
光部品製造方法
光を放射するように作動され得る部品を製造するプロセスであって、光放射がエレクトロルミネセンス(EL)によって行われるプロセスにおいて、部品およびその機械的、かつ、電気的なインタフェースの形態をほぼ成すキャリアを設けて形成するプロセスステップと、前記キャリアにEL照明の機能層を印刷するプロセスステップであって、少なくとも1つの機能層、すなわち、発光層−全体、または、少なくとも一部−がタンポン印刷プロセスによって形成され、電気的な前記インタフェースが前記印刷に組み込まれる、プロセスステップと、電気的および機械的な封入のために透明、または、半透明なカバーを形成するプロセスステップとを備えているプロセス。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、光を放射するように作動され得る部品を製造するプロセスであって、光放射がエレクトロルミネセンス(EL)によって行われるプロセスに関する。
【背景技術】
【0002】
最初に、エレクトロルミネセンスが、交流電流に応じて光が可視域で放射される特定の材料、または、材料の組み合わせの特性を意味するということについて説明しなければならない。
実用的用途から、エレクトロルミネセント材料が特別な集光形態で交番電界により光を発するように励起されるエレクトロルミネセント膜が知られている。
そのようなエレクトロルミネセント膜は、しばしば、発光膜、光膜、または、集光発光膜とも呼ばれる。
技術的用途において、それらの膜は、電気エネルギを光へ変換する役目を果たす。
【0003】
また、実用的な用途においては、任意の表面/トポグラフィを有する部品を照明する、または、背面照明する必要性がある。
単なる一例として、乗用車の前方のインストルメントパネルインジケータ、操作ノブ、プッシュボタン、および、情報パネルなどの他の要素を参照されたい。
【0004】
前述したエレクトロルミネセント膜は、照明され、または、背面照明される必要がある、または、透明にされる必要がある部品で用いる場合に、これらの部品が単純な形状を有していれば、優れている。
エレクトロルミネセント膜は、複雑な構造では、特に三次元の重厚に構造化された表面では、限定的にのみ使用される。
単なる一例として、IMD技術(インモールドデコレーション、ドイツ国特許第19717740号参照)を参照されたい。
この場合、膜、および、例えば、エレクトロルミネセント膜が射出成形技術によってモールドを形成するためにキャリアの背面へ注入される。
しかしながら、重厚に構造化された表面、特にエレクトロルミネセント表面を有する小型部品は、この既知のプロセスを適用することによって形成することができない。
特に、従来のスピードメーターニードルの照明はこれまで導光システムによって行われており、その場合、回転する、または、むしろ、振動する/旋回するスピードメーターニードルへ光を結合する必要がある。
これは技術的にコスト集約的である。
しかし、この技術は主にここまで実現されている。
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明の手近な目的は、光を放射するように作動され得る部品を製造するプロセスであって、光がエレクトロルミネセンス(EL)によって放射されるプロセスを特定することである。
【課題を解決するための手段】
【0006】
本発明に係るプロセスは、ほぼ任意の構造面、特に非常に小さい、または、繊細な部品をエレクトロルミネセント層で覆うことができ、それにより、任意の機能要素の表面、材料の内部、または、材料/部品の後部を照明できる。
【0007】
本発明によれば、最初に、キャリアが形成されて設けられ、その場合、キャリアは、本質的に、部品およびその機械的、かつ、電気的なインタフェースの形態を含む。
これに関連して、キャリアが、形成されるべき部品のための一種のブランク、すなわち、エレクトロルミネセント特性を未だ有さないブランクであることは不可欠である。
例えば、一体の結合要素の形態を成す機械的なインタフェースがキャリアの一体部分となり得る。
また、電気的なインタフェースを初めから設けることもでき、あるいは、製造プロセス中に適切な位置の表面上に電気的なインタフェースが実現される。
【0008】
本発明に係るプロセスに関しては、キャリアにEL照明の機能層を設けることが非常に重要であり、その場合、機能層のうちの少なくとも1つ、すなわち、発光層が、全体的に、または、少なくとも部分的に、タンポン印刷プロセスによって実現される。
電気的なインタフェースは、同様に機能層の領域にあるが、発光層の印刷技術プロセスが同時に電気接点を形成するように印刷プロセスに組み込まれる。
通常はかなりの構成的な、または、プロセス技術的な時間と労力とを必要とするその後の接触が不要である。
【0009】
EL照明の機能層が実現された後、一方では水分からの保護として、他方では、電気的および機械的な封入としての機能を果たす透明、または、半透明なカバーがEL層に設けられる。
したがって、最終的なカバーの適用により、光を放射するように作動され得る部品、例えば、スピードメーターニードルが仕上げられる。
【0010】
前述したように、少なくとも発光層はタンポン印刷によって実現される。
これは、いわゆるグラビア印刷原理にしたがって働く間接的な印刷プロセスである。
パッドが、印刷プレートのキャビティの外形にしたがって色を帯びるとともに、それを任意の表面を有する部品に対するインプリント中に再生する。
これらは、制限された領域、または、連続する領域となることができ、また、それらは様々な形状を有することができ、同様に連続的に制限される。
【0011】
