
光硬化樹脂の特性試験装置、その試験装置で使用する保持具、特性試験方法
【課題】光硬化樹脂へ照射する紫外光を試験装置の押圧部材とは非接触状態で導入する。
【解決手段】保持具は、基板SW上に滴下された光硬化樹脂CRと押圧部材104との間で発生する力をロードセルで測定して、光硬化樹脂CRの特性を試験する特性試験装置に装着して用いられる。この保持具は、基板SW上に滴下されている光硬化樹脂CRに押圧される光透過性の押圧部材104と、ロードセルと押圧部材104との間に設けられ、光源や光ファイバなどの伝送路と非接触状態で、外部の光源から出射された光を押圧部材104に向けて照射する光照射ブロック102とを備える。
【解決手段】保持具は、基板SW上に滴下された光硬化樹脂CRと押圧部材104との間で発生する力をロードセルで測定して、光硬化樹脂CRの特性を試験する特性試験装置に装着して用いられる。この保持具は、基板SW上に滴下されている光硬化樹脂CRに押圧される光透過性の押圧部材104と、ロードセルと押圧部材104との間に設けられ、光源や光ファイバなどの伝送路と非接触状態で、外部の光源から出射された光を押圧部材104に向けて照射する光照射ブロック102とを備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、光硬化樹脂の各種特性を測定する特性試験装置、その試験装置で使用する保持具、特性試験方法に関する。
【背景技術】
【0002】
従来から、非特許文献1や2に示されるように、光硬化樹脂の剥離力に代表される離型時の特性が研究されている。非特許文献1による光硬化樹脂の特性測定法は、以下のような手順で行われる。
(a)光硬化樹脂を滴下する装置により、一方の矩形ガラス基板上に光硬化樹脂を滴下し、その基板と直交するように他方の矩形ガラス基板を当接して接着する。
(b)光硬化樹脂で接着された一対のガラス基板を試験装置に搬送し、一方の基板の両端を両持ち状態で支持する。
(c)ガラス基板を透過して光硬化樹脂に紫外光を照射して光硬化樹脂を硬化させる。
(d)その後、他方のガラス基板の両端に一方のガラス基板から離れる方向に試験力を与え、硬化した光硬化樹脂の剥離力を測定する。
【0003】
非特許文献2による特性測定法は、以下のような試験装置と治具を用いて行われる。
この試験装置は、光硬化樹脂が表面に滴下されるテンプレートを保持するテーブルと、テーブルの下方からテンプレートを介して光硬化樹脂に紫外光を照射する紫外光照射装置と、テーブル上のテンプレートに滴下した光硬化樹脂に接する半球体押圧治具と、ロードセルを介して押圧治具を昇降する昇降装置とを備える。
【0004】
非特許文献2の特性測定法の手順は次の通りである。
(a)テーブル上に保持したテンプレート(スタンパに相当する部材)の表面に光硬化樹脂を滴下する。
(b)昇降装置により半球体押圧治具を降下させ、直径2mm程度の樹脂製の半球体を光硬化樹脂に接触させ、紫外光を照射する。
(c)光硬化樹脂の硬化後、昇降装置により半球体押圧治具を上昇させ、半球体をテンプレートから離す。このとき、テンプレートと半球体との間で硬化した光硬化樹脂は、半球体の移動に伴いテンプレートから剥離し、球体側に移設される。
【先行技術文献】
【非特許文献】
【0005】
【非特許文献1】Measurement of Adhesive Force Between Mold and Photocurable Resin In Imprint Technology;Jpn.Appl.Phys.Vol,41(2002)pp.4194-4197
【非特許文献2】Quantifying release in step-and-flash imprint lithography:J.Vac.Sci.Technol.B 24(6),Nov/dec 2006
【発明の概要】
【発明が解決しようとする課題】
【0006】
非特許文献1の試験装置は、光硬化樹脂を滴下した位置から試験装置まで搬送したとき、矩形ガラスを傾斜することなく試験装置にセットするのが難しい。すなわち、装着した2枚の矩形ガラス基板の傾きと、試験装置の負荷軸との傾きには必ず誤差があり、これにより、2枚の矩形ガラス基板に垂直方向の力を負荷することは難しい。また、一方の矩形ガラス基板を他方の矩形ガラス基板から引き離すように力を与えるとき、ガラス基板が撓んでしまう。その結果、試験の再現性や得られるデータの信頼性に問題がある。
【0007】
非特許文献2の試験装置は、押圧治具の半球体がヤング率の低い樹脂で作製されており、実際のプロセスのように石英と樹脂の組合せではない。治具の上下が実際のプロセスとは逆であり、光硬化樹脂に添加された離型剤の表面偏析効果が測定データに反映されない。さらには、半球体の半径が2mmで実際のプロセスとは条件が全く相違するので、データの的確性に問題がある。
【課題を解決するための手段】
【0008】
(1)請求項1の発明は、光硬化樹脂と押圧部材との間で発生する力を検出器で測定するための保持具において、前記光硬化樹脂に押圧される光透過性の押圧部材と、前記検出器と前記押圧部材との間に設けられ、光源や光ファイバなどの伝送路と非接触状態で、外部の光源から出射された光を前記押圧部材に向けて照射する光照射ブロックとを備えたことを特徴とする。
(2)請求項2の発明は、請求項1の保持具において、前記光照射ブロックは、その下面に前記押圧部材を交換可能に装着する装着部を備えていることを特徴とする。
(3)請求項3の発明は、請求項2の保持具において、前記装着部は、前記光硬化樹脂の硬化に伴う収縮に応じて前記押圧部材が所定の間隙だけ移動可能に構成されていることを特徴とする。
(4)請求項4の発明は、請求項2の保持具において、前記光照射ブロックは、前記光源から出射されてくる光を導入する光導入窓と、前記光導入窓から導入された光源からの光を前記押圧部材を透過して前記光硬化樹脂に導く反射ミラーとを備えていることを特徴とする。
(5)請求項5の発明は、請求項1乃至4のいずれか1項に記載の保持具において、前記押圧部材の樹脂接触面は球面であることを特徴とする。
(6)請求項6の発明は、光硬化樹脂と押圧部材との間で発生する力を測定する試験装置において、請求項1乃至5のいずれか1項に記載の保持具と、前記力を計測する力計測器と、前記基板を保持する基板保持機構と、前記基板と前記押圧部材を相対的に移動する移動機構とを備えることを特徴とする。
(7)請求項7の発明は、光硬化樹脂と押圧部材との間で発生する力を検出器で測定して、前記光硬化樹脂の特性を試験する特性試験方法において、前記基板上に光硬化樹脂を滴下し、前記滴下された光硬化樹脂を光透過性の押圧部材で押圧し、光源や光ファイバなどの伝送路と非接触状態で、外部の光源から出射された光を前記押圧部材を透過して前記光硬化樹脂に照射し、前記押圧部材と前記光硬化樹脂との間で発生する力を検出することを特徴とする。
(8)請求項8の発明は、請求項7の特性試験方法において、前記押圧部材と前記基板との位置関係を固定して前記発生する力を検出することを特徴とする。
【発明の効果】
【0009】
本発明によれば、光硬化樹脂へ照射する紫外光を試験装置の押圧部材とは非接触状態で導入することができるので、測定データの信頼性が向上する。
【図面の簡単な説明】
【0010】
【図1】本発明による光硬化樹脂の各種特性を評価する試験装置の概略構成を示す図
【図2】収縮応力の測定結果を示すグラフ
【図3】剥離力の測定結果を示すグラフ
【図4】一実施の形態による特性試験装置の構成を示す図
【図5】上部治具の詳細を示す図
【図6】下部治具の詳細を示す正面図
【図7】下部治具の詳細を示す側面図
【図8】押圧球体の移動に遊びを持たせた上部治具の詳細を示す図
【発明を実施するための形態】
