
光触媒シートの製造方法、及び光触媒シート
【課題】シート基材の表面に、光触媒層を形成する技術を、形成される光触媒層の表面のクラックをなるべくなくすように改良する。
【解決手段】本願発明では、シート基材の少なくとも一方の表面にフッ素樹脂と、光触媒粉とを含有する分散液を塗布し、加熱したそのシート基材を冷却することでシート基材の表面に光触媒層を固定する。このとき、分散液の粘度を10〜35mPa・sに調整し、また、焼成のための加熱を行う際の温度(℃)をa、焼成のための加熱を行う際の加熱の時間(秒)をb、分散液の粘度(mPa・s)をc、とそれぞれ定義した場合に、これらa、b及びcが、(b×c/100)+a=285〜420という関係を満たすようにする。光触媒層表面のクラックの幅の平均は4μm以下である。
【解決手段】本願発明では、シート基材の少なくとも一方の表面にフッ素樹脂と、光触媒粉とを含有する分散液を塗布し、加熱したそのシート基材を冷却することでシート基材の表面に光触媒層を固定する。このとき、分散液の粘度を10〜35mPa・sに調整し、また、焼成のための加熱を行う際の温度(℃)をa、焼成のための加熱を行う際の加熱の時間(秒)をb、分散液の粘度(mPa・s)をc、とそれぞれ定義した場合に、これらa、b及びcが、(b×c/100)+a=285〜420という関係を満たすようにする。光触媒層表面のクラックの幅の平均は4μm以下である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、シート基材の表面に、光触媒層を形成して光触媒シートを製造するための技術に関する。
【背景技術】
【0002】
主に建材として用いられるシート状の材料の中に、シート基材の表面に光触媒層を有する物が存在する。光触媒層には、例えば二酸化チタンなどの光酸化機能を有する光触媒粉が含まれている。光触媒層は、太陽光などの光を受けて酸化機能を発揮し、また、その酸化機能に基づく例えば防汚、消臭、抗菌などの優れた機能(これらの機能を、光触媒シートのセルフクリーニング機能と称する場合がある。)を発揮する。
【0003】
ところで、一般に、光触媒層の表面は平滑である方がよいとされている。特に、光触媒層が、光酸化機能に加えて親水性に基づくセルフクリーニング機能を有するものである場合には、光触媒層の表面に空隙があると、汚れ物質がその空隙内に入り込むことで上述のセルフクリーニング機能が発揮されなくなることがあるので、光触媒層を形成する場合、その表面をできる限り平滑にしようという努力が行われる。
【0004】
しかしながら、上述の如き努力が払われているにも関わらず、一般的な光触媒シートの光触媒層には、ある程度大きなクラックが存在する。
一般的に、光触媒シートは、シート基材の表面に、フッ素樹脂と、光触媒粉を含有する分散液を塗布し、分散液を塗布したシート基材をフッ素樹脂の融点以上で加熱し、加熱したそのシート基材を常温まで冷却することにより製造される。分散液に含まれるフッ素樹脂と光触媒粉の線膨張係数は通常異なるため、上述の加熱の過程を実行したときに両者の膨張の程度の相違により、光触媒層にクラック状の空隙が生じることを避けるのは難しい。
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明は、シート基材の表面に光触媒層を形成して光触媒シートを製造する技術を、形成される光触媒層の表面にできるクラックをなるべく小さくできるよう改良することをその課題とする。
【課題を解決するための手段】
【0006】
本願発明者の研究により、光触媒層がセルフクリーニング機能を失う原因の1つに麹黴(Aspergillus)等の分生子があることが判った。
光触媒層の表面に大きなクラックがある場合には、大気中に含まれる汚れ物質である煤煙その他の浮遊粒子状物質(SPM:Suspended Particulate Matter)と、分生子とが、クラックの間に入り込む場合がある。そのような場合には、クラックの中で分生子が繁殖して菌糸体を形成するという事態が生じうるが、そうなると、光触媒層が発揮することが予定されていたセルフクリーニング機能が十分発揮されなくなることがある。
このことに基づいて本願発明者が得た知見は、クラックの幅を分生子が入り込めない程度に細くすることができれば、分生子に起因するセルフクリーニング機能の低下を避けることができる、というものである。
このような知見により、本願発明者は、以下のような発明を創案したのである。
【0007】
本願発明による光触媒シートは、シート基材の少なくとも一方の表面であり光酸化機能が与えられる特定表面に、フッ素樹脂と、光触媒粉とを含有する光触媒層が設けられている光触媒シートをその基本とする。そして、この光触媒シートでは、前記光触媒層の表面に存在するクラックの幅の平均が4μm以下とされている。なお、本願でいう『光触媒層の表面に存在するクラックの幅の平均が4μm以下という』記載は、光触媒層の表面にクラックが存在しない場合も含む。
かかる発明は、分生子がクラックの幅に入り込まないようにするには、クラックの幅の平均が4μm以下になっていればよいという本願発明者の研究結果に基づくものである。このような光触媒シートであれば、光触媒層の表面に存在するクラックの間に分生子が入り込むことをかなり防ぐことができるため、分生子に起因する光触媒シートの性能の低下を効果的に防ぐことができるようになる。クラックの幅の平均が4μ以下でもクラック幅の広い部分には分生子が入り込む余地がある。しかしながら、クラックの幅の平均が4μm以下であればクラックに分生子が入り込むことをかなりの部分で防げることになる。
本願発明における光触媒層は、シート基材の一方の面にのみ存在してもよく、双方の面に存在しても良い。また、光触媒層は、シート基材の全体に設けられていてもよいし、一部に設けられていてもよい。例えば、光触媒シートとして必要なセルフクリーニング機能を発揮できるのであれば、光触媒層は、縞状、島状等、光触媒シートの表面の適当な範囲に設けることができる。もっともこの場合でも、光触媒層の表面のクラックの幅の平均は上述の場合のように4μmを下回るようにする。
【0008】
上述の如き光触媒シートは、例えば、以下のような製造方法で製造することができる。
