
入射条件の決定方法、データベースの作成方法、パターンの凹部の厚さの計測方法、インプリント装置及び物品の製造方法
【課題】パターンの凹部の厚さの計測に有利な技術を提供する。
【解決手段】残膜厚を算出するときに用いる光の入射条件を決定する方法は、残膜厚RLTとパターンの厚みとの計測感度の差が大きな第1偏光状態の反射光を生成する光の複数の第1入射条件と、残膜厚RLTの計測感度が良い第2偏光状態の反射光を生成する光の複数の第2入射条件とを組み合わせた複数の組み合わせのそれぞれについて、得られた反射光の強度を独立変数とし、前記情報を用いて得られた前記凹部の厚さを従属変数とする回帰式を作成し、作成された複数の回帰式のうち回帰誤差が許容条件を満たす回帰式に対応する第1入射条件を前記第1偏光状態の反射光を生成する入射条件として、該回帰式に対応する第2入射条件を前記第2偏光状態の反射光を生成する入射条件として、それぞれ決定する。
【解決手段】残膜厚を算出するときに用いる光の入射条件を決定する方法は、残膜厚RLTとパターンの厚みとの計測感度の差が大きな第1偏光状態の反射光を生成する光の複数の第1入射条件と、残膜厚RLTの計測感度が良い第2偏光状態の反射光を生成する光の複数の第2入射条件とを組み合わせた複数の組み合わせのそれぞれについて、得られた反射光の強度を独立変数とし、前記情報を用いて得られた前記凹部の厚さを従属変数とする回帰式を作成し、作成された複数の回帰式のうち回帰誤差が許容条件を満たす回帰式に対応する第1入射条件を前記第1偏光状態の反射光を生成する入射条件として、該回帰式に対応する第2入射条件を前記第2偏光状態の反射光を生成する入射条件として、それぞれ決定する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、入射条件の決定方法、データベースの作成方法、パターンの凹部の厚さの計測方法、インプリント装置及び物品の製造方法に関する。
【背景技術】
【0002】
インプリント技術は、真空プロセスなど大がかりな装置を要さずに低コストでの大量生産が可能である。そのため、次世代半導体プロセスにおいて、従来の光リソグラフィに替わって二次元微細パターンを高精度に形成する技術としての適用が期待されている。経済産業省が策定した技術戦略ロードマップによると、インプリント技術を半導体プロセスに適用する目標年として、2013年(32nmテクノロジーノード)が掲げられている。インプリント技術の半導体プロセスへの適用は、次世代半導体業界における具体的な産業ニーズの一つとして位置づけられている。
【0003】
一般に、インプリント技術により形成されたレジストのパターンは、その凹部に数10nm程度の厚さのレジストの薄膜が極薄残膜として残る。そのため、半導体プロセスにおいては、この残膜を除去する工程が必要とされる。この残膜がばらつくと、エッチングによる残膜除去の後のレジストパターンの寸法がばらつくことになる。すると、残膜除去後のレジストパターンは半導体デバイス仕掛品に対してエッチングマスクとして機能するため、半導体デバイスの特性がばらつき、不良原因となることが問題視されている。このような問題を解決し、高信頼性をもってインプリント技術を半導体プロセスへ適用するためには、インプリントの際に生じる数10nm程度の残膜厚を高精度に制御する技術の確立が必要である。そのためには、レジストの残膜厚の高精度な計測が不可欠である。特許文献1には、残膜厚やパターン寸法を計測することが記載されているが、残膜厚の具体的な計測方法は開示されていない。半導体製造においては、酸化膜や窒化膜や金属膜を半導体デバイス構造として使用しており、その膜厚を計測する方法も多数存在するが、特にエリプソメトリを用いた計測方法が広く使用されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2010−030153号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
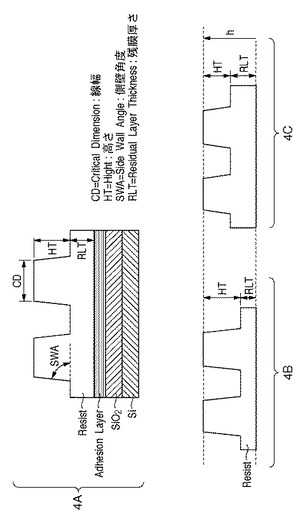
エリプソメトリ法を用いた凹凸パターンの断面形状計測を、インプリントで形成された残膜厚の計測に適用した場合に、凹凸パターンの高さとレジストの残膜厚とを分離して計測することが困難であるという問題が発生する。具体的に、図4を用いて問題点を説明する。図4Aは、インプリントプロセスで形成された凹凸パターンを示す図である。図4B、図4Cは、そのうちのレジスト部分のみを抜き出した図である。レジスト部分のトータルの高さhは同じであるとき、残膜厚(Residual Layer Thickness:RLT)が図4Bから図4Cに変化したとすると、パターンの高さ(Height:HT)もそれに応じて変化する。レジスト部分のうちのパターン部分と残膜部分とはともに同一レジスト樹脂である。そのため、それらの光学定数(屈折率n、吸収係数k)は同一であり、図4Bと図4Cのレジストパターンをエリプソメトリ法で計測した出力(分光特性)は大きな差異がないと想定される。従って、当該分光特性の結果から、残膜厚が変化したのか、パターン高さが変化したのかの区別が困難であることになる。
【0006】
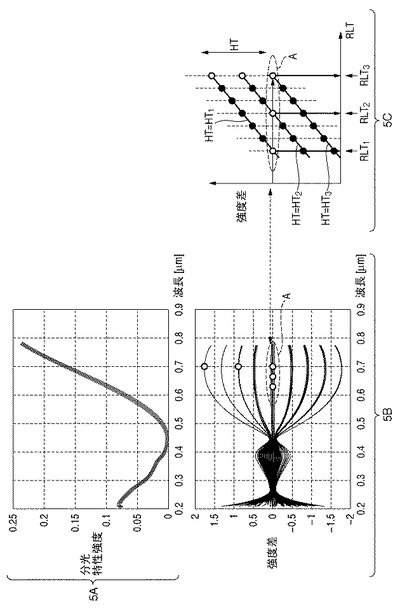
パターンの断面形状のうち、残膜厚(RLT)とパターン高さ(HT)とを様々に変化させて、ベクトル回折モデルの光学シミュレータ(例えばRCWA)でシミュレーションした結果を用いてさらに説明する。図5Aは計測条件が0度偏光の場合のRLTとHTとを様々に変えた場合の分光特性の結果である。図5Bは強度のノミナル値からの差分と波長との関係を示しており、HTによる変化とRLTによる変化とが混在している。波長領域が0.5μmから高い波長領域の領域Aで示される領域では、同じ分光特性の出力(強度差)を示すRLTとHTとの組み合わせが複数ある。図5Cは、図5Bから横軸をRLTとし、HTをパラメータとした場合の模式図である。図5B、図5Cの例では、RLTとHTとの組み合わせが、(RLT1、HT1)、(RLT2、HT2)、(RLT3、HT3)の場合、領域Aにおいて同一の強度差を示す。したがって、分光特性の出力からRLTを特定することができない。特許文献1には、残膜厚の具体的な計測方法は開示されておらず、また、パターン高さとレジスト残膜厚とが分離できない問題点も指摘されていない。
【0007】
本発明は、上記の事情に鑑みてなされたものであり、インプリントにより形成されたパターンの凹部の厚さの計測に有利な技術を提供することを例示的目的とする。
【課題を解決するための手段】
【0008】
本発明は、パターンに光を斜入射させて前記パターンから得られた反射光の強度を計測器により計測した計測結果と、前記反射光の強度と前記パターンの形状との関係を示す情報とを用いて前記パターンの凹部の厚さを求めるのに用いる前記光の入射条件を決定する方法であって、前記パターンからの第1偏光状態の反射光を用いて計測された前記凹部の厚さに対する前記計測器の計測精度を第1精度とし、前記第1偏光状態の反射光を用いて計測された前記パターンの凸部の厚さと前記凹部の厚さとの差に相当する差分厚さに対する前記計測器の計測精度を第2精度とし、前記パターンからの第2偏光状態の反射光を用いて計測された前記凹部の厚さに対する前記計測器の計測精度を第3精度とし、前記第2偏光状態の反射光を用いて計測された前記差分厚さに対する前記計測器の計測精度を第4精度として、前記第2精度、前記第1精度、前記第3精度の順で計測精度が良くなり、かつ、前記第1精度と前記第2精度との差は前記第3精度と前記第4精度との差より大きいように前記第1偏光状態と前記第2偏光状態とを設定し、前記第1偏光状態の反射光を生成するための前記入射条件としての複数の第1入射条件のうちの1つと前記前記第2偏光状態の反射光を生成するための前記入射条件としての複数の第2入射条件のうちの1つとを組み合わせた複数の組み合わせのそれぞれについて、得られた反射光の強度を独立変数とし、前記情報を用いて得られた前記凹部の厚さを従属変数とする回帰式を作成し、作成された複数の回帰式のうち回帰誤差が許容条件を満たす回帰式に対応する第1入射条件を前記第1偏光状態の反射光を生成する入射条件として、該回帰式に対応する第2入射条件を前記第2偏光状態の反射光を生成する入射条件として、それぞれ決定する、ことを特徴とする。
【発明の効果】
【0009】
本発明によれば、例えば、インプリントにより形成されたパターンの凹部の厚さの計測に有利な技術を提供することができる。
【図面の簡単な説明】
【0010】
【図1】第1実施形態の計測方法を示すフローチャート
【図2】インプリント装置の構成図
【図3】インプリント装置の制御ブロック図
【図4】インプリント装置により形成される凹凸パターンの断面形状を示す図
【図5】0度偏光の反射光による分光特性を示す図
【図6】計測器の光学系を示した図
【図7】凹凸パターンの断面形状の計測方法を示す図
【図8】RLT及びHTの精度を示す図
【図9】45度偏光の反射光による分光特性を示す図
【図10】残膜厚の計測方法を示す図
【図11】第3実施形態のショットレイアウトを示す図
【図12】第3実施形態を示すフローチャート
【図13】第6実施形態を示すフローチャート
【図14】回帰式の作成方法を示す図
【図15A】ノイズを加えたときのRLTの予測計測精度を表す図である。
【図15B】ノイズを加えたときのRLTの予測計測精度を表す図である。
【図15C】ノイズを加えたときのRLTの予測計測精度を表す図である。
【発明を実施するための形態】
【0011】
〔第1実施形態〕
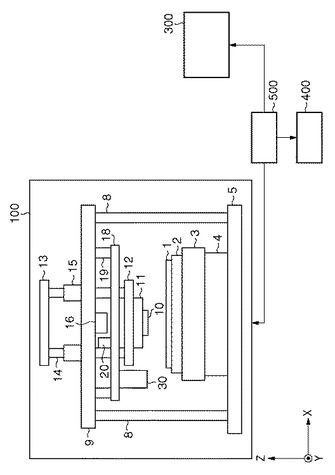
第1実施形態の計測方法について説明する。図2は、インプリント装置の構成の一例を示す図で、図3は、インプリント装置の制御ブロックの一例を示す図である。図2及び図3において、基板(ウエハ)1は、ウエハチャック2により保持されている。微動ステージ3は、ウエハ1のz軸回りの回転を補正し、ウエハ1のz位置を調整し、ウエハ1の傾きを補正する機能を有し、XYステージ4上に配置されている。微動ステージ3とXYステージ4とを合せて、ウエハステージと総称する。XYステージ4はベース定盤5に載置され、微動ステージ3上のx方向及びy方向には、微動ステージ3の位置を計測するためにレーザ干渉計からの光を反射する不図示の参照ミラーが取り付けられている。
