
光路変換素子及びその製造方法
【課題】 機械的強度を備えながらコアの曲率半径を小さくできると共に小型化を図ることが可能な光路変換素子、及び簡単且つ安価に光路変換素子の製造が可能な光路変換素子の製造方法を提供する。
【解決手段】 光路変換素子1は、第1の光硬化樹脂から形成される複数の板状体部11が所定の距離に配置されたクラッド1と、板状体部11間に挟まれるようにしてクラッド1にL字形に設けられると共に第1の光硬化樹脂よりも屈折率が大きい第2の光硬化樹脂から形成される第1及び第2のコア2,3とを有している。第1及び第2のコア2,3と板状体部11とは、交互に配置されている。
【解決手段】 光路変換素子1は、第1の光硬化樹脂から形成される複数の板状体部11が所定の距離に配置されたクラッド1と、板状体部11間に挟まれるようにしてクラッド1にL字形に設けられると共に第1の光硬化樹脂よりも屈折率が大きい第2の光硬化樹脂から形成される第1及び第2のコア2,3とを有している。第1及び第2のコア2,3と板状体部11とは、交互に配置されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、光路を所定の角度に変換する光路変換素子及びその製造方法に関する。
【背景技術】
【0002】
デジタル電子機器等においては、大量のデータをメタル配線により伝送することに限界が見えてきている。そこで、メタル配線に加えて光ファイバ等の光伝送媒体による光電気混在の伝送が注目されている。光伝送を行う場合、電気−光変換、または、光−電気変換、を行うに際し、光半導体素子と光伝送媒体との間に光路を所定の角度、例えば90°や180°変換する光路変換素子を設けたい場合がある。光路を90°に変換する光路変換素子として、例えば非特許文献1に示される光路変換素子(光軸変換素子)がある。この光路変換素子について図6を示して説明する。
【0003】
図6は、従来の光路変換素子を示す断面図である。この光路変換素子200は、所定の曲率半径を持ったガイド孔202A,202Bが設けられているブロック201と、ガイド孔202A,202Bに挿入されたシリカ光ファイバアレイ203A,203Bとを備えて構成されている。すなわち、ブロック201の上面側に穿設されたガイド孔202A,202Bはカーブを描きながら図6におけるブロック201の右側面側に至るようにして形成されており、ガイド孔202A,202Bに挿入されたシリカ光ファイバアレイ203A,203Bは90°方向に折り曲げられるようにして配置されている。
【0004】
そして、ブロック201の上面側に位置するシリカ光ファイバアレイ203A,203Bの端部に矢印B方向からそれぞれ光を入射すると、入射された光はシリカ光ファイバアレイ203A,203B内をそれぞれ伝搬し、90°折り曲げられてブロック201の右側面に位置するシリカ光ファイバアレイ203A,203Bの端部から矢印C方向へ出射する。
【先行技術文献】
【非特許文献】
【0005】
【非特許文献1】TECHNO−COSMOS 2008 Mar.Vol.21[「ポリマー光導波路材料「グラシアWG」を用いた光インターコネクト用積層型光導波路」]
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、上述した従来の光路変換素子は、ファイバを屈曲させているためコアの曲率半径を小さくすることが難しく、装置全体の小型化を図ることが困難であった。また、曲率半径を小さくすることが可能な光路変換素子であっても、コア部とクラッド部の屈折率差が小さいことから光取り出し効率が悪化してしまい、曲げ部の曲率半径を小さくするには限界(例えば、2mmまで)があった。さらに、光路変換素子の構造的な強度も確保する必要がある。
【0007】
従って、本発明の目的は、機械的強度や高い光取り出し効率を備えながらコアの曲率半径を小さくして小型化を図ることが可能な光路変換素子を提供することにある。
【0008】
また、本発明の他の目的は、簡単且つ安価に曲率半径の小さな光路変換素子を製造することが可能な光路変換素子の製造方法を提供することにある。
【0009】
さらに、本発明の他の目的は、外部からの力に対しても容易に変形することを防止して小型でありながら取り扱いの容易な光路変換素子及びその製造方法を提供することにある。
【課題を解決するための手段】
【0010】
上記目的を達成するため、請求項1に記載の本発明は、複数の板状体部を備え、板状体部が所定の距離を隔てて配置されたクラッドと、板状体部の相互間に挟まれるようにしてクラッドに設けられ、クラッドよりも屈折率が大きく且つ全体が所定の角度を有する光硬化樹脂から形成されるコアとを有することを特徴とする光路変換素子を提供する。
【0011】
上記目的を達成するため、請求項2に記載の本発明は、請求項1に記載の光路変換素子において、コアが板状体部によって挟持されていない部分のクラッドの相互間は、空気層となっていることを特徴とする。
【0012】
上記目的を達成するため、請求項3に記載の本発明は、請求項1に記載の光路変換素子において、コアは、曲率半径の異なる複数のコアが同一平面上に相似に配設されていることを特徴とする。
【0013】
上記目的を達成するため、請求項4に記載の本発明は、請求項1から3のいずれか1項に記載の光路変換素子において、互いに隣り合う板状体部の相互間に、コアに入射された光に対して光学的に影響を与えない部分に補強部を設けたことを特徴とする。
【0014】
上記目的を達成するため、請求項5に記載の本発明は、所定間隔を隔てて配設された複数の板状体部を有するクラッドを製造する第1の工程と、クラッドよりも屈折率が大きい光硬化樹脂を複数の板状体部の相互間に介在させ、コア形状に対応したスリットを有するコア用のフォトマスクを通して光を照射し、この光を照射した部分が硬化後に光を照射しなかった部分を除去してコアを製造する第2の工程とを有することを特徴とする光路変換素子の製造方法を提供する。
【0015】
