
光透過性部材の製造方法

【課題】光ファイバを均一に埋設できるとともに、可撓性の小さな光ファイバにも対応できる光透過性部材の製造方法を提供すること。
【解決手段】略平行に配列された複数本の光ファイバ20を繊維状の固定部材により平織り加工により固定して光ファイバユニット30を形成し、この光ファイバユニット30を型枠40内に設置する。次に、光ファイバユニット30を埋設する程度までコンクリート12を型枠40内に流し込み、コンクリート12を硬化させてコンクリート層11を形成する。このような工程を繰り返して、コンクリート層11を積層した積層ブロック100を形成する。型枠40から取り出した積層ブロック100を所定間隔で切断して光透過性ブロックを製造する。
【解決手段】略平行に配列された複数本の光ファイバ20を繊維状の固定部材により平織り加工により固定して光ファイバユニット30を形成し、この光ファイバユニット30を型枠40内に設置する。次に、光ファイバユニット30を埋設する程度までコンクリート12を型枠40内に流し込み、コンクリート12を硬化させてコンクリート層11を形成する。このような工程を繰り返して、コンクリート層11を積層した積層ブロック100を形成する。型枠40から取り出した積層ブロック100を所定間隔で切断して光透過性ブロックを製造する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、光透過性部材の製造方法に関し、特に、流動性材料を硬化してなる硬化体の表面および裏面から、その端部が露出するように埋設された複数本の光ファイバを有し、光ファイバを均一に埋設できて、かつ、可撓性の小さな光ファイバにも対応できる光透過性部材の製造方法に関する。
【背景技術】
【0002】
近年、建築物に用いられる構造物として、コンクリート等の流動性材料を硬化してなるブロックの内部に、例えば複数本の光ファイバが埋設されたものが開示されている(例えば、特許文献1参照)。埋設された光ファイバは、その一端がブロックの表面から露出し、その他端がブロックの裏面から露出している。このような構成により、ブロックによって荷重を負担しつつ、ブロックに埋設された光ファイバによってブロックの表面から入射された光を裏面へと透過できる。このため、荷重を負担する構造物に光透過性の機能を付与でき、構造物の意匠性の向上等を図ることができる。
【0003】
このような光透過性のブロックは、例えば、以下のように製造される。まず、細長い型枠に流動性材料を流し込んでから、複数本の光ファイバを左右方向に広げながら繰り出して長手方向に敷き込み、この流動性材料を加圧あるいは振動することにより光ファイバを所定の深さまで埋設する。次に、流動性材料が硬化した後、この硬化した流動性材料の上にさらに流動性材料を流し込み、前述同様に、加圧等によって光ファイバを流動性材料内に埋設する。このような工程を複数回繰り返して、複数本の光ファイバが埋設された流動性材料を硬化してなる層を複数積層したブロックを形成する。最後に、このブロックを所定長さに切断して光透過性のブロックを製造する。
【特許文献1】国際公開第03/097954号パンフレット
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、前述した製造方法では、流動性材料を流し込んだ後に、振動作業や加圧作業等を行うことにより、光ファイバの配列が乱れて、光ファイバの密度にばらつきが生じて照度が不均一になったり、意匠性が低下したりする。さらに、光ファイバが可撓性を有しない場合には、光ファイバを広げながら効率よく繰り出すことができない。
本発明の目的は、光ファイバを均一に埋設できるとともに、可撓性の小さな光ファイバにも対応できる光透過性部材の製造方法を提供することにある。
【課題を解決するための手段】
【0005】
本発明は、流動性材料が硬化してなる硬化体と、前記硬化体の表面および裏面から、その端部が露出するように埋設された複数本の光ファイバとを備える光透過性部材の製造方法であって、前記複数本の光ファイバを略平行に均一に配列する配列工程と、略平行に配列された前記複数本の光ファイバを固定部材により固定して光ファイバユニットを形成するユニット形成工程と、前記光ファイバユニットを型枠内に設置するユニット設置工程と、前記光ファイバユニットを埋設するように前記流動性材料を前記型枠内に流し込む流込工程と、前記流し込んだ流動性材料が硬化した後に、前記配列工程、前記ユニット形成工程、前記ユニット設置工程、および前記流込工程を繰り返して、前記光ファイバが埋設された前記流動性材料からなる層を積層した積層ブロックを形成する工程と、前記積層ブロックを前記型枠から取り出す脱型工程とを備えることを特徴とする。この際、光透過性部材の製造方法は、前記積層ブロックを所定間隔で切断する切断工程を備えていてもよい。ここで、前記固定部材には、例えば、繊維状や布状のものを適用でき、また、光ファイバを用いてもよい。また、前記固定部材は、水またはアルカリ溶解性の材料により構成されていてもよい。また、前記流動性材料には、例えば、セメントペーストやモルタル、コンクリート等の水硬性材料が含まれる。また、光透過性部材としては、例えば、構造物や内装材、モニュメント等が含まれる。