【0012】
ウエハ1に転写される凹凸のパターンがその表面に形成され、ウエハ1の上に供給された光硬化樹脂(レジスト)を成形する型(モールド)10は、図示しない機械的保持機構によって、モールドチャック11に固定される。モールドチャック11は同じく図示しない機械的保持機構によって、モールドチャックステージ12に載置される。モールドチャック11、図示しない機械的保持機構及びモールドチャックステージ12は、型(モールド10)を支持する支持体を構成している。モールドチャックステージ12にはモールド10(モールドチャック11)のz軸回りの回転補正及びモールド10の傾きを補正する機能を有する。また、モールドチャックステージ12は、モールド10のx及びy方向の位置を計測するためにレーザ干渉計からの光を反射する不図示のミラー反射面を有する。モールドチャック11及びモールドチャックステージ12は、UV光源16からコリメータレンズを通して照射されるUV光をモールド10へと通過させる、図示しない開口をそれぞれ有する。ガイドバープレート13は、その一端がモールドチャックステージ12に固定され、天板9を貫通するガイドバー14の他端を固定する。モールド昇降用リニアアクチュエータ15は、エアシリンダまたはリニアモータからなり、ガイドバー14をz方向に駆動し、モールドチャック11に保持されたモールド10をウエハ1に押し付けたり、引き離したりする。天板9に支柱19により懸架されたアライメント棚18には、ガイドバー14が貫通している。
【0013】
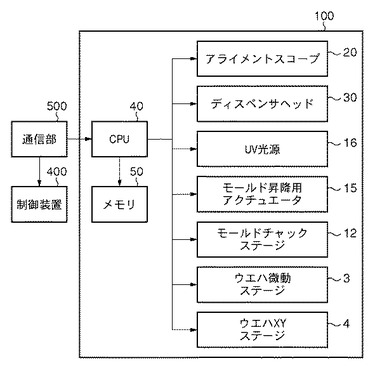
ダイバイダイアライメント用のTTM(スルー・ザ・モールド)アライメントスコープ20は、ウエハ1とモールド10とに設けられたアライメントマークを観察するための光学系と撮像系を有する。TTMアライメントスコープ20により、ウエハ1とモールド10のx及びy方向の位置ずれが計測される。また、アライメント棚18には、例えば斜入射像ずれ方式を用いて、ウエハチャック2上のウエハ1の高さ(平坦度)を計測するための不図示の高さ計測器が配置されている。ディスペンサヘッド(供給部)30は、ウエハ1の表面に液状の光硬化樹脂(レジスト)を滴下する樹脂滴下ノズルを備えている。CPU(制御部)40は、以上のアクチュエータやセンサ類を統括して、インプリント装置100に所定の動作をさせる。インプリント装置100は、メモリ50を含む。インプリント装置は、通信部500を介して、計測器300、制御装置400と接続される。制御装置400は、インプリント装置100および計測器300とは通信部500を介して接続され、半導体プロセス全体を制御し、計測器300からの残膜厚の情報をインプリント装置100へフィードバック制御する。フィードバック制御の方法については後述の実施形態で説明する。
【0014】
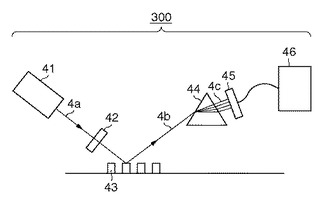
計測器300は、ウエハ1に形成されたレジストの凹凸パターンの凹部の厚さ(残膜厚:RLT)と、凸部の厚さと凹部の厚さとの差分厚さ(パターンの高さ:HT)を計測する。計測器300は、エリプソメトリ法を用いた断面形状を計測する装置で、光を用いてCD(Critical Dimension)、すなわち凹凸パターンの線幅を計測する装置として計測機器メーカから市販されている。計測器300によりCDの計測に限らず残膜厚(RLT)や凹凸パターンの高さ(HT)や側壁角度(Side wall angle)等の計測が可能である。本実施形態では、計測器300を用いて、ウエハ1に形成されたレジストの凹凸パターンを検査して、RLT及びHTを計測する。計測器300について図6、図7を用いて説明する。図6に、エリプソメトリ法を用いた凹凸パターンの断面形状を計測する計測器300の光学系の一例を示す。エリプソメトリ法には、複数の波長の光を含むブロードバンド光を一定の入射角をもって斜入射させたときの反射光の波長を分光して検出する方法と単一波長の光を複数の入射角をもって斜入射させたときの反射光の波長を分光して検出する方法とがある。本実施形態では、前者の方法を使用するが、後者の方法を使用することもできる。このような反射光の波長を分光して検出する方法を分光エリプソメトリ法という。光源41から出射された光4aは、回転可能なポラライザ42を通過することにより、偏光面(S偏光、P偏光)が調整されるとともに位相が揃えられ、凹凸パターン43に入射する。凹凸パターン43で反射された光4bは、その波長に応じて分光光学系44によって空間的に波長分離される。その分離光4cは、アレー状に光電素子が配列した光検出器45により波長ごとのS偏光及びP偏光の強度比や位相差が検出され、それらの情報は計算機46へと送られる。計算機46において光検出器45からの情報と後述するライブラリ情報とが比較されて凹凸パターン43の断面形状が算出され、その算出結果が計測対象物としての凹凸パターン43の断面形状として計算機46より出力される。分光エリプソメトリ法ではレジスト膜厚やレジストパターン形状が異なっても、入射光の入射条件(入射角度・入射光の波長等)によっては同じ強度比・位相差状態となってしまう場合がある。そのため、複数の入射条件(複数の入射角度による照射、又は、複数の波長の入射光での照射)における反射光の変化を検出することにより、計測精度を向上させることも行われる。
【0015】
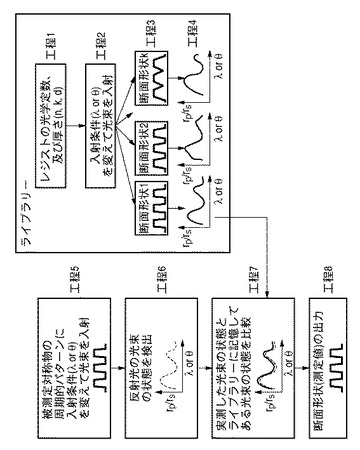
次に、図7を用いて、計測対象物としての凹凸パターン43の断面形状の計測方法を説明する。まず計測前の準備段階として、想定される凹凸パターン43の断面形状をベクトル回折モデルの光学シミュレータを使用して計算機46上で定義する。ベクトル回折モデルは、例えばRCWA(Rigorous Coupled Wave Analysis)であり、周期性のある構造中での電場をフーリエ変換で表し、固有値方程式を解くモデルである。計算機46は、次に定義された各断面形状からの反射光の状態をシミュレーション計算により求めてその状態のデータの集合をデータベース(ライブラリ)として格納しておく。すなわち、計算機46は、工程1で、凹凸パターン43を構成する物質の光学定数(屈折率n、吸収係数k、各物質の厚さd)を取得し、工程2で、入射条件(波長λ又は入射角度θ)を変えて光束を凹凸パターン43に入射させる。次に、計算機46は、工程3で凹凸パターン43の様々な断面形状を想定し、工程4で、凹凸パターン43に入射光が入射した場合に反射光から得られる情報(強度比の変化や位相差の変化)を計算により求める。計算機46は、各種定義された異なる断面形状に対してこの一連の計算を行い、得られた計算結果とそれに対応する断面形状とを関連付けてライブラリとして格納しておく。ここでライブラリとは、光学定数と様々な断面形状の凹凸パターンとに基づくシミュレーション計算によって得られた光束状態が、その光束状態に対応する凹凸パターン43の断面形状や光学定数に関連付けられたデータ又はデータベースのことをいう。この保存されるライブラリは、波長又は入射角の変化に対する反射光の強度の変動と凹凸パターン43との形状との関係を示す、シミュレーションによって算出された情報である。
【0016】
工程1において用いられる凹凸パターンの光学定数は、入射条件のパラメータとして入射角θ又は入射光の波長λのいずれを用いるかによって必要とされる内容が異なる。単一波長を用いて入射角θを変化させ、入射角θごとに得られる反射光を用いて計測を行う場合は、計測に用いる単一波長に対する光学定数を計算機46に入力する。一方、入射角θを固定して入射光の波長λを変化させ、波長λごとに得られる反射光に対して計測を行う場合は、計測に用いる波長ごとの光学定数を計算機46に入力する必要がある。次に、工程5で、計測器300を用いて、計測対象物としての凹凸パターン43に実際に入射光4aを入射させ、工程6で、得られる反射光4bの情報(強度比の変化、位相差の変化)を光検出器45により検出する。工程7で、計算機46は、保存装置に保存されたライブラリの光束情報とこの検出値より得られた実際の反射光4bの情報とを比較して、ライブラリの中から実際の反射光4bの情報と一致する光束情報を抽出する。工程8で、計算機46は、計算機46上で定義された断面形状のうち、その光束情報に関連付けられた凹凸パターン43の断面形状を、実際の凹凸パターン43の断面形状と決定する。本実施形態において、計測器300は、入射条件として波長を変化させる分光エリプソメトリ法を用いるものとし、波長λごとに得られる反射光の情報を分光特性と呼ぶことにする。
【0017】
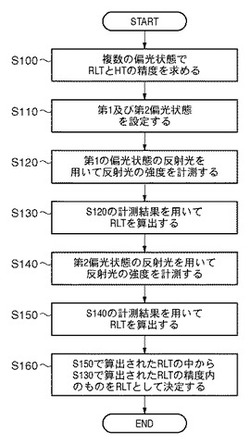
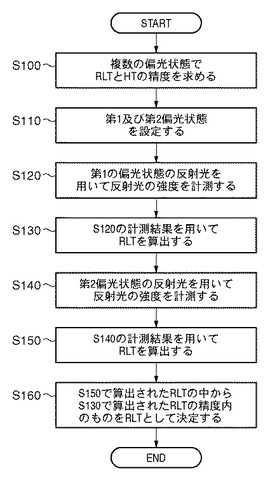
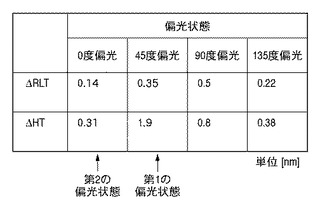
次に、レジストの残膜厚の計測方法を、図1を用いて説明する。S100で、計測器300の計算機46は、計測対象物である凹凸パターン43に対する入射光の偏光状態を変えながら、残膜厚RLTの計測精度とパターン高さHTの計測精度を求める。ここで、計測精度に関して説明する。現在の光リソグラフィで使用されている計測器300で計測可能なCDの最小分解能はΔCD=0.2nmである。まず、下式で示されるような評価基準、つまりCD値が0.2nmの差を持つ2つの分光特性I1、I2の各波長間の差分の絶対値を波長領域で積分した値S(=Σ|I2(λ)−I1(λ)|)を定義する。次に、CDではなくRLTを変えた場合に、上記Sと同じ値をとるようなRLTの差(ΔRLT)を、複数の偏光状態で計算する。一方、HTのみを変えた場合に、上記Sと同じ値をとるようなHTの差(ΔHT)を複数の偏光状態で計算する。これらΔRLT、ΔHTのことを、本願明細書では、当該偏光状態における計測精度と定義することにする。この計測精度の値が小さいことは、計測精度が良いことを意味する。計測精度を計算した結果の一例を図8に示す。
【0018】
図6を用いて、計測器300による計測について説明する。ポラライザ(偏光子)42は、光源41からの光を直線偏光に変換して、変換した直線偏光を凹凸パターン43に入射させる。また、分光光学系44の手前には不図示の検光子があり、凹凸パターン43で反射された楕円偏光のうち、所定の偏光方向の偏光成分のみを透過させる。上記所定の偏光方向は、例えば0度、45度、90度、135度である。光検出器45は、検光子により透過された所定の偏光方向の偏光成分を受光する。図8において、例えば0度偏光とは、反射光の偏光方向が0度であることを意味している。