【0011】
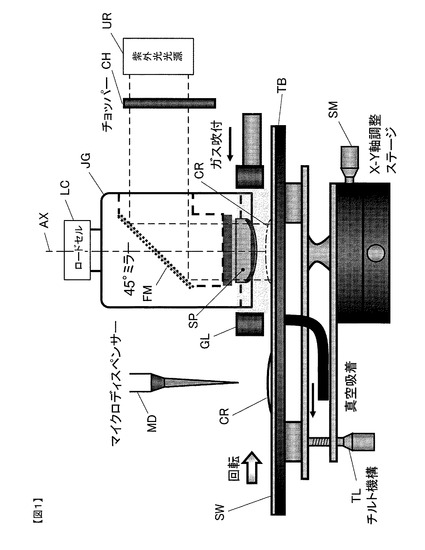
本発明による光硬化樹脂の特性試験装置について、概略構成図である図1を参照して説明する。
ターンテーブルTB上に真空吸着されたシリコンウエハSWにマイクロディスペンサMDから所定量の光硬化樹脂CRを滴下する。滴下した光硬化樹脂CRが保持具JGの軸心AXに合致するようにターンテーブルTBを回転する。ガス供給リングGLも軸心AXと同軸上に配置されている。保持具JGの下端には、光硬化樹脂に接触する押圧面が球形の押圧部材SPが装着されている。シリコンウエハSWと押圧部材SPとの間隔が所定値に設定されるよう、不図示の昇降装置により保持具JGを所定位置まで降下させ、押圧部材SPを光硬化樹脂CRに押圧して接触させる。シリコンウエハSWと押圧部材SPとの間隔は固定しておく。
【0012】
ガス供給リングGLから不活性ガス(たとえば、窒素、ヘリウム)を噴出させると、シリコンウエハSWとガス供給リングGLと押圧部材SPとにより囲まれた空間が不活性ガス雰囲気となる。ガス噴射を停止し、チョッパCHを開き、保持具JGに外部の紫外光光源URから紫外光を導入する。保持具JG内に入射した紫外光は全ミラーFMで下方に反射し、押圧部材SPを透過して光硬化樹脂CRに照射される。紫外光を受けた光硬化樹脂CRは硬化を開始して収縮する。その結果、押圧部材SPと光硬化樹脂CRとの間の接着力、および光硬化樹脂CRの収縮力に応じて、保持具JGが下方に引張られる。保持具JGはロードセルLCに装着されているから、ロードセルLCで引張力を検出できる。
【0013】
保持具JGは、ロードセルLCと押圧部材SPとの間に設けられており、光ファイバなどの伝送路とは非接触状態で、外部の光源URから出射された紫外光を押圧部材SPに向けて照射する光照射ブロックとして機能する。
【0014】
光硬化樹脂を硬化させる際に不活性ガス雰囲気にするのは、以下の理由による。光硬化樹脂として光ラジカル重合樹脂を使用する場合、重合を阻害する酸素を取り除くのが好ましい。そこで、この実施の形態では、シリコンウエハSW上に滴下した光硬化樹脂をガス供給リングGLで取り囲んだ準密閉空間を形成し、この空間を不活性ガスで置換した後に紫外光を照射して硬化させるようにした。
【0015】
光硬化樹脂として光カチオン重合樹脂を使用する場合は、光硬化樹脂は、水分を除去した雰囲気中で光照射されることが望ましい。そのため、上記空間を乾燥させる目的で不活性ガスを供給する。
【0016】
なお、図1において、チルト機構TLはシリコンウエハSWの傾きを調整し、シリコンウエハSWを軸心AXに直交させるための機構である。また、X−Y軸調整ステージSMは、ターンテーブルTBを軸心AXに対してX、Y2軸に位置調整するための装置である。
【0017】
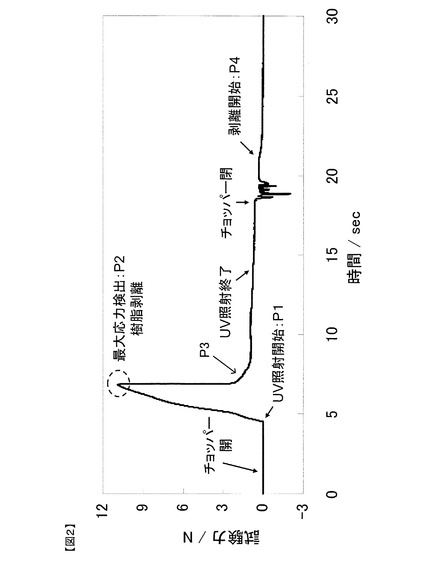
図2は、保持具JGの軸心方向の位置を変化させずに光硬化樹脂CRに紫外光を照射したときの試験力測定結果を示すグラフである。これは光硬化樹脂CRの収縮応力を測定するものである。
【0018】
保持具JGを降下して押圧部材SPとシリコンウエハSWとの距離を所定値に設定する。このとき、押圧部材SPは光硬化樹脂CRに接触する。試験開始後、約5sec後に紫外光照射を開始する(事象P1とする)。試験力はゼロから上昇して約11Nの最大値(事象P2とする)を示した後、急激に約1Nまで立ち下がる(事象P3とする)。その後、紫外光照射を終了し、約22sec後に保持具JGは上方に一定速度で移動を開始する。押圧部材SPと光硬化樹脂との間では剥離が起こり、試験力がゼロ(事象P4とする)となる。
【0019】
事象1から事象2の間では、紫外光照射を受けた光硬化樹脂CRは急速に硬化して収縮を開始する。このとき、押圧部材SPと光硬化樹脂CRとの間の接着力と、光硬化樹脂CRの収縮力とに応じて、保持具JGが下方に引張られるが、収縮力が接着力に近づくと、硬化した光硬化樹脂CRが押圧部材SPから剥離し始めて試験力は約1Nまで低下する。その後、事象3から事象4までは、収縮力と接着力との関係に変化がなく、事象4になると、保持具JGに設けられた押圧部材SPが上方に一定速度で移動を開始し、押圧部材SPに1N程度の力で接していた光硬化樹脂CRが押圧部材SPから完全に剥離する。
【0020】
図2の最大試験力を、押圧部材SPが光硬化樹脂と接触していた表面積で割り算した結果が、光硬化樹脂の単位面積当たりの収縮応力である。
【0021】
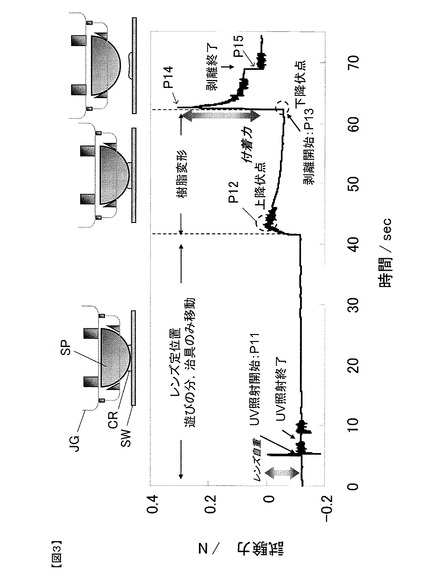
図3は、紫外光照射によって光硬化樹脂CRが収縮するのに伴う試験力をキャンセルするように押圧部材SPの装着位置に遊びをもたせた場合の試験力測定結果を示すグラフである。これは光硬化樹脂CRの剥離力を測定するものである。
【0022】
保持具JGを降下して押圧部材SPとシリコンウエハSWとの距離を所定値に設定する。このとき、押圧部材SPは光硬化樹脂CRに接触する。試験開始時は、試験力は−0.13N程度であり、これは押圧部材SPの自重分に相当する値である。試験開始後、約5sec後にチョッパCHを開いて紫外光照射を開始し(事象P11とする)、約9sec後に紫外光照射を終了する。光照射後、保持具JGは上方に一定速度で移動を開始する。
【0023】
なお、紫外光照射に伴って光硬化樹脂CRの硬化が開始するが、光硬化樹脂CRに接着されている押圧部材SPは、取り付け機構の遊びにより光硬化樹脂CRの収縮に応じて保持具JG本体と相対的に移動する。図3の上方に示すように、保持具JG内において押圧部材SPは軸芯AX方向に移動する遊びを持っている。
【0024】
なお、図3に示すように試験開始時にロードセル出力が−0.13Nを示す理由について説明する。ロードセル出力のゼロ点調整は、押圧部材SPの自重を含めて保持具JGの自重がロードセルに作用しているときのロードセル出力値をゼロリセットして行われる。したがって、保持具JGを光硬化樹脂に接触させたとき、樹脂の粘性により押圧部材SPが保持具JGの本体に対して相対的に上方に移動し、押圧部材SPの自重分がロードセルLCに作用しなくなり、その結果、ロードセルLCは−0.13Nの出力値を示す。
【0025】
試験開始後約40secが経過すると、押圧部材SPの遊びがなくなり試験力が約0Nとなる(事象P12とする)。これは、押圧部材SPの遊びがゼロとなることに伴って保持具JGに押圧部材SPの自重分の力が作用し始めたからである。その後も保持具JGが上方に一定速度で移動し、光硬化樹脂CRに接着されていた押圧部材SPが光硬化樹脂CRから剥離すると(事象P13とする)、試験力が約0.3Nまで急激に増加する(事象P14とする)。その後、押圧部材SPから光硬化樹脂が剥離すると、試験力がほぼ0Nとなる(事象P15とする)。
【0026】
事象P14で試験力が最大値を示した後、試験力が急激に0Nに向かって低下していないのは、押圧部材SPと光効果樹脂CRにおける全ての接触点が同時に剥離せず,徐々に剥離が起こるためと思われる。
なお、図3の事象P14の試験力を剥離力、あるいは付着力と呼ぶことができる。
【0027】
上述したように押圧部材SPの押圧面は球面である。これは以下の理由による。
光ナノインプリント法で半導体デバイスの微小回路を製作する場合、微小回路は線幅が20〜30nm程度の微細な構造体を有しており、スタンパもナノオーダの繰り返し凹凸構造を有している。そのため、光硬化樹脂にスタンパをプレスする際、凹凸内に空気がトラップされて樹脂の流入が阻害されないように、シリコン基板の表面を1ラジアン程度撓ませている。そこで、光硬化樹脂の剥離特性などの評価試験を行う場合にも、押圧部材に何らかの曲率を与えるのが好ましいからである。
