
光触媒紙状体及びその製造方法
【課題】 光触媒活性を低下させることなく、紙力強度を高めることが可能な光触媒紙状体及びその製造方法の提供する。
【解決手段】 繊維と、バインダーとを混合して湿式抄造してなる基材シート5と、光触媒担持体と、繊維とを混合して湿式抄造してなるノーバインダーの表面用シート4とを重ねて乾燥手段3により乾燥させたため、バインダーによって紙力強度が向上するとともに、剥離剤を使用する必要がなく、その結果、光触媒がバインダー及び剥離剤に覆われることなく、良好な光触媒活性を維持することが可能となる。
【解決手段】 繊維と、バインダーとを混合して湿式抄造してなる基材シート5と、光触媒担持体と、繊維とを混合して湿式抄造してなるノーバインダーの表面用シート4とを重ねて乾燥手段3により乾燥させたため、バインダーによって紙力強度が向上するとともに、剥離剤を使用する必要がなく、その結果、光触媒がバインダー及び剥離剤に覆われることなく、良好な光触媒活性を維持することが可能となる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、有害物質分解能および脱臭能等に優れた光触媒を担持した紙状体に関するものであり、特に生活環境を改善するのに好適に使用されるものである。
【背景技術】
【0002】
近年、光触媒は、優れた有害物質分解能及び脱臭能等を有することから、環境浄化材として種々の製品への応用が検討されており、その一つとして、特許文献1に示すように、光触媒を担持させた無機繊維と基材繊維とを混抄してなる光触媒紙状体が知られている。
【特許文献1】特開2003−236391号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
上記光触媒紙状体は、優れた耐久性を備えたものであるが、紙製品の用途によっては紙力強度を上げることが必要になる場合があり、このような場合には、繊維同士を固着させる目的で、ポリビニルアルコールなどのバインダーが使用されている。
【0004】
しかしながら、上記光触媒紙状体においてバインダーを使用すると、溶融したバインダーが光触媒の表面を覆って、光触媒活性を低下させるという問題が生じていた。
【0005】
さらに、繊維とバインダーとを混抄して得られた湿紙を加熱ロールで乾燥させる場合、溶融して紙表面に滲み出たバインダーが加熱ロールに付着し、その結果、紙が加熱ロールに貼り付いて取れなくなるという問題があった。このような紙の貼り付きを防止するために、シリコーン系化合物、ポリオレフィン系化合物、アルキド樹脂あるいは長鎖アルキル基含有ポリマー等の剥離剤が一般的に使用されているが、剥離剤が光触媒に付着すると、光触媒活性を大幅に低下させてしまうといった問題も生じていた。
【0006】
特にシリコーン系化合物は、剥離剤として優れた効果を有する反面、著しく光触媒活性を低下させるため、得られた光触媒紙状体はほとんど光触媒能を発揮しなくなるという問題があった。
【0007】
そこで、本発明においては、光触媒活性を低下させることなく、紙力強度を高めることが可能な光触媒紙状体及びその製造方法の提供を目的とする。
【課題を解決するための手段】
【0008】
上記課題を解決するために、本発明では、繊維と、バインダーとを混合して湿式抄造してなる基材シートと、光触媒担持体と、繊維とを混合して湿式抄造してなるノーバインダーの表面用シートとを重ねて乾燥手段により乾燥させることを特徴とする。
【0009】
上記構成によれば、多層抄きによって紙状体を多層構造とし、基材層を形成する基材シートにのみバインダーを含有させ、表面層を形成する表面用シートにのみ光触媒を含有させて乾燥手段により加熱乾燥することで、バインダーによって紙力強度が向上するとともに、光触媒がバインダーに覆われることなく、良好な光触媒活性を維持することが可能となる。
【0010】
乾燥手段としては特に限定はないが、単筒式加熱ロール(いわゆるヤンキーロール)や多筒式加熱ロールを用いることができる。単筒式加熱ロールを使用する場合、基材シートと表面用シートとを重ね合せたシートを、表面用シート側が加熱ロールと接触するようにして加熱すれば、表面用シートの表面にバインダーが滲み出して加熱ロールに付着するおそれがない。
【0011】
すなわち、前述のごとく、バインダー入りの湿紙を加熱ロールで乾燥させる際には、表面に滲み出したバインダーによって紙が加熱ロールに貼り付くのを防止するために剥離剤が使用されていた。剥離剤は、通常、予め抄紙原料に内添するか、加熱ロールに塗布して使用されるが、紙表面を被覆するため、光触媒が剥離剤によって覆われて光触媒活性が著しく低下するという問題が生じていた。
【0012】