上記目的を達成するため、請求項6に記載の本発明は、請求項5に記載の光路変換素子の製造方法において、第1の工程は、所定のサイズを有するクラッド用の光硬化樹脂に対し、板状体部及び連結部を形成するために開口部が櫛形のスリット形状を有するクラッド用のフォトマスクを通して光を照射し、この光を照射した部分が硬化後に光を照射しなかった部分を除去してクラッドを製造することを特徴とする。
【0016】
上記目的を達成するため、請求項7に記載の本発明は、請求項5に記載の光路変換素子の製造方法において、第2の工程は、複数のコアに対応した形状を有するフォトマスクをコア用のフォトマスクに用い、複数のコアを同時に作製することを特徴とする。
【0017】
上記目的を達成するため、請求項8に記載の本発明は、請求項5から7のいずれか1項に記載の光路変換素子の製造方法において、第2の工程は、コアを製造するための光硬化樹脂のうち、コアに入射された光に対して光学的に影響を与えない部分を光硬化することによって補強部を形成することをさらに備えていることを特徴とする。
【発明の効果】
【0018】
本発明の光路変換素子によれば、機械的強度や高い光取り出し効率を備えながらコアの曲率半径を小さくすることを可能としたので容易に小型化を図ることができるという効果がある。
【0019】
本発明の光路変換素子の製造方法によれば、簡単且つ安価に曲率半径の小さな光路変換素子を製造することができるという効果がある。
【図面の簡単な説明】
【0020】
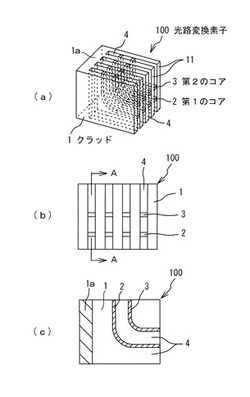
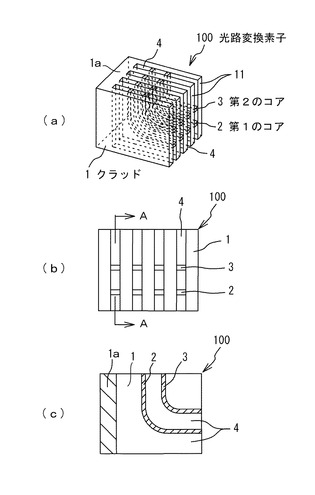
【図1】図1(a)〜(c)は、本発明の実施の形態に係る光路変換素子を示し、(a)は斜視図、(b)は(a)の右側面図、(c)は(b)のA−A線断面図である。
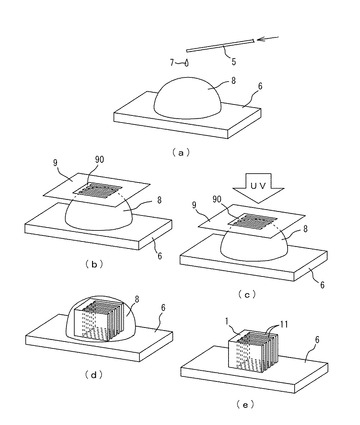
【図2】図2(a)〜(e)は、図1に示す光路変換素子のクラッドの製造工程を示す図である。
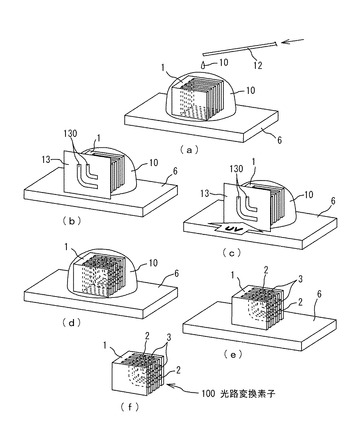
【図3】図3(a)〜(f)は、図1に示す光路変換素子のコアの製造工程を示す図である。
【図4】本発明の実施の形態に係る光路変換素子の実施例を示す特性図である。
【図5】光路変換素子の比較例を示す特性図である。
【図6】従来の光路変換素子を示す断面図である。
【図7】図7(a)〜(c)は、補強部を備えた光路変換素子を示し、(a)は斜視図、(b)は(a)の右側面図、(c)は(b)のA−A線断面図である。
【図8】補強部の他の形成位置を示す図である。
【発明を実施するための形態】
【0021】
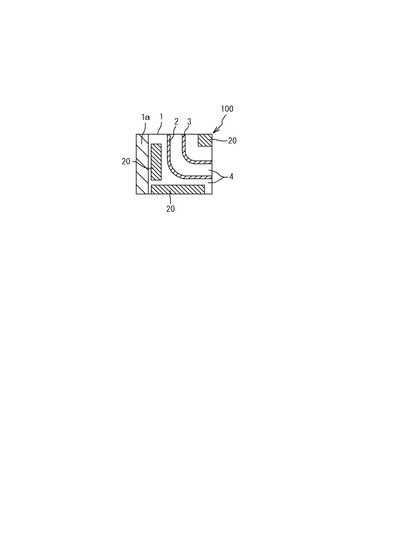
本発明に係る光路変換素子及びその製造方法について図面を参照しつつ以下詳細に説明する。図1は、本発明に係る光路変換素子の一実施形態を示し、(a)は斜視図、(b)は(a)の右側面図、(c)は(b)のA−A線断面図である。図示された光路変換素子100は、同一サイズの複数の板状体部11が等間隔(例えば、250μm間隔)に配置されると共に、板状体部11の各一端が連結部1aによって連結されて形成されたクラッド1と、このクラッド1内に所定間隔に設けられた略L字形又は櫛形の複数の第1及び第2のコア2,3とを有して形成されている。なお、複数の板状体部11は、例えば、厚みが200μmを有している。
【0022】
クラッド1と第1及び第2のコア2,3は、いずれも光硬化樹脂から形成されるが、クラッド1を形成する光硬化樹脂(第1の光硬化樹脂)の屈折率は第1及び第2のコア2,3を形成する光硬化樹脂(第2の光硬化樹脂)の屈折率よりも小さくなっている。例えば、第1の光硬化樹脂の屈折率を1.52、第2の光硬化樹脂の屈折率を1.55とする組合せや、第1の光硬化樹脂の屈折率を1.498、第2の光硬化樹脂の屈折率を1.569とする組合せ等がある。なお、上記光硬化樹脂には、紫外線の照射によって硬化する紫外線硬化樹脂などが含まれる。
【0023】
第1及び第2のコア2,3は、その両側面(図1(b)に示すコア2,3の左右側)がクラッド1の隣り合う2つの板状体部11にそれぞれ接する様にして同一平面に設けられている。更に、第1及び第2のコア2,3を除くクラッド1の板状体部11の相互間には、第1及び第2のコア2,3が介在しない空気層4が形成されている。
【0024】
ここで、第2のコア3は、図1(c)に示すように、第1のコア2の内側に設けられているので、その全長は第1のコア2より短く、且つ、曲率半径は小さくなっている。また、複数の第1のコア2と複数の第2のコア3とによってm×nチャンネルのマルチコアを形成している。第1及び第2のコア2,3のそれぞれは、図1(a),(c)に示すように、共にカーブを描くようにして90°に折り曲げられており、その折り曲げ部は所定の曲率半径(R)、例えば第1のコア2は、R=0.25mmを有している。
【0025】
なお、光路変換素子100は、第1及び第2のコア2,3のいずれか一方のみが設けられた構成であってもよい。或いは、第3のコア又はそれ以上の数のコアを有する構成であってもよい。
【0026】
上記の構成による光路変換素子100は、櫛形とされた板状体部11の開放端側は互いに隣り合う2つ板状体部11,11に挟まれるようにして形成された空気層4となっていることから、図1(b)における左右の側面の上部又は下部に力が加わった場合には板状体部11、すなわち、クラッド1が変形するおそれがある。そのため、図7に示す実施形態では、コア2,3に入射された光に対して光学的に影響を与えない部分に補強部20が設けられている。
【0027】
すなわち、図7に示す光路変換素子100は、櫛形とされた板状体部11の上部側開放端側の空気層4には互いに隣り合う2つ板状体部11,11に挟まれるようにして、補強部20が設けられている。この補強部20は光硬化樹脂を光で硬化させることによって形成することができる。これにより、図7(b)に示すように板状体部11の上部側開放端側にD方向に力が加わった場合でもクラッド1が容易に変形することが防止される。尚、具体的な製造方法は後述する。補強部20は、図7に示すような板状体部11の上部側開放端側のみならず、図8に示すように下部側開放端側や連結部1aとコア2との間であってコア2,3に入射された光に対して光学的に影響を与えない部分のいずれにも形成することができる。