【0006】
本発明によれば、複数本の光ファイバを固定部材によって、互いに略平行で均一な状態に固定した光ファイバユニットを形成して、この光ファイバユニットごとに流動性材料製の層を積層して光透過性部材を製造するようにしたので、光ファイバの位置を確実に保つことができ、光ファイバが均一に埋設された光透過性部材を確実に製造できる。このため、光ファイバの密度にばらつきが生じないから、硬化体の表面から射出される光の照度を均一にできて、意匠性を向上できる。また、光ファイバを配列してから固定部材により固定するため、可撓性の小さな光ファイバにも確実に対応できる。
【0007】
以上の光透過性部材の製造方法において、前記固定部材は、繊維状または布状に形成され、前記ユニット形成工程は、前記複数本の光ファイバを前記固定部材による平織り加工、または、からみ織り加工によって固定してもよい。また、前記光透過性部材の製造方法において、前記固定部材は、繊維状または布状に形成され、前記ユニット形成工程は、前記複数本の光ファイバを前記固定部材に融着、または接着させることとしてもよい。
【発明の効果】
【0008】
本発明の光透過性部材の製造方法によれば、光ファイバを均一に埋設できて、硬化体の表面から射出される光の照度を均一にできるとともに、意匠性の向上を図ることができ、かつ可撓性の小さな光ファイバにも対応できるという効果がある。
【発明を実施するための最良の形態】
【0009】
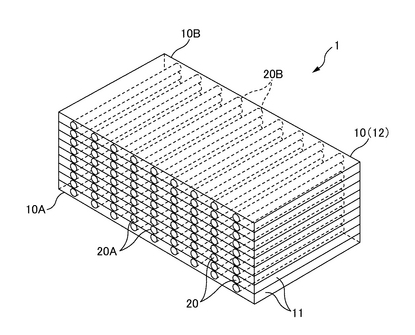
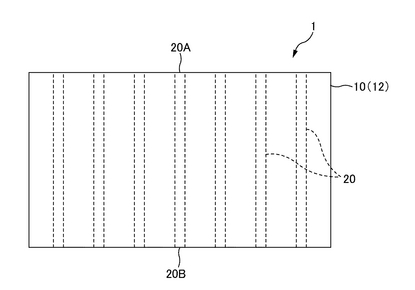
以下、本発明の一実施形態に係る製造方法により製造される光透過性ブロック1について説明する。図1は、本実施形態に係る光透過性ブロック1を示す斜視図である。図2は、光透過性ブロック1を示す横断面図である。図3は、光透過性ブロック1を示す縦断面図である。図1〜図3に示すように、光透過性ブロック1は、直方体状の硬化体としてのブロック本体10と、ブロック本体10に埋設された複数本の光ファイバ20とを備えている。図1に示すように、ブロック本体10は、セメントペーストや、モルタル、コンクリート等の流動性材料であるコンクリート12により構成されたコンクリート層11を積層したものであり、十分な圧縮耐力を有し、荷重を負担する構造体として機能する。コンクリート12には、流動性の高いものを適用することが好ましく、高流動性のコンクリートは、普通コンクリートと比較して流動性が高く自己充填性を有する。
【0010】
光ファイバ20は、各コンクリート層11内に所定間隔で水平方向に略平行で均一に配列されるとともに、各コンクリート層11内に配置された光ファイバ20は互いに上下方向に揃うように配列されている。各光ファイバ20の両端部20A,20Bは、ブロック本体10の表面10Aや裏面10Bから露出している。このため、例えば、ブロック本体10の裏面10Bに光を照射すると、照射された光は、端部20Bから光ファイバ20内に入射した後、光ファイバ20内を通って端部20Aから射出され、ブロック本体10の表面から光が照射される。従って、光透過性ブロック1は、荷重を負担する構造体としての機能に加えて、光透過性の機能も備えている。
【0011】
次に、光透過性ブロック1の製造方法について説明する。
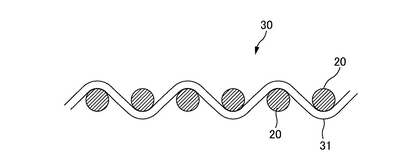
図4は、複数本の光ファイバ20を束ねた光ファイバユニット30を示す斜視図である。また、図5は、光ファイバ20と固定部材31との固定部分を拡大して示す斜視図である。図4に示すように、互いに平行となるように均一に複数本の光ファイバ20を配列し(配列工程)、これらの光ファイバ20同士を繊維状の固定部材31により固定して光ファイバユニット30を形成する(ユニット形成工程)。この際、図5に示すように、光ファイバ20と固定部材31とを交互に織り合わせる平織り加工を施すことにより、光ファイバ20と固定部材31とを固定する。
【0012】
