
免震構造体用プラグおよびその製造方法並びに免震構造体
【課題】十分な減衰性能、変位追従性等を有する免震構造体用プラグを、空隙を生じることなく均一な密度で製造する方法を提供する。また、該方法で製造した免震構造体用プラグを用いた免震構造体を提供する。
【解決手段】エラストマー成分に補強性充填剤および熱可塑性樹脂を配合してなるエラストマー組成物と、粉体とを少なくとも含有するプラグ用組成物からなる免震構造体用プラグの製造方法であって、前記プラグ用組成物を成型用の型に投入する工程と、前記型中において、前記プラグ用組成物を前記熱可塑性樹脂の軟化点−30℃以上の温度で成型する工程とを含む方法である。また、該方法で製造した免震構造体用プラグ、および該免震構造体用プラグを使用した免震構造体である。
【解決手段】エラストマー成分に補強性充填剤および熱可塑性樹脂を配合してなるエラストマー組成物と、粉体とを少なくとも含有するプラグ用組成物からなる免震構造体用プラグの製造方法であって、前記プラグ用組成物を成型用の型に投入する工程と、前記型中において、前記プラグ用組成物を前記熱可塑性樹脂の軟化点−30℃以上の温度で成型する工程とを含む方法である。また、該方法で製造した免震構造体用プラグ、および該免震構造体用プラグを使用した免震構造体である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、免震構造体用プラグおよびその製造方法、並びに該製造方法を用いて作製した免震構造体用プラグを使用した免震構造体に関するものである。
【背景技術】
【0002】
従来、ゴム等の粘弾性的性質を有する軟質板と鋼板等の硬質板とを交互に積層した免震構造体が、免震装置の支承等として使用されている。このような免震構造体の中には、例えば、軟質板と硬質板とからなる積層体の中心に中空部を形成し、そして該中空部の内部に、均一組成となるように成形したプラグを圧入したものがある。
【0003】
上記プラグとしては、全体が鉛からなるプラグが使用されることが多く、積層体がせん断変形する際に、該プラグが塑性変形することで振動のエネルギーを吸収する。しかしながら、鉛は、環境負荷が大きく、また廃棄時等に要するコストが大きい。このため、鉛の代替材料を用いて、十分な減衰性能、変位追従性等を有するプラグを開発することが試みられている。例えば、特公平7−84815号には、鉛プラグに代えて、積層体の中空部に固体物質と、鉱物油、植物油等の液状物質からなる粘性体とを封入し、固体物質の隙間を粘性体で充填するようにした免震装置が提案されている。
【0004】
しかし、粘性体として鉱物油、植物油等の液状物質を使用したこの免震装置は、長期の使用では液状物質中で固体物質が沈殿してしまい、分散性が悪化してしまう。その結果、局所的に減衰性能が変化して、安定した減衰性能を発揮できない恐れがあった。
【0005】
これに対して、特開2006−316990号公報には、塑性流動材と、金属、硬質樹脂、硬質繊維等からなる硬質充填材とを、組成が均一となるように積層体の中空部に充填した免震装置が開示されており、その塑性流動材としては、せん断降伏応力が特定の範囲にある材料が好ましいことが開示されている。
【特許文献1】特公平7−84815号公報
【特許文献2】特開2006−316990号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかし、上記のような従来の代替技術では、プラグとして十分な減衰特性、変位追従性等を有する免震構造体用プラグを得ることができないため、性能面で改善の余地がある。
【0007】
これに対し、本発明者らは、十分な減衰特性、変位追従性を有する免震構造体用プラグとして、エラストマー成分に補強性充填剤および熱可塑性樹脂を配合してなるエラストマー組成物と、粉体とを含有するプラグ用組成物を加圧成型したプラグを新たに創作した。しかしながら、この様なプラグを加圧成型して製造する場合には、粉体のみを加圧成型して成型体を製造する場合と同様に、金型と材料との摩擦、粉体の流動性不足等に起因して生じる空隙により、成型体の下部や外周部において密度が低くなってしまい、均一な密度を有するプラグが得難いという点で製造方法に改善の余地があった。
【課題を解決するための手段】
【0008】
この発明は、上記課題を有利に解決することを目的とするものであり、この発明の免震構造体用プラグの製造方法は、エラストマー成分に補強性充填剤および熱可塑性樹脂を配合してなるエラストマー組成物と、粉体とを少なくとも含有するプラグ用組成物からなる免震構造体用プラグの製造方法であって、前記プラグ用組成物を成型用の型に投入する工程と、前記型中において、前記プラグ用組成物を前記熱可塑性樹脂の軟化点−30℃以上の温度で成型する工程とを含むことを特徴とする。このようにエラストマー成分に補強性充填剤および熱可塑性樹脂を配合してなるエラストマー組成物と、粉体とを含有するプラグ用組成物を成型することにより、十分な減衰性能、変位追従性等を有する免震構造体の提供が可能な免震構造体用プラグを製造することができる。また、上記プラグ用組成物の成型を熱可塑性樹脂の軟化点−30℃以上の温度(軟化点より30℃低い温度以上の温度)、好ましくは軟化点以上の温度で行うことにより、プラグ用組成物の流動性が増大した状態で成型が可能となるので、空隙率が低く均一な密度を有する免震構造体用プラグを得ることができる。更に、成型をプレス成型により行う場合には、成型に必要な圧力(成型圧)を低減することができる。
【0009】
ここで、熱可塑性樹脂の軟化点とは、環球法(JIS K5601−2−2)により測定した値である。
【0010】
本発明の免震構造体用プラグの製造方法は、前記粉体が金属粉および/または金属化合物粉であることが好ましく、鉄粉であることが特に好ましい。鉄粉は、安価である上、破壊強度が高く、また、鉄粉を使用することで、プラグが優れた減衰性能を長期に渡って発揮することが可能となる。
【0011】
本発明の免震構造体用プラグの製造方法は、前記温度が前記軟化点に対し−30℃以上、150℃以下の温度であることが好ましい。成型時のプラグ用組成物の温度が高すぎると、冷却に時間がかかると共にエラストマー成分が劣化する。また、粉体同士の密着性が低くなるため、成形したプラグが高温条件下で脆いプラグになってしまう。一方、温度が低すぎると、成型品の空隙率が高くなってしまう。
【0012】
本発明の免震構造体用プラグの製造方法は、前記プラグ用組成物を前記型に投入した後に当該型を加熱することで、前記成型を前記軟化点−30℃以上の温度で行うようにしても良い。型中でプラグ用組成物を加熱することにより、プラグ用組成物を十分に加熱した上で成型を行うことができる。
【0013】
また、本発明の免震構造体用プラグの製造方法は、予め加熱した前記プラグ用組成物を前記型に投入することで、前記成型を前記軟化点−30℃以上の温度で行うようにしても良い。予めプラグ用組成物を加熱しておくことで、速やかな成型が可能になると共に、型の加熱および冷却が不要となる。
【0014】
本発明の免震構造体用プラグの他の好適例においては、前記エラストマー成分の少なくとも一部が未架橋であり、好ましくは、前記エラストマー組成物は未加硫ゴム組成物からなる。この場合、プラグが大変形の履歴を受けた後、プラグの位置が再び原点に戻った際に、プラグが元の形状に戻ることができ、その結果、初期と同等の性能を長期に渡って維持することが可能となる。
【0015】
また、本発明の免震構造体用プラグは、上記方法で製造されたことを特徴とする。更に、本発明の免震構造体は、剛性を有する剛性板と弾性を有する弾性板とが交互に積層されてなり、該積層方向に延びる中空部を有する積層体と、該積層体の中空部に設けられたプラグとを具える免震構造体において、前記プラグが上記方法で製造された免震構造体用プラグであることを特徴とする。
【発明の効果】
【0016】
本発明によれば、十分な減衰性能、変位追従性等を有する免震構造体用プラグを、空隙を低減しつつ均一な密度で製造する方法を提供することができる。また、該製造方法で作製したプラグを用いた免震構造体を提供することができる。
【発明を実施するための最良の形態】
【0017】
<プラグ用組成物>
