
公害防止デバイス及び縁部が融着した無機繊維シート材料
公害防止デバイスで使用するための無機繊維の据付・断熱シート材料であって、無機繊維シート材料の少なくとも1つの縁部が、1つに融着された2本以上の繊維の少なくとも1つの群を有するシート材料。そのようなシート材料を含む公害防止デバイス。公害防止デバイスで使用するのに適した無機繊維材料含有シートから、少なくとも1つの断片を切断する方法。繊維性シート材料は、切断縁が1つに融着された2本以上の繊維の少なくとも1つの群を有するように切断される。レーザービームを使用して、無機繊維シート材料から所望の断片を切断することができる。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、公害防止デバイスに関するが、特に、かかるデバイスで使用される無機繊維の据付・断熱シート材料に関し、より詳細には、無機繊維シート材料の少なくとも1つの縁部が、1つに融着された2本以上の繊維の少なくとも1つの群を有する、据付・断熱シート材料に関する。本発明は、また、かかるシート材料を含む公害防止デバイス、並びにかかるシート材料の製造方法に関する。
【背景技術】
【0002】
公害防止デバイスは、自動車において大気汚染を抑制するために使用される。かかるデバイスは、触媒コンバータと、ディーゼル微粒子フィルタ又はトラップとを含む。これらのデバイスは、公害防止要素を含む。例えば、触媒コンバータは、通常、触媒を担持するセラミック又は金属モノリシック構造を含む。触媒は、大気汚染を抑制するために、エンジン排出ガス中の一酸化炭素及び炭化水素を酸化させ、窒素酸化物を還元する。加えて、ディーゼル微粒子フィルタ又はトラップは、典型的に、通常は多孔質結晶性セラミック材料でできた、ハニカム状モノリシック構造の形態をしたウォールフローフィルタを含む。これらの各デバイスは、公害防止要素を保持する又は据え付ける、金属ハウジング(通常はステンレス鋼)を有する。
【0003】
このような公害防止要素は、通常、壊れやすく、振動若しくは衝撃損傷及び破損を起こしやすい。損傷力は、エンジン組立時の手荒な取扱い若しくは落下、エンジンの振動、又は悪路走行に起因する場合がある。このような公害防止要素は、また、通常、ロードスプレー(road spray)との接触によるような、高温衝撃に起因した損傷にさらされている。公害防止要素、特にセラミックモノリシック型の公害防止要素を保護するために、また排出ガスが公害防止要素とそれを取り囲むハウジングとの間を通る(それによって触媒又はフィルタを迂回する)のを防ぐために、公害防止要素とハウジングとの間に据付マットが配置される。
【発明の開示】
【発明が解決しようとする課題】
【0004】
一部の据付マット及び断熱要素(例えば、エンドコーン断熱材)には、主に、無機又は有機結合剤や充填剤などを有する無機繊維が含まれる。そのような据付マットは、一般に、金属刃を使用して、より大きな無機繊維材料シートからダイカットされる。
【0005】
本発明は、そのような従来の据付マット及び断熱要素を改良する。
【課題を解決するための手段】
【0006】
切断刃若しくはその他のデバイスを使用して無機繊維含有シート材料から据付マット又は断熱要素(例えば、エンドコーン断熱材)を機械的に切り取ると、無機繊維が、実際に切断されるのではなく、断裂/破断される結果となることがわかっている。繊維が断裂するので、機械的な切断作業の結果、相当な量の繊維ダストが生じる。また同様に、結合剤及び/又は充填剤物質からのダストも発生するおそれがある。そのようなダストは、切り離されたマット及び断熱材中に残る。後でシート材料の断片(例えば、据付マット又はエンドコーン断熱材)が公害防止デバイスに組み込まれるときに、シート材料からダストが抜け出て、これらの材料を取り扱う作業者の掻痒/皮膚刺激の問題を引き起こすおそれがある。本発明は、かかる無機繊維シート材料(例えば、据付マット、エンドコーン断熱材)から抜け出るダストの量、特に、公害防止デバイス組立作業の間に取り扱われるときのダストの量を低減することを目的とする。
【0007】
本発明によれば、無機繊維材料シートからレーザービームによって切断できる、公害防止要素を公害防止デバイス内に据え付けるためのマットが提供される。無機繊維材料シートは、不織布であってよい。レーザービームは、各切断縁において2本以上の繊維の群を1つに融着させる。それは、さらに、他の繊維と融着しない繊維の少なくとも一部分の切断端を、拡大した又はキノコ形の端部にする。融着した繊維群及びキノコ形の繊維端は、据付マットの(1つ又は複数の)切断縁を少なくとも部分的にシールする働きをする。ゆえに、その後の公害防止デバイス組立作業の間に取り扱われるときに、閉じ込められたダストが据付マットから出ていく量が低減される。したがって、そのようなマットを取り扱う作業者の掻痒/皮膚刺激の問題が軽減されると考えられている。
