2の条件で作製した試験片は、硬化不良が見られず良好であり、また透明性についても無色透明であった。しかし、ショアD硬度が38と低く、合格基準である40〜70の範囲から外れた。また、比較例2の条件で作製した試験片の貯蔵弾性率は、25℃において6.2E+06Paとなり、合格基準である9.0E+06〜6.0E+07Paの範囲から外れた。さらに、キーシートの形態として、気泡の有無、ブロッキング特性、打鍵特性およびクリック特性を評価した。その結果、比較例2のキーシートは、気泡を含んでおり、ブロッキングが認められた。また、打鍵によりキートップと樹脂フィルムとの剥離が認められた。また、キートップを押圧したときのベタ付きが認められ、押圧によるキートップの変形も認められ、かつキートップの上下動に滑らかさが欠けておりクリック感が悪かった。
【0097】
「比較例3」
(1)光硬化性樹脂組成物の作製
オリゴマーをビスフェノールAタイプエポキシアクリレート70gのみとし、ビニルモノマーであるスチロールを5gに減らし、他種モノマーであるジペンタエリストールヘキサアクリレートを5gに減らした以外、実施例5と同じ条件で光硬化性樹脂組成物を作製した。
【0098】
(2)光硬化性樹脂組成物の硬化前の粘度測定
光硬化性樹脂組成物の硬化前の粘度を、実施例1と同じ方法で測定したところ、280mPa・sであり、300〜2000mPa・sの範囲外となり、粘度が少し低かった。
【0099】
(3)硬化体の作製および各種評価
実施例1と同じ条件にて硬化体を作製し、各評価を行った。その結果、比較例3の条件で作製した試験片は、硬化不良が見られず良好であり、また透明性についても無色透明であった。しかし、ショアD硬度が85と高く、合格基準である40〜70の範囲から外れた。また、比較例3の条件で作製した試験片の貯蔵弾性率は、25℃において3.0E+08Paとなり、合格基準である9.0E+06〜6.0E+07Paの範囲から外れた。さらに、キーシートの形態として、気泡の有無、ブロッキング特性、打鍵特性およびクリック特性を評価した。その結果、比較例3のキーシートは、気泡を含んでおらず、ブロッキングも認められなかった。しかし、打鍵によりキートップにクラックが認められた。また、キートップを押圧したときのベタ付きや変形は認められなかったが、クリックした感触が重く、クリック感が悪かった。
【0100】
「比較例4」
(1)光硬化性樹脂組成物の作製
光重合開始剤である1−ヒドロキシシクロヘキシルフェニルケトンを0.5gに変更した以外、実施例1と同じ条件で光硬化性樹脂組成物を作製した。
【0101】
(2)光硬化性樹脂組成物の硬化前の粘度測定
光硬化性樹脂組成物の硬化前の粘度を、実施例1と同じ方法で測定したところ、1110mPa・sであり、300〜2000mPa・sの範囲にあり、良好な粘度であった。
【0102】
(3)硬化体の作製および各種評価
実施例1と同じ条件にて硬化体を作製しようとしたが、硬化が不十分であった。このため、各種評価はできなかった。
【0103】
「比較例5」
(1)光硬化性樹脂組成物の作製
光重合開始剤である1−ヒドロキシシクロヘキシルフェニルケトンを10gに変更した以外、実施例1と同じ条件で光硬化性樹脂組成物を作製した。
【0104】
(2)光硬化性樹脂組成物の硬化前の粘度測定
光硬化性樹脂組成物の硬化前の粘度を、実施例1と同じ方法で測定したところ、950mPa・sであり、300〜2000mPa・sの範囲にあり、良好な粘度であった。
【0105】
(3)硬化体の作製および各種評価
実施例1と同じ条件にて硬化体を作製しようとしたが、硬化が不十分であった。このため、各種評価はできなかった。
【0106】
「比較例6」
(1)光硬化性樹脂組成物の作製
オリゴマーとして、ウレタンアクリレート(Mw=38000)30gと、ウレタンアクリレート(Mw=14000)20gと、ビスフェノールAタイプエポキシアクリレート20gとを用い、ビニルモノマーを加えなかった以外、実施例1と同じ条件で光硬化性樹脂組成物を作製した。
【0107】
(2)光硬化性樹脂組成物の硬化前の粘度測定
光硬化性樹脂組成物の硬化前の粘度を、実施例1と同じ方法で測定したところ、1500mPa・sであり、300〜2000mPa・sの範囲にあり、良好な粘度であった。
【0108】
(3)硬化体の作製および各種評価
実施例1と同じ条件にて硬化体を作製し、各評価を行った。その結果、比較例6の条件で作製した試験片は、硬化不良が見られず良好であり、また透明性についても無色透明であった。しかし、ショアD硬度が73と高く、合格基準である40〜70の範囲から外れた。また、比較例6の条件で作製した試験片の貯蔵弾性率は、25℃において7.2E+07Paとなり、合格基準である9.0E+06〜6.0E+07Paの範囲から外れた。さらに、キーシートの形態として、気泡の有無、ブロッキング特性、打鍵特性およびクリック特性を評価した。その結果、比較例6のキーシートは、気泡を含んでおらず、ブロッキングも認められなかった。しかし、打鍵によりキートップの一部にクラックが認められた。また、キートップを押圧したときのベタ付きは認められなかったが、クリック感が重かった。
【0109】
表1および表2に、上記各実施例の光硬化性樹脂組成物の配合組成、硬化条件および硬化前後の特性を、また、表3に、上記各比較例の光硬化性樹脂組成物の配合組成、硬化条件および硬化前後の特性をまとめて示す。
【0110】
【表1】

【0111】
【表2】
【0112】
【表3】
【0113】
以上の実験結果から、少なくとも次のことがわかった。実施例1〜11および比較例1〜3,6から明らかなように、ビニルモノマーを、オリゴマーとビニルモノマーと他種モノマーの合計質量に対して10〜30質量%加えないと、適正なショアD硬度と貯蔵弾性率を持った硬化体を得ることができないことがわかった。実施例5と他の実施例とを比較すると明らかなように、オリゴマー中のエポキシアクリレートの比率が高くなると、ショアD硬度が高くなることがわかった。このため、比較的硬度を低めに抑えるためには、ウレタンアクリレートの比率を高く、若しくはエポキシアクリレートを加えないようにすると良いことがわかった。また、実施例10,11と、その他の実施例との比較から明らかなように、光重合開始剤に1−ヒドロキシシクロヘキシルフェニルケトンを用いた方が、透明性に優れた硬化体を得やすいことがわかった。さらに、比較例4,5では未硬化であり、他の比較例や全ての実施例において硬化したことから、オリゴマーとビニルモノマーと他種モノマーの合計質量に対して、光重合開始剤を0.5質量%超から10質量%未満にする必要があることがわかった。
【産業上の利用可能性】
【0114】
本発明は、例えば、携帯電話、車載用のナビゲーション装置、携帯用薄型PC、音楽再生用携帯機器、あるいはそれらの機器を操作するためのリモートコントローラーのキートップ若しくはキートップを集合させたキーシートなどに利用することができる。
【符号の説明】
【0115】
1 スイッチ部材
10 キーシート(硬化体の一例)
12 キートップ(硬化体の一例)
20 樹脂フィルム
【技術分野】
【0001】
本発明は、光硬化性樹脂組成物およびその硬化体を含むスイッチ部材に関する。
【背景技術】
【0002】
従来から、光硬化性樹脂は、紫外線等の光を照射することにより極めて短い時間で且つ常温にて硬化するため、接着剤、塗料などの分野で広く使用されている。例えば、携帯電話、携帯情報端末などの電子機器に用いられるスイッチ部材において、樹脂キートップとその下面のゴムキーパッドとを接着する接着剤に、アクリレート系の光硬化性樹脂組成物が用いられている例が知られている(特許文献1を参照)。
【0003】
また、最近では、光硬化性樹脂組成物は、接着剤や塗料のみならず、スイッチ部材の構成部材の材料としても注目を浴びてきている。いままで、光硬化性樹脂は、硬化時の収縮性が比較的大きく、かつ他の樹脂に比べて高コストであるため、肉厚の部材を成形するのにあまり適していないと考えられていた。しかし、近年、益々、スイッチ部材の薄型化が求められるに伴い、メタルドームに押圧を伝達する押し子付きの樹脂フィルムのような薄型の構成材に光硬化性樹脂を用いる例も見られるようになってきた(特許文献2を参照)。さらに、上記樹脂フィルムのような電子機器の内部側に配置される構成部材のみならず、操作面に露出するキートップのような構成部材にも光硬化性樹脂を用いる例も知られている(特許文献3を参照)