【0028】
以上説明した光硬化樹脂の特性を実際に測定する試験装置について図4〜図8を参照して説明する。
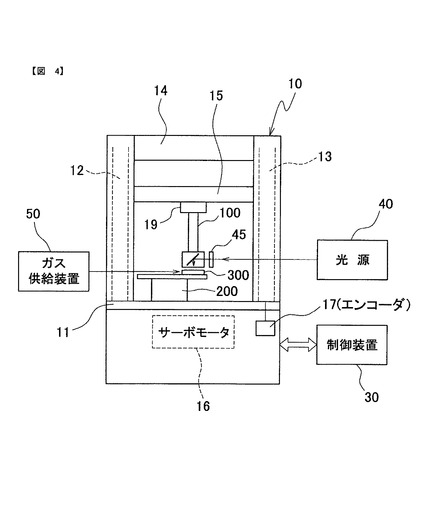
図4は本発明の一実施の形態による光硬化樹脂の特性試験装置を示している。特性試験装置は、試験装置本体10と、制御装置30と、光硬化樹脂に照射する紫外線を出射する光源40と、光源40から出射された紫外光UVを任意の時点で光硬化樹脂へ導くチョッパ45と、不活性ガスの供給装置50とを備えている。
【0029】
試験装置本体10は以下のように構成されている。
固定テーブル11には左右一対のねじ棒12,13が立設され、このねじ棒12,13の上部にはヨーク14が横架されている。ねじ棒12,13には、クロスヘッド15の左右両側に設けられた一対のナット(不図示)が螺合しており、これによりクロスヘッド15がねじ棒12,13で昇降可能に支持される。ねじ棒12,13は、固定テーブル11内に配設されたサーボモータ16により駆動される。これらを構成する各部材は、押圧部材104と基板SWを相対的に移動する機能を備えている。ねじ棒12の回転はエンコーダ17で検出されて制御装置30へ入力される。エンコーダ17の出力値からクロスヘッド15の位置を計算することができる。
【0030】
クロスヘッド15の下面にはロードセル19を介して上部治具100が、固定テーブル11の上面には下部治具200がそれぞれ相対向して取り付けられており、これら上部治具100および下部治具200の間で光硬化樹脂CRの特性が測定される。図4において、ガス供給リング300は、光硬化樹脂に光を照射する際、光硬化樹脂を不活性ガス雰囲気に曝すために用いられる。
【0031】
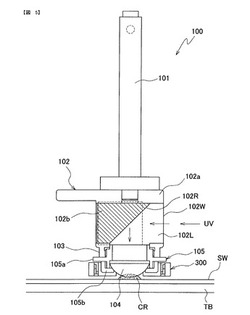
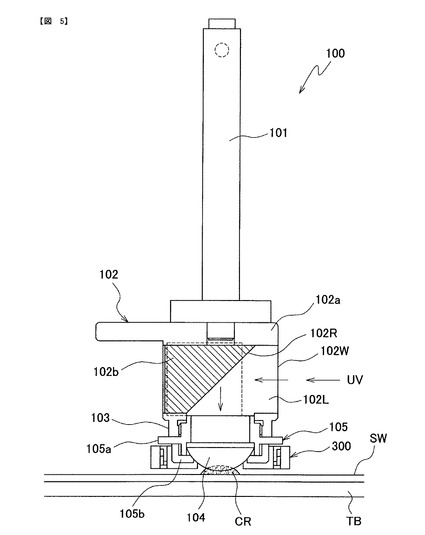
上部治具100は、図5に示すように、ロードセル19に取り付ける軸101と、軸101の下端に設けられているミラーブロック102と、ミラーブロック102の下面に設けられ、押圧部材104が着脱可能にされている装着リング103と、装着リング103に押圧部材104を装着するための押圧球体保持枠105とを備えている。
【0032】
押圧部材104は石英ガラスで製作され、光硬化樹脂の接触面を16SR(球面の半径)程度の球面に形成している。すなわち、押圧部材104はレンズ形状に形成されている。
【0033】
ミラーブロック102は、紫外光の導入窓102Wおよび光路102Lが形成されたブロック本体102aと、ブロック本体102aに装着され、45度にカットした面に反射膜を蒸着して反射面102Rを形成した円柱形ガラス102bとを備えている。ミラーブロック102の右方から導入窓102Wを介して入射する紫外光UVは円柱形ガラス102bの反射面102Rで下方に反射して押圧部材104に入射する。
【0034】
押圧球体保持枠105は、装着リング103に螺合される雄ねじを有する押圧球体ホルダ105aと、押圧球体ホルダ105aに螺合される雌ねじを有し、押圧部材104を交換可能に保持するリテーナリング105bとを備えている。リテーナリング105bを押圧球体ホルダ105aに螺合して押圧部材104を押圧球体ホルダ105aに装着する。
【0035】
図5において、ガス供給リング300はリテーナリング105bの外周を取り囲み、また、押圧球体ホルダ105aのフランジがガス供給リング300の上面に接して配置されている。ガス供給リング300の内周面には6箇所のガス噴出口が設けられ、不活性ガス、たとえば、窒素やヘリウムが噴射される。そのため、光硬化樹脂CRの周囲は不活性ガスで置換され、その雰囲気中で紫外光が照射される。
【0036】
ガス供給リング300から不活性ガスを噴出させると、シリコンウエハSWとガス供給リング300と押圧部材104とにより囲まれた空間が不活性ガス雰囲気となる。ガス噴射を停止し、チョッパ45を開き、外部の紫外光光源URから出射された紫外光を上部治具100に導く。上部治具100内に入射した紫外光は反射面102Rで下方に反射し、押圧部材104を透過して光硬化樹脂CRを照射する。紫外光を受けた光硬化樹脂CRは硬化を開始して収縮する。その結果、押圧部材104と光硬化樹脂CRとの間の接着力と、光硬化樹脂CRの収縮力とに応じて、上部治具100が下方に引張られる。上部治具100はロードセル19に装着されているから、ロードセル19で引張力を検出できる。
【0037】
ガス供給リング300は、テーブル11に設置された図示しない支持台に水平揺動可能に設けられている。すなわち、支持台に回動可能に装着されているアームの先端にガス供給リング300が設けられている。支持台に対するアームの取り付け位置は、ガス供給リング300がターンテーブルTBの上方所定距離の高さに保持されるように予め設定される。また、アームは水平面に対して1度〜2度程度傾斜するように構成されている。
【0038】
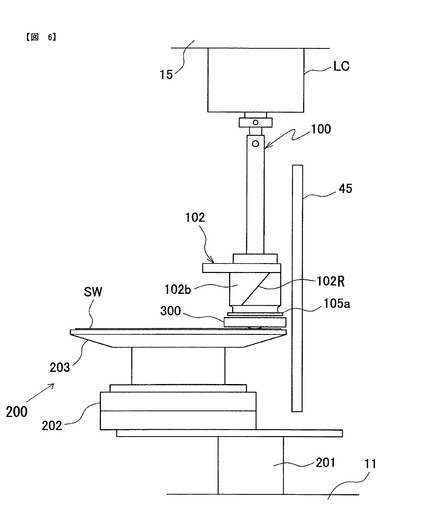
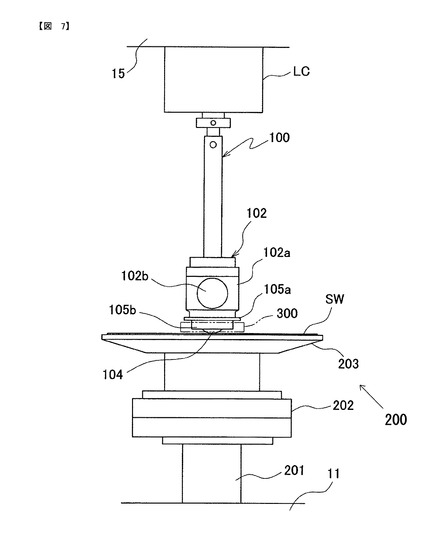
図6は特性試験装置の正面図、図7はその側面図であり、下部治具200を示している。
下部治具200は、固定テーブル11に取り付けるための基台201と、基台201上に設けられたXYステージ202と、XYステージ202上に設置された円形形状のターンテーブル203とを備えている。ターンテーブル203には真空吸着装置が付設されており、ターンテーブル203の上面にシリコンウエハSWが吸着固定される。ターンテーブル203はインデックス機構付きであり、手動でターンテーブル203を回転操作する際に所定角度毎に回転位置が規定される。ターンテーブル203の回転操作を試験装置と連動して自動化しても良い。
【0039】
図4に示した特性試験装置を用いて、光硬化樹脂の収縮応力と剥離力を測定する手順について説明する。
−収縮応力の測定−
ターンテーブル203上に真空吸着されたシリコンウエハSWにマイクロディスペンサ(不図示)から所定量の光硬化樹脂CRを滴下する。滴下した光硬化樹脂CRが上部治具100の軸心(負荷軸)AXに合致するようにターンテーブル203を手動で回転させる。ガス供給リング300も軸心AXと同軸上に配置されている。シリコンウエハSWと押圧部材104との間隔が所定値に設定されるよう、上部治具100を所定位置まで降下する。このとき、治具先端の押圧部材104は光硬化樹脂CRに接触する。シリコンウエハSWと押圧部材104との間隔は、予め設定した所定値のまま、試験装置としての位置制御、試験力制御などを行わない。
【0040】
チョッパ45を開いて紫外光をミラーボックス102に導入すると、導入された紫外光は反射面102Rで下方に反射され、押圧部材104を介して光硬化樹脂CRに紫外光が照射される。これにより、光硬化樹脂CRが硬化を開始する。シリコンウエハSWに対する押圧部材104の位置は変化させないので、光硬化樹脂の収縮力により上部治具100に引張方向の試験力が作用する。この引張試験力をロードセル19で検出する。光硬化樹脂CRが押圧部材104から剥離すると試験力はゼロとなる、
【0041】
このとき、光硬化樹脂の表面には押圧部材104の押圧圧痕が形成されている。押圧圧痕はほぼ円形であり、この最大直径を計測すると、押圧圧痕の表面積が計算される。ロードセル19で計測した試験力の最大値を押圧圧痕の表面積で除した値が、光硬化樹脂の単位面積当たりの収縮応力である。
【0042】
−剥離力の測定−
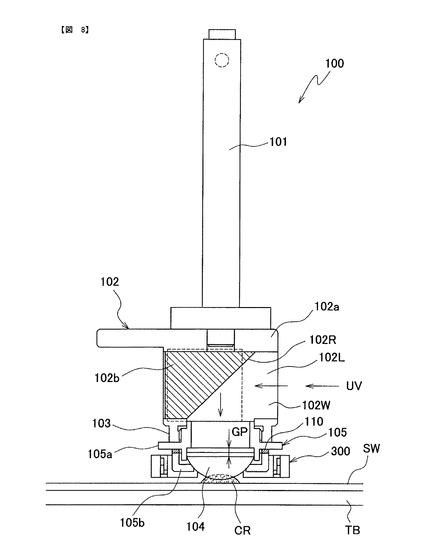