一方、これまで通常は殆どが広告材料産業でプラスチック物体に印刷を適用するために使用されてきたタンポン印刷プロセスは、EL照明の範囲内で発光層を実現するのに特に適することが分かってきた。
特に、これは、このプロセスが三次元表面にも、あるいは、更に深くに位置する領域へと色をインプリントするからである。
また、タンポン印刷プロセスの使用中、タンポン印刷プロセスに内在する技術に起因して、色がほぼ100%でそれぞれのキャリアへ転写されることが非常に重要である。
これにより、既に、製造コストをかなり低減できる。
また、幾つかの層を印刷することも考えられ、それにより、より明るく、かつ、より暗い光放射が生じる。
【0012】
キャリアは、ほぼ任意のトポロジーを表面上に有してもよい。
一般に、材料は、硬質、または、柔軟であってもよく、例えば、MID、または、金属を含有する柔軟なプラスチックの形態を成してもよい。
タンポン印刷プロセスを使用してエレクトロルミネセント層を構造化された表面に設けることができ、その場合、キャリアは既に事前に電気的な接続を備えることができる。
したがって、EL層が設けられると同時に、様々なEL層間の接触および絶縁を適用できる。
この場合、絶縁層を任意の所望の方法で設けることができ、または、形成することができる。
印刷プロセスに加えて、射出成形技術に伴う労力を何ら伴うことなく、接触面も実現できる。
【0013】
EL機能層の電気的接続部、または、電極は、様々な方法で、例えば、射出成形技術、および/または、印刷技術によって形成することができる。
これに関連して、キャリア上に、および/または、キャリア中に電気的接続部を実現することが考えられる。
接続部を重ね印刷する、または、コーティングすることにより、使用される材料に応じて、これらの接続部を電気的に結合することができ、または、絶縁することができる。
また、電気的接続部/電極上にマスク状のコーティング、または、層を形成することができる。
【0014】
発光層は、必要に応じて、ワード、および/または、画像情報の形態でインプリントされる。
タンポン印刷プロセスは、表面形状に沿った構造化表面の実現、および、発光層を伴うおよび伴わない厳格に線引きされた領域の実現を可能にする。
このようにしてもたらされ得る様々な情報は限りがない。
特に、発光層は、様々なレベルで、例えば、任意の中断部および繰り返し電気的接続部が電気的接続部の直接的なインプリントによって可能となる態様で形成されてもよい。
必要な場所ならどこでも、印刷によって、または、射出形成技術によって、絶縁中間領域、または、中間層を形成することもできる。
【0015】
また、機能層は、EL機能層の全機能をもたらすために絶縁体を挿入することによってインプリントされる。
【0016】
この時点で、少なくとも発光層を形成するために本発明に係るプロセスがタンポン印刷プロセスを使用することを言及しなければならない。
一般に、タンポン印刷プロセスおよび射出成形プロセス、ラッカー塗装技術等によって更なる機能層および発光層も形成できると考えられる。
同じことは、EL機能層の構造に不可欠な絶縁体にも当てはまる。
また、ここで、いわゆるELランプをもたらすために、EL照明、すなわち、EL機能層の使用がそのような機能層の任意の構造を規定することが指摘されなければならない。
正確な設計、または、実際の配線について説明することは必要ではないと考えられる。
これらは多くの参考資料から良く知られているからである。
単なる一例として、ドイツ国特許出願公開第10234125号を更に参照されたい。
ここでは、EL機能層がEL膜の形態で設けられている。
【0017】
EL機能層、少なくとも発光層封入カバーは、いわゆる2K反応プロセスによって形成することができる。
この場合、CCMプロセス(クリアコート成形)が特に適している。
このプロセスを用いると、EL機能層の一種のマクロ封入が可能である。
その場合、部品の外形を覆うことができ、あるいは、更には、形状を実現できる。
ここで使用される材料は、EL機能層によって形成される下側のELランプを介してそれが照らされ得るように透明であってもよい。
また、カバー、または、封入体の材料を着色することが考えられる。
これにより、完全な態様でカラーフィルタを形成できる。
【0018】
また、EL機能層を半透明なラッカーで覆うことが考えられる。
この場合、いわゆるレーザラッカーを使用できる。
レーザは、任意のタイプの光形状、したがって、部品の表面上の照明領域の全体の輪郭を形成できるようにレーザラッカーを文字通り燃やすために使用される。
【0019】
筐体を形成することができるが、筐体は外形に適用することができ、および/または、表面に対して再処理できる。
最終的に、外形を処理することさえできる。
この手段、または、これらの手段は、任意のタイプの表面構造を形成するのにも適する。
これらのケースでは、EL機能層が表面下にあってもよい。
【0020】
また、キャリアが特に非常に小型の形態の任意の数の電子部品を備える、または、含むことができることに留意すべきである。
また、実際に自立部品を形成するために、例えば、ソーラーボルタイック層を使用することにより、キャリアにそれ自体の電源/電圧源を割り当てることが考えられる。
特に、例えば、真空鋳造技術によって、任意の数の機能要素がキャリアに含まれている、あるいは、任意の数の機能要素を含めることができると考えられる。
このケースでも制限はない。
【0021】
ここで、本発明の教示内容を有利な態様で生み出して進展させるための、様々な選択肢がある。
この目的のため、一方では、請求項1から始まる特許請求の範囲を参照し、また、図面に基づく本発明の好ましい実施例の以下の説明を参照されたい。