固定部材31は、例えば、水またはアルカリ溶解性の材料により構成されている。具体的には、水溶解性の材料としては、ポリビニルアルコール、ポリアクリル酸、ポリメタアクリル酸、メチルセルロース、アルギン酸ソーダ、澱粉、カゼイン等を挙げることができる。また、アルカリ溶解性の材料としては、酢酸ビニル樹脂、エチレン酢酸ビニル樹脂、アクリル樹脂、不飽和カルボン酸・酢酸ビニル共重合樹脂等を挙げることができる。このような材料からなる固定部材31は、高流動コンクリート内に埋設されると、高流動コンクリート中のアルカリ成分や水分と反応して溶解するため、ブロック本体10内に形状を残さずに埋設される。
【0013】
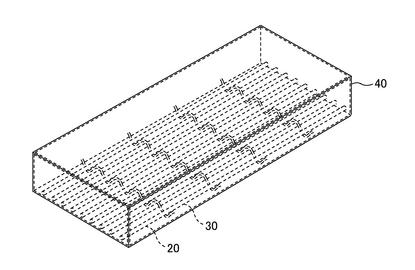
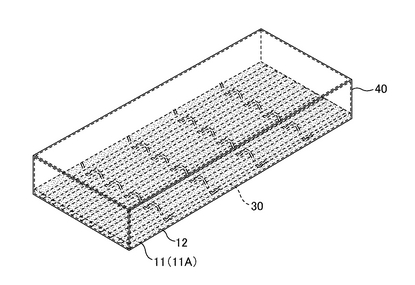
図6〜図11は、本実施形態に係る光透過性ブロック1の製造方法を説明するための斜視図である。図6に示すように、上面が開口した直方体状の型枠40内に、その開口した部分から光ファイバユニット30を設置する(ユニット設置工程)。次に、図7に示すように、設置した光ファイバユニット30が埋設される程度までコンクリート12を型枠40内に流し込み(流込工程)、流し込んだコンクリート12が硬化して、複数本の光ファイバ20が埋設されたコンクリート層11(11A)を形成する。
【0014】
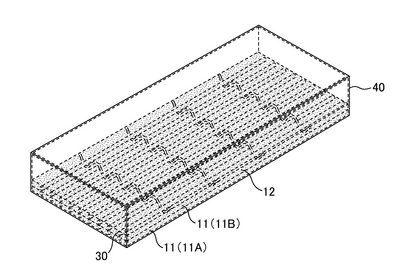
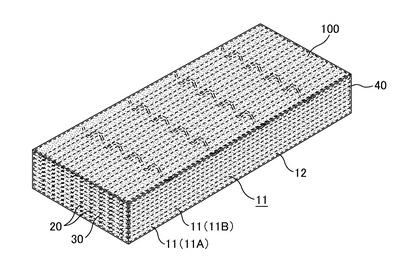
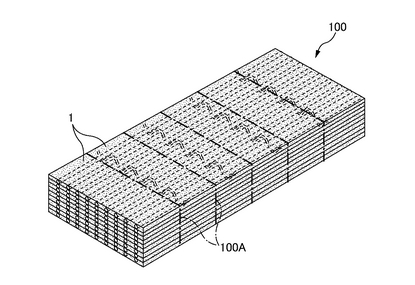
次に、図8に示すように、前述と同様の手順で、複数本の光ファイバ20を平行に配列して光ファイバユニット30を形成し(配列工程、ユニット形成工程)、この形成した光ファイバユニット30を型枠40内のコンクリート層11Aの上に設置する(ユニット設置工程)。次に、図9に示すように、光ファイバユニット30が埋設される程度まで型枠40内にコンクリート12を流し込み(流込工程)、流し込んだコンクリート12を硬化させてコンクリート層11(11B)を形成する。このような工程を繰り返すことにより、図10に示すように、複数のコンクリート層11(11A,11B・・・)が積層された直方体状の積層ブロック100を形成する。次に、型枠40から積層ブロック100を取り出し(脱型工程)、最後に、図11に示すように、前記積層ブロック100を、光ファイバ20の延びる方向に垂直な面100Aで所定間隔で切断することにより(切断工程)、光透過性ブロック1を形成する。
【0015】
本実施形態によれば、複数本の光ファイバ20を固定部材31によって、互いに略平行で均一な状態に固定した光ファイバユニット30を形成して、この光ファイバユニット30ごとにコンクリート層11を積層することにより光透過性ブロック1を製造するようにしたので、光ファイバ20の位置を確実に保つことができ、光ファイバ20が均一に埋設された光透過性ブロック1を確実に製造できる。このため、光ファイバ20の密度にばらつきが生じないから、ブロック本体10の表面10Aや裏面10Bから射出される光の照度を均一にできて、意匠性を向上できる。また、光ファイバ20を配列してから固定部材31により固定するため、可撓性の小さな光ファイバ20にも確実に対応できる。
【0016】
なお、本発明は、前記実施形態には限定されない。
例えば、前記実施形態では、比較的大きな型枠40により、直方体状の積層ブロック100を形成し、この積層ブロック100を所定間隔で切断して光透過性ブロック1を形成したが、予め、光透過性ブロック1に対応する寸法の型枠を用意することにより、切断の工程を行うことなく、光透過性ブロック1を製造できる。
【0017】
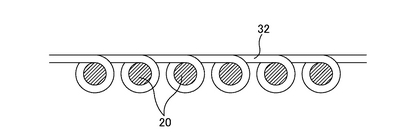
また、前記実施形態では、光ファイバ20と繊維状の固定部材32との固定に、平織り加工を適用したが、以下に示す方法により固定してもよい。図12は、本発明の第1の変形例に係る、光ファイバ20と固定部材32との固定部分を拡大して示す斜視図である。図12に示すように、複数本の光ファイバ20と繊維状の固定部材32とは、光ファイバ20を固定部材32で括り付けるからみ織り加工によって固定してもよい。
【0018】
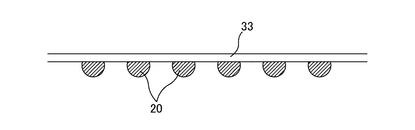
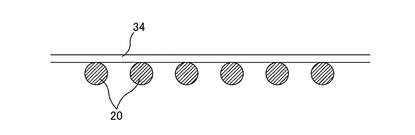