図8は、押圧部材104の軸心AX方向の移動に遊びを設けるように押圧球体ホルダを設定した状態を示す図である。これは剥離力を正確に測定する図3の測定時に使用される。
【0043】
図8に示すように、押圧球体保持枠105は、リテーナリング105bと押圧球体ホルダ105aのフランジとの間にスペーサ110を介在させている。すなわち、押圧部材104をリテーナリング105bで押圧球体ホルダ105aに装着する際、リング状のスペーサ110を挿入しておく。これにより、間隙GPだけ押圧部材104は上下動することできる。
【0044】
図8に示す上部治具100では、クロスヘッド15を降下させて押圧部材104を光硬化樹脂CRに接触させる際、押圧部材104は光硬化樹脂CRの反発力で上方に移動することができる。その状態で、光硬化樹脂CRが紫外光の照射で硬化して収縮すると、上方に移動していた押圧部材104は、光硬化樹脂CRの収縮量だけ下方に移動する。このとき、ロードセル19の出力は、図3で説明したように押圧部材104の自重分に相当するマイナス値を示す。紫外光の照射が所定時間だけ行われた後、数十秒経過した時点から、押圧部材104を一定速度で上方へ移動させる。これにより、図3の事象P12のようにロードセル19の出力は試験力ゼロを示す。
【0045】
その後、押圧部材104は一定速度で光硬化樹脂CRから離れようとするが、所定時間経過するまでは、押圧部材104が光硬化樹脂から剥離せず、光硬化樹脂の撓みを除去するため試験力は低下する(図3の事象P12〜P13)。さらに押圧部材104が上方へ移動すると、ある時点で光硬化樹脂CRが押圧部材104の表面から剥離を開始する(事象P13)。そして、事象P14において最大試験力を示した後、10sec経過した時点で試験力が変化し、剥離が終了する(事象P15)
【0046】
以上のように構成された光硬化樹脂の特性試験装置によれば次のような作用効果を奏することができる。
(1)光ファイバケーブルで紫外光を導入する場合には、ケーブルの自重分が計測結果に影響を与える。本実施の形態では、試験装置本体10から切り離して設けた光源40から出射する紫外光を非接触でミラーボックス102に導入し、反射面102Rで下方に反射させて光硬化樹脂CRに照射するようにした。したがって、紫外光を導入する光ファイバなどが不要となり、計測結果に影響を与えることがない。すなわち、光硬化樹脂へ照射する紫外光を、押圧部材104とは非接触状態で導入することができるので、測定データの信頼性が向上する。
【0047】
(2)光硬化樹脂に接触する部材を、接触面が半径16SR程度の球面形を有する石英ガラスとした。したがって、上部治具100の軸心とシリコンウエハSWの交差角度が90度からずれても、すなわち、斜めに試験力を受けても試験結果に影響を与えず、また、押圧圧痕輪郭は円形であり、表面積が容易に計算できる。
(3)光硬化樹脂に離型性能を向上させる目的で界面活性剤のような添加剤を添加している。光硬化樹脂の表面に添加剤が偏析している場合には、押圧部材と樹脂との付着力が小さい値となる。一方、光硬化樹脂の表面に添加剤が偏析していない場合には、押圧部材と樹脂との付着力が大きい値となる。このように、この実施の形態による特性試験装置では、非特許文献2と異なり、添加剤が偏析する樹脂表面と押圧部材との剥離に伴う試験力を測定しているので、樹脂表面の偏析の影響も評価することができる。
【0048】
以上説明した特性試験装置を以下のように変形することができる。
(1)上部治具100のミラーボックス102に代えて、ロードセルと押圧球体との間に光ファイバ導入空間を設け、この空間を軸心AXと直交する方向に向け、ファイバ出射端面をシリコンウエハ1と直交する方向に設定し、ファイバケーブルを治具に非接触で挿入してもよい。
【0049】
(2)球体SPや押圧部材104に遊びを持たせる方式に代え、紫外光照射によって光硬化樹脂CRが収縮するときに発生する試験力をキャンセルするように治具100の位置を制御し、収縮がほぼ終了した時点から、治具100を一定速度で光硬化樹脂CRから離れるように制御することにより、図3と同様に光硬化樹脂CRが押圧部材SPから剥離する際の試験力を測定することができる。
【0050】
(3)光硬化樹脂をシリコンウエハに滴下するものとした。しかしながら、ガラス板、石英ガラス板、ポリマフィルム、セラミックス板などを使用することができる。
(4)押圧部材の樹脂接触面を球面としたが、この曲率は実施の形態に限定されない。また、押圧部材の樹脂接触面を平面、凹凸面にしてもよい。
(5)押圧部材を石英ガラスで製作したが、フッ素系透明樹脂や環状オレフィン系ポリマを使用してもよい。
【0051】
(6)ターンテーブル203上にシリコンウエハSWを真空吸着して保持固定するようにしたが、保持固定の方式は種々の方式を採用できる。
(7)紫外光で硬化する光硬化樹脂について説明したが、本発明はこのような種類の光硬化樹脂の特性試験装置に限定されない。
【0052】
さらにまた、本発明の特徴を損なわない限り、本発明は上記実施の形態に何ら限定されるものではない。したがって、本発明による力計測用治具は、基板上に滴下された光硬化樹脂と押圧部材との間で発生する力を検出器で測定して、光硬化樹脂の特性を試験する特性試験装置に装着して用いられる力計測用治具において、基板上に滴下されている光硬化樹脂に押圧される光透過性の押圧部材と、検出器と押圧部材との間に設けられ、光源や光ファイバなどの伝送路と非接触状態で、外部の光源から出射された光を押圧部材に向けて照射する光照射ブロックとを備えていれば、種々の形態で実現できる。
【符号の説明】
【0053】
TB:ターンテーブル SW:シリコンウエハ
CR:光硬化樹脂 GL:ガスリング
SP:押圧部材 JG:保持具
FM:反射ミラー
10:試験機本体 19:ロードセル
45:チョッパ 100:上部治具
102:ミラーブロック 103:装着リング
102b:円柱形ガラス 102R:反射ミラー
102W:光導入窓 102L:光路
104:押圧部材 105:押圧球体保持枠
105a:押圧球体ホルダ 105b:リテーナリング
200:下部治具 201:基台
202:XYステージ 203:ターンテーブル
300:ガス供給リング
【技術分野】
【0001】
本発明は、光硬化樹脂の各種特性を測定する特性試験装置、その試験装置で使用する保持具、特性試験方法に関する。
【背景技術】
【0002】
従来から、非特許文献1や2に示されるように、光硬化樹脂の剥離力に代表される離型時の特性が研究されている。非特許文献1による光硬化樹脂の特性測定法は、以下のような手順で行われる。
(a)光硬化樹脂を滴下する装置により、一方の矩形ガラス基板上に光硬化樹脂を滴下し、その基板と直交するように他方の矩形ガラス基板を当接して接着する。
(b)光硬化樹脂で接着された一対のガラス基板を試験装置に搬送し、一方の基板の両端を両持ち状態で支持する。
(c)ガラス基板を透過して光硬化樹脂に紫外光を照射して光硬化樹脂を硬化させる。
(d)その後、他方のガラス基板の両端に一方のガラス基板から離れる方向に試験力を与え、硬化した光硬化樹脂の剥離力を測定する。
【0003】
非特許文献2による特性測定法は、以下のような試験装置と治具を用いて行われる。
この試験装置は、光硬化樹脂が表面に滴下されるテンプレートを保持するテーブルと、テーブルの下方からテンプレートを介して光硬化樹脂に紫外光を照射する紫外光照射装置と、テーブル上のテンプレートに滴下した光硬化樹脂に接する半球体押圧治具と、ロードセルを介して押圧治具を昇降する昇降装置とを備える。
【0004】
非特許文献2の特性測定法の手順は次の通りである。
(a)テーブル上に保持したテンプレート(スタンパに相当する部材)の表面に光硬化樹脂を滴下する。