図面に基づく本発明の好ましい実施例の説明に関連して、一般に好ましい構成および教示の進展が説明される。
【図面の簡単な説明】
【0022】
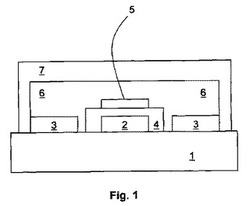
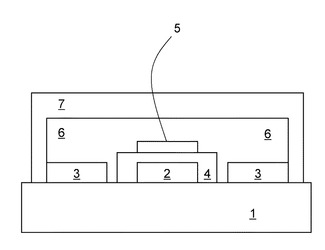
【図1】本発明に係る光放射のために必要なEL機能層を有する部品の実施例の基本設計の概略図である。
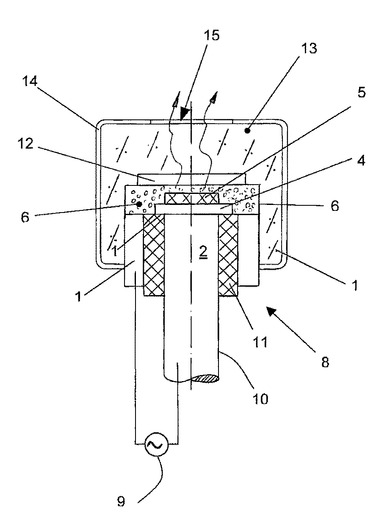
【図2】機械的および電気的なインタフェースを有するいわゆるELランプを含む部品の典型的な設計の概略図である。
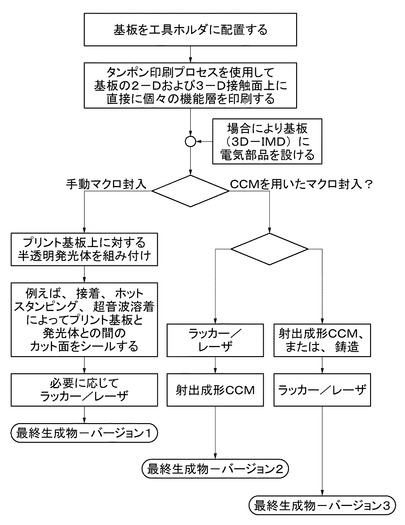
【図3】光を放射するために作動され得る部品を形成するための想定し得るプロセスステップの概略的なフローチャートである。
【発明を実施するための形態】
【0023】
図1は、光を放射するために作動されるELランプを含む本発明のプロセスにしたがって形成される部品の実施例を示している。
【0024】
図1に示される設計は、部品が最初にキャリア1を含むことを示す。
これは任意のプラスチック基板であってもよい。
正確な形態は重要でない。
【0025】
キャリア1上には後部電極2が設けられる。
また、グランド配線3が設けられる。
これらは部品の電気的な接続である。
【0026】
後部電極2は誘電体4で覆われる。
また、誘電体4は後部電極2をグランド配線3から絶縁させる。
【0027】
エレクトロルミネセント層5がタンポン印刷法を用いて誘電体4に設けられる。
エレクトロルミネセント層5が導電ラッカー6によって覆われ、導電ラッカー6は同時にグランド配線3のための電気接点である。
EL照明の全ての機能層をインプリントできる。
【0028】
また、装置全体は、マクロ封入の効果を有する、すなわち、水分保護のためおよび構造全体の電気的および機械的な封入のためのシール封入体7によって覆われる。
【0029】
図2は、本発明にしたがって形成される、すなわち、一体型ELランプも有する他の部品を概略図で示している。
【0030】
キャリア1は電気的および機械的な結合媒体8を含み、その場合、接触がAC電圧源9によって示唆される。
キャリア要素1と導電接続ピン10との間には、プラスチックから形成される絶縁体11が設計されている。
したがって、図2に示される部品を機械的および電気的のいずれにおいても、すなわち、そこに設けられる電気的/機械的な結合媒体8に起因して接続できる。
【0031】
図2に示される部品のELランプは、図1に示される部品のELランプとして同様に構成される。
後部電極2が接続ピン10によって形成される。
上端には、絶縁体11と共に接続ピン10を覆う誘電体4がある。
EL層5が誘電体4に設けられ、誘電体4は導電ラッカー6によって覆われる。
【0032】
図2で選択される実施例では、カラーコート12が導電ラッカー6に設けられる。
カラーコート12は、EL層5からの光放射に関してカラーフィルタとしての機能を果たす。
【0033】
装置全体がCCMオーバーモールドされ、その場合、特定のオリジナル形状にしたがって部品の外形がほぼ規定される。
CCMオーバーモールド13のために透明材料が使用される。
【0034】
光が通り抜けて照射しないようにするラッカー14が部品全体の表面に設けられる。
また、ラッカー14は、任意のタイプの構造/形状を伴って、すなわち、少なくとも1つの観察窓15を伴って部分的に中断されており、観察窓15を通じて光を放射できる。
「照射される」領域、したがって、与えられるべき情報は、望み通りに、観察窓15の形状によって規定することができる。
【0035】
図3は、本発明に係るプロセスの実現を別のプロセスステップを用いてプロセス図で示している。
図3は、記述に起因して一目瞭然である。
【0036】
したがって、例えば、キャリアが工具ホルダに挿入されることが考えられ、その場合、キャリアは機械的および電気的な結合媒体を含むことができる。
【0037】
次のステップでは、個々の機能層がキャリア、または、基板の二次元、または、三次元電気接触面上に、例えば、タンポン印刷プロセスを使用してインプリントされる。
その後、または、同時に、既に説明したIMD技術にしたがってキャリアを精緻化することができ、その場合、キャリアに電気部品を設けることが考えられる。
【0038】
ELランプが実現された後、例えば、CCMプロセスにしたがって埋めることができ、変換することができ、あるいは、オーバーモールドされ、あるいは、鋳造され得るマクロ封入が可能である。
しかしながら、装置全体を既成のハウジングで覆うことも考えられる。
【0039】
その後、プリントキャリア、または、基板上に半透明カバーを実現できる。
プリントキャリア/基板と封入体との間のカット面をシールすることが有利である。
そのようなシールは、接着、ホットスタンピング、超音波溶着等によって形成することができる。
その後、部品をラッカー仕上げすることができ、あるいは、再びインプリントし、あるいは、レーザ加工できる。
【0040】
別の方法として、EL層を有する部品は、ラッカー仕上げされ/レーザ加工された後にCCMにしたがってインサート成形され、あるいは、最初にCCMにしたがってインサート成形された後にラッカー仕上げされ/レーザ加工される。
結果は、図1および図2の説明にしたがって光を放射するように作動される部品である。
【0041】
この時点で、前述したプロセスが本発明の思想を概略的にのみ示していることに留意すべきである。
特にプロセスを精緻化するために多くの更なるプロセスステップが考えられる。
【0042】