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2006−104340号公報
【特許文献2】特開2009−093869号公報
【特許文献3】特開2009−009735号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、光硬化性樹脂組成物を硬化させてキートップ等の構成部材を製造する場合、キートップ等に気泡やクラック等の欠陥が入り、あるいは使用するにつれてキートップが裏面の樹脂フィルムから剥がれる場合があり、さらなる品質向上が望まれている。
【0006】
本発明は、かかる問題を解消すべくなされたものであって、欠陥が少なく、使用中に樹脂フィルムから剥がれにくいスイッチ部材の製造に適した光硬化性樹脂組成物および該組成物を硬化して成る硬化体を含むスイッチ部材を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明者は、上記目的を達成するため、鋭意、研究開発を行い、光硬化性樹脂組成物を硬化した硬化体の25℃における貯蔵弾性率が9.0E+06〜6.0E+07Paの範囲内にあり、かつそのショアD硬度が40〜70の範囲内にあるのが好ましいことをつきとめ、そのために必要な光硬化性樹脂組成物を追求した結果、本発明の完成に至った。
【0008】
ここで、「貯蔵弾性率」は、粘弾性体に正弦的振動ひずみを与えたときの応力とひずみの関係を表わす複素弾性率を構成する実数部であり、力学的に検知可能な試料の硬さを表す物性をいう。また、「ショアD硬度」は、JIS K6253に従って測定される試料の硬度をいう。
【0009】
本発明の一実施形態は、(A)ウレタン(メタ)アクリレートオリゴマーおよびエポキシ(メタ)アクリレートオリゴマーから成る群から選択される少なくとも1種の(メタ)アクリレートオリゴマー40〜60質量部と、(B)ビニルモノマー10〜30質量部と、(C)ビニルモノマー以外の他種モノマー10〜30質量部と、(D)光重合開始剤2〜8質量部とを含有して成る光硬化性樹脂組成物である。
【0010】
本発明の他の実施形態は、(A)成分に、少なくともウレタン(メタ)アクリレートオリゴマーを含む光硬化性樹脂組成物である。
【0011】
本発明の他の実施形態は、(B)成分に、カプリン酸ビニルおよびスチレンモノマーの内、少なくとも1つを含む光硬化性樹脂組成物である。
【0012】
本発明の他の実施形態は、(D)成分に、1−ヒドロキシシクロヘキシルフェニルケトンを主に含む光硬化性樹脂組成物である。
【0013】
本発明の他の実施形態は、上述の少なくとも一つの実施形態の光硬化性樹脂組成物を硬化して成る硬化体を含むスイッチ部材である。
【0014】
本発明の他の実施形態は、さらに、その裏側に樹脂フィルムを貼付してなるスイッチ部材である。
【発明の効果】
【0015】
本発明によれば、透明性に優れ、欠陥が少なく、使用中に樹脂フィルムから剥がれにくいスイッチ部材を製造することができる。
【図面の簡単な説明】
【0016】
【図1】図1は、本発明の実施の形態に係るスイッチ部材の斜視図である。
【図2】図2は、図1に示すスイッチ部材のA−A線断面図である。
【図3】図3は、図1に示すスイッチ部材の製造工程の概略を示すフローチャートである。
【図4】図4は、図3に示すフローチャートに続いて、スイッチ部材の製造工程の概略を示すフローチャートである。
【図5】図5は、図4に示す工程を行った場合のスイッチ部材の図2と同様の断面図である。
【発明を実施するための形態】
【0017】
以下に、本発明の光硬化性樹脂組成物および該組成物を硬化して成る硬化体を含むスイッチ部材の実施の形態について説明する。
【0018】
<1.光硬化性樹脂組成物>
(1.1 構成成分)
本発明の実施の形態に係る光硬化性樹脂組成物は、ウレタン(メタ)アクリレートオリゴマーおよびエポキシ(メタ)アクリレートオリゴマーから成る群から選択される少なくとも1種の(メタ)アクリレートオリゴマー(成分Aという)と、ビニルモノマー(成分Bという)と、ビニルモノマー以外の他種モノマー(成分Cという)と、光重合開始剤(成分D)とを、少なくとも含有する。
【0019】
(1)成分A:(メタ)アクリレートオリゴマー
本発明の実施の形態に係る光硬化性樹脂組成物に用いられる(メタ)アクリレートオリゴマーは、ウレタン(メタ)アクリレートオリゴマーおよびエポキシ(メタ)アクリレートオリゴマーから成る群から選択される少なくとも1種を含み、ウレタンアクリレートオリゴマーおよびエポキシアクリレートオリゴマーから成る群から選択される少なくとも1種を含むのが好ましい。特に、ウレタンアクリレートオリゴマーを少なくとも含むのがより好ましい。
【0020】
ウレタン(メタ)アクリレートオリゴマーは、(メタ)アクリロイルオキシ基(CH2=CHCOO−またはCH2=C(CH3)COO−)を1以上含み、ウレタン結合(−NHCOO−)を複数含むオリゴマーである。ウレタン(メタ)アクリレートオリゴマーは、ポリオールとポリイソシアネートによりウレタンプレポリマーを合成し、そこに、水酸基を有する(メタ)アクリレートを付加させることにより製造することができる。エポキシ(メタ)アクリレートオリゴマーは、グリシジル基を含むオリゴマーであり、グリシジル基を有し環状構造を持つ化合物と、(メタ)アクリル酸とを反応させることにより製造することができる。
【0021】
(メタ)アクリレートオリゴマーは、成分A〜Cの合計質量に対して40〜60質量%を占めるのが好ましい。また、(メタ)アクリレートオリゴマー中のエポキシ(メタ)アクリレートオリゴマーは、成分A〜Cの合計質量に対して0〜20質量%とし、(メタ)アクリレートオリゴマー中のウレタン(メタ)アクリレートオリゴマーは、成分A〜Cの合計質量に対して20〜60質量%、さらには40〜60質量%とするのがより好ましい。
【0022】
また、(メタ)アクリレートオリゴマーにウレタン(メタ)アクリレートオリゴマー含む場合、重量平均分子量(Mw)が異なる複数のウレタン(メタ)アクリレートオリゴマーを混ぜて用いるのが好ましく、特に、Mwが最も大きいウレタン(メタ)アクリレートオリゴマーの質量が他のウレタン(メタ)アクリレートオリゴマーの質量よりも多いのが好ましい。ウレタン(メタ)アクリレートオリゴマーのMwの範囲としては、1000〜100000であるのが好ましい。これに対して、エポキシ(メタ)アクリレートオリゴマーのMwは、200〜1000であるのが好ましい。
【0023】
また、オリゴマーの官能基に、後述する樹脂フィルムと水素結合しやすい、カルボニル基(−CO)、カルボキシル基(−COOH)、アミノ基(−NH)、エーテル基(−O−)等を持つ化合物が好ましい。また、オリゴマーに、フッ素等を官能基として持つ場合、硬化物の塗膜として、耐指紋性、撥水性等が付与される効果が期待できるので、好ましい。
【0024】
(2)成分B:ビニルモノマー
本発明の実施の形態に係る光硬化性樹脂組成物に用いられるビニルモノマーとしては、例えば、スチレン、ビニルトルエン、α−メチルスチレン、ギ酸ビニル、酢酸ビニル、プロピオン酸ビニル、バレリン酸ビニル、酪酸ビニル、イソ酪酸ビニル、ピバリン酸ビニル、カプリン酸ビニル、ラウリン酸ビニル、ステアリン酸ビニル、メタクリル酸メチル、メタクリル酸、アクリル酸、n−ブチル(メタ)アクリレート、i−ブチル(メタ)アクリレート、t−ブチル(メタ)アクリレート、2−エチルヘキシル(メタ)アクリレート、ラウリル(メタ)アクリレート、トリデシル(メタ)アクリレート、ステアリル(メタ)アクリレート、グリシジル(メタ)アクリレート、ヒドロキシプロピル(メタ)アクリレート、2−メトキシエチル(メタ)アクリレート、2−エトキシエチル(メタ)アクリレート、アクリル(メタ)アクリレート、2−ヒドロキシエチル(メタ)アクリレート、コハク酸2−(メタ)アクロイルオキシエチル、マレイン酸2−(メタ)アクロイルオキシエチル、フタル酸2−(メタ)アクロイルオキシエチル、ヘキサヒドロフタル酸2−(メタ)アクリオイルオキシエチル、ペンタメチルピペリジル(メタ)アクリレート、テトラメチルピペリジル(メタ)アクリレート、ジメチルアミノエチル(メタ)アクリレート、ジエチルアミノエチル(メタ)アクリレートを用いることができる。
【0025】
