
光終端器およびその製造方法
【課題】 反射減衰量、温度変化に対する安定性に優れる光終端器およびその製造方法を提供する。
【解決手段】 樹脂チューブ11の空孔Hに屈折率整合粘着剤12が充填されている光終端器であって、該屈折率整合粘着剤12は、アクリル酸ブチルを含有することを特徴とする光終端器。アクリル酸ブチルを含有する屈折率整合粘着剤12と溶剤とを混合して粘着剤溶液を作製する工程と、熱収縮性樹脂チューブ11′の一端より該粘着剤溶液を注入する工程と、前記熱収縮性樹脂チューブ11′を加熱収縮させるとともに該粘着剤溶液の溶剤を揮発させる工程と、を有することを特徴とする光終端器の製造方法。
【解決手段】 樹脂チューブ11の空孔Hに屈折率整合粘着剤12が充填されている光終端器であって、該屈折率整合粘着剤12は、アクリル酸ブチルを含有することを特徴とする光終端器。アクリル酸ブチルを含有する屈折率整合粘着剤12と溶剤とを混合して粘着剤溶液を作製する工程と、熱収縮性樹脂チューブ11′の一端より該粘着剤溶液を注入する工程と、前記熱収縮性樹脂チューブ11′を加熱収縮させるとともに該粘着剤溶液の溶剤を揮発させる工程と、を有することを特徴とする光終端器の製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、光ファイバや光コネクタの端末に用いる光終端器およびその製造方法に関するものである。
【背景技術】
【0002】
光ファイバは、端部が受信側の機器等に接続されずに、開放された状態で敷設されることがある。その場合には、端面における伝送信号の反射を防ぐために、反射防止処理が施される。
例えば、樹脂チューブに屈折率整合粘着剤を充填した光終端器を装着する技術が知られている(例えば、特許文献1を参照。)。
【0003】
しかしながら、このような光終端器では、十分な反射減衰量を有するとともに、温度変化に対する安定性のさらなる改良を求められていた。
【0004】
【特許文献1】特開2008−197556号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明は、以上のような問題点に鑑みて為されたものであり、その目的とする処は、反射減衰量、温度変化に対する安定性に優れる光終端器およびその製造方法を提供することにある。
【課題を解決するための手段】
【0006】
本発明は、下記の技術的構成により、上記課題を解決できたものである。
(1)樹脂チューブの空孔に屈折率整合粘着剤が充填されている光終端器であって、該屈折率整合粘着剤は、アクリル酸ブチルを含有することを特徴とする光終端器。
(2)アクリル酸ブチルの含有量が5重量%以上40重量%以下であることを特徴とする前記(1)記載の光終端器。
(3)アクリル酸ブチルを含有する屈折率整合粘着剤と溶剤とを混合して粘着剤溶液を作製する工程と、熱収縮性樹脂チューブの一端より該粘着剤溶液を注入する工程と、前記熱収縮性樹脂チューブを加熱収縮させるとともに該粘着剤溶液の溶剤を揮発させる工程と、を有することを特徴とする光終端器の製造方法。
【発明の効果】
【0007】
本発明によれば、反射減衰量、温度変化に対する安定性に優れる光終端器およびその製造方法を提供することができる。
また、本発明によれば、光ファイバに対して十分な粘着力を有する光終端器およびその製造方法を提供することができる。
【発明を実施するための最良の形態】
【0008】
以下、本発明に係る光終端器を、図面を参照しつつ説明する。
(実施形態I)
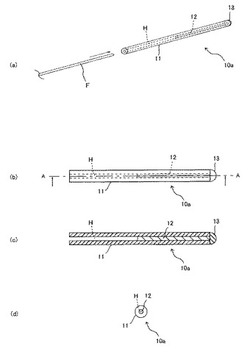