その方法は、シート基材の少なくとも一方の表面であり、光触媒層が設けられることで光酸化機能が与えられる特定表面に、フッ素樹脂と、光触媒粉とを含有すると共に、粘度が10〜35mPa・sにされた分散液を塗布し、前記分散液を塗布したシート基材を前記フッ素樹脂の融点以上で加熱し、加熱したそのシート基材を冷却(例えば、常温まで自然冷却)することで、前記特定表面に光触媒層を設ける、光触媒シートの製造方法である。この光触媒シートの製造方法では、前記加熱を行う際の温度(℃)をa、前記加熱を行う際の加熱の時間(秒)をb、前記分散液の粘度(mPa・s)をc、とそれぞれ定義した場合に、これらa、b及びcが、(b×c/100)+a=285〜420、という関係を満たすようにする。
分散液の粘度を10〜35mPa・sとし、上述の如く定義されたa、b及びcが上述の如き関係を満足するようにして加熱を行うと、それにより得られる光触媒シートの光触媒層の表面のクラックは、上述の如き範囲に収まる。
特に、分散液の粘度が10〜25mPa・sであり、且つ上述のように定義したa、b及びcが、(b×c/100)+a=285〜405という関係を満たす場合には、光触媒層の表面にあるクラックの略すべての部分でその幅が4μm以下となるか、光触媒層の表面にクラックが存在しなくなる可能性が高い。
なお、本願における分散液の粘度は、「JIS K 5600−2−3 塗料一般試験法−第2部:塗料の正常・安定性−第3節:粘度(コーン・プレート粘度計法)」に準拠して測定した場合における粘度であると定義する。より詳細には、B型回転粘度計を用い、液温25℃、ローター♯1、60rpmの条件における測定開始から1分後の測定値を、本願における粘度と定義することとする。本願発明における分散液の粘度は、分散液中に含まれるフッ素樹脂、光触媒粉、及び場合により含まれる界面活性剤等の固形分の量により変化させることができ、必ずしも増粘剤等の粘度調整のための物質を必要とするものではない。
また、本願発明における「加熱」は、フッ素樹脂が溶融する以上の温度での加熱を意味するが、これは一般的に「焼成」といわれることの多い工程を意味する。本願発明を実施する際に、一般的に「焼成」といわれる加熱以外の加熱の工程(塗布した分散液中の水分を、例えば水の沸点以下の温度で加熱することにより乾燥させる工程等)があっても構わないのはいうまでもない。
【0009】
本願発明で分散液に含有させるフッ素樹脂しては、例えば、ポリテトラフルオロエチレン(PTFE)、テトラフルオロエチレン-エチレン共重合体(ETFE)、テトラフルオロエチレン-ヘキサフルオロプロピレン共重合体(FEP)、テトラフルオロエチレン-パーフルオロアルキルビニルエーテル共重合体(PFA)を挙げることができる。フッ素樹脂として2種類以上のものを用いてもよい。
【0010】
本願発明で用いる光触媒粉は、既知の光触媒の粉末であれば基本的にどのようなものでも構わない。光触媒としては、二酸化チタン、三酸化チタン、酸化亜鉛などの公知の材料を利用できる。
光触媒粉は、例えば、高活性タイプの光触媒と、ガス吸着タイプの光触媒の少なくとも一方を含むものとすることができる。
高活性タイプの光触媒は、セルフクリーニング機能をより良く発揮するようにされた光触媒であり、例えば石原産業株式会社製の品番ST−01や、品番ST−21がこれにあたる。高活性タイプの光触媒の例として、二酸化チタンの場合であれば、アナターゼ型とルチル型の2種類が光触媒として一般的に用いられる。特に、その粒子径を小さくしてその表面積を増大させることによってその活性を増大させたアナターゼ型の二酸化チタンは、高活性タイプの光触媒の典型例である。
ガス吸着タイプの光触媒は、光触媒粉の周りに気体中の有害ガスを吸着するための物質が被覆されているものであり、例えば石原産業株式会社製のST−31がこれにあたる。
前者を用いるとセルフクリーニング機能を効率よく発揮させることができるという利点が、後者を用いると、気体中の有害物質が効率よく吸着分解されるため気体浄化に優れるという利点をそれぞれ得られるが、両者を用いると両者を併せた効果を得られるだけでなく、両者を単独で利用するよりもガス分解性が高くなるという利点を得られる。
なお、光触媒粉とフッ素樹脂粉の重量比は5:95〜30:70程度とするのがよい。光触媒粉とフッ素樹脂粉の重量比をこの程度の範囲にすると、上述の条件により、光触媒層の表面にあるクラックの幅を4μm以下にし易くなる。
【0011】
本発明におけるシート基材は公知の適当なもので構わない。
例えば、その素材は、ガラス繊維、シリカ繊維、バサルト繊維、シリコンカーバイド繊維等の無機繊維であってもよいし、ステンレス繊維、銅繊維、チタン繊維等の金属繊維であってもよい。
シート基材は、また、織布であってもよいし、編物であってもよいし、不織布であってもよい。
シート基材は、また、織布、編物、不織布などによって形成された芯材の少なくとも一方の面に、合成樹脂及び/又はゴム材料を被覆したものであってもよい。かかる被覆を行う場合には、その被覆により形成される層は何層であってもよい。
【発明を実施するための最良の形態】
【0012】
以下、本発明の好ましい第1〜第7実施形態を説明する。各実施形態で共通するものには共通する符号を用いることとし、重複する説明は場合により省略するものとする。
【0013】
≪第1実施形態≫
以下、本発明の好ましい第1実施形態を説明する。
この実施形態では、以下のような方法で光触媒シートを得る。
この実施形態では、まず、シート基材の一方の表面に、以下のような分散液を塗布する。シート基材の分散液が塗布される表面が、本願発明でいう特定表面である。この実施形態ではそうしないが、シート基材の双方の表面に分散液を塗布することもできる。この場合、シート基材の双方の表面が特定表面になる。
なお、シート基材は、ガラス繊維を織って形成した芯材の両表面をPTFEで覆い、更にその両表面をFEPで覆ったものである。もっとも、シート基材は、PTFEやFEPで必ずしも覆われていなくてもよく、また、これら以外の他の層で覆われていてもよい。芯材は、無機繊維(例えば、シリカ繊維、バサルト繊維、シリコンカーバイド繊維)又は金属繊維(例えば、ステンレス繊維、銅繊維、チタン繊維)でできていてもよく、また、必ずしも織ったものでなく、編物であっても、不織布であってもよい。
【0014】
分散液には、フッ素樹脂と、光触媒粉と、界面活性剤が含まれる。
この実施形態におけるフッ素樹脂はFEPである。もっとも、フッ素樹脂としては、PTFE、ETFE、PFA等を用いてもよい。より詳細には、この実施形態では、分散液を調整するために、FEPの水系ディスパージョン(固形分54重量%)を用いた。