【0008】
本発明の一態様では、ハウジングと、ハウジング内に配置された公害防止要素と、ハウジングの少なくとも一部分と公害防止要素の一部分との間の隙間に配置された据付マットとを含む、公害防止デバイスが提供される。据付マットは、2本以上の繊維の少なくとも1つの群が1つに融着された少なくとも1つの縁部を有する、無機繊維材料断片によって画定される。
【0009】
本発明の他の態様では、2本以上の繊維の少なくとも1つの群が1つに融着された少なくとも1つの縁部を有する無機繊維材料断片を含む、公害防止要素を据え付けるためのマットが提供される。
【0010】
本発明のさらなる態様によれば、無機繊維材料シートから、公害防止デバイスで使用するのに適した少なくとも1つの繊維材料断片を切断するための方法が提供される。該方法は、レーザー装置を提供することと、無機繊維材料シートを提供することと、レーザー装置を操作してレーザービームを発生させることと、無機繊維材料シートにレーザービームを適用して、シートから公害防止デバイスで使用するのに適した少なくとも1つの繊維材料断片を切断することとを含む。
【発明を実施するための最良の形態】
【0011】
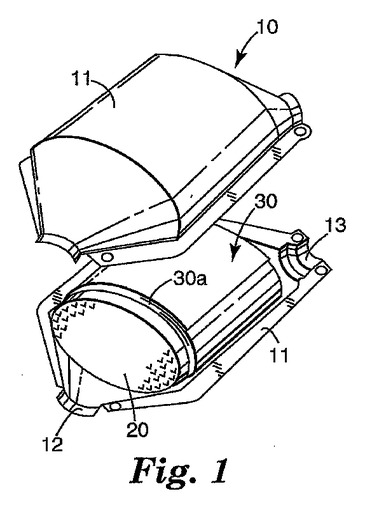
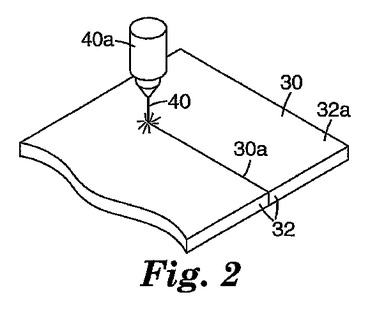
本発明によれば、公害防止デバイス10で使用するための据付マット30が提供され(図1参照)、据付マット30は、繊維材料シート32からレーザービーム40によって切断される(図2参照)。繊維を断裂することによって繊維を切断する機械刃による切断作業とは対照的に、レーザービームによる切断作業は、溶融プロセスによって繊維を分断する。その結果、機械刃による切断作業に比べて、レーザービームによる切断作業の間に生じる繊維ダストが少なくなる。以下でより詳細に議論するように、レーザービーム40は、また、マット30の各切断縁30aにおける2本以上の繊維の群を1つに融着させる。それは、さらに、他の繊維と融着しない繊維の少なくとも一部分の切断端を、拡大した又はキノコ形の端部にする。融着した繊維群及びキノコ形の繊維端は、据付マット30の各切断縁30aを少なくとも部分的にシールする働きをする。ゆえに、その後の公害防止デバイス組立作業の間に取り扱われるときに、閉じ込められたダストが据付マット30から出ていく量が低減される。したがって、そのようなマット材料を取り扱う作業者の掻痒/皮膚刺激の問題が軽減されると考えられている。
【0012】
本発明のマット30を組み込むことのできる公害防止デバイスの一例が図1に示されているが、デバイスは、触媒コンバータ10を含む。触媒コンバータ10は、公害防止デバイスにおける公害防止要素を画定する、触媒コンバータ要素20を取り囲むハウジング11を含む。ハウジング11は、排出ガスがそれらを通じて触媒コンバータ10に流入出する、入口12及び出口13を有する。ハウジング11は、缶(can)又はケーシングとも呼ばれ、当該技術分野において既知の好適な材料から作製することができる。例えば、ハウジング11をステンレス鋼から作製することができる。
【0013】
好適な触媒コンバータ要素20は、モノリスとも呼ばれ、当該技術分野において既知であり、金属、セラミック、又は他の材料でできたものが含まれる。従来の手法に従って、1以上の触媒材料を触媒コンバータ要素20上にコーティングすることができる。
【0014】
大きな表面積を提供するために、触媒コンバータ要素は、一般に、非常に薄い壁を有する。薄壁は、触媒コンバータ要素20を、壊れやすく、破損を起こしやすいものにするおそれがある。さらに、一部の実施形態では、触媒コンバータ要素20は、ハウジング11よりも約1桁小さい熱膨張係数を有することがある。このことは、特に、ハウジング11が金属(通常はステンレス鋼)から形成され、要素20がセラミックである場合に当てはまる。熱的特性の差は、触媒コンバータ要素20を温度変化による損傷の危険にさらすおそれがある。ハウジング11と要素20との間に配置された据付マット30は、道路の衝撃及び振動並びに/又は熱膨張差に起因した損傷から要素20を保護するのに役立つ。据付マット30は、また、排出ガスが要素20と金属ハウジング11との間を通過するのを防ぐのに役立つ。
【0015】