本発明に係る教示内容に関連して、EL機能層を含む任意の所望の部品を本発明のプロセスにしたがって形成できることが再び説明されなければならない。
これらは、一体型EL照明を有する任意の所望のディスプレイおよび動作要素となることができる。
特に、本発明のプロセスにしたがって、回転動作および直線動作を可能にする小型可動部品を実現することが考えられる。
【0043】
ここで対象となっているEL部品は、IMDプロセスを適用する際に実現するのが極めて難しい最も高い位置精度の情報/記号を有することができる。
最小数の部品を用いて簡易生産を実現できる。
【0044】
本発明に係るプロセスにおいて、EL部品の形状、特に所望の発光面は、形状およびサイズを自由に規定できる。
電気的および光学的な、あるいは、光技術的な要件に関して制限は殆どない。
【0045】
本発明に係るプロセスは、電圧源の電気的接続部とELランプの電極との間の簡単で、安全な、温度変化・腐食に耐性がある接触部の形成を可能にする。
【0046】
マクロ封入体の囲繞は、例えば、透明成形の適用によって部品の寿命を延ばす。
また、発光層のEL顔料が製造プロセス中に保たれる。
オーバーモールド材料、または、成形材料を着色することによってEL顔料の改良されたUV保護を実現できる。
【0047】
本発明に係るプロセスを用いて形成することができ、かつ、自動車産業の仕様および標準的な装飾様式を満たすEL部品が特に重要である。
終日設計(day and night design)が容易に形成される。
【0048】
例えば、光を放射するように作動され得る部品はスピードメーターニードルであってもよく、その構造は少ない部品によって特徴付けられる。
そのようなスピードメーターニードルは、特に、ELランプをブランクに直接に印刷することによって、これまで知られる導光システムに取って代わることができる。
したがって、スピードメーターニードルは、非常に簡単な構造を可能にするとともに、合理化された、プロセス安全性がある、費用効率の高い生産を可能にする。
特に、そのようなELインジケータは、機能において標準的な部品よりも優れている。
【0049】
正確に言うと、スピードメーターニードルの全長および照明領域全体にわたって完全な照射、または、照明を実現できる。
また、本発明に係るプロセスは、特にスピードメーターニードルの急な動きがない動作に関して機械的な要件を満たすことができる。
重量分布は、ほぼ自由に規定できる。
【0050】
最後に、前述した実施例は、特許請求の範囲の教示内容の典型的な説明に役立つにすぎず、これらの実施例に限定されないことに留意すべきである。
【符号の説明】
【0051】
1 ・・・ キャリア
2 ・・・ 後部電極
3 ・・・ グランド配線
4 ・・・ 誘電体
5 ・・・ エレクトロルミネセント層(EL層)
6 ・・・ 導電ラッカー
7 ・・・ 封入体
8 ・・・ 電気的/機械的な結合媒体
9 ・・・ AC電圧源
10 ・・・ 接続ピン
11 ・・・ 絶縁体
12 ・・・ カラーコート
13 ・・・ オーバーモールド
14 ・・・ ラッカー
15 ・・・ 観察窓
【技術分野】
【0001】
本発明は、光を放射するように作動され得る部品を製造するプロセスであって、光放射がエレクトロルミネセンス(EL)によって行われるプロセスに関する。
【背景技術】
【0002】
最初に、エレクトロルミネセンスが、交流電流に応じて光が可視域で放射される特定の材料、または、材料の組み合わせの特性を意味するということについて説明しなければならない。
実用的用途から、エレクトロルミネセント材料が特別な集光形態で交番電界により光を発するように励起されるエレクトロルミネセント膜が知られている。
そのようなエレクトロルミネセント膜は、しばしば、発光膜、光膜、または、集光発光膜とも呼ばれる。
技術的用途において、それらの膜は、電気エネルギを光へ変換する役目を果たす。
【0003】
また、実用的な用途においては、任意の表面/トポグラフィを有する部品を照明する、または、背面照明する必要性がある。
単なる一例として、乗用車の前方のインストルメントパネルインジケータ、操作ノブ、プッシュボタン、および、情報パネルなどの他の要素を参照されたい。
【0004】
前述したエレクトロルミネセント膜は、照明され、または、背面照明される必要がある、または、透明にされる必要がある部品で用いる場合に、これらの部品が単純な形状を有していれば、優れている。
エレクトロルミネセント膜は、複雑な構造では、特に三次元の重厚に構造化された表面では、限定的にのみ使用される。
単なる一例として、IMD技術(インモールドデコレーション、ドイツ国特許第19717740号参照)を参照されたい。
この場合、膜、および、例えば、エレクトロルミネセント膜が射出成形技術によってモールドを形成するためにキャリアの背面へ注入される。
しかしながら、重厚に構造化された表面、特にエレクトロルミネセント表面を有する小型部品は、この既知のプロセスを適用することによって形成することができない。
特に、従来のスピードメーターニードルの照明はこれまで導光システムによって行われており、その場合、回転する、または、むしろ、振動する/旋回するスピードメーターニードルへ光を結合する必要がある。
これは技術的にコスト集約的である。
しかし、この技術は主にここまで実現されている。
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明の手近な目的は、光を放射するように作動され得る部品を製造するプロセスであって、光がエレクトロルミネセンス(EL)によって放射されるプロセスを特定することである。
【課題を解決するための手段】