ところが、本発明に係る製造方法によれば、バインダーの滲み出しによる紙の加熱ロールへの貼り付きを防止できるだけでなく、剥離剤が不要となり、光触媒活性を良好に維持することができる。なお、この場合、加熱ロールへの紙の貼り付きを確実に防止するために、光触媒活性に影響を及ぼさない程度の微量の剥離剤を使用することもできる。
【0013】
上記方法によって得られる光触媒紙状体は、基材シート及び表面用シートとを用いた表面層/基材層の2層構造に限らず、例えば、繊維と、バインダーとを混合して湿式抄造してなる基材シートの両側に、光触媒担持体と、繊維とを混合して湿式抄造してなるノーバインダーの表面用シートを重ねた表面層/基材層/表面層の3層構造とし、これを乾燥手段により乾燥させることも可能である。
【0014】
この場合、紙状体の両面に表面用シートが配されているため、両面ともにバインダーの滲み出しを防止することができる。したがって、乾燥手段としては、単筒式加熱ロールのみならず、多筒式加熱ロールを使用した場合でも加熱ロールへのバインダーの付着を効果的に防止することが可能となる。
【0015】
また、基材シート及び表面用シートの2層構造において、基材シートの他面側(表面用シートを積層していない側)に他のシートを積層することも可能である。この場合、他のシートとして、ポリオレフィンフィルムを例示することができる。
【0016】
本発明において表面用シートがノーバインダーであるとは、バインダーをまったく含まない場合はもちろんのこと、光触媒活性を低下させず、剥離剤を使用しなくてもすむ程度の微量のバインダーを含有するものをも含む意である。
【0017】
本発明で得られた光触媒紙状体は、基材シートと表面用シートとが積層された積層構造を備えている。すなわち、本発明に係る光触媒紙状体は、繊維とバインダーとを含有する基材層と、基材層の少なくとも一方の面に形成された、光触媒担持体と繊維とを含有する表面層とを備えており、バインダーの存在量が、前記基材層よりも表面層の方が少ないことが特徴とされる。
【0018】
すなわち、多層抄きによって形成された基材層及び表面層を加熱乾燥すると、基材層に存在するバインダーが溶融して表面層へとしみ出すようになる。本発明では、このバインダーが表面層の表面から滲み出さないように、基材層から表面層に向ってバインダーの存在量が減少するように基材層のバインダー量及び乾燥条件を調節しており、これにより加熱ロールへのバインダーの付着が防止できる。
【0019】
各層におけるバインダーの存在量を簡単に比較する方法としては、熱板上に光触媒紙状体を所定時間置き、熱板側に表面層を向けた場合と、紙基材層を向けた場合とで、熱板上に付着するバインダーの量を比較すればよい。
【0020】
本発明における繊維は、抄紙原料として使用できるものであればよく、天然繊維や合成繊維などの有機繊維のほかにガラス繊維のような無機繊維を併用することも可能である。光触媒担持体に使用される光触媒としては、酸化チタン、酸化亜鉛、酸化セリウム、金属酸化物光触媒、無機光触媒または有機光触媒およびこれらの複合物が挙げられる。
【0021】
光触媒の担体としては耐久性の観点から無機物質が好ましく、また、繊維と混抄できて脱落しにくい点から繊維状物質が好ましい。このような繊維状の担体としては、セラミック繊維、ガラス繊維、鉱滓繊維等が挙げられるが、安全性、強度等に優れたセラミック繊維が好適に使用される。
【0022】
また、バインダーとしては、ポリビニルアルコール(PVA)のほかに、ビニロン、ポリエチレン、ポリエステル、ポリプロピレン、エチレン−酢酸ビニル共重合体(EVA)やその他熱融着性複合繊維等を使用することができる。
【発明の効果】
【0023】
本発明では、繊維と、バインダーとを混合して湿式抄造してなる基材シートと、光触媒担持体と、繊維とを混合して湿式抄造してなるノーバインダーの表面用シートとを重ねて乾燥手段により乾燥させたため、バインダーによって紙力強度が向上するとともに、光触媒がバインダーに覆われることなく、良好な光触媒活性を維持することが可能となる。
【0024】
また、湿紙を加熱ロールで乾燥する際にも、加熱ロール上にバインダーが付着するおそれがなく、また剥離剤を使用する必要がないため、光触媒の活性を良好に維持することができる。
【発明を実施するための最良の形態】
【0025】
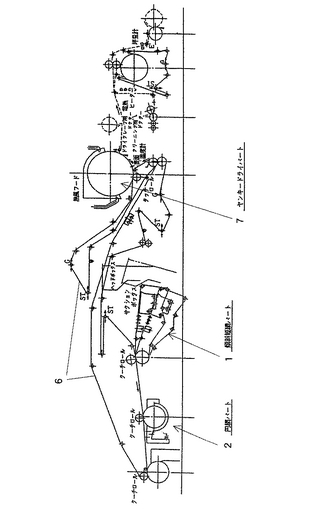
以下、図面に基づいて本発明の実施形態について説明する。図1は、本発明に係る光触媒紙状体の製造方法を実施する多層抄き機を示す概略図である。この多層抄き機は、ハーバー抄紙機の短網と同じ構造の傾斜短網パート1と、一般の順流式円網である円網パート2と、乾燥手段としての単筒式加熱ロール3とを備え、傾斜短網パート1で抄き上げた湿紙の下面に円網パート2で抄き上げた湿紙を重ね、重ね合わせた状態で単筒式加熱ロール3に接触させて乾燥する構成とされている。