【0019】
本出願の発明者は、HTの計測精度とRLTの計測精度とが計測条件により差異が認められることを突き止めた。例えば図8に示される4つの偏光状態を比べてみると、以下のことがわかる。
(1)いずれの偏光状態においてもΔRLTがΔHTより小さい、すなわち、RLT(残膜厚)の計測精度の方がHT(パターン高さ)の計測精度よりも良い。
(2)45度の偏光状態で、ΔHTとΔRLTとの差、すなわち、RLT(残膜厚)の計測精度とHT(パターン高さ)の計測精度との差が最も大きい。
(3)0度の偏光状態で、ΔRLTが最も小さい、すなわち、RLT(残膜厚)の計測精度が最も良い。
【0020】
このHTの計測精度とRLTの計測精度の差異に基づいてRLTを計測するための第1偏光状態及び第2偏光状態を設定するステップがS110である。S110で、計算機46は、RLT(残膜厚)の計測精度とHT(パターン高さ)の計測精度とが以下のような条件を満たす第1偏光状態と第2偏光状態とを設定する。第1偏光状態は、RLTの計測精度(第1精度)がHTの計測精度(第2精度)より良く、かつ、RLTの計測精度(第1精度)とHTの計測精度(第2精度)との差が大きい、すなわち、ΔRLT<<ΔHTを満たす偏光状態である。このような偏光状態では、RLTの計測精度に比してHTの計測精度が極端に低くなるので、HTの値が異なっていてもRLTの値が同じであれば、同様の分光特性を示す。したがって、第1偏光状態での計測結果からHTの寄与とRLTの寄与とを分離してRLTを求めることができる。第2偏光状態は、RLTの計測精度(第3精度)が第1偏光状態におけるRLTの計測精度(第1精度)より良いが、RLTの計測精度(第3精度)とHTの計測精度(第4精度)との差が第1偏光状態よりも小さい偏光状態である。第2偏光状態ではRLTとHTの計測精度間の差が小さいため、RLTの寄与とHTの寄与とを必ずしも分離できない。したがって、第2偏光状態の計測結果からは必ずしもRLTの値を一意的に定めることが出来ない。しかし、第2偏光状態の計測結果からRLTの値の中で、第1偏光状態での計測結果から求めたRLTの精度範囲内に属するものを選定することで、より正確なRLTの値を求めることが出来る。本実施形態においては、ΔHTとΔRLTとの差が最も大きい45度の偏光状態が、第1偏光状態に相当し、ΔRLTが最も小さい0度の偏光状態が、第2偏光状態に相当する。また、第1偏光状態の反射光を生成する光の波長及び入射角から選択される条件を第1入射条件とし、第2偏光状態の反射光を生成する光の波長及び入射角から選択される条件を第2入射条件とする。以上、S110における2つの偏光状態の求め方について説明した。
【0021】
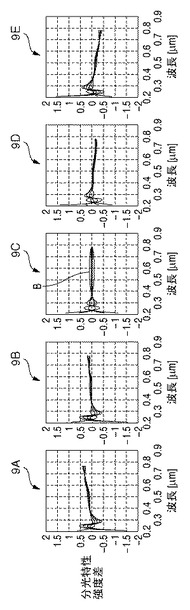
S120で、第1偏光状態の反射光を用いて反射光の複数の波長それぞれについて反射光の強度を計測器300により計測する。S130で、計算機46は、S120の計測結果とライブラリの情報とに基づいてRLTを第1精度で絞り込む。本実施形態では、第1偏光状態は45度偏光の場合であり、以下、45度偏光の状態でRLTよりもHTがはるかに鈍感であるために、RLTを限定することが可能であることについて説明する。図9に、第1偏光状態である45度偏光の場合についてベクトル回折モデルの光学シミュレータ(例えばRCWA)でシミュレーションした分光特性の結果を示す。図8において、45度偏光の場合、RLTの計測精度(ΔRLT45)0.35とHTの計測精度(ΔHT45)1.9との差が最大である。この計測精度の差が最大のΔRLT45、ΔHT45を用いて、図9Aから図9Eの順に、RLTの値を、ノミナル値からの差分で−2ΔRLT45、−ΔRLT45、0、+ΔRLT45、+2ΔRLT45と変化させたときの分光特性の強度差の計算結果を示す。図9A〜図9Eのそれぞれに示されている5つのグラフは、同じRLTの値のときに、HTの値をノミナル値からの差分で−2ΔHT45、−ΔHT45、0、+ΔHT45、+2ΔHT45と変化させたときの計算結果を示している。図9を参照すると、波長領域が0.4μmから高い波長領域に関して、HTの変化がRLTの変化に対して鈍感であることがわかり、例えば、分光特性の結果が、前記領域である場合には、HTの値に関わらずRLTの値をあるRLTの近傍に絞り込むことができる。このように、45度偏光の計測結果を用いるとHTの影響を受けずに、RLTを限定できる可能性があることがわかった。以上、第1偏光状態の反射光を用いてRLTの値を絞り込むことについて説明した。
【0022】
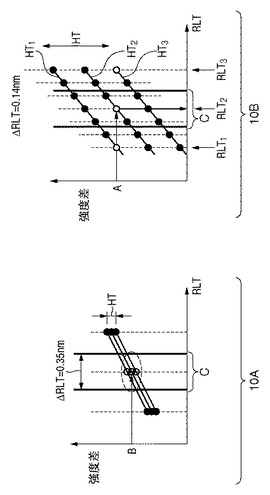
S140で、第2偏光状態の反射光を用いて反射光の複数の波長それぞれについての強度を計測器300により計測する。S150で、計算機46は、S140の計測結果とライブラリの情報とに基づいてRLTを第3精度で算出する。図8を参照すると、第2偏光状態である0度偏光の場合のRLTの計測精度(ΔRLT0)は0.14nmであり、これは、第1偏光状態である45度偏光の場合の計測精度(ΔRLT45)0.35nmに比べて高い。図10Aは、図9の第1偏光状態である45度偏光の分光特性結果に対して、横軸をRLTとし、HTをパラメータとしてまとめた模式図である。さらに図10Bは、第2偏光状態である0度偏光で計測した分光特性結果に対して、横軸をRLTとし、HTをパラメータとしてまとめた模式図である。RLTを高精度に計測する目的においては、RLTのより計測精度の高い偏光状態の計測結果を利用することが望ましい。本実施形態では、図10Aに示すように、第1偏光状態(45度偏光)の計測結果(強度差=B)から、RLTの値の範囲をCの領域に絞り込んだ。しかし、45度偏光のRLTの計測精度が0.35nmであるために、それ以上の精度でRLTを計測できない。
【0023】
デバイス製造においてRLT(残膜厚)の計測精度は0.2nm以下に抑えることを要求されており、第1偏光状態である45度偏光の計測結果のみからでは、要求精度を満たさない。従って、本実施形態では、S140で第2偏光状態(0度偏光)の反射光を用いて計測を行い、図10Bに示す強度差がAであるRLTの3つの値の候補(図10B中の3つの白丸)からCの領域内にあるRLTを選択して、RLTを決定する。つまり、より計測精度の高い第2偏光状態(0度偏光)の計測結果を使用することで、RLTを高精度に計測することができる。
【0024】
〔第2実施形態〕
第1実施形態は、レジストのRLTの計測を、計測器300の内部で実施することに関して記載した。しかし、レジストのRLTの計測は計測器300の内部の計算機46によって実施することに限定されない。例えば、図2における計測器300の外部にある制御装置400が、通信部500を介して計測器300から必要なデータのやり取りを行い、所定のプログラムを実行することによって、RLTの計測を実施してもよい。
【0025】
〔第3実施形態〕
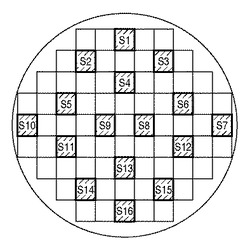
第3実施形態は、レジストのRLTに関して、ロットごとにウエハ内のショット領域間におけるばらつきを算出することを特徴とする。具体的には、計測器300でパターン形状を図11に示すような16のショット領域(箇所)で計測し、計算機46により当該16ショット領域のRLTを決定し、その16ショット領域におけるRLTのばらつきを3σ等で評価する。RLTのばらつきによって、当該ロットのRLTが安定しているかを判断することができる。さらに、第3実施形態は、RLTのばらつきに基づいて、インプリント装置100へ制御を行うことを特徴とする。
【0026】
図12はロットごとにRLTの計測を実施した場合のフローを示す図である。S200で先頭ロットのウエハをインプリント装置100に導入して、S210でインプリント装置100を用いてロット内のすべてのウエハ(たとえば25枚)のインプリント処理を行う。インプリント処理には、各ウエハのアライメント、レジスト塗布、押印、硬化、離型が含まれる。S230で、計測器300の内部の計算機46は、当該ロットのうち特定のウエハ数枚に対して複数のショット領域におけるRLTを計測する。S240で、計算機46は、RLTのショット領域間のばらつきを算出して評価し、S250でばらつきが所定の閾値を超えた場合には、S260でインプリント装置100に対するレシピ条件を変更する。第3実施形態では、変更するレシピとして、レジスト(紫外線硬化樹脂)の供給量を変える。RLTが大きいショット領域に関して、CPU40(制御部)がレジストの供給量を小さくするように変更する。また、逆にRLTが小さいショット領域に関して、CPU40は、レジストの供給量を大きくするように変更して、RLTのショット領域間のばらつきが減少するように調整する。制御装置400は、S270で全ロットが終了しているかを判断して、終了していなければS280で次のロットを導入して、S260で変更されたレシピに従ってインプリント処理を行う。
【0027】
〔第4実施形態〕
第3実施形態は、S260において、RLTのショット領域間のばらつきに基づいて、インプリント装置100におけるレジストの供給量が変更された。第4実施形態では、RLTのショット領域間のばらつきに基づいて、CPU40(制御部)は、ウエハ1とモールド10とのギャップを制御する。例えば、CPU40(制御部)は、モールド10の押し付け力、又は、押し付け量を制御するようにしてもよい。具体的には、S260において、CPU40(制御部)は、RLTが大きいショット領域に関して、モールド昇降用アクチュエータ15の押し付け量を大きくするように制御指令を出す。また、逆にRLTが小さい場合には、CPU40(制御部)は、モールド昇降用アクチュエータ15の押し付け量を小さくするように制御指令を出して、RLTのばらつきが減少するように調整する。モールド昇降用アクチュエータ15は、モールド10とレジストとを接触させる駆動部である。なお、RLTの調整には、モールド昇降用アクチュエータ15を制御するのではなく、微動ステージ3のZ方向の駆動量を制御するようにしてもよいし、両方を制御するようにしてもよい。
【0028】
〔第5実施形態〕