【0006】
本発明に係るプロセスは、ほぼ任意の構造面、特に非常に小さい、または、繊細な部品をエレクトロルミネセント層で覆うことができ、それにより、任意の機能要素の表面、材料の内部、または、材料/部品の後部を照明できる。
【0007】
本発明によれば、最初に、キャリアが形成されて設けられ、その場合、キャリアは、本質的に、部品およびその機械的、かつ、電気的なインタフェースの形態を含む。
これに関連して、キャリアが、形成されるべき部品のための一種のブランク、すなわち、エレクトロルミネセント特性を未だ有さないブランクであることは不可欠である。
例えば、一体の結合要素の形態を成す機械的なインタフェースがキャリアの一体部分となり得る。
また、電気的なインタフェースを初めから設けることもでき、あるいは、製造プロセス中に適切な位置の表面上に電気的なインタフェースが実現される。
【0008】
本発明に係るプロセスに関しては、キャリアにEL照明の機能層を設けることが非常に重要であり、その場合、機能層のうちの少なくとも1つ、すなわち、発光層が、全体的に、または、少なくとも部分的に、タンポン印刷プロセスによって実現される。
電気的なインタフェースは、同様に機能層の領域にあるが、発光層の印刷技術プロセスが同時に電気接点を形成するように印刷プロセスに組み込まれる。
通常はかなりの構成的な、または、プロセス技術的な時間と労力とを必要とするその後の接触が不要である。
【0009】
EL照明の機能層が実現された後、一方では水分からの保護として、他方では、電気的および機械的な封入としての機能を果たす透明、または、半透明なカバーがEL層に設けられる。
したがって、最終的なカバーの適用により、光を放射するように作動され得る部品、例えば、スピードメーターニードルが仕上げられる。
【0010】
前述したように、少なくとも発光層はタンポン印刷によって実現される。
これは、いわゆるグラビア印刷原理にしたがって働く間接的な印刷プロセスである。
パッドが、印刷プレートのキャビティの外形にしたがって色を帯びるとともに、それを任意の表面を有する部品に対するインプリント中に再生する。
これらは、制限された領域、または、連続する領域となることができ、また、それらは様々な形状を有することができ、同様に連続的に制限される。
【0011】
一方、これまで通常は殆どが広告材料産業でプラスチック物体に印刷を適用するために使用されてきたタンポン印刷プロセスは、EL照明の範囲内で発光層を実現するのに特に適することが分かってきた。
特に、これは、このプロセスが三次元表面にも、あるいは、更に深くに位置する領域へと色をインプリントするからである。
また、タンポン印刷プロセスの使用中、タンポン印刷プロセスに内在する技術に起因して、色がほぼ100%でそれぞれのキャリアへ転写されることが非常に重要である。
これにより、既に、製造コストをかなり低減できる。
また、幾つかの層を印刷することも考えられ、それにより、より明るく、かつ、より暗い光放射が生じる。
【0012】
キャリアは、ほぼ任意のトポロジーを表面上に有してもよい。
一般に、材料は、硬質、または、柔軟であってもよく、例えば、MID、または、金属を含有する柔軟なプラスチックの形態を成してもよい。
タンポン印刷プロセスを使用してエレクトロルミネセント層を構造化された表面に設けることができ、その場合、キャリアは既に事前に電気的な接続を備えることができる。
したがって、EL層が設けられると同時に、様々なEL層間の接触および絶縁を適用できる。
この場合、絶縁層を任意の所望の方法で設けることができ、または、形成することができる。
印刷プロセスに加えて、射出成形技術に伴う労力を何ら伴うことなく、接触面も実現できる。
【0013】
EL機能層の電気的接続部、または、電極は、様々な方法で、例えば、射出成形技術、および/または、印刷技術によって形成することができる。
これに関連して、キャリア上に、および/または、キャリア中に電気的接続部を実現することが考えられる。
接続部を重ね印刷する、または、コーティングすることにより、使用される材料に応じて、これらの接続部を電気的に結合することができ、または、絶縁することができる。
また、電気的接続部/電極上にマスク状のコーティング、または、層を形成することができる。
【0014】
発光層は、必要に応じて、ワード、および/または、画像情報の形態でインプリントされる。
タンポン印刷プロセスは、表面形状に沿った構造化表面の実現、および、発光層を伴うおよび伴わない厳格に線引きされた領域の実現を可能にする。
このようにしてもたらされ得る様々な情報は限りがない。
特に、発光層は、様々なレベルで、例えば、任意の中断部および繰り返し電気的接続部が電気的接続部の直接的なインプリントによって可能となる態様で形成されてもよい。
必要な場所ならどこでも、印刷によって、または、射出形成技術によって、絶縁中間領域、または、中間層を形成することもできる。
【0015】
また、機能層は、EL機能層の全機能をもたらすために絶縁体を挿入することによってインプリントされる。
【0016】
この時点で、少なくとも発光層を形成するために本発明に係るプロセスがタンポン印刷プロセスを使用することを言及しなければならない。
一般に、タンポン印刷プロセスおよび射出成形プロセス、ラッカー塗装技術等によって更なる機能層および発光層も形成できると考えられる。
同じことは、EL機能層の構造に不可欠な絶縁体にも当てはまる。
また、ここで、いわゆるELランプをもたらすために、EL照明、すなわち、EL機能層の使用がそのような機能層の任意の構造を規定することが指摘されなければならない。
正確な設計、または、実際の配線について説明することは必要ではないと考えられる。