【0026】
すなわち、傾斜短網パート1で表面用シート4が抄造され、円網パート2で基材シート5が抄造されて、これらシートが重ね合わせされた状態で搬送ベルト6によって単筒式加熱ロール3を有するヤンキードライパート7に搬送される。
【0027】
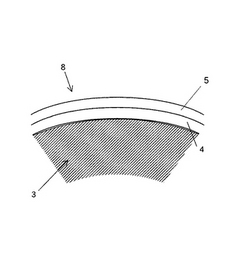
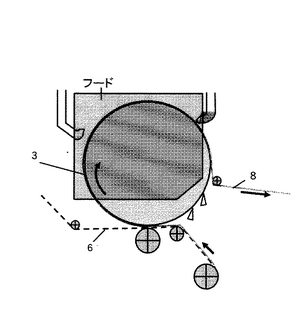
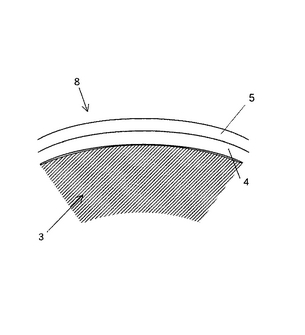
図2は、単筒式加熱ロール3を示す概略図であり、図3はその拡大図である。搬送ベルト6によって単筒式加熱ロール3まで搬送された湿紙は、表面用シート4側が単筒式加熱ロール3に接触するようにして加熱乾燥され、これによって、2層構造の光触媒紙状体8が得られる。
【0028】
基材シート5と表面シート4との比は基材シート/表面シート=10/90〜40/60(重量比)の範囲にするのが好ましい。上記範囲よりも基材層の割合が増えると場合によっては紙状体が加熱ロールからスムーズに剥離できなくなるおそれが生じ、また、上記範囲よりも基材層の割合が低くなると、紙力強度の改善効果が低くなる。
【0029】
表面層/基材層/表面層の3層構造の光触媒紙状体を製造するには、上記構成にさらに傾斜短網パートを組合わせればよい。なお、この場合の乾燥手段としては、単筒式加熱ロールの他に多筒式加熱ロールを使用することも可能である。
【実施例】
【0030】
以下、実施例を挙げて更に説明するが、本発明はこれらに限定されるものではない。なお、「%」の表示は「重量%」を意味し、「部」は「重量部」を意味するものである。
本実施例においては、本発明に係る光触媒紙状体として、具体的に障子紙及び耐水性向上紙を作製してその性能を評価した。
【0031】
[実施例1(障子紙の作製)]
先ず、上記多層抄き機の傾斜短網パート1の抄槽に、セラミック繊維の0.12%水懸濁液10部に、カチオン性凝集剤であるポリジアリルジメチルアンモニウムクロリドの0.012%水溶液1部を添加して600rpmで撹拌し、3分後に酸化チタン(石原産業社製、ST−01)の0.15%水懸濁液10部を加え、その3分後にアニオン性凝集剤(栗田工業社製、HH−351)の0.012%水溶液1部を加えて、セラミック繊維に酸化チタンを担持させた光触媒担持体の水懸濁液を調製した。
【0032】
次に、光触媒担持体の懸濁液が収容された上記抄槽に、リファイナーやビーターなどにより叩解したパルプと、パルパーなどにより分散させたレーヨンとを加え、原料の比率がパルプ/レーヨン/光触媒担持体(重量比)=55/35/10となるように調製した懸濁液を使用して混抄し、表面用シート4を得た。
【0033】
円網パート2の抄槽にはリファイナーやビーターなどにより叩解したパルプと、パルパーなどにより分散させた繊維状のバインダー(PVA)とを加えて水に懸濁させ、原料の比率がパルプ/PVA(重量比)=95/5となるように調製した懸濁液を使用して混抄し基材シート5を得た。
【0034】
以上のようにして得られた表面用シート4及び基材シート5を重ね合せて表面側シート4側が加熱ロール3(ロール表面温度:105℃)に接触するようにして加熱乾燥し、障子紙を作製した。得られた障子紙の坪量は、約60g/m2で、表面用シートと基材シートの重量比は80/20であった。
【0035】
[実施例2(耐水性向上紙の作製)]
光触媒担持体の調製は実施例1と同様にして、傾斜短網パート1の抄槽にパルプとポリエチレンテレフタレート(PET)とを加えて水に懸濁させ、原料の比率がパルプ/PET/光触媒担持体(重量比)=75/15/10となるように調製した懸濁液を使用して混抄し、表面用シート4を得た。
【0036】
次に、円網パート2の抄槽に原料の比率がパルプ/繊維状PVA(乾燥重量比)=95/5となるように調製した懸濁液を使用して混抄し基材シート5を得た。
【0037】
以上のようにして得られた表面用シート4及び基材シート5を重ね合せて表面用シート側が加熱ロール3(ロール表面温度:105℃)に接触するようにして加熱乾燥した。得られた耐水性向上紙の坪量は、約50g/m2で、表面用シート/基材シート(重量比)=80/20であった。
【0038】
[比較例]
実施例1で使用したのと同じ原料を使用し、多層抄き機の傾斜短網パート1の抄槽に原料の比率がパルプ/レーヨン/PVA/光触媒担持体(重量比)=52.5/32.5/5/10となるような懸濁液を調製して抄紙した。その後、抄紙した湿紙を単筒式加熱ロール(ロール表面温度:105℃)で乾燥させたところ、紙から滲み出たPVAにより、紙が加熱ロールに接着して剥離不能となった。