図1は、実施形態Iの光終端器の図であって、(a)は斜視図、(b)は平面図、(c)はA−A線断面図、(d)は左側面図である。
10aは光終端器、11は樹脂チューブ、12は屈折率整合粘着剤、13は先端部、Fは光ファイバ、Hは空孔である。
図1(a)〜(d)に示すように、光終端器10aは、光ファイバFを空孔Hに挿入する薄肉円筒状の樹脂チューブ11と、空孔Hの一部に充填された屈折率整合粘着剤12と、先端部13とから構成されている。
樹脂チューブ11は、空孔H内に挿入した光ファイバを見ることができるように、透明または半透明であることが好ましい。
樹脂チューブ11の長さは5mm〜60mmが好ましい。
樹脂チューブ11の空孔の孔径は0.1mm〜3mmが好ましい。
樹脂チューブ11の材料は特に限定されないが、アクリルポリカーボネート、ポリプロピレン、ポリエチレルテレフタラート等を用いることができ、特に、ポリオレフィン、ポリ塩化ビニル、ポリフッ化ビニリデン、フッカビニリデン、エチレンプロピレンゴム、フッ化エラストマー、シリコーンエラストマー等の熱収縮性樹脂チューブであることが好ましい。
【0009】
実施形態Iの光終端器10aでは、屈折率整合粘着剤12は空孔Hの端部に充填された状態で、樹脂チューブ11と一体となっている。
したがって、光終端器10aは、長手方向の一端側が開口し、他端側が閉じられている。
なお、閉じられた他端側は樹脂等をポッティングした先端部13により封止されていることが好ましい。これにより屈折率整合粘着剤12の漏れを防止し、光終端器10aの向きを容易に判別できる。
屈折率整合粘着剤12の材料には、シリコーン系粘着剤、アクリル系粘着剤、シリコーン/アクリル系の共重合体あるいは混合体等を用いることができる。
屈折率整合粘着剤12は、アクリル酸ブチルを含有することが必要である。
アクリル酸ブチルの含有量は5重量%以上40重量%以下が好ましく、さらに好ましくは5重量%以上35重量%以下である。
屈折率整合粘着剤12は、光ファイバと同等の屈折率を有しており、20℃で波長1310nmの光に対して屈折率1.455〜1.463であることが好ましい。
屈折率整合粘着剤12は、粘着性を有していることが必要で、粘着力は5N/25mm以上が好ましく、より好ましくは5N/25mm以上20N/25mm以下である。
なお、粘着力は、50μmの基材PETフィルムに粘着剤を15μmの膜厚で塗布し、ローラーを用いてガラス板に張り合わせ、テンシロンを用いて90°ピール試験により測定した値である。
屈折率整合粘着剤12は、光ファイバから入射する光を十分に分散させて反射を防止するために、ある程度の厚みを有していることが好ましいが、あまり厚すぎると光終端器が大型化してしまう。光ファイバの軸方向に対して1mm〜50mmの厚みを有することが好ましく、さらに好ましくは5mm〜20mmである。
なお、屈折率整合粘着剤12は、図では説明のために着色して示しているが、透明または半透明であってもよいし、着色してあってもよい。
【0010】
(光終端器の使用方法)
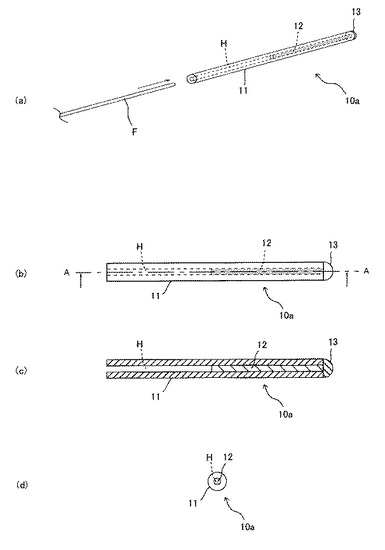
図2は、光終端器の使用状態を示す図であって、(a)は平面図、(b)はB−B線断面図である。
図に示すように、本発明の光終端器は、光ファイバFや光コネクタの先端を空孔Hに挿入して、屈折率整合粘着剤12に当接させることで使用できる。
特殊な工具等は必要なく、極めて短時間に容易に作業可能である。
また、光ファイバFを屈折率整合粘着剤12に突き刺し、先端を埋没させれば、屈折率整合粘着剤12の粘着力により光終端器10aの抜け落ちを防止できて好ましい。