1以上の据付マット30が切断される繊維材料シート32は、材料32の総質量に基づいて約85質量%〜100質量%の無機繊維と、材料32の総質量に基づいて約0質量%〜約15質量%の結合剤とを含んでいてよい。無機繊維材料シート32は、不織布であってよい。繊維は、多結晶質繊維、セラミック繊維、シリカ繊維、生体溶解性繊維、ガラス繊維、及びこれらのブレンドからなる群から選択されてよい。繊維は、長さ約2mm〜約150mmであってよい。結合剤は、供給される場合、有機結合剤、無機結合剤、及びこれらの混合物からなる群から選択されてよい。好適な有機結合剤としては、水性ポリマーエマルション、溶媒ベースのポリマー溶液、及びポリマー若しくはポリマー樹脂(100%固体)が挙げられる。水性ポリマーエマルションは、ラテックス形態の有機結合剤ポリマー及びエラストマー、例えば、天然ゴムラテックス、スチレンブタジエンラテックス、ブタジエンアクリロニトリルラテックス、エチレンビニルアセテートラテックス、並びにアクリレート及びメタクリレートポリマー及びコポリマーのラテックスである。ポリマー及びポリマー樹脂としては、天然ゴム、スチレンブタジエンゴム、及び他のエラストマーポリマー樹脂が挙げられる。アクリルラテックス及びポリビニルアセテート有機結合剤が好ましい場合がある。無機結合剤としては、ベントナイト、コロイダルシリカ、及びこれらの混合物などの粘土物質を挙げることができる。結合剤は、繊維材料32の外表面上に噴霧してもよく、繊維材料32の厚さ全体にわたって組み込んでもよい。
【0016】
また、繊維材料32をステッチボンド又はニードルパンチすることができることも企図される。ステッチボンド又はニードルパンチされたマット30は、結合剤を有しても有していなくてもよい。
【0017】
繊維材料32は、厚さ約2mm〜25mm、質量/面積約200g/m2〜約4000g/m2であってよい。レーザービームによって切断できる無機繊維据付マット材料の例は、米国特許第4,929,429号、同第5,250,269号、同第5,290,522号、及び同第5,380,580号、米国特許出願公開第2004/0057879号、並びに国際公開特許WO03/031368A2に開示されており、これらの開示を本明細書に参考として組み込む。繊維材料32に膨張性材料がほとんど又は全く含まれないことが好ましい。
【0018】
従来のレーザービーム発生装置40a(図2参照)を使用して、繊維材料を切断するレーザービーム40を発生させることができる。そのような装置の1つが、ウィスコンシン州サマセット(Somerset)所在のプレコ・レーザー・システムズ社(Preco Laser Systems, LLC)から市販されている「プレコ・イーグル500(Preco Eagle 500)」である。繊維材料32は、約254cm/分〜約1270cm/分の速度で切断することができる。例えば、厚さ約7.5mmのマットを、約508cm/分〜約635cm/分の速度で切断することができる。レーザービーム発生装置は、パワーレベル、すなわちビーム出力パワーレベル約270W〜約500Wでレーザービームを発生するように操作することができる。当業者には明らかなように、切断速度及びパワーレベルは、繊維材料の構成、質量/面積、及び厚さによって異なる。
【実施例】
【0019】
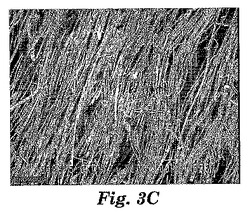
3M(商標)インテラム(Interam)(商標)非膨張性マット・マウント・シリーズ1500HT(Non-Intumescent Mat Mount Series 1500 HT)を含む繊維材料シートを、前述のプレコ・イーグル500(Preco Eagle 500)レーザービーム発生装置40aを使用して切断した。約99質量%の多結晶質セラミック繊維と、1質量%の有機結合剤とから構成される繊維材料は、厚さ約7.5ミリインチ、質量/面積約1230g/m2であった。有機結合剤は、乾燥アクリルラテックス外側コーティング、すなわち、各主要外表面上に噴霧された結合剤を含んでいた。第1の切断作業の間に、機械刃を使用して繊維材料シートから断片を切断した。図3A〜3Cは、それぞれ倍率X35、X70、及びX100で撮影された、刃で切断された繊維材料断片の縁部を示す顕微鏡写真である。
【0020】
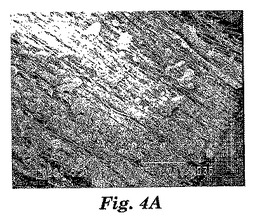
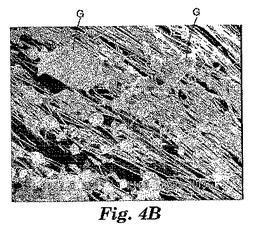
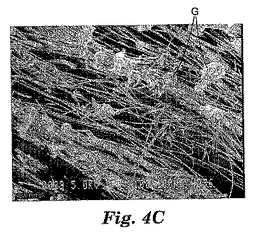
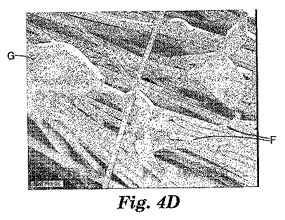
第2及び第3の切断作業の間に、前述のプレコ・イーグル500(Preco Eagle 500)レーザービーム発生装置40aを用いて発生されたレーザービームを使用して、繊維材料シートから他の断片を切断した。第2の切断作業の間、繊維材料を、パワーレベル約270Wにおいて速度約508cm/分で切断した。第3の切断作業の間、繊維材料を、パワーレベル約500Wにおいて速度約635cm/分で切断した。図4A〜4Dは、それぞれ倍率X25、X100、X100、及びX450で撮影された、第2の切断作業の間にレーザービームによって切断された繊維材料断片の縁部を示す顕微鏡写真である。