(b)昇降装置により半球体押圧治具を降下させ、直径2mm程度の樹脂製の半球体を光硬化樹脂に接触させ、紫外光を照射する。
(c)光硬化樹脂の硬化後、昇降装置により半球体押圧治具を上昇させ、半球体をテンプレートから離す。このとき、テンプレートと半球体との間で硬化した光硬化樹脂は、半球体の移動に伴いテンプレートから剥離し、球体側に移設される。
【先行技術文献】
【非特許文献】
【0005】
【非特許文献1】Measurement of Adhesive Force Between Mold and Photocurable Resin In Imprint Technology;Jpn.Appl.Phys.Vol,41(2002)pp.4194-4197
【非特許文献2】Quantifying release in step-and-flash imprint lithography:J.Vac.Sci.Technol.B 24(6),Nov/dec 2006
【発明の概要】
【発明が解決しようとする課題】
【0006】
非特許文献1の試験装置は、光硬化樹脂を滴下した位置から試験装置まで搬送したとき、矩形ガラスを傾斜することなく試験装置にセットするのが難しい。すなわち、装着した2枚の矩形ガラス基板の傾きと、試験装置の負荷軸との傾きには必ず誤差があり、これにより、2枚の矩形ガラス基板に垂直方向の力を負荷することは難しい。また、一方の矩形ガラス基板を他方の矩形ガラス基板から引き離すように力を与えるとき、ガラス基板が撓んでしまう。その結果、試験の再現性や得られるデータの信頼性に問題がある。
【0007】
非特許文献2の試験装置は、押圧治具の半球体がヤング率の低い樹脂で作製されており、実際のプロセスのように石英と樹脂の組合せではない。治具の上下が実際のプロセスとは逆であり、光硬化樹脂に添加された離型剤の表面偏析効果が測定データに反映されない。さらには、半球体の半径が2mmで実際のプロセスとは条件が全く相違するので、データの的確性に問題がある。
【課題を解決するための手段】
【0008】
(1)請求項1の発明は、光硬化樹脂と押圧部材との間で発生する力を検出器で測定するための保持具において、前記光硬化樹脂に押圧される光透過性の押圧部材と、前記検出器と前記押圧部材との間に設けられ、光源や光ファイバなどの伝送路と非接触状態で、外部の光源から出射された光を前記押圧部材に向けて照射する光照射ブロックとを備えたことを特徴とする。
(2)請求項2の発明は、請求項1の保持具において、前記光照射ブロックは、その下面に前記押圧部材を交換可能に装着する装着部を備えていることを特徴とする。
(3)請求項3の発明は、請求項2の保持具において、前記装着部は、前記光硬化樹脂の硬化に伴う収縮に応じて前記押圧部材が所定の間隙だけ移動可能に構成されていることを特徴とする。
(4)請求項4の発明は、請求項2の保持具において、前記光照射ブロックは、前記光源から出射されてくる光を導入する光導入窓と、前記光導入窓から導入された光源からの光を前記押圧部材を透過して前記光硬化樹脂に導く反射ミラーとを備えていることを特徴とする。
(5)請求項5の発明は、請求項1乃至4のいずれか1項に記載の保持具において、前記押圧部材の樹脂接触面は球面であることを特徴とする。
(6)請求項6の発明は、光硬化樹脂と押圧部材との間で発生する力を測定する試験装置において、請求項1乃至5のいずれか1項に記載の保持具と、前記力を計測する力計測器と、前記基板を保持する基板保持機構と、前記基板と前記押圧部材を相対的に移動する移動機構とを備えることを特徴とする。
(7)請求項7の発明は、光硬化樹脂と押圧部材との間で発生する力を検出器で測定して、前記光硬化樹脂の特性を試験する特性試験方法において、前記基板上に光硬化樹脂を滴下し、前記滴下された光硬化樹脂を光透過性の押圧部材で押圧し、光源や光ファイバなどの伝送路と非接触状態で、外部の光源から出射された光を前記押圧部材を透過して前記光硬化樹脂に照射し、前記押圧部材と前記光硬化樹脂との間で発生する力を検出することを特徴とする。
(8)請求項8の発明は、請求項7の特性試験方法において、前記押圧部材と前記基板との位置関係を固定して前記発生する力を検出することを特徴とする。
【発明の効果】
【0009】
本発明によれば、光硬化樹脂へ照射する紫外光を試験装置の押圧部材とは非接触状態で導入することができるので、測定データの信頼性が向上する。
【図面の簡単な説明】
【0010】
【図1】本発明による光硬化樹脂の各種特性を評価する試験装置の概略構成を示す図
【図2】収縮応力の測定結果を示すグラフ
【図3】剥離力の測定結果を示すグラフ
【図4】一実施の形態による特性試験装置の構成を示す図
【図5】上部治具の詳細を示す図
【図6】下部治具の詳細を示す正面図
【図7】下部治具の詳細を示す側面図
【図8】押圧球体の移動に遊びを持たせた上部治具の詳細を示す図
【発明を実施するための形態】
【0011】
本発明による光硬化樹脂の特性試験装置について、概略構成図である図1を参照して説明する。
ターンテーブルTB上に真空吸着されたシリコンウエハSWにマイクロディスペンサMDから所定量の光硬化樹脂CRを滴下する。滴下した光硬化樹脂CRが保持具JGの軸心AXに合致するようにターンテーブルTBを回転する。ガス供給リングGLも軸心AXと同軸上に配置されている。保持具JGの下端には、光硬化樹脂に接触する押圧面が球形の押圧部材SPが装着されている。シリコンウエハSWと押圧部材SPとの間隔が所定値に設定されるよう、不図示の昇降装置により保持具JGを所定位置まで降下させ、押圧部材SPを光硬化樹脂CRに押圧して接触させる。シリコンウエハSWと押圧部材SPとの間隔は固定しておく。
【0012】
ガス供給リングGLから不活性ガス(たとえば、窒素、ヘリウム)を噴出させると、シリコンウエハSWとガス供給リングGLと押圧部材SPとにより囲まれた空間が不活性ガス雰囲気となる。ガス噴射を停止し、チョッパCHを開き、保持具JGに外部の紫外光光源URから紫外光を導入する。保持具JG内に入射した紫外光は全ミラーFMで下方に反射し、押圧部材SPを透過して光硬化樹脂CRに照射される。紫外光を受けた光硬化樹脂CRは硬化を開始して収縮する。その結果、押圧部材SPと光硬化樹脂CRとの間の接着力、および光硬化樹脂CRの収縮力に応じて、保持具JGが下方に引張られる。保持具JGはロードセルLCに装着されているから、ロードセルLCで引張力を検出できる。
【0013】
保持具JGは、ロードセルLCと押圧部材SPとの間に設けられており、光ファイバなどの伝送路とは非接触状態で、外部の光源URから出射された紫外光を押圧部材SPに向けて照射する光照射ブロックとして機能する。
【0014】
光硬化樹脂を硬化させる際に不活性ガス雰囲気にするのは、以下の理由による。光硬化樹脂として光ラジカル重合樹脂を使用する場合、重合を阻害する酸素を取り除くのが好ましい。そこで、この実施の形態では、シリコンウエハSW上に滴下した光硬化樹脂をガス供給リングGLで取り囲んだ準密閉空間を形成し、この空間を不活性ガスで置換した後に紫外光を照射して硬化させるようにした。
【0015】
光硬化樹脂として光カチオン重合樹脂を使用する場合は、光硬化樹脂は、水分を除去した雰囲気中で光照射されることが望ましい。そのため、上記空間を乾燥させる目的で不活性ガスを供給する。
【0016】
なお、図1において、チルト機構TLはシリコンウエハSWの傾きを調整し、シリコンウエハSWを軸心AXに直交させるための機構である。また、X−Y軸調整ステージSMは、ターンテーブルTBを軸心AXに対してX、Y2軸に位置調整するための装置である。
【0017】
図2は、保持具JGの軸心方向の位置を変化させずに光硬化樹脂CRに紫外光を照射したときの試験力測定結果を示すグラフである。これは光硬化樹脂CRの収縮応力を測定するものである。