したがって、光ファイバFや光コネクタの終端処理と同時に先端を保護する役割も果たすことができる。また、力学的な補強のため、樹脂チューブを管状の支持体等で適宜補強して用いてもよい。
【0011】
(実施形態II)
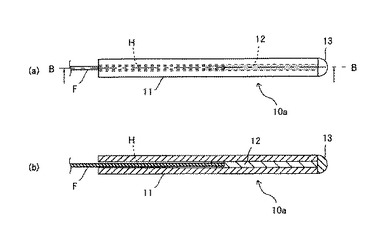
図3は、実施形態IIの光終端器の図であって、(a)は斜視図、(b)は平面図、(c)はC−C線断面図、(d)は左側面図である。
10bは光終端器である。
図3(a)〜(d)に示すように、光終端器10bでは、屈折率整合粘着剤12は空孔Hの中央部に充填された状態で、樹脂チューブ11と一体となっている。
したがって、光終端器10bは、長手方向の両端側が開口し、いずれからも光ファイバFを挿入できる構造となっている。
その他の構成は実施形態Iと同様である。
なお、本発明の光終端器で終端処理される対象は光ファイバに限られない。樹脂チューブ11の空孔Hの径を変えることで各種光コネクタなどに用いることもできる。
【0012】
(光終端器の製造方法)
本発明の光終端器の製造方法について、以下に説明する。
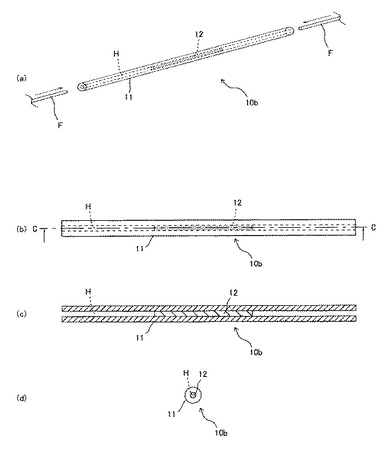
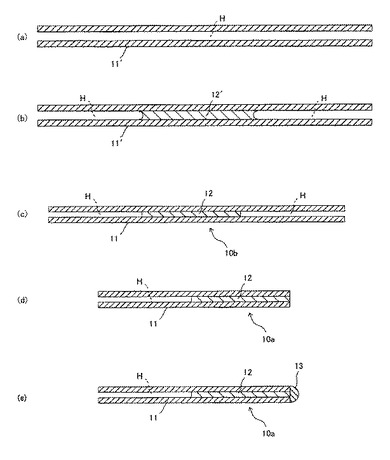
図4は、実施形態Iの光終端器の製造方法を示す断面図であって、(a)は熱収縮性樹脂チューブの図、(b)は屈折率整合粘着剤を注入した図、(c)は熱収縮させた図、(d)は不要部分をカットした図、(e)は実施形態Iの光終端器を示す図である。
まず、アクリル酸ブチルを含有する屈折率整合粘着剤と溶剤とを混合して粘着剤溶液を作製する。
次に、図4(a)に示すように、得ようとする樹脂チューブ11よりもその空孔の孔径が大きな熱収縮性樹脂チューブ11′を用意して、図4(b)に示すように、その一端より空孔Hに粘着剤溶液12′を注入する。
そして、熱収縮性樹脂チューブ11′および粘着剤溶液12′に熱を加え、図4(c)に示すように、熱収縮性樹脂チューブ11′を収縮させて樹脂チューブ11とするとともに、粘着剤溶液12′の溶剤を揮発させて屈折率整合粘着剤12とすることで、光終端器10bを製造できる。
その後、必要に応じて、図4(d)に示すように、不要部分を切断する。
この状態でも光終端器として使用できるが、図4(e)に示すように、先端に樹脂等をポッティングする(ディスペンサ等で1適垂らす)ことで先端部13を形成し、光終端器10aを製造できる。
光終端器の製造では、あまりに細い樹脂チューブの空孔に屈折率整合粘着剤12を充填するのは困難であり、例えば溶剤を多量に用いて屈折率整合粘着剤12を注入しても溶剤の揮発により気泡を巻き込んだり、十分な厚みを得られなかったりする。
しかし、上述のように熱収縮性樹脂チューブを用いることで、屈折率整合粘着剤を注入した後に空孔の径を小さくすることが可能となり、気泡を巻き込まず、十分な厚みの屈折率整合粘着剤12を有する光終端器を製造できる。
【実施例】
【0013】
(実施例1)
まず、アクリル系粘着剤(日本合成化学社製、商品名:コーポニールN−6638、アクリル酸ブチルの含有量:7.4重量%、屈折率1.462、粘着力15N/25mm)と溶剤(酢酸エチル、アセトン)とを混合して粘着剤溶液を作製した。
次に、熱収縮性樹脂チューブ(ミスミ社製、商品名:熱収縮チューブ、長さ30mm、空孔の孔径2.0mm)を用意して、その空孔の中央部に粘着剤溶液を注入した。
そして、熱収縮性樹脂チューブおよび粘着剤溶液に熱を加え、熱収縮性樹脂チューブを収縮させて樹脂チューブ(長さ25mm、空孔の孔径1.0mm)とするとともに、粘着剤溶液の溶剤を揮発させて屈折率整合粘着剤(光ファイバの軸方向に対して厚さ10mm)とした。