また、ビニルモノマーとして、ベンジル(メタ)アクリレート、シクロヘキシル(メタ)アクリレート、イソボルニル(メタ)アクリレート、ノルボルニル(メタ)アクリレート、ジシクロペンテニル(メタ)アクリレート、ジシクロペンタニル(メタ)アクリレート、ジシクロペンテニルオキシエチル(メタ)アクリレート等の芳香族環又は脂肪族環を有する(メタ)アクリレートモノマーを用いることができる。
【0026】
さらに、ビニルモノマーとして多官能性モノマーも使用することができ、その場合、例えば、エチレングリコールジ(メタ)アクリレート、ジエチレングリコールジ(メタ)アクリレート、プロピレングリコールジ(メタ)アクリレート、1,3−ブチレングリコールジ(メタ)アクリレート、1,4−ブチレングリコールジ(メタ)アクリレート、1,6−ヘキサンジオールジ(メタ)アクリレート、ジメチロールエタンジ(メタ)アクリレート、1,1−ジメチロールプロパンジ(メタ)アクリレート、2,2−ジメチロールプロパンジ(メタ)アクリレート、トリメチロールエタントリ(メタ)アクリレート、トリメチロールプロパントリ(メタ)アクリレート、テトラメチロールメタントリ(メタ)アクリレート、テトラメチロールメタンジ(メタ)アクリレート、ネオペンチルグリコールジ(メタ)アクリレート、及び(メタ)アクリル酸とポリエチレングリコール、ポリプロピレングリコール、ペンタエリスリトール、ジペンタエリスリトール等の多価アルコールとの多価エステル、ジビニルベンゼン、トリアリールイソシアヌレート、アリールメタクリレート、ジアリルフタレート等を用いることができる。
【0027】
上記のビニルモノマーは、1種又は2種類以上を適宜混合して用いることができる。ビニルモノマーとしては、塩化ビニル系のモノマー、スチレン系のモノマー等のように、電子密度を偏在化させるかあるいは極性基を持つ化合物が、樹脂フィルムとの密着性を向上させる点で好ましい。また、ビニルポリマーとして、(メタ)アクリレートオリゴマーの溶解度パラメータ(SP値)と近いSP値を持つビニルポリマー、例えば、カプリン酸ビニルを用いるのが好ましい。
【0028】
ビニルモノマーは、成分A〜Cの合計質量に対して10〜30質量%を占めるのが好ましい。ビニルモノマーを10質量%以上含めることにより、光硬化性樹脂組成物の硬化体の貯蔵弾性率を6.0E+07Pa以下にし、ショアD硬度を70以下にすることができ、硬化体にクラックが入りにくくなり、樹脂フィルムに貼った後に剥がれる危険性が低減する。一方、ビニルモノマーを30質量%以下含めることにより、光硬化性樹脂組成物の硬化体の貯蔵弾性率を9.0E+06Pa以上にし、ショアD硬度を40以上にすることができ、硬化体にタッチしたときにへこむ等の変形が起きにくく、また、ベタツキや指紋等の汚れが付くのを低減できる。なお、ビニルモノマーのMwの範囲としては、50〜1000であるのが好ましい。
【0029】
(3)成分C:ビニルモノマー以外の他種モノマー
本発明の実施の形態に係る光硬化性樹脂組成物に用いられる他種モノマーとしては、単官能モノマー、二官能モノマー、三官能モノマー等を用いることができる。他種モノマーは、成分A〜Cの合計質量に対して10〜30質量%を占めるのが好ましい。なお、他種モノマーのMwの範囲としては、50〜1000であるのが好ましい。
【0030】
(4)成分D:光重合開始剤
本発明の実施の形態に係る光硬化性樹脂組成物に用いられる光重合開始剤としては、4−ジメチルアミノ安息香酸、4−ジメチルアミノ安息香酸エステル、2,2−ジメトキシ−2−フェニルアセトフェノン、アセトフェノンジエチルケタール、アルコキシアセトフェノン、ベンジルジメチルケタール、ベンゾフェノン、および3,3−ジメチル−4−メトキシベンゾフェノン、4,4−ジメトキシベンゾフェノン、4,4−ジアミノベンゾフェノン等のベンゾフェノン誘導体、ベンゾイル安息香酸アルキル、ビス(4−ジアルキルアミノフェニル)ケトン、ベンジルおよびベンジルメチルケタール等のベンジル誘導体、ベンゾインおよびベンゾインイソブチルエーテル等のベンゾイン誘導体、ベンゾインイソプロピルエーテル、2−ヒドロキシ−2−メチルプロピオフェノン、1−ヒドロキシシクロヘキシルフェニルケトン、キサントン、チオキサントンおよびチオキサントン誘導体、フルオレン、2,4,6−トリメチルベンゾイルジフェニルホスフィンオキシド、ビス(2,6−ジメトキシベンゾイル)−2,4,4−トリメチルペンチルホスフィンオキシド、ビス(2,4,6−トリメチルベンゾイル)−フェニルホスフィンオキシド、2−メチル−1−[4−(メチルチオ)フェニル]−2−モルホリノプロパン−1,2−ベンジル−2−ジメチルアミノ−1−(モルホリノフェニル)−ブタノン−1等が挙げられる。これら光重合開始剤は、1種あるいは2種以上を組み合わせて使用してもよい。
【0031】
光重合開始剤は、アルキルフェノン系、アシルフォスフィンオキサイド系、チタノセン系の各光重合開始剤を用いるのが好ましく、その中でも特に、光硬化性樹脂組成物の硬化中に、酸素阻害を受け難く、得られる硬化物が無色透明になりやすいアルキルフェノン系の1−ヒドロキシシクロヘキシルフェニルケトンが好ましい。
【0032】
光重合開始剤は、成分A〜Cの合計質量を100としたときに、2〜8質量%含めるのが好ましい。光重合開始剤を2質量%以上にすると硬化しやすく、8質量%以下にすると硬化時の発熱量を抑えることができ、硬化体にクラックが入りにくくなるからである。
【0033】
(5)フィラー、消泡剤等
また、本発明の実施の形態に係る光硬化性樹脂組成物に、シリカ、アルミナ、チタニア等のフィラーを含めても良い。また、光硬化性樹脂組成物に、シリコーン系消泡剤、フッ素系消泡剤、アクリル系消泡剤、シリコーン系レベリング剤を含めても良く、その量は、成分A〜Cの合計質量を100としたときに、0.2〜1質量%とするのが好ましい。
【0034】
(1.2 製造方法)
前述の各成分を容器に投入し、遮光した条件下で所定温度(60〜90℃)にて加熱後、均一な液状になるまで攪拌することにより、本発明の実施の形態に係る光硬化性樹脂組成物を製造することができる。光硬化性樹脂組成物をすぐに硬化させない場合には、その後、再び遮光して室温(15〜30℃)で40〜60%R.H.の範囲の湿度にて保存するのが好ましい。
【0035】
本発明の実施の形態に係る光硬化性樹脂組成物の粘度は、25℃にて300〜2000mPa・sの範囲であるのが好ましい。粘度を300mPa・s以上とすると、金型内に該組成物を供給する場合、ディスペンサーのノズルから垂れにくくなり、2000mPa・s以下とすると、金型内で硬化させる際に気泡を効果的に排除しやすくなる。25℃で上記粘度範囲にならない場合には、25℃から温度を上げ若しくは下げて、上記粘度範囲にするのが好ましい。
【0036】
<2.光硬化性樹脂組成物の硬化体を含むスイッチ部材>
(2.1 形態)
本発明の実施の形態に係る光硬化性樹脂組成物の硬化体を含むスイッチ部材(以後、スイッチ部材という)は、好適には、次のような形態を有する。
【0037】
図1は、本発明の実施の形態に係るスイッチ部材の斜視図である。図2は、図1に示すスイッチ部材のA−A線断面図である。
【0038】
このスイッチ部材1は、光硬化性樹脂組成物の硬化体の一例であるキーシート10と、当該キーシート10の下面に貼付される樹脂フィルム20とを備える。キーシート10は、交差する溝部11によって複数のキートップ12および当該複数のキートップ12の集合体を囲むフレーム13を区分けする形態を有する。溝部11は、キーシート10の下面まで貫通せずに薄肉部を残すように形成されているため、各キートップ12およびフレーム13は互いに連接している。キーシート10は、後述するように、液状の光硬化性樹脂組成物を所定の金型に供給し、樹脂フィルム20を金型内の光硬化性樹脂組成物の上から覆い、紫外線等を照射して硬化させて製造される。キーシート10の25℃における貯蔵弾性率は、9.0E+06〜6.0E+07Paの範囲内にあるのが好ましい。また、キーシート10のショアD硬度は、40〜70の範囲内にあるのが好ましい。貯蔵弾性率が6.0E+07Pa以下で、ショアD硬度が70以下の場合には、キーシート10の硬度を抑えて脆性を低くできるので、キーシート10の使用中に、クラックが生じ、あるいはキーシート10の一部が樹脂フィルム20から剥がれる確率が低くなる。一方、貯蔵弾性率が9.0E+07Pa以上で、ショアD硬度が40以上の場合には、キーシート10の硬度をある程度高くし、キーシート10の使用中に、その一部がへこむ等の形状変化が起きにくく、その表面を指で触ったときにベタ付きや指紋等の汚れが付くのを抑制できる。