以下に、免震構造体用プラグを構成するプラグ材の製造に使用されるプラグ用組成物を詳細に説明する。このプラグ用組成物は、エラストマー成分に補強性充填剤および熱可塑性樹脂を配合してなるエラストマー組成物と、粉体とを含有することを特徴とする。
【0018】
このプラグ用組成物に用いるエラストマー成分としては、室温でゴム弾性を呈するもの、例えば、天然ゴムや合成ゴム等のゴム、熱可塑性エラストマーを使用することができ、これらの中でも、天然ゴムや合成ゴム等のゴムを使用することが好ましい。天然ゴムや合成ゴム系のポリマーは、粘弾性体で若干の弾性は示すものの塑性が大きく、大変形にも追従でき、振動後、原点に戻ったときには再び同じ状態に再凝集できる。また、エラストマー成分がゴムの場合(即ち、エラストマー組成物がゴム組成物の場合)、プラグの減衰性能が向上する上、耐久性も向上する。上記エラストマー成分として、より具体的には、天然ゴム(NR)、ポリイソプレンゴム(IR)、ポリブタジエンゴム(BR)、スチレン−ブタジエンゴム(SBR)、クロロプレンゴム(CR)、エチレン−プロピレンゴム、ニトリルゴム、ブチルゴム、ハロゲン化ブチルゴム、アクリルゴム、ポリウレタン、シリコーンゴム、フッ化ゴム、多硫化ゴム、ハイパロン、エチレン酢酸ビニルゴム、エピクロルヒドリンゴム、エチレン−メチルアクリレート共重合体、スチレン系エラストマー、ウレタン系エラストマー、ポリオレフィン系エラストマー等が挙げられる。これらエラストマー成分は、1種単独で用いてもよいし、2種以上をブレンドして用いてもよい。
【0019】
上記エラストマー成分は、少なくとも一部、好ましくは全てが未架橋であることが好ましく、より具体的には未加硫であることが好ましい。エラストマー成分が完全に架橋されている場合、大変形を受けた際には変形するものの、変形時に粉体の位置が変わることができず、ある限界点をもって変形への追従が不可能となり、架橋エラストマー部分が破断、或いは、架橋エラストマー部分の反発力で元の形状に戻ろうとする。架橋エラストマー部分が破断してしまうと、プラグの位置が原点に戻ってもプラグが元の形状に戻らないため、減衰性能が徐々に低下してしまい、また、架橋エラストマー部分の反発力が働くと、本来の減衰性能が発揮できなくなる。一方、エラストマー成分が未架橋であれば、変形への追従が可能であり、また、プラグが大変形の履歴を受けた後、再び原点に戻った際に、プラグ全体には静水圧がかかっているため、プラグが元の形状に戻ることができ、その結果、初期と同等の性能を長期に渡って維持することが可能となる。なお、架橋点が非常に少ない場合、または、プラグの表面のみが架橋されている場合は、プラグが変形した後に、元の形状に戻れるため、本発明において未架橋とは、架橋反応を未だ完全には経ていない状態をさし、部分的に架橋された状態も包含する。
【0020】
プラグ用組成物に用いる補強性充填剤とは、エラストマー成分に対する補強を行っており、自身の凝集力とエラストマー成分との結合力とを強く有する物質であり、エラストマー成分に配合されることによって、該結合力によりエラストマー組成物全体の粘度を上昇させ、その結果としてプラグの減衰性能を向上させる作用を有する。一般に、免震構造体のプラグは、地震で発生したエネルギーを吸収する(例えば、熱等に変換する)ことで、減衰効果を発揮するため、プラグの流動抵抗が大きくなるに従って、減衰効果が大きくなる。これに対し、エラストマー成分に補強性充填剤を配合した場合、エラストマー組成物の流動抵抗が大きくなり、十分な減衰性能、変位追従性等を有するプラグを得ることが可能となる。
【0021】
上記補強性充填剤としては、エラストマー成分との相互作用によってエラストマー組成物の粘度を向上させる効果が大きい点で、カーボンブラック及びシリカが好ましく、カーボンブラックが特に好ましい。ここで、カーボンブラッックとしては、SAF、ISAF、HAFグレードのもの等が挙げられ、これらの中でも、SAF、ISAFグレードのもの等の微粒子で表面積が大きいものが好ましい。また、シリカとしては、湿式シリカ、乾式シリカ、及びコロイダルシリカ等が挙げられる。これら補強性充填剤は、1種単独で用いてもよいし、2種以上を組み合わせて用いてもよい。
【0022】
上記エラストマー組成物における補強性充填剤の配合量は、上記エラストマー成分100質量部に対して60〜150質量部の範囲が好ましい。補強性充填剤の配合量が60質量部未満では、エラストマー組成物の粘度及び流動抵抗が低く、プラグの減衰性能が不十分となり易い。一方、補強性充填剤の配合量が150質量部を超えると、混練が難しく、均一な組成物を得難くなる上、プラグの繰り返し安定性が低下する。
【0023】
プラグ用組成物に用いる熱可塑性樹脂は、大変形の際にもプラグの減衰性能を向上させる作用を有する。また、樹脂は、加工助剤としても作用し、プラグ用組成物の混練を容易にすることができる。
【0024】
上記樹脂としては、粘着付与剤としての作用を有するものが好ましく、より具体的には、フェノール樹脂、ロジン樹脂、ジシクロペンダジエン(DCPD)樹脂、ジシクロペンダジエン−イソプレン共重合体、C5系石油樹脂、C9系石油樹脂、脂環式系石油樹脂、C5留分とC9留分を共重合して得られる石油樹脂、キシレン樹脂、テルペン樹脂、ケトン樹脂、及びこれらの樹脂の変性樹脂等が挙げられる。これら樹脂は、1種単独で用いてもよいし、2種以上を組み合わせて用いてもよい。なお、エラストマー組成物における樹脂の配合量は、上記エラストマー成分100質量部に対して20〜100質量部の範囲が好ましい。樹脂の配合量が20質量部未満では、プラグの減衰性能を向上させる効果が小さく、一方、100質量部を超えると、エラストマー組成物の加工性が低下する。
【0025】
上記エラストマー組成物には、上記エラストマー成分、補強性充填剤、樹脂の他に、老化防止剤、ワックス、可塑剤、軟化剤等のエラストマー組成物に一般に添加される添加剤も配合できる。エラストマー組成物に老化防止剤を配合することにより、長期間経過した後でもプラグの物性変化を小さく抑えることが可能となる。なお、そのような目的のために、老化防止剤と共に、酸化防止剤、オゾン劣化防止剤、安定剤、難燃剤等を配合することはとりわけ有効である。
【0026】
上記可塑剤としては、フタル酸、イソフタル酸、アジピン酸、テトラヒドロフタル酸、セバシン酸、アゼライン酸、マレイン酸、フマル酸、トリメリット酸、クエン酸、イタコン酸、オレイン酸、リシノール酸、ステアリン酸、リン酸、スルホン酸等の誘導体(例えば、エステル);グリコール、グリセリン、エポキシの誘導体、重合系可塑剤が挙げられる。これら可塑剤は、1種単独で用いてもよいし、2種以上をブレンドして用いてもよい。
【0027】
上記軟化剤(オイル)としては、アロマ系オイル、ナフテン系オイル、パラフィン系オイル等の鉱物油系軟化剤;ヒマシ油、綿実油、アマニ油、ナタネ油、大豆油、パーム油、落花生油、ロジン、パインオイル等の植物油系軟化剤;シリコーン油等の低分子量オイルを挙げることができる。これら軟化剤は、1種単独で用いてもよいし、2種以上をブレンドして用いてもよい。
【0028】
上記のプラグ用組成物に用いる粉体は、プラグの減衰性能を主として担う材料であり、具体的には、粉体同士の摩擦及び粉体とエラストマー成分との摩擦により振動を減衰させる。ここで粉体とは、補強性充填剤以外のものを指し、例えば、金属粉、炭化ケイ素粉等を包含する。
【0029】
上記粉体としては、金属粉が好ましく、また、該金属粉としては、環境への負荷が小さいものが好ましく、例えば、鉄粉、ステンレス粉、ジルコニウム粉、タングステン粉、青銅(CuSn)粉、アルミニウム粉、金粉、銀粉、錫粉、炭化タングステン粉、タンタル粉、チタン粉、銅粉、ニッケル粉、ニオブ粉、鉄−ニッケル合金粉、亜鉛粉、モリブデン粉等が挙げられ、これら金属粉は、1種単独で用いてもよいし、2種以上を組み合わせて用いてもよい。なお、これら金属粉は、金属酸化物粉でもよいため、上記粉体としては、金属酸化物粉等の金属化合物粉も好適に使用できる。これら粉体の中でも、鉄粉が特に好ましい。鉄粉は、安価である上、他の金属粉と対比して破壊強度が高く、また、鉄粉を主成分とする免震構造体用プラグは、固すぎることも脆すぎることもないため、優れた減衰性能を長期に渡って発揮することができる。なお、鉄粉としては、還元鉄粉、電解鉄粉、噴霧鉄粉、純鉄粉、鋳鉄粉等が挙げられるが、これらの中でも、還元鉄粉が好ましい。