そして、図4(d)〜(e)に示すように、樹脂チューブの不要部分を切断して、先端に樹脂(モメンティブ・パフォーマンス・マテリアル・ジャパン合同会社製、商品名:TSE−3876)をポッティングすることで、実施例1の光終端器を製造した。
【0014】
(比較例1)
まず、市販のアクリル系粘着剤(主成分:アクリル酸2−エチルヘキシル、アクリル酸ブチルを含有せず、屈折率1.457、粘着力0.5N/25mm)と溶剤(キシダ化学社製、商品名:トルエン)とを混合して粘着剤溶液を作製した。
その他は実施例1と同様にして、比較例1の光終端器を製造した。
【0015】
(評価)
実施例および比較例の光終端器について、以下の評価を行った。
<反射減衰量>
実施例および比較例の光終端器に光ファイバ(住友電工社製、商品名:石英系シングルモードファイバ:外径0.25mm)の先端を挿入し、他端にバックリフレクションメータ(商品名:RM3 BACK REFLECTION METER、型式:RM3750+IFA7、製造会社:JDS Uniphase)を用いて、波長1310nmの光を出射し、反射した光量から、反射減衰量を導出した。
なお、測定は−40℃〜80℃の間で10℃刻みに温度を変えて行った。
−40℃〜80℃の間における反射減衰量は、−40dB以下を維持していれば実用上問題ない。
<温度変化に対する安定性>
実施例および比較例の光終端器を20本用意し、それぞれに光ファイバの先端を挿入した。そして、周囲の温度を−40℃から85℃に上げ、85℃から−40℃に下げるサイクルを4回繰り返した。その後、20℃での反射減衰量を測定した。
そして、反射減衰量が−40dBを超えたものを不良とし、その本数を数えた。
以上の結果を表1に示す。
【0016】
【表1】

【0017】
(結果)
実施例1では、−40℃〜80℃の間における反射減衰量は−40dB〜−70dBであり実用上問題ない値であった。
また、温度変化に対する安定性でも不良はなく、実用上問題なかった。
比較例1では、−40℃〜80℃の間における反射減衰量は−40dB〜−70dBであり実用上問題ない値であった。
しかし、温度変化に対する安定性では不良が3本あり、実用上問題があった。
すなわち、反射減衰量が十分でないものがあり、温度変化に対して安定していなかった。
【0018】
以上のように、本発明によれば、反射減衰量、温度変化に対する安定性に優れる光終端器およびその製造方法を提供することができる。
また、本発明によれば、光ファイバに対して十分な粘着力を有する光終端器およびその製造方法を提供することができる。
【図面の簡単な説明】
【0019】
【図1】実施形態Iの光終端器の図であって、(a)は斜視図、(b)は平面図、(c)はA−A線断面図、(d)は左側面図
【図2】光終端器の使用状態を示す図であって、(a)は平面図、(b)はB−B線断面図
【図3】実施形態IIの光終端器の図であって、(a)は斜視図、(b)は平面図、(c)はC−C線断面図、(d)は左側面図
【図4】実施形態Iの光終端器の製造方法を示す断面図であって、(a)は熱収縮性樹脂チューブの図、(b)は屈折率整合粘着剤を注入した図、(c)は熱収縮させた図、(d)は不要部分をカットした図、(e)は実施形態Iの光終端器を示す図
【0020】
10a、10b 光終端器
11 樹脂チューブ
11′ 熱収縮性樹脂チューブ
12 屈折率整合粘着剤
12′ 粘着剤溶液
13 先端部
F 光ファイバ
H 空孔
【技術分野】
【0001】
本発明は、光ファイバや光コネクタの端末に用いる光終端器およびその製造方法に関するものである。
【背景技術】
【0002】