【0039】
そこで、加熱ロール3に剥離剤としてシリコーン系剥離剤(日華化学社製サントール311)を塗布することにより加熱ロール3から紙を剥離して坪量約60g/m2の障子紙を得た。これを比較例1とした。
【0040】
次に、実施例1で使用したのと同じ原料を使用し、多層抄き機の傾斜短網パート1の抄槽に原料の比率がパルプ/レーヨン/光触媒担持体(重量比)=55/35/10となるような懸濁液を調製して抄紙した。その後、抄紙した湿紙を単筒式加熱ロール3(ロール表面温度:105℃、剥離剤不使用)で乾燥させて坪量約60g/m2の障子紙を得た。これを比較例2とした。
【0041】
[評価試験]
上記4種類の試料(実施例1、2及び比較例1、2)を用いて以下の試験を行なった。
(1)ホルムアルデヒド吸着分解試験
石英製のカバーを有する体積200ccのステンレス反応容器に、25mm×25mmの大きさの実施例および比較例の紙状物を設置した後、反応容器に25ppmになるようにホルムアルデヒドをマイクロシリンジで注入した。紫外線照射下(波長365nm、0.3mW/cm2)において、所定時間毎に反応容器内のホルムアルデヒド濃度を測定した。ホルムアルデヒドの定量には、ガスクロマトグラフを使用した。試験結果を表1に示す。
【0042】
(2)紙力強度試験
紙力強度試験はJIS P 8113に準拠して、乾燥引張強度を測定した。試験結果を表1に示す。
【0043】
【表1】

【0044】
[評価結果]
比較例1の結果より、従来の1層構造の光触媒紙状体は、バインダーを配合することで加熱ロールに紙状体が貼り付いて剥離不可になるため、剥離剤を使用せざるを得ないのに対して、本発明に係る実施例1及び実施例2においては、2層構造で基材層にのみバインダーを配合したため、加熱ロールへの貼り付きはまったく見られず、剥離剤を使用する必要がない。
【0045】
また、表1によれば、光触媒のホルムアルデヒド分解除去効果は、実施例1及び2ともに良好であり、バインダーを使用していない比較例2と同等レベルであることが確認された。これに対して、バインダー及び剥離剤を使用した比較例1ではホルムアルデヒドはほとんど分解されておらず、光触媒活性がほとんど発揮されていないことが判明した。
【0046】
紙力強度については、2層構造で基材層にのみバインダーを含有させた実施例1の紙力強度は、1層構造でバインダーを使用した比較例1とほとんど同等レベルであり、バインダーを使用していない比較例2よりも大幅に紙力強度が向上していることが判る。また、繊維として強度の高いPETを配合した実施例2は、実施例1や比較例1よりもさらに紙力強度が向上していることが確認された。
【0047】
以上の結果より、本発明に係る光触媒紙状体の製造方法により得られた光触媒紙状体は、優れた紙力強度及び光触媒活性を兼ね備えていることが確認された。
【図面の簡単な説明】
【0048】
【図1】本発明に係る光触媒紙状体の製造方法を実施する多層抄き機の概略図
【図2】多層抄き機における単筒式加熱ロールを示す図
【図3】図2の拡大図
【符号の説明】
【0049】
1 傾斜短網パート
2 円網パート
3 単筒式加熱ロール
4 表面用シート
5 基材シート
6 搬送ベルト
7 ヤンキードライパート
8 光触媒紙状体
【技術分野】
【0001】
本発明は、有害物質分解能および脱臭能等に優れた光触媒を担持した紙状体に関するものであり、特に生活環境を改善するのに好適に使用されるものである。
【背景技術】
【0002】
近年、光触媒は、優れた有害物質分解能及び脱臭能等を有することから、環境浄化材として種々の製品への応用が検討されており、その一つとして、特許文献1に示すように、光触媒を担持させた無機繊維と基材繊維とを混抄してなる光触媒紙状体が知られている。
【特許文献1】特開2003−236391号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
上記光触媒紙状体は、優れた耐久性を備えたものであるが、紙製品の用途によっては紙力強度を上げることが必要になる場合があり、このような場合には、繊維同士を固着させる目的で、ポリビニルアルコールなどのバインダーが使用されている。
【0004】
しかしながら、上記光触媒紙状体においてバインダーを使用すると、溶融したバインダーが光触媒の表面を覆って、光触媒活性を低下させるという問題が生じていた。
【0005】
さらに、繊維とバインダーとを混抄して得られた湿紙を加熱ロールで乾燥させる場合、溶融して紙表面に滲み出たバインダーが加熱ロールに付着し、その結果、紙が加熱ロールに貼り付いて取れなくなるという問題があった。このような紙の貼り付きを防止するために、シリコーン系化合物、ポリオレフィン系化合物、アルキド樹脂あるいは長鎖アルキル基含有ポリマー等の剥離剤が一般的に使用されているが、剥離剤が光触媒に付着すると、光触媒活性を大幅に低下させてしまうといった問題も生じていた。
