
光触媒シートの製造方法
【課題】シート基材の表面に、光触媒層を形成する技術を、形成される光触媒層が細かなクラックを有するものとなるように改良する。
【解決手段】本発明は、シート基材の少なくとも一方の表面であり、光触媒層が設けられることで光酸化機能が与えられる特定表面に、光触媒層を形成する光触媒シートの製造方法である。この製造方法では、線膨張係数が5(10−5/℃)以上である合成樹脂と、線膨張係数が2(10−5/℃)以下である光触媒粉を含有する分散液を、シート基材の特定表面に塗布し、分散液を塗布したそのシート基材を焼成し、焼成したそのシート基材を10分以内に常温まで冷却する。
【解決手段】本発明は、シート基材の少なくとも一方の表面であり、光触媒層が設けられることで光酸化機能が与えられる特定表面に、光触媒層を形成する光触媒シートの製造方法である。この製造方法では、線膨張係数が5(10−5/℃)以上である合成樹脂と、線膨張係数が2(10−5/℃)以下である光触媒粉を含有する分散液を、シート基材の特定表面に塗布し、分散液を塗布したそのシート基材を焼成し、焼成したそのシート基材を10分以内に常温まで冷却する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、シート基材の表面に、光触媒層を形成して光触媒シートを製造するための技術に関する。
【背景技術】
【0002】
主に建材として用いられるシート状の材料の中に、シート基材の表面に光触媒層を有する物が存在する。光触媒層には、例えば二酸化チタンなどの光酸化機能を有する光触媒粉が含まれている。光触媒層は、太陽光などの光を受けて酸化機能を発揮し、また、その酸化機能に基づく例えば防汚、消臭、抗菌などの優れた機能を発揮する。
【0003】
ところで、一般に、光触媒層の表面は平滑である方がよいとされている。特に、光触媒層が、光酸化機能に加えて親水性に基づくセルフクリーニング機能を有するものである場合には、光触媒層の表面にクラックがあると、汚れ物質がそのクラック内に入り込むことで上述のセルフクリーニング機能が発揮されなくなるので、光触媒層を形成する場合、その表面をできる限り平滑にしようという努力が行われる。
【0004】
しかしながら、本願発明者の研究により、光触媒層の表面にクラックがある場合の方が、防汚、消臭、抗菌などの機能がより良く発揮される場合があることが見出された。特に、その光触媒層が、親水性をそれほど重視しないものである場合には、クラックがあることによるセルフクリーニング機能の低下のデメリットよりも、防汚、消臭、抗菌などの機能の向上のメリットの方が大きくなる。
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、シート基材の表面に、光触媒層を形成する技術を、形成される光触媒層が、細かなクラックを有する3次元的な表面構造を持つものとなるように改良することをその課題とする。
【課題を解決するための手段】
【0006】
上述の課題を解決するための本願発明として、本願発明者は、以下の2つの発明を提案する。
【0007】
第1発明は、シート基材の少なくとも一方の表面であり、光触媒層が設けられることで光酸化機能が与えられる特定表面に、光触媒層を形成する光触媒シートの製造方法である。
この製造方法では、前記特定表面に、線膨張係数が5(10−5/℃)以上である合成樹脂及び/又はゴム材料と、線膨張係数が2(10−5/℃)以下である光触媒粉を含有する分散液を塗布し、前記分散液を塗布したシート基材を加熱し、加熱したそのシート基材を常温まで冷却することで、前記特定表面に光触媒層を設ける。
第1発明では、合成樹脂及び/又はゴム材料と、合成樹脂及び/又はゴム材料とは線膨張係数が異なる光触媒粉とをともに含む分散液をシート基材の表面に塗布し、それを加熱してから冷却する。このようにすると、合成樹脂及び/又はゴム材料と光触媒粉との間における線膨張係数の相違により、両者の間に微細な隙間が生じる。この隙間がクラックとなるので、この方法により作られた光触媒層は、その表面に3次元構造を持つものとなり、その表面積が大きくなることにより、優れた性能を有するものとなる。
第1発明では、前記特定表面に、線膨張係数が5(10−5/℃)以上である合成樹脂及び/又はゴム材料を含有する分散液である前処理分散液を塗布し、前記前処理分散液を塗布したシート基材を加熱し、前記前処理分散液中の前記合成樹脂及び/又はゴム材料を固化させてから、前記分散液の塗布を行うようにしてもよい。前処理分散液に含有された合成樹脂及び/又はゴム材料を含む層を前記特定表面に固定的に設けるには、例えば、前記前処理分散液を塗布したシート基材を加熱した後に、乾燥及び/又は冷却を行えばよい。
以上の方法では、分散液によって形成される上述の光触媒層は、前処理分散液に含有されていた合成樹脂及び/又はゴム材料によって形成される層の上に形成されることになる。前処理分散液に含有されていた合成樹脂及び/又はゴム材料によって形成される上述の層に含まれている合成樹脂及び/又はゴム材料は、線膨張係数が5(10−5/℃)以上と比較的大きい。したがって、前処理分散液を用いると、線膨張係数の小さい光触媒粉を含む光触媒層にクラックが入りやすくなる。
【0008】
第2発明は、以下のようなものである。
第2発明は、シート基材の少なくとも一方の表面であり、光触媒層が設けられることで光酸化機能が与えられる特定表面に、光触媒層を形成する光触媒シートの製造方法である。
この製造方法では、前記特定表面に、線膨張係数が5(10−5/℃)以上である合成樹脂及び/又はゴム材料を含有する分散液である前処理分散液を塗布し、前記前処理分散液を塗布したシート基材を加熱し、前記前処理分散液中の前記合成樹脂及び/又はゴム材料を固化させてから、線膨張係数が2(10−5/℃)以下である光触媒粉を含有する分散液を塗布し、前記分散液を塗布したシート基材を加熱し、加熱したそのシート基材を常温まで冷却することで、前記特定表面に、光触媒粉が85重量%以上を占める光触媒層を設ける。
第2発明における光触媒層は、光触媒粉が85重量%以上を占めるものとされており、第1発明の場合と違って、ほぼ光触媒粉のみでできているといえる。第2発明では、このような光触媒層を、光触媒粉よりも線膨張係数が大きい合成樹脂及び/又はゴム材料によって形成される層の上に重ねて作る。前処理分散液に含有された合成樹脂及び/又はゴム材料を含む層を前記特定表面に固定的に設けるには、例えば、前記前処理分散液を塗布したシート基材を加熱した後に、乾燥及び/又は冷却を行えばよい。
第1発明と同様の分散液を塗布したシート基材の加熱、冷却を行うと、光触媒粉と合成樹脂及び/又はゴム材料との間の線膨張係数の相違により、最終的に得られる光触媒層には、微小なクラックが入ることになる。これにより、シート基材の表面に設けられた光触媒層は、その表面に三次元構造を有するものとなり、その表面積が大きくなることにより、優れた性能を有するものとなる。
同様の作用効果を、以下の第2発明による光触媒シートの製造方法によっても得ることができる。
その製造方法は、シート基材の少なくとも一方の表面であり、光触媒層が設けられることで光酸化機能が与えられる特定表面に、光触媒層を形成する光触媒シートの製造方法である。この製造方法では、前記シート基材として、前記特定表面に、線膨張係数が5(10−5/℃)以上である合成樹脂及び/又はゴム材料を含有する層を有するものを用い、前記特定表面に、線膨張係数が2(10−5/℃)以下である光触媒粉を含有する分散液を塗布し、前記分散液を塗布したシート基材を加熱し、加熱したそのシート基材を常温まで冷却することで、前記特定表面に、光触媒粉が85重量%以上を占める光触媒層を設ける。
【0009】