光ファイバは、端部が受信側の機器等に接続されずに、開放された状態で敷設されることがある。その場合には、端面における伝送信号の反射を防ぐために、反射防止処理が施される。
例えば、樹脂チューブに屈折率整合粘着剤を充填した光終端器を装着する技術が知られている(例えば、特許文献1を参照。)。
【0003】
しかしながら、このような光終端器では、十分な反射減衰量を有するとともに、温度変化に対する安定性のさらなる改良を求められていた。
【0004】
【特許文献1】特開2008−197556号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明は、以上のような問題点に鑑みて為されたものであり、その目的とする処は、反射減衰量、温度変化に対する安定性に優れる光終端器およびその製造方法を提供することにある。
【課題を解決するための手段】
【0006】
本発明は、下記の技術的構成により、上記課題を解決できたものである。
(1)樹脂チューブの空孔に屈折率整合粘着剤が充填されている光終端器であって、該屈折率整合粘着剤は、アクリル酸ブチルを含有することを特徴とする光終端器。
(2)アクリル酸ブチルの含有量が5重量%以上40重量%以下であることを特徴とする前記(1)記載の光終端器。
(3)アクリル酸ブチルを含有する屈折率整合粘着剤と溶剤とを混合して粘着剤溶液を作製する工程と、熱収縮性樹脂チューブの一端より該粘着剤溶液を注入する工程と、前記熱収縮性樹脂チューブを加熱収縮させるとともに該粘着剤溶液の溶剤を揮発させる工程と、を有することを特徴とする光終端器の製造方法。
【発明の効果】
【0007】
本発明によれば、反射減衰量、温度変化に対する安定性に優れる光終端器およびその製造方法を提供することができる。
また、本発明によれば、光ファイバに対して十分な粘着力を有する光終端器およびその製造方法を提供することができる。
【発明を実施するための最良の形態】
【0008】
以下、本発明に係る光終端器を、図面を参照しつつ説明する。
(実施形態I)
図1は、実施形態Iの光終端器の図であって、(a)は斜視図、(b)は平面図、(c)はA−A線断面図、(d)は左側面図である。
10aは光終端器、11は樹脂チューブ、12は屈折率整合粘着剤、13は先端部、Fは光ファイバ、Hは空孔である。
図1(a)〜(d)に示すように、光終端器10aは、光ファイバFを空孔Hに挿入する薄肉円筒状の樹脂チューブ11と、空孔Hの一部に充填された屈折率整合粘着剤12と、先端部13とから構成されている。
樹脂チューブ11は、空孔H内に挿入した光ファイバを見ることができるように、透明または半透明であることが好ましい。
樹脂チューブ11の長さは5mm〜60mmが好ましい。
樹脂チューブ11の空孔の孔径は0.1mm〜3mmが好ましい。
樹脂チューブ11の材料は特に限定されないが、アクリルポリカーボネート、ポリプロピレン、ポリエチレルテレフタラート等を用いることができ、特に、ポリオレフィン、ポリ塩化ビニル、ポリフッ化ビニリデン、フッカビニリデン、エチレンプロピレンゴム、フッ化エラストマー、シリコーンエラストマー等の熱収縮性樹脂チューブであることが好ましい。
【0009】
実施形態Iの光終端器10aでは、屈折率整合粘着剤12は空孔Hの端部に充填された状態で、樹脂チューブ11と一体となっている。
したがって、光終端器10aは、長手方向の一端側が開口し、他端側が閉じられている。
なお、閉じられた他端側は樹脂等をポッティングした先端部13により封止されていることが好ましい。これにより屈折率整合粘着剤12の漏れを防止し、光終端器10aの向きを容易に判別できる。