【0018】
保持具JGを降下して押圧部材SPとシリコンウエハSWとの距離を所定値に設定する。このとき、押圧部材SPは光硬化樹脂CRに接触する。試験開始後、約5sec後に紫外光照射を開始する(事象P1とする)。試験力はゼロから上昇して約11Nの最大値(事象P2とする)を示した後、急激に約1Nまで立ち下がる(事象P3とする)。その後、紫外光照射を終了し、約22sec後に保持具JGは上方に一定速度で移動を開始する。押圧部材SPと光硬化樹脂との間では剥離が起こり、試験力がゼロ(事象P4とする)となる。
【0019】
事象1から事象2の間では、紫外光照射を受けた光硬化樹脂CRは急速に硬化して収縮を開始する。このとき、押圧部材SPと光硬化樹脂CRとの間の接着力と、光硬化樹脂CRの収縮力とに応じて、保持具JGが下方に引張られるが、収縮力が接着力に近づくと、硬化した光硬化樹脂CRが押圧部材SPから剥離し始めて試験力は約1Nまで低下する。その後、事象3から事象4までは、収縮力と接着力との関係に変化がなく、事象4になると、保持具JGに設けられた押圧部材SPが上方に一定速度で移動を開始し、押圧部材SPに1N程度の力で接していた光硬化樹脂CRが押圧部材SPから完全に剥離する。
【0020】
図2の最大試験力を、押圧部材SPが光硬化樹脂と接触していた表面積で割り算した結果が、光硬化樹脂の単位面積当たりの収縮応力である。
【0021】
図3は、紫外光照射によって光硬化樹脂CRが収縮するのに伴う試験力をキャンセルするように押圧部材SPの装着位置に遊びをもたせた場合の試験力測定結果を示すグラフである。これは光硬化樹脂CRの剥離力を測定するものである。
【0022】
保持具JGを降下して押圧部材SPとシリコンウエハSWとの距離を所定値に設定する。このとき、押圧部材SPは光硬化樹脂CRに接触する。試験開始時は、試験力は−0.13N程度であり、これは押圧部材SPの自重分に相当する値である。試験開始後、約5sec後にチョッパCHを開いて紫外光照射を開始し(事象P11とする)、約9sec後に紫外光照射を終了する。光照射後、保持具JGは上方に一定速度で移動を開始する。
【0023】
なお、紫外光照射に伴って光硬化樹脂CRの硬化が開始するが、光硬化樹脂CRに接着されている押圧部材SPは、取り付け機構の遊びにより光硬化樹脂CRの収縮に応じて保持具JG本体と相対的に移動する。図3の上方に示すように、保持具JG内において押圧部材SPは軸芯AX方向に移動する遊びを持っている。
【0024】
なお、図3に示すように試験開始時にロードセル出力が−0.13Nを示す理由について説明する。ロードセル出力のゼロ点調整は、押圧部材SPの自重を含めて保持具JGの自重がロードセルに作用しているときのロードセル出力値をゼロリセットして行われる。したがって、保持具JGを光硬化樹脂に接触させたとき、樹脂の粘性により押圧部材SPが保持具JGの本体に対して相対的に上方に移動し、押圧部材SPの自重分がロードセルLCに作用しなくなり、その結果、ロードセルLCは−0.13Nの出力値を示す。
【0025】
試験開始後約40secが経過すると、押圧部材SPの遊びがなくなり試験力が約0Nとなる(事象P12とする)。これは、押圧部材SPの遊びがゼロとなることに伴って保持具JGに押圧部材SPの自重分の力が作用し始めたからである。その後も保持具JGが上方に一定速度で移動し、光硬化樹脂CRに接着されていた押圧部材SPが光硬化樹脂CRから剥離すると(事象P13とする)、試験力が約0.3Nまで急激に増加する(事象P14とする)。その後、押圧部材SPから光硬化樹脂が剥離すると、試験力がほぼ0Nとなる(事象P15とする)。
【0026】
事象P14で試験力が最大値を示した後、試験力が急激に0Nに向かって低下していないのは、押圧部材SPと光効果樹脂CRにおける全ての接触点が同時に剥離せず,徐々に剥離が起こるためと思われる。
なお、図3の事象P14の試験力を剥離力、あるいは付着力と呼ぶことができる。
【0027】
上述したように押圧部材SPの押圧面は球面である。これは以下の理由による。
光ナノインプリント法で半導体デバイスの微小回路を製作する場合、微小回路は線幅が20〜30nm程度の微細な構造体を有しており、スタンパもナノオーダの繰り返し凹凸構造を有している。そのため、光硬化樹脂にスタンパをプレスする際、凹凸内に空気がトラップされて樹脂の流入が阻害されないように、シリコン基板の表面を1ラジアン程度撓ませている。そこで、光硬化樹脂の剥離特性などの評価試験を行う場合にも、押圧部材に何らかの曲率を与えるのが好ましいからである。
【0028】
以上説明した光硬化樹脂の特性を実際に測定する試験装置について図4〜図8を参照して説明する。
図4は本発明の一実施の形態による光硬化樹脂の特性試験装置を示している。特性試験装置は、試験装置本体10と、制御装置30と、光硬化樹脂に照射する紫外線を出射する光源40と、光源40から出射された紫外光UVを任意の時点で光硬化樹脂へ導くチョッパ45と、不活性ガスの供給装置50とを備えている。
【0029】
試験装置本体10は以下のように構成されている。
固定テーブル11には左右一対のねじ棒12,13が立設され、このねじ棒12,13の上部にはヨーク14が横架されている。ねじ棒12,13には、クロスヘッド15の左右両側に設けられた一対のナット(不図示)が螺合しており、これによりクロスヘッド15がねじ棒12,13で昇降可能に支持される。ねじ棒12,13は、固定テーブル11内に配設されたサーボモータ16により駆動される。これらを構成する各部材は、押圧部材104と基板SWを相対的に移動する機能を備えている。ねじ棒12の回転はエンコーダ17で検出されて制御装置30へ入力される。エンコーダ17の出力値からクロスヘッド15の位置を計算することができる。
【0030】
クロスヘッド15の下面にはロードセル19を介して上部治具100が、固定テーブル11の上面には下部治具200がそれぞれ相対向して取り付けられており、これら上部治具100および下部治具200の間で光硬化樹脂CRの特性が測定される。図4において、ガス供給リング300は、光硬化樹脂に光を照射する際、光硬化樹脂を不活性ガス雰囲気に曝すために用いられる。
【0031】
上部治具100は、図5に示すように、ロードセル19に取り付ける軸101と、軸101の下端に設けられているミラーブロック102と、ミラーブロック102の下面に設けられ、押圧部材104が着脱可能にされている装着リング103と、装着リング103に押圧部材104を装着するための押圧球体保持枠105とを備えている。
【0032】
押圧部材104は石英ガラスで製作され、光硬化樹脂の接触面を16SR(球面の半径)程度の球面に形成している。すなわち、押圧部材104はレンズ形状に形成されている。
【0033】
ミラーブロック102は、紫外光の導入窓102Wおよび光路102Lが形成されたブロック本体102aと、ブロック本体102aに装着され、45度にカットした面に反射膜を蒸着して反射面102Rを形成した円柱形ガラス102bとを備えている。ミラーブロック102の右方から導入窓102Wを介して入射する紫外光UVは円柱形ガラス102bの反射面102Rで下方に反射して押圧部材104に入射する。
【0034】
押圧球体保持枠105は、装着リング103に螺合される雄ねじを有する押圧球体ホルダ105aと、押圧球体ホルダ105aに螺合される雌ねじを有し、押圧部材104を交換可能に保持するリテーナリング105bとを備えている。リテーナリング105bを押圧球体ホルダ105aに螺合して押圧部材104を押圧球体ホルダ105aに装着する。
【0035】