【0006】
特にシリコーン系化合物は、剥離剤として優れた効果を有する反面、著しく光触媒活性を低下させるため、得られた光触媒紙状体はほとんど光触媒能を発揮しなくなるという問題があった。
【0007】
そこで、本発明においては、光触媒活性を低下させることなく、紙力強度を高めることが可能な光触媒紙状体及びその製造方法の提供を目的とする。
【課題を解決するための手段】
【0008】
上記課題を解決するために、本発明では、繊維と、バインダーとを混合して湿式抄造してなる基材シートと、光触媒担持体と、繊維とを混合して湿式抄造してなるノーバインダーの表面用シートとを重ねて乾燥手段により乾燥させることを特徴とする。
【0009】
上記構成によれば、多層抄きによって紙状体を多層構造とし、基材層を形成する基材シートにのみバインダーを含有させ、表面層を形成する表面用シートにのみ光触媒を含有させて乾燥手段により加熱乾燥することで、バインダーによって紙力強度が向上するとともに、光触媒がバインダーに覆われることなく、良好な光触媒活性を維持することが可能となる。
【0010】
乾燥手段としては特に限定はないが、単筒式加熱ロール(いわゆるヤンキーロール)や多筒式加熱ロールを用いることができる。単筒式加熱ロールを使用する場合、基材シートと表面用シートとを重ね合せたシートを、表面用シート側が加熱ロールと接触するようにして加熱すれば、表面用シートの表面にバインダーが滲み出して加熱ロールに付着するおそれがない。
【0011】
すなわち、前述のごとく、バインダー入りの湿紙を加熱ロールで乾燥させる際には、表面に滲み出したバインダーによって紙が加熱ロールに貼り付くのを防止するために剥離剤が使用されていた。剥離剤は、通常、予め抄紙原料に内添するか、加熱ロールに塗布して使用されるが、紙表面を被覆するため、光触媒が剥離剤によって覆われて光触媒活性が著しく低下するという問題が生じていた。
【0012】
ところが、本発明に係る製造方法によれば、バインダーの滲み出しによる紙の加熱ロールへの貼り付きを防止できるだけでなく、剥離剤が不要となり、光触媒活性を良好に維持することができる。なお、この場合、加熱ロールへの紙の貼り付きを確実に防止するために、光触媒活性に影響を及ぼさない程度の微量の剥離剤を使用することもできる。
【0013】
上記方法によって得られる光触媒紙状体は、基材シート及び表面用シートとを用いた表面層/基材層の2層構造に限らず、例えば、繊維と、バインダーとを混合して湿式抄造してなる基材シートの両側に、光触媒担持体と、繊維とを混合して湿式抄造してなるノーバインダーの表面用シートを重ねた表面層/基材層/表面層の3層構造とし、これを乾燥手段により乾燥させることも可能である。
【0014】
この場合、紙状体の両面に表面用シートが配されているため、両面ともにバインダーの滲み出しを防止することができる。したがって、乾燥手段としては、単筒式加熱ロールのみならず、多筒式加熱ロールを使用した場合でも加熱ロールへのバインダーの付着を効果的に防止することが可能となる。
【0015】
また、基材シート及び表面用シートの2層構造において、基材シートの他面側(表面用シートを積層していない側)に他のシートを積層することも可能である。この場合、他のシートとして、ポリオレフィンフィルムを例示することができる。
【0016】
本発明において表面用シートがノーバインダーであるとは、バインダーをまったく含まない場合はもちろんのこと、光触媒活性を低下させず、剥離剤を使用しなくてもすむ程度の微量のバインダーを含有するものをも含む意である。
【0017】
本発明で得られた光触媒紙状体は、基材シートと表面用シートとが積層された積層構造を備えている。すなわち、本発明に係る光触媒紙状体は、繊維とバインダーとを含有する基材層と、基材層の少なくとも一方の面に形成された、光触媒担持体と繊維とを含有する表面層とを備えており、バインダーの存在量が、前記基材層よりも表面層の方が少ないことが特徴とされる。
【0018】
すなわち、多層抄きによって形成された基材層及び表面層を加熱乾燥すると、基材層に存在するバインダーが溶融して表面層へとしみ出すようになる。本発明では、このバインダーが表面層の表面から滲み出さないように、基材層から表面層に向ってバインダーの存在量が減少するように基材層のバインダー量及び乾燥条件を調節しており、これにより加熱ロールへのバインダーの付着が防止できる。
【0019】
各層におけるバインダーの存在量を簡単に比較する方法としては、熱板上に光触媒紙状体を所定時間置き、熱板側に表面層を向けた場合と、紙基材層を向けた場合とで、熱板上に付着するバインダーの量を比較すればよい。