また、図13は、本発明の第2の変形例に係る、光ファイバ20と固定部材33との固定部分を拡大して示す斜視図である。図13に示すように、複数本の光ファイバ20を繊維状の固定部材33に融着させることによって固定してもよい。また、図14は、本発明の第3の変形例に係る、光ファイバ20と固定部材34との固定部分を拡大して示す斜視図である。図14に示すように、複数本の光ファイバ20と繊維状の固定部材34とを接着剤等で接着することによって固定してもよい。
【0019】
また、前記実施形態では、固定部材31を、水またはアルカリ溶解性の材料により構成したが、これに限らず、水やアルカリに不溶性の材料を用いてもよい。さらに、固定部材31として光ファイバを用いてもよい。このような構成よれば、表裏面に加えて左右側の面からも光ファイバ20の端部を露出させることができ、互いに垂直な二方向に光を透過させることができる。また、以上のように固定部材31〜34を繊維状としたが、網状や布状であってもよく、その形状は特に限定されない。
【0020】
また、前記実施形態では、流動性材料としてコンクリート12を用いたが、これに限らず、セメントペーストやモルタル等を用いてもよく、この場合には、高流動性のものが好ましい。これにより、締め固め作業を省略することができる。また、前記実施形態では、光透過性部材として光透過性ブロック1を製造したが、これに限らず、例えば、壁や柱などのセメント系材料製の構造物や、内装材、モニュメント等を製造してもよい。
【0021】
また、前記実施形態では、比較的大きな型枠40により、直方体状の積層ブロック100を形成し、この積層ブロック100を所定間隔で切断して光透過性ブロック1を形成したが、予め、光透過性ブロック1に対応する寸法の型枠を用意することにより、切断の工程を行うことなく、光透過性ブロック1を製造できる。
【図面の簡単な説明】
【0022】
【図1】本発明の実施形態に係る製造方法により製造される光透過性ブロックを示す斜視図である。
【図2】前記光透過性ブロックを示す横断面図である。
【図3】前記光透過性ブロックを示す縦断面図である。
【図4】複数本の光ファイバを束ねた光ファイバユニットを示す斜視図である。
【図5】光ファイバと固定部材との固定部分を拡大して示す斜視図である。
【図6】前記光透過性ブロックの製造方法を説明するための斜視図である。
【図7】前記光透過性ブロックの製造方法を説明するための斜視図である。
【図8】前記光透過性ブロックの製造方法を説明するための斜視図である。
【図9】前記光透過性ブロックの製造方法を説明するための斜視図である。
【図10】前記光透過性ブロックの製造方法を説明するための斜視図である。
【図11】前記光透過性ブロックの製造方法を説明するための斜視図である。
【図12】本発明の第1の変形例に係る光ファイバと固定部材との固定部分を拡大して示す斜視図である。
【図13】本発明の第2の変形例に係る光ファイバと固定部材との固定部分を拡大して示す斜視図である。
【図14】本発明の第3の変形例に係る光ファイバと固定部材との固定部分を拡大して示す斜視図である。
【符号の説明】
【0023】
1 光透過性ブロック(光透過性部材)
10 ブロック本体(硬化体)
10A 表面
10B 裏面
11(11A,11B) コンクリート層
12 コンクリート(流動性材料)
20 光ファイバ
20A,20B 端部
30 光ファイバユニット
31〜34 固定部材
40 型枠
100 積層ブロック
【技術分野】
【0001】
本発明は、光透過性部材の製造方法に関し、特に、流動性材料を硬化してなる硬化体の表面および裏面から、その端部が露出するように埋設された複数本の光ファイバを有し、光ファイバを均一に埋設できて、かつ、可撓性の小さな光ファイバにも対応できる光透過性部材の製造方法に関する。
【背景技術】
【0002】
近年、建築物に用いられる構造物として、コンクリート等の流動性材料を硬化してなるブロックの内部に、例えば複数本の光ファイバが埋設されたものが開示されている(例えば、特許文献1参照)。埋設された光ファイバは、その一端がブロックの表面から露出し、その他端がブロックの裏面から露出している。このような構成により、ブロックによって荷重を負担しつつ、ブロックに埋設された光ファイバによってブロックの表面から入射された光を裏面へと透過できる。このため、荷重を負担する構造物に光透過性の機能を付与でき、構造物の意匠性の向上等を図ることができる。
【0003】