【0028】
[光路変換素子の製造方法]
次に、光路変換素子100の製造方法について説明する。以下に説明する製造方法は、最初にクラッド1を製造し、次に、クラッド1に第1及び第2のコア2,3を設けるというステップを備えている。なお、以下に説明する各加工及び各処理は、人の手作業又は自動加工装置のいずれによっても行うことが可能である。
【0029】
(A)クラッドの製造
図2(a)〜(e)は、図1に示す光路変換素子のクラッドの製造工程を示す図、図3(a)〜(f)は、図1に示す光路変換素子のコアの製造工程を示す図である。なお、以下においては、クラッド1及び第1及び第2の光硬化樹脂として紫外線硬化樹脂を用い、その硬化には紫外線を用いている。
【0030】
まず、図2(a)に示すように、クラッド用の第1の光硬化樹脂7をノズル5から基台6に滴下して所定のサイズを有する樹脂山8を形成する。基台6は、例えば、紫外線、腐食及び磨耗等に耐える特性を有し、且つ耐薬品性を備えたステンレス等の金属や、セラミック、セラミックス等を用いて構成されている。なお、樹脂山8の形状は、図2(a)に示す饅頭形に限るものではなく、最終的に得たいクラッド1のサイズ以上を有するものであればどのような形状であってもよい。この樹脂山8の形成に際しては、例えば、図2(a)のように単に滴下する方法のほか、例えば、型枠等を基台6に置き、この型枠内に光硬化樹脂7滴下するようにしてもよい。
【0031】
次に、図2(b)に示すように、図1に示した板状体部11の形成領域に対応した開口90を有するクラッド用の第1のフォトマスク9を用意し、この第1のフォトマスク9を樹脂山8の上面に水平にセットする。この状態のまま、図2(c)に示すように、紫外線ランプ等による紫外線(UV)を所定時間(第1の光硬化樹脂7の硬化に要する時間)、第1のフォトマスク9の上方から照射する。
【0032】
次に、紫外線(UV)の照射部分(板状体部11の部分)が硬化した時点で、図2(d)に示すように樹脂山8から第1のフォトマスク9を取り除く。ついで、エタノール、プロパノール等を用いた洗浄処理により、第1のフォトマスク9を通して紫外線(UV)が照射されなかった部分の第1の光硬化樹脂7を樹脂山8から除去する。これにより、図2(e)に示すように、複数の板状体部11及び空気層4を有するクラッド1が完成する。
【0033】
(B)コアの製造
次に、図3に示す工程により第1及び第2のコア2,3をクラッド1内に作製する。まず、図2(e)の工程で得られたクラッド1上に、図3(a)に示すように、空気層4内に樹脂が浸入する程度にコア用の第2の光硬化樹脂10をノズル12から滴下する。
【0034】
次に、図3(b)に示すように、第2の光硬化樹脂10で覆われた樹脂山8の側面(図3(b)の正面)に、第1及び第2のコア2,3用の第2のフォトマスク13をセットする。この第2のフォトマスク13は、第1及び第2のコア2,3に対応する部分に90°に折り曲げられた開口130が設けられている。ここで、開口130の形状は90°に折り曲げたものに限るものではなく、任意の角度に折り曲げたものとすることができる。これにより、任意の角度で光路変換を行うことが可能な光路変換素子を形成することができる。また、開口130の形状を、例えば、U字状に形成すれば光路を180°変換する光路変換素子を形成することもできる。
【0035】
次に、図3(c)に示すように、第2のフォトマスク13に向けて紫外線(UV)を所定時間(第2の光硬化樹脂10の硬化に要する時間)照射する。その後、第2のフォトマスク13を通して紫外線(UV)が照射された部分(コア2,3の部分)が硬化した時点で、図3(d)に示すように、樹脂山8から第2のフォトマスク13を取り除く。ついで、図3(e)に示すように、エタノール、プロパノール等を用いた洗浄処理により、樹脂山8から紫外線(UV)が照射されなかった部分(空気層4の部分)に介在する第2の光硬化樹脂10を除去する。
【0036】
次に、図3(f)に示すように、複数の第1及び第2のコア2,3が設けられたクラッド1を基台6から剥離する。これにより、図1に示した光路変換素子100が完成する。
【0037】
なお、上述のクラッドの製造工程では、クラッド1をクラッド用の第1のフォトマスク9を介して光硬化樹脂7に光を照射することによって製造したが、クラッド1はこのような製造方法に限るものではなく、例えば、金型などを利用した樹脂成型によって形成することも可能である。
【0038】
次に、空気層4の所定の箇所に補強部20を形成する方法について説明する。複数の板状体部11及び空気層4を有するクラッド1を形成する方法は上述した通りである。そして、コア2,3を形成する工程において、コア2,3に入射された光に対して光学的に影響を与えない部分をコア2,3の形成と同時に光硬化することによって補強部4を形成する。すなわち、コア2,3を形成するために使用する第2のフォトマスク13の所定箇所、例えば、図3(b)、(c)に示された第2のフォトマスク13の右側上部に矩形状の図示しない開口をさらに形成しておき、この矩形状の開口にも紫外線(UV)を照射することによってコア2,3の形成と共に硬化させる。そして、コア2,3及び補強部20が硬化したら樹脂山8から第2のフォトマスク13を取り除く。ついで、図3(e)に示すように、エタノール、プロパノール等を用いた洗浄処理により、樹脂山8から紫外線(UV)が照射されなかった部分(空気層4の部分)に介在する第2の光硬化樹脂10を除去することで補強部20を設けることができる。
【0039】
補強部20は、図7に示すような板状体部11の上部側開放端側のみならず、図8に示すように下部側開放端側や連結部1aとコア2との間であってコア2,3に入射された光に対して光学的に影響を与えない部分のいずれにも形成することができる。この場合、第2のフォトマスク13の適宜の位置に開口部を設けて紫外線(UV)を照射可能とすることで光路変換素子100の適宜の位置補強部20を形成することができる。
【0040】
[実施の形態の効果]
本実施の形態によれば、以下の効果を奏する。