これらは多くの参考資料から良く知られているからである。
単なる一例として、ドイツ国特許出願公開第10234125号を更に参照されたい。
ここでは、EL機能層がEL膜の形態で設けられている。
【0017】
EL機能層、少なくとも発光層封入カバーは、いわゆる2K反応プロセスによって形成することができる。
この場合、CCMプロセス(クリアコート成形)が特に適している。
このプロセスを用いると、EL機能層の一種のマクロ封入が可能である。
その場合、部品の外形を覆うことができ、あるいは、更には、形状を実現できる。
ここで使用される材料は、EL機能層によって形成される下側のELランプを介してそれが照らされ得るように透明であってもよい。
また、カバー、または、封入体の材料を着色することが考えられる。
これにより、完全な態様でカラーフィルタを形成できる。
【0018】
また、EL機能層を半透明なラッカーで覆うことが考えられる。
この場合、いわゆるレーザラッカーを使用できる。
レーザは、任意のタイプの光形状、したがって、部品の表面上の照明領域の全体の輪郭を形成できるようにレーザラッカーを文字通り燃やすために使用される。
【0019】
筐体を形成することができるが、筐体は外形に適用することができ、および/または、表面に対して再処理できる。
最終的に、外形を処理することさえできる。
この手段、または、これらの手段は、任意のタイプの表面構造を形成するのにも適する。
これらのケースでは、EL機能層が表面下にあってもよい。
【0020】
また、キャリアが特に非常に小型の形態の任意の数の電子部品を備える、または、含むことができることに留意すべきである。
また、実際に自立部品を形成するために、例えば、ソーラーボルタイック層を使用することにより、キャリアにそれ自体の電源/電圧源を割り当てることが考えられる。
特に、例えば、真空鋳造技術によって、任意の数の機能要素がキャリアに含まれている、あるいは、任意の数の機能要素を含めることができると考えられる。
このケースでも制限はない。
【0021】
ここで、本発明の教示内容を有利な態様で生み出して進展させるための、様々な選択肢がある。
この目的のため、一方では、請求項1から始まる特許請求の範囲を参照し、また、図面に基づく本発明の好ましい実施例の以下の説明を参照されたい。
図面に基づく本発明の好ましい実施例の説明に関連して、一般に好ましい構成および教示の進展が説明される。
【図面の簡単な説明】
【0022】
【図1】本発明に係る光放射のために必要なEL機能層を有する部品の実施例の基本設計の概略図である。
【図2】機械的および電気的なインタフェースを有するいわゆるELランプを含む部品の典型的な設計の概略図である。
【図3】光を放射するために作動され得る部品を形成するための想定し得るプロセスステップの概略的なフローチャートである。
【発明を実施するための形態】
【0023】
図1は、光を放射するために作動されるELランプを含む本発明のプロセスにしたがって形成される部品の実施例を示している。
【0024】
図1に示される設計は、部品が最初にキャリア1を含むことを示す。
これは任意のプラスチック基板であってもよい。
正確な形態は重要でない。
【0025】
キャリア1上には後部電極2が設けられる。
また、グランド配線3が設けられる。
これらは部品の電気的な接続である。
【0026】
後部電極2は誘電体4で覆われる。
また、誘電体4は後部電極2をグランド配線3から絶縁させる。
【0027】
エレクトロルミネセント層5がタンポン印刷法を用いて誘電体4に設けられる。
エレクトロルミネセント層5が導電ラッカー6によって覆われ、導電ラッカー6は同時にグランド配線3のための電気接点である。
EL照明の全ての機能層をインプリントできる。
【0028】
また、装置全体は、マクロ封入の効果を有する、すなわち、水分保護のためおよび構造全体の電気的および機械的な封入のためのシール封入体7によって覆われる。
【0029】
図2は、本発明にしたがって形成される、すなわち、一体型ELランプも有する他の部品を概略図で示している。
【0030】
キャリア1は電気的および機械的な結合媒体8を含み、その場合、接触がAC電圧源9によって示唆される。
キャリア要素1と導電接続ピン10との間には、プラスチックから形成される絶縁体11が設計されている。
したがって、図2に示される部品を機械的および電気的のいずれにおいても、すなわち、そこに設けられる電気的/機械的な結合媒体8に起因して接続できる。
【0031】
図2に示される部品のELランプは、図1に示される部品のELランプとして同様に構成される。
後部電極2が接続ピン10によって形成される。
上端には、絶縁体11と共に接続ピン10を覆う誘電体4がある。
EL層5が誘電体4に設けられ、誘電体4は導電ラッカー6によって覆われる。
【0032】
図2で選択される実施例では、カラーコート12が導電ラッカー6に設けられる。
カラーコート12は、EL層5からの光放射に関してカラーフィルタとしての機能を果たす。
【0033】
装置全体がCCMオーバーモールドされ、その場合、特定のオリジナル形状にしたがって部品の外形がほぼ規定される。
CCMオーバーモールド13のために透明材料が使用される。
【0034】
光が通り抜けて照射しないようにするラッカー14が部品全体の表面に設けられる。
また、ラッカー14は、任意のタイプの構造/形状を伴って、すなわち、少なくとも1つの観察窓15を伴って部分的に中断されており、観察窓15を通じて光を放射できる。
「照射される」領域、したがって、与えられるべき情報は、望み通りに、観察窓15の形状によって規定することができる。
【0035】