第2発明では、前記分散液に含有される前記光触媒粉を接着する接着層を生成してから、その接着層の上に前記分散液を塗布するようにしてもよい。この接着層は、これには限定されないが、例えば、日本曹達株式会社製の商品名ビストレイター(品番NRC−350A)等を利用して接着層を形成することができる。接着層を設けることにより、光触媒粉の特定表面に対する強固な固着を行えるようになるとともに、光触媒作用によるシート基材の劣化を防止できるようになる。
【0010】
以下の内容は、第1発明と第2発明に共通する。
分散液によって形成される光触媒層の厚さには特に制限はないが、前記分散液によって形成される光触媒層の厚さを、0.5μm以上とすることができる。このようにすることで光触媒層にクラックが生じやすくなり、光触媒層に三次元構造を与えるに好適である。
【0011】
前記光触媒粉は、既知の光触媒の粉末であれば基本的にどのようなものでも構わない。光触媒としては、二酸化チタン、三酸化チタン、酸化亜鉛などの公知の材料を利用できる。なお、これらの線膨張係数は、0.8(10−5/℃)前後である。
光触媒粉は、例えば、高活性タイプの光触媒と、ガス吸着タイプの光触媒の少なくとも一方を含むものとすることができる。
高活性タイプの光触媒は、セルフクリーニング機能をより良く発揮するようにされた光触媒であり、例えば石原産業株式会社製の品番ST−01、や品番ST−21がこれにあたる。高活性タイプの光触媒の例として、二酸化チタンの場合であれば、アナターゼ型とルチル型の2種類が光触媒として一般的に用いられる。特に、その粒子径を小さくしてその表面積を増大させることによってその活性を増大させたアナターゼ型の二酸化チタンは、高活性タイプの光触媒の典型例である。
ガス吸着タイプの光触媒は、光触媒粉の周りに気体中の有害ガスを吸着するための物質が被覆されているものであり、例えば石原産業株式会社製のST−31がこれにあたる。
前者を用いるとセルフクリーニング効果を効率よく発揮させることができるという利点が、後者を用いると、気体中の有害物質が効率よく吸着分解されるため気体浄化に優れるという利点をそれぞれ得られるが、両者を用いると両者を併せた効果を得られるだけでなく、両者を単独で利用するよりもガス分解性が高くなるという利点を得られる。
【0012】
第1発明、第2発明の光触媒シートの製造方法では、いずれの場合でも、分散液を塗布したシート基材を加熱する。この場合の加熱の条件は、適当に決定すればよい。
例えば、第1発明の場合における分散液を塗布したシート基材を加熱する際の温度は、分散液に含まれている合成樹脂、ゴム材料の種類によって選択することが可能である。分散液が合成樹脂を含み、それがフッ素の樹脂である場合には、その加熱温度を、300〜380℃とするのが好ましい。この場合の加熱は、焼成と呼んでもよい程度の高温となる。また、分散液がフッ素以外の合成樹脂、又はゴム材料を含む場合には、分散液を塗布したシート基材を加熱する際の加熱温度は70〜200℃とするのが好ましく、その加熱温度を70〜120℃とするのがより好ましい。分散液がフッ素以外の合成樹脂、又はゴム材料を含む場合における、分散液を塗布したシート基材を加熱する際の温度を70℃より高くするのは、それより低い温度の加熱では、分散液中の溶媒を飛ばすに不十分となり易いからであり、加熱する際の温度を200℃より低くするのは、それより高い温度の加熱では基材を痛めるおそれがあるからである。
第2発明の場合における分散液を塗布したシート基材を加熱する際の加熱温度は、上述の第1発明における加熱温度の場合と同様に決定することができる。
また、第1発明、第2発明の場合とも、分散液を塗布したシート基材の加熱を行った後、加熱したシート基材を常温まで冷却するのに必要な時間を10分以内とすることもできる。このようにすると、光触媒層にクラックをより効率的に生じさせられる。
【0013】
本発明におけるシート基材はどのようなものでも構わない。
例えば、その素材は、ガラス繊維、シリカ繊維、バサルト繊維等の無機繊維であってもよいし、ポリエステル系繊維、ポリ塩化ビニル系繊維、ポリ塩化ビニリデン系繊維、アクリル系繊維、ポリビニルアルコール系繊維、ポリプロピレン系繊維、ポリエチレン系繊維等の合成繊維であってもよい。また、その素材は、ケナフ繊維やジュート繊維等の天然繊維とすることもできる。
シート基材は、また、織布であってもよいし、編物であってもよいし、不織布であってもよい。
シート基材は、また、織布、編物、不織布などによって形成された芯材の少なくとも一方の面に、合成樹脂及び/又はゴム材料を被覆したものであってもよい。かかる被覆を行う場合には、その被覆により形成される層は何層であってもよい。なお、この被覆により形成された層は、シート基材自体が、前処理分散液によって形成される層を予め有している場合における当該前処理分散液によって形成される層であると把握することができる場合がある。
【0014】
以下の合成樹脂とゴム材料が、本願発明における分散液、又は前処理分散液に含まれる場合がある。なお、以下に例示する合成樹脂とゴム材料は、上述したシート基材における芯材の被覆にも用いることができる。
合成樹脂の例としては、塩化ビニル樹脂(PVC)、ポリエチレン(PE)、ポリプロピレン(PP)、エチレン酢酸ビニル共重合体(EVA)、ポリウレタン(PU)、ポリスチレン(PS)、アクリルニトリルブタジエンスチレン共重合体(ABS)、ポリアミド(PA)、アクリル樹脂(PMMA)、ポリカーボネート(PC)を挙げられる。
合成樹脂の他の例として、ポリテトラフルオロエチレン(PTFE)、テトラフルオロエチレン-ヘキサフルオロプロピレン共重合体(FEP)、テトラフルオロエチレン-パーフルオロアルキルビニルエーテル共重合体(PFA)、テトラフルオロエチレン-エチレン共重合体(ETFE)、ポリビニリデンフルオライド(PVDF)、ポリビニルフルオライド(PVF)などのフッ素樹脂を挙げることができる。
ゴム材料の例としては、クロロプレンゴム(CR)、クロロスルフォン化ポリエチレンゴム(CSM)、天然ゴム、ブタジエンゴム、スチレンブタジエンゴム(SBR)、ブチルゴム、アクリルゴム、ウレタンゴム、シリコーンゴム、フッ素ゴム、エチレンプロピレンゴム(EPDM)を挙げることができる。
以上で例示した合成樹脂、ゴム材料は、1種だけで使用しても、2種以上を混合して使用してもよい。また、合成樹脂、ゴム材料は、一つの層に複数種類含まれていてもよい。ただし、フッ素樹脂は、他のフッ素樹脂との混合は可能であるが、フッ素樹脂以外の合成樹脂やゴム材料と混合することはできない。
以上で例示した合成樹脂、ゴム材料の線膨張係数を以下の表1に示す。
【表1】

【図面の簡単な説明】
【0015】
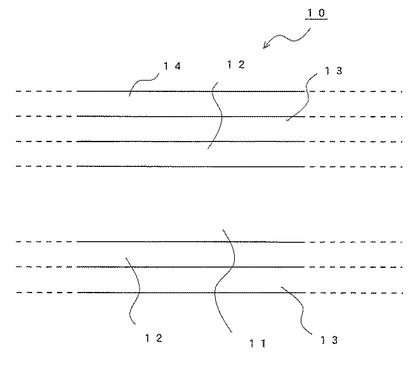
【図1】本発明の第1実施形態による光触媒シート製造方法によって得られた光触媒シートの一部断面図。
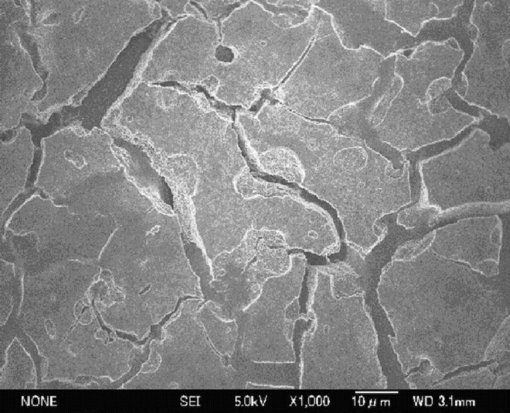
【図2】図1に示した光触媒シートの光触媒層の表面の拡大写真。
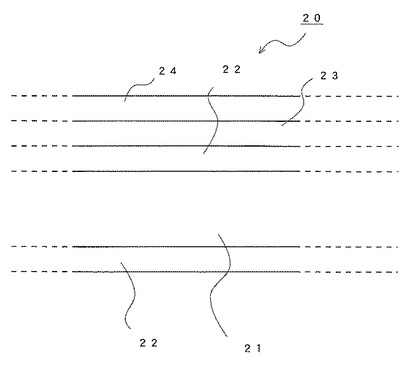
【図3】本発明の第4実施形態による光触媒シート製造方法によって得られた光触媒シートの一部断面図。
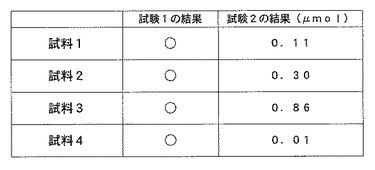
【図4】試料1〜試料4の試験結果を示す表図。
【発明を実施するための形態】
【0016】
以下、本発明の好ましい第1〜第4実施形態を説明する。各実施形態で共通するものには共通する符号を用いることとし、重複する説明は場合により省略するものとする。
【0017】
≪第1実施形態≫