(1)クラッド1及び第1及び第2のコア2,3に光硬化樹脂7,10を用いた簡単な構成により、所定の角度に光路変換する光路変換素子100の小型化を図ることができる。
(2)クラッド1に対して第1及び第2のコア2,3を流し込んでクラッド1と第1及び第2のコア2,3とを樹脂同士で一体化した構造であるため、十分な機械的強度を得ることができる。
(3)第1及び第2のコア2,3がクラッド1に接触しない部分は空気層4になっているため、第1及び第2の2,3とクラッド1との屈折率の差を従来よりも大きくすることができ、これにより、光取り出し効率を低下させることなく曲げ部の曲率半径(R)を小さくすることができるので容易に小型化を図ることができる。
(4)光路変換素子100は、クラッド1と第1及び第2のコア2,3とに光硬化樹脂7,10を用い、これに対し、第1,第2のフォトマスク9,13を用いて順次紫外線を照射した後、照射毎に不要な部分を除去する工程により、簡単且つ安価に小型の光路変換素子100を製造することができる。
(5)補強部20を設けることで板状体部11の外部からの力に対して容易に変形することを防止してクラッド1の形状維持を図ることができる。
【実施例】
【0041】
次に、本発明の実施例について説明する。図4は、本発明の実施の形態に係る光路変換素子の実施例を示す特性図である。この特性図は、断面形状が50×50μmのコアにおける曲率半径と光取り出し効率の関係を示している。図4から明らかな様に、曲率半径が0.25mmと小さな場合でも、損失は0.21dB程度と小さくなっている。従って、2mm程度を必要とした従来構成に比べ、光路変換素子100の大幅な小型化が可能であることが分かる。
【0042】
[比較例]
次に、本発明の比較例について説明する。図5は、光路変換素子の比較例を示す特性図である。この比較例は、図1に示した本実施の形態に係る光路変換素子100において、第2のコア3を設けない構成とし、第1のコア2の屈折率を1.55及びクラッド1の屈折率を1.52とし、更に光線の拡がり角を20°として光取り出し効率(dB)とコアの曲率半径(mm)の関係を2つのケースについて測定して得た結果である。
【0043】
図5の特性aは、空気層4を有する構成(本発明の実施の形態に係る光路変換素子100に相当)の場合である。また、特性bは、空気層4を持たない構成、つまり第1のコア2が光入力部及び光出力部を除き他の部分がクラッド1で覆われている構成(従来構成)の場合である。なお、光取り出し効率は、図1の第1のコア2の上部から光を入射し、同図の右側面から光を出射させた場合の出力差(dB)を解析したものである。
【0044】
図5から明らかなように、特性aは、曲率半径を0.25mmから2.0mmまで変えても、光取り出し効率に殆ど変化は見られない。これに対し、特性bは、曲率半径が小さくなるほど光取り出し効率が低下している。このように、クラッド1に空気層4を設けることにより、光取り出し効率を改善できることが分かる。また、光取り出し効率が低下しないことから、曲率半径を任意に選択可能であることが分かる。
【0045】
[他の実施の形態]
なお、本発明は、上記実施例に限定されず、本発明の技術思想を逸脱あるいは変更しない範囲内で種々な変形が可能である。例えば、第1及び第2のコア2,3は、90°に曲げた例を示したが、他の角度、例えば45°、60°180°等の任意の角度であってもよい。また、第1及び第2のコア2,3の全体が角度を有していてもよい。
【0046】
また、第2の光硬化樹脂10は、滴下するものとしたが、他の方法、例えば、図2(e)の様に完成させたクラッド1の空気層4の部分に圧入する方法でもよい。
【符号の説明】
【0047】
1 クラッド
2 第1のコア
3 第2のコア
4 空気層
5 ノズル
6 基台
7 第1の光硬化樹脂
8 樹脂山
9 第1のフォトマスク
10 第2の光硬化樹脂
11 板状体部
12 ノズル
13 第2のフォトマスク
20 補強部
90 開口
100 光路変換素子
130 開口
【技術分野】
【0001】
本発明は、光路を所定の角度に変換する光路変換素子及びその製造方法に関する。
【背景技術】
【0002】
デジタル電子機器等においては、大量のデータをメタル配線により伝送することに限界が見えてきている。そこで、メタル配線に加えて光ファイバ等の光伝送媒体による光電気混在の伝送が注目されている。光伝送を行う場合、電気−光変換、または、光−電気変換、を行うに際し、光半導体素子と光伝送媒体との間に光路を所定の角度、例えば90°や180°変換する光路変換素子を設けたい場合がある。光路を90°に変換する光路変換素子として、例えば非特許文献1に示される光路変換素子(光軸変換素子)がある。この光路変換素子について図6を示して説明する。
【0003】
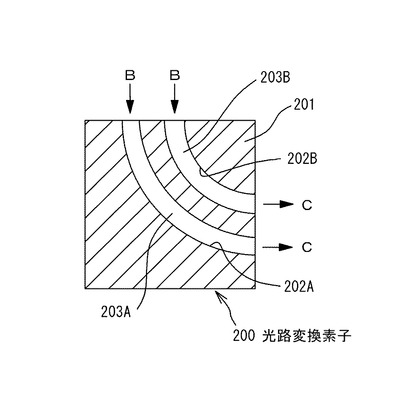
図6は、従来の光路変換素子を示す断面図である。この光路変換素子200は、所定の曲率半径を持ったガイド孔202A,202Bが設けられているブロック201と、ガイド孔202A,202Bに挿入されたシリカ光ファイバアレイ203A,203Bとを備えて構成されている。すなわち、ブロック201の上面側に穿設されたガイド孔202A,202Bはカーブを描きながら図6におけるブロック201の右側面側に至るようにして形成されており、ガイド孔202A,202Bに挿入されたシリカ光ファイバアレイ203A,203Bは90°方向に折り曲げられるようにして配置されている。
【0004】
そして、ブロック201の上面側に位置するシリカ光ファイバアレイ203A,203Bの端部に矢印B方向からそれぞれ光を入射すると、入射された光はシリカ光ファイバアレイ203A,203B内をそれぞれ伝搬し、90°折り曲げられてブロック201の右側面に位置するシリカ光ファイバアレイ203A,203Bの端部から矢印C方向へ出射する。
【先行技術文献】
【非特許文献】
【0005】
【非特許文献1】TECHNO−COSMOS 2008 Mar.Vol.21[「ポリマー光導波路材料「グラシアWG」を用いた光インターコネクト用積層型光導波路」]