このような光透過性のブロックは、例えば、以下のように製造される。まず、細長い型枠に流動性材料を流し込んでから、複数本の光ファイバを左右方向に広げながら繰り出して長手方向に敷き込み、この流動性材料を加圧あるいは振動することにより光ファイバを所定の深さまで埋設する。次に、流動性材料が硬化した後、この硬化した流動性材料の上にさらに流動性材料を流し込み、前述同様に、加圧等によって光ファイバを流動性材料内に埋設する。このような工程を複数回繰り返して、複数本の光ファイバが埋設された流動性材料を硬化してなる層を複数積層したブロックを形成する。最後に、このブロックを所定長さに切断して光透過性のブロックを製造する。
【特許文献1】国際公開第03/097954号パンフレット
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、前述した製造方法では、流動性材料を流し込んだ後に、振動作業や加圧作業等を行うことにより、光ファイバの配列が乱れて、光ファイバの密度にばらつきが生じて照度が不均一になったり、意匠性が低下したりする。さらに、光ファイバが可撓性を有しない場合には、光ファイバを広げながら効率よく繰り出すことができない。
本発明の目的は、光ファイバを均一に埋設できるとともに、可撓性の小さな光ファイバにも対応できる光透過性部材の製造方法を提供することにある。
【課題を解決するための手段】
【0005】
本発明は、流動性材料が硬化してなる硬化体と、前記硬化体の表面および裏面から、その端部が露出するように埋設された複数本の光ファイバとを備える光透過性部材の製造方法であって、前記複数本の光ファイバを略平行に均一に配列する配列工程と、略平行に配列された前記複数本の光ファイバを固定部材により固定して光ファイバユニットを形成するユニット形成工程と、前記光ファイバユニットを型枠内に設置するユニット設置工程と、前記光ファイバユニットを埋設するように前記流動性材料を前記型枠内に流し込む流込工程と、前記流し込んだ流動性材料が硬化した後に、前記配列工程、前記ユニット形成工程、前記ユニット設置工程、および前記流込工程を繰り返して、前記光ファイバが埋設された前記流動性材料からなる層を積層した積層ブロックを形成する工程と、前記積層ブロックを前記型枠から取り出す脱型工程とを備えることを特徴とする。この際、光透過性部材の製造方法は、前記積層ブロックを所定間隔で切断する切断工程を備えていてもよい。ここで、前記固定部材には、例えば、繊維状や布状のものを適用でき、また、光ファイバを用いてもよい。また、前記固定部材は、水またはアルカリ溶解性の材料により構成されていてもよい。また、前記流動性材料には、例えば、セメントペーストやモルタル、コンクリート等の水硬性材料が含まれる。また、光透過性部材としては、例えば、構造物や内装材、モニュメント等が含まれる。
【0006】
本発明によれば、複数本の光ファイバを固定部材によって、互いに略平行で均一な状態に固定した光ファイバユニットを形成して、この光ファイバユニットごとに流動性材料製の層を積層して光透過性部材を製造するようにしたので、光ファイバの位置を確実に保つことができ、光ファイバが均一に埋設された光透過性部材を確実に製造できる。このため、光ファイバの密度にばらつきが生じないから、硬化体の表面から射出される光の照度を均一にできて、意匠性を向上できる。また、光ファイバを配列してから固定部材により固定するため、可撓性の小さな光ファイバにも確実に対応できる。
【0007】
以上の光透過性部材の製造方法において、前記固定部材は、繊維状または布状に形成され、前記ユニット形成工程は、前記複数本の光ファイバを前記固定部材による平織り加工、または、からみ織り加工によって固定してもよい。また、前記光透過性部材の製造方法において、前記固定部材は、繊維状または布状に形成され、前記ユニット形成工程は、前記複数本の光ファイバを前記固定部材に融着、または接着させることとしてもよい。
【発明の効果】
【0008】
本発明の光透過性部材の製造方法によれば、光ファイバを均一に埋設できて、硬化体の表面から射出される光の照度を均一にできるとともに、意匠性の向上を図ることができ、かつ可撓性の小さな光ファイバにも対応できるという効果がある。
【発明を実施するための最良の形態】
【0009】
以下、本発明の一実施形態に係る製造方法により製造される光透過性ブロック1について説明する。図1は、本実施形態に係る光透過性ブロック1を示す斜視図である。図2は、光透過性ブロック1を示す横断面図である。図3は、光透過性ブロック1を示す縦断面図である。図1〜図3に示すように、光透過性ブロック1は、直方体状の硬化体としてのブロック本体10と、ブロック本体10に埋設された複数本の光ファイバ20とを備えている。図1に示すように、ブロック本体10は、セメントペーストや、モルタル、コンクリート等の流動性材料であるコンクリート12により構成されたコンクリート層11を積層したものであり、十分な圧縮耐力を有し、荷重を負担する構造体として機能する。コンクリート12には、流動性の高いものを適用することが好ましく、高流動性のコンクリートは、普通コンクリートと比較して流動性が高く自己充填性を有する。