図5において、ガス供給リング300はリテーナリング105bの外周を取り囲み、また、押圧球体ホルダ105aのフランジがガス供給リング300の上面に接して配置されている。ガス供給リング300の内周面には6箇所のガス噴出口が設けられ、不活性ガス、たとえば、窒素やヘリウムが噴射される。そのため、光硬化樹脂CRの周囲は不活性ガスで置換され、その雰囲気中で紫外光が照射される。
【0036】
ガス供給リング300から不活性ガスを噴出させると、シリコンウエハSWとガス供給リング300と押圧部材104とにより囲まれた空間が不活性ガス雰囲気となる。ガス噴射を停止し、チョッパ45を開き、外部の紫外光光源URから出射された紫外光を上部治具100に導く。上部治具100内に入射した紫外光は反射面102Rで下方に反射し、押圧部材104を透過して光硬化樹脂CRを照射する。紫外光を受けた光硬化樹脂CRは硬化を開始して収縮する。その結果、押圧部材104と光硬化樹脂CRとの間の接着力と、光硬化樹脂CRの収縮力とに応じて、上部治具100が下方に引張られる。上部治具100はロードセル19に装着されているから、ロードセル19で引張力を検出できる。
【0037】
ガス供給リング300は、テーブル11に設置された図示しない支持台に水平揺動可能に設けられている。すなわち、支持台に回動可能に装着されているアームの先端にガス供給リング300が設けられている。支持台に対するアームの取り付け位置は、ガス供給リング300がターンテーブルTBの上方所定距離の高さに保持されるように予め設定される。また、アームは水平面に対して1度〜2度程度傾斜するように構成されている。
【0038】
図6は特性試験装置の正面図、図7はその側面図であり、下部治具200を示している。
下部治具200は、固定テーブル11に取り付けるための基台201と、基台201上に設けられたXYステージ202と、XYステージ202上に設置された円形形状のターンテーブル203とを備えている。ターンテーブル203には真空吸着装置が付設されており、ターンテーブル203の上面にシリコンウエハSWが吸着固定される。ターンテーブル203はインデックス機構付きであり、手動でターンテーブル203を回転操作する際に所定角度毎に回転位置が規定される。ターンテーブル203の回転操作を試験装置と連動して自動化しても良い。
【0039】
図4に示した特性試験装置を用いて、光硬化樹脂の収縮応力と剥離力を測定する手順について説明する。
−収縮応力の測定−
ターンテーブル203上に真空吸着されたシリコンウエハSWにマイクロディスペンサ(不図示)から所定量の光硬化樹脂CRを滴下する。滴下した光硬化樹脂CRが上部治具100の軸心(負荷軸)AXに合致するようにターンテーブル203を手動で回転させる。ガス供給リング300も軸心AXと同軸上に配置されている。シリコンウエハSWと押圧部材104との間隔が所定値に設定されるよう、上部治具100を所定位置まで降下する。このとき、治具先端の押圧部材104は光硬化樹脂CRに接触する。シリコンウエハSWと押圧部材104との間隔は、予め設定した所定値のまま、試験装置としての位置制御、試験力制御などを行わない。
【0040】
チョッパ45を開いて紫外光をミラーボックス102に導入すると、導入された紫外光は反射面102Rで下方に反射され、押圧部材104を介して光硬化樹脂CRに紫外光が照射される。これにより、光硬化樹脂CRが硬化を開始する。シリコンウエハSWに対する押圧部材104の位置は変化させないので、光硬化樹脂の収縮力により上部治具100に引張方向の試験力が作用する。この引張試験力をロードセル19で検出する。光硬化樹脂CRが押圧部材104から剥離すると試験力はゼロとなる、
【0041】
このとき、光硬化樹脂の表面には押圧部材104の押圧圧痕が形成されている。押圧圧痕はほぼ円形であり、この最大直径を計測すると、押圧圧痕の表面積が計算される。ロードセル19で計測した試験力の最大値を押圧圧痕の表面積で除した値が、光硬化樹脂の単位面積当たりの収縮応力である。
【0042】
−剥離力の測定−
図8は、押圧部材104の軸心AX方向の移動に遊びを設けるように押圧球体ホルダを設定した状態を示す図である。これは剥離力を正確に測定する図3の測定時に使用される。
【0043】
図8に示すように、押圧球体保持枠105は、リテーナリング105bと押圧球体ホルダ105aのフランジとの間にスペーサ110を介在させている。すなわち、押圧部材104をリテーナリング105bで押圧球体ホルダ105aに装着する際、リング状のスペーサ110を挿入しておく。これにより、間隙GPだけ押圧部材104は上下動することできる。
【0044】
図8に示す上部治具100では、クロスヘッド15を降下させて押圧部材104を光硬化樹脂CRに接触させる際、押圧部材104は光硬化樹脂CRの反発力で上方に移動することができる。その状態で、光硬化樹脂CRが紫外光の照射で硬化して収縮すると、上方に移動していた押圧部材104は、光硬化樹脂CRの収縮量だけ下方に移動する。このとき、ロードセル19の出力は、図3で説明したように押圧部材104の自重分に相当するマイナス値を示す。紫外光の照射が所定時間だけ行われた後、数十秒経過した時点から、押圧部材104を一定速度で上方へ移動させる。これにより、図3の事象P12のようにロードセル19の出力は試験力ゼロを示す。
【0045】
その後、押圧部材104は一定速度で光硬化樹脂CRから離れようとするが、所定時間経過するまでは、押圧部材104が光硬化樹脂から剥離せず、光硬化樹脂の撓みを除去するため試験力は低下する(図3の事象P12〜P13)。さらに押圧部材104が上方へ移動すると、ある時点で光硬化樹脂CRが押圧部材104の表面から剥離を開始する(事象P13)。そして、事象P14において最大試験力を示した後、10sec経過した時点で試験力が変化し、剥離が終了する(事象P15)
【0046】
以上のように構成された光硬化樹脂の特性試験装置によれば次のような作用効果を奏することができる。
(1)光ファイバケーブルで紫外光を導入する場合には、ケーブルの自重分が計測結果に影響を与える。本実施の形態では、試験装置本体10から切り離して設けた光源40から出射する紫外光を非接触でミラーボックス102に導入し、反射面102Rで下方に反射させて光硬化樹脂CRに照射するようにした。したがって、紫外光を導入する光ファイバなどが不要となり、計測結果に影響を与えることがない。すなわち、光硬化樹脂へ照射する紫外光を、押圧部材104とは非接触状態で導入することができるので、測定データの信頼性が向上する。
【0047】
(2)光硬化樹脂に接触する部材を、接触面が半径16SR程度の球面形を有する石英ガラスとした。したがって、上部治具100の軸心とシリコンウエハSWの交差角度が90度からずれても、すなわち、斜めに試験力を受けても試験結果に影響を与えず、また、押圧圧痕輪郭は円形であり、表面積が容易に計算できる。
(3)光硬化樹脂に離型性能を向上させる目的で界面活性剤のような添加剤を添加している。光硬化樹脂の表面に添加剤が偏析している場合には、押圧部材と樹脂との付着力が小さい値となる。一方、光硬化樹脂の表面に添加剤が偏析していない場合には、押圧部材と樹脂との付着力が大きい値となる。このように、この実施の形態による特性試験装置では、非特許文献2と異なり、添加剤が偏析する樹脂表面と押圧部材との剥離に伴う試験力を測定しているので、樹脂表面の偏析の影響も評価することができる。
【0048】
以上説明した特性試験装置を以下のように変形することができる。
(1)上部治具100のミラーボックス102に代えて、ロードセルと押圧球体との間に光ファイバ導入空間を設け、この空間を軸心AXと直交する方向に向け、ファイバ出射端面をシリコンウエハ1と直交する方向に設定し、ファイバケーブルを治具に非接触で挿入してもよい。