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、上述した従来の光路変換素子は、ファイバを屈曲させているためコアの曲率半径を小さくすることが難しく、装置全体の小型化を図ることが困難であった。また、曲率半径を小さくすることが可能な光路変換素子であっても、コア部とクラッド部の屈折率差が小さいことから光取り出し効率が悪化してしまい、曲げ部の曲率半径を小さくするには限界(例えば、2mmまで)があった。さらに、光路変換素子の構造的な強度も確保する必要がある。
【0007】
従って、本発明の目的は、機械的強度や高い光取り出し効率を備えながらコアの曲率半径を小さくして小型化を図ることが可能な光路変換素子を提供することにある。
【0008】
また、本発明の他の目的は、簡単且つ安価に曲率半径の小さな光路変換素子を製造することが可能な光路変換素子の製造方法を提供することにある。
【0009】
さらに、本発明の他の目的は、外部からの力に対しても容易に変形することを防止して小型でありながら取り扱いの容易な光路変換素子及びその製造方法を提供することにある。
【課題を解決するための手段】
【0010】
上記目的を達成するため、請求項1に記載の本発明は、複数の板状体部を備え、板状体部が所定の距離を隔てて配置されたクラッドと、板状体部の相互間に挟まれるようにしてクラッドに設けられ、クラッドよりも屈折率が大きく且つ全体が所定の角度を有する光硬化樹脂から形成されるコアとを有することを特徴とする光路変換素子を提供する。
【0011】
上記目的を達成するため、請求項2に記載の本発明は、請求項1に記載の光路変換素子において、コアが板状体部によって挟持されていない部分のクラッドの相互間は、空気層となっていることを特徴とする。
【0012】
上記目的を達成するため、請求項3に記載の本発明は、請求項1に記載の光路変換素子において、コアは、曲率半径の異なる複数のコアが同一平面上に相似に配設されていることを特徴とする。
【0013】
上記目的を達成するため、請求項4に記載の本発明は、請求項1から3のいずれか1項に記載の光路変換素子において、互いに隣り合う板状体部の相互間に、コアに入射された光に対して光学的に影響を与えない部分に補強部を設けたことを特徴とする。
【0014】
上記目的を達成するため、請求項5に記載の本発明は、所定間隔を隔てて配設された複数の板状体部を有するクラッドを製造する第1の工程と、クラッドよりも屈折率が大きい光硬化樹脂を複数の板状体部の相互間に介在させ、コア形状に対応したスリットを有するコア用のフォトマスクを通して光を照射し、この光を照射した部分が硬化後に光を照射しなかった部分を除去してコアを製造する第2の工程とを有することを特徴とする光路変換素子の製造方法を提供する。
【0015】
上記目的を達成するため、請求項6に記載の本発明は、請求項5に記載の光路変換素子の製造方法において、第1の工程は、所定のサイズを有するクラッド用の光硬化樹脂に対し、板状体部及び連結部を形成するために開口部が櫛形のスリット形状を有するクラッド用のフォトマスクを通して光を照射し、この光を照射した部分が硬化後に光を照射しなかった部分を除去してクラッドを製造することを特徴とする。
【0016】
上記目的を達成するため、請求項7に記載の本発明は、請求項5に記載の光路変換素子の製造方法において、第2の工程は、複数のコアに対応した形状を有するフォトマスクをコア用のフォトマスクに用い、複数のコアを同時に作製することを特徴とする。
【0017】
上記目的を達成するため、請求項8に記載の本発明は、請求項5から7のいずれか1項に記載の光路変換素子の製造方法において、第2の工程は、コアを製造するための光硬化樹脂のうち、コアに入射された光に対して光学的に影響を与えない部分を光硬化することによって補強部を形成することをさらに備えていることを特徴とする。
【発明の効果】
【0018】
本発明の光路変換素子によれば、機械的強度や高い光取り出し効率を備えながらコアの曲率半径を小さくすることを可能としたので容易に小型化を図ることができるという効果がある。
【0019】
本発明の光路変換素子の製造方法によれば、簡単且つ安価に曲率半径の小さな光路変換素子を製造することができるという効果がある。
【図面の簡単な説明】
【0020】
【図1】図1(a)〜(c)は、本発明の実施の形態に係る光路変換素子を示し、(a)は斜視図、(b)は(a)の右側面図、(c)は(b)のA−A線断面図である。
【図2】図2(a)〜(e)は、図1に示す光路変換素子のクラッドの製造工程を示す図である。
【図3】図3(a)〜(f)は、図1に示す光路変換素子のコアの製造工程を示す図である。
【図4】本発明の実施の形態に係る光路変換素子の実施例を示す特性図である。
【図5】光路変換素子の比較例を示す特性図である。
【図6】従来の光路変換素子を示す断面図である。
【図7】図7(a)〜(c)は、補強部を備えた光路変換素子を示し、(a)は斜視図、(b)は(a)の右側面図、(c)は(b)のA−A線断面図である。
【図8】補強部の他の形成位置を示す図である。
【発明を実施するための形態】
【0021】
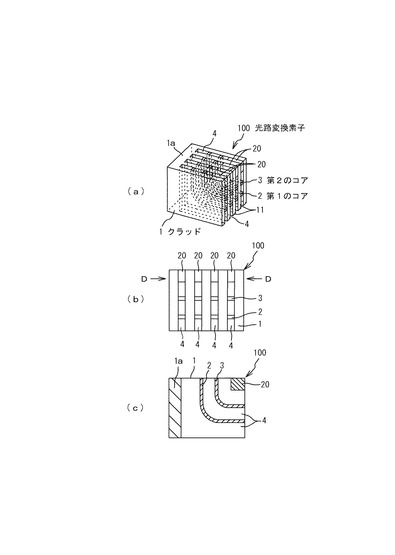
本発明に係る光路変換素子及びその製造方法について図面を参照しつつ以下詳細に説明する。図1は、本発明に係る光路変換素子の一実施形態を示し、(a)は斜視図、(b)は(a)の右側面図、(c)は(b)のA−A線断面図である。図示された光路変換素子100は、同一サイズの複数の板状体部11が等間隔(例えば、250μm間隔)に配置されると共に、板状体部11の各一端が連結部1aによって連結されて形成されたクラッド1と、このクラッド1内に所定間隔に設けられた略L字形又は櫛形の複数の第1及び第2のコア2,3とを有して形成されている。なお、複数の板状体部11は、例えば、厚みが200μmを有している。
【0022】
クラッド1と第1及び第2のコア2,3は、いずれも光硬化樹脂から形成されるが、クラッド1を形成する光硬化樹脂(第1の光硬化樹脂)の屈折率は第1及び第2のコア2,3を形成する光硬化樹脂(第2の光硬化樹脂)の屈折率よりも小さくなっている。例えば、第1の光硬化樹脂の屈折率を1.52、第2の光硬化樹脂の屈折率を1.55とする組合せや、第1の光硬化樹脂の屈折率を1.498、第2の光硬化樹脂の屈折率を1.569とする組合せ等がある。なお、上記光硬化樹脂には、紫外線の照射によって硬化する紫外線硬化樹脂などが含まれる。