【0030】
プラグ用組成物において上記粉体の含有量は、50〜74体積%の範囲が好ましい。プラグ用組成物中の粉体の含有量が50体積%未満では、粉体間の距離が広すぎ、変形時の粉体同士の摩擦、及び粉体と他の成分との間の流動抵抗が小さくなるため、減衰性能が不十分である。一方、プラグ用組成物中の粉体の含有量が74体積%を超えると、粉体同士の接触が増え、繰り返し耐久性が低下する上、プラグ用組成物からプラグを成形する際に、プラグ用組成物から空気を十分に除くことが難しく、プラグの体積が理想体積(空気の混入が無い場合の体積)より大幅に大きくなり、プラグの減衰性能が低下する。
【0031】
上記粉体の粒径は、0.1μm〜2mmの範囲が好ましく、1μm〜150μmの範囲が更に好ましい。粉体の粒径が0.1μm未満では、取り扱いが困難であり、一方、粉体の粒径が2mmを超えると、粉体同士の摩擦が減少して減衰効果が低下する傾向がある。なお、粉体の粒径が1μm以上であれば、取り扱いが容易であり、粉体の粒径が150μm以下であれば、プラグの減衰性能が十分に高い。ここで、粉体の粒径は、レーザー回折による粒子径測定(JIS Z8825−1)で求められ、該レーザー回折による方法において、粉体の粒子の長軸−短軸の平均(球形と捉えられる)を測定して得られる値である。
【0032】
また、上記粉体の形状は、不定形であることが好ましい。ここで、不定形とは、球状などの1種類の形状のみではなく、凹凸を有するものや突起を有するものなど、種々の形態を有する形状が混在していることを意味する。バルクを粉砕することなどによって得られる粉体の形状は当然に不定形であるが、球状の粉体を用いた場合と比較したところ、不定形の粉体を用いた方が良好な減衰効果が得られた。これは、不定形の粉体を使用すると、粉体同士、粉体−エラストマー成分間の摩擦の際に引っ掛かり効果のようなものが生じ、球状のもの等を使用した場合と比較して摩擦が大きくなって、減衰性能が良好になるためであると考えられる。
【0033】
上述のプラグ用組成物は、エラストマー成分に補強性充填剤および熱可塑性樹脂を配合してなるエラストマー組成物と、粉体とを用いる以外特に制限はなく、例えば、以下のようにして製造することができる。
【0034】
まず、第一工程において、エラストマー成分に、補強性充填剤と、熱可塑性樹脂と、必要に応じて適宜選択した各種配合剤とを加えて混練して、エラストマー組成物を調製する。
【0035】
次に、第二工程において、上記エラストマー組成物に粉体を加えて更に混練する。第二工程においては、粉体を複数回に分けて配合することが好ましく、粉体を複数回に分けて配合することで、均一なプラグ用組成物を製造することが可能となる。
【0036】
上記プラグ用組成物の製造の第一および第二工程には、ニーダー、バンバリーミキサー等の通常の混練装置を用いることができる。また、混練の条件も、特に限定されるものではなく、当該技術分野において通常用いられている条件を適宜改変して本発明の組成物が十分に混練されるような条件を設定することができる。例えば、第二工程の混練条件としては、回転数が20〜40rpmの範囲で、温度は100℃程度が好ましい。エラストマー成分の粘度低下を抑えるためには、回転数は低い方が好ましい。また、温度については、エラストマー組成物への粉体の分散を良くするために、エラストマー組成物を軟化させるのに十分な温度が好ましいが、温度が高過ぎると、エラストマー成分が劣化したり、冷却に時間がかかり過ぎて生産性が低下したりする。なお、混練された組成物を排出する前に、圧力を開放して無加圧で混練することが好ましく、無加圧で混練することによって、組成物が固まりにならず、組成物の取り出しが容易となる。
【0037】
<免震構造体用プラグ>
本発明の免震構造体用プラグの製造方法により、免震構造体用プラグは上述したプラグ用組成物から例えば以下のようにして製造することができる。
【0038】
上記のようにして調製したプラグ用組成物を混練装置から取り出して、成型装置に移し、例えば温度と圧力をかけることによってプレス加工する。具体的には、プラグ用組成物に含まれている熱可塑性樹脂の軟化点−30℃以上(150℃以下)の温度で、プラグ用組成物のプレス加工を行う。なお、上述のように、本発明においては熱可塑性樹脂を2種以上組み合わせて用いることができるが、その場合、最も低い軟化点を持つ樹脂の軟化点−30℃以上の温度でプレス加工を行うことを要する。そして、成型されたプラグを装置から取り出し、免震構造体用プラグとする。なお、この工程で使用するプレス機としては、当該技術分野において通常使用されているものを採用することができる。また、プレス加工の条件も、温度以外は特に限定されるものではなく、当該技術分野において通常に用いられている条件を適宜改変してプラグの成型に適した条件を設定することができる。例えば、プレス加工の条件として、成形圧力は0.7 t/cm2以上が好ましい。
【0039】
ここで、熱可塑性樹脂の軟化点−30℃以上の温度でプレス加工を行うためには、プラグ用組成物を成型装置に移した後に成型装置(金型)内で加熱してプレス加工を行っても良く、或いは、予め軟化点−30℃以上の温度までプラグ用組成物を加熱しておき、加熱したプラグ用組成物を成型装置に投入してプレス加工を行っても良い。
【0040】
<免震構造体>
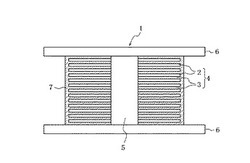
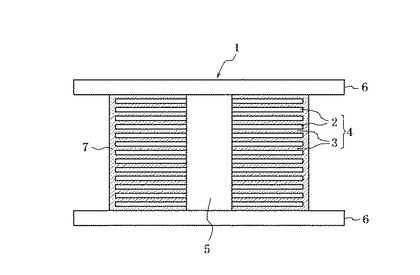
本発明の免震構造体は、剛性を有する剛性板と弾性を有する弾性板とが交互に積層されてなり、該積層方向に延びる中空部を有する積層体と、該積層体の中空部に設けられたプラグとを具え、該プラグが上述の免震構造体用プラグであることを特徴とし、減衰性能、変位追従性等が高い。以下に、図1を参照しながら本発明の免震構造体を詳細に説明する。
【0041】
本発明の免震構造体1は、略ドーナツ板状の、剛性を有する剛性板2と弾性を有する弾性板3とが交互に積層されてなり、該積層方向(鉛直方向)に延びる円筒状の中空部を中心部に有する積層体4と、該積層体4の中空部に設けられたプラグ5と、積層体4及びプラグ5の両端(上端及び下端)に固定されたフランジ板6とを具え、積層体4の外周面は積層体被覆材7で覆われている。
【0042】
積層体4を構成する剛性板2と弾性板3とは、例えば、加硫接着により、あるいは接着剤により強固に貼り合わされている。なお、加硫接着においては、剛性板2と未加硫ゴム組成物とを積層してから加硫を行い、未加硫ゴム組成物の加硫物が弾性板3となる。ここで、剛性板2としては、鋼板等の金属板、セラミックス板、FRP等の強化プラスチックス板等を使用することができる。一方、弾性板3としては、加硫ゴム製の板等を使用することができる。また、本発明の免震構造体1を構成する積層体4は、積層体被覆材7で覆われていなくてもよいが、積層体4の外周面が積層体被覆材7で覆われている場合、積層体4に外部から雨や光が届かなくなり、酸素やオゾン、紫外線による積層体4の劣化を防止できる。なお、積層体被覆材7としては、弾性板3と同一の材料、例えば、加硫ゴム等を使用できる。
【0043】
そして積層体4は、振動により水平方向のせん断力を受けた際には、せん断変形して、振動のエネルギーを吸収する。また、積層体4は、剛性板2と弾性板3とが交互に積層されてなるため、積層方向(鉛直方向)に荷重が作用しても、圧縮が抑制されている。
【0044】
そしてプラグ5が積層体4の中空部に圧入された上記免震構造体1は、振動により水平方向のせん断力を受けた際には、積層体4と共にプラグ5がせん断変形して、振動のエネルギーを効果的に吸収して、振動を速やかに減衰することができる。
【実施例】
【0045】
以下に、実施例を挙げて本発明を更に詳しく説明するが、本発明は下記の実施例に何ら限定されるものではない。
【0046】
<空隙率の評価>
(実施例1〜4)