【0039】
樹脂フィルム20には、熱可塑性樹脂若しくは熱硬化性樹脂のいずれの樹脂も用いることができるが、熱可塑性樹脂の中でも、特に、耐久性および光硬化性樹脂組成物との接着性に優れるポリエチレンテレフタレート(PET)樹脂が好ましい。また、樹脂フィルム20の光硬化性樹脂組成物との接着面に、その接着を促進するための易接着層を予めコートしておくのが好ましい。樹脂フィルム20の好適な厚みは、50〜188μmである。樹脂フィルム20の厚みを50μm以上とすることにより、樹脂フィルム20付きのキーシート10を金型から外し、次のカット工程に移行する際の取り扱いが容易になり、樹脂フィルム20の厚みを188μm以下とすることにより、キーシート10の押し込みを容易にすることができる。
【0040】
樹脂フィルム20におけるキーシート10との接着面と反対側の面には、加飾層若しくは蒸着層等の層21を形成することもできる。当該層21は、キーシート10の上に形成しても良い。当該層21を形成する場合、スクリーン印刷、タンポ印刷、ホットスタンプ、スプレー塗装、インクジェットプリント、オンデマンド印刷等の方法を用いることができる。また、蒸着層から成る層21を形成するための金属には、Al、In、Sn、Au、Pt、Tiまたはその合金系を用いることができる。
【0041】
なお、本発明のスイッチ部材は、スイッチ部材1を構成する1若しくは複数のキーシート10のみとし、樹脂フィルム20を除外したものであっても良く、少なくとも光硬化性樹脂組成物の硬化体を含むものであれば良い。
【0042】
(2.2 製造方法)
図3は、図1に示すスイッチ部材の製造工程の概略を示すフローチャートである。
【0043】
まず、スイッチ部材1を成形するためのステンレススチール製の金型を用意し、ディスペンサーを用いて未硬化状態の光硬化性樹脂組成物を金型内に供給する(ステップST101)。次に、供給した未硬化状態の光硬化性樹脂組成物の表面に、樹脂フィルム20を貼付する(ステップST102)。樹脂フィルム20を光硬化性樹脂組成物の上から貼付する際、光硬化性樹脂組成物と金型の界面に存在する気泡を外部に除去するように、樹脂フィルム20の一方からローラーをあてながら行うのが好ましい。樹脂フィルム20と光硬化性樹脂組成物とをより強固に接着するために、樹脂フィルム20の接着面に、例えば、コロナ放電処理、プラズマ処理、UV処理等の機械的な表面処理を行い、表面改質を行うのが好ましい。また、当該機械的な表面処理に代えてあるいは併用して、メチルアルコール、エチルアルコール、イソプロピルアルコール等のアルコール類若しくはケトン類の有機溶剤にエポシキ系、アミノ系、ビニル系等のカップリング剤を所定濃度(例えば、5質量%程度)溶解させたプライマー等を用いるプライマー処理を行っても良い。
【0044】
次に、樹脂フィルム20の上方から、金型内の未硬化状態の光硬化性樹脂組成物に向けて、紫外線を照射して、光硬化性樹脂組成物を硬化する(ステップST103)。紫外線を照射する装置には、メタルハライドタイプ、高圧水銀タイプ、無限電極タイプ等の各種ランプを用いた装置を好適に用いることができる。特に、深部まで硬化でき、かつ硬化発熱を抑えることができる点では、メタルハライドランプまたは無電極ランプがより好ましい。次に、金型から樹脂フィルム20付きのキーシート10を分離する(ステップST104)。なお、加飾層若しくは蒸着層等の層21を樹脂フィルム20の裏面に形成する場合には、ステップST104の後あるいはステップST102の前に、樹脂フィルム20に加飾層若しくは蒸着層等の層21を形成する工程を入れることができる。また、ステップST102において、予め加飾層若しくは蒸着層等の層21を形成した樹脂フィルム20を用いても良い。
【0045】
図4は、図3に示すフローチャートに続いて、スイッチ部材の製造工程の概略を示すフローチャートである。図5は、図4に示す工程を行った場合のスイッチ部材の図2と同様の断面図である。
【0046】
ステップST104に続いて、次の工程を行い、スイッチ部材1の加工・組み立てを進めることもできる。金型から分離した樹脂フィルム20付きのキーシート10を、カット用の治具内にセットし、キーシート10内の所定経路にレーザーを照射して個々のキートップ12の単位にカットする(ステップST105)。キーシート10のカット用の治具への固定は、当該治具の貫通孔を通じて外部から吸引する方法および/または治具内に両面テープ等でキーシート10を固定する方法にて行うのが好ましい。レーザーの照射は、既存のいかなる切断用途のレーザー照射装置を用いて行うことができ、より好ましくは、炭酸ガスレーザー照射装置を用いて行う。キーシート10をカット治具に固定した状態でカットするので、各キートップ12の隙間14をカット時のままに保持することができる。次に、各キートップ12の隙間14を保持した状態のまま、接着材(液状の接着剤、両面テープ等を含む)を介して、各キートップ12の裏面の樹脂フィルム20と弾性エラストマーシート30とを接着する(ステップS106)。なお、弾性エラストマーシート30の下面に押圧子31を形成することもでき、その場合、弾性エラストマーシート30の成形と同時、あるいは成形後のいずれの時期に形成しても良い。
【実施例】
【0047】
次に、本発明の各実施例につき説明する。
【0048】
「実施例1」
(1)光硬化性樹脂組成物の作製
500mlのポリテトラフルオロエチレン製のビーカーに、次の(A)オリゴマー、(B)ビニルモノマー、(C)他種モノマーおよび(D)光重合開始剤を投入した。
(A)オリゴマー
(A−1)ウレタンアクリレートオリゴマー(日本合成化学工業株式会社製、製品名:紫光UV−3700B、重量平均分子量(Mw)=38000): 50g
(A−2)ウレタンアクリレートオリゴマー(日本合成化学工業株式会社製、製品名:紫光UV−7610B、Mw=14000): 10g
(B)ビニルモノマー
カプリン酸ビニル(日本酢ビ・ポバール株式会社製、製品名:カプリン酸ビニル、Mw=185): 10g
(C)他種モノマー
(C−1)単官能モノマー
2−ヒドロキシアクリレート(大阪有機化学工業株式会社製、製品名:HEA、Mw=116): 10g
(C−2)二官能モノマー
1.9−ナノンジオールジアクリレート(大阪有機化学工業株式会社製、製品名:V#260、Mw=268): 10g
(C−3)多官能モノマー
ジペンタエリストールヘキサアクリレート(新中村化学工業株式会社製、製品名:A−DPH、Mw=578): 10g
(D)光重合開始剤
1−ヒドロキシシクロヘキシルフェニルケトン(チバ・スペシャリティケミカル株式会社製、製品名:イルガキュア184、Mw=204): 5g
【0049】
次に、上記(A)〜(D)の化合物を投入したビーカーをアルミニウムホイルにて蓋をして遮光し、送風定温恒温器(ヤマト科学株式会社製、型式:DNE650)にて80℃、1時間の条件で加温した。次に、送風定温恒温器からビーカーを取り出し、蓋を外して、ポリテトラフルオロエチレン(PTFE)製の攪拌棒(アズワン社製、直径8mm×長さ250mm)を用いて均一な液状になるまで攪拌した。次に、ビーカーを再びアルミニウムホイルにて蓋をし、25℃/50%R.H.の条件にて一昼夜静置して、液状の光硬化性樹脂組成物を完成した。
【0050】
(2)光硬化性樹脂組成物の硬化前の粘度測定
光硬化性樹脂組成物の硬化前の粘度を、E型粘度計(東京計器株式会社製、ローターNo.1)を用いて25℃にて測定したところ、1200mPa・sであり、300〜2000mPa・sの範囲にあり、良好な粘度であった。
【0051】
(3)硬化体の作製および各種評価
(3.1)外観およびショアD硬度測定用の試験片の作製および評価
ステンレススチール(SUS304)製の金型(縦150mm×横150mm×厚さ20mm)内に、縦50mm×横50mm×深さ3mmの大きさの凹部を形成したものを用意し、その凹部内に、シリコーン系離型剤(信越化学工業株式会社製、製品名:シリコーンスプレーKF96SP)を約3秒間吹き付けた。次に、金型を、ホットプレート(アズワン社製、製品名:ギガホットプレート GEC−7050型)の上にのせて約10分間放置し、40℃に加温した。次に、40℃に加温された金型の凹部内に、ディスペンサーを用いて液状の光硬化性樹脂組成物3gを供給した。次に、樹脂フィルムとして、易接着性PETフィルム(東洋紡株式会社製、製品名:A−4300、厚さ:125μm、サイズ:A4版)を用意して、その接着面に、上述のシリコーン系離型剤を約3秒間吹き付け、ドライヤーにて熱風をあてて余分な溶剤を気化し、接着面にシリコーン皮膜を形成した。