第1実施形態による光触媒シート製造方法は、以下のようなものである。第1実施形態では、シート基材の片面に光触媒層を設けることで、シート基材の片面に、光酸化機能が与えられるようにする。
【0018】
第1実施形態におけるシート基材は、ガラス繊維を織って形成したものである。もっとも、シート基材は、無機繊維(例えば、シリカ繊維、バサルト繊維)、有機繊維(例えば、ポリエステル系繊維、ポリ塩化ビニル系繊維、ポリ塩化ビニリデン系繊維、アクリル系繊維、ポリビニルアルコール系繊維、ポリプロピレン系繊維、ポリエチレン系繊維)など、ガラス繊維以外の繊維により形成されていてもよく、また、必ずしも織ったものでなく、編物であっても、不織布であってもよい。
まず、第1実施形態におけるシート基材の両面の全面に、PTFEを含む前処理分散液(A)を塗布する。この前処理分散液(A)は、PTFEと水と界面活性剤を混合したものである。
次いで、前処理分散液(A)を塗布したシート基材を、300〜380℃の範囲(この実施形態では、360℃)で加熱し、焼成して、PTFEの層を、シート基材の両面に固定する。
次いで、上述のように形成したPTFEの層(PTFE層)の、この実施形態では、両表面に、FEPを含む前処理分散液(B)を塗布する。この前処理分散液(B)は、FEPと水と界面活性剤を混合したものである。
次いで、前処理分散液(B)を塗布したシート基材を、300〜380℃の範囲(この実施形態では、340℃)で加熱し、焼成して、FEPの層(FEP層)を、シート基材の両面に固定する。
なお、この実施形態では、ガラス繊維を織って形成したシート基材の両面に、PTFE層と、FEP層を設けるという説明を行ったが、ガラス繊維を織って形成したシート基材を上述の芯材と見ることにより、この芯材+PTFE層を本件発明のシート基材と把握することもできるし、芯材+PTFE層+FEP層を本件発明のシート基材と把握することもできる。
【0019】
次いで、分散液(A)を調整する。
分散液(A)は、線膨張係数が2(10−5/℃)以下である光触媒粉を含んでいる。この実施形態における光触媒粉は、アナターゼ型の高活性タイプの酸化チタンの粉である。より具体的には、この実施形態における光触媒粉としては、石原産業株式会社製の品番ST−01を用いた。この光触媒粉は、1次粒子径が7nm、表面積が300m2/gであり、表面処理はされていないものである。なお、この光触媒粉の線膨張係数は0.8(10−5/℃)である。
分散液(A)は、また、線膨張係数が5(10−5/℃)以上である合成樹脂及び/又はゴム材料を含んでいる。この実施形態では、後述するように、線膨張係数が5(10−5/℃)以上である合成樹脂及び/又はゴム材料として、FEPを用いることとしている。しかしながら、これに代えて、線膨張係数が5(10−5/℃)以上である他の合成樹脂(例えば、PVC、PE、PP、EVA、PU、PS、ABS、PA、PMMA、PC、PTFE、PFA、ETFE、PVDF、PVF)や、線膨張係数が5(10−5/℃)以上であるゴム材料(例えば、CR、CSM、天然ゴム、ブタジエンゴム、SBR、ブチルゴム、アクリルゴム、ウレタンゴム、シリコーンゴム、フッ素ゴム、EPDM)、又はこれら2種以上の混合物、或いはこれら1種以上とFEPの混合物を用いることとしてもよい。
なお、合成樹脂及び/又はゴム材料にフッ素樹脂以外のものを用いる場合には、その合成樹脂及び/又はゴム材料が光触媒粉の光酸化機能によって分解されることがないようにするため、アパタイト等で被覆された光触媒粉を上述の光触媒粉として使用するのが好ましい。
分散液(A)は、上述の光触媒粉を固形分として28重量%含んでいる水系分散体50gと、精製水75gと、FEPを固形分として54重量%含んでいる水系分散体77.8gと、シリコン系界面活性剤2.1gと、を混合してから、攪拌して調整した。
この分散液(A)における光触媒粉とFEPの重量比は、25:75であった。
【0020】
次いで、上述のようにして調整した分散液(A)を、前処理分散液(A)による上述のPTFE層と、前処理分散液(B)による上述のFEP層が既に形成された上述のシート基材の片面にバーコート法にて塗布した。もちろん、シート基材の両面に分散液(A)を塗布することも可能である。
【0021】
次いで、分散液(A)を塗布したシート基材をそのまま常温乾燥させた後、60℃で5分間更に乾燥させてから、360℃で3分間加熱し、焼成した。
【0022】
次いで、焼成したシート基材を自然乾燥させさせつつ冷却し、光触媒シート製造方法を終了させた。この場合、焼成したシート基材が常温に戻るまでに要する時間は、10分以内、より詳細には7分であった。
【0023】
上述のようにして完成させた光触媒シート10(試料1)の断面図を図1に示す。
光触媒シート10は、シート基材11の両面を覆う、前処理分散液(A)によって形成されたPTFE層12、及び前処理分散液(B)によって形成されたFEP層13を備えているとともに、FEP層13の一方を覆う、分散液(A)によって形成された光触媒層14を備えている。
光触媒層14の厚さは、3μmであった。
顕微鏡で調べたところ、光触媒層14の表面には微細なクラックが入っていた。光触媒層14の表面を1000倍の拡大倍率で撮像して得た写真を、図2に示す。
【0024】
≪第2実施形態≫
第2実施形態による光触媒シート製造方法は、以下のようなものである。
【0025】
第2実施形態におけるシート基材は、第1実施形態と同様ガラス繊維を織って形成したものである。他のシート基材を用いることができるのは、第1実施形態と同様である。
第2実施形態でも、第1実施形態と同様に、シート基材の両面に、PTFEを含む前処理分散液(A)を塗布して焼成し、次いで、それにより形成されたPTFE層の両表面に、FEPを含む前処理分散液(B)を塗布して焼成してFEP層を形成した。
【0026】
次いで、分散液(B)を調整する。
分散液(B)は、線膨張係数が2(10−5/℃)以下である光触媒粉を含んでいる。この実施形態では、光触媒粉は、アナターゼ型のガス吸着タイプの酸化チタンの粉である。より具体的には、この実施形態における光触媒粉としては、石原産業株式会社製の品番ST−31を用いた。この光触媒粉は、1次粒子径が7nm、表面積が250m2/gであり、Zn(OH)2によって表面処理がなされているものである。なお、この光触媒粉の線膨張係数は0.8(10−5/℃)である。
分散液(B)は、また、線膨張係数が5(10−5/℃)以上である合成樹脂及び/又はゴム材料として、FEPを含んでいる。もっとも、これを他の材料に置換できることは第1実施形態の分散液(A)の場合と同様である。
分散液(B)は、上述の光触媒粉を固形分として35重量%含んでいる水系分散体50gと、精製水75gと、FEPを固形分として54重量%含んでいる水系分散体97.2gと、シリコン系界面活性剤2.2gと、を混合してから、攪拌して調整した。
この分散液(B)における光触媒粉とFEPの重量比は、25:75であった。
【0027】
次いで、上述のようにして調整した分散液(B)を、PTFE層と、FEP層が既に形成された上述のシート基材の片面にバーコート法にて塗布した。シート基材の両面に分散液(B)を塗布することも勿論可能である。
【0028】
次いで、分散液(B)を塗布したシート基材をそのまま常温乾燥させた後、60℃で5分間更に乾燥させてから、360℃で3分間加熱し、焼成した。
【0029】
次いで、焼成したシート基材を自然乾燥させつつ冷却して、第2実施形態による光触媒シート製造方法を終了させた。自然乾燥によって、焼成したシート基材の温度を常温に戻すまでに要した時間は、7分であった。
【0030】
このようにして完成させた光触媒シート(試料2)の断面図は、図1に示したものと同様であった。
光触媒層の厚さは、3μmであった。