この実施形態における光触媒粉は、二酸化チタンの粉である。もっとも、光触媒としては、三酸化チタン、酸化亜鉛など他の材料を利用できる。より詳細には、この実施形態では、分散液を調整する際に、高活性タイプアナターゼ型酸化チタン光触媒(石原産業社製、品番ST−01、1次粒子径:7nm、表面積:300m2/g、表面処理:無し)の水系分散体(特注品、固形分25重量%)を用いた。
この実施形態の界面活性剤は、これには限られないがシリコン系界面活性剤である。
以上で説明した、FEPの水系ディスパージョン37g、高活性タイプアナターゼ型酸化チタン光触媒の水系分散体20g、シリコン系界面活性剤1.3gと、精製水30gとを混合、攪拌し、分散液とした。このとき、FEPと高活性タイプアナターゼ型酸化チタン光触媒の重量比は略80:20となった。
このようにして得られた分散液の粘度は、35mPa・sであった。
【0015】
上述の分散液を、バーコート法により、シート基材の片面の全面に塗布した。その後分散液を常温で自然乾燥させてから、60℃で300秒加熱して分散液を乾燥させ、更にFEPの融点よりも高温の300℃で60秒加熱して光触媒層を焼成した。その後、光触媒層がその片面に形成されたシート基材を常温まで自然冷却し、低温サイクルキセノンウェザーメーターを用いて、放射照度180W/m2(300〜400nm)で24時間紫外線を照射して漂白を行うことにより、光触媒シート(試料1)を得た。
【0016】
≪第2実施形態≫
第2実施形態では、以下のような方法で光触媒シートを得る。
第2実施形態の光触媒シートの製造方法は第1実施形態の場合と略同様である。
第2実施形態で用いる分散液は、第1実施形態の場合と同様、フッ素樹脂と、光触媒粉と、界面活性剤が含まれる。ただし、第2実施形態で用いる分散液の組成は第1実施形態の分散液の組成と若干異なり、第1実施形態でそれぞれ説明した、FEPの水系ディスパージョン37g、高活性タイプアナターゼ型酸化チタン光触媒の水系分散体20g、シリコン系界面活性剤1.75gと、精製水60gとを混合、攪拌して得たものである。このとき、FEPと高活性タイプアナターゼ型酸化チタン光触媒の重量比は略80:20となった。
このようにして得られた分散液の粘度は、20mPa・sであった。
この分散液を、バーコート法により、シート基材の片面の全面に塗布した。その後分散液を常温で自然乾燥させてから、60℃で300秒加熱して分散液を乾燥させ、更にFEPの融点よりも高温の360℃で180秒加熱して光触媒層を焼成した。その後、光触媒層がその片面に形成されたシート基材を常温まで自然冷却し、低温サイクルキセノンウェザーメーターを用いて、放射照度180W/m2(300〜400nm)で24時間紫外線を照射して漂白を行うことにより、光触媒シート(試料2)を得た。
【0017】
≪第3実施形態≫
第3実施形態では、以下のような方法で光触媒シートを得る。
第3実施形態の光触媒シートの製造方法は第1実施形態の場合と略同様である。
第3実施形態で用いる分散液は、第1実施形態の場合と同様、フッ素樹脂と、光触媒粉と、界面活性剤が含まれる。ただし、第3実施形態で用いる分散液の組成は第1実施形態の分散液の組成と若干異なり、第2実施形態で説明したものと同じである。
第3実施形態で用いる分散液の粘度は、20mPa・sであった。
この分散液を、バーコート法により、シート基材の片面の全面に塗布した。その後分散液を常温で自然乾燥させてから、60℃で300秒加熱して分散液を乾燥させ、更にFEPの融点よりも高温の300℃で60秒加熱して光触媒層を焼成した。その後、光触媒層がその片面に形成されたシート基材を常温まで自然冷却し、低温サイクルキセノンウェザーメーターを用いて、放射照度180W/m2(300〜400nm)で24時間紫外線を照射して漂白を行うことにより、光触媒シート(試料3)を得た。
【0018】
≪第4実施形態≫
第4実施形態では、以下のような方法で光触媒シートを得る。
第4実施形態の光触媒シートの製造方法は第1実施形態の場合と略同様である。
第4実施形態で用いる分散液は、第1実施形態の場合と同様、フッ素樹脂と、光触媒粉と、界面活性剤が含まれる。ただし、第4実施形態で用いる分散液の組成は第1実施形態の分散液の組成と若干異なり、第1実施形態でそれぞれ説明した、FEPの水系ディスパージョン83.3g、高活性タイプアナターゼ型酸化チタン光触媒の水系分散体20g、シリコン系界面活性剤2gと、精製水30gとを混合、攪拌して得たものである。このとき、FEPと高活性タイプアナターゼ型酸化チタン光触媒の重量比は略90:10となった。
第4実施形態で用いる分散液の粘度は、30mPa・sであった。
この分散液を、バーコート法により、シート基材の片面の全面に塗布した。その後分散液を常温で自然乾燥させてから、60℃で300秒加熱して分散液を乾燥させ、更にFEPの融点よりも高温の360℃で180秒加熱して光触媒層を焼成した。その後、光触媒層がその片面に形成されたシート基材を常温まで自然冷却し、低温サイクルキセノンウェザーメーターを用いて、放射照度180W/m2(300〜400nm)で24時間紫外線を照射して漂白を行うことにより、光触媒シート(試料4)を得た。
【0019】
≪第5実施形態≫
第5実施形態では、以下のような方法で光触媒シートを得る。
第5実施形態の光触媒シートの製造方法は第1実施形態の場合と略同様である。
第5実施形態で用いる分散液は、第1実施形態の場合と同様、フッ素樹脂と、光触媒粉と、界面活性剤が含まれる。ただし、第5実施形態で用いる分散液の組成は第1実施形態の分散液の組成と若干異なり、第4実施形態で説明したものと同じである。
第5実施形態で用いる分散液の粘度は、30mPa・sであった。
この分散液を、バーコート法により、シート基材の片面の全面に塗布した。その後分散液を常温で自然乾燥させてから、60℃で300秒加熱して分散液を乾燥させ、更にFEPの融点よりも高温の300℃で60秒加熱して光触媒層を焼成した。その後、光触媒層がその片面に形成されたシート基材を常温まで自然冷却し、低温サイクルキセノンウェザーメーターを用いて、放射照度180W/m2(300〜400nm)で24時間紫外線を照射して漂白を行うことにより、光触媒シート(試料5)を得た。
【0020】
≪第6実施形態≫
第6実施形態では、以下のような方法で光触媒シートを得る。
第6実施形態の光触媒シートの製造方法は第1実施形態の場合と略同様である。