【0052】
次に、樹脂フィルムのシリコーン皮膜側を、金型内の凹部に充填した光硬化性樹脂組成物上に接触させ、導電タイプのスティックローラー(アズワン社製、型番:W250、ローラー寸法:直径30mm×長さ250mm)を樹脂フィルムの反対側から押し当てながら、気泡が入らないように留意して樹脂フィルムを光硬化性樹脂組成物上に被せた。次に、コンベヤータイプの紫外線照射装置(アイ・グラフィック社製、型式:ECS−4011GX)とメタルハライドランプ(アイ・グラフィック社製、型式:M04−L41、160W/cm)を用いて、樹脂フィルム上から紫外線を照射して、凹部内の光硬化性樹脂組成物を硬化した。メタルハライドランプから樹脂フィルムまでの距離は15cmとした。また、硬化工程における紫外線照度および積算光量を、それぞれ、210mW/cm2および2000mJ/cm2とした。なお、紫外線照度および積算光量は、紫外線積算照度計(アイ・グラフィック社製、型式:UV METER UVPF-A1)を用いて測定した。硬化後に、金型から樹脂フィルムを剥がし、続いて、硬化体を金型から外した。次に、硬化体を25℃/50%R.H.の条件下で一晩静置した。かかるステップにて、評価用の試験片を3枚作製した。
【0053】
外観評価は、硬化不良の有無、透明性を主眼とし、25℃/50%R.H.の環境下にて目視にて行った。また、ショアD硬度は、ハードネステスター(有限会社今井精機製、型式:ショアD)上に3枚の試験片を重ねて乗せ、3回測定して平均値を算出する方法にて評価した。実施例1の条件で作製した試験片は、硬化不良が見られず良好であり、また透明性についても無色透明であり、ショアD硬度は52であった。ショアD硬度については、合格基準を40〜70の範囲に設定した。このため、実施例1の条件で作製した硬化体(試験片)は、外観、ショアD硬度ともに合格であった。
【0054】
(3.2)貯蔵弾性率測定用の試験片の作製および評価
(3.1)で用いた金型と同型の金型内に、縦60mm×横5mm×深さ3mmの凹部を形成した。当該凹部の大きさ以外の条件は(3.1)と同じ条件として、貯蔵弾性率測定用の試験片を作製した。貯蔵弾性率は、ティー・エイ・インスツルメント・ジャパン株式会社製のRSAIIIを用い、圧縮法により、昇温速度:5℃/min、測定温度範囲:−40〜160℃の条件にて測定した。かかる条件にて測定した貯蔵弾性率は、25℃において1.0E+07Paであった。貯蔵弾性率の合格基準は、9.0E+06〜6.0E+07Paと設定した。このため、実施例1の条件で作製した硬化体(試験片)の貯蔵弾性率は合格基準に入っていた。
【0055】
(3.3)気泡の有無、ブロッキング性、打鍵特性およびクリック特性評価用の試験片の作製および評価
(3.1)で用いた金型と同型の金型内に、縦40mm×横90mm×深さ1mmの凹部を形成した。凹部の形状は、キートップ(縦6mm×横7mm×厚さ0.5mm)を縦6個×横11個の升目状に配置し、縦方向片側一列の内で横方向中央部に配置される3個のキートップを1個の細長いキートップとし、これらキートップ全体の外側を囲む1つの四角枠形状のフレームを持ったキーシート(図1に示す形態と同じ)を成形可能な形状とした。試験片の作製方法は、(3.1)で述べた方法と同様であるが、樹脂フィルムにおける光硬化性樹脂組成物との接着面には、シリコーン系離型剤を吹き付けなかった。樹脂フィルムを硬化体から剥がさないからである。
【0056】
このようにして3枚のキーシートを作製し、25℃/50%R.H.の環境下にて一昼夜放置した後、双眼実体顕微鏡(カールトン株式会社製、製品名:DST 44FT)を用いて倍率20倍にてキーシート内に気泡があるか否かを調べた。その結果、実施例1の条件で作製したキーシートには、全く気泡が無く、良好な外観を有していることがわかった。
【0057】
また、(3.3)の方法で作製したキーシートを3枚用意し、キートップの上面同士が重なり合わないように重ね、一番上に500gの分銅を載せた状態で、25℃/50%R.H.の環境下にて一昼夜静置した。その後、500gの分銅を外して、重ね合わせた3枚のキーシートを分離したところ、ブロッキングすることなく綺麗に剥がすことができたので、実施例1の条件で作製したキーシートのブロッキング特性は合格であった。
【0058】
(3.3)の方法で作製したキーシートを3枚用意し、硬さ60°、厚さ3mmのシリコーンゴムシートおよびシリコーン両面テープ(日東電工社製、型番:5302A)を、5mmのポンチを用いて打ち抜いた。打ち抜いた両面テープのセパレーターを剥がして、一方をシリコーンゴムの片面に貼り、もう一方を打鍵試験機の打鍵面の中央に貼った。先に作製したキーシートを携帯電話の筐体に組み込み、キートップの中央がシリコーンゴムの中央に当たるようにして、携帯電話の筐体の両端を、動かないようにテープで固定した。この状態で、25℃/50%R.H.の環境下にて、荷重:1Kgf、ストローク:3mm、打鍵速度:30回/分の条件で100万回打鍵した。打鍵試験終了後、双眼実体顕微鏡(カールトン株式会社製、商品名:DST 44FT、倍率:20倍)を用いてキートップを観察した結果、実施例1の条件で作製したキーシートは、キートップが樹脂フィルムから剥がれることなく、また、クラックやキートップの変形もなく、良好な耐打鍵性を有していることがわかった。
【0059】
(3.3)の方法で作製したキーシートを3枚用意し、それらを筐体に組み込んだ状態で、25℃/50%R.H.の環境下にて、指で約400gfの荷重をかけて、100回連続で押圧した。その結果、キートップ表面のベタ付きが無く、良好なクリック感が得られた。
【0060】
「実施例2」
(1)光硬化性樹脂組成物の作製
光重合開始剤である1−ヒドロキシシクロヘキシルフェニルケトンを3gに変更した以外、実施例1と同じ条件で光硬化性樹脂組成物を作製した。
【0061】
(2)光硬化性樹脂組成物の硬化前の粘度測定
光硬化性樹脂組成物の硬化前の粘度を、実施例1と同じ方法で測定したところ、900mPa・sであり、300〜2000mPa・sの範囲にあり、良好な粘度であった。
【0062】
(3)硬化体の作製および各種評価
実施例1と同じ条件にて硬化体を作製し、各評価を行った。その結果、実施例2の条件で作製した試験片は、硬化不良が見られず良好であり、また透明性についても無色透明であり、ショアD硬度が50であった。ショアD硬度については、合格基準である40〜70の範囲内にあった。実施例2の条件で作製した試験片の貯蔵弾性率は、25℃において9.3E+06Paであり、合格基準である9.0E+06〜6.0E+07Pa内にあった。さらに、キーシートの形態として、気泡の有無、ブロッキング特性、打鍵特性およびクリック特性を評価した。その結果、実施例2のキーシートは、気泡が無く、ブロッキングも認められず、打鍵によりキートップと樹脂フィルムとが剥離せず、またキートップにクラックが生じることもなく、押圧時にベタ付きも無く、良好なクリック感が得られた。
【0063】
「実施例3」
(1)光硬化性樹脂組成物の作製
光重合開始剤である1−ヒドロキシシクロヘキシルフェニルケトンを7gに変更した以外、実施例1と同じ条件で光硬化性樹脂組成物を作製した。
【0064】
(2)光硬化性樹脂組成物の硬化前の粘度測定
光硬化性樹脂組成物の硬化前の粘度を、実施例1と同じ方法で測定したところ、1550mPa・sであり、300〜2000mPa・sの範囲にあり、良好な粘度であった。
【0065】
(3)硬化体の作製および各種評価
実施例1と同じ条件にて硬化体を作製し、各評価を行った。その結果、実施例3の条件で作製した試験片は、硬化不良が見られず良好であり、また透明性についても無色透明であり、ショアD硬度が55であった。ショアD硬度については、合格基準である40〜70の範囲内にあった。実施例3の条件で作製した試験片の貯蔵弾性率は、25℃において2.4E+07Paであり、合格基準である9.0E+06〜6.0E+07Pa内にあった。さらに、キーシートの形態として、気泡の有無、ブロッキング特性、打鍵特性およびクリック特性を評価した。その結果、実施例3のキーシートは、気泡が無く、ブロッキングも認められず、打鍵によりキートップと樹脂フィルムとが剥離せず、またキートップにクラックが生じることもなく、押圧時にベタ付きも無く、良好なクリック感が得られた。