屈折率整合粘着剤12の材料には、シリコーン系粘着剤、アクリル系粘着剤、シリコーン/アクリル系の共重合体あるいは混合体等を用いることができる。
屈折率整合粘着剤12は、アクリル酸ブチルを含有することが必要である。
アクリル酸ブチルの含有量は5重量%以上40重量%以下が好ましく、さらに好ましくは5重量%以上35重量%以下である。
屈折率整合粘着剤12は、光ファイバと同等の屈折率を有しており、20℃で波長1310nmの光に対して屈折率1.455〜1.463であることが好ましい。
屈折率整合粘着剤12は、粘着性を有していることが必要で、粘着力は5N/25mm以上が好ましく、より好ましくは5N/25mm以上20N/25mm以下である。
なお、粘着力は、50μmの基材PETフィルムに粘着剤を15μmの膜厚で塗布し、ローラーを用いてガラス板に張り合わせ、テンシロンを用いて90°ピール試験により測定した値である。
屈折率整合粘着剤12は、光ファイバから入射する光を十分に分散させて反射を防止するために、ある程度の厚みを有していることが好ましいが、あまり厚すぎると光終端器が大型化してしまう。光ファイバの軸方向に対して1mm〜50mmの厚みを有することが好ましく、さらに好ましくは5mm〜20mmである。
なお、屈折率整合粘着剤12は、図では説明のために着色して示しているが、透明または半透明であってもよいし、着色してあってもよい。
【0010】
(光終端器の使用方法)
図2は、光終端器の使用状態を示す図であって、(a)は平面図、(b)はB−B線断面図である。
図に示すように、本発明の光終端器は、光ファイバFや光コネクタの先端を空孔Hに挿入して、屈折率整合粘着剤12に当接させることで使用できる。
特殊な工具等は必要なく、極めて短時間に容易に作業可能である。
また、光ファイバFを屈折率整合粘着剤12に突き刺し、先端を埋没させれば、屈折率整合粘着剤12の粘着力により光終端器10aの抜け落ちを防止できて好ましい。
したがって、光ファイバFや光コネクタの終端処理と同時に先端を保護する役割も果たすことができる。また、力学的な補強のため、樹脂チューブを管状の支持体等で適宜補強して用いてもよい。
【0011】
(実施形態II)
図3は、実施形態IIの光終端器の図であって、(a)は斜視図、(b)は平面図、(c)はC−C線断面図、(d)は左側面図である。
10bは光終端器である。
図3(a)〜(d)に示すように、光終端器10bでは、屈折率整合粘着剤12は空孔Hの中央部に充填された状態で、樹脂チューブ11と一体となっている。
したがって、光終端器10bは、長手方向の両端側が開口し、いずれからも光ファイバFを挿入できる構造となっている。
その他の構成は実施形態Iと同様である。
なお、本発明の光終端器で終端処理される対象は光ファイバに限られない。樹脂チューブ11の空孔Hの径を変えることで各種光コネクタなどに用いることもできる。
【0012】
(光終端器の製造方法)
本発明の光終端器の製造方法について、以下に説明する。
図4は、実施形態Iの光終端器の製造方法を示す断面図であって、(a)は熱収縮性樹脂チューブの図、(b)は屈折率整合粘着剤を注入した図、(c)は熱収縮させた図、(d)は不要部分をカットした図、(e)は実施形態Iの光終端器を示す図である。
まず、アクリル酸ブチルを含有する屈折率整合粘着剤と溶剤とを混合して粘着剤溶液を作製する。
次に、図4(a)に示すように、得ようとする樹脂チューブ11よりもその空孔の孔径が大きな熱収縮性樹脂チューブ11′を用意して、図4(b)に示すように、その一端より空孔Hに粘着剤溶液12′を注入する。