【0049】
(2)球体SPや押圧部材104に遊びを持たせる方式に代え、紫外光照射によって光硬化樹脂CRが収縮するときに発生する試験力をキャンセルするように治具100の位置を制御し、収縮がほぼ終了した時点から、治具100を一定速度で光硬化樹脂CRから離れるように制御することにより、図3と同様に光硬化樹脂CRが押圧部材SPから剥離する際の試験力を測定することができる。
【0050】
(3)光硬化樹脂をシリコンウエハに滴下するものとした。しかしながら、ガラス板、石英ガラス板、ポリマフィルム、セラミックス板などを使用することができる。
(4)押圧部材の樹脂接触面を球面としたが、この曲率は実施の形態に限定されない。また、押圧部材の樹脂接触面を平面、凹凸面にしてもよい。
(5)押圧部材を石英ガラスで製作したが、フッ素系透明樹脂や環状オレフィン系ポリマを使用してもよい。
【0051】
(6)ターンテーブル203上にシリコンウエハSWを真空吸着して保持固定するようにしたが、保持固定の方式は種々の方式を採用できる。
(7)紫外光で硬化する光硬化樹脂について説明したが、本発明はこのような種類の光硬化樹脂の特性試験装置に限定されない。
【0052】
さらにまた、本発明の特徴を損なわない限り、本発明は上記実施の形態に何ら限定されるものではない。したがって、本発明による力計測用治具は、基板上に滴下された光硬化樹脂と押圧部材との間で発生する力を検出器で測定して、光硬化樹脂の特性を試験する特性試験装置に装着して用いられる力計測用治具において、基板上に滴下されている光硬化樹脂に押圧される光透過性の押圧部材と、検出器と押圧部材との間に設けられ、光源や光ファイバなどの伝送路と非接触状態で、外部の光源から出射された光を押圧部材に向けて照射する光照射ブロックとを備えていれば、種々の形態で実現できる。
【符号の説明】
【0053】
TB:ターンテーブル SW:シリコンウエハ
CR:光硬化樹脂 GL:ガスリング
SP:押圧部材 JG:保持具
FM:反射ミラー
10:試験機本体 19:ロードセル
45:チョッパ 100:上部治具
102:ミラーブロック 103:装着リング
102b:円柱形ガラス 102R:反射ミラー
102W:光導入窓 102L:光路
104:押圧部材 105:押圧球体保持枠
105a:押圧球体ホルダ 105b:リテーナリング
200:下部治具 201:基台
202:XYステージ 203:ターンテーブル
300:ガス供給リング
【特許請求の範囲】
【請求項1】
光硬化樹脂と押圧部材との間で発生する力を検出器で測定するための保持具において、
前記光硬化樹脂に押圧される光透過性の押圧部材と、
前記検出器と前記押圧部材との間に設けられ、光源や光ファイバなどの伝送路と非接触状態で、外部の光源から出射された光を前記押圧部材に向けて照射する光照射ブロックとを備えたことを特徴とする保持具。
【請求項2】
請求項1の保持具において、
前記光照射ブロックは、その下面に前記押圧部材を交換可能に装着する装着部を備えていることを特徴とする保持具。
【請求項3】
請求項2の保持具において、
前記装着部は、前記光硬化樹脂の硬化に伴う収縮に応じて前記押圧部材が所定の間隙だけ移動可能に構成されていることを特徴とする保持具。
【請求項4】
請求項2の保持具において、
前記光照射ブロックは、前記光源から出射されてくる光を導入する光導入窓と、前記光導入窓から導入された光源からの光を前記押圧部材を透過して前記光硬化樹脂に導く反射ミラーとを備えていることを特徴とする保持具。
【請求項5】
請求項1乃至4のいずれか1項に記載の保持具において、
前記押圧部材の樹脂接触面は球面であることを特徴とする保持具。
【請求項6】
光硬化樹脂と押圧部材との間で発生する力を測定する試験装置において、
請求項1乃至5のいずれか1項に記載の保持具と、
前記力を計測する力計測器と、
前記基板を保持する基板保持機構と、
前記基板と前記押圧部材を相対的に移動する移動機構とを備えることを特徴とする試験装置。
【請求項7】
光硬化樹脂と押圧部材との間で発生する力を測定して、前記光硬化樹脂の特性を試験する特性試験方法において、
前記基板上に光硬化樹脂を滴下し、
前記滴下された光硬化樹脂を光透過性の押圧部材で押圧し、
光源や光ファイバなどの伝送路と非接触状態で、外部の光源から出射された光を前記押圧部材を透過して前記光硬化樹脂に照射し、
前記押圧部材と前記光硬化樹脂との間で発生する力を検出することを特徴とする特性試験方法。
【請求項8】
請求項7の特性試験方法において、
前記押圧部材と前記基板との位置関係を固定して前記発生する力を検出することを特徴とする特性試験方法。
【請求項1】
光硬化樹脂と押圧部材との間で発生する力を検出器で測定するための保持具において、
前記光硬化樹脂に押圧される光透過性の押圧部材と、
前記検出器と前記押圧部材との間に設けられ、光源や光ファイバなどの伝送路と非接触状態で、外部の光源から出射された光を前記押圧部材に向けて照射する光照射ブロックとを備えたことを特徴とする保持具。
【請求項2】
請求項1の保持具において、
前記光照射ブロックは、その下面に前記押圧部材を交換可能に装着する装着部を備えていることを特徴とする保持具。
【請求項3】
請求項2の保持具において、
前記装着部は、前記光硬化樹脂の硬化に伴う収縮に応じて前記押圧部材が所定の間隙だけ移動可能に構成されていることを特徴とする保持具。
【請求項4】
請求項2の保持具において、
前記光照射ブロックは、前記光源から出射されてくる光を導入する光導入窓と、前記光導入窓から導入された光源からの光を前記押圧部材を透過して前記光硬化樹脂に導く反射ミラーとを備えていることを特徴とする保持具。
【請求項5】
請求項1乃至4のいずれか1項に記載の保持具において、
前記押圧部材の樹脂接触面は球面であることを特徴とする保持具。
【請求項6】
光硬化樹脂と押圧部材との間で発生する力を測定する試験装置において、
請求項1乃至5のいずれか1項に記載の保持具と、
前記力を計測する力計測器と、
前記基板を保持する基板保持機構と、
前記基板と前記押圧部材を相対的に移動する移動機構とを備えることを特徴とする試験装置。
【請求項7】
光硬化樹脂と押圧部材との間で発生する力を測定して、前記光硬化樹脂の特性を試験する特性試験方法において、
前記基板上に光硬化樹脂を滴下し、
前記滴下された光硬化樹脂を光透過性の押圧部材で押圧し、
光源や光ファイバなどの伝送路と非接触状態で、外部の光源から出射された光を前記押圧部材を透過して前記光硬化樹脂に照射し、
前記押圧部材と前記光硬化樹脂との間で発生する力を検出することを特徴とする特性試験方法。
【請求項8】
請求項7の特性試験方法において、
前記押圧部材と前記基板との位置関係を固定して前記発生する力を検出することを特徴とする特性試験方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2011−60843(P2011−60843A)
【公開日】平成23年3月24日(2011.3.24)
【国際特許分類】
【出願番号】特願2009−206133(P2009−206133)
【出願日】平成21年9月7日(2009.9.7)
【出願人】(000001993)株式会社島津製作所 (3,708)
【出願人】(899000035)株式会社 東北テクノアーチ (68)
【Fターム(参考)】
【公開日】平成23年3月24日(2011.3.24)
【国際特許分類】
【出願日】平成21年9月7日(2009.9.7)
【出願人】(000001993)株式会社島津製作所 (3,708)
【出願人】(899000035)株式会社 東北テクノアーチ (68)
【Fターム(参考)】
[ Back to top ]