光触媒層の表面には、第1実施形態の場合と同様の微細なクラックが入っていた。
≪第3実施形態≫
第3実施形態による光触媒シート製造方法は、以下のようなものである。
【0031】
第3実施形態におけるシート基材は、第1実施形態と同様ガラス繊維を織って形成したものである。他のシート基材を用いることができるのは、第1実施形態と同様である。
第3実施形態でも、第1実施形態と同様に、シート基材の両面に、PTFEを含む前処理分散液(A)を塗布して焼成し、次いで、それにより形成されたPTFE層の両表面に、FEPを含む前処理分散液(B)を塗布して焼成してFEP層を形成した。
【0032】
次いで、分散液(C)を調整する。
分散液(C)は、線膨張係数が2(10−5/℃)以下である光触媒粉を含んでいる。この実施形態では、光触媒粉は、第1実施形態で説明した高活性タイプの酸化チタンの粉と、第2実施形態で説明したガス吸着タイプの酸化チタンの粉の双方を含んでいる。
分散液(C)は、また、線膨張係数が5(10−5/℃)以上である合成樹脂及び/又はゴム材料として、FEPを含んでいる。もっとも、これを他の材料に置換できることは第1実施形態の分散液(A)の場合と同様である。
分散液(C)は、高活性タイプの光触媒粉末を固形分として28重量%含んでいる水系分散体25gと、ガス吸着タイプの光触媒粉末を固形分として35重量%含んでいる水系分散体20gと、精製水67.5gと、FEPを固形分として54重量%含んでいる水系分散体77.8gと、シリコン系界面活性剤1.9gと、を混合してから、攪拌して調整した。
この分散液(C)における高活性タイプの光触媒粉と、ガス吸着タイプの光触媒粉と、FEPの重量比は、12.5:12.5:75であった。
【0033】
次いで、上述のようにして調整した分散液(C)を、PTFE層と、FEP層が既に形成された上述のシート基材の片面にバーコート法にて塗布した。シート基材の両面に分散液(C)を塗布することも可能である。
【0034】
次いで、分散液(C)を塗布したシート基材をそのまま常温乾燥させた後、60℃で5分間更に乾燥させてから、360℃で3分間加熱し、焼成した。
【0035】
次いで、焼成したシート基材を自然乾燥させつつ冷却して第3実施形態による光触媒シート製造方法を終了させた。
【0036】
これにより完成した光触媒シート(試料3)の断面図は、図1に示したものと同様である。
光触媒層の厚さは、3μmであった。
光触媒層の表面には、第1実施形態の場合と同様の微細なクラックが入っていた。
【0037】
≪第4実施形態≫
第4実施形態による光触媒シート製造方法は、以下のようなものである。
【0038】
第4実施形態におけるシート基材は、ポリエステル繊維を織って形成したものである。他のシート基材を用いることができるのは、第1実施形態と同様である。
第4実施形態では、シート基材の両面に、塩化ビニル樹脂を含む前処理分散液(C)を塗布する。前処理分散液(C)は、塩化ビニル樹脂、有機溶剤、可塑剤を混合したものである。
次いで、前処理分散液(C)を塗布したシート基材を加熱して、シート基材の両面に塩化ビニル樹脂を固定することにより、シート基材の両面に、塩化ビニル樹脂層を形成した。加熱の温度は100℃、加熱時間は1分とした。
次いで、前処理分散液(D)を、塩化ビニル樹脂層のうちの一方の表面に塗布した。前処理分散液(D)の塗布は、この実施形態では、グラビアコーターを用いて行った。なお、この実施形態で用いる前処理分散液(D)は、日本曹達株式会社製の商品名ビストレイターL、品番NRC−350Aをそれに使用した。
次いで、前処理分散液(D)を塗布したシート基材を、110℃で1分加熱して、前処理分散液(D)に含まれていた合成樹脂等をシート基材の片面に固定することにより、接着層を形成した。この接着層は、後述する分散液(D)に含まれる光触媒粉をシート基材に接着するように機能する。
【0039】
次いで、分散液(D)を調整する。
分散液(D)は、線膨張係数が2(10−5/℃)以下である光触媒粉を含んでいる。この実施形態では、光触媒粉は、第1実施形態で説明した高活性タイプの酸化チタンの粉である。
分散液(D)は、この実施形態では、日本曹達株式会社製の商品名ビストレイターL、品番NRC−360Cである。
【0040】
次いで、上述の分散液(D)を、前処理分散液(D)が既に塗布された上述のシート基材の片面に、グラビアコーターを用いて塗布した。分散液(D)を塗布した厚さは、0.5μmとした。シート基材の両面に分散液(D)を塗布することも可能である。
【0041】
次いで、分散液(D)を塗布したシート基材をそのまま常温乾燥させた後、100℃で1分間加熱し、自然乾燥させつつ冷却した。以上で、第4実施形態による光触媒シート製造方法を終了させた。
【0042】
これにより完成した光触媒シート(試料4)の断面図を、図3に示す。
光触媒シート20は、シート基材21の両面を覆う、前処理分散液(C)によって形成された塩化ビニル樹脂層22と、塩化ビニル樹脂層22の一方を覆う、前処理分散液(D)によって形成された接着層23と、この接着層23を覆う、分散液(D)によって形成された光触媒層24を備えている。
この光触媒層24は、その組成のうちの85重量%を光触媒粉が占めていた。光触媒層24の厚さは、0.5μmであった。
光触媒層24の表面には、第1実施形態の場合と同様の微細なクラックが入っていた。
【0043】
≪試験≫
試料1〜4について試験を行った。
行った試験は、以下の試験1と試験2の2種類である。
<試験1>
試験1は、試料1〜4に含まれる光触媒層が光触媒活性を有するか否かを評価するものである。硝酸銀水溶液による呈色反応後の色差により、光触媒活性の有無を評価する。
具体的には、試料1〜4を0.1mol/L(0.1N)の硝酸銀水溶液中に浸漬させた状態で、1mW/cm2の紫外線を1分間照射して、呈色反応を示したものは光触媒活性があったとし○、呈色反応を示さなかったものは光触媒活性がなかったとし×とした。
<試験2>
試験2は、試料1〜4に含まれる光触媒層のNOX除去性能を評価するものである。試験方法はJIS R 1701−1『ファインセラミックス-光触媒材料の空気浄化性能試験方法-第1部:窒素酸化物の除去性能』に準拠した。
【0044】
試験結果を、図4に示す。
図4に示したように、試料1〜試料4のすべてについて、試験1の結果が○となった。つまり、試料1〜試料4に含まれる光触媒層はすべて、光触媒活性を示した。
また、NOXの除去は試料1〜試料4のすべてで見られたが、NOXの除去量は、試料3のものが最大となった。これは、試料3の光触媒層に、高活性タイプの光触媒粉と、ガス吸着タイプの光触媒粉が含まれているからだと考えられる。
【符号の説明】
【0045】
10 光触媒シート
11 シート基材
12 PTFE層
13 FEP層
14 光触媒層
20 光触媒シート
21 シート基材
22 塩化ビニル樹脂層
23 接着層
24 光触媒層
【技術分野】
【0001】
本発明は、シート基材の表面に、光触媒層を形成して光触媒シートを製造するための技術に関する。
【背景技術】
【0002】
主に建材として用いられるシート状の材料の中に、シート基材の表面に光触媒層を有する物が存在する。光触媒層には、例えば二酸化チタンなどの光酸化機能を有する光触媒粉が含まれている。光触媒層は、太陽光などの光を受けて酸化機能を発揮し、また、その酸化機能に基づく例えば防汚、消臭、抗菌などの優れた機能を発揮する。
【0003】
ところで、一般に、光触媒層の表面は平滑である方がよいとされている。特に、光触媒層が、光酸化機能に加えて親水性に基づくセルフクリーニング機能を有するものである場合には、光触媒層の表面にクラックがあると、汚れ物質がそのクラック内に入り込むことで上述のセルフクリーニング機能が発揮されなくなるので、光触媒層を形成する場合、その表面をできる限り平滑にしようという努力が行われる。