ニーダーを用いて、表1に示す配合処方のエラストマー組成物を調製し、次に、該エラストマー組成物と鉄粉とを表1に示す体積比で混練してプラグ用組成物を調製した。そして、該プラグ用組成物を、表1に示す条件でプレス加工して、直径45mm、プラグ長90mmの円柱状の免震構造体用プラグを作製した。
【0047】
(比較例1)
ニーダーを用いて、実施例1〜4と同様の配合処方のエラストマー組成物を調製し、該エラストマー組成物を表1に示す条件でプレス加工して、直径45mm、プラグ長90mmの円柱状の免震構造体用プラグを作製した。
【0048】
(評価)
上記免震構造体用プラグに対して、以下の式(1)〜(4)を用いて空隙率の算出を行った。結果を表1に示す。
空隙率(%)={1−(プラグの比重/プラグ用組成物の計算比重)}×100 ・・・(1)
プラグの比重=プラグ重量/プラグ体積 ・・・(2)
プラグ体積={(プラグ半径)2×π}×プラグ高さ ・・・(3)
プラグ用組成物の計算比重=(粉体の体積分率×粉体の比重)+(エラストマー組成物の体積分率×エラストマー組成物の比重) ・・・(4)
【0049】
【表1】

【0050】
*1 天然ゴム, 未加硫, RSS#4
*2 ポリブタジエンゴム(低シス), 未加硫, 旭化成製「ジエンNF35R」
*3 カーボンブラック, ISAF, 東海カーボン製「シースト6P」
*4 樹脂, 日本ゼオン製「ゼオファイン」、新日本石油化学製「日石ネオポリマー140」、丸善石油化学製「マルカレッツM−890A」, 「ゼオファイン」:「日石ネオポリマー140」:「マルカレッツM−890A」=40:40:20(質量比)
*5 可塑剤, ジオクチルアジペート(DOA)
*6 その他の配合剤, 亜鉛華、ステアリン酸、老化防止剤[住友化学製「アンステージ6C]、ワックス[新日本石油製「プロトワックス1」], 亜鉛華:ステアリン酸:老化防止剤:ワックス=4:5:3:1(質量比)
*7 エラストマー成分と、粒径=40μmの不定形還元鉄粉との体積比
【0051】
表1の実施例1〜4および比較例1から、樹脂の軟化点(日本ゼオン製「ゼオファイン」:100℃、丸善石油化学製「マルカレッツM−890A」:100℃、新日本石油化学製「日石ネオポリマー140」:145℃)−30℃以上の温度でプレス加工を行った免震構造体用プラグは、空隙率が低くなり、全体的に均一な密度を有することが分かる。このことから、樹脂の軟化点−30℃以上の温度でプラグを成型することにより、良好な免震構造体用プラグを得ることが可能であることが分かる。
【0052】
<減衰性能等の評価>
(実施例5〜13)
ニーダーを用いて、表2に示す配合処方のエラストマー組成物を調製し、次に、該エラストマー組成物と粉体とを表2に示す体積比で混練してプラグ用組成物を調製した。次に、該プラグ用組成物を温度100℃、圧力1.3 ton/cm2でプレス加工して直径45 mmの円柱状の免震構造体用プラグを作製した。
【0053】
(比較例2)
ニーダーを用いて、表2に示す配合処方のエラストマー組成物を調製し、該エラストマー組成物を実施例5〜13と同様にプレス加工して免震構造体用プラグを作製した。
【0054】
(評価)
中央に円筒状の中空部を有し、外径が225mmで、剛性を有する剛性板[鉄板]と弾性を有する弾性板[加硫ゴム(G'=0.4MPa)]とが交互に積層されてなる積層体の中空部に、上記免震構造体用プラグを圧入して、図1に示す構造の免震構造体を作製した。なお、プラグの体積は、積層体の中空部の体積の1.01倍とした。上記免震構造体用プラグに対して、下記の方法で減衰性能、追従性、繰り返し安定性及び成形加工性を評価した。結果を表2に示す。
【0055】
(減衰性能)
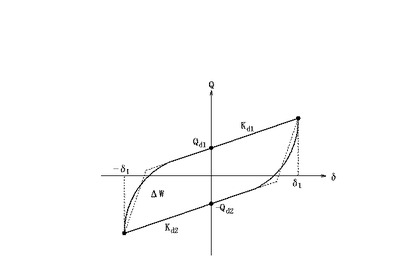
上記免震構造体に対し、動的試験機を用いて鉛直方向に基準面圧をかけた状態で水平方向に加振して規定変位のせん断変形を生じさせた。なお、加振変位は、積層体の総厚さを100%として、歪50〜250%とし、加振周波数は0.33Hzとし、垂直面圧は10MPaとした。図2に、水平方向の変形変位(δ)と免震構造体の水平方向荷重(Q)との関係を示す。図2中のヒステリシス曲線で囲まれた領域の面積ΔWが広くなるほど、振動のエネルギーを多く吸収できることを意味する。ここでは、簡便のため、歪200%における切片荷重Qd(変位0における水平荷重値)でプラグの減衰性能を評価した。なお、切片荷重Qdは、ヒステリシス曲線が縦軸と交差する点での荷重Qd1、Qd2を用いて、下記式:
Qd=(Qd1+Qd2)/2
から計算した。Qdが大きくなる程、ヒステリシス曲線で囲まれた領域の面積が広くなり、減衰性能が優れることを示す。
【0056】
(追従性)
積層体がせん断変形した際に、プラグがその変形に追従できるか否かを評価し、プラグが変形に追従できる場合を○(良好)、追従できない場合を×(不良)とした。
【0057】
(繰り返し安定性)
予備試験として、50%、100%、150%、200%、250%歪の各3サイクルずつ、せん断変形を実施した。次に、せん断変形を100%歪(1)、200%歪、100%歪(2)の順に各3サイクルずつかけたとき、Qd(100%歪(2)の3サイクル目)/Qd(100%歪(1)の3サイクル目)が0.5以上の場合を○(良好)、0.5未満の場合を×(不良)とした。
【0058】
(加工性)
プラグ用組成物をプレス加工して免震構造体用プラグを作製する際の加工性を評価し、加工性が良好な場合を○、加工性が悪い場合を×とした。
【0059】
【表2】
【0060】
*8 鉄粉1, 粒径=40μm, 不定形還元鉄粉
*9 鉄粉2, 粒径=45μm, 球状鋳鉄粉
*10 鉄粉3, 粒径=8μm, 不定形還元鉄粉
*11 鉄粉4, 粒径=8μm, 球状カルボニル鉄粉
*12 アルミナ粉, 粒径=50μm
*13 炭化ケイ素粉, 粒径=1μm
*14 エラストマー成分/粉体の体積比
【0061】
表2の実施例5〜13から、エラストマー成分に補強性充填剤および熱可塑性樹脂を配合してなるエラストマー組成物と、鉄粉とを含有するプラグ用組成物から作製したプラグを用いることで、免震構造体の減衰性能を十分に確保できることが分かる。また、表2の比較例2から、粉体が減衰効果に大きく寄与していることが分かる。
【0062】
表2の実施例5〜7から、プラグ用組成物中の粉体の含有量が50〜74体積%であれば、加工性および減衰性能が優れたプラグを得ることができることが分かる。
【0063】
表2の実施例8〜13から、粉体として金属粉、特には鉄粉を使用することで、減衰性能が向上することが分かる。
【図面の簡単な説明】
【0064】
【図1】本発明の免震構造体の一例の断面図である。
【図2】プラグを使用した免震構造体における、水平方向の変形変位(δ)と水平方向荷重(Q)との関係を示すグラフである。
【符号の説明】
【0065】
1 免震構造体
2 剛性板
3 弾性板
4 積層体
5 プラグ
6 フランジ板
7 被覆材
【技術分野】
【0001】
本発明は、免震構造体用プラグおよびその製造方法、並びに該製造方法を用いて作製した免震構造体用プラグを使用した免震構造体に関するものである。
【背景技術】
【0002】
従来、ゴム等の粘弾性的性質を有する軟質板と鋼板等の硬質板とを交互に積層した免震構造体が、免震装置の支承等として使用されている。このような免震構造体の中には、例えば、軟質板と硬質板とからなる積層体の中心に中空部を形成し、そして該中空部の内部に、均一組成となるように成形したプラグを圧入したものがある。
【0003】
上記プラグとしては、全体が鉛からなるプラグが使用されることが多く、積層体がせん断変形する際に、該プラグが塑性変形することで振動のエネルギーを吸収する。しかしながら、鉛は、環境負荷が大きく、また廃棄時等に要するコストが大きい。このため、鉛の代替材料を用いて、十分な減衰性能、変位追従性等を有するプラグを開発することが試みられている。例えば、特公平7−84815号には、鉛プラグに代えて、積層体の中空部に固体物質と、鉱物油、植物油等の液状物質からなる粘性体とを封入し、固体物質の隙間を粘性体で充填するようにした免震装置が提案されている。
【0004】