これまでは、レジストパターン形状において、RLTとHTにおける変化分を同等と考えて、HTに関しては限定せず、RLTのみを第1の偏光状態で限定することを記載してきた。ところが、HTに関しては、インプリント処理の性格上、テンプレート(モールド)の高さ(深さ)である程度決定される値ともいえ、それほど変動する値ではないともいえる。従って、HTの変動分をテンプレートの高さで決まる値の近傍であるとして、HTに関してもある程度限定することができる。即ち、例えば図5Cにおいて、パターン高さの候補が3つからそれ以下に限定することができるので、RLTの範囲も限定できることになるので、より限定された範囲内でRLTを高精度に計測することができる。
〔第6実施形態〕
第1実施形態では、第1偏光状態(45度偏光)でRLTを計測してRLTの範囲を絞り込み、第2偏光状態(0度偏光)で計測された複数のRLTの中で前記絞り込まれたRLTの範囲に合致するものをRLTとして決定する方法について記述した。本実施形態は、第1実施形態に記載したRLTを決定する図1の工程において、上記2つの偏光状態における変数である波長を最適化し、最適化された波長を使用して計測を行うことを特徴とする。最適化された波長は、シミュレーションにより得られた反射光の強度に、計測時に発生し得るノイズを加え、異なる複数の波長の強度I(λ)とRLT値との関係を回帰し、回帰誤差が許容条件を満たして予測精度が良くなる変数の組み合わせによって決定する。凹凸パターンの微小変化から得られる反射光強度の変化は微小であるため、計測値はノイズによる影響を受けやすい。本手法により計測に使用するパラメータを最適化し、ノイズに対してロバストな計測を行うことにより高精度な計測が可能となる。
【0029】
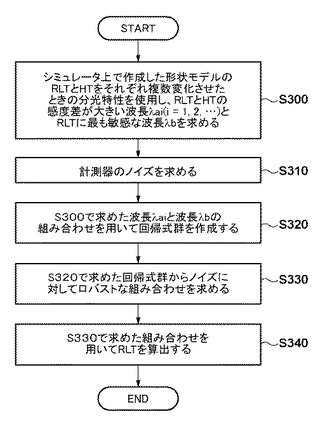
本実施形態の最適変数の決定方法および計測方法を図13〜図15を用いて詳しく説明する。図13は本実施形態の計測方法を示したフローチャートである。まずS300において、ベクトル回折モデルのシミュレータ上で定義した凹凸パターンモデルと凹凸パターンモデルの反射光の分光特性から回帰式作成に使用する変数λを先述した第1実施形態に記載されている条件を満たすものを選定する。回帰式の作成に使用する凹凸パターンと分光特性は、設計値となる凹凸パターンからRLTとHTを複数変化させ、形状ごとに得られる分光特性を使用する。なお、本実施形態においては、分光特性とは波長ごとに得られる反射光の強度のことをいう。次に、計算によって得られた分光特性から回帰式作成に使用する変数λを選定する。すなわち、RLT変化による強度変化とHT変化による強度変化との差が大きい複数の波長λai(i=1,2,…)および、RLTの変化に対する強度変化が最も大きい複数の波長λbを選択する。本実施形態では、上記複数の波長λaiを第1波長群、波長λbを第2波長と呼ぶことにする。上記2つの条件を使用する理由は、先述の第1実施形態に記載されている。なお、本実施形態では、説明を簡単にするため、変数I(λ)が2つの場合について説明することにする。つまり、第1波長と第2波長をそれぞれ一つずつ選択する。また、このとき、第2波長は固定し、第1波長は複数選択するものとする。
【0030】
次に、S310において計測に使用する計測器の誤差(ノイズ)の大きさを求める。計測時のノイズの種類としては、検出器であるCCDの暗ノイズなどの反射光の強度に因らないランダムなノイズn1と、光源の出力変化などに起因する強度に比例するノイズn2などが考えられる。ノイズn1の大きさは、例えば、光源からの光を入射しない状態で検出器の出力信号から求めることが出来る。一方、ノイズn2の大きさは、例えば、パターン無しのSi基板をサンプルとして光を照射し、その反射光を検出すること複数回繰り返すことで求めることができる。つまり、検出した複数の分光特性を波長間で積算し、ランダムノイズn1を平均化により除去することで、光源出力変化を計測することが出来る。
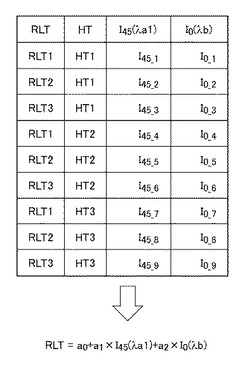
次にS320において、S300で選択した第1波長群および第2波長とRLTとの回帰式を作成する。先述したように、第1波長群は複数の波長で構成されるため、第1波長群と第2波長により作成される組み合わせは複数存在する。このそれぞれの組み合わせに対して回帰式を作成する。本実施形態では、前記複数の組み合わせを組み合わせ群、複数の回帰式を回帰式群と呼ぶことにする。以下、回帰式の作成方法を図14を用いて説明する。図14はステップS300で選択した組み合わせ群の内の一例を模擬的に表している。図14に示すように、RLTとHTを複数変化させた形状ごとの第1波長λa1と第2波長λbの光を用いた場合の反射光の強度の計算値を使用して、第1波長と第2波長における反射光の強度の計算値を変数とするRLTの回帰式を作成する。回帰式は、図14に示されるように、凹部の厚さを従属変数とし、反射光の強度を独立変数としている。上記と同様に、S300で求めた全ての組み合わせについて回帰式を作成する。
【0031】
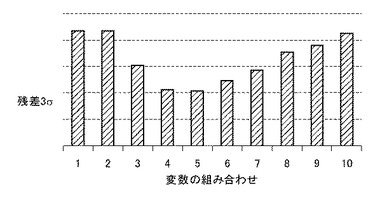
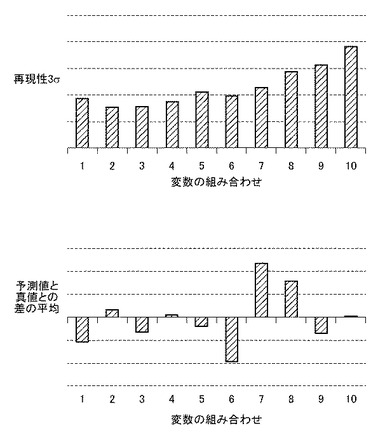
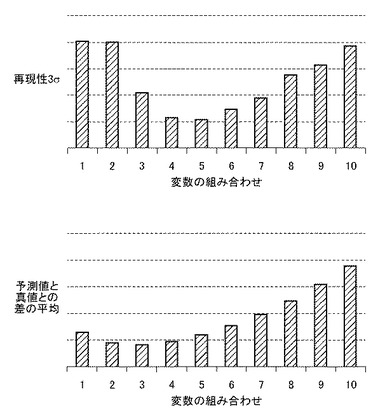
次にS330において、S320で作成した回帰式群のそれぞれにS310で求めた計測器のノイズn1、n2を加え、ロバストな波長の組み合わせを決定する。以下、図15A〜図15Cを用いて最適な組み合わせの決定方法について説明する。本実施形態では、第2波長λbを固定し、第1波長λaを変えて10個の組み合わせに対して評価を行った。図15Aは、回帰式の残差(3σ)を表すグラフである。 図15Bは、ノイズn1を加えたときの再現性(3σ)と予測値と真値との差の平均値を表すグラフである。 図15Cは、ノイズn2を加えたときの再現性(3σ)と予測値と真値との差の平均値を表すグラフである。
【0032】
図15A〜図15Cに示すように第1実施形態に記載されている条件を用いた場合でも、組み合わせによって計測値に大きな差がある。図15Aに示す結果から、例えば組み合わせ4と組み合わせ5の条件とを比較すると残差は同程度である。しかし、図15B、図15Cに示されるように、ノイズに対しては組み合わせ4の方がロバストであるとわかる。また、ランダムなノイズn1に対するロバスト性は高いが、回帰式の残差が大きくなる組み合わせ2のような場合もあるため、回帰式の残差が大きくなる条件は選択しないようにする。このように複数の組み合わせを評価し、ノイズの影響を考慮することで最適なパラメータを選定することができる。以上、最適変数の決定方法について説明した。そして、S340において、S330で求めた最適な変数の組み合わせを使用してRLTを算出する。
【0033】
以上のように、計測に使用する波長を最適化することによりRLTを高精度に計測することができる。本実施形態では、回帰式作成に使用する変数は2つとして記述したが、これに限定されるものではなく変数が3つ以上の場合も同様である。また、回帰式作成に使用する変数を波長としたが、入射光を単一波長とし入射角を変化させて計測する場合には、入射角度が変数になり得る。第6実施形態で最適化された波長、入射角は、凹凸パターンの形状と関連付けてライブラリに格納される。
【0034】
[物品の製造方法]
物品としてのデバイス(半導体集積回路素子、液晶表示素子等)の製造方法は、前述したインプリント装置を用いて基板(基板、ガラスプレート、フィルム状基板等)にパターンを転写(形成)するステップを含む。さらに、パターンを転写された前記基板をエッチングするステップを含みうる。なお、パターンドメディア(記録媒体)や光学素子などの他の物品を製造する場合には、エッチングステップの代わりに、パターンを転写された前記基板を加工する他の加工ステップを含みうる。
【技術分野】
【0001】
本発明は、入射条件の決定方法、データベースの作成方法、パターンの凹部の厚さの計測方法、インプリント装置及び物品の製造方法に関する。
【背景技術】
【0002】
インプリント技術は、真空プロセスなど大がかりな装置を要さずに低コストでの大量生産が可能である。そのため、次世代半導体プロセスにおいて、従来の光リソグラフィに替わって二次元微細パターンを高精度に形成する技術としての適用が期待されている。経済産業省が策定した技術戦略ロードマップによると、インプリント技術を半導体プロセスに適用する目標年として、2013年(32nmテクノロジーノード)が掲げられている。インプリント技術の半導体プロセスへの適用は、次世代半導体業界における具体的な産業ニーズの一つとして位置づけられている。
【0003】
一般に、インプリント技術により形成されたレジストのパターンは、その凹部に数10nm程度の厚さのレジストの薄膜が極薄残膜として残る。そのため、半導体プロセスにおいては、この残膜を除去する工程が必要とされる。この残膜がばらつくと、エッチングによる残膜除去の後のレジストパターンの寸法がばらつくことになる。すると、残膜除去後のレジストパターンは半導体デバイス仕掛品に対してエッチングマスクとして機能するため、半導体デバイスの特性がばらつき、不良原因となることが問題視されている。このような問題を解決し、高信頼性をもってインプリント技術を半導体プロセスへ適用するためには、インプリントの際に生じる数10nm程度の残膜厚を高精度に制御する技術の確立が必要である。そのためには、レジストの残膜厚の高精度な計測が不可欠である。特許文献1には、残膜厚やパターン寸法を計測することが記載されているが、残膜厚の具体的な計測方法は開示されていない。半導体製造においては、酸化膜や窒化膜や金属膜を半導体デバイス構造として使用しており、その膜厚を計測する方法も多数存在するが、特にエリプソメトリを用いた計測方法が広く使用されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2010−030153号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