【0004】
しかしながら、本願発明者の研究により、光触媒層の表面にクラックがある場合の方が、防汚、消臭、抗菌などの機能がより良く発揮される場合があることが見出された。特に、その光触媒層が、親水性をそれほど重視しないものである場合には、クラックがあることによるセルフクリーニング機能の低下のデメリットよりも、防汚、消臭、抗菌などの機能の向上のメリットの方が大きくなる。
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、シート基材の表面に、光触媒層を形成する技術を、形成される光触媒層が、細かなクラックを有する3次元的な表面構造を持つものとなるように改良することをその課題とする。
【課題を解決するための手段】
【0006】
上述の課題を解決するための本願発明として、本願発明者は、以下の2つの発明を提案する。
【0007】
第1発明は、シート基材の少なくとも一方の表面であり、光触媒層が設けられることで光酸化機能が与えられる特定表面に、光触媒層を形成する光触媒シートの製造方法である。
この製造方法では、前記特定表面に、線膨張係数が5(10−5/℃)以上である合成樹脂及び/又はゴム材料と、線膨張係数が2(10−5/℃)以下である光触媒粉を含有する分散液を塗布し、前記分散液を塗布したシート基材を加熱し、加熱したそのシート基材を常温まで冷却することで、前記特定表面に光触媒層を設ける。
第1発明では、合成樹脂及び/又はゴム材料と、合成樹脂及び/又はゴム材料とは線膨張係数が異なる光触媒粉とをともに含む分散液をシート基材の表面に塗布し、それを加熱してから冷却する。このようにすると、合成樹脂及び/又はゴム材料と光触媒粉との間における線膨張係数の相違により、両者の間に微細な隙間が生じる。この隙間がクラックとなるので、この方法により作られた光触媒層は、その表面に3次元構造を持つものとなり、その表面積が大きくなることにより、優れた性能を有するものとなる。
第1発明では、前記特定表面に、線膨張係数が5(10−5/℃)以上である合成樹脂及び/又はゴム材料を含有する分散液である前処理分散液を塗布し、前記前処理分散液を塗布したシート基材を加熱し、前記前処理分散液中の前記合成樹脂及び/又はゴム材料を固化させてから、前記分散液の塗布を行うようにしてもよい。前処理分散液に含有された合成樹脂及び/又はゴム材料を含む層を前記特定表面に固定的に設けるには、例えば、前記前処理分散液を塗布したシート基材を加熱した後に、乾燥及び/又は冷却を行えばよい。
以上の方法では、分散液によって形成される上述の光触媒層は、前処理分散液に含有されていた合成樹脂及び/又はゴム材料によって形成される層の上に形成されることになる。前処理分散液に含有されていた合成樹脂及び/又はゴム材料によって形成される上述の層に含まれている合成樹脂及び/又はゴム材料は、線膨張係数が5(10−5/℃)以上と比較的大きい。したがって、前処理分散液を用いると、線膨張係数の小さい光触媒粉を含む光触媒層にクラックが入りやすくなる。
【0008】
第2発明は、以下のようなものである。
第2発明は、シート基材の少なくとも一方の表面であり、光触媒層が設けられることで光酸化機能が与えられる特定表面に、光触媒層を形成する光触媒シートの製造方法である。
この製造方法では、前記特定表面に、線膨張係数が5(10−5/℃)以上である合成樹脂及び/又はゴム材料を含有する分散液である前処理分散液を塗布し、前記前処理分散液を塗布したシート基材を加熱し、前記前処理分散液中の前記合成樹脂及び/又はゴム材料を固化させてから、線膨張係数が2(10−5/℃)以下である光触媒粉を含有する分散液を塗布し、前記分散液を塗布したシート基材を加熱し、加熱したそのシート基材を常温まで冷却することで、前記特定表面に、光触媒粉が85重量%以上を占める光触媒層を設ける。
第2発明における光触媒層は、光触媒粉が85重量%以上を占めるものとされており、第1発明の場合と違って、ほぼ光触媒粉のみでできているといえる。第2発明では、このような光触媒層を、光触媒粉よりも線膨張係数が大きい合成樹脂及び/又はゴム材料によって形成される層の上に重ねて作る。前処理分散液に含有された合成樹脂及び/又はゴム材料を含む層を前記特定表面に固定的に設けるには、例えば、前記前処理分散液を塗布したシート基材を加熱した後に、乾燥及び/又は冷却を行えばよい。
第1発明と同様の分散液を塗布したシート基材の加熱、冷却を行うと、光触媒粉と合成樹脂及び/又はゴム材料との間の線膨張係数の相違により、最終的に得られる光触媒層には、微小なクラックが入ることになる。これにより、シート基材の表面に設けられた光触媒層は、その表面に三次元構造を有するものとなり、その表面積が大きくなることにより、優れた性能を有するものとなる。
同様の作用効果を、以下の第2発明による光触媒シートの製造方法によっても得ることができる。
その製造方法は、シート基材の少なくとも一方の表面であり、光触媒層が設けられることで光酸化機能が与えられる特定表面に、光触媒層を形成する光触媒シートの製造方法である。この製造方法では、前記シート基材として、前記特定表面に、線膨張係数が5(10−5/℃)以上である合成樹脂及び/又はゴム材料を含有する層を有するものを用い、前記特定表面に、線膨張係数が2(10−5/℃)以下である光触媒粉を含有する分散液を塗布し、前記分散液を塗布したシート基材を加熱し、加熱したそのシート基材を常温まで冷却することで、前記特定表面に、光触媒粉が85重量%以上を占める光触媒層を設ける。
【0009】
第2発明では、前記分散液に含有される前記光触媒粉を接着する接着層を生成してから、その接着層の上に前記分散液を塗布するようにしてもよい。この接着層は、これには限定されないが、例えば、日本曹達株式会社製の商品名ビストレイター(品番NRC−350A)等を利用して接着層を形成することができる。接着層を設けることにより、光触媒粉の特定表面に対する強固な固着を行えるようになるとともに、光触媒作用によるシート基材の劣化を防止できるようになる。
【0010】
以下の内容は、第1発明と第2発明に共通する。
分散液によって形成される光触媒層の厚さには特に制限はないが、前記分散液によって形成される光触媒層の厚さを、0.5μm以上とすることができる。このようにすることで光触媒層にクラックが生じやすくなり、光触媒層に三次元構造を与えるに好適である。
【0011】
前記光触媒粉は、既知の光触媒の粉末であれば基本的にどのようなものでも構わない。光触媒としては、二酸化チタン、三酸化チタン、酸化亜鉛などの公知の材料を利用できる。なお、これらの線膨張係数は、0.8(10−5/℃)前後である。
光触媒粉は、例えば、高活性タイプの光触媒と、ガス吸着タイプの光触媒の少なくとも一方を含むものとすることができる。
高活性タイプの光触媒は、セルフクリーニング機能をより良く発揮するようにされた光触媒であり、例えば石原産業株式会社製の品番ST−01、や品番ST−21がこれにあたる。高活性タイプの光触媒の例として、二酸化チタンの場合であれば、アナターゼ型とルチル型の2種類が光触媒として一般的に用いられる。特に、その粒子径を小さくしてその表面積を増大させることによってその活性を増大させたアナターゼ型の二酸化チタンは、高活性タイプの光触媒の典型例である。
ガス吸着タイプの光触媒は、光触媒粉の周りに気体中の有害ガスを吸着するための物質が被覆されているものであり、例えば石原産業株式会社製のST−31がこれにあたる。