しかし、粘性体として鉱物油、植物油等の液状物質を使用したこの免震装置は、長期の使用では液状物質中で固体物質が沈殿してしまい、分散性が悪化してしまう。その結果、局所的に減衰性能が変化して、安定した減衰性能を発揮できない恐れがあった。
【0005】
これに対して、特開2006−316990号公報には、塑性流動材と、金属、硬質樹脂、硬質繊維等からなる硬質充填材とを、組成が均一となるように積層体の中空部に充填した免震装置が開示されており、その塑性流動材としては、せん断降伏応力が特定の範囲にある材料が好ましいことが開示されている。
【特許文献1】特公平7−84815号公報
【特許文献2】特開2006−316990号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかし、上記のような従来の代替技術では、プラグとして十分な減衰特性、変位追従性等を有する免震構造体用プラグを得ることができないため、性能面で改善の余地がある。
【0007】
これに対し、本発明者らは、十分な減衰特性、変位追従性を有する免震構造体用プラグとして、エラストマー成分に補強性充填剤および熱可塑性樹脂を配合してなるエラストマー組成物と、粉体とを含有するプラグ用組成物を加圧成型したプラグを新たに創作した。しかしながら、この様なプラグを加圧成型して製造する場合には、粉体のみを加圧成型して成型体を製造する場合と同様に、金型と材料との摩擦、粉体の流動性不足等に起因して生じる空隙により、成型体の下部や外周部において密度が低くなってしまい、均一な密度を有するプラグが得難いという点で製造方法に改善の余地があった。
【課題を解決するための手段】
【0008】
この発明は、上記課題を有利に解決することを目的とするものであり、この発明の免震構造体用プラグの製造方法は、エラストマー成分に補強性充填剤および熱可塑性樹脂を配合してなるエラストマー組成物と、粉体とを少なくとも含有するプラグ用組成物からなる免震構造体用プラグの製造方法であって、前記プラグ用組成物を成型用の型に投入する工程と、前記型中において、前記プラグ用組成物を前記熱可塑性樹脂の軟化点−30℃以上の温度で成型する工程とを含むことを特徴とする。このようにエラストマー成分に補強性充填剤および熱可塑性樹脂を配合してなるエラストマー組成物と、粉体とを含有するプラグ用組成物を成型することにより、十分な減衰性能、変位追従性等を有する免震構造体の提供が可能な免震構造体用プラグを製造することができる。また、上記プラグ用組成物の成型を熱可塑性樹脂の軟化点−30℃以上の温度(軟化点より30℃低い温度以上の温度)、好ましくは軟化点以上の温度で行うことにより、プラグ用組成物の流動性が増大した状態で成型が可能となるので、空隙率が低く均一な密度を有する免震構造体用プラグを得ることができる。更に、成型をプレス成型により行う場合には、成型に必要な圧力(成型圧)を低減することができる。
【0009】
ここで、熱可塑性樹脂の軟化点とは、環球法(JIS K5601−2−2)により測定した値である。
【0010】
本発明の免震構造体用プラグの製造方法は、前記粉体が金属粉および/または金属化合物粉であることが好ましく、鉄粉であることが特に好ましい。鉄粉は、安価である上、破壊強度が高く、また、鉄粉を使用することで、プラグが優れた減衰性能を長期に渡って発揮することが可能となる。
【0011】
本発明の免震構造体用プラグの製造方法は、前記温度が前記軟化点に対し−30℃以上、150℃以下の温度であることが好ましい。成型時のプラグ用組成物の温度が高すぎると、冷却に時間がかかると共にエラストマー成分が劣化する。また、粉体同士の密着性が低くなるため、成形したプラグが高温条件下で脆いプラグになってしまう。一方、温度が低すぎると、成型品の空隙率が高くなってしまう。
【0012】
本発明の免震構造体用プラグの製造方法は、前記プラグ用組成物を前記型に投入した後に当該型を加熱することで、前記成型を前記軟化点−30℃以上の温度で行うようにしても良い。型中でプラグ用組成物を加熱することにより、プラグ用組成物を十分に加熱した上で成型を行うことができる。
【0013】
また、本発明の免震構造体用プラグの製造方法は、予め加熱した前記プラグ用組成物を前記型に投入することで、前記成型を前記軟化点−30℃以上の温度で行うようにしても良い。予めプラグ用組成物を加熱しておくことで、速やかな成型が可能になると共に、型の加熱および冷却が不要となる。
【0014】
本発明の免震構造体用プラグの他の好適例においては、前記エラストマー成分の少なくとも一部が未架橋であり、好ましくは、前記エラストマー組成物は未加硫ゴム組成物からなる。この場合、プラグが大変形の履歴を受けた後、プラグの位置が再び原点に戻った際に、プラグが元の形状に戻ることができ、その結果、初期と同等の性能を長期に渡って維持することが可能となる。
【0015】
また、本発明の免震構造体用プラグは、上記方法で製造されたことを特徴とする。更に、本発明の免震構造体は、剛性を有する剛性板と弾性を有する弾性板とが交互に積層されてなり、該積層方向に延びる中空部を有する積層体と、該積層体の中空部に設けられたプラグとを具える免震構造体において、前記プラグが上記方法で製造された免震構造体用プラグであることを特徴とする。
【発明の効果】
【0016】
本発明によれば、十分な減衰性能、変位追従性等を有する免震構造体用プラグを、空隙を低減しつつ均一な密度で製造する方法を提供することができる。また、該製造方法で作製したプラグを用いた免震構造体を提供することができる。
【発明を実施するための最良の形態】
【0017】
<プラグ用組成物>
以下に、免震構造体用プラグを構成するプラグ材の製造に使用されるプラグ用組成物を詳細に説明する。このプラグ用組成物は、エラストマー成分に補強性充填剤および熱可塑性樹脂を配合してなるエラストマー組成物と、粉体とを含有することを特徴とする。
【0018】
このプラグ用組成物に用いるエラストマー成分としては、室温でゴム弾性を呈するもの、例えば、天然ゴムや合成ゴム等のゴム、熱可塑性エラストマーを使用することができ、これらの中でも、天然ゴムや合成ゴム等のゴムを使用することが好ましい。天然ゴムや合成ゴム系のポリマーは、粘弾性体で若干の弾性は示すものの塑性が大きく、大変形にも追従でき、振動後、原点に戻ったときには再び同じ状態に再凝集できる。また、エラストマー成分がゴムの場合(即ち、エラストマー組成物がゴム組成物の場合)、プラグの減衰性能が向上する上、耐久性も向上する。上記エラストマー成分として、より具体的には、天然ゴム(NR)、ポリイソプレンゴム(IR)、ポリブタジエンゴム(BR)、スチレン−ブタジエンゴム(SBR)、クロロプレンゴム(CR)、エチレン−プロピレンゴム、ニトリルゴム、ブチルゴム、ハロゲン化ブチルゴム、アクリルゴム、ポリウレタン、シリコーンゴム、フッ化ゴム、多硫化ゴム、ハイパロン、エチレン酢酸ビニルゴム、エピクロルヒドリンゴム、エチレン−メチルアクリレート共重合体、スチレン系エラストマー、ウレタン系エラストマー、ポリオレフィン系エラストマー等が挙げられる。これらエラストマー成分は、1種単独で用いてもよいし、2種以上をブレンドして用いてもよい。
【0019】
上記エラストマー成分は、少なくとも一部、好ましくは全てが未架橋であることが好ましく、より具体的には未加硫であることが好ましい。エラストマー成分が完全に架橋されている場合、大変形を受けた際には変形するものの、変形時に粉体の位置が変わることができず、ある限界点をもって変形への追従が不可能となり、架橋エラストマー部分が破断、或いは、架橋エラストマー部分の反発力で元の形状に戻ろうとする。架橋エラストマー部分が破断してしまうと、プラグの位置が原点に戻ってもプラグが元の形状に戻らないため、減衰性能が徐々に低下してしまい、また、架橋エラストマー部分の反発力が働くと、本来の減衰性能が発揮できなくなる。一方、エラストマー成分が未架橋であれば、変形への追従が可能であり、また、プラグが大変形の履歴を受けた後、再び原点に戻った際に、プラグ全体には静水圧がかかっているため、プラグが元の形状に戻ることができ、その結果、初期と同等の性能を長期に渡って維持することが可能となる。なお、架橋点が非常に少ない場合、または、プラグの表面のみが架橋されている場合は、プラグが変形した後に、元の形状に戻れるため、本発明において未架橋とは、架橋反応を未だ完全には経ていない状態をさし、部分的に架橋された状態も包含する。