【0021】
図4A〜4Dからわかるように、繊維材料断片のレーザー切断縁は、レーザービームによる切断作業の結果1つに融着された2本以上の繊維の複数の群Gを含んでいた。繊維材料断片のレーザー切断縁は、他の繊維と融着していない、キノコ形の端部を有する複数の繊維Fをさらに含んでいた。融着繊維群及びキノコ形の繊維端は、レーザーで切断された繊維材料断片の(1つ又は複数の)切断縁を少なくとも部分的にシールして、その後の取扱いの間に繊維材料断片から出ていくダストの量を低減する働きをする。
【0022】
繊維損失試験
第1及び第2の切断作業の間に切断された繊維材料シートの断片から採取した試料に、繊維損失試験を実施した。特に、第1の切断作業の間に刃によって切断された繊維材料シートの断片から6つの試料を採取した。繊維材料シートの同一の断片からさらに6つの試料を採取し、これらの試料は、試験前にそれらの切断縁に沿って軽く吸引処理して、結合していない繊維を除去した。第2の切断作業の間にレーザービームによって切断された繊維材料シートの断片から6つの試料を採取した。
【0023】
繊維損失試験は、セラミック繊維材料が衝撃を受けることによって失われる繊維の量を質量で測定するために使用される。試験設備は、固定された垂直フレームを有し、固定フレームは、最上部で、固定フレームとほぼ同一の寸法を有する第2のフレームに、ヒンジによって連結される。第2のフレームを底部で外側に動かして、最上部のところで、固定フレームと第2のフレームとによって画定される、ある角度を成すようにする。100mm×100mmの大きさの繊維材料の試験試料を秤量し、次いで第2のフレームの底部に取り付けられた据付プレート上にクランプ固定する。据付プレートは、マット及びプレートが第2のフレームの周縁部を越えて延びないように、第2のフレームの底部と同じ高さにある。試験を実施するには、第2のフレームを、固定フレームと30度の角度を成すように持ち上げ、第2のフレームを放して固定フレームに衝突させる。プレートがフレームに衝突する衝撃により、緩く保持された繊維は試料から離れ落ちる。試料を取り外して秤量し、試験結果を次のように質量喪失パーセントで報告する:
[(風袋を引いた質量−フレーム衝突後の質量)/(風袋を引いた質量)]×100=繊維損失パーセント
「風袋を引いた質量」は、第2のフレームの据付プレート上にクランプ固定される前の試料の質量である。
【0024】
第1の切断作業の間に刃によって切断された繊維材料シートの断片から採取した、切断縁が吸引処理されていない6つの試料は、平均質量喪失パーセントが約0.074%であった。刃切断縁が吸引処理されたさらなる6つの試料は、平均質量喪失パーセントが約0.067%であった。第2の切断作業の間にレーザービームによって切断された繊維材料シートの断片から採取した6つの試料は、平均質量喪失パーセントが0.040%であった。したがって、レーザーで切断された試料は、切断縁を吸引処理された試料を含め、機械刃で切断された試料に比べてダスト損失がはるかに少なかった。このデータに基づき、レーザーで切断された据付マットは、刃で切断された据付マットに比べて、公害防止デバイス組立作業の間に取り扱われるときのダスト損失量が少ないと考えられている。
【0025】
加速低温浸食試験
第1、第2、及び第3の切断作業の間に切断された繊維材料シートの断片から採取した試料に、加速低温浸食試験を実施した。
【0026】
低温浸食試験は、触媒コンバータにおける典型的な実際の条件よりも過酷な条件下で実施される加速試験である。それは、繊維マット据付材料の耐浸食性に関する比較データをもたらす。約2.54cm×2.54cmの試験試料を、測定し、秤量し、スペーサを用いて2枚の高温インコネル601(Inconel 601)鋼板間に据え付けて、試験アセンブリを形成する。実施例における試料を試験するための据付密度は、0.28±0.005g/ccである。試験アセンブリを800℃で1時間加熱し、室温まで冷却する。次いで、冷却された試験アセンブリを、毎分20サイクルでマットの露出縁部の上を前後に振動運動するエアジェットの正面3.8mmのところに位置決めする。エアジェットは、毎秒305メートルの速度でマットの縁部に衝突する。技術者自身の材料損失観測結果に基づいて技術者によって推定された、0.2グラムの材料が失われた後、又は24時間後のいずれか早い方で、この試験を中断する。質量喪失を試験時間で除して浸食速度を決定し、グラム/時間(g/hr)で報告する。
【0027】