そして、熱収縮性樹脂チューブ11′および粘着剤溶液12′に熱を加え、図4(c)に示すように、熱収縮性樹脂チューブ11′を収縮させて樹脂チューブ11とするとともに、粘着剤溶液12′の溶剤を揮発させて屈折率整合粘着剤12とすることで、光終端器10bを製造できる。
その後、必要に応じて、図4(d)に示すように、不要部分を切断する。
この状態でも光終端器として使用できるが、図4(e)に示すように、先端に樹脂等をポッティングする(ディスペンサ等で1適垂らす)ことで先端部13を形成し、光終端器10aを製造できる。
光終端器の製造では、あまりに細い樹脂チューブの空孔に屈折率整合粘着剤12を充填するのは困難であり、例えば溶剤を多量に用いて屈折率整合粘着剤12を注入しても溶剤の揮発により気泡を巻き込んだり、十分な厚みを得られなかったりする。
しかし、上述のように熱収縮性樹脂チューブを用いることで、屈折率整合粘着剤を注入した後に空孔の径を小さくすることが可能となり、気泡を巻き込まず、十分な厚みの屈折率整合粘着剤12を有する光終端器を製造できる。
【実施例】
【0013】
(実施例1)
まず、アクリル系粘着剤(日本合成化学社製、商品名:コーポニールN−6638、アクリル酸ブチルの含有量:7.4重量%、屈折率1.462、粘着力15N/25mm)と溶剤(酢酸エチル、アセトン)とを混合して粘着剤溶液を作製した。
次に、熱収縮性樹脂チューブ(ミスミ社製、商品名:熱収縮チューブ、長さ30mm、空孔の孔径2.0mm)を用意して、その空孔の中央部に粘着剤溶液を注入した。
そして、熱収縮性樹脂チューブおよび粘着剤溶液に熱を加え、熱収縮性樹脂チューブを収縮させて樹脂チューブ(長さ25mm、空孔の孔径1.0mm)とするとともに、粘着剤溶液の溶剤を揮発させて屈折率整合粘着剤(光ファイバの軸方向に対して厚さ10mm)とした。
そして、図4(d)〜(e)に示すように、樹脂チューブの不要部分を切断して、先端に樹脂(モメンティブ・パフォーマンス・マテリアル・ジャパン合同会社製、商品名:TSE−3876)をポッティングすることで、実施例1の光終端器を製造した。
【0014】
(比較例1)
まず、市販のアクリル系粘着剤(主成分:アクリル酸2−エチルヘキシル、アクリル酸ブチルを含有せず、屈折率1.457、粘着力0.5N/25mm)と溶剤(キシダ化学社製、商品名:トルエン)とを混合して粘着剤溶液を作製した。
その他は実施例1と同様にして、比較例1の光終端器を製造した。
【0015】
(評価)
実施例および比較例の光終端器について、以下の評価を行った。
<反射減衰量>
実施例および比較例の光終端器に光ファイバ(住友電工社製、商品名:石英系シングルモードファイバ:外径0.25mm)の先端を挿入し、他端にバックリフレクションメータ(商品名:RM3 BACK REFLECTION METER、型式:RM3750+IFA7、製造会社:JDS Uniphase)を用いて、波長1310nmの光を出射し、反射した光量から、反射減衰量を導出した。
なお、測定は−40℃〜80℃の間で10℃刻みに温度を変えて行った。
−40℃〜80℃の間における反射減衰量は、−40dB以下を維持していれば実用上問題ない。
<温度変化に対する安定性>
実施例および比較例の光終端器を20本用意し、それぞれに光ファイバの先端を挿入した。そして、周囲の温度を−40℃から85℃に上げ、85℃から−40℃に下げるサイクルを4回繰り返した。その後、20℃での反射減衰量を測定した。
そして、反射減衰量が−40dBを超えたものを不良とし、その本数を数えた。
以上の結果を表1に示す。
【0016】
【表1】
【0017】
(結果)
実施例1では、−40℃〜80℃の間における反射減衰量は−40dB〜−70dBであり実用上問題ない値であった。