【0010】
光ファイバ20は、各コンクリート層11内に所定間隔で水平方向に略平行で均一に配列されるとともに、各コンクリート層11内に配置された光ファイバ20は互いに上下方向に揃うように配列されている。各光ファイバ20の両端部20A,20Bは、ブロック本体10の表面10Aや裏面10Bから露出している。このため、例えば、ブロック本体10の裏面10Bに光を照射すると、照射された光は、端部20Bから光ファイバ20内に入射した後、光ファイバ20内を通って端部20Aから射出され、ブロック本体10の表面から光が照射される。従って、光透過性ブロック1は、荷重を負担する構造体としての機能に加えて、光透過性の機能も備えている。
【0011】
次に、光透過性ブロック1の製造方法について説明する。
図4は、複数本の光ファイバ20を束ねた光ファイバユニット30を示す斜視図である。また、図5は、光ファイバ20と固定部材31との固定部分を拡大して示す斜視図である。図4に示すように、互いに平行となるように均一に複数本の光ファイバ20を配列し(配列工程)、これらの光ファイバ20同士を繊維状の固定部材31により固定して光ファイバユニット30を形成する(ユニット形成工程)。この際、図5に示すように、光ファイバ20と固定部材31とを交互に織り合わせる平織り加工を施すことにより、光ファイバ20と固定部材31とを固定する。
【0012】
固定部材31は、例えば、水またはアルカリ溶解性の材料により構成されている。具体的には、水溶解性の材料としては、ポリビニルアルコール、ポリアクリル酸、ポリメタアクリル酸、メチルセルロース、アルギン酸ソーダ、澱粉、カゼイン等を挙げることができる。また、アルカリ溶解性の材料としては、酢酸ビニル樹脂、エチレン酢酸ビニル樹脂、アクリル樹脂、不飽和カルボン酸・酢酸ビニル共重合樹脂等を挙げることができる。このような材料からなる固定部材31は、高流動コンクリート内に埋設されると、高流動コンクリート中のアルカリ成分や水分と反応して溶解するため、ブロック本体10内に形状を残さずに埋設される。
【0013】
図6〜図11は、本実施形態に係る光透過性ブロック1の製造方法を説明するための斜視図である。図6に示すように、上面が開口した直方体状の型枠40内に、その開口した部分から光ファイバユニット30を設置する(ユニット設置工程)。次に、図7に示すように、設置した光ファイバユニット30が埋設される程度までコンクリート12を型枠40内に流し込み(流込工程)、流し込んだコンクリート12が硬化して、複数本の光ファイバ20が埋設されたコンクリート層11(11A)を形成する。
【0014】
次に、図8に示すように、前述と同様の手順で、複数本の光ファイバ20を平行に配列して光ファイバユニット30を形成し(配列工程、ユニット形成工程)、この形成した光ファイバユニット30を型枠40内のコンクリート層11Aの上に設置する(ユニット設置工程)。次に、図9に示すように、光ファイバユニット30が埋設される程度まで型枠40内にコンクリート12を流し込み(流込工程)、流し込んだコンクリート12を硬化させてコンクリート層11(11B)を形成する。このような工程を繰り返すことにより、図10に示すように、複数のコンクリート層11(11A,11B・・・)が積層された直方体状の積層ブロック100を形成する。次に、型枠40から積層ブロック100を取り出し(脱型工程)、最後に、図11に示すように、前記積層ブロック100を、光ファイバ20の延びる方向に垂直な面100Aで所定間隔で切断することにより(切断工程)、光透過性ブロック1を形成する。
【0015】
本実施形態によれば、複数本の光ファイバ20を固定部材31によって、互いに略平行で均一な状態に固定した光ファイバユニット30を形成して、この光ファイバユニット30ごとにコンクリート層11を積層することにより光透過性ブロック1を製造するようにしたので、光ファイバ20の位置を確実に保つことができ、光ファイバ20が均一に埋設された光透過性ブロック1を確実に製造できる。このため、光ファイバ20の密度にばらつきが生じないから、ブロック本体10の表面10Aや裏面10Bから射出される光の照度を均一にできて、意匠性を向上できる。また、光ファイバ20を配列してから固定部材31により固定するため、可撓性の小さな光ファイバ20にも確実に対応できる。
【0016】
なお、本発明は、前記実施形態には限定されない。