【0023】
第1及び第2のコア2,3は、その両側面(図1(b)に示すコア2,3の左右側)がクラッド1の隣り合う2つの板状体部11にそれぞれ接する様にして同一平面に設けられている。更に、第1及び第2のコア2,3を除くクラッド1の板状体部11の相互間には、第1及び第2のコア2,3が介在しない空気層4が形成されている。
【0024】
ここで、第2のコア3は、図1(c)に示すように、第1のコア2の内側に設けられているので、その全長は第1のコア2より短く、且つ、曲率半径は小さくなっている。また、複数の第1のコア2と複数の第2のコア3とによってm×nチャンネルのマルチコアを形成している。第1及び第2のコア2,3のそれぞれは、図1(a),(c)に示すように、共にカーブを描くようにして90°に折り曲げられており、その折り曲げ部は所定の曲率半径(R)、例えば第1のコア2は、R=0.25mmを有している。
【0025】
なお、光路変換素子100は、第1及び第2のコア2,3のいずれか一方のみが設けられた構成であってもよい。或いは、第3のコア又はそれ以上の数のコアを有する構成であってもよい。
【0026】
上記の構成による光路変換素子100は、櫛形とされた板状体部11の開放端側は互いに隣り合う2つ板状体部11,11に挟まれるようにして形成された空気層4となっていることから、図1(b)における左右の側面の上部又は下部に力が加わった場合には板状体部11、すなわち、クラッド1が変形するおそれがある。そのため、図7に示す実施形態では、コア2,3に入射された光に対して光学的に影響を与えない部分に補強部20が設けられている。
【0027】
すなわち、図7に示す光路変換素子100は、櫛形とされた板状体部11の上部側開放端側の空気層4には互いに隣り合う2つ板状体部11,11に挟まれるようにして、補強部20が設けられている。この補強部20は光硬化樹脂を光で硬化させることによって形成することができる。これにより、図7(b)に示すように板状体部11の上部側開放端側にD方向に力が加わった場合でもクラッド1が容易に変形することが防止される。尚、具体的な製造方法は後述する。補強部20は、図7に示すような板状体部11の上部側開放端側のみならず、図8に示すように下部側開放端側や連結部1aとコア2との間であってコア2,3に入射された光に対して光学的に影響を与えない部分のいずれにも形成することができる。
【0028】
[光路変換素子の製造方法]
次に、光路変換素子100の製造方法について説明する。以下に説明する製造方法は、最初にクラッド1を製造し、次に、クラッド1に第1及び第2のコア2,3を設けるというステップを備えている。なお、以下に説明する各加工及び各処理は、人の手作業又は自動加工装置のいずれによっても行うことが可能である。
【0029】
(A)クラッドの製造
図2(a)〜(e)は、図1に示す光路変換素子のクラッドの製造工程を示す図、図3(a)〜(f)は、図1に示す光路変換素子のコアの製造工程を示す図である。なお、以下においては、クラッド1及び第1及び第2の光硬化樹脂として紫外線硬化樹脂を用い、その硬化には紫外線を用いている。
【0030】
まず、図2(a)に示すように、クラッド用の第1の光硬化樹脂7をノズル5から基台6に滴下して所定のサイズを有する樹脂山8を形成する。基台6は、例えば、紫外線、腐食及び磨耗等に耐える特性を有し、且つ耐薬品性を備えたステンレス等の金属や、セラミック、セラミックス等を用いて構成されている。なお、樹脂山8の形状は、図2(a)に示す饅頭形に限るものではなく、最終的に得たいクラッド1のサイズ以上を有するものであればどのような形状であってもよい。この樹脂山8の形成に際しては、例えば、図2(a)のように単に滴下する方法のほか、例えば、型枠等を基台6に置き、この型枠内に光硬化樹脂7滴下するようにしてもよい。
【0031】
次に、図2(b)に示すように、図1に示した板状体部11の形成領域に対応した開口90を有するクラッド用の第1のフォトマスク9を用意し、この第1のフォトマスク9を樹脂山8の上面に水平にセットする。この状態のまま、図2(c)に示すように、紫外線ランプ等による紫外線(UV)を所定時間(第1の光硬化樹脂7の硬化に要する時間)、第1のフォトマスク9の上方から照射する。
【0032】
次に、紫外線(UV)の照射部分(板状体部11の部分)が硬化した時点で、図2(d)に示すように樹脂山8から第1のフォトマスク9を取り除く。ついで、エタノール、プロパノール等を用いた洗浄処理により、第1のフォトマスク9を通して紫外線(UV)が照射されなかった部分の第1の光硬化樹脂7を樹脂山8から除去する。これにより、図2(e)に示すように、複数の板状体部11及び空気層4を有するクラッド1が完成する。
【0033】
(B)コアの製造
次に、図3に示す工程により第1及び第2のコア2,3をクラッド1内に作製する。まず、図2(e)の工程で得られたクラッド1上に、図3(a)に示すように、空気層4内に樹脂が浸入する程度にコア用の第2の光硬化樹脂10をノズル12から滴下する。
【0034】
次に、図3(b)に示すように、第2の光硬化樹脂10で覆われた樹脂山8の側面(図3(b)の正面)に、第1及び第2のコア2,3用の第2のフォトマスク13をセットする。この第2のフォトマスク13は、第1及び第2のコア2,3に対応する部分に90°に折り曲げられた開口130が設けられている。ここで、開口130の形状は90°に折り曲げたものに限るものではなく、任意の角度に折り曲げたものとすることができる。これにより、任意の角度で光路変換を行うことが可能な光路変換素子を形成することができる。また、開口130の形状を、例えば、U字状に形成すれば光路を180°変換する光路変換素子を形成することもできる。
【0035】