第1、第2、及び第3の切断作業の間に切断された各繊維材料断片から採取した3つの試料を、低温浸食について評価した。繊維材料断片は、それぞれ直径104.8mmのディスク形状であった。各試料の円弧形の切断縁、すなわち刃切断縁又はレーザー切断縁が空気衝突にさらされる縁部となるように、ディスク断片から試料を切断した。刃で切断された試料の平均浸食速度は、0.0008g/hrであった。第2の切断作業の間にレーザーで切断された試料の平均浸食速度は、0.0003g/hrであり、第3の切断作業の間にレーザーで切断された試料の平均浸食速度は、0.0001g/hrであった。したがって、レーザーで切断された試料は、機械刃で切断された試料に比べて1時間当たりの繊維損失がはるかに少なかった。
【0028】
無機繊維材料シートから切断された、又は別の方法で分離された、ただしレーザービームによっては切断されていない、マットの1以上の縁部が、2本以上の繊維の1以上の群を1つに融着させ、さらに他の繊維と融着していない複数の繊維上にキノコ形の端部を形成してマットの(1つ若しくは複数の)縁部を少なくとも部分的にシールするように、オーブンの熱に曝露された、又はトーチからのような炎に曝露された1以上の縁部をもつことができることが企図される。無機繊維材料シートは、据付マット30がそれから切断される、前述の繊維材料シート32と同一又は類似の材料を含んでよい。
【0029】
また、公害防止デバイスハウジングの内側及び外側エンドコーン部分の間の隙間に配置されるように適合されたエンドコーン断熱マットが、少なくとも1つのレーザー切断縁又は熱に曝露された縁部を有する無機繊維材料断片を含むことができることも企図される。そのような断片を、公害防止要素据付マットを無機繊維材料シートから切断するのと同じ方式で、無機繊維材料シートからレーザービームによって切断することができる。無機繊維材料は、据付マット30がそれから切断される、前述の繊維材料シート32と同一又は類似の材料を含んでよい。ただし、断熱マットを公害防止デバイスハウジングの内側及び外側エンドコーン部分の間の隙間の形状、例えば円錐状に形成できるように、レーザーで切断されるエンドコーン断熱マットの形状は、据付マットの形状とは異なるものであってもよい。
【0030】
さらに、少なくとも1つのレーザー切断縁又は熱に曝露された縁部を有する無機繊維材料断片によって、防火マットを画定できることも企図される。無機繊維材料は、据付マット30がそれから切断される、前述の繊維材料シート32と同一又は類似の材料を含んでよい。そのような防火マットは、公害防止要素据付マットが無機繊維材料シートから切断されるのと同じ方式で、無機繊維材料シートからレーザービームによって切断することができる。レーザーで切断された防火マットをパイプや導管の周りに巻き付けて、パイプや導管を熱及び火から隔離することができる。
【0031】
本発明の特定の諸実施形態を図示し、記載したが、本発明の趣旨及び範囲から逸脱することなく他の様々な変更及び修正を実施できることが当業者には自明である。したがって、本発明の範囲内にあるそのようなすべての変更及び修正を添付の特許請求の範囲で扱うものとする。
【図面の簡単な説明】
【0032】
【図1】分解された関係で示される、本発明に従って切断されたマットを含む触媒コンバータの斜視図である。
【図2】繊維材料シートから1以上の公害防止要素据付マットを分離するように該繊維材料シートを切断するために本発明に従って使用される、レーザービーム発生装置の模式図である。
【図3A】倍率X35で撮影された、刃で切断された繊維材料の縁部を示す顕微鏡写真である。
【図3B】倍率X70で撮影された、刃で切断された繊維材料の縁部を示す顕微鏡写真である。
【図3C】倍率X100で撮影された、刃で切断された繊維材料の縁部を示す顕微鏡写真である。
【図4A】倍率X25で撮影された、レーザービームで切断された繊維材料の縁部を示す顕微鏡写真である。
【図4B】倍率X100で撮影された、レーザービームで切断された繊維材料の縁部を示す顕微鏡写真である。
【図4C】倍率X100で撮影された、レーザービームで切断された繊維材料の縁部を示す顕微鏡写真である。
【図4D】倍率X450で撮影された、レーザービームで切断された繊維材料の縁部を示す顕微鏡写真である。
【技術分野】
【0001】
本発明は、公害防止デバイスに関するが、特に、かかるデバイスで使用される無機繊維の据付・断熱シート材料に関し、より詳細には、無機繊維シート材料の少なくとも1つの縁部が、1つに融着された2本以上の繊維の少なくとも1つの群を有する、据付・断熱シート材料に関する。本発明は、また、かかるシート材料を含む公害防止デバイス、並びにかかるシート材料の製造方法に関する。
【背景技術】
【0002】