【0020】
本発明における繊維は、抄紙原料として使用できるものであればよく、天然繊維や合成繊維などの有機繊維のほかにガラス繊維のような無機繊維を併用することも可能である。光触媒担持体に使用される光触媒としては、酸化チタン、酸化亜鉛、酸化セリウム、金属酸化物光触媒、無機光触媒または有機光触媒およびこれらの複合物が挙げられる。
【0021】
光触媒の担体としては耐久性の観点から無機物質が好ましく、また、繊維と混抄できて脱落しにくい点から繊維状物質が好ましい。このような繊維状の担体としては、セラミック繊維、ガラス繊維、鉱滓繊維等が挙げられるが、安全性、強度等に優れたセラミック繊維が好適に使用される。
【0022】
また、バインダーとしては、ポリビニルアルコール(PVA)のほかに、ビニロン、ポリエチレン、ポリエステル、ポリプロピレン、エチレン−酢酸ビニル共重合体(EVA)やその他熱融着性複合繊維等を使用することができる。
【発明の効果】
【0023】
本発明では、繊維と、バインダーとを混合して湿式抄造してなる基材シートと、光触媒担持体と、繊維とを混合して湿式抄造してなるノーバインダーの表面用シートとを重ねて乾燥手段により乾燥させたため、バインダーによって紙力強度が向上するとともに、光触媒がバインダーに覆われることなく、良好な光触媒活性を維持することが可能となる。
【0024】
また、湿紙を加熱ロールで乾燥する際にも、加熱ロール上にバインダーが付着するおそれがなく、また剥離剤を使用する必要がないため、光触媒の活性を良好に維持することができる。
【発明を実施するための最良の形態】
【0025】
以下、図面に基づいて本発明の実施形態について説明する。図1は、本発明に係る光触媒紙状体の製造方法を実施する多層抄き機を示す概略図である。この多層抄き機は、ハーバー抄紙機の短網と同じ構造の傾斜短網パート1と、一般の順流式円網である円網パート2と、乾燥手段としての単筒式加熱ロール3とを備え、傾斜短網パート1で抄き上げた湿紙の下面に円網パート2で抄き上げた湿紙を重ね、重ね合わせた状態で単筒式加熱ロール3に接触させて乾燥する構成とされている。
【0026】
すなわち、傾斜短網パート1で表面用シート4が抄造され、円網パート2で基材シート5が抄造されて、これらシートが重ね合わせされた状態で搬送ベルト6によって単筒式加熱ロール3を有するヤンキードライパート7に搬送される。
【0027】
図2は、単筒式加熱ロール3を示す概略図であり、図3はその拡大図である。搬送ベルト6によって単筒式加熱ロール3まで搬送された湿紙は、表面用シート4側が単筒式加熱ロール3に接触するようにして加熱乾燥され、これによって、2層構造の光触媒紙状体8が得られる。
【0028】
基材シート5と表面シート4との比は基材シート/表面シート=10/90〜40/60(重量比)の範囲にするのが好ましい。上記範囲よりも基材層の割合が増えると場合によっては紙状体が加熱ロールからスムーズに剥離できなくなるおそれが生じ、また、上記範囲よりも基材層の割合が低くなると、紙力強度の改善効果が低くなる。
【0029】
表面層/基材層/表面層の3層構造の光触媒紙状体を製造するには、上記構成にさらに傾斜短網パートを組合わせればよい。なお、この場合の乾燥手段としては、単筒式加熱ロールの他に多筒式加熱ロールを使用することも可能である。
【実施例】
【0030】
以下、実施例を挙げて更に説明するが、本発明はこれらに限定されるものではない。なお、「%」の表示は「重量%」を意味し、「部」は「重量部」を意味するものである。
本実施例においては、本発明に係る光触媒紙状体として、具体的に障子紙及び耐水性向上紙を作製してその性能を評価した。
【0031】
[実施例1(障子紙の作製)]
先ず、上記多層抄き機の傾斜短網パート1の抄槽に、セラミック繊維の0.12%水懸濁液10部に、カチオン性凝集剤であるポリジアリルジメチルアンモニウムクロリドの0.012%水溶液1部を添加して600rpmで撹拌し、3分後に酸化チタン(石原産業社製、ST−01)の0.15%水懸濁液10部を加え、その3分後にアニオン性凝集剤(栗田工業社製、HH−351)の0.012%水溶液1部を加えて、セラミック繊維に酸化チタンを担持させた光触媒担持体の水懸濁液を調製した。
【0032】
次に、光触媒担持体の懸濁液が収容された上記抄槽に、リファイナーやビーターなどにより叩解したパルプと、パルパーなどにより分散させたレーヨンとを加え、原料の比率がパルプ/レーヨン/光触媒担持体(重量比)=55/35/10となるように調製した懸濁液を使用して混抄し、表面用シート4を得た。
【0033】