第6実施形態で用いる分散液は、第1実施形態の場合と同様、フッ素樹脂と、光触媒粉と、界面活性剤が含まれる。ただし、第6実施形態で用いる分散液の組成は第1実施形態の分散液の組成と若干異なり、第1実施形態でそれぞれ説明した、FEPの水系ディスパージョン83.3g、高活性タイプアナターゼ型酸化チタン光触媒の水系分散体20g、シリコン系界面活性剤1.75gと、精製水83.3gとを混合、攪拌して得たものである。このとき、FEPと高活性タイプアナターゼ型酸化チタン光触媒の重量比は略90:10となった。
第6実施形態で用いる分散液の粘度は、10mPa・sであった。
この分散液を、バーコート法により、シート基材の片面の全面に塗布した。その後分散液を常温で自然乾燥させてから、60℃で300秒加熱して分散液を乾燥させ、更にFEPの融点よりも高温の360℃で180秒加熱して光触媒層を焼成した。その後、光触媒層がその片面に形成されたシート基材を常温まで自然冷却し、低温サイクルキセノンウェザーメーターを用いて、放射照度180W/m2(300〜400nm)で24時間紫外線を照射して漂白を行うことにより、光触媒シート(試料6)を得た。
【0021】
≪第7実施形態≫
第7実施形態では、以下のような方法で光触媒シートを得る。
第7実施形態の光触媒シートの製造方法は第1実施形態の場合と略同様である。
第7実施形態で用いる分散液は、第1実施形態の場合と同様、フッ素樹脂と、光触媒粉と、界面活性剤が含まれる。ただし、第7実施形態で用いる分散液の組成は第1実施形態の分散液の組成と若干異なり、第6実施形態で説明したものと同じである。
第7実施形態で用いる分散液の粘度は、10mPa・sであった。
この分散液を、バーコート法により、シート基材の片面の全面に塗布した。その後分散液を常温で自然乾燥させてから、60℃で300秒加熱して分散液を乾燥させ、更にFEPの融点よりも高温の300℃で60秒加熱して光触媒層を焼成した。その後、光触媒層がその片面に形成されたシート基材を常温まで自然冷却し、低温サイクルキセノンウェザーメーターを用いて、放射照度180W/m2(300〜400nm)で24時間紫外線を照射して漂白を行うことにより、光触媒シート(試料7)を得た。
【0022】
≪結果確認≫
以上の試料1〜試料7の表面を拡大して撮像した。なお、試料1〜試料7と対比するために、比較例としての試料8を作成しそれについても拡大して撮像した。
試料8の光触媒シートの製造方法は第1実施形態の場合と略同様である。
試料8を製造するのに用いる分散液は、第1実施形態の場合と同じものである。
試料8を製造するのに用いた分散液の粘度は、35mPa・sであった。
この分散液を、バーコート法により、シート基材の片面の全面に塗布した。その後分散液を常温で自然乾燥させてから、60℃で300秒加熱して分散液を乾燥させ、更にFEPの融点よりも高温の360℃で180秒加熱して光触媒層を焼成した。その後、光触媒層がその片面に形成されたシート基材を常温まで自然冷却し、低温サイクルキセノンウェザーメーターを用いて、放射照度180W/m2(300〜400nm)で24時間紫外線を照射して漂白を行うことにより、光触媒シート(試料8)を得た。
【0023】
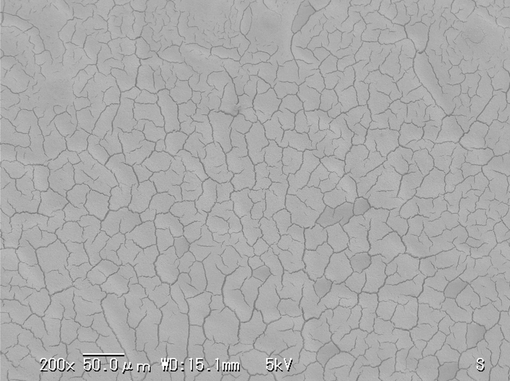
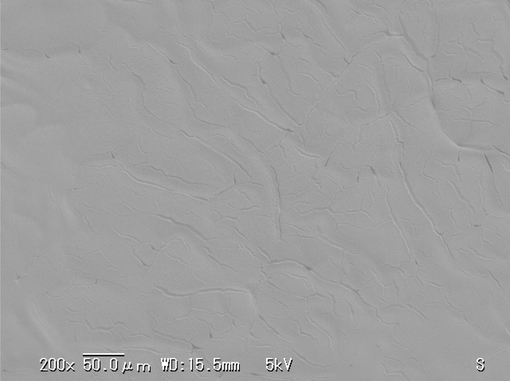
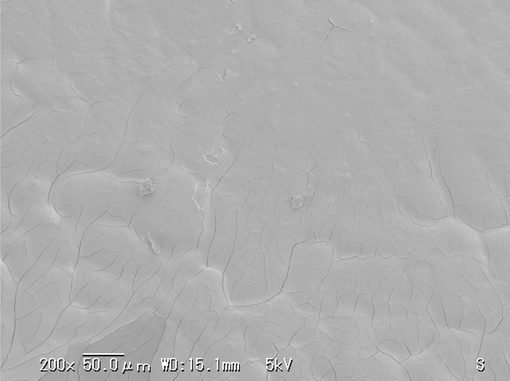
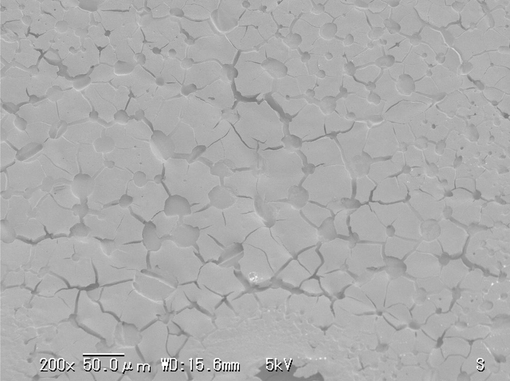
試料1〜試料8の光触媒層を、電子顕微鏡で倍率200倍で撮像したところ、試料1〜試料7の表面にはクラックが殆どなく、あったとしても、その幅の平均は4μm以下であった。他方、試料8の光触媒層の表面には幅の平均が4μmを超えるクラックが存在した。
試料1〜試料8において、焼成のための加熱を行う際の温度をa、焼成のための加熱を行う際の加熱の時間(秒)をb、分散液の粘度(mPa・s)をc、とそれぞれ定義した場合における、
(b×c/100)+a
という計算を行った場合の値を以下に示す。
試料1:(60×35/100)+300=321
試料2:(180×20/100)+360=396
試料3:(60×20/100)+300=312
試料4:(180×30/100)+360=414
試料5:(60×30/100)+300=318
試料6:(180×10/100)+360=378
試料7:(60×10/100)+300=306
試料8:(180×35/100)+360=423
以上により、上述のように定義したa、b及びcが、
( b×c/100)+a=285〜420
という条件を充足し、且つ分散液の粘度が10〜35mPa・sである場合には、光触媒層の表面にクラックが殆どなく、あったとしてもその幅の平均が4μm以下であり、そのような条件が充足されなかった場合には、光触媒層の表面に存在するクラックが幅の平均4μmを超えるということがわかった。特に、上述の如く定義したa、b及びcが、(b×c/100)+a=285〜405という条件を更に満たし、且つ分散液の粘度が10〜25mPa・sである場合(試料2、3、試料6、7)の場合には、光触媒層の表面のクラックは略その全長においてその幅が4μm以下であった。
試料1、試料6、試料7及び試料8の写真をそれぞれ、図1、図2、図3、及び図4に示す。これら写真は、リアルサーフェスビュー顕微鏡(株式会社キーエンス製:品番VE−7800)を用い、金蒸着し、加速電圧5kVの条件で撮影した。写真の下方に写りこんでいる横線の長さは、実際は50μmである。
【図面の簡単な説明】
【0024】
【図1】試料1の光触媒層の表面を倍率200倍で撮像した写真。
【図2】試料6の光触媒層の表面を倍率200倍で撮像した写真。
【図3】試料7の光触媒層の表面を倍率200倍で撮像した写真。
【図4】試料8の光触媒層の表面を倍率200倍で撮像した写真。
【技術分野】
【0001】
本発明は、シート基材の表面に、光触媒層を形成して光触媒シートを製造するための技術に関する。
【背景技術】
【0002】
主に建材として用いられるシート状の材料の中に、シート基材の表面に光触媒層を有する物が存在する。光触媒層には、例えば二酸化チタンなどの光酸化機能を有する光触媒粉が含まれている。光触媒層は、太陽光などの光を受けて酸化機能を発揮し、また、その酸化機能に基づく例えば防汚、消臭、抗菌などの優れた機能(これらの機能を、光触媒シートのセルフクリーニング機能と称する場合がある。)を発揮する。