公害防止デバイスは、自動車において大気汚染を抑制するために使用される。かかるデバイスは、触媒コンバータと、ディーゼル微粒子フィルタ又はトラップとを含む。これらのデバイスは、公害防止要素を含む。例えば、触媒コンバータは、通常、触媒を担持するセラミック又は金属モノリシック構造を含む。触媒は、大気汚染を抑制するために、エンジン排出ガス中の一酸化炭素及び炭化水素を酸化させ、窒素酸化物を還元する。加えて、ディーゼル微粒子フィルタ又はトラップは、典型的に、通常は多孔質結晶性セラミック材料でできた、ハニカム状モノリシック構造の形態をしたウォールフローフィルタを含む。これらの各デバイスは、公害防止要素を保持する又は据え付ける、金属ハウジング(通常はステンレス鋼)を有する。
【0003】
このような公害防止要素は、通常、壊れやすく、振動若しくは衝撃損傷及び破損を起こしやすい。損傷力は、エンジン組立時の手荒な取扱い若しくは落下、エンジンの振動、又は悪路走行に起因する場合がある。このような公害防止要素は、また、通常、ロードスプレー(road spray)との接触によるような、高温衝撃に起因した損傷にさらされている。公害防止要素、特にセラミックモノリシック型の公害防止要素を保護するために、また排出ガスが公害防止要素とそれを取り囲むハウジングとの間を通る(それによって触媒又はフィルタを迂回する)のを防ぐために、公害防止要素とハウジングとの間に据付マットが配置される。
【発明の開示】
【発明が解決しようとする課題】
【0004】
一部の据付マット及び断熱要素(例えば、エンドコーン断熱材)には、主に、無機又は有機結合剤や充填剤などを有する無機繊維が含まれる。そのような据付マットは、一般に、金属刃を使用して、より大きな無機繊維材料シートからダイカットされる。
【0005】
本発明は、そのような従来の据付マット及び断熱要素を改良する。
【課題を解決するための手段】
【0006】
切断刃若しくはその他のデバイスを使用して無機繊維含有シート材料から据付マット又は断熱要素(例えば、エンドコーン断熱材)を機械的に切り取ると、無機繊維が、実際に切断されるのではなく、断裂/破断される結果となることがわかっている。繊維が断裂するので、機械的な切断作業の結果、相当な量の繊維ダストが生じる。また同様に、結合剤及び/又は充填剤物質からのダストも発生するおそれがある。そのようなダストは、切り離されたマット及び断熱材中に残る。後でシート材料の断片(例えば、据付マット又はエンドコーン断熱材)が公害防止デバイスに組み込まれるときに、シート材料からダストが抜け出て、これらの材料を取り扱う作業者の掻痒/皮膚刺激の問題を引き起こすおそれがある。本発明は、かかる無機繊維シート材料(例えば、据付マット、エンドコーン断熱材)から抜け出るダストの量、特に、公害防止デバイス組立作業の間に取り扱われるときのダストの量を低減することを目的とする。
【0007】
本発明によれば、無機繊維材料シートからレーザービームによって切断できる、公害防止要素を公害防止デバイス内に据え付けるためのマットが提供される。無機繊維材料シートは、不織布であってよい。レーザービームは、各切断縁において2本以上の繊維の群を1つに融着させる。それは、さらに、他の繊維と融着しない繊維の少なくとも一部分の切断端を、拡大した又はキノコ形の端部にする。融着した繊維群及びキノコ形の繊維端は、据付マットの(1つ又は複数の)切断縁を少なくとも部分的にシールする働きをする。ゆえに、その後の公害防止デバイス組立作業の間に取り扱われるときに、閉じ込められたダストが据付マットから出ていく量が低減される。したがって、そのようなマットを取り扱う作業者の掻痒/皮膚刺激の問題が軽減されると考えられている。
【0008】
本発明の一態様では、ハウジングと、ハウジング内に配置された公害防止要素と、ハウジングの少なくとも一部分と公害防止要素の一部分との間の隙間に配置された据付マットとを含む、公害防止デバイスが提供される。据付マットは、2本以上の繊維の少なくとも1つの群が1つに融着された少なくとも1つの縁部を有する、無機繊維材料断片によって画定される。
【0009】
本発明の他の態様では、2本以上の繊維の少なくとも1つの群が1つに融着された少なくとも1つの縁部を有する無機繊維材料断片を含む、公害防止要素を据え付けるためのマットが提供される。
【0010】
本発明のさらなる態様によれば、無機繊維材料シートから、公害防止デバイスで使用するのに適した少なくとも1つの繊維材料断片を切断するための方法が提供される。該方法は、レーザー装置を提供することと、無機繊維材料シートを提供することと、レーザー装置を操作してレーザービームを発生させることと、無機繊維材料シートにレーザービームを適用して、シートから公害防止デバイスで使用するのに適した少なくとも1つの繊維材料断片を切断することとを含む。
【発明を実施するための最良の形態】
【0011】