【0020】
プラグ用組成物に用いる補強性充填剤とは、エラストマー成分に対する補強を行っており、自身の凝集力とエラストマー成分との結合力とを強く有する物質であり、エラストマー成分に配合されることによって、該結合力によりエラストマー組成物全体の粘度を上昇させ、その結果としてプラグの減衰性能を向上させる作用を有する。一般に、免震構造体のプラグは、地震で発生したエネルギーを吸収する(例えば、熱等に変換する)ことで、減衰効果を発揮するため、プラグの流動抵抗が大きくなるに従って、減衰効果が大きくなる。これに対し、エラストマー成分に補強性充填剤を配合した場合、エラストマー組成物の流動抵抗が大きくなり、十分な減衰性能、変位追従性等を有するプラグを得ることが可能となる。
【0021】
上記補強性充填剤としては、エラストマー成分との相互作用によってエラストマー組成物の粘度を向上させる効果が大きい点で、カーボンブラック及びシリカが好ましく、カーボンブラックが特に好ましい。ここで、カーボンブラッックとしては、SAF、ISAF、HAFグレードのもの等が挙げられ、これらの中でも、SAF、ISAFグレードのもの等の微粒子で表面積が大きいものが好ましい。また、シリカとしては、湿式シリカ、乾式シリカ、及びコロイダルシリカ等が挙げられる。これら補強性充填剤は、1種単独で用いてもよいし、2種以上を組み合わせて用いてもよい。
【0022】
上記エラストマー組成物における補強性充填剤の配合量は、上記エラストマー成分100質量部に対して60〜150質量部の範囲が好ましい。補強性充填剤の配合量が60質量部未満では、エラストマー組成物の粘度及び流動抵抗が低く、プラグの減衰性能が不十分となり易い。一方、補強性充填剤の配合量が150質量部を超えると、混練が難しく、均一な組成物を得難くなる上、プラグの繰り返し安定性が低下する。
【0023】
プラグ用組成物に用いる熱可塑性樹脂は、大変形の際にもプラグの減衰性能を向上させる作用を有する。また、樹脂は、加工助剤としても作用し、プラグ用組成物の混練を容易にすることができる。
【0024】
上記樹脂としては、粘着付与剤としての作用を有するものが好ましく、より具体的には、フェノール樹脂、ロジン樹脂、ジシクロペンダジエン(DCPD)樹脂、ジシクロペンダジエン−イソプレン共重合体、C5系石油樹脂、C9系石油樹脂、脂環式系石油樹脂、C5留分とC9留分を共重合して得られる石油樹脂、キシレン樹脂、テルペン樹脂、ケトン樹脂、及びこれらの樹脂の変性樹脂等が挙げられる。これら樹脂は、1種単独で用いてもよいし、2種以上を組み合わせて用いてもよい。なお、エラストマー組成物における樹脂の配合量は、上記エラストマー成分100質量部に対して20〜100質量部の範囲が好ましい。樹脂の配合量が20質量部未満では、プラグの減衰性能を向上させる効果が小さく、一方、100質量部を超えると、エラストマー組成物の加工性が低下する。
【0025】
上記エラストマー組成物には、上記エラストマー成分、補強性充填剤、樹脂の他に、老化防止剤、ワックス、可塑剤、軟化剤等のエラストマー組成物に一般に添加される添加剤も配合できる。エラストマー組成物に老化防止剤を配合することにより、長期間経過した後でもプラグの物性変化を小さく抑えることが可能となる。なお、そのような目的のために、老化防止剤と共に、酸化防止剤、オゾン劣化防止剤、安定剤、難燃剤等を配合することはとりわけ有効である。
【0026】
上記可塑剤としては、フタル酸、イソフタル酸、アジピン酸、テトラヒドロフタル酸、セバシン酸、アゼライン酸、マレイン酸、フマル酸、トリメリット酸、クエン酸、イタコン酸、オレイン酸、リシノール酸、ステアリン酸、リン酸、スルホン酸等の誘導体(例えば、エステル);グリコール、グリセリン、エポキシの誘導体、重合系可塑剤が挙げられる。これら可塑剤は、1種単独で用いてもよいし、2種以上をブレンドして用いてもよい。
【0027】
上記軟化剤(オイル)としては、アロマ系オイル、ナフテン系オイル、パラフィン系オイル等の鉱物油系軟化剤;ヒマシ油、綿実油、アマニ油、ナタネ油、大豆油、パーム油、落花生油、ロジン、パインオイル等の植物油系軟化剤;シリコーン油等の低分子量オイルを挙げることができる。これら軟化剤は、1種単独で用いてもよいし、2種以上をブレンドして用いてもよい。
【0028】
上記のプラグ用組成物に用いる粉体は、プラグの減衰性能を主として担う材料であり、具体的には、粉体同士の摩擦及び粉体とエラストマー成分との摩擦により振動を減衰させる。ここで粉体とは、補強性充填剤以外のものを指し、例えば、金属粉、炭化ケイ素粉等を包含する。
【0029】
上記粉体としては、金属粉が好ましく、また、該金属粉としては、環境への負荷が小さいものが好ましく、例えば、鉄粉、ステンレス粉、ジルコニウム粉、タングステン粉、青銅(CuSn)粉、アルミニウム粉、金粉、銀粉、錫粉、炭化タングステン粉、タンタル粉、チタン粉、銅粉、ニッケル粉、ニオブ粉、鉄−ニッケル合金粉、亜鉛粉、モリブデン粉等が挙げられ、これら金属粉は、1種単独で用いてもよいし、2種以上を組み合わせて用いてもよい。なお、これら金属粉は、金属酸化物粉でもよいため、上記粉体としては、金属酸化物粉等の金属化合物粉も好適に使用できる。これら粉体の中でも、鉄粉が特に好ましい。鉄粉は、安価である上、他の金属粉と対比して破壊強度が高く、また、鉄粉を主成分とする免震構造体用プラグは、固すぎることも脆すぎることもないため、優れた減衰性能を長期に渡って発揮することができる。なお、鉄粉としては、還元鉄粉、電解鉄粉、噴霧鉄粉、純鉄粉、鋳鉄粉等が挙げられるが、これらの中でも、還元鉄粉が好ましい。
【0030】
プラグ用組成物において上記粉体の含有量は、50〜74体積%の範囲が好ましい。プラグ用組成物中の粉体の含有量が50体積%未満では、粉体間の距離が広すぎ、変形時の粉体同士の摩擦、及び粉体と他の成分との間の流動抵抗が小さくなるため、減衰性能が不十分である。一方、プラグ用組成物中の粉体の含有量が74体積%を超えると、粉体同士の接触が増え、繰り返し耐久性が低下する上、プラグ用組成物からプラグを成形する際に、プラグ用組成物から空気を十分に除くことが難しく、プラグの体積が理想体積(空気の混入が無い場合の体積)より大幅に大きくなり、プラグの減衰性能が低下する。
【0031】
上記粉体の粒径は、0.1μm〜2mmの範囲が好ましく、1μm〜150μmの範囲が更に好ましい。粉体の粒径が0.1μm未満では、取り扱いが困難であり、一方、粉体の粒径が2mmを超えると、粉体同士の摩擦が減少して減衰効果が低下する傾向がある。なお、粉体の粒径が1μm以上であれば、取り扱いが容易であり、粉体の粒径が150μm以下であれば、プラグの減衰性能が十分に高い。ここで、粉体の粒径は、レーザー回折による粒子径測定(JIS Z8825−1)で求められ、該レーザー回折による方法において、粉体の粒子の長軸−短軸の平均(球形と捉えられる)を測定して得られる値である。
【0032】
また、上記粉体の形状は、不定形であることが好ましい。ここで、不定形とは、球状などの1種類の形状のみではなく、凹凸を有するものや突起を有するものなど、種々の形態を有する形状が混在していることを意味する。バルクを粉砕することなどによって得られる粉体の形状は当然に不定形であるが、球状の粉体を用いた場合と比較したところ、不定形の粉体を用いた方が良好な減衰効果が得られた。これは、不定形の粉体を使用すると、粉体同士、粉体−エラストマー成分間の摩擦の際に引っ掛かり効果のようなものが生じ、球状のもの等を使用した場合と比較して摩擦が大きくなって、減衰性能が良好になるためであると考えられる。
【0033】
上述のプラグ用組成物は、エラストマー成分に補強性充填剤および熱可塑性樹脂を配合してなるエラストマー組成物と、粉体とを用いる以外特に制限はなく、例えば、以下のようにして製造することができる。
【0034】
まず、第一工程において、エラストマー成分に、補強性充填剤と、熱可塑性樹脂と、必要に応じて適宜選択した各種配合剤とを加えて混練して、エラストマー組成物を調製する。