前者を用いるとセルフクリーニング効果を効率よく発揮させることができるという利点が、後者を用いると、気体中の有害物質が効率よく吸着分解されるため気体浄化に優れるという利点をそれぞれ得られるが、両者を用いると両者を併せた効果を得られるだけでなく、両者を単独で利用するよりもガス分解性が高くなるという利点を得られる。
【0012】
第1発明、第2発明の光触媒シートの製造方法では、いずれの場合でも、分散液を塗布したシート基材を加熱する。この場合の加熱の条件は、適当に決定すればよい。
例えば、第1発明の場合における分散液を塗布したシート基材を加熱する際の温度は、分散液に含まれている合成樹脂、ゴム材料の種類によって選択することが可能である。分散液が合成樹脂を含み、それがフッ素の樹脂である場合には、その加熱温度を、300〜380℃とするのが好ましい。この場合の加熱は、焼成と呼んでもよい程度の高温となる。また、分散液がフッ素以外の合成樹脂、又はゴム材料を含む場合には、分散液を塗布したシート基材を加熱する際の加熱温度は70〜200℃とするのが好ましく、その加熱温度を70〜120℃とするのがより好ましい。分散液がフッ素以外の合成樹脂、又はゴム材料を含む場合における、分散液を塗布したシート基材を加熱する際の温度を70℃より高くするのは、それより低い温度の加熱では、分散液中の溶媒を飛ばすに不十分となり易いからであり、加熱する際の温度を200℃より低くするのは、それより高い温度の加熱では基材を痛めるおそれがあるからである。
第2発明の場合における分散液を塗布したシート基材を加熱する際の加熱温度は、上述の第1発明における加熱温度の場合と同様に決定することができる。
また、第1発明、第2発明の場合とも、分散液を塗布したシート基材の加熱を行った後、加熱したシート基材を常温まで冷却するのに必要な時間を10分以内とすることもできる。このようにすると、光触媒層にクラックをより効率的に生じさせられる。
【0013】
本発明におけるシート基材はどのようなものでも構わない。
例えば、その素材は、ガラス繊維、シリカ繊維、バサルト繊維等の無機繊維であってもよいし、ポリエステル系繊維、ポリ塩化ビニル系繊維、ポリ塩化ビニリデン系繊維、アクリル系繊維、ポリビニルアルコール系繊維、ポリプロピレン系繊維、ポリエチレン系繊維等の合成繊維であってもよい。また、その素材は、ケナフ繊維やジュート繊維等の天然繊維とすることもできる。
シート基材は、また、織布であってもよいし、編物であってもよいし、不織布であってもよい。
シート基材は、また、織布、編物、不織布などによって形成された芯材の少なくとも一方の面に、合成樹脂及び/又はゴム材料を被覆したものであってもよい。かかる被覆を行う場合には、その被覆により形成される層は何層であってもよい。なお、この被覆により形成された層は、シート基材自体が、前処理分散液によって形成される層を予め有している場合における当該前処理分散液によって形成される層であると把握することができる場合がある。
【0014】
以下の合成樹脂とゴム材料が、本願発明における分散液、又は前処理分散液に含まれる場合がある。なお、以下に例示する合成樹脂とゴム材料は、上述したシート基材における芯材の被覆にも用いることができる。
合成樹脂の例としては、塩化ビニル樹脂(PVC)、ポリエチレン(PE)、ポリプロピレン(PP)、エチレン酢酸ビニル共重合体(EVA)、ポリウレタン(PU)、ポリスチレン(PS)、アクリルニトリルブタジエンスチレン共重合体(ABS)、ポリアミド(PA)、アクリル樹脂(PMMA)、ポリカーボネート(PC)を挙げられる。
合成樹脂の他の例として、ポリテトラフルオロエチレン(PTFE)、テトラフルオロエチレン-ヘキサフルオロプロピレン共重合体(FEP)、テトラフルオロエチレン-パーフルオロアルキルビニルエーテル共重合体(PFA)、テトラフルオロエチレン-エチレン共重合体(ETFE)、ポリビニリデンフルオライド(PVDF)、ポリビニルフルオライド(PVF)などのフッ素樹脂を挙げることができる。
ゴム材料の例としては、クロロプレンゴム(CR)、クロロスルフォン化ポリエチレンゴム(CSM)、天然ゴム、ブタジエンゴム、スチレンブタジエンゴム(SBR)、ブチルゴム、アクリルゴム、ウレタンゴム、シリコーンゴム、フッ素ゴム、エチレンプロピレンゴム(EPDM)を挙げることができる。
以上で例示した合成樹脂、ゴム材料は、1種だけで使用しても、2種以上を混合して使用してもよい。また、合成樹脂、ゴム材料は、一つの層に複数種類含まれていてもよい。ただし、フッ素樹脂は、他のフッ素樹脂との混合は可能であるが、フッ素樹脂以外の合成樹脂やゴム材料と混合することはできない。
以上で例示した合成樹脂、ゴム材料の線膨張係数を以下の表1に示す。
【表1】
【図面の簡単な説明】
【0015】
【図1】本発明の第1実施形態による光触媒シート製造方法によって得られた光触媒シートの一部断面図。
【図2】図1に示した光触媒シートの光触媒層の表面の拡大写真。
【図3】本発明の第4実施形態による光触媒シート製造方法によって得られた光触媒シートの一部断面図。
【図4】試料1〜試料4の試験結果を示す表図。
【発明を実施するための形態】
【0016】
以下、本発明の好ましい第1〜第4実施形態を説明する。各実施形態で共通するものには共通する符号を用いることとし、重複する説明は場合により省略するものとする。
【0017】
≪第1実施形態≫
第1実施形態による光触媒シート製造方法は、以下のようなものである。第1実施形態では、シート基材の片面に光触媒層を設けることで、シート基材の片面に、光酸化機能が与えられるようにする。
【0018】
第1実施形態におけるシート基材は、ガラス繊維を織って形成したものである。もっとも、シート基材は、無機繊維(例えば、シリカ繊維、バサルト繊維)、有機繊維(例えば、ポリエステル系繊維、ポリ塩化ビニル系繊維、ポリ塩化ビニリデン系繊維、アクリル系繊維、ポリビニルアルコール系繊維、ポリプロピレン系繊維、ポリエチレン系繊維)など、ガラス繊維以外の繊維により形成されていてもよく、また、必ずしも織ったものでなく、編物であっても、不織布であってもよい。
まず、第1実施形態におけるシート基材の両面の全面に、PTFEを含む前処理分散液(A)を塗布する。この前処理分散液(A)は、PTFEと水と界面活性剤を混合したものである。
次いで、前処理分散液(A)を塗布したシート基材を、300〜380℃の範囲(この実施形態では、360℃)で加熱し、焼成して、PTFEの層を、シート基材の両面に固定する。
次いで、上述のように形成したPTFEの層(PTFE層)の、この実施形態では、両表面に、FEPを含む前処理分散液(B)を塗布する。この前処理分散液(B)は、FEPと水と界面活性剤を混合したものである。
次いで、前処理分散液(B)を塗布したシート基材を、300〜380℃の範囲(この実施形態では、340℃)で加熱し、焼成して、FEPの層(FEP層)を、シート基材の両面に固定する。
なお、この実施形態では、ガラス繊維を織って形成したシート基材の両面に、PTFE層と、FEP層を設けるという説明を行ったが、ガラス繊維を織って形成したシート基材を上述の芯材と見ることにより、この芯材+PTFE層を本件発明のシート基材と把握することもできるし、芯材+PTFE層+FEP層を本件発明のシート基材と把握することもできる。
【0019】
次いで、分散液(A)を調整する。
分散液(A)は、線膨張係数が2(10−5/℃)以下である光触媒粉を含んでいる。この実施形態における光触媒粉は、アナターゼ型の高活性タイプの酸化チタンの粉である。より具体的には、この実施形態における光触媒粉としては、石原産業株式会社製の品番ST−01を用いた。この光触媒粉は、1次粒子径が7nm、表面積が300m2/gであり、表面処理はされていないものである。なお、この光触媒粉の線膨張係数は0.8(10−5/℃)である。