本発明によれば、公害防止デバイス10で使用するための据付マット30が提供され(図1参照)、据付マット30は、繊維材料シート32からレーザービーム40によって切断される(図2参照)。繊維を断裂することによって繊維を切断する機械刃による切断作業とは対照的に、レーザービームによる切断作業は、溶融プロセスによって繊維を分断する。その結果、機械刃による切断作業に比べて、レーザービームによる切断作業の間に生じる繊維ダストが少なくなる。以下でより詳細に議論するように、レーザービーム40は、また、マット30の各切断縁30aにおける2本以上の繊維の群を1つに融着させる。それは、さらに、他の繊維と融着しない繊維の少なくとも一部分の切断端を、拡大した又はキノコ形の端部にする。融着した繊維群及びキノコ形の繊維端は、据付マット30の各切断縁30aを少なくとも部分的にシールする働きをする。ゆえに、その後の公害防止デバイス組立作業の間に取り扱われるときに、閉じ込められたダストが据付マット30から出ていく量が低減される。したがって、そのようなマット材料を取り扱う作業者の掻痒/皮膚刺激の問題が軽減されると考えられている。
【0012】
本発明のマット30を組み込むことのできる公害防止デバイスの一例が図1に示されているが、デバイスは、触媒コンバータ10を含む。触媒コンバータ10は、公害防止デバイスにおける公害防止要素を画定する、触媒コンバータ要素20を取り囲むハウジング11を含む。ハウジング11は、排出ガスがそれらを通じて触媒コンバータ10に流入出する、入口12及び出口13を有する。ハウジング11は、缶(can)又はケーシングとも呼ばれ、当該技術分野において既知の好適な材料から作製することができる。例えば、ハウジング11をステンレス鋼から作製することができる。
【0013】
好適な触媒コンバータ要素20は、モノリスとも呼ばれ、当該技術分野において既知であり、金属、セラミック、又は他の材料でできたものが含まれる。従来の手法に従って、1以上の触媒材料を触媒コンバータ要素20上にコーティングすることができる。
【0014】
大きな表面積を提供するために、触媒コンバータ要素は、一般に、非常に薄い壁を有する。薄壁は、触媒コンバータ要素20を、壊れやすく、破損を起こしやすいものにするおそれがある。さらに、一部の実施形態では、触媒コンバータ要素20は、ハウジング11よりも約1桁小さい熱膨張係数を有することがある。このことは、特に、ハウジング11が金属(通常はステンレス鋼)から形成され、要素20がセラミックである場合に当てはまる。熱的特性の差は、触媒コンバータ要素20を温度変化による損傷の危険にさらすおそれがある。ハウジング11と要素20との間に配置された据付マット30は、道路の衝撃及び振動並びに/又は熱膨張差に起因した損傷から要素20を保護するのに役立つ。据付マット30は、また、排出ガスが要素20と金属ハウジング11との間を通過するのを防ぐのに役立つ。
【0015】
1以上の据付マット30が切断される繊維材料シート32は、材料32の総質量に基づいて約85質量%〜100質量%の無機繊維と、材料32の総質量に基づいて約0質量%〜約15質量%の結合剤とを含んでいてよい。無機繊維材料シート32は、不織布であってよい。繊維は、多結晶質繊維、セラミック繊維、シリカ繊維、生体溶解性繊維、ガラス繊維、及びこれらのブレンドからなる群から選択されてよい。繊維は、長さ約2mm〜約150mmであってよい。結合剤は、供給される場合、有機結合剤、無機結合剤、及びこれらの混合物からなる群から選択されてよい。好適な有機結合剤としては、水性ポリマーエマルション、溶媒ベースのポリマー溶液、及びポリマー若しくはポリマー樹脂(100%固体)が挙げられる。水性ポリマーエマルションは、ラテックス形態の有機結合剤ポリマー及びエラストマー、例えば、天然ゴムラテックス、スチレンブタジエンラテックス、ブタジエンアクリロニトリルラテックス、エチレンビニルアセテートラテックス、並びにアクリレート及びメタクリレートポリマー及びコポリマーのラテックスである。ポリマー及びポリマー樹脂としては、天然ゴム、スチレンブタジエンゴム、及び他のエラストマーポリマー樹脂が挙げられる。アクリルラテックス及びポリビニルアセテート有機結合剤が好ましい場合がある。無機結合剤としては、ベントナイト、コロイダルシリカ、及びこれらの混合物などの粘土物質を挙げることができる。結合剤は、繊維材料32の外表面上に噴霧してもよく、繊維材料32の厚さ全体にわたって組み込んでもよい。
【0016】
また、繊維材料32をステッチボンド又はニードルパンチすることができることも企図される。ステッチボンド又はニードルパンチされたマット30は、結合剤を有しても有していなくてもよい。
【0017】