【0035】
次に、第二工程において、上記エラストマー組成物に粉体を加えて更に混練する。第二工程においては、粉体を複数回に分けて配合することが好ましく、粉体を複数回に分けて配合することで、均一なプラグ用組成物を製造することが可能となる。
【0036】
上記プラグ用組成物の製造の第一および第二工程には、ニーダー、バンバリーミキサー等の通常の混練装置を用いることができる。また、混練の条件も、特に限定されるものではなく、当該技術分野において通常用いられている条件を適宜改変して本発明の組成物が十分に混練されるような条件を設定することができる。例えば、第二工程の混練条件としては、回転数が20〜40rpmの範囲で、温度は100℃程度が好ましい。エラストマー成分の粘度低下を抑えるためには、回転数は低い方が好ましい。また、温度については、エラストマー組成物への粉体の分散を良くするために、エラストマー組成物を軟化させるのに十分な温度が好ましいが、温度が高過ぎると、エラストマー成分が劣化したり、冷却に時間がかかり過ぎて生産性が低下したりする。なお、混練された組成物を排出する前に、圧力を開放して無加圧で混練することが好ましく、無加圧で混練することによって、組成物が固まりにならず、組成物の取り出しが容易となる。
【0037】
<免震構造体用プラグ>
本発明の免震構造体用プラグの製造方法により、免震構造体用プラグは上述したプラグ用組成物から例えば以下のようにして製造することができる。
【0038】
上記のようにして調製したプラグ用組成物を混練装置から取り出して、成型装置に移し、例えば温度と圧力をかけることによってプレス加工する。具体的には、プラグ用組成物に含まれている熱可塑性樹脂の軟化点−30℃以上(150℃以下)の温度で、プラグ用組成物のプレス加工を行う。なお、上述のように、本発明においては熱可塑性樹脂を2種以上組み合わせて用いることができるが、その場合、最も低い軟化点を持つ樹脂の軟化点−30℃以上の温度でプレス加工を行うことを要する。そして、成型されたプラグを装置から取り出し、免震構造体用プラグとする。なお、この工程で使用するプレス機としては、当該技術分野において通常使用されているものを採用することができる。また、プレス加工の条件も、温度以外は特に限定されるものではなく、当該技術分野において通常に用いられている条件を適宜改変してプラグの成型に適した条件を設定することができる。例えば、プレス加工の条件として、成形圧力は0.7 t/cm2以上が好ましい。
【0039】
ここで、熱可塑性樹脂の軟化点−30℃以上の温度でプレス加工を行うためには、プラグ用組成物を成型装置に移した後に成型装置(金型)内で加熱してプレス加工を行っても良く、或いは、予め軟化点−30℃以上の温度までプラグ用組成物を加熱しておき、加熱したプラグ用組成物を成型装置に投入してプレス加工を行っても良い。
【0040】
<免震構造体>
本発明の免震構造体は、剛性を有する剛性板と弾性を有する弾性板とが交互に積層されてなり、該積層方向に延びる中空部を有する積層体と、該積層体の中空部に設けられたプラグとを具え、該プラグが上述の免震構造体用プラグであることを特徴とし、減衰性能、変位追従性等が高い。以下に、図1を参照しながら本発明の免震構造体を詳細に説明する。
【0041】
本発明の免震構造体1は、略ドーナツ板状の、剛性を有する剛性板2と弾性を有する弾性板3とが交互に積層されてなり、該積層方向(鉛直方向)に延びる円筒状の中空部を中心部に有する積層体4と、該積層体4の中空部に設けられたプラグ5と、積層体4及びプラグ5の両端(上端及び下端)に固定されたフランジ板6とを具え、積層体4の外周面は積層体被覆材7で覆われている。
【0042】
積層体4を構成する剛性板2と弾性板3とは、例えば、加硫接着により、あるいは接着剤により強固に貼り合わされている。なお、加硫接着においては、剛性板2と未加硫ゴム組成物とを積層してから加硫を行い、未加硫ゴム組成物の加硫物が弾性板3となる。ここで、剛性板2としては、鋼板等の金属板、セラミックス板、FRP等の強化プラスチックス板等を使用することができる。一方、弾性板3としては、加硫ゴム製の板等を使用することができる。また、本発明の免震構造体1を構成する積層体4は、積層体被覆材7で覆われていなくてもよいが、積層体4の外周面が積層体被覆材7で覆われている場合、積層体4に外部から雨や光が届かなくなり、酸素やオゾン、紫外線による積層体4の劣化を防止できる。なお、積層体被覆材7としては、弾性板3と同一の材料、例えば、加硫ゴム等を使用できる。
【0043】
そして積層体4は、振動により水平方向のせん断力を受けた際には、せん断変形して、振動のエネルギーを吸収する。また、積層体4は、剛性板2と弾性板3とが交互に積層されてなるため、積層方向(鉛直方向)に荷重が作用しても、圧縮が抑制されている。
【0044】
そしてプラグ5が積層体4の中空部に圧入された上記免震構造体1は、振動により水平方向のせん断力を受けた際には、積層体4と共にプラグ5がせん断変形して、振動のエネルギーを効果的に吸収して、振動を速やかに減衰することができる。
【実施例】
【0045】
以下に、実施例を挙げて本発明を更に詳しく説明するが、本発明は下記の実施例に何ら限定されるものではない。
【0046】
<空隙率の評価>
(実施例1〜4)
ニーダーを用いて、表1に示す配合処方のエラストマー組成物を調製し、次に、該エラストマー組成物と鉄粉とを表1に示す体積比で混練してプラグ用組成物を調製した。そして、該プラグ用組成物を、表1に示す条件でプレス加工して、直径45mm、プラグ長90mmの円柱状の免震構造体用プラグを作製した。
【0047】
(比較例1)
ニーダーを用いて、実施例1〜4と同様の配合処方のエラストマー組成物を調製し、該エラストマー組成物を表1に示す条件でプレス加工して、直径45mm、プラグ長90mmの円柱状の免震構造体用プラグを作製した。
【0048】
(評価)
上記免震構造体用プラグに対して、以下の式(1)〜(4)を用いて空隙率の算出を行った。結果を表1に示す。
空隙率(%)={1−(プラグの比重/プラグ用組成物の計算比重)}×100 ・・・(1)
プラグの比重=プラグ重量/プラグ体積 ・・・(2)
プラグ体積={(プラグ半径)2×π}×プラグ高さ ・・・(3)
プラグ用組成物の計算比重=(粉体の体積分率×粉体の比重)+(エラストマー組成物の体積分率×エラストマー組成物の比重) ・・・(4)
【0049】
【表1】
【0050】
*1 天然ゴム, 未加硫, RSS#4
*2 ポリブタジエンゴム(低シス), 未加硫, 旭化成製「ジエンNF35R」
*3 カーボンブラック, ISAF, 東海カーボン製「シースト6P」
*4 樹脂, 日本ゼオン製「ゼオファイン」、新日本石油化学製「日石ネオポリマー140」、丸善石油化学製「マルカレッツM−890A」, 「ゼオファイン」:「日石ネオポリマー140」:「マルカレッツM−890A」=40:40:20(質量比)
*5 可塑剤, ジオクチルアジペート(DOA)
*6 その他の配合剤, 亜鉛華、ステアリン酸、老化防止剤[住友化学製「アンステージ6C]、ワックス[新日本石油製「プロトワックス1」], 亜鉛華:ステアリン酸:老化防止剤:ワックス=4:5:3:1(質量比)
*7 エラストマー成分と、粒径=40μmの不定形還元鉄粉との体積比
【0051】
表1の実施例1〜4および比較例1から、樹脂の軟化点(日本ゼオン製「ゼオファイン」:100℃、丸善石油化学製「マルカレッツM−890A」:100℃、新日本石油化学製「日石ネオポリマー140」:145℃)−30℃以上の温度でプレス加工を行った免震構造体用プラグは、空隙率が低くなり、全体的に均一な密度を有することが分かる。このことから、樹脂の軟化点−30℃以上の温度でプラグを成型することにより、良好な免震構造体用プラグを得ることが可能であることが分かる。
【0052】
<減衰性能等の評価>
(実施例5〜13)
ニーダーを用いて、表2に示す配合処方のエラストマー組成物を調製し、次に、該エラストマー組成物と粉体とを表2に示す体積比で混練してプラグ用組成物を調製した。次に、該プラグ用組成物を温度100℃、圧力1.3 ton/cm2でプレス加工して直径45 mmの円柱状の免震構造体用プラグを作製した。