分散液(A)は、また、線膨張係数が5(10−5/℃)以上である合成樹脂及び/又はゴム材料を含んでいる。この実施形態では、後述するように、線膨張係数が5(10−5/℃)以上である合成樹脂及び/又はゴム材料として、FEPを用いることとしている。しかしながら、これに代えて、線膨張係数が5(10−5/℃)以上である他の合成樹脂(例えば、PVC、PE、PP、EVA、PU、PS、ABS、PA、PMMA、PC、PTFE、PFA、ETFE、PVDF、PVF)や、線膨張係数が5(10−5/℃)以上であるゴム材料(例えば、CR、CSM、天然ゴム、ブタジエンゴム、SBR、ブチルゴム、アクリルゴム、ウレタンゴム、シリコーンゴム、フッ素ゴム、EPDM)、又はこれら2種以上の混合物、或いはこれら1種以上とFEPの混合物を用いることとしてもよい。
なお、合成樹脂及び/又はゴム材料にフッ素樹脂以外のものを用いる場合には、その合成樹脂及び/又はゴム材料が光触媒粉の光酸化機能によって分解されることがないようにするため、アパタイト等で被覆された光触媒粉を上述の光触媒粉として使用するのが好ましい。
分散液(A)は、上述の光触媒粉を固形分として28重量%含んでいる水系分散体50gと、精製水75gと、FEPを固形分として54重量%含んでいる水系分散体77.8gと、シリコン系界面活性剤2.1gと、を混合してから、攪拌して調整した。
この分散液(A)における光触媒粉とFEPの重量比は、25:75であった。
【0020】
次いで、上述のようにして調整した分散液(A)を、前処理分散液(A)による上述のPTFE層と、前処理分散液(B)による上述のFEP層が既に形成された上述のシート基材の片面にバーコート法にて塗布した。もちろん、シート基材の両面に分散液(A)を塗布することも可能である。
【0021】
次いで、分散液(A)を塗布したシート基材をそのまま常温乾燥させた後、60℃で5分間更に乾燥させてから、360℃で3分間加熱し、焼成した。
【0022】
次いで、焼成したシート基材を自然乾燥させさせつつ冷却し、光触媒シート製造方法を終了させた。この場合、焼成したシート基材が常温に戻るまでに要する時間は、10分以内、より詳細には7分であった。
【0023】
上述のようにして完成させた光触媒シート10(試料1)の断面図を図1に示す。
光触媒シート10は、シート基材11の両面を覆う、前処理分散液(A)によって形成されたPTFE層12、及び前処理分散液(B)によって形成されたFEP層13を備えているとともに、FEP層13の一方を覆う、分散液(A)によって形成された光触媒層14を備えている。
光触媒層14の厚さは、3μmであった。
顕微鏡で調べたところ、光触媒層14の表面には微細なクラックが入っていた。光触媒層14の表面を1000倍の拡大倍率で撮像して得た写真を、図2に示す。
【0024】
≪第2実施形態≫
第2実施形態による光触媒シート製造方法は、以下のようなものである。
【0025】
第2実施形態におけるシート基材は、第1実施形態と同様ガラス繊維を織って形成したものである。他のシート基材を用いることができるのは、第1実施形態と同様である。
第2実施形態でも、第1実施形態と同様に、シート基材の両面に、PTFEを含む前処理分散液(A)を塗布して焼成し、次いで、それにより形成されたPTFE層の両表面に、FEPを含む前処理分散液(B)を塗布して焼成してFEP層を形成した。
【0026】
次いで、分散液(B)を調整する。
分散液(B)は、線膨張係数が2(10−5/℃)以下である光触媒粉を含んでいる。この実施形態では、光触媒粉は、アナターゼ型のガス吸着タイプの酸化チタンの粉である。より具体的には、この実施形態における光触媒粉としては、石原産業株式会社製の品番ST−31を用いた。この光触媒粉は、1次粒子径が7nm、表面積が250m2/gであり、Zn(OH)2によって表面処理がなされているものである。なお、この光触媒粉の線膨張係数は0.8(10−5/℃)である。
分散液(B)は、また、線膨張係数が5(10−5/℃)以上である合成樹脂及び/又はゴム材料として、FEPを含んでいる。もっとも、これを他の材料に置換できることは第1実施形態の分散液(A)の場合と同様である。
分散液(B)は、上述の光触媒粉を固形分として35重量%含んでいる水系分散体50gと、精製水75gと、FEPを固形分として54重量%含んでいる水系分散体97.2gと、シリコン系界面活性剤2.2gと、を混合してから、攪拌して調整した。
この分散液(B)における光触媒粉とFEPの重量比は、25:75であった。
【0027】
次いで、上述のようにして調整した分散液(B)を、PTFE層と、FEP層が既に形成された上述のシート基材の片面にバーコート法にて塗布した。シート基材の両面に分散液(B)を塗布することも勿論可能である。
【0028】
次いで、分散液(B)を塗布したシート基材をそのまま常温乾燥させた後、60℃で5分間更に乾燥させてから、360℃で3分間加熱し、焼成した。
【0029】
次いで、焼成したシート基材を自然乾燥させつつ冷却して、第2実施形態による光触媒シート製造方法を終了させた。自然乾燥によって、焼成したシート基材の温度を常温に戻すまでに要した時間は、7分であった。
【0030】
このようにして完成させた光触媒シート(試料2)の断面図は、図1に示したものと同様であった。
光触媒層の厚さは、3μmであった。
光触媒層の表面には、第1実施形態の場合と同様の微細なクラックが入っていた。
≪第3実施形態≫
第3実施形態による光触媒シート製造方法は、以下のようなものである。
【0031】
第3実施形態におけるシート基材は、第1実施形態と同様ガラス繊維を織って形成したものである。他のシート基材を用いることができるのは、第1実施形態と同様である。
第3実施形態でも、第1実施形態と同様に、シート基材の両面に、PTFEを含む前処理分散液(A)を塗布して焼成し、次いで、それにより形成されたPTFE層の両表面に、FEPを含む前処理分散液(B)を塗布して焼成してFEP層を形成した。
【0032】
次いで、分散液(C)を調整する。
分散液(C)は、線膨張係数が2(10−5/℃)以下である光触媒粉を含んでいる。この実施形態では、光触媒粉は、第1実施形態で説明した高活性タイプの酸化チタンの粉と、第2実施形態で説明したガス吸着タイプの酸化チタンの粉の双方を含んでいる。
分散液(C)は、また、線膨張係数が5(10−5/℃)以上である合成樹脂及び/又はゴム材料として、FEPを含んでいる。もっとも、これを他の材料に置換できることは第1実施形態の分散液(A)の場合と同様である。
分散液(C)は、高活性タイプの光触媒粉末を固形分として28重量%含んでいる水系分散体25gと、ガス吸着タイプの光触媒粉末を固形分として35重量%含んでいる水系分散体20gと、精製水67.5gと、FEPを固形分として54重量%含んでいる水系分散体77.8gと、シリコン系界面活性剤1.9gと、を混合してから、攪拌して調整した。
この分散液(C)における高活性タイプの光触媒粉と、ガス吸着タイプの光触媒粉と、FEPの重量比は、12.5:12.5:75であった。
【0033】
次いで、上述のようにして調整した分散液(C)を、PTFE層と、FEP層が既に形成された上述のシート基材の片面にバーコート法にて塗布した。シート基材の両面に分散液(C)を塗布することも可能である。
【0034】
次いで、分散液(C)を塗布したシート基材をそのまま常温乾燥させた後、60℃で5分間更に乾燥させてから、360℃で3分間加熱し、焼成した。
【0035】
次いで、焼成したシート基材を自然乾燥させつつ冷却して第3実施形態による光触媒シート製造方法を終了させた。
【0036】
これにより完成した光触媒シート(試料3)の断面図は、図1に示したものと同様である。