また、温度変化に対する安定性でも不良はなく、実用上問題なかった。
比較例1では、−40℃〜80℃の間における反射減衰量は−40dB〜−70dBであり実用上問題ない値であった。
しかし、温度変化に対する安定性では不良が3本あり、実用上問題があった。
すなわち、反射減衰量が十分でないものがあり、温度変化に対して安定していなかった。
【0018】
以上のように、本発明によれば、反射減衰量、温度変化に対する安定性に優れる光終端器およびその製造方法を提供することができる。
また、本発明によれば、光ファイバに対して十分な粘着力を有する光終端器およびその製造方法を提供することができる。
【図面の簡単な説明】
【0019】
【図1】実施形態Iの光終端器の図であって、(a)は斜視図、(b)は平面図、(c)はA−A線断面図、(d)は左側面図
【図2】光終端器の使用状態を示す図であって、(a)は平面図、(b)はB−B線断面図
【図3】実施形態IIの光終端器の図であって、(a)は斜視図、(b)は平面図、(c)はC−C線断面図、(d)は左側面図
【図4】実施形態Iの光終端器の製造方法を示す断面図であって、(a)は熱収縮性樹脂チューブの図、(b)は屈折率整合粘着剤を注入した図、(c)は熱収縮させた図、(d)は不要部分をカットした図、(e)は実施形態Iの光終端器を示す図
【0020】
10a、10b 光終端器
11 樹脂チューブ
11′ 熱収縮性樹脂チューブ
12 屈折率整合粘着剤
12′ 粘着剤溶液
13 先端部
F 光ファイバ
H 空孔
【特許請求の範囲】
【請求項1】
樹脂チューブの空孔に屈折率整合粘着剤が充填されている光終端器であって、
該屈折率整合粘着剤は、アクリル酸ブチルを含有することを特徴とする光終端器。
【請求項2】
アクリル酸ブチルの含有量が5重量%以上40重量%以下であることを特徴とする請求項1記載の光終端器。
【請求項3】
アクリル酸ブチルを含有する屈折率整合粘着剤と溶剤とを混合して粘着剤溶液を作製する工程と、
熱収縮性樹脂チューブの一端より該粘着剤溶液を注入する工程と、
前記熱収縮性樹脂チューブを加熱収縮させるとともに該粘着剤溶液の溶剤を揮発させる工程と、を有することを特徴とする光終端器の製造方法。
【請求項1】
樹脂チューブの空孔に屈折率整合粘着剤が充填されている光終端器であって、
該屈折率整合粘着剤は、アクリル酸ブチルを含有することを特徴とする光終端器。
【請求項2】
アクリル酸ブチルの含有量が5重量%以上40重量%以下であることを特徴とする請求項1記載の光終端器。
【請求項3】
アクリル酸ブチルを含有する屈折率整合粘着剤と溶剤とを混合して粘着剤溶液を作製する工程と、
熱収縮性樹脂チューブの一端より該粘着剤溶液を注入する工程と、
前記熱収縮性樹脂チューブを加熱収縮させるとともに該粘着剤溶液の溶剤を揮発させる工程と、を有することを特徴とする光終端器の製造方法。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2011−158494(P2011−158494A)
【公開日】平成23年8月18日(2011.8.18)
【国際特許分類】
【出願番号】特願2010−17565(P2010−17565)
【出願日】平成22年1月29日(2010.1.29)
【出願人】(000153591)株式会社巴川製紙所 (457)
【Fターム(参考)】
【公開日】平成23年8月18日(2011.8.18)
【国際特許分類】
【出願日】平成22年1月29日(2010.1.29)
【出願人】(000153591)株式会社巴川製紙所 (457)
【Fターム(参考)】
[ Back to top ]