エリプソメトリ法を用いた凹凸パターンの断面形状計測を、インプリントで形成された残膜厚の計測に適用した場合に、凹凸パターンの高さとレジストの残膜厚とを分離して計測することが困難であるという問題が発生する。具体的に、図4を用いて問題点を説明する。図4Aは、インプリントプロセスで形成された凹凸パターンを示す図である。図4B、図4Cは、そのうちのレジスト部分のみを抜き出した図である。レジスト部分のトータルの高さhは同じであるとき、残膜厚(Residual Layer Thickness:RLT)が図4Bから図4Cに変化したとすると、パターンの高さ(Height:HT)もそれに応じて変化する。レジスト部分のうちのパターン部分と残膜部分とはともに同一レジスト樹脂である。そのため、それらの光学定数(屈折率n、吸収係数k)は同一であり、図4Bと図4Cのレジストパターンをエリプソメトリ法で計測した出力(分光特性)は大きな差異がないと想定される。従って、当該分光特性の結果から、残膜厚が変化したのか、パターン高さが変化したのかの区別が困難であることになる。
【0006】
パターンの断面形状のうち、残膜厚(RLT)とパターン高さ(HT)とを様々に変化させて、ベクトル回折モデルの光学シミュレータ(例えばRCWA)でシミュレーションした結果を用いてさらに説明する。図5Aは計測条件が0度偏光の場合のRLTとHTとを様々に変えた場合の分光特性の結果である。図5Bは強度のノミナル値からの差分と波長との関係を示しており、HTによる変化とRLTによる変化とが混在している。波長領域が0.5μmから高い波長領域の領域Aで示される領域では、同じ分光特性の出力(強度差)を示すRLTとHTとの組み合わせが複数ある。図5Cは、図5Bから横軸をRLTとし、HTをパラメータとした場合の模式図である。図5B、図5Cの例では、RLTとHTとの組み合わせが、(RLT1、HT1)、(RLT2、HT2)、(RLT3、HT3)の場合、領域Aにおいて同一の強度差を示す。したがって、分光特性の出力からRLTを特定することができない。特許文献1には、残膜厚の具体的な計測方法は開示されておらず、また、パターン高さとレジスト残膜厚とが分離できない問題点も指摘されていない。
【0007】
本発明は、上記の事情に鑑みてなされたものであり、インプリントにより形成されたパターンの凹部の厚さの計測に有利な技術を提供することを例示的目的とする。
【課題を解決するための手段】
【0008】
本発明は、パターンに光を斜入射させて前記パターンから得られた反射光の強度を計測器により計測した計測結果と、前記反射光の強度と前記パターンの形状との関係を示す情報とを用いて前記パターンの凹部の厚さを求めるのに用いる前記光の入射条件を決定する方法であって、前記パターンからの第1偏光状態の反射光を用いて計測された前記凹部の厚さに対する前記計測器の計測精度を第1精度とし、前記第1偏光状態の反射光を用いて計測された前記パターンの凸部の厚さと前記凹部の厚さとの差に相当する差分厚さに対する前記計測器の計測精度を第2精度とし、前記パターンからの第2偏光状態の反射光を用いて計測された前記凹部の厚さに対する前記計測器の計測精度を第3精度とし、前記第2偏光状態の反射光を用いて計測された前記差分厚さに対する前記計測器の計測精度を第4精度として、前記第2精度、前記第1精度、前記第3精度の順で計測精度が良くなり、かつ、前記第1精度と前記第2精度との差は前記第3精度と前記第4精度との差より大きいように前記第1偏光状態と前記第2偏光状態とを設定し、前記第1偏光状態の反射光を生成するための前記入射条件としての複数の第1入射条件のうちの1つと前記前記第2偏光状態の反射光を生成するための前記入射条件としての複数の第2入射条件のうちの1つとを組み合わせた複数の組み合わせのそれぞれについて、得られた反射光の強度を独立変数とし、前記情報を用いて得られた前記凹部の厚さを従属変数とする回帰式を作成し、作成された複数の回帰式のうち回帰誤差が許容条件を満たす回帰式に対応する第1入射条件を前記第1偏光状態の反射光を生成する入射条件として、該回帰式に対応する第2入射条件を前記第2偏光状態の反射光を生成する入射条件として、それぞれ決定する、ことを特徴とする。
【発明の効果】
【0009】
本発明によれば、例えば、インプリントにより形成されたパターンの凹部の厚さの計測に有利な技術を提供することができる。
【図面の簡単な説明】
【0010】
【図1】第1実施形態の計測方法を示すフローチャート
【図2】インプリント装置の構成図
【図3】インプリント装置の制御ブロック図
【図4】インプリント装置により形成される凹凸パターンの断面形状を示す図
【図5】0度偏光の反射光による分光特性を示す図
【図6】計測器の光学系を示した図
【図7】凹凸パターンの断面形状の計測方法を示す図
【図8】RLT及びHTの精度を示す図
【図9】45度偏光の反射光による分光特性を示す図
【図10】残膜厚の計測方法を示す図
【図11】第3実施形態のショットレイアウトを示す図
【図12】第3実施形態を示すフローチャート
【図13】第6実施形態を示すフローチャート
【図14】回帰式の作成方法を示す図
【図15A】ノイズを加えたときのRLTの予測計測精度を表す図である。
【図15B】ノイズを加えたときのRLTの予測計測精度を表す図である。
【図15C】ノイズを加えたときのRLTの予測計測精度を表す図である。
【発明を実施するための形態】
【0011】
〔第1実施形態〕
第1実施形態の計測方法について説明する。図2は、インプリント装置の構成の一例を示す図で、図3は、インプリント装置の制御ブロックの一例を示す図である。図2及び図3において、基板(ウエハ)1は、ウエハチャック2により保持されている。微動ステージ3は、ウエハ1のz軸回りの回転を補正し、ウエハ1のz位置を調整し、ウエハ1の傾きを補正する機能を有し、XYステージ4上に配置されている。微動ステージ3とXYステージ4とを合せて、ウエハステージと総称する。XYステージ4はベース定盤5に載置され、微動ステージ3上のx方向及びy方向には、微動ステージ3の位置を計測するためにレーザ干渉計からの光を反射する不図示の参照ミラーが取り付けられている。
【0012】
ウエハ1に転写される凹凸のパターンがその表面に形成され、ウエハ1の上に供給された光硬化樹脂(レジスト)を成形する型(モールド)10は、図示しない機械的保持機構によって、モールドチャック11に固定される。モールドチャック11は同じく図示しない機械的保持機構によって、モールドチャックステージ12に載置される。モールドチャック11、図示しない機械的保持機構及びモールドチャックステージ12は、型(モールド10)を支持する支持体を構成している。モールドチャックステージ12にはモールド10(モールドチャック11)のz軸回りの回転補正及びモールド10の傾きを補正する機能を有する。また、モールドチャックステージ12は、モールド10のx及びy方向の位置を計測するためにレーザ干渉計からの光を反射する不図示のミラー反射面を有する。モールドチャック11及びモールドチャックステージ12は、UV光源16からコリメータレンズを通して照射されるUV光をモールド10へと通過させる、図示しない開口をそれぞれ有する。ガイドバープレート13は、その一端がモールドチャックステージ12に固定され、天板9を貫通するガイドバー14の他端を固定する。モールド昇降用リニアアクチュエータ15は、エアシリンダまたはリニアモータからなり、ガイドバー14をz方向に駆動し、モールドチャック11に保持されたモールド10をウエハ1に押し付けたり、引き離したりする。天板9に支柱19により懸架されたアライメント棚18には、ガイドバー14が貫通している。
【0013】
ダイバイダイアライメント用のTTM(スルー・ザ・モールド)アライメントスコープ20は、ウエハ1とモールド10とに設けられたアライメントマークを観察するための光学系と撮像系を有する。TTMアライメントスコープ20により、ウエハ1とモールド10のx及びy方向の位置ずれが計測される。また、アライメント棚18には、例えば斜入射像ずれ方式を用いて、ウエハチャック2上のウエハ1の高さ(平坦度)を計測するための不図示の高さ計測器が配置されている。ディスペンサヘッド(供給部)30は、ウエハ1の表面に液状の光硬化樹脂(レジスト)を滴下する樹脂滴下ノズルを備えている。CPU(制御部)40は、以上のアクチュエータやセンサ類を統括して、インプリント装置100に所定の動作をさせる。インプリント装置100は、メモリ50を含む。インプリント装置は、通信部500を介して、計測器300、制御装置400と接続される。制御装置400は、インプリント装置100および計測器300とは通信部500を介して接続され、半導体プロセス全体を制御し、計測器300からの残膜厚の情報をインプリント装置100へフィードバック制御する。フィードバック制御の方法については後述の実施形態で説明する。
【0014】
計測器300は、ウエハ1に形成されたレジストの凹凸パターンの凹部の厚さ(残膜厚:RLT)と、凸部の厚さと凹部の厚さとの差分厚さ(パターンの高さ:HT)を計測する。計測器300は、エリプソメトリ法を用いた断面形状を計測する装置で、光を用いてCD(Critical Dimension)、すなわち凹凸パターンの線幅を計測する装置として計測機器メーカから市販されている。計測器300によりCDの計測に限らず残膜厚(RLT)や凹凸パターンの高さ(HT)や側壁角度(Side wall angle)等の計測が可能である。本実施形態では、計測器300を用いて、ウエハ1に形成されたレジストの凹凸パターンを検査して、RLT及びHTを計測する。計測器300について図6、図7を用いて説明する。図6に、エリプソメトリ法を用いた凹凸パターンの断面形状を計測する計測器300の光学系の一例を示す。エリプソメトリ法には、複数の波長の光を含むブロードバンド光を一定の入射角をもって斜入射させたときの反射光の波長を分光して検出する方法と単一波長の光を複数の入射角をもって斜入射させたときの反射光の波長を分光して検出する方法とがある。本実施形態では、前者の方法を使用するが、後者の方法を使用することもできる。このような反射光の波長を分光して検出する方法を分光エリプソメトリ法という。光源41から出射された光4aは、回転可能なポラライザ42を通過することにより、偏光面(S偏光、P偏光)が調整されるとともに位相が揃えられ、凹凸パターン43に入射する。凹凸パターン43で反射された光4bは、その波長に応じて分光光学系44によって空間的に波長分離される。その分離光4cは、アレー状に光電素子が配列した光検出器45により波長ごとのS偏光及びP偏光の強度比や位相差が検出され、それらの情報は計算機46へと送られる。計算機46において光検出器45からの情報と後述するライブラリ情報とが比較されて凹凸パターン43の断面形状が算出され、その算出結果が計測対象物としての凹凸パターン43の断面形状として計算機46より出力される。分光エリプソメトリ法ではレジスト膜厚やレジストパターン形状が異なっても、入射光の入射条件(入射角度・入射光の波長等)によっては同じ強度比・位相差状態となってしまう場合がある。そのため、複数の入射条件(複数の入射角度による照射、又は、複数の波長の入射光での照射)における反射光の変化を検出することにより、計測精度を向上させることも行われる。