円網パート2の抄槽にはリファイナーやビーターなどにより叩解したパルプと、パルパーなどにより分散させた繊維状のバインダー(PVA)とを加えて水に懸濁させ、原料の比率がパルプ/PVA(重量比)=95/5となるように調製した懸濁液を使用して混抄し基材シート5を得た。
【0034】
以上のようにして得られた表面用シート4及び基材シート5を重ね合せて表面側シート4側が加熱ロール3(ロール表面温度:105℃)に接触するようにして加熱乾燥し、障子紙を作製した。得られた障子紙の坪量は、約60g/m2で、表面用シートと基材シートの重量比は80/20であった。
【0035】
[実施例2(耐水性向上紙の作製)]
光触媒担持体の調製は実施例1と同様にして、傾斜短網パート1の抄槽にパルプとポリエチレンテレフタレート(PET)とを加えて水に懸濁させ、原料の比率がパルプ/PET/光触媒担持体(重量比)=75/15/10となるように調製した懸濁液を使用して混抄し、表面用シート4を得た。
【0036】
次に、円網パート2の抄槽に原料の比率がパルプ/繊維状PVA(乾燥重量比)=95/5となるように調製した懸濁液を使用して混抄し基材シート5を得た。
【0037】
以上のようにして得られた表面用シート4及び基材シート5を重ね合せて表面用シート側が加熱ロール3(ロール表面温度:105℃)に接触するようにして加熱乾燥した。得られた耐水性向上紙の坪量は、約50g/m2で、表面用シート/基材シート(重量比)=80/20であった。
【0038】
[比較例]
実施例1で使用したのと同じ原料を使用し、多層抄き機の傾斜短網パート1の抄槽に原料の比率がパルプ/レーヨン/PVA/光触媒担持体(重量比)=52.5/32.5/5/10となるような懸濁液を調製して抄紙した。その後、抄紙した湿紙を単筒式加熱ロール(ロール表面温度:105℃)で乾燥させたところ、紙から滲み出たPVAにより、紙が加熱ロールに接着して剥離不能となった。
【0039】
そこで、加熱ロール3に剥離剤としてシリコーン系剥離剤(日華化学社製サントール311)を塗布することにより加熱ロール3から紙を剥離して坪量約60g/m2の障子紙を得た。これを比較例1とした。
【0040】
次に、実施例1で使用したのと同じ原料を使用し、多層抄き機の傾斜短網パート1の抄槽に原料の比率がパルプ/レーヨン/光触媒担持体(重量比)=55/35/10となるような懸濁液を調製して抄紙した。その後、抄紙した湿紙を単筒式加熱ロール3(ロール表面温度:105℃、剥離剤不使用)で乾燥させて坪量約60g/m2の障子紙を得た。これを比較例2とした。
【0041】
[評価試験]
上記4種類の試料(実施例1、2及び比較例1、2)を用いて以下の試験を行なった。
(1)ホルムアルデヒド吸着分解試験
石英製のカバーを有する体積200ccのステンレス反応容器に、25mm×25mmの大きさの実施例および比較例の紙状物を設置した後、反応容器に25ppmになるようにホルムアルデヒドをマイクロシリンジで注入した。紫外線照射下(波長365nm、0.3mW/cm2)において、所定時間毎に反応容器内のホルムアルデヒド濃度を測定した。ホルムアルデヒドの定量には、ガスクロマトグラフを使用した。試験結果を表1に示す。
【0042】
(2)紙力強度試験
紙力強度試験はJIS P 8113に準拠して、乾燥引張強度を測定した。試験結果を表1に示す。
【0043】
【表1】
【0044】
[評価結果]
比較例1の結果より、従来の1層構造の光触媒紙状体は、バインダーを配合することで加熱ロールに紙状体が貼り付いて剥離不可になるため、剥離剤を使用せざるを得ないのに対して、本発明に係る実施例1及び実施例2においては、2層構造で基材層にのみバインダーを配合したため、加熱ロールへの貼り付きはまったく見られず、剥離剤を使用する必要がない。
【0045】
また、表1によれば、光触媒のホルムアルデヒド分解除去効果は、実施例1及び2ともに良好であり、バインダーを使用していない比較例2と同等レベルであることが確認された。これに対して、バインダー及び剥離剤を使用した比較例1ではホルムアルデヒドはほとんど分解されておらず、光触媒活性がほとんど発揮されていないことが判明した。
【0046】
紙力強度については、2層構造で基材層にのみバインダーを含有させた実施例1の紙力強度は、1層構造でバインダーを使用した比較例1とほとんど同等レベルであり、バインダーを使用していない比較例2よりも大幅に紙力強度が向上していることが判る。また、繊維として強度の高いPETを配合した実施例2は、実施例1や比較例1よりもさらに紙力強度が向上していることが確認された。
【0047】
以上の結果より、本発明に係る光触媒紙状体の製造方法により得られた光触媒紙状体は、優れた紙力強度及び光触媒活性を兼ね備えていることが確認された。
【図面の簡単な説明】
【0048】
【図1】本発明に係る光触媒紙状体の製造方法を実施する多層抄き機の概略図