次に、図3(c)に示すように、第2のフォトマスク13に向けて紫外線(UV)を所定時間(第2の光硬化樹脂10の硬化に要する時間)照射する。その後、第2のフォトマスク13を通して紫外線(UV)が照射された部分(コア2,3の部分)が硬化した時点で、図3(d)に示すように、樹脂山8から第2のフォトマスク13を取り除く。ついで、図3(e)に示すように、エタノール、プロパノール等を用いた洗浄処理により、樹脂山8から紫外線(UV)が照射されなかった部分(空気層4の部分)に介在する第2の光硬化樹脂10を除去する。
【0036】
次に、図3(f)に示すように、複数の第1及び第2のコア2,3が設けられたクラッド1を基台6から剥離する。これにより、図1に示した光路変換素子100が完成する。
【0037】
なお、上述のクラッドの製造工程では、クラッド1をクラッド用の第1のフォトマスク9を介して光硬化樹脂7に光を照射することによって製造したが、クラッド1はこのような製造方法に限るものではなく、例えば、金型などを利用した樹脂成型によって形成することも可能である。
【0038】
次に、空気層4の所定の箇所に補強部20を形成する方法について説明する。複数の板状体部11及び空気層4を有するクラッド1を形成する方法は上述した通りである。そして、コア2,3を形成する工程において、コア2,3に入射された光に対して光学的に影響を与えない部分をコア2,3の形成と同時に光硬化することによって補強部4を形成する。すなわち、コア2,3を形成するために使用する第2のフォトマスク13の所定箇所、例えば、図3(b)、(c)に示された第2のフォトマスク13の右側上部に矩形状の図示しない開口をさらに形成しておき、この矩形状の開口にも紫外線(UV)を照射することによってコア2,3の形成と共に硬化させる。そして、コア2,3及び補強部20が硬化したら樹脂山8から第2のフォトマスク13を取り除く。ついで、図3(e)に示すように、エタノール、プロパノール等を用いた洗浄処理により、樹脂山8から紫外線(UV)が照射されなかった部分(空気層4の部分)に介在する第2の光硬化樹脂10を除去することで補強部20を設けることができる。
【0039】
補強部20は、図7に示すような板状体部11の上部側開放端側のみならず、図8に示すように下部側開放端側や連結部1aとコア2との間であってコア2,3に入射された光に対して光学的に影響を与えない部分のいずれにも形成することができる。この場合、第2のフォトマスク13の適宜の位置に開口部を設けて紫外線(UV)を照射可能とすることで光路変換素子100の適宜の位置補強部20を形成することができる。
【0040】
[実施の形態の効果]
本実施の形態によれば、以下の効果を奏する。
(1)クラッド1及び第1及び第2のコア2,3に光硬化樹脂7,10を用いた簡単な構成により、所定の角度に光路変換する光路変換素子100の小型化を図ることができる。
(2)クラッド1に対して第1及び第2のコア2,3を流し込んでクラッド1と第1及び第2のコア2,3とを樹脂同士で一体化した構造であるため、十分な機械的強度を得ることができる。
(3)第1及び第2のコア2,3がクラッド1に接触しない部分は空気層4になっているため、第1及び第2の2,3とクラッド1との屈折率の差を従来よりも大きくすることができ、これにより、光取り出し効率を低下させることなく曲げ部の曲率半径(R)を小さくすることができるので容易に小型化を図ることができる。
(4)光路変換素子100は、クラッド1と第1及び第2のコア2,3とに光硬化樹脂7,10を用い、これに対し、第1,第2のフォトマスク9,13を用いて順次紫外線を照射した後、照射毎に不要な部分を除去する工程により、簡単且つ安価に小型の光路変換素子100を製造することができる。
(5)補強部20を設けることで板状体部11の外部からの力に対して容易に変形することを防止してクラッド1の形状維持を図ることができる。
【実施例】
【0041】
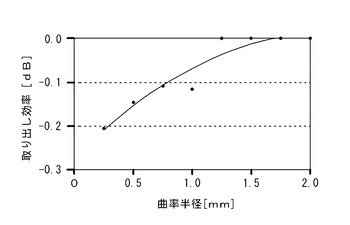
次に、本発明の実施例について説明する。図4は、本発明の実施の形態に係る光路変換素子の実施例を示す特性図である。この特性図は、断面形状が50×50μmのコアにおける曲率半径と光取り出し効率の関係を示している。図4から明らかな様に、曲率半径が0.25mmと小さな場合でも、損失は0.21dB程度と小さくなっている。従って、2mm程度を必要とした従来構成に比べ、光路変換素子100の大幅な小型化が可能であることが分かる。
【0042】
[比較例]
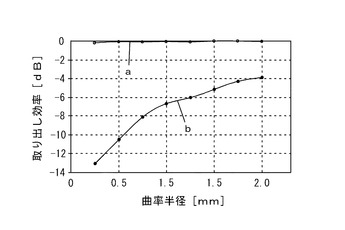
次に、本発明の比較例について説明する。図5は、光路変換素子の比較例を示す特性図である。この比較例は、図1に示した本実施の形態に係る光路変換素子100において、第2のコア3を設けない構成とし、第1のコア2の屈折率を1.55及びクラッド1の屈折率を1.52とし、更に光線の拡がり角を20°として光取り出し効率(dB)とコアの曲率半径(mm)の関係を2つのケースについて測定して得た結果である。
【0043】
図5の特性aは、空気層4を有する構成(本発明の実施の形態に係る光路変換素子100に相当)の場合である。また、特性bは、空気層4を持たない構成、つまり第1のコア2が光入力部及び光出力部を除き他の部分がクラッド1で覆われている構成(従来構成)の場合である。なお、光取り出し効率は、図1の第1のコア2の上部から光を入射し、同図の右側面から光を出射させた場合の出力差(dB)を解析したものである。
【0044】
図5から明らかなように、特性aは、曲率半径を0.25mmから2.0mmまで変えても、光取り出し効率に殆ど変化は見られない。これに対し、特性bは、曲率半径が小さくなるほど光取り出し効率が低下している。このように、クラッド1に空気層4を設けることにより、光取り出し効率を改善できることが分かる。また、光取り出し効率が低下しないことから、曲率半径を任意に選択可能であることが分かる。
【0045】
[他の実施の形態]
なお、本発明は、上記実施例に限定されず、本発明の技術思想を逸脱あるいは変更しない範囲内で種々な変形が可能である。例えば、第1及び第2のコア2,3は、90°に曲げた例を示したが、他の角度、例えば45°、60°180°等の任意の角度であってもよい。また、第1及び第2のコア2,3の全体が角度を有していてもよい。
【0046】