【0015】
次に、図7を用いて、計測対象物としての凹凸パターン43の断面形状の計測方法を説明する。まず計測前の準備段階として、想定される凹凸パターン43の断面形状をベクトル回折モデルの光学シミュレータを使用して計算機46上で定義する。ベクトル回折モデルは、例えばRCWA(Rigorous Coupled Wave Analysis)であり、周期性のある構造中での電場をフーリエ変換で表し、固有値方程式を解くモデルである。計算機46は、次に定義された各断面形状からの反射光の状態をシミュレーション計算により求めてその状態のデータの集合をデータベース(ライブラリ)として格納しておく。すなわち、計算機46は、工程1で、凹凸パターン43を構成する物質の光学定数(屈折率n、吸収係数k、各物質の厚さd)を取得し、工程2で、入射条件(波長λ又は入射角度θ)を変えて光束を凹凸パターン43に入射させる。次に、計算機46は、工程3で凹凸パターン43の様々な断面形状を想定し、工程4で、凹凸パターン43に入射光が入射した場合に反射光から得られる情報(強度比の変化や位相差の変化)を計算により求める。計算機46は、各種定義された異なる断面形状に対してこの一連の計算を行い、得られた計算結果とそれに対応する断面形状とを関連付けてライブラリとして格納しておく。ここでライブラリとは、光学定数と様々な断面形状の凹凸パターンとに基づくシミュレーション計算によって得られた光束状態が、その光束状態に対応する凹凸パターン43の断面形状や光学定数に関連付けられたデータ又はデータベースのことをいう。この保存されるライブラリは、波長又は入射角の変化に対する反射光の強度の変動と凹凸パターン43との形状との関係を示す、シミュレーションによって算出された情報である。
【0016】
工程1において用いられる凹凸パターンの光学定数は、入射条件のパラメータとして入射角θ又は入射光の波長λのいずれを用いるかによって必要とされる内容が異なる。単一波長を用いて入射角θを変化させ、入射角θごとに得られる反射光を用いて計測を行う場合は、計測に用いる単一波長に対する光学定数を計算機46に入力する。一方、入射角θを固定して入射光の波長λを変化させ、波長λごとに得られる反射光に対して計測を行う場合は、計測に用いる波長ごとの光学定数を計算機46に入力する必要がある。次に、工程5で、計測器300を用いて、計測対象物としての凹凸パターン43に実際に入射光4aを入射させ、工程6で、得られる反射光4bの情報(強度比の変化、位相差の変化)を光検出器45により検出する。工程7で、計算機46は、保存装置に保存されたライブラリの光束情報とこの検出値より得られた実際の反射光4bの情報とを比較して、ライブラリの中から実際の反射光4bの情報と一致する光束情報を抽出する。工程8で、計算機46は、計算機46上で定義された断面形状のうち、その光束情報に関連付けられた凹凸パターン43の断面形状を、実際の凹凸パターン43の断面形状と決定する。本実施形態において、計測器300は、入射条件として波長を変化させる分光エリプソメトリ法を用いるものとし、波長λごとに得られる反射光の情報を分光特性と呼ぶことにする。
【0017】
次に、レジストの残膜厚の計測方法を、図1を用いて説明する。S100で、計測器300の計算機46は、計測対象物である凹凸パターン43に対する入射光の偏光状態を変えながら、残膜厚RLTの計測精度とパターン高さHTの計測精度を求める。ここで、計測精度に関して説明する。現在の光リソグラフィで使用されている計測器300で計測可能なCDの最小分解能はΔCD=0.2nmである。まず、下式で示されるような評価基準、つまりCD値が0.2nmの差を持つ2つの分光特性I1、I2の各波長間の差分の絶対値を波長領域で積分した値S(=Σ|I2(λ)−I1(λ)|)を定義する。次に、CDではなくRLTを変えた場合に、上記Sと同じ値をとるようなRLTの差(ΔRLT)を、複数の偏光状態で計算する。一方、HTのみを変えた場合に、上記Sと同じ値をとるようなHTの差(ΔHT)を複数の偏光状態で計算する。これらΔRLT、ΔHTのことを、本願明細書では、当該偏光状態における計測精度と定義することにする。この計測精度の値が小さいことは、計測精度が良いことを意味する。計測精度を計算した結果の一例を図8に示す。
【0018】
図6を用いて、計測器300による計測について説明する。ポラライザ(偏光子)42は、光源41からの光を直線偏光に変換して、変換した直線偏光を凹凸パターン43に入射させる。また、分光光学系44の手前には不図示の検光子があり、凹凸パターン43で反射された楕円偏光のうち、所定の偏光方向の偏光成分のみを透過させる。上記所定の偏光方向は、例えば0度、45度、90度、135度である。光検出器45は、検光子により透過された所定の偏光方向の偏光成分を受光する。図8において、例えば0度偏光とは、反射光の偏光方向が0度であることを意味している。
【0019】
本出願の発明者は、HTの計測精度とRLTの計測精度とが計測条件により差異が認められることを突き止めた。例えば図8に示される4つの偏光状態を比べてみると、以下のことがわかる。
(1)いずれの偏光状態においてもΔRLTがΔHTより小さい、すなわち、RLT(残膜厚)の計測精度の方がHT(パターン高さ)の計測精度よりも良い。
(2)45度の偏光状態で、ΔHTとΔRLTとの差、すなわち、RLT(残膜厚)の計測精度とHT(パターン高さ)の計測精度との差が最も大きい。
(3)0度の偏光状態で、ΔRLTが最も小さい、すなわち、RLT(残膜厚)の計測精度が最も良い。
【0020】
このHTの計測精度とRLTの計測精度の差異に基づいてRLTを計測するための第1偏光状態及び第2偏光状態を設定するステップがS110である。S110で、計算機46は、RLT(残膜厚)の計測精度とHT(パターン高さ)の計測精度とが以下のような条件を満たす第1偏光状態と第2偏光状態とを設定する。第1偏光状態は、RLTの計測精度(第1精度)がHTの計測精度(第2精度)より良く、かつ、RLTの計測精度(第1精度)とHTの計測精度(第2精度)との差が大きい、すなわち、ΔRLT<<ΔHTを満たす偏光状態である。このような偏光状態では、RLTの計測精度に比してHTの計測精度が極端に低くなるので、HTの値が異なっていてもRLTの値が同じであれば、同様の分光特性を示す。したがって、第1偏光状態での計測結果からHTの寄与とRLTの寄与とを分離してRLTを求めることができる。第2偏光状態は、RLTの計測精度(第3精度)が第1偏光状態におけるRLTの計測精度(第1精度)より良いが、RLTの計測精度(第3精度)とHTの計測精度(第4精度)との差が第1偏光状態よりも小さい偏光状態である。第2偏光状態ではRLTとHTの計測精度間の差が小さいため、RLTの寄与とHTの寄与とを必ずしも分離できない。したがって、第2偏光状態の計測結果からは必ずしもRLTの値を一意的に定めることが出来ない。しかし、第2偏光状態の計測結果からRLTの値の中で、第1偏光状態での計測結果から求めたRLTの精度範囲内に属するものを選定することで、より正確なRLTの値を求めることが出来る。本実施形態においては、ΔHTとΔRLTとの差が最も大きい45度の偏光状態が、第1偏光状態に相当し、ΔRLTが最も小さい0度の偏光状態が、第2偏光状態に相当する。また、第1偏光状態の反射光を生成する光の波長及び入射角から選択される条件を第1入射条件とし、第2偏光状態の反射光を生成する光の波長及び入射角から選択される条件を第2入射条件とする。以上、S110における2つの偏光状態の求め方について説明した。
【0021】
S120で、第1偏光状態の反射光を用いて反射光の複数の波長それぞれについて反射光の強度を計測器300により計測する。S130で、計算機46は、S120の計測結果とライブラリの情報とに基づいてRLTを第1精度で絞り込む。本実施形態では、第1偏光状態は45度偏光の場合であり、以下、45度偏光の状態でRLTよりもHTがはるかに鈍感であるために、RLTを限定することが可能であることについて説明する。図9に、第1偏光状態である45度偏光の場合についてベクトル回折モデルの光学シミュレータ(例えばRCWA)でシミュレーションした分光特性の結果を示す。図8において、45度偏光の場合、RLTの計測精度(ΔRLT45)0.35とHTの計測精度(ΔHT45)1.9との差が最大である。この計測精度の差が最大のΔRLT45、ΔHT45を用いて、図9Aから図9Eの順に、RLTの値を、ノミナル値からの差分で−2ΔRLT45、−ΔRLT45、0、+ΔRLT45、+2ΔRLT45と変化させたときの分光特性の強度差の計算結果を示す。図9A〜図9Eのそれぞれに示されている5つのグラフは、同じRLTの値のときに、HTの値をノミナル値からの差分で−2ΔHT45、−ΔHT45、0、+ΔHT45、+2ΔHT45と変化させたときの計算結果を示している。図9を参照すると、波長領域が0.4μmから高い波長領域に関して、HTの変化がRLTの変化に対して鈍感であることがわかり、例えば、分光特性の結果が、前記領域である場合には、HTの値に関わらずRLTの値をあるRLTの近傍に絞り込むことができる。このように、45度偏光の計測結果を用いるとHTの影響を受けずに、RLTを限定できる可能性があることがわかった。以上、第1偏光状態の反射光を用いてRLTの値を絞り込むことについて説明した。
【0022】