【0053】
(比較例2)
ニーダーを用いて、表2に示す配合処方のエラストマー組成物を調製し、該エラストマー組成物を実施例5〜13と同様にプレス加工して免震構造体用プラグを作製した。
【0054】
(評価)
中央に円筒状の中空部を有し、外径が225mmで、剛性を有する剛性板[鉄板]と弾性を有する弾性板[加硫ゴム(G'=0.4MPa)]とが交互に積層されてなる積層体の中空部に、上記免震構造体用プラグを圧入して、図1に示す構造の免震構造体を作製した。なお、プラグの体積は、積層体の中空部の体積の1.01倍とした。上記免震構造体用プラグに対して、下記の方法で減衰性能、追従性、繰り返し安定性及び成形加工性を評価した。結果を表2に示す。
【0055】
(減衰性能)
上記免震構造体に対し、動的試験機を用いて鉛直方向に基準面圧をかけた状態で水平方向に加振して規定変位のせん断変形を生じさせた。なお、加振変位は、積層体の総厚さを100%として、歪50〜250%とし、加振周波数は0.33Hzとし、垂直面圧は10MPaとした。図2に、水平方向の変形変位(δ)と免震構造体の水平方向荷重(Q)との関係を示す。図2中のヒステリシス曲線で囲まれた領域の面積ΔWが広くなるほど、振動のエネルギーを多く吸収できることを意味する。ここでは、簡便のため、歪200%における切片荷重Qd(変位0における水平荷重値)でプラグの減衰性能を評価した。なお、切片荷重Qdは、ヒステリシス曲線が縦軸と交差する点での荷重Qd1、Qd2を用いて、下記式:
Qd=(Qd1+Qd2)/2
から計算した。Qdが大きくなる程、ヒステリシス曲線で囲まれた領域の面積が広くなり、減衰性能が優れることを示す。
【0056】
(追従性)
積層体がせん断変形した際に、プラグがその変形に追従できるか否かを評価し、プラグが変形に追従できる場合を○(良好)、追従できない場合を×(不良)とした。
【0057】
(繰り返し安定性)
予備試験として、50%、100%、150%、200%、250%歪の各3サイクルずつ、せん断変形を実施した。次に、せん断変形を100%歪(1)、200%歪、100%歪(2)の順に各3サイクルずつかけたとき、Qd(100%歪(2)の3サイクル目)/Qd(100%歪(1)の3サイクル目)が0.5以上の場合を○(良好)、0.5未満の場合を×(不良)とした。
【0058】
(加工性)
プラグ用組成物をプレス加工して免震構造体用プラグを作製する際の加工性を評価し、加工性が良好な場合を○、加工性が悪い場合を×とした。
【0059】
【表2】
【0060】
*8 鉄粉1, 粒径=40μm, 不定形還元鉄粉
*9 鉄粉2, 粒径=45μm, 球状鋳鉄粉
*10 鉄粉3, 粒径=8μm, 不定形還元鉄粉
*11 鉄粉4, 粒径=8μm, 球状カルボニル鉄粉
*12 アルミナ粉, 粒径=50μm
*13 炭化ケイ素粉, 粒径=1μm
*14 エラストマー成分/粉体の体積比
【0061】
表2の実施例5〜13から、エラストマー成分に補強性充填剤および熱可塑性樹脂を配合してなるエラストマー組成物と、鉄粉とを含有するプラグ用組成物から作製したプラグを用いることで、免震構造体の減衰性能を十分に確保できることが分かる。また、表2の比較例2から、粉体が減衰効果に大きく寄与していることが分かる。
【0062】
表2の実施例5〜7から、プラグ用組成物中の粉体の含有量が50〜74体積%であれば、加工性および減衰性能が優れたプラグを得ることができることが分かる。
【0063】
表2の実施例8〜13から、粉体として金属粉、特には鉄粉を使用することで、減衰性能が向上することが分かる。
【図面の簡単な説明】
【0064】
【図1】本発明の免震構造体の一例の断面図である。
【図2】プラグを使用した免震構造体における、水平方向の変形変位(δ)と水平方向荷重(Q)との関係を示すグラフである。
【符号の説明】
【0065】
1 免震構造体
2 剛性板
3 弾性板
4 積層体
5 プラグ
6 フランジ板
7 被覆材
【特許請求の範囲】
【請求項1】
エラストマー成分に補強性充填剤および熱可塑性樹脂を配合してなるエラストマー組成物と、粉体とを少なくとも含有するプラグ用組成物からなる免震構造体用プラグの製造方法であって、
前記プラグ用組成物を成型用の型に投入する工程と、
前記型中において、前記プラグ用組成物を前記熱可塑性樹脂の軟化点−30℃以上の温度で成型する工程と、
を含むことを特徴とする、免震構造体用プラグの製造方法。
【請求項2】
前記粉体が、鉄粉であることを特徴とする、請求項1に記載の免震構造体用プラグの製造方法。
【請求項3】
前記エラストマー組成物が、未加硫ゴム組成物であることを特徴とする、請求項1に記載の免震構造体用プラグの製造方法。
【請求項4】
前記温度が、前記軟化点に対し−30℃以上、150℃以下の温度であることを特徴とする、請求項1に記載の免震構造体用プラグの製造方法。
【請求項5】
前記成型は、前記プラグ用組成物を前記型に投入した後に当該型を加熱することにより前記軟化点−30℃以上の温度で行うことを特徴とする、請求項1に記載の免震構造体用プラグの製造方法。
【請求項6】
前記成型は、予め加熱した前記プラグ用組成物を前記型に投入することにより前記軟化点−30℃以上の温度で行うことを特徴とする、請求項1に記載の免震構造体用プラグの製造方法。
【請求項7】
請求項1〜6の何れかに記載の方法で製造された、免震構造体用プラグ。
【請求項8】
剛性を有する剛性板と弾性を有する弾性板とが交互に積層されてなり、該積層方向に延びる中空部を有する積層体と、該積層体の中空部に設けられたプラグとを具える免震構造体において、
前記プラグが請求項7に記載の免震構造体用プラグであることを特徴とする、免震構造体。
【請求項1】
エラストマー成分に補強性充填剤および熱可塑性樹脂を配合してなるエラストマー組成物と、粉体とを少なくとも含有するプラグ用組成物からなる免震構造体用プラグの製造方法であって、
前記プラグ用組成物を成型用の型に投入する工程と、
前記型中において、前記プラグ用組成物を前記熱可塑性樹脂の軟化点−30℃以上の温度で成型する工程と、
を含むことを特徴とする、免震構造体用プラグの製造方法。
【請求項2】
前記粉体が、鉄粉であることを特徴とする、請求項1に記載の免震構造体用プラグの製造方法。
【請求項3】
前記エラストマー組成物が、未加硫ゴム組成物であることを特徴とする、請求項1に記載の免震構造体用プラグの製造方法。
【請求項4】
前記温度が、前記軟化点に対し−30℃以上、150℃以下の温度であることを特徴とする、請求項1に記載の免震構造体用プラグの製造方法。
【請求項5】
前記成型は、前記プラグ用組成物を前記型に投入した後に当該型を加熱することにより前記軟化点−30℃以上の温度で行うことを特徴とする、請求項1に記載の免震構造体用プラグの製造方法。
【請求項6】
前記成型は、予め加熱した前記プラグ用組成物を前記型に投入することにより前記軟化点−30℃以上の温度で行うことを特徴とする、請求項1に記載の免震構造体用プラグの製造方法。
【請求項7】
請求項1〜6の何れかに記載の方法で製造された、免震構造体用プラグ。
【請求項8】
剛性を有する剛性板と弾性を有する弾性板とが交互に積層されてなり、該積層方向に延びる中空部を有する積層体と、該積層体の中空部に設けられたプラグとを具える免震構造体において、
前記プラグが請求項7に記載の免震構造体用プラグであることを特徴とする、免震構造体。
【図1】

【図2】
【図2】
【公開番号】特開2010−149394(P2010−149394A)
【公開日】平成22年7月8日(2010.7.8)
【国際特許分類】
【出願番号】特願2008−330395(P2008−330395)
【出願日】平成20年12月25日(2008.12.25)
【出願人】(000005278)株式会社ブリヂストン (11,469)
【Fターム(参考)】
【公開日】平成22年7月8日(2010.7.8)
【国際特許分類】
【出願日】平成20年12月25日(2008.12.25)
【出願人】(000005278)株式会社ブリヂストン (11,469)
【Fターム(参考)】
[ Back to top ]