【図2】多層抄き機における単筒式加熱ロールを示す図
【図3】図2の拡大図
【符号の説明】
【0049】
1 傾斜短網パート
2 円網パート
3 単筒式加熱ロール
4 表面用シート
5 基材シート
6 搬送ベルト
7 ヤンキードライパート
8 光触媒紙状体
【特許請求の範囲】
【請求項1】
繊維と、バインダーとを混合して湿式抄造してなる基材シートと、光触媒担持体と、繊維とを混合して湿式抄造してなるノーバインダーの表面用シートとを重ねて乾燥手段により乾燥させることを特徴とする光触媒紙状体の製造方法。
【請求項2】
前記乾燥手段として単筒式加熱ロールを使用し、前記基材シートと表面用シートとを重ね合せたシートを、表面用シート側が前記加熱ロールと接触するようにして加熱することを特徴とする請求項1記載の光触媒紙状体の製造方法。
【請求項3】
繊維と、バインダーとを混合して湿式抄造してなる基材シートの両側に、光触媒担持体と、繊維とを混合して湿式抄造してなるノーバインダーの表面用シートを重ねて乾燥手段により乾燥させることを特徴とする光触媒紙状体の製造方法。
【請求項4】
前記加熱手段として多筒式加熱ロールを使用することを特徴とする請求項3記載の光触媒紙状体の製造方法。
【請求項5】
前記光触媒担持体は、光触媒を無機繊維に担持させたものである請求項1〜4のいずれかに記載の光触媒紙状体の製造方法。
【請求項6】
繊維とバインダーとを含有する基材層と、該基材層の少なくとも一方の面に形成された、光触媒担持体と繊維とを含有する表面層とを備え、前記バインダーの存在量が、前記基材層よりも表面層の方が少ないことを特徴とする光触媒紙状体。
【請求項7】
前記基材層及び表面層が多層抄きによって形成され、前記表面層に存在するバインダーは、前記基材層及び表面層を加熱乾燥するときに、前記基材層に存在するバインダーが溶融して表面層にしみ出したものである請求項6記載の光触媒紙状体。
【請求項8】
前記光触媒担持体は、光触媒を無機繊維に担持させたものである請求項6又は7記載の光触媒紙状体。
【請求項1】
繊維と、バインダーとを混合して湿式抄造してなる基材シートと、光触媒担持体と、繊維とを混合して湿式抄造してなるノーバインダーの表面用シートとを重ねて乾燥手段により乾燥させることを特徴とする光触媒紙状体の製造方法。
【請求項2】
前記乾燥手段として単筒式加熱ロールを使用し、前記基材シートと表面用シートとを重ね合せたシートを、表面用シート側が前記加熱ロールと接触するようにして加熱することを特徴とする請求項1記載の光触媒紙状体の製造方法。
【請求項3】
繊維と、バインダーとを混合して湿式抄造してなる基材シートの両側に、光触媒担持体と、繊維とを混合して湿式抄造してなるノーバインダーの表面用シートを重ねて乾燥手段により乾燥させることを特徴とする光触媒紙状体の製造方法。
【請求項4】
前記加熱手段として多筒式加熱ロールを使用することを特徴とする請求項3記載の光触媒紙状体の製造方法。
【請求項5】
前記光触媒担持体は、光触媒を無機繊維に担持させたものである請求項1〜4のいずれかに記載の光触媒紙状体の製造方法。
【請求項6】
繊維とバインダーとを含有する基材層と、該基材層の少なくとも一方の面に形成された、光触媒担持体と繊維とを含有する表面層とを備え、前記バインダーの存在量が、前記基材層よりも表面層の方が少ないことを特徴とする光触媒紙状体。
【請求項7】
前記基材層及び表面層が多層抄きによって形成され、前記表面層に存在するバインダーは、前記基材層及び表面層を加熱乾燥するときに、前記基材層に存在するバインダーが溶融して表面層にしみ出したものである請求項6記載の光触媒紙状体。
【請求項8】
前記光触媒担持体は、光触媒を無機繊維に担持させたものである請求項6又は7記載の光触媒紙状体。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2006−214044(P2006−214044A)
【公開日】平成18年8月17日(2006.8.17)
【国際特許分類】
【出願番号】特願2005−29434(P2005−29434)
【出願日】平成17年2月4日(2005.2.4)
【出願人】(592134583)愛媛県 (53)
【出願人】(390000387)福助工業株式会社 (22)
【出願人】(596054548)丸三製紙株式会社 (1)
【Fターム(参考)】
【公開日】平成18年8月17日(2006.8.17)
【国際特許分類】
【出願日】平成17年2月4日(2005.2.4)
【出願人】(592134583)愛媛県 (53)
【出願人】(390000387)福助工業株式会社 (22)
【出願人】(596054548)丸三製紙株式会社 (1)
【Fターム(参考)】
[ Back to top ]