光触媒層の厚さは、3μmであった。
光触媒層の表面には、第1実施形態の場合と同様の微細なクラックが入っていた。
【0037】
≪第4実施形態≫
第4実施形態による光触媒シート製造方法は、以下のようなものである。
【0038】
第4実施形態におけるシート基材は、ポリエステル繊維を織って形成したものである。他のシート基材を用いることができるのは、第1実施形態と同様である。
第4実施形態では、シート基材の両面に、塩化ビニル樹脂を含む前処理分散液(C)を塗布する。前処理分散液(C)は、塩化ビニル樹脂、有機溶剤、可塑剤を混合したものである。
次いで、前処理分散液(C)を塗布したシート基材を加熱して、シート基材の両面に塩化ビニル樹脂を固定することにより、シート基材の両面に、塩化ビニル樹脂層を形成した。加熱の温度は100℃、加熱時間は1分とした。
次いで、前処理分散液(D)を、塩化ビニル樹脂層のうちの一方の表面に塗布した。前処理分散液(D)の塗布は、この実施形態では、グラビアコーターを用いて行った。なお、この実施形態で用いる前処理分散液(D)は、日本曹達株式会社製の商品名ビストレイターL、品番NRC−350Aをそれに使用した。
次いで、前処理分散液(D)を塗布したシート基材を、110℃で1分加熱して、前処理分散液(D)に含まれていた合成樹脂等をシート基材の片面に固定することにより、接着層を形成した。この接着層は、後述する分散液(D)に含まれる光触媒粉をシート基材に接着するように機能する。
【0039】
次いで、分散液(D)を調整する。
分散液(D)は、線膨張係数が2(10−5/℃)以下である光触媒粉を含んでいる。この実施形態では、光触媒粉は、第1実施形態で説明した高活性タイプの酸化チタンの粉である。
分散液(D)は、この実施形態では、日本曹達株式会社製の商品名ビストレイターL、品番NRC−360Cである。
【0040】
次いで、上述の分散液(D)を、前処理分散液(D)が既に塗布された上述のシート基材の片面に、グラビアコーターを用いて塗布した。分散液(D)を塗布した厚さは、0.5μmとした。シート基材の両面に分散液(D)を塗布することも可能である。
【0041】
次いで、分散液(D)を塗布したシート基材をそのまま常温乾燥させた後、100℃で1分間加熱し、自然乾燥させつつ冷却した。以上で、第4実施形態による光触媒シート製造方法を終了させた。
【0042】
これにより完成した光触媒シート(試料4)の断面図を、図3に示す。
光触媒シート20は、シート基材21の両面を覆う、前処理分散液(C)によって形成された塩化ビニル樹脂層22と、塩化ビニル樹脂層22の一方を覆う、前処理分散液(D)によって形成された接着層23と、この接着層23を覆う、分散液(D)によって形成された光触媒層24を備えている。
この光触媒層24は、その組成のうちの85重量%を光触媒粉が占めていた。光触媒層24の厚さは、0.5μmであった。
光触媒層24の表面には、第1実施形態の場合と同様の微細なクラックが入っていた。
【0043】
≪試験≫
試料1〜4について試験を行った。
行った試験は、以下の試験1と試験2の2種類である。
<試験1>
試験1は、試料1〜4に含まれる光触媒層が光触媒活性を有するか否かを評価するものである。硝酸銀水溶液による呈色反応後の色差により、光触媒活性の有無を評価する。
具体的には、試料1〜4を0.1mol/L(0.1N)の硝酸銀水溶液中に浸漬させた状態で、1mW/cm2の紫外線を1分間照射して、呈色反応を示したものは光触媒活性があったとし○、呈色反応を示さなかったものは光触媒活性がなかったとし×とした。
<試験2>
試験2は、試料1〜4に含まれる光触媒層のNOX除去性能を評価するものである。試験方法はJIS R 1701−1『ファインセラミックス-光触媒材料の空気浄化性能試験方法-第1部:窒素酸化物の除去性能』に準拠した。
【0044】
試験結果を、図4に示す。
図4に示したように、試料1〜試料4のすべてについて、試験1の結果が○となった。つまり、試料1〜試料4に含まれる光触媒層はすべて、光触媒活性を示した。
また、NOXの除去は試料1〜試料4のすべてで見られたが、NOXの除去量は、試料3のものが最大となった。これは、試料3の光触媒層に、高活性タイプの光触媒粉と、ガス吸着タイプの光触媒粉が含まれているからだと考えられる。
【符号の説明】
【0045】
10 光触媒シート
11 シート基材
12 PTFE層
13 FEP層
14 光触媒層
20 光触媒シート
21 シート基材
22 塩化ビニル樹脂層
23 接着層
24 光触媒層
【特許請求の範囲】
【請求項1】
シート基材の少なくとも一方の表面であり、光触媒層が設けられることで光酸化機能が与えられる特定表面に、光触媒層を形成する光触媒シートの製造方法であって、
前記特定表面に、線膨張係数が5(10−5/℃)以上であるフッ素樹脂であるPTFEを含有する分散液である前処理分散液を塗布し、
前記前処理分散液を塗布したシート基材を加熱し、
前記前処理分散液中のPTFEを固化させ、
前記前処理分散液中のPTFEを固化させた後の前記特定表面に、線膨張係数が5(10−5/℃)以上であるフッ素樹脂であるFEPと、線膨張係数が2(10−5/℃)以下である光触媒粉とを含有する光触媒分散液を塗布し、
前記光触媒分散液を塗布したシート基材を加熱し、
加熱したそのシート基材を常温まで10分以内で冷却することで、前記特定表面にクラックを有する3次元的表面構造を持つ光触媒層を設ける、
光触媒シートの製造方法。
【請求項2】
前記光触媒分散液によって形成される光触媒層の厚さを、0.5μm以上とする、
請求項1記載の光触媒シートの製造方法。
【請求項1】
シート基材の少なくとも一方の表面であり、光触媒層が設けられることで光酸化機能が与えられる特定表面に、光触媒層を形成する光触媒シートの製造方法であって、
前記特定表面に、線膨張係数が5(10−5/℃)以上であるフッ素樹脂であるPTFEを含有する分散液である前処理分散液を塗布し、
前記前処理分散液を塗布したシート基材を加熱し、
前記前処理分散液中のPTFEを固化させ、
前記前処理分散液中のPTFEを固化させた後の前記特定表面に、線膨張係数が5(10−5/℃)以上であるフッ素樹脂であるFEPと、線膨張係数が2(10−5/℃)以下である光触媒粉とを含有する光触媒分散液を塗布し、
前記光触媒分散液を塗布したシート基材を加熱し、
加熱したそのシート基材を常温まで10分以内で冷却することで、前記特定表面にクラックを有する3次元的表面構造を持つ光触媒層を設ける、
光触媒シートの製造方法。
【請求項2】
前記光触媒分散液によって形成される光触媒層の厚さを、0.5μm以上とする、
請求項1記載の光触媒シートの製造方法。
【図1】

【図3】
【図4】
【図2】
【図3】
【図4】
【図2】
【公開番号】特開2011−214215(P2011−214215A)
【公開日】平成23年10月27日(2011.10.27)
【国際特許分類】
【出願番号】特願2011−157881(P2011−157881)
【出願日】平成23年7月19日(2011.7.19)
【分割の表示】特願2005−175113(P2005−175113)の分割
【原出願日】平成17年6月15日(2005.6.15)
【出願人】(000204192)太陽工業株式会社 (174)
【Fターム(参考)】
【公開日】平成23年10月27日(2011.10.27)
【国際特許分類】
【出願日】平成23年7月19日(2011.7.19)
【分割の表示】特願2005−175113(P2005−175113)の分割
【原出願日】平成17年6月15日(2005.6.15)
【出願人】(000204192)太陽工業株式会社 (174)
【Fターム(参考)】
[ Back to top ]