例えば、前記実施形態では、比較的大きな型枠40により、直方体状の積層ブロック100を形成し、この積層ブロック100を所定間隔で切断して光透過性ブロック1を形成したが、予め、光透過性ブロック1に対応する寸法の型枠を用意することにより、切断の工程を行うことなく、光透過性ブロック1を製造できる。
【0017】
また、前記実施形態では、光ファイバ20と繊維状の固定部材32との固定に、平織り加工を適用したが、以下に示す方法により固定してもよい。図12は、本発明の第1の変形例に係る、光ファイバ20と固定部材32との固定部分を拡大して示す斜視図である。図12に示すように、複数本の光ファイバ20と繊維状の固定部材32とは、光ファイバ20を固定部材32で括り付けるからみ織り加工によって固定してもよい。
【0018】
また、図13は、本発明の第2の変形例に係る、光ファイバ20と固定部材33との固定部分を拡大して示す斜視図である。図13に示すように、複数本の光ファイバ20を繊維状の固定部材33に融着させることによって固定してもよい。また、図14は、本発明の第3の変形例に係る、光ファイバ20と固定部材34との固定部分を拡大して示す斜視図である。図14に示すように、複数本の光ファイバ20と繊維状の固定部材34とを接着剤等で接着することによって固定してもよい。
【0019】
また、前記実施形態では、固定部材31を、水またはアルカリ溶解性の材料により構成したが、これに限らず、水やアルカリに不溶性の材料を用いてもよい。さらに、固定部材31として光ファイバを用いてもよい。このような構成よれば、表裏面に加えて左右側の面からも光ファイバ20の端部を露出させることができ、互いに垂直な二方向に光を透過させることができる。また、以上のように固定部材31〜34を繊維状としたが、網状や布状であってもよく、その形状は特に限定されない。
【0020】
また、前記実施形態では、流動性材料としてコンクリート12を用いたが、これに限らず、セメントペーストやモルタル等を用いてもよく、この場合には、高流動性のものが好ましい。これにより、締め固め作業を省略することができる。また、前記実施形態では、光透過性部材として光透過性ブロック1を製造したが、これに限らず、例えば、壁や柱などのセメント系材料製の構造物や、内装材、モニュメント等を製造してもよい。
【0021】
また、前記実施形態では、比較的大きな型枠40により、直方体状の積層ブロック100を形成し、この積層ブロック100を所定間隔で切断して光透過性ブロック1を形成したが、予め、光透過性ブロック1に対応する寸法の型枠を用意することにより、切断の工程を行うことなく、光透過性ブロック1を製造できる。
【図面の簡単な説明】
【0022】
【図1】本発明の実施形態に係る製造方法により製造される光透過性ブロックを示す斜視図である。
【図2】前記光透過性ブロックを示す横断面図である。
【図3】前記光透過性ブロックを示す縦断面図である。
【図4】複数本の光ファイバを束ねた光ファイバユニットを示す斜視図である。
【図5】光ファイバと固定部材との固定部分を拡大して示す斜視図である。
【図6】前記光透過性ブロックの製造方法を説明するための斜視図である。
【図7】前記光透過性ブロックの製造方法を説明するための斜視図である。
【図8】前記光透過性ブロックの製造方法を説明するための斜視図である。
【図9】前記光透過性ブロックの製造方法を説明するための斜視図である。
【図10】前記光透過性ブロックの製造方法を説明するための斜視図である。
【図11】前記光透過性ブロックの製造方法を説明するための斜視図である。
【図12】本発明の第1の変形例に係る光ファイバと固定部材との固定部分を拡大して示す斜視図である。
【図13】本発明の第2の変形例に係る光ファイバと固定部材との固定部分を拡大して示す斜視図である。
【図14】本発明の第3の変形例に係る光ファイバと固定部材との固定部分を拡大して示す斜視図である。
【符号の説明】
【0023】
1 光透過性ブロック(光透過性部材)
10 ブロック本体(硬化体)
10A 表面
10B 裏面
11(11A,11B) コンクリート層
12 コンクリート(流動性材料)
20 光ファイバ
20A,20B 端部
30 光ファイバユニット
31〜34 固定部材
40 型枠
100 積層ブロック
【特許請求の範囲】
【請求項1】
流動性材料が硬化してなる硬化体と、前記硬化体の表面および裏面から、その端部が露出するように埋設された複数本の光ファイバとを備える光透過性部材の製造方法であって、
前記複数本の光ファイバを略平行に均一に配列する配列工程と、
略平行に配列された前記複数本の光ファイバを固定部材により固定して光ファイバユニットを形成するユニット形成工程と、