【0066】
「実施例4」
(1)光硬化性樹脂組成物の作製
オリゴマーであるウレタンアクリレート(Mw=38000)を40gに減らし、ビニルモノマーであるカプリン酸ビニルを30gに増やし、他種モノマーの一つである2−ヒドロキシアクリレートを加えなかった以外、実施例1と同じ条件で光硬化性樹脂組成物を作製した。
【0067】
(2)光硬化性樹脂組成物の硬化前の粘度測定
光硬化性樹脂組成物の硬化前の粘度を、実施例1と同じ方法で測定したところ、700mPa・sであり、300〜2000mPa・sの範囲にあり、良好な粘度であった。
【0068】
(3)硬化体の作製および各種評価
実施例1と同じ条件にて硬化体を作製し、各評価を行った。その結果、実施例4の条件で作製した試験片は、硬化不良が見られず良好であり、また透明性についても無色透明であり、ショアD硬度が43であった。ショアD硬度については、合格基準である40〜70の範囲内にあった。実施例4の条件で作製した試験片の貯蔵弾性率は、25℃において4.3E+07Paであり、合格基準である9.0E+06〜6.0E+07Pa内にあった。さらに、キーシートの形態として、気泡の有無、ブロッキング特性、打鍵特性およびクリック特性を評価した。その結果、実施例4のキーシートは、気泡が無く、ブロッキングも認められず、打鍵によりキートップと樹脂フィルムとが剥離せず、またキートップにクラックが生じることもなく、押圧時にベタ付きも無く、良好なクリック感が得られた。
【0069】
「実施例5」
(1)光硬化性樹脂組成物の作製
オリゴマーであるウレタンアクリレート(Mw=38000)およびウレタンアクリレート(Mw=14000)をそれぞれ20gにし、新たに別のオリゴマーとしてビスフェノールAタイプエポキシアクリレート(ダイセル・サイテック株式会社製、製品名:EBECRYL600、Mw=500)を20g加えた。また、ビニルモノマーとして、カプリン酸ビニルを加えずに、スチレンモノマー(三協化学株式会社製、製品名:スチロール、Mw=104)を10g加えた。それ以外は、実施例1と同じ条件で光硬化性樹脂組成物を作製した。
【0070】
(2)光硬化性樹脂組成物の硬化前の粘度測定
光硬化性樹脂組成物の硬化前の粘度を、実施例1と同じ方法で測定したところ、1920mPa・sであり、300〜2000mPa・sの範囲にあり、良好な粘度であった。
【0071】
(3)硬化体の作製および各種評価
実施例1と同じ条件にて硬化体を作製し、各評価を行った。その結果、実施例5の条件で作製した試験片は、硬化不良が見られず良好であり、また透明性についても無色透明であり、ショアD硬度が68であった。ショアD硬度については、合格基準である40〜70の範囲内にあった。実施例5の条件で作製した試験片の貯蔵弾性率は、25℃において1.5E+07Paであり、合格基準である9.0E+06〜6.0E+07Pa内にあった。さらに、キーシートの形態として、気泡の有無、ブロッキング特性、打鍵特性およびクリック特性を評価した。その結果、実施例5のキーシートは、気泡が無く、ブロッキングも認められず、打鍵によりキートップと樹脂フィルムとが剥離せず、またキートップにクラックが生じることもなく、押圧時にベタ付きも無く、良好なクリック感が得られた。
【0072】
「実施例6」
(1)光硬化性樹脂組成物の作製
オリゴマーであるビスフェノールAタイプエポキシアクリレートを10gに減らし、ビニルモノマーとして、スチレンモノマー10gに加え、カプリン酸ビニル10gを追加し、それ以外は、実施例5と同じ条件で光硬化性樹脂組成物を作製した。
【0073】
(2)光硬化性樹脂組成物の硬化前の粘度測定
光硬化性樹脂組成物の硬化前の粘度を、実施例1と同じ方法で測定したところ、1100mPa・sであり、300〜2000mPa・sの範囲にあり、良好な粘度であった。
【0074】
(3)硬化体の作製および各種評価
実施例1と同じ条件にて硬化体を作製し、各評価を行った。その結果、実施例6の条件で作製した試験片は、硬化不良が見られず良好であり、また透明性についても無色透明であり、ショアD硬度が50であった。ショアD硬度については、合格基準である40〜70の範囲内にあった。実施例6の条件で作製した試験片の貯蔵弾性率は、25℃において2.6E+07Paであり、合格基準である9.0E+06〜6.0E+07Pa内にあった。さらに、キーシートの形態として、気泡の有無、ブロッキング特性、打鍵特性およびクリック特性を評価した。その結果、実施例6のキーシートは、気泡が無く、ブロッキングも認められず、打鍵によりキートップと樹脂フィルムとが剥離せず、またキートップにクラックが生じることもなく、押圧時にベタ付きも無く、良好なクリック感が得られた。
【0075】
「実施例7」
(1)光硬化性樹脂組成物の作製
ビニルモノマーとして、スチレンモノマーのみを30g加え、他種モノマーの一つである2−ヒドロキシアクリレートを加えなかった。それ以外は、実施例6と同じ条件で光硬化性樹脂組成物を作製した。
【0076】
(2)光硬化性樹脂組成物の硬化前の粘度測定
光硬化性樹脂組成物の硬化前の粘度を、実施例1と同じ方法で測定したところ、360mPa・sであり、300〜2000mPa・sの範囲にあり、良好な粘度であった。
【0077】
(3)硬化体の作製および各種評価
実施例1と同じ条件にて硬化体を作製し、各評価を行った。その結果、実施例7の条件で作製した試験片は、硬化不良が見られず良好であり、また透明性についても無色透明であり、ショアD硬度が45であった。ショアD硬度については、合格基準である40〜70の範囲内にあった。実施例7の条件で作製した試験片の貯蔵弾性率は、25℃において1.1E+07Paであり、合格基準である9.0E+06〜6.0E+07Pa内にあった。さらに、キーシートの形態として、気泡の有無、ブロッキング特性、打鍵特性およびクリック特性を評価した。その結果、実施例7のキーシートは、気泡が無く、ブロッキングも認められず、打鍵によりキートップと樹脂フィルムとが剥離せず、またキートップにクラックが生じることもなく、押圧時にベタ付きも無く、良好なクリック感が得られた。
【0078】
「実施例8」
(1)光硬化性樹脂組成物の作製
実施例7と同じ配合の光硬化性樹脂組成物を作製した。
【0079】
(2)光硬化性樹脂組成物の硬化前の粘度測定
光硬化性樹脂組成物の硬化前の粘度を、実施例1と同じ方法で測定したところ、360mPa・sであり、300〜2000mPa・sの範囲にあり、良好な粘度であった。
【0080】
(3)硬化体の作製および各種評価
メタルハライドランプに代えて、高圧水銀ランプ(アイ・グラフィック社製、型式:L04−L41)を用いて紫外線を照射した以外は、実施例7と同じ条件にて硬化体を作製し、各評価を行った。その結果、実施例8の条件で作製した試験片は、硬化不良が見られず良好であり、また透明性についても無色透明であり、ショアD硬度が44であった。ショアD硬度については、合格基準である40〜70の範囲内にあった。実施例8の条件で作製した試験片の貯蔵弾性率は、25℃において1.2E+07Paであり、合格基準である9.0E+06〜6.0E+07Pa内にあった。さらに、キーシートの形態として、気泡の有無、ブロッキング特性、打鍵特性およびクリック特性を評価した。その結果、実施例8のキーシートは、気泡が無く、ブロッキングも認められず、打鍵によりキートップと樹脂フィルムとが剥離せず、またキートップにクラックが生じることもなく、押圧時にベタ付きも無く、良好なクリック感が得られた。
【0081】
「実施例9」
(1)光硬化性樹脂組成物の作製
実施例7と同じ配合の光硬化性樹脂組成物を作製した。
【0082】
(2)光硬化性樹脂組成物の硬化前の粘度測定
光硬化性樹脂組成物の硬化前の粘度を、実施例1と同じ方法で測定したところ、360mPa・sであり、300〜2000mPa・sの範囲にあり、良好な粘度であった。
【0083】
(3)硬化体の作製および各種評価