S140で、第2偏光状態の反射光を用いて反射光の複数の波長それぞれについての強度を計測器300により計測する。S150で、計算機46は、S140の計測結果とライブラリの情報とに基づいてRLTを第3精度で算出する。図8を参照すると、第2偏光状態である0度偏光の場合のRLTの計測精度(ΔRLT0)は0.14nmであり、これは、第1偏光状態である45度偏光の場合の計測精度(ΔRLT45)0.35nmに比べて高い。図10Aは、図9の第1偏光状態である45度偏光の分光特性結果に対して、横軸をRLTとし、HTをパラメータとしてまとめた模式図である。さらに図10Bは、第2偏光状態である0度偏光で計測した分光特性結果に対して、横軸をRLTとし、HTをパラメータとしてまとめた模式図である。RLTを高精度に計測する目的においては、RLTのより計測精度の高い偏光状態の計測結果を利用することが望ましい。本実施形態では、図10Aに示すように、第1偏光状態(45度偏光)の計測結果(強度差=B)から、RLTの値の範囲をCの領域に絞り込んだ。しかし、45度偏光のRLTの計測精度が0.35nmであるために、それ以上の精度でRLTを計測できない。
【0023】
デバイス製造においてRLT(残膜厚)の計測精度は0.2nm以下に抑えることを要求されており、第1偏光状態である45度偏光の計測結果のみからでは、要求精度を満たさない。従って、本実施形態では、S140で第2偏光状態(0度偏光)の反射光を用いて計測を行い、図10Bに示す強度差がAであるRLTの3つの値の候補(図10B中の3つの白丸)からCの領域内にあるRLTを選択して、RLTを決定する。つまり、より計測精度の高い第2偏光状態(0度偏光)の計測結果を使用することで、RLTを高精度に計測することができる。
【0024】
〔第2実施形態〕
第1実施形態は、レジストのRLTの計測を、計測器300の内部で実施することに関して記載した。しかし、レジストのRLTの計測は計測器300の内部の計算機46によって実施することに限定されない。例えば、図2における計測器300の外部にある制御装置400が、通信部500を介して計測器300から必要なデータのやり取りを行い、所定のプログラムを実行することによって、RLTの計測を実施してもよい。
【0025】
〔第3実施形態〕
第3実施形態は、レジストのRLTに関して、ロットごとにウエハ内のショット領域間におけるばらつきを算出することを特徴とする。具体的には、計測器300でパターン形状を図11に示すような16のショット領域(箇所)で計測し、計算機46により当該16ショット領域のRLTを決定し、その16ショット領域におけるRLTのばらつきを3σ等で評価する。RLTのばらつきによって、当該ロットのRLTが安定しているかを判断することができる。さらに、第3実施形態は、RLTのばらつきに基づいて、インプリント装置100へ制御を行うことを特徴とする。
【0026】
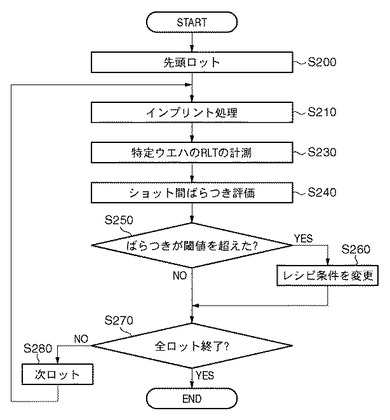
図12はロットごとにRLTの計測を実施した場合のフローを示す図である。S200で先頭ロットのウエハをインプリント装置100に導入して、S210でインプリント装置100を用いてロット内のすべてのウエハ(たとえば25枚)のインプリント処理を行う。インプリント処理には、各ウエハのアライメント、レジスト塗布、押印、硬化、離型が含まれる。S230で、計測器300の内部の計算機46は、当該ロットのうち特定のウエハ数枚に対して複数のショット領域におけるRLTを計測する。S240で、計算機46は、RLTのショット領域間のばらつきを算出して評価し、S250でばらつきが所定の閾値を超えた場合には、S260でインプリント装置100に対するレシピ条件を変更する。第3実施形態では、変更するレシピとして、レジスト(紫外線硬化樹脂)の供給量を変える。RLTが大きいショット領域に関して、CPU40(制御部)がレジストの供給量を小さくするように変更する。また、逆にRLTが小さいショット領域に関して、CPU40は、レジストの供給量を大きくするように変更して、RLTのショット領域間のばらつきが減少するように調整する。制御装置400は、S270で全ロットが終了しているかを判断して、終了していなければS280で次のロットを導入して、S260で変更されたレシピに従ってインプリント処理を行う。
【0027】
〔第4実施形態〕
第3実施形態は、S260において、RLTのショット領域間のばらつきに基づいて、インプリント装置100におけるレジストの供給量が変更された。第4実施形態では、RLTのショット領域間のばらつきに基づいて、CPU40(制御部)は、ウエハ1とモールド10とのギャップを制御する。例えば、CPU40(制御部)は、モールド10の押し付け力、又は、押し付け量を制御するようにしてもよい。具体的には、S260において、CPU40(制御部)は、RLTが大きいショット領域に関して、モールド昇降用アクチュエータ15の押し付け量を大きくするように制御指令を出す。また、逆にRLTが小さい場合には、CPU40(制御部)は、モールド昇降用アクチュエータ15の押し付け量を小さくするように制御指令を出して、RLTのばらつきが減少するように調整する。モールド昇降用アクチュエータ15は、モールド10とレジストとを接触させる駆動部である。なお、RLTの調整には、モールド昇降用アクチュエータ15を制御するのではなく、微動ステージ3のZ方向の駆動量を制御するようにしてもよいし、両方を制御するようにしてもよい。
【0028】
〔第5実施形態〕
これまでは、レジストパターン形状において、RLTとHTにおける変化分を同等と考えて、HTに関しては限定せず、RLTのみを第1の偏光状態で限定することを記載してきた。ところが、HTに関しては、インプリント処理の性格上、テンプレート(モールド)の高さ(深さ)である程度決定される値ともいえ、それほど変動する値ではないともいえる。従って、HTの変動分をテンプレートの高さで決まる値の近傍であるとして、HTに関してもある程度限定することができる。即ち、例えば図5Cにおいて、パターン高さの候補が3つからそれ以下に限定することができるので、RLTの範囲も限定できることになるので、より限定された範囲内でRLTを高精度に計測することができる。
〔第6実施形態〕
第1実施形態では、第1偏光状態(45度偏光)でRLTを計測してRLTの範囲を絞り込み、第2偏光状態(0度偏光)で計測された複数のRLTの中で前記絞り込まれたRLTの範囲に合致するものをRLTとして決定する方法について記述した。本実施形態は、第1実施形態に記載したRLTを決定する図1の工程において、上記2つの偏光状態における変数である波長を最適化し、最適化された波長を使用して計測を行うことを特徴とする。最適化された波長は、シミュレーションにより得られた反射光の強度に、計測時に発生し得るノイズを加え、異なる複数の波長の強度I(λ)とRLT値との関係を回帰し、回帰誤差が許容条件を満たして予測精度が良くなる変数の組み合わせによって決定する。凹凸パターンの微小変化から得られる反射光強度の変化は微小であるため、計測値はノイズによる影響を受けやすい。本手法により計測に使用するパラメータを最適化し、ノイズに対してロバストな計測を行うことにより高精度な計測が可能となる。
【0029】
本実施形態の最適変数の決定方法および計測方法を図13〜図15を用いて詳しく説明する。図13は本実施形態の計測方法を示したフローチャートである。まずS300において、ベクトル回折モデルのシミュレータ上で定義した凹凸パターンモデルと凹凸パターンモデルの反射光の分光特性から回帰式作成に使用する変数λを先述した第1実施形態に記載されている条件を満たすものを選定する。回帰式の作成に使用する凹凸パターンと分光特性は、設計値となる凹凸パターンからRLTとHTを複数変化させ、形状ごとに得られる分光特性を使用する。なお、本実施形態においては、分光特性とは波長ごとに得られる反射光の強度のことをいう。次に、計算によって得られた分光特性から回帰式作成に使用する変数λを選定する。すなわち、RLT変化による強度変化とHT変化による強度変化との差が大きい複数の波長λai(i=1,2,…)および、RLTの変化に対する強度変化が最も大きい複数の波長λbを選択する。本実施形態では、上記複数の波長λaiを第1波長群、波長λbを第2波長と呼ぶことにする。上記2つの条件を使用する理由は、先述の第1実施形態に記載されている。なお、本実施形態では、説明を簡単にするため、変数I(λ)が2つの場合について説明することにする。つまり、第1波長と第2波長をそれぞれ一つずつ選択する。また、このとき、第2波長は固定し、第1波長は複数選択するものとする。
【0030】
次に、S310において計測に使用する計測器の誤差(ノイズ)の大きさを求める。計測時のノイズの種類としては、検出器であるCCDの暗ノイズなどの反射光の強度に因らないランダムなノイズn1と、光源の出力変化などに起因する強度に比例するノイズn2などが考えられる。ノイズn1の大きさは、例えば、光源からの光を入射しない状態で検出器の出力信号から求めることが出来る。一方、ノイズn2の大きさは、例えば、パターン無しのSi基板をサンプルとして光を照射し、その反射光を検出すること複数回繰り返すことで求めることができる。つまり、検出した複数の分光特性を波長間で積算し、ランダムノイズn1を平均化により除去することで、光源出力変化を計測することが出来る。
次にS320において、S300で選択した第1波長群および第2波長とRLTとの回帰式を作成する。先述したように、第1波長群は複数の波長で構成されるため、第1波長群と第2波長により作成される組み合わせは複数存在する。このそれぞれの組み合わせに対して回帰式を作成する。本実施形態では、前記複数の組み合わせを組み合わせ群、複数の回帰式を回帰式群と呼ぶことにする。以下、回帰式の作成方法を図14を用いて説明する。図14はステップS300で選択した組み合わせ群の内の一例を模擬的に表している。図14に示すように、RLTとHTを複数変化させた形状ごとの第1波長λa1と第2波長λbの光を用いた場合の反射光の強度の計算値を使用して、第1波長と第2波長における反射光の強度の計算値を変数とするRLTの回帰式を作成する。回帰式は、図14に示されるように、凹部の厚さを従属変数とし、反射光の強度を独立変数としている。上記と同様に、S300で求めた全ての組み合わせについて回帰式を作成する。
【0031】
次にS330において、S320で作成した回帰式群のそれぞれにS310で求めた計測器のノイズn1、n2を加え、ロバストな波長の組み合わせを決定する。以下、図15A〜図15Cを用いて最適な組み合わせの決定方法について説明する。本実施形態では、第2波長λbを固定し、第1波長λaを変えて10個の組み合わせに対して評価を行った。図15Aは、回帰式の残差(3σ)を表すグラフである。 図15Bは、ノイズn1を加えたときの再現性(3σ)と予測値と真値との差の平均値を表すグラフである。 図15Cは、ノイズn2を加えたときの再現性(3σ)と予測値と真値との差の平均値を表すグラフである。