前記光ファイバユニットを型枠内に設置するユニット設置工程と、
前記光ファイバユニットを埋設するように前記流動性材料を前記型枠内に流し込む流込工程と、
前記流し込んだ流動性材料が硬化した後に、前記配列工程、前記ユニット形成工程、前記ユニット設置工程、および前記流込工程を繰り返して、前記光ファイバが埋設された前記流動性材料からなる層を積層した積層ブロックを形成する工程と、
前記積層ブロックを前記型枠から取り出す脱型工程とを備えることを特徴とする光透過性部材の製造方法。
【請求項2】
請求項1に記載の光透過性部材の製造方法において、
前記積層ブロックを所定間隔で切断する切断工程を備えることを特徴とする光透過性部材の製造方法。
【請求項3】
請求項1または2に記載の光透過性部材の製造方法において、
前記固定部材は、繊維状または布状に形成され、
前記ユニット形成工程は、前記複数本の光ファイバを前記固定部材による平織り加工、または、からみ織り加工によって固定することを特徴とする光透過性部材の製造方法。
【請求項4】
請求項1または2に記載の光透過性部材の製造方法において、
前記ユニット形成工程は、前記複数本の光ファイバを前記固定部材に融着、または接着させることを特徴とする光透過性部材の製造方法。
【請求項5】
請求項1〜4のいずれかに記載の光透過性部材の製造方法において、
前記固定部材が光ファイバであることを特徴とする光透過性部材の製造方法。
【請求項6】
請求項1〜5のいずれかに記載の光透過性部材の製造方法において、
前記固定部材は、水またはアルカリ溶解性の材料により構成されていることを特徴とする光透過性部材の製造方法。
【請求項1】
流動性材料が硬化してなる硬化体と、前記硬化体の表面および裏面から、その端部が露出するように埋設された複数本の光ファイバとを備える光透過性部材の製造方法であって、
前記複数本の光ファイバを略平行に均一に配列する配列工程と、
略平行に配列された前記複数本の光ファイバを固定部材により固定して光ファイバユニットを形成するユニット形成工程と、
前記光ファイバユニットを型枠内に設置するユニット設置工程と、
前記光ファイバユニットを埋設するように前記流動性材料を前記型枠内に流し込む流込工程と、
前記流し込んだ流動性材料が硬化した後に、前記配列工程、前記ユニット形成工程、前記ユニット設置工程、および前記流込工程を繰り返して、前記光ファイバが埋設された前記流動性材料からなる層を積層した積層ブロックを形成する工程と、
前記積層ブロックを前記型枠から取り出す脱型工程とを備えることを特徴とする光透過性部材の製造方法。
【請求項2】
請求項1に記載の光透過性部材の製造方法において、
前記積層ブロックを所定間隔で切断する切断工程を備えることを特徴とする光透過性部材の製造方法。
【請求項3】
請求項1または2に記載の光透過性部材の製造方法において、
前記固定部材は、繊維状または布状に形成され、
前記ユニット形成工程は、前記複数本の光ファイバを前記固定部材による平織り加工、または、からみ織り加工によって固定することを特徴とする光透過性部材の製造方法。
【請求項4】
請求項1または2に記載の光透過性部材の製造方法において、
前記ユニット形成工程は、前記複数本の光ファイバを前記固定部材に融着、または接着させることを特徴とする光透過性部材の製造方法。
【請求項5】
請求項1〜4のいずれかに記載の光透過性部材の製造方法において、
前記固定部材が光ファイバであることを特徴とする光透過性部材の製造方法。
【請求項6】
請求項1〜5のいずれかに記載の光透過性部材の製造方法において、
前記固定部材は、水またはアルカリ溶解性の材料により構成されていることを特徴とする光透過性部材の製造方法。
【図1】


【図2】
【図3】

【図4】

【図5】
【図6】
【図7】
【図8】

【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【公開番号】特開2006−224349(P2006−224349A)
【公開日】平成18年8月31日(2006.8.31)
【国際特許分類】
【出願番号】特願2005−38379(P2005−38379)
【出願日】平成17年2月15日(2005.2.15)
【出願人】(000000549)株式会社大林組 (1,758)
【Fターム(参考)】
【公開日】平成18年8月31日(2006.8.31)
【国際特許分類】
【出願日】平成17年2月15日(2005.2.15)
【出願人】(000000549)株式会社大林組 (1,758)
【Fターム(参考)】
[ Back to top ]