【0003】
ところで、一般に、光触媒層の表面は平滑である方がよいとされている。特に、光触媒層が、光酸化機能に加えて親水性に基づくセルフクリーニング機能を有するものである場合には、光触媒層の表面に空隙があると、汚れ物質がその空隙内に入り込むことで上述のセルフクリーニング機能が発揮されなくなることがあるので、光触媒層を形成する場合、その表面をできる限り平滑にしようという努力が行われる。
【0004】
しかしながら、上述の如き努力が払われているにも関わらず、一般的な光触媒シートの光触媒層には、ある程度大きなクラックが存在する。
一般的に、光触媒シートは、シート基材の表面に、フッ素樹脂と、光触媒粉を含有する分散液を塗布し、分散液を塗布したシート基材をフッ素樹脂の融点以上で加熱し、加熱したそのシート基材を常温まで冷却することにより製造される。分散液に含まれるフッ素樹脂と光触媒粉の線膨張係数は通常異なるため、上述の加熱の過程を実行したときに両者の膨張の程度の相違により、光触媒層にクラック状の空隙が生じることを避けるのは難しい。
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明は、シート基材の表面に光触媒層を形成して光触媒シートを製造する技術を、形成される光触媒層の表面にできるクラックをなるべく小さくできるよう改良することをその課題とする。
【課題を解決するための手段】
【0006】
本願発明者の研究により、光触媒層がセルフクリーニング機能を失う原因の1つに麹黴(Aspergillus)等の分生子があることが判った。
光触媒層の表面に大きなクラックがある場合には、大気中に含まれる汚れ物質である煤煙その他の浮遊粒子状物質(SPM:Suspended Particulate Matter)と、分生子とが、クラックの間に入り込む場合がある。そのような場合には、クラックの中で分生子が繁殖して菌糸体を形成するという事態が生じうるが、そうなると、光触媒層が発揮することが予定されていたセルフクリーニング機能が十分発揮されなくなることがある。
このことに基づいて本願発明者が得た知見は、クラックの幅を分生子が入り込めない程度に細くすることができれば、分生子に起因するセルフクリーニング機能の低下を避けることができる、というものである。
このような知見により、本願発明者は、以下のような発明を創案したのである。
【0007】
本願発明による光触媒シートは、シート基材の少なくとも一方の表面であり光酸化機能が与えられる特定表面に、フッ素樹脂と、光触媒粉とを含有する光触媒層が設けられている光触媒シートをその基本とする。そして、この光触媒シートでは、前記光触媒層の表面に存在するクラックの幅の平均が4μm以下とされている。なお、本願でいう『光触媒層の表面に存在するクラックの幅の平均が4μm以下という』記載は、光触媒層の表面にクラックが存在しない場合も含む。
かかる発明は、分生子がクラックの幅に入り込まないようにするには、クラックの幅の平均が4μm以下になっていればよいという本願発明者の研究結果に基づくものである。このような光触媒シートであれば、光触媒層の表面に存在するクラックの間に分生子が入り込むことをかなり防ぐことができるため、分生子に起因する光触媒シートの性能の低下を効果的に防ぐことができるようになる。クラックの幅の平均が4μ以下でもクラック幅の広い部分には分生子が入り込む余地がある。しかしながら、クラックの幅の平均が4μm以下であればクラックに分生子が入り込むことをかなりの部分で防げることになる。
本願発明における光触媒層は、シート基材の一方の面にのみ存在してもよく、双方の面に存在しても良い。また、光触媒層は、シート基材の全体に設けられていてもよいし、一部に設けられていてもよい。例えば、光触媒シートとして必要なセルフクリーニング機能を発揮できるのであれば、光触媒層は、縞状、島状等、光触媒シートの表面の適当な範囲に設けることができる。もっともこの場合でも、光触媒層の表面のクラックの幅の平均は上述の場合のように4μmを下回るようにする。
【0008】
上述の如き光触媒シートは、例えば、以下のような製造方法で製造することができる。
その方法は、シート基材の少なくとも一方の表面であり、光触媒層が設けられることで光酸化機能が与えられる特定表面に、フッ素樹脂と、光触媒粉とを含有すると共に、粘度が10〜35mPa・sにされた分散液を塗布し、前記分散液を塗布したシート基材を前記フッ素樹脂の融点以上で加熱し、加熱したそのシート基材を冷却(例えば、常温まで自然冷却)することで、前記特定表面に光触媒層を設ける、光触媒シートの製造方法である。この光触媒シートの製造方法では、前記加熱を行う際の温度(℃)をa、前記加熱を行う際の加熱の時間(秒)をb、前記分散液の粘度(mPa・s)をc、とそれぞれ定義した場合に、これらa、b及びcが、(b×c/100)+a=285〜420、という関係を満たすようにする。
分散液の粘度を10〜35mPa・sとし、上述の如く定義されたa、b及びcが上述の如き関係を満足するようにして加熱を行うと、それにより得られる光触媒シートの光触媒層の表面のクラックは、上述の如き範囲に収まる。
特に、分散液の粘度が10〜25mPa・sであり、且つ上述のように定義したa、b及びcが、(b×c/100)+a=285〜405という関係を満たす場合には、光触媒層の表面にあるクラックの略すべての部分でその幅が4μm以下となるか、光触媒層の表面にクラックが存在しなくなる可能性が高い。
なお、本願における分散液の粘度は、「JIS K 5600−2−3 塗料一般試験法−第2部:塗料の正常・安定性−第3節:粘度(コーン・プレート粘度計法)」に準拠して測定した場合における粘度であると定義する。より詳細には、B型回転粘度計を用い、液温25℃、ローター♯1、60rpmの条件における測定開始から1分後の測定値を、本願における粘度と定義することとする。本願発明における分散液の粘度は、分散液中に含まれるフッ素樹脂、光触媒粉、及び場合により含まれる界面活性剤等の固形分の量により変化させることができ、必ずしも増粘剤等の粘度調整のための物質を必要とするものではない。
また、本願発明における「加熱」は、フッ素樹脂が溶融する以上の温度での加熱を意味するが、これは一般的に「焼成」といわれることの多い工程を意味する。本願発明を実施する際に、一般的に「焼成」といわれる加熱以外の加熱の工程(塗布した分散液中の水分を、例えば水の沸点以下の温度で加熱することにより乾燥させる工程等)があっても構わないのはいうまでもない。