紫外線照射装置を無電極ランプ(フュージョン・ジャパン株式会社製、型式:Dバルブ型)を用いた装置(フュージョン・ジャパン株式会社製、型式:ライトハマー10)に変えた以外は実施例7と同じ条件にて硬化体を作製し、各評価を行った。その結果、実施例9の条件で作製した試験片は、硬化不良が見られず良好であり、また透明性についても無色透明であり、ショアD硬度が46であった。ショアD硬度については、合格基準である40〜70の範囲内にあった。実施例9の条件で作製した試験片の貯蔵弾性率は、25℃において1.2E+07Paであり、合格基準である9.0E+06〜6.0E+07Pa内にあった。さらに、キーシートの形態として、気泡の有無、ブロッキング特性、打鍵特性およびクリック特性を評価した。その結果、実施例9のキーシートは、気泡が無く、ブロッキングも認められず、打鍵によりキートップと樹脂フィルムとが剥離せず、またキートップにクラックが生じることもなく、押圧時にベタ付きも無く、良好なクリック感が得られた。
【0084】
「実施例10」
(1)光硬化性樹脂組成物の作製
オリゴマーであるウレタンアクリレート(Mw=38000)を30gに増やし、ビニルモノマーであるカプリン酸ビニルおよびスチレンモノマーをそれぞれ5gに減らし、光重合開始剤として、1−ヒドロキシシクロヘキシルフェニルケトンを加えず、それに代えて2−ヒドロキシ−2−メチル−1−フェニルプロパン−1−オン(チバ・スペシャリティケミカル株式会社製、製品名:ダロキュア1173、Mw=164)を5g加えた。それ以外は、実施例6と同じ条件で光硬化性樹脂組成物を作製した。
【0085】
(2)光硬化性樹脂組成物の硬化前の粘度測定
光硬化性樹脂組成物の硬化前の粘度を、実施例1と同じ方法で測定したところ、1100mPa・sであり、300〜2000mPa・sの範囲にあり、良好な粘度であった。
【0086】
(3)硬化体の作製および各種評価
実施例1と同じ条件にて硬化体を作製し、各評価を行った。その結果、実施例10の条件で作製した試験片は、硬化不良が見られず良好であった。透明性については、若干薄い茶色を呈していた。ただし、無色透明に比べると劣るものの、実用上の大きな障害がない程度であった。ショアD硬度は50であり、合格基準である40〜70の範囲内にあった。実施例10の条件で作製した試験片の貯蔵弾性率は、25℃において1.5E+07Paであり、合格基準である9.0E+06〜6.0E+07Pa内にあった。さらに、キーシートの形態として、気泡の有無、ブロッキング特性、打鍵特性およびクリック特性を評価した。その結果、実施例10のキーシートは、気泡が無く、ブロッキングも認められず、打鍵によりキートップと樹脂フィルムとが剥離せず、またキートップにクラックが生じることもなく、押圧時にベタ付きも無く、良好なクリック感が得られた。
【0087】
「実施例11」
(1)光硬化性樹脂組成物の作製
実施例10と同じ配合の光硬化性樹脂組成物を作製した。
【0088】
(2)光硬化性樹脂組成物の硬化前の粘度測定
光硬化性樹脂組成物の硬化前の粘度を、実施例1と同じ方法で測定したところ、1100mPa・sであり、300〜2000mPa・sの範囲にあり、良好な粘度であった。
【0089】
(3)硬化体の作製および各種評価
メタルハライドランプに代えて、高圧水銀ランプを用いて紫外線を照射した以外は、実施例10と同じ条件にて硬化体を作製し、各評価を行った。その結果、実施例11の条件で作製した試験片は、硬化不良が見られず良好であった。透明性については、若干薄い茶色を呈していた。ただし、無色透明に比べると劣るものの、実用上の大きな障害がない程度であった。ショアD硬度は49であり、合格基準である40〜70の範囲内にあった。実施例11の条件で作製した試験片の貯蔵弾性率は、25℃において1.7E+07Paであり、合格基準である9.0E+06〜6.0E+07Pa内にあった。さらに、キーシートの形態として、気泡の有無、ブロッキング特性、打鍵特性およびクリック特性を評価した。その結果、実施例11のキーシートは、気泡が無く、ブロッキングも認められず、打鍵によりキートップと樹脂フィルムとが剥離せず、またキートップにクラックが生じることもなく、押圧時にベタ付きも無く、良好なクリック感が得られた。
【0090】
次に、比較例について説明する。
【0091】
「比較例1」
(1)光硬化性樹脂組成物の作製
オリゴマーであるウレタンアクリレート(Mw=38000)を55gに増やし、ビニルモノマーであるカプリン酸ビニルを8gに減らし、他種モノマーの一つである2−ヒドロキシアクリレートを7gに減らした以外、実施例1と同じ条件で光硬化性樹脂組成物を作製した。
【0092】
(2)光硬化性樹脂組成物の硬化前の粘度測定
光硬化性樹脂組成物の硬化前の粘度を、実施例1と同じ方法で測定したところ、1380mPa・sであり、300〜2000mPa・sの範囲にあり、良好な粘度であった。
【0093】
(3)硬化体の作製および各種評価
実施例1と同じ条件にて硬化体を作製し、各評価を行った。その結果、比較例1の条件で作製した試験片は、硬化不良が見られず良好であり、また透明性についても無色透明であった。しかし、ショアD硬度が72と大きく、合格基準である40〜70の範囲から外れた。また、比較例1の条件で作製した試験片の貯蔵弾性率は、25℃において7.2E+06Paとなり、合格基準である9.0E+06〜6.0E+07Paの範囲から外れた。さらに、キーシートの形態として、気泡の有無、ブロッキング特性、打鍵特性およびクリック特性を評価した。その結果、比較例1のキーシートは、気泡が無く、ブロッキングも認められなかったが、打鍵によりキートップと樹脂フィルムとの剥離が認められた。また、キートップを押圧したときのベタ付きは無かったが、キートップの上下動に滑らかさが欠け、クリック感が悪かった。
【0094】
「比較例2」
(1)光硬化性樹脂組成物の作製
オリゴマーをウレタンアクリレート(Mw=38000)55gのみとし、ビニルモノマーであるカプリン酸ビニルを35gに増やし、他種モノマーを2−ヒドロキシアクリレート10gのみとした以外、実施例1と同じ条件で光硬化性樹脂組成物を作製した。
【0095】
(2)光硬化性樹脂組成物の硬化前の粘度測定
光硬化性樹脂組成物の硬化前の粘度を、実施例1と同じ方法で測定したところ、2200mPa・sであり、300〜2000mPa・sの範囲外となり、粘度が高すぎた。
【0096】
(3)硬化体の作製および各種評価
実施例1と同じ条件にて硬化体を作製し、各評価を行った。その結果、比較例2の条件で作製した試験片は、硬化不良が見られず良好であり、また透明性についても無色透明であった。しかし、ショアD硬度が38と低く、合格基準である40〜70の範囲から外れた。また、比較例2の条件で作製した試験片の貯蔵弾性率は、25℃において6.2E+06Paとなり、合格基準である9.0E+06〜6.0E+07Paの範囲から外れた。さらに、キーシートの形態として、気泡の有無、ブロッキング特性、打鍵特性およびクリック特性を評価した。その結果、比較例2のキーシートは、気泡を含んでおり、ブロッキングが認められた。また、打鍵によりキートップと樹脂フィルムとの剥離が認められた。また、キートップを押圧したときのベタ付きが認められ、押圧によるキートップの変形も認められ、かつキートップの上下動に滑らかさが欠けておりクリック感が悪かった。
【0097】
「比較例3」
(1)光硬化性樹脂組成物の作製
オリゴマーをビスフェノールAタイプエポキシアクリレート70gのみとし、ビニルモノマーであるスチロールを5gに減らし、他種モノマーであるジペンタエリストールヘキサアクリレートを5gに減らした以外、実施例5と同じ条件で光硬化性樹脂組成物を作製した。
【0098】
(2)光硬化性樹脂組成物の硬化前の粘度測定
光硬化性樹脂組成物の硬化前の粘度を、実施例1と同じ方法で測定したところ、280mPa・sであり、300〜2000mPa・sの範囲外となり、粘度が少し低かった。
【0099】
(3)硬化体の作製および各種評価
実施例1と同じ条件にて硬化体を作製し、各評価を行った。その結果、比較例3の条件で作製した試験片は、硬化不良が見られず良好であり、また透明性についても無色透明であった。しかし、ショアD硬度が85と高く、合格基準である40〜70の範囲から外れた。また、比較例3の条件で作製した試験片の貯蔵弾性率は、25℃において3.0E+08Paとなり、合格基準である9.0E+06〜6.0E+07Paの範囲から外れた。さらに、キーシートの形態として、気泡の有無、ブロッキング特性、打鍵特性およびクリック特性を評価した。その結果、比較例3のキーシートは、気泡を含んでおらず、ブロッキングも認められなかった。しかし、打鍵によりキートップにクラックが認められた。また、キートップを押圧したときのベタ付きや変形は認められなかったが、クリックした感触が重く、クリック感が悪かった。