図3は、本発明に係るプロセスの実現を別のプロセスステップを用いてプロセス図で示している。
図3は、記述に起因して一目瞭然である。
【0036】
したがって、例えば、キャリアが工具ホルダに挿入されることが考えられ、その場合、キャリアは機械的および電気的な結合媒体を含むことができる。
【0037】
次のステップでは、個々の機能層がキャリア、または、基板の二次元、または、三次元電気接触面上に、例えば、タンポン印刷プロセスを使用してインプリントされる。
その後、または、同時に、既に説明したIMD技術にしたがってキャリアを精緻化することができ、その場合、キャリアに電気部品を設けることが考えられる。
【0038】
ELランプが実現された後、例えば、CCMプロセスにしたがって埋めることができ、変換することができ、あるいは、オーバーモールドされ、あるいは、鋳造され得るマクロ封入が可能である。
しかしながら、装置全体を既成のハウジングで覆うことも考えられる。
【0039】
その後、プリントキャリア、または、基板上に半透明カバーを実現できる。
プリントキャリア/基板と封入体との間のカット面をシールすることが有利である。
そのようなシールは、接着、ホットスタンピング、超音波溶着等によって形成することができる。
その後、部品をラッカー仕上げすることができ、あるいは、再びインプリントし、あるいは、レーザ加工できる。
【0040】
別の方法として、EL層を有する部品は、ラッカー仕上げされ/レーザ加工された後にCCMにしたがってインサート成形され、あるいは、最初にCCMにしたがってインサート成形された後にラッカー仕上げされ/レーザ加工される。
結果は、図1および図2の説明にしたがって光を放射するように作動される部品である。
【0041】
この時点で、前述したプロセスが本発明の思想を概略的にのみ示していることに留意すべきである。
特にプロセスを精緻化するために多くの更なるプロセスステップが考えられる。
【0042】
本発明に係る教示内容に関連して、EL機能層を含む任意の所望の部品を本発明のプロセスにしたがって形成できることが再び説明されなければならない。
これらは、一体型EL照明を有する任意の所望のディスプレイおよび動作要素となることができる。
特に、本発明のプロセスにしたがって、回転動作および直線動作を可能にする小型可動部品を実現することが考えられる。
【0043】
ここで対象となっているEL部品は、IMDプロセスを適用する際に実現するのが極めて難しい最も高い位置精度の情報/記号を有することができる。
最小数の部品を用いて簡易生産を実現できる。
【0044】
本発明に係るプロセスにおいて、EL部品の形状、特に所望の発光面は、形状およびサイズを自由に規定できる。
電気的および光学的な、あるいは、光技術的な要件に関して制限は殆どない。
【0045】
本発明に係るプロセスは、電圧源の電気的接続部とELランプの電極との間の簡単で、安全な、温度変化・腐食に耐性がある接触部の形成を可能にする。
【0046】
マクロ封入体の囲繞は、例えば、透明成形の適用によって部品の寿命を延ばす。
また、発光層のEL顔料が製造プロセス中に保たれる。
オーバーモールド材料、または、成形材料を着色することによってEL顔料の改良されたUV保護を実現できる。
【0047】
本発明に係るプロセスを用いて形成することができ、かつ、自動車産業の仕様および標準的な装飾様式を満たすEL部品が特に重要である。
終日設計(day and night design)が容易に形成される。
【0048】
例えば、光を放射するように作動され得る部品はスピードメーターニードルであってもよく、その構造は少ない部品によって特徴付けられる。
そのようなスピードメーターニードルは、特に、ELランプをブランクに直接に印刷することによって、これまで知られる導光システムに取って代わることができる。
したがって、スピードメーターニードルは、非常に簡単な構造を可能にするとともに、合理化された、プロセス安全性がある、費用効率の高い生産を可能にする。
特に、そのようなELインジケータは、機能において標準的な部品よりも優れている。
【0049】
正確に言うと、スピードメーターニードルの全長および照明領域全体にわたって完全な照射、または、照明を実現できる。
また、本発明に係るプロセスは、特にスピードメーターニードルの急な動きがない動作に関して機械的な要件を満たすことができる。
重量分布は、ほぼ自由に規定できる。
【0050】
最後に、前述した実施例は、特許請求の範囲の教示内容の典型的な説明に役立つにすぎず、これらの実施例に限定されないことに留意すべきである。
【符号の説明】
【0051】
1 ・・・ キャリア
2 ・・・ 後部電極
3 ・・・ グランド配線
4 ・・・ 誘電体
5 ・・・ エレクトロルミネセント層(EL層)
6 ・・・ 導電ラッカー
7 ・・・ 封入体
8 ・・・ 電気的/機械的な結合媒体
9 ・・・ AC電圧源
10 ・・・ 接続ピン
11 ・・・ 絶縁体
12 ・・・ カラーコート
13 ・・・ オーバーモールド
14 ・・・ ラッカー
15 ・・・ 観察窓
【特許請求の範囲】
【請求項1】
光を放射するように作動され得る部品を製造するプロセスであって、光放射がエレクトロルミネセンス(EL)によって行われるプロセスにおいて、
前記部品およびその機械的、かつ、電気的なインタフェースの形態をほぼ成すキャリアを設けて形成するプロセスステップと、
前記キャリアにEL照明の機能層を印刷するプロセスステップであって、少なくとも1つの機能層すなわち発光層の全体、または、少なくとも一部がタンポン印刷プロセスによって形成され、前記電気的なインタフェースが前記印刷に組み込まれているプロセスステップと、