【0009】
本願発明で分散液に含有させるフッ素樹脂しては、例えば、ポリテトラフルオロエチレン(PTFE)、テトラフルオロエチレン-エチレン共重合体(ETFE)、テトラフルオロエチレン-ヘキサフルオロプロピレン共重合体(FEP)、テトラフルオロエチレン-パーフルオロアルキルビニルエーテル共重合体(PFA)を挙げることができる。フッ素樹脂として2種類以上のものを用いてもよい。
【0010】
本願発明で用いる光触媒粉は、既知の光触媒の粉末であれば基本的にどのようなものでも構わない。光触媒としては、二酸化チタン、三酸化チタン、酸化亜鉛などの公知の材料を利用できる。
光触媒粉は、例えば、高活性タイプの光触媒と、ガス吸着タイプの光触媒の少なくとも一方を含むものとすることができる。
高活性タイプの光触媒は、セルフクリーニング機能をより良く発揮するようにされた光触媒であり、例えば石原産業株式会社製の品番ST−01や、品番ST−21がこれにあたる。高活性タイプの光触媒の例として、二酸化チタンの場合であれば、アナターゼ型とルチル型の2種類が光触媒として一般的に用いられる。特に、その粒子径を小さくしてその表面積を増大させることによってその活性を増大させたアナターゼ型の二酸化チタンは、高活性タイプの光触媒の典型例である。
ガス吸着タイプの光触媒は、光触媒粉の周りに気体中の有害ガスを吸着するための物質が被覆されているものであり、例えば石原産業株式会社製のST−31がこれにあたる。
前者を用いるとセルフクリーニング機能を効率よく発揮させることができるという利点が、後者を用いると、気体中の有害物質が効率よく吸着分解されるため気体浄化に優れるという利点をそれぞれ得られるが、両者を用いると両者を併せた効果を得られるだけでなく、両者を単独で利用するよりもガス分解性が高くなるという利点を得られる。
なお、光触媒粉とフッ素樹脂粉の重量比は5:95〜30:70程度とするのがよい。光触媒粉とフッ素樹脂粉の重量比をこの程度の範囲にすると、上述の条件により、光触媒層の表面にあるクラックの幅を4μm以下にし易くなる。
【0011】
本発明におけるシート基材は公知の適当なもので構わない。
例えば、その素材は、ガラス繊維、シリカ繊維、バサルト繊維、シリコンカーバイド繊維等の無機繊維であってもよいし、ステンレス繊維、銅繊維、チタン繊維等の金属繊維であってもよい。
シート基材は、また、織布であってもよいし、編物であってもよいし、不織布であってもよい。
シート基材は、また、織布、編物、不織布などによって形成された芯材の少なくとも一方の面に、合成樹脂及び/又はゴム材料を被覆したものであってもよい。かかる被覆を行う場合には、その被覆により形成される層は何層であってもよい。
【発明を実施するための最良の形態】
【0012】
以下、本発明の好ましい第1〜第7実施形態を説明する。各実施形態で共通するものには共通する符号を用いることとし、重複する説明は場合により省略するものとする。
【0013】
≪第1実施形態≫
以下、本発明の好ましい第1実施形態を説明する。
この実施形態では、以下のような方法で光触媒シートを得る。
この実施形態では、まず、シート基材の一方の表面に、以下のような分散液を塗布する。シート基材の分散液が塗布される表面が、本願発明でいう特定表面である。この実施形態ではそうしないが、シート基材の双方の表面に分散液を塗布することもできる。この場合、シート基材の双方の表面が特定表面になる。
なお、シート基材は、ガラス繊維を織って形成した芯材の両表面をPTFEで覆い、更にその両表面をFEPで覆ったものである。もっとも、シート基材は、PTFEやFEPで必ずしも覆われていなくてもよく、また、これら以外の他の層で覆われていてもよい。芯材は、無機繊維(例えば、シリカ繊維、バサルト繊維、シリコンカーバイド繊維)又は金属繊維(例えば、ステンレス繊維、銅繊維、チタン繊維)でできていてもよく、また、必ずしも織ったものでなく、編物であっても、不織布であってもよい。
【0014】
分散液には、フッ素樹脂と、光触媒粉と、界面活性剤が含まれる。
この実施形態におけるフッ素樹脂はFEPである。もっとも、フッ素樹脂としては、PTFE、ETFE、PFA等を用いてもよい。より詳細には、この実施形態では、分散液を調整するために、FEPの水系ディスパージョン(固形分54重量%)を用いた。
この実施形態における光触媒粉は、二酸化チタンの粉である。もっとも、光触媒としては、三酸化チタン、酸化亜鉛など他の材料を利用できる。より詳細には、この実施形態では、分散液を調整する際に、高活性タイプアナターゼ型酸化チタン光触媒(石原産業社製、品番ST−01、1次粒子径:7nm、表面積:300m2/g、表面処理:無し)の水系分散体(特注品、固形分25重量%)を用いた。
この実施形態の界面活性剤は、これには限られないがシリコン系界面活性剤である。
以上で説明した、FEPの水系ディスパージョン37g、高活性タイプアナターゼ型酸化チタン光触媒の水系分散体20g、シリコン系界面活性剤1.3gと、精製水30gとを混合、攪拌し、分散液とした。このとき、FEPと高活性タイプアナターゼ型酸化チタン光触媒の重量比は略80:20となった。
このようにして得られた分散液の粘度は、35mPa・sであった。
【0015】
上述の分散液を、バーコート法により、シート基材の片面の全面に塗布した。その後分散液を常温で自然乾燥させてから、60℃で300秒加熱して分散液を乾燥させ、更にFEPの融点よりも高温の300℃で60秒加熱して光触媒層を焼成した。その後、光触媒層がその片面に形成されたシート基材を常温まで自然冷却し、低温サイクルキセノンウェザーメーターを用いて、放射照度180W/m2(300〜400nm)で24時間紫外線を照射して漂白を行うことにより、光触媒シート(試料1)を得た。
【0016】
≪第2実施形態≫
第2実施形態では、以下のような方法で光触媒シートを得る。
第2実施形態の光触媒シートの製造方法は第1実施形態の場合と略同様である。
第2実施形態で用いる分散液は、第1実施形態の場合と同様、フッ素樹脂と、光触媒粉と、界面活性剤が含まれる。ただし、第2実施形態で用いる分散液の組成は第1実施形態の分散液の組成と若干異なり、第1実施形態でそれぞれ説明した、FEPの水系ディスパージョン37g、高活性タイプアナターゼ型酸化チタン光触媒の水系分散体20g、シリコン系界面活性剤1.75gと、精製水60gとを混合、攪拌して得たものである。このとき、FEPと高活性タイプアナターゼ型酸化チタン光触媒の重量比は略80:20となった。