【0100】
「比較例4」
(1)光硬化性樹脂組成物の作製
光重合開始剤である1−ヒドロキシシクロヘキシルフェニルケトンを0.5gに変更した以外、実施例1と同じ条件で光硬化性樹脂組成物を作製した。
【0101】
(2)光硬化性樹脂組成物の硬化前の粘度測定
光硬化性樹脂組成物の硬化前の粘度を、実施例1と同じ方法で測定したところ、1110mPa・sであり、300〜2000mPa・sの範囲にあり、良好な粘度であった。
【0102】
(3)硬化体の作製および各種評価
実施例1と同じ条件にて硬化体を作製しようとしたが、硬化が不十分であった。このため、各種評価はできなかった。
【0103】
「比較例5」
(1)光硬化性樹脂組成物の作製
光重合開始剤である1−ヒドロキシシクロヘキシルフェニルケトンを10gに変更した以外、実施例1と同じ条件で光硬化性樹脂組成物を作製した。
【0104】
(2)光硬化性樹脂組成物の硬化前の粘度測定
光硬化性樹脂組成物の硬化前の粘度を、実施例1と同じ方法で測定したところ、950mPa・sであり、300〜2000mPa・sの範囲にあり、良好な粘度であった。
【0105】
(3)硬化体の作製および各種評価
実施例1と同じ条件にて硬化体を作製しようとしたが、硬化が不十分であった。このため、各種評価はできなかった。
【0106】
「比較例6」
(1)光硬化性樹脂組成物の作製
オリゴマーとして、ウレタンアクリレート(Mw=38000)30gと、ウレタンアクリレート(Mw=14000)20gと、ビスフェノールAタイプエポキシアクリレート20gとを用い、ビニルモノマーを加えなかった以外、実施例1と同じ条件で光硬化性樹脂組成物を作製した。
【0107】
(2)光硬化性樹脂組成物の硬化前の粘度測定
光硬化性樹脂組成物の硬化前の粘度を、実施例1と同じ方法で測定したところ、1500mPa・sであり、300〜2000mPa・sの範囲にあり、良好な粘度であった。
【0108】
(3)硬化体の作製および各種評価
実施例1と同じ条件にて硬化体を作製し、各評価を行った。その結果、比較例6の条件で作製した試験片は、硬化不良が見られず良好であり、また透明性についても無色透明であった。しかし、ショアD硬度が73と高く、合格基準である40〜70の範囲から外れた。また、比較例6の条件で作製した試験片の貯蔵弾性率は、25℃において7.2E+07Paとなり、合格基準である9.0E+06〜6.0E+07Paの範囲から外れた。さらに、キーシートの形態として、気泡の有無、ブロッキング特性、打鍵特性およびクリック特性を評価した。その結果、比較例6のキーシートは、気泡を含んでおらず、ブロッキングも認められなかった。しかし、打鍵によりキートップの一部にクラックが認められた。また、キートップを押圧したときのベタ付きは認められなかったが、クリック感が重かった。
【0109】
表1および表2に、上記各実施例の光硬化性樹脂組成物の配合組成、硬化条件および硬化前後の特性を、また、表3に、上記各比較例の光硬化性樹脂組成物の配合組成、硬化条件および硬化前後の特性をまとめて示す。
【0110】
【表1】
【0111】
【表2】
【0112】
【表3】
【0113】
以上の実験結果から、少なくとも次のことがわかった。実施例1〜11および比較例1〜3,6から明らかなように、ビニルモノマーを、オリゴマーとビニルモノマーと他種モノマーの合計質量に対して10〜30質量%加えないと、適正なショアD硬度と貯蔵弾性率を持った硬化体を得ることができないことがわかった。実施例5と他の実施例とを比較すると明らかなように、オリゴマー中のエポキシアクリレートの比率が高くなると、ショアD硬度が高くなることがわかった。このため、比較的硬度を低めに抑えるためには、ウレタンアクリレートの比率を高く、若しくはエポキシアクリレートを加えないようにすると良いことがわかった。また、実施例10,11と、その他の実施例との比較から明らかなように、光重合開始剤に1−ヒドロキシシクロヘキシルフェニルケトンを用いた方が、透明性に優れた硬化体を得やすいことがわかった。さらに、比較例4,5では未硬化であり、他の比較例や全ての実施例において硬化したことから、オリゴマーとビニルモノマーと他種モノマーの合計質量に対して、光重合開始剤を0.5質量%超から10質量%未満にする必要があることがわかった。
【産業上の利用可能性】
【0114】
本発明は、例えば、携帯電話、車載用のナビゲーション装置、携帯用薄型PC、音楽再生用携帯機器、あるいはそれらの機器を操作するためのリモートコントローラーのキートップ若しくはキートップを集合させたキーシートなどに利用することができる。
【符号の説明】
【0115】
1 スイッチ部材
10 キーシート(硬化体の一例)
12 キートップ(硬化体の一例)
20 樹脂フィルム
【特許請求の範囲】
【請求項1】
(A)ウレタン(メタ)アクリレートオリゴマーおよびエポキシ(メタ)アクリレートオリゴマーから成る群から選択される少なくとも1種の(メタ)アクリレートオリゴマー40〜60質量部と、
(B)ビニルモノマー10〜30質量部と、
(C)ビニルモノマー以外の他種モノマー10〜30質量部と、
(D)光重合開始剤2〜8質量部と、
を含有して成る光硬化性樹脂組成物。
【請求項2】
前記(A)成分は、少なくともウレタン(メタ)アクリレートオリゴマーを含むことを特徴とする請求項1に記載の光硬化性樹脂組成物。
【請求項3】
前記(B)成分は、カプリン酸ビニルおよびスチレンモノマーの内、少なくとも1つを含むことを特徴とする請求項1または請求項2に記載の光硬化性樹脂組成物。
【請求項4】
前記(D)成分は、1−ヒドロキシシクロヘキシルフェニルケトンを主に含むことを特徴とする請求項1から請求項3のいずれか1項に記載の光硬化性樹脂組成物。
【請求項5】
請求項1から請求項4のいずれか1項に記載の光硬化性樹脂組成物を硬化して成る硬化体を含むスイッチ部材。
【請求項6】
その裏側に樹脂フィルムを貼付してなる請求項5に記載のスイッチ部材。
【請求項1】
(A)ウレタン(メタ)アクリレートオリゴマーおよびエポキシ(メタ)アクリレートオリゴマーから成る群から選択される少なくとも1種の(メタ)アクリレートオリゴマー40〜60質量部と、
(B)ビニルモノマー10〜30質量部と、
(C)ビニルモノマー以外の他種モノマー10〜30質量部と、
(D)光重合開始剤2〜8質量部と、
を含有して成る光硬化性樹脂組成物。
【請求項2】
前記(A)成分は、少なくともウレタン(メタ)アクリレートオリゴマーを含むことを特徴とする請求項1に記載の光硬化性樹脂組成物。
【請求項3】
前記(B)成分は、カプリン酸ビニルおよびスチレンモノマーの内、少なくとも1つを含むことを特徴とする請求項1または請求項2に記載の光硬化性樹脂組成物。
【請求項4】
前記(D)成分は、1−ヒドロキシシクロヘキシルフェニルケトンを主に含むことを特徴とする請求項1から請求項3のいずれか1項に記載の光硬化性樹脂組成物。
【請求項5】
請求項1から請求項4のいずれか1項に記載の光硬化性樹脂組成物を硬化して成る硬化体を含むスイッチ部材。
【請求項6】
その裏側に樹脂フィルムを貼付してなる請求項5に記載のスイッチ部材。
【図1】

【図2】
【図3】
【図4】

【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2011−162640(P2011−162640A)
【公開日】平成23年8月25日(2011.8.25)
【国際特許分類】
【出願番号】特願2010−26136(P2010−26136)
【出願日】平成22年2月9日(2010.2.9)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
【公開日】平成23年8月25日(2011.8.25)
【国際特許分類】
【出願日】平成22年2月9日(2010.2.9)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
[ Back to top ]