水分からの保護としてかつ電気的および機械的な封入のために、透明または半透明なカバーを形成するプロセスステップとを備えていることを特徴とするプロセス。
【請求項2】
前記キャリアが、前記電気的なインタフェースの一部を少なくとも備える機械的なインタフェースとしての機能を果たす領域を含むことを特徴とする請求項1記載のプロセス。
【請求項3】
前記キャリアが、硬質または柔軟に実現され、例えば、硬質なあるいは柔軟な導体経路を伴って実現されることを特徴とする請求項1または請求項2記載のプロセス。
【請求項4】
射出成形技術によって、および/または、印刷技術によって、および/または、前記キャリアで電気的接続部または電極が実現されてインプリントされることを特徴とする請求項1乃至請求項3に記載のプロセス。
【請求項5】
前記発光層が、ワードおよび/または画像情報の形態で印刷されることを特徴とする請求項1乃至請求項4に記載のプロセス。
【請求項6】
前記発光層が、帯状に、場合により様々なレベルで設計されることを特徴とする請求項1乃至請求項5に記載のプロセス。
【請求項7】
前記機能層が、絶縁体の相互接続下でインプリントされることを特徴とする請求項1乃至請求項6に記載のプロセス。
【請求項8】
前記絶縁体が、射出成形技術、ラッカー技術、または、印刷技術によって形成されることを特徴とする請求項7記載のプロセス。
【請求項9】
前記カバーが、2K反応プロセスで、特にCCMプロセス(クリアコート成形)で設けられることを特徴とする請求項1乃至請求項8に記載のプロセス。
【請求項10】
前記カバーが、輪郭に適用され、および/または、表面に対して再処理されることを特徴とする請求項1乃至請求項9に記載のプロセス。
【請求項11】
前記キャリアが、電子部品および/または電源/電圧源を含んでいることを特徴とする請求項1乃至請求項10に記載のプロセス。
【請求項1】
光を放射するように作動され得る部品を製造するプロセスであって、光放射がエレクトロルミネセンス(EL)によって行われるプロセスにおいて、
前記部品およびその機械的、かつ、電気的なインタフェースの形態をほぼ成すキャリアを設けて形成するプロセスステップと、
前記キャリアにEL照明の機能層を印刷するプロセスステップであって、少なくとも1つの機能層すなわち発光層の全体、または、少なくとも一部がタンポン印刷プロセスによって形成され、前記電気的なインタフェースが前記印刷に組み込まれているプロセスステップと、
水分からの保護としてかつ電気的および機械的な封入のために、透明または半透明なカバーを形成するプロセスステップとを備えていることを特徴とするプロセス。
【請求項2】
前記キャリアが、前記電気的なインタフェースの一部を少なくとも備える機械的なインタフェースとしての機能を果たす領域を含むことを特徴とする請求項1記載のプロセス。
【請求項3】
前記キャリアが、硬質または柔軟に実現され、例えば、硬質なあるいは柔軟な導体経路を伴って実現されることを特徴とする請求項1または請求項2記載のプロセス。
【請求項4】
射出成形技術によって、および/または、印刷技術によって、および/または、前記キャリアで電気的接続部または電極が実現されてインプリントされることを特徴とする請求項1乃至請求項3に記載のプロセス。
【請求項5】
前記発光層が、ワードおよび/または画像情報の形態で印刷されることを特徴とする請求項1乃至請求項4に記載のプロセス。
【請求項6】
前記発光層が、帯状に、場合により様々なレベルで設計されることを特徴とする請求項1乃至請求項5に記載のプロセス。
【請求項7】
前記機能層が、絶縁体の相互接続下でインプリントされることを特徴とする請求項1乃至請求項6に記載のプロセス。
【請求項8】
前記絶縁体が、射出成形技術、ラッカー技術、または、印刷技術によって形成されることを特徴とする請求項7記載のプロセス。
【請求項9】
前記カバーが、2K反応プロセスで、特にCCMプロセス(クリアコート成形)で設けられることを特徴とする請求項1乃至請求項8に記載のプロセス。
【請求項10】
前記カバーが、輪郭に適用され、および/または、表面に対して再処理されることを特徴とする請求項1乃至請求項9に記載のプロセス。
【請求項11】
前記キャリアが、電子部品および/または電源/電圧源を含んでいることを特徴とする請求項1乃至請求項10に記載のプロセス。
【図1】


【図2】
【図3】
【図2】
【図3】
【公表番号】特表2013−514607(P2013−514607A)
【公表日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願番号】特願2012−543469(P2012−543469)
【出願日】平成22年12月9日(2010.12.9)
【国際出願番号】PCT/DE2010/001436
【国際公開番号】WO2011/072645
【国際公開日】平成23年6月23日(2011.6.23)
【出願人】(512158240)フランツ ビンダー ゲーエムベーハー プラス カンパニー エレクトリシェ ボーエレメンツ カーゲー (1)
【Fターム(参考)】
【公表日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願日】平成22年12月9日(2010.12.9)
【国際出願番号】PCT/DE2010/001436
【国際公開番号】WO2011/072645
【国際公開日】平成23年6月23日(2011.6.23)
【出願人】(512158240)フランツ ビンダー ゲーエムベーハー プラス カンパニー エレクトリシェ ボーエレメンツ カーゲー (1)
【Fターム(参考)】
[ Back to top ]