このようにして得られた分散液の粘度は、20mPa・sであった。
この分散液を、バーコート法により、シート基材の片面の全面に塗布した。その後分散液を常温で自然乾燥させてから、60℃で300秒加熱して分散液を乾燥させ、更にFEPの融点よりも高温の360℃で180秒加熱して光触媒層を焼成した。その後、光触媒層がその片面に形成されたシート基材を常温まで自然冷却し、低温サイクルキセノンウェザーメーターを用いて、放射照度180W/m2(300〜400nm)で24時間紫外線を照射して漂白を行うことにより、光触媒シート(試料2)を得た。
【0017】
≪第3実施形態≫
第3実施形態では、以下のような方法で光触媒シートを得る。
第3実施形態の光触媒シートの製造方法は第1実施形態の場合と略同様である。
第3実施形態で用いる分散液は、第1実施形態の場合と同様、フッ素樹脂と、光触媒粉と、界面活性剤が含まれる。ただし、第3実施形態で用いる分散液の組成は第1実施形態の分散液の組成と若干異なり、第2実施形態で説明したものと同じである。
第3実施形態で用いる分散液の粘度は、20mPa・sであった。
この分散液を、バーコート法により、シート基材の片面の全面に塗布した。その後分散液を常温で自然乾燥させてから、60℃で300秒加熱して分散液を乾燥させ、更にFEPの融点よりも高温の300℃で60秒加熱して光触媒層を焼成した。その後、光触媒層がその片面に形成されたシート基材を常温まで自然冷却し、低温サイクルキセノンウェザーメーターを用いて、放射照度180W/m2(300〜400nm)で24時間紫外線を照射して漂白を行うことにより、光触媒シート(試料3)を得た。
【0018】
≪第4実施形態≫
第4実施形態では、以下のような方法で光触媒シートを得る。
第4実施形態の光触媒シートの製造方法は第1実施形態の場合と略同様である。
第4実施形態で用いる分散液は、第1実施形態の場合と同様、フッ素樹脂と、光触媒粉と、界面活性剤が含まれる。ただし、第4実施形態で用いる分散液の組成は第1実施形態の分散液の組成と若干異なり、第1実施形態でそれぞれ説明した、FEPの水系ディスパージョン83.3g、高活性タイプアナターゼ型酸化チタン光触媒の水系分散体20g、シリコン系界面活性剤2gと、精製水30gとを混合、攪拌して得たものである。このとき、FEPと高活性タイプアナターゼ型酸化チタン光触媒の重量比は略90:10となった。
第4実施形態で用いる分散液の粘度は、30mPa・sであった。
この分散液を、バーコート法により、シート基材の片面の全面に塗布した。その後分散液を常温で自然乾燥させてから、60℃で300秒加熱して分散液を乾燥させ、更にFEPの融点よりも高温の360℃で180秒加熱して光触媒層を焼成した。その後、光触媒層がその片面に形成されたシート基材を常温まで自然冷却し、低温サイクルキセノンウェザーメーターを用いて、放射照度180W/m2(300〜400nm)で24時間紫外線を照射して漂白を行うことにより、光触媒シート(試料4)を得た。
【0019】
≪第5実施形態≫
第5実施形態では、以下のような方法で光触媒シートを得る。
第5実施形態の光触媒シートの製造方法は第1実施形態の場合と略同様である。
第5実施形態で用いる分散液は、第1実施形態の場合と同様、フッ素樹脂と、光触媒粉と、界面活性剤が含まれる。ただし、第5実施形態で用いる分散液の組成は第1実施形態の分散液の組成と若干異なり、第4実施形態で説明したものと同じである。
第5実施形態で用いる分散液の粘度は、30mPa・sであった。
この分散液を、バーコート法により、シート基材の片面の全面に塗布した。その後分散液を常温で自然乾燥させてから、60℃で300秒加熱して分散液を乾燥させ、更にFEPの融点よりも高温の300℃で60秒加熱して光触媒層を焼成した。その後、光触媒層がその片面に形成されたシート基材を常温まで自然冷却し、低温サイクルキセノンウェザーメーターを用いて、放射照度180W/m2(300〜400nm)で24時間紫外線を照射して漂白を行うことにより、光触媒シート(試料5)を得た。
【0020】
≪第6実施形態≫
第6実施形態では、以下のような方法で光触媒シートを得る。
第6実施形態の光触媒シートの製造方法は第1実施形態の場合と略同様である。
第6実施形態で用いる分散液は、第1実施形態の場合と同様、フッ素樹脂と、光触媒粉と、界面活性剤が含まれる。ただし、第6実施形態で用いる分散液の組成は第1実施形態の分散液の組成と若干異なり、第1実施形態でそれぞれ説明した、FEPの水系ディスパージョン83.3g、高活性タイプアナターゼ型酸化チタン光触媒の水系分散体20g、シリコン系界面活性剤1.75gと、精製水83.3gとを混合、攪拌して得たものである。このとき、FEPと高活性タイプアナターゼ型酸化チタン光触媒の重量比は略90:10となった。
第6実施形態で用いる分散液の粘度は、10mPa・sであった。
この分散液を、バーコート法により、シート基材の片面の全面に塗布した。その後分散液を常温で自然乾燥させてから、60℃で300秒加熱して分散液を乾燥させ、更にFEPの融点よりも高温の360℃で180秒加熱して光触媒層を焼成した。その後、光触媒層がその片面に形成されたシート基材を常温まで自然冷却し、低温サイクルキセノンウェザーメーターを用いて、放射照度180W/m2(300〜400nm)で24時間紫外線を照射して漂白を行うことにより、光触媒シート(試料6)を得た。
【0021】
≪第7実施形態≫
第7実施形態では、以下のような方法で光触媒シートを得る。
第7実施形態の光触媒シートの製造方法は第1実施形態の場合と略同様である。
第7実施形態で用いる分散液は、第1実施形態の場合と同様、フッ素樹脂と、光触媒粉と、界面活性剤が含まれる。ただし、第7実施形態で用いる分散液の組成は第1実施形態の分散液の組成と若干異なり、第6実施形態で説明したものと同じである。
第7実施形態で用いる分散液の粘度は、10mPa・sであった。
この分散液を、バーコート法により、シート基材の片面の全面に塗布した。その後分散液を常温で自然乾燥させてから、60℃で300秒加熱して分散液を乾燥させ、更にFEPの融点よりも高温の300℃で60秒加熱して光触媒層を焼成した。その後、光触媒層がその片面に形成されたシート基材を常温まで自然冷却し、低温サイクルキセノンウェザーメーターを用いて、放射照度180W/m2(300〜400nm)で24時間紫外線を照射して漂白を行うことにより、光触媒シート(試料7)を得た。