【0032】
図15A〜図15Cに示すように第1実施形態に記載されている条件を用いた場合でも、組み合わせによって計測値に大きな差がある。図15Aに示す結果から、例えば組み合わせ4と組み合わせ5の条件とを比較すると残差は同程度である。しかし、図15B、図15Cに示されるように、ノイズに対しては組み合わせ4の方がロバストであるとわかる。また、ランダムなノイズn1に対するロバスト性は高いが、回帰式の残差が大きくなる組み合わせ2のような場合もあるため、回帰式の残差が大きくなる条件は選択しないようにする。このように複数の組み合わせを評価し、ノイズの影響を考慮することで最適なパラメータを選定することができる。以上、最適変数の決定方法について説明した。そして、S340において、S330で求めた最適な変数の組み合わせを使用してRLTを算出する。
【0033】
以上のように、計測に使用する波長を最適化することによりRLTを高精度に計測することができる。本実施形態では、回帰式作成に使用する変数は2つとして記述したが、これに限定されるものではなく変数が3つ以上の場合も同様である。また、回帰式作成に使用する変数を波長としたが、入射光を単一波長とし入射角を変化させて計測する場合には、入射角度が変数になり得る。第6実施形態で最適化された波長、入射角は、凹凸パターンの形状と関連付けてライブラリに格納される。
【0034】
[物品の製造方法]
物品としてのデバイス(半導体集積回路素子、液晶表示素子等)の製造方法は、前述したインプリント装置を用いて基板(基板、ガラスプレート、フィルム状基板等)にパターンを転写(形成)するステップを含む。さらに、パターンを転写された前記基板をエッチングするステップを含みうる。なお、パターンドメディア(記録媒体)や光学素子などの他の物品を製造する場合には、エッチングステップの代わりに、パターンを転写された前記基板を加工する他の加工ステップを含みうる。
【特許請求の範囲】
【請求項1】
パターンに光を斜入射させて前記パターンから得られた反射光の強度を計測器により計測した計測結果と、前記反射光の強度と前記パターンの形状との関係を示す情報とを用いて前記パターンの凹部の厚さを求めるのに用いる前記光の入射条件を決定する方法であって、
前記パターンからの第1偏光状態の反射光を用いて計測された前記凹部の厚さに対する前記計測器の計測精度を第1精度とし、前記第1偏光状態の反射光を用いて計測された前記パターンの凸部の厚さと前記凹部の厚さとの差に相当する差分厚さに対する前記計測器の計測精度を第2精度とし、前記パターンからの第2偏光状態の反射光を用いて計測された前記凹部の厚さに対する前記計測器の計測精度を第3精度とし、前記第2偏光状態の反射光を用いて計測された前記差分厚さに対する前記計測器の計測精度を第4精度として、前記第2精度、前記第1精度、前記第3精度の順で計測精度が良くなり、かつ、前記第1精度と前記第2精度との差は前記第3精度と前記第4精度との差より大きいように前記第1偏光状態と前記第2偏光状態とを設定し、
前記第1偏光状態の反射光を生成するための前記入射条件としての複数の第1入射条件のうちの1つと前記第2偏光状態の反射光を生成するための前記入射条件としての複数の第2入射条件のうちの1つとを組み合わせた複数の組み合わせのそれぞれについて、得られた反射光の強度を独立変数とし、前記情報を用いて得られた前記凹部の厚さを従属変数とする回帰式を作成し、作成された複数の回帰式のうち回帰誤差が許容条件を満たす回帰式に対応する第1入射条件を前記第1偏光状態の反射光を生成する入射条件として、該回帰式に対応する第2入射条件を前記第2偏光状態の反射光を生成する入射条件として、それぞれ決定する、ことを特徴とする決定方法。
【請求項2】
前記独立変数としての反射光の強度は、前記計測器の誤差に基づくシミュレーションにより得る、ことを特徴とする請求項1に記載の方法。
【請求項3】
前記情報を含むデータベースを生成する方法であって、
請求項1又は請求項2に記載の方法によって決定された第1入射条件及び第2入射条件を前記情報と関連付けて前記データベースに格納する、ことを特徴とする方法。
【請求項4】
請求項1又は請求項2に記載の方法によって第1入射条件および第2入射条件を決定して、パターンの凹部の厚さを計測する方法であって、
決定された前記第1入射条件における前記第1偏光状態の反射光の強度を計測する第1工程と、
決定された前記第2入射条件における前記第2偏光状態の反射光の強度を計測する第2工程と、
前記第1工程および前記第2工程の計測結果と前記情報とに基づいて前記凹部の厚さを求める第3工程と、
を含む、ことを特徴とする方法。
【請求項5】
前記パターンは、インプリントにより基板の上に形成されたレジストのパターンであり、
前記第1工程ないし前記第3工程は、前記基板の上の複数の箇所について行われる、ことを特徴とする請求項4に記載の方法。
【請求項6】
基板の上にレジストのパターンを形成するインプリント装置であって、
前記レジストを成形するための型と前記レジストとを接触させる駆動部と、
前記レジストを基板に供給する供給部と、
請求項5に記載の方法によって求められた前記複数の箇所での前記凹部の厚さのばらつきが減少するように、前記駆動部および前記供給部の少なくとも一方の動作を制御する制御部と、
を備える、ことを特徴とするインプリント装置。
【請求項7】
請求項6に記載のインプリント装置を用いてパタ−ンを基板に形成する工程と、
前記工程で前記パタ−ンを形成された基板を加工する工程と、
を含む、ことを特徴とする物品の製造方法。
【請求項1】
パターンに光を斜入射させて前記パターンから得られた反射光の強度を計測器により計測した計測結果と、前記反射光の強度と前記パターンの形状との関係を示す情報とを用いて前記パターンの凹部の厚さを求めるのに用いる前記光の入射条件を決定する方法であって、
前記パターンからの第1偏光状態の反射光を用いて計測された前記凹部の厚さに対する前記計測器の計測精度を第1精度とし、前記第1偏光状態の反射光を用いて計測された前記パターンの凸部の厚さと前記凹部の厚さとの差に相当する差分厚さに対する前記計測器の計測精度を第2精度とし、前記パターンからの第2偏光状態の反射光を用いて計測された前記凹部の厚さに対する前記計測器の計測精度を第3精度とし、前記第2偏光状態の反射光を用いて計測された前記差分厚さに対する前記計測器の計測精度を第4精度として、前記第2精度、前記第1精度、前記第3精度の順で計測精度が良くなり、かつ、前記第1精度と前記第2精度との差は前記第3精度と前記第4精度との差より大きいように前記第1偏光状態と前記第2偏光状態とを設定し、
前記第1偏光状態の反射光を生成するための前記入射条件としての複数の第1入射条件のうちの1つと前記第2偏光状態の反射光を生成するための前記入射条件としての複数の第2入射条件のうちの1つとを組み合わせた複数の組み合わせのそれぞれについて、得られた反射光の強度を独立変数とし、前記情報を用いて得られた前記凹部の厚さを従属変数とする回帰式を作成し、作成された複数の回帰式のうち回帰誤差が許容条件を満たす回帰式に対応する第1入射条件を前記第1偏光状態の反射光を生成する入射条件として、該回帰式に対応する第2入射条件を前記第2偏光状態の反射光を生成する入射条件として、それぞれ決定する、ことを特徴とする決定方法。
【請求項2】
前記独立変数としての反射光の強度は、前記計測器の誤差に基づくシミュレーションにより得る、ことを特徴とする請求項1に記載の方法。
【請求項3】
前記情報を含むデータベースを生成する方法であって、
請求項1又は請求項2に記載の方法によって決定された第1入射条件及び第2入射条件を前記情報と関連付けて前記データベースに格納する、ことを特徴とする方法。
【請求項4】
請求項1又は請求項2に記載の方法によって第1入射条件および第2入射条件を決定して、パターンの凹部の厚さを計測する方法であって、
決定された前記第1入射条件における前記第1偏光状態の反射光の強度を計測する第1工程と、
決定された前記第2入射条件における前記第2偏光状態の反射光の強度を計測する第2工程と、
前記第1工程および前記第2工程の計測結果と前記情報とに基づいて前記凹部の厚さを求める第3工程と、
を含む、ことを特徴とする方法。
【請求項5】
前記パターンは、インプリントにより基板の上に形成されたレジストのパターンであり、
前記第1工程ないし前記第3工程は、前記基板の上の複数の箇所について行われる、ことを特徴とする請求項4に記載の方法。
【請求項6】
基板の上にレジストのパターンを形成するインプリント装置であって、
前記レジストを成形するための型と前記レジストとを接触させる駆動部と、
前記レジストを基板に供給する供給部と、
請求項5に記載の方法によって求められた前記複数の箇所での前記凹部の厚さのばらつきが減少するように、前記駆動部および前記供給部の少なくとも一方の動作を制御する制御部と、
を備える、ことを特徴とするインプリント装置。
【請求項7】
請求項6に記載のインプリント装置を用いてパタ−ンを基板に形成する工程と、
前記工程で前記パタ−ンを形成された基板を加工する工程と、
を含む、ことを特徴とする物品の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15A】
【図15B】
【図15C】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15A】
【図15B】
【図15C】
【公開番号】特開2013−104751(P2013−104751A)
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願番号】特願2011−247966(P2011−247966)
【出願日】平成23年11月11日(2011.11.11)
【出願人】(000001007)キヤノン株式会社 (59,756)
【Fターム(参考)】
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願日】平成23年11月11日(2011.11.11)
【出願人】(000001007)キヤノン株式会社 (59,756)
【Fターム(参考)】
[ Back to top ]