また、第2の光硬化樹脂10は、滴下するものとしたが、他の方法、例えば、図2(e)の様に完成させたクラッド1の空気層4の部分に圧入する方法でもよい。
【符号の説明】
【0047】
1 クラッド
2 第1のコア
3 第2のコア
4 空気層
5 ノズル
6 基台
7 第1の光硬化樹脂
8 樹脂山
9 第1のフォトマスク
10 第2の光硬化樹脂
11 板状体部
12 ノズル
13 第2のフォトマスク
20 補強部
90 開口
100 光路変換素子
130 開口
【特許請求の範囲】
【請求項1】
複数の板状体部を備え、前記板状体部が所定の距離を隔てて配置されたクラッドと、
前記板状体部の相互間に挟まれるようにして前記クラッドに設けられ、前記クラッドよりも屈折率が大きく且つ全体が所定の角度を有する光硬化樹脂から形成されるコアとを有することを特徴とする光路変換素子。
【請求項2】
請求項1に記載の光路変換素子において、
前記コアが前記板状体部によって挟持されていない部分の前記クラッドの相互間は、空気層となっていることを特徴とする光路変換素子。
【請求項3】
請求項1に記載の光路変換素子において、
前記コアは、曲率半径の異なる複数のコアが同一平面上に相似に配設されていることを特徴とする光路変換素子。
【請求項4】
請求項1から3のいずれか1項に記載の光路変換素子において、
互いに隣り合う前記板状体部の相互間に、前記コアに入射された光に対して光学的に影響を与えない部分に補強部を設けたことを特徴とする光路変換素子。
【請求項5】
所定間隔を隔てて配設された複数の板状体部を有するクラッドを製造する第1の工程と、
前記クラッドよりも屈折率が大きい光硬化樹脂を前記複数の板状体部の相互間に介在させ、コア形状に対応したスリットを有するコア用のフォトマスクを通して光を照射し、この光を照射した部分が硬化後に光を照射しなかった部分を除去してコアを製造する第2の工程と、
を有することを特徴とする光路変換素子の製造方法。
【請求項6】
請求項5に記載の光路変換素子の製造方法において、
前記第1の工程は、
所定のサイズを有するクラッド用の光硬化樹脂に対し、前記板状体部及び連結部を形成するために開口部が櫛形のスリット形状を有するクラッド用のフォトマスクを通して光を照射し、この光を照射した部分が硬化後に光を照射しなかった部分を除去して前記クラッドを製造することを特徴とする光路変換素子の製造方法。
【請求項7】
請求項5に記載の光路変換素子の製造方法において、
前記第2の工程は、
複数のコアに対応した形状を有するフォトマスクを前記コア用のフォトマスクに用い、複数のコアを同時に作製することを特徴とする光路変換素子の製造方法。
【請求項8】
請求項5から7のいずれか1項に記載の光路変換素子の製造方法において、
前記第2の工程は、
前記コアを製造するための光硬化樹脂のうち、前記コアに入射された光に対して光学的に影響を与えない部分を光硬化することによって補強部を形成することをさらに備えていることを特徴とする光路変換素子の製造方法。
【請求項1】
複数の板状体部を備え、前記板状体部が所定の距離を隔てて配置されたクラッドと、
前記板状体部の相互間に挟まれるようにして前記クラッドに設けられ、前記クラッドよりも屈折率が大きく且つ全体が所定の角度を有する光硬化樹脂から形成されるコアとを有することを特徴とする光路変換素子。
【請求項2】
請求項1に記載の光路変換素子において、
前記コアが前記板状体部によって挟持されていない部分の前記クラッドの相互間は、空気層となっていることを特徴とする光路変換素子。
【請求項3】
請求項1に記載の光路変換素子において、
前記コアは、曲率半径の異なる複数のコアが同一平面上に相似に配設されていることを特徴とする光路変換素子。
【請求項4】
請求項1から3のいずれか1項に記載の光路変換素子において、
互いに隣り合う前記板状体部の相互間に、前記コアに入射された光に対して光学的に影響を与えない部分に補強部を設けたことを特徴とする光路変換素子。
【請求項5】
所定間隔を隔てて配設された複数の板状体部を有するクラッドを製造する第1の工程と、
前記クラッドよりも屈折率が大きい光硬化樹脂を前記複数の板状体部の相互間に介在させ、コア形状に対応したスリットを有するコア用のフォトマスクを通して光を照射し、この光を照射した部分が硬化後に光を照射しなかった部分を除去してコアを製造する第2の工程と、
を有することを特徴とする光路変換素子の製造方法。
【請求項6】
請求項5に記載の光路変換素子の製造方法において、
前記第1の工程は、
所定のサイズを有するクラッド用の光硬化樹脂に対し、前記板状体部及び連結部を形成するために開口部が櫛形のスリット形状を有するクラッド用のフォトマスクを通して光を照射し、この光を照射した部分が硬化後に光を照射しなかった部分を除去して前記クラッドを製造することを特徴とする光路変換素子の製造方法。
【請求項7】
請求項5に記載の光路変換素子の製造方法において、
前記第2の工程は、
複数のコアに対応した形状を有するフォトマスクを前記コア用のフォトマスクに用い、複数のコアを同時に作製することを特徴とする光路変換素子の製造方法。
【請求項8】
請求項5から7のいずれか1項に記載の光路変換素子の製造方法において、
前記第2の工程は、
前記コアを製造するための光硬化樹脂のうち、前記コアに入射された光に対して光学的に影響を与えない部分を光硬化することによって補強部を形成することをさらに備えていることを特徴とする光路変換素子の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2010−231196(P2010−231196A)
【公開日】平成22年10月14日(2010.10.14)
【国際特許分類】
【出願番号】特願2010−43656(P2010−43656)
【出願日】平成22年3月1日(2010.3.1)
【出願人】(000125369)学校法人東海大学 (352)
【Fターム(参考)】
【公開日】平成22年10月14日(2010.10.14)
【国際特許分類】
【出願日】平成22年3月1日(2010.3.1)
【出願人】(000125369)学校法人東海大学 (352)
【Fターム(参考)】
[ Back to top ]