【0022】
≪結果確認≫
以上の試料1〜試料7の表面を拡大して撮像した。なお、試料1〜試料7と対比するために、比較例としての試料8を作成しそれについても拡大して撮像した。
試料8の光触媒シートの製造方法は第1実施形態の場合と略同様である。
試料8を製造するのに用いる分散液は、第1実施形態の場合と同じものである。
試料8を製造するのに用いた分散液の粘度は、35mPa・sであった。
この分散液を、バーコート法により、シート基材の片面の全面に塗布した。その後分散液を常温で自然乾燥させてから、60℃で300秒加熱して分散液を乾燥させ、更にFEPの融点よりも高温の360℃で180秒加熱して光触媒層を焼成した。その後、光触媒層がその片面に形成されたシート基材を常温まで自然冷却し、低温サイクルキセノンウェザーメーターを用いて、放射照度180W/m2(300〜400nm)で24時間紫外線を照射して漂白を行うことにより、光触媒シート(試料8)を得た。
【0023】
試料1〜試料8の光触媒層を、電子顕微鏡で倍率200倍で撮像したところ、試料1〜試料7の表面にはクラックが殆どなく、あったとしても、その幅の平均は4μm以下であった。他方、試料8の光触媒層の表面には幅の平均が4μmを超えるクラックが存在した。
試料1〜試料8において、焼成のための加熱を行う際の温度をa、焼成のための加熱を行う際の加熱の時間(秒)をb、分散液の粘度(mPa・s)をc、とそれぞれ定義した場合における、
(b×c/100)+a
という計算を行った場合の値を以下に示す。
試料1:(60×35/100)+300=321
試料2:(180×20/100)+360=396
試料3:(60×20/100)+300=312
試料4:(180×30/100)+360=414
試料5:(60×30/100)+300=318
試料6:(180×10/100)+360=378
試料7:(60×10/100)+300=306
試料8:(180×35/100)+360=423
以上により、上述のように定義したa、b及びcが、
( b×c/100)+a=285〜420
という条件を充足し、且つ分散液の粘度が10〜35mPa・sである場合には、光触媒層の表面にクラックが殆どなく、あったとしてもその幅の平均が4μm以下であり、そのような条件が充足されなかった場合には、光触媒層の表面に存在するクラックが幅の平均4μmを超えるということがわかった。特に、上述の如く定義したa、b及びcが、(b×c/100)+a=285〜405という条件を更に満たし、且つ分散液の粘度が10〜25mPa・sである場合(試料2、3、試料6、7)の場合には、光触媒層の表面のクラックは略その全長においてその幅が4μm以下であった。
試料1、試料6、試料7及び試料8の写真をそれぞれ、図1、図2、図3、及び図4に示す。これら写真は、リアルサーフェスビュー顕微鏡(株式会社キーエンス製:品番VE−7800)を用い、金蒸着し、加速電圧5kVの条件で撮影した。写真の下方に写りこんでいる横線の長さは、実際は50μmである。
【図面の簡単な説明】
【0024】
【図1】試料1の光触媒層の表面を倍率200倍で撮像した写真。
【図2】試料6の光触媒層の表面を倍率200倍で撮像した写真。
【図3】試料7の光触媒層の表面を倍率200倍で撮像した写真。
【図4】試料8の光触媒層の表面を倍率200倍で撮像した写真。
【特許請求の範囲】
【請求項1】
シート基材の少なくとも一方の表面であり、光触媒層が設けられることで光酸化機能が与えられる特定表面に、フッ素樹脂と、光触媒粉とを含有すると共に、粘度が10〜35mPa・sにされた分散液を塗布し、
前記分散液を塗布したシート基材を前記フッ素樹脂の融点以上で加熱し、
加熱したそのシート基材を冷却することで、前記特定表面に光触媒層を設ける、
光触媒シートの製造方法であって、
前記加熱を行う際の温度(℃)をa、前記加熱を行う際の加熱の時間(秒)をb、前記分散液の粘度(mPa・s)をc、とそれぞれ定義した場合に、これらa、b及びcが、
(b×c/100)+a=285〜420
という関係を満たすようにする、
光触媒シートの製造方法。
【請求項2】
シート基材の少なくとも一方の表面であり光酸化機能が与えられる特定表面に、フッ素樹脂と、光触媒粉とを含有する光触媒層が設けられている光触媒シートであって、
前記光触媒層の表面に存在するクラックの幅の平均が4μm以下とされている、
光触媒シート。
【請求項1】
シート基材の少なくとも一方の表面であり、光触媒層が設けられることで光酸化機能が与えられる特定表面に、フッ素樹脂と、光触媒粉とを含有すると共に、粘度が10〜35mPa・sにされた分散液を塗布し、
前記分散液を塗布したシート基材を前記フッ素樹脂の融点以上で加熱し、
加熱したそのシート基材を冷却することで、前記特定表面に光触媒層を設ける、
光触媒シートの製造方法であって、
前記加熱を行う際の温度(℃)をa、前記加熱を行う際の加熱の時間(秒)をb、前記分散液の粘度(mPa・s)をc、とそれぞれ定義した場合に、これらa、b及びcが、
(b×c/100)+a=285〜420
という関係を満たすようにする、
光触媒シートの製造方法。
【請求項2】
シート基材の少なくとも一方の表面であり光酸化機能が与えられる特定表面に、フッ素樹脂と、光触媒粉とを含有する光触媒層が設けられている光触媒シートであって、
前記光触媒層の表面に存在するクラックの幅の平均が4μm以下とされている、
光触媒シート。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2009−291689(P2009−291689A)
【公開日】平成21年12月17日(2009.12.17)
【国際特許分類】
【出願番号】特願2008−146079(P2008−146079)
【出願日】平成20年6月3日(2008.6.3)
【出願人】(000204192)太陽工業株式会社 (174)
【Fターム(参考)】
【公開日】平成21年12月17日(2009.12.17)
【国際特許分類】
【出願日】平成20年6月3日(2008.6.3)
【出願人】(000204192)太陽工業株式会社 (174)
【Fターム(参考)】
[ Back to top ]