繊維材料32は、厚さ約2mm〜25mm、質量/面積約200g/m2〜約4000g/m2であってよい。レーザービームによって切断できる無機繊維据付マット材料の例は、米国特許第4,929,429号、同第5,250,269号、同第5,290,522号、及び同第5,380,580号、米国特許出願公開第2004/0057879号、並びに国際公開特許WO03/031368A2に開示されており、これらの開示を本明細書に参考として組み込む。繊維材料32に膨張性材料がほとんど又は全く含まれないことが好ましい。
【0018】
従来のレーザービーム発生装置40a(図2参照)を使用して、繊維材料を切断するレーザービーム40を発生させることができる。そのような装置の1つが、ウィスコンシン州サマセット(Somerset)所在のプレコ・レーザー・システムズ社(Preco Laser Systems, LLC)から市販されている「プレコ・イーグル500(Preco Eagle 500)」である。繊維材料32は、約254cm/分〜約1270cm/分の速度で切断することができる。例えば、厚さ約7.5mmのマットを、約508cm/分〜約635cm/分の速度で切断することができる。レーザービーム発生装置は、パワーレベル、すなわちビーム出力パワーレベル約270W〜約500Wでレーザービームを発生するように操作することができる。当業者には明らかなように、切断速度及びパワーレベルは、繊維材料の構成、質量/面積、及び厚さによって異なる。
【実施例】
【0019】
3M(商標)インテラム(Interam)(商標)非膨張性マット・マウント・シリーズ1500HT(Non-Intumescent Mat Mount Series 1500 HT)を含む繊維材料シートを、前述のプレコ・イーグル500(Preco Eagle 500)レーザービーム発生装置40aを使用して切断した。約99質量%の多結晶質セラミック繊維と、1質量%の有機結合剤とから構成される繊維材料は、厚さ約7.5ミリインチ、質量/面積約1230g/m2であった。有機結合剤は、乾燥アクリルラテックス外側コーティング、すなわち、各主要外表面上に噴霧された結合剤を含んでいた。第1の切断作業の間に、機械刃を使用して繊維材料シートから断片を切断した。図3A〜3Cは、それぞれ倍率X35、X70、及びX100で撮影された、刃で切断された繊維材料断片の縁部を示す顕微鏡写真である。
【0020】
第2及び第3の切断作業の間に、前述のプレコ・イーグル500(Preco Eagle 500)レーザービーム発生装置40aを用いて発生されたレーザービームを使用して、繊維材料シートから他の断片を切断した。第2の切断作業の間、繊維材料を、パワーレベル約270Wにおいて速度約508cm/分で切断した。第3の切断作業の間、繊維材料を、パワーレベル約500Wにおいて速度約635cm/分で切断した。図4A〜4Dは、それぞれ倍率X25、X100、X100、及びX450で撮影された、第2の切断作業の間にレーザービームによって切断された繊維材料断片の縁部を示す顕微鏡写真である。
【0021】
図4A〜4Dからわかるように、繊維材料断片のレーザー切断縁は、レーザービームによる切断作業の結果1つに融着された2本以上の繊維の複数の群Gを含んでいた。繊維材料断片のレーザー切断縁は、他の繊維と融着していない、キノコ形の端部を有する複数の繊維Fをさらに含んでいた。融着繊維群及びキノコ形の繊維端は、レーザーで切断された繊維材料断片の(1つ又は複数の)切断縁を少なくとも部分的にシールして、その後の取扱いの間に繊維材料断片から出ていくダストの量を低減する働きをする。
【0022】
繊維損失試験
第1及び第2の切断作業の間に切断された繊維材料シートの断片から採取した試料に、繊維損失試験を実施した。特に、第1の切断作業の間に刃によって切断された繊維材料シートの断片から6つの試料を採取した。繊維材料シートの同一の断片からさらに6つの試料を採取し、これらの試料は、試験前にそれらの切断縁に沿って軽く吸引処理して、結合していない繊維を除去した。第2の切断作業の間にレーザービームによって切断された繊維材料シートの断片から6つの試料を採取した。
【0023】
繊維損失試験は、セラミック繊維材料が衝撃を受けることによって失われる繊維の量を質量で測定するために使用される。試験設備は、固定された垂直フレームを有し、固定フレームは、最上部で、固定フレームとほぼ同一の寸法を有する第2のフレームに、ヒンジによって連結される。第2のフレームを底部で外側に動かして、最上部のところで、固定フレームと第2のフレームとによって画定される、ある角度を成すようにする。100mm×100mmの大きさの繊維材料の試験試料を秤量し、次いで第2のフレームの底部に取り付けられた据付プレート上にクランプ固定する。据付プレートは、マット及びプレートが第2のフレームの周縁部を越えて延びないように、第2のフレームの底部と同じ高さにある。試験を実施するには、第2のフレームを、固定フレームと30度の角度を成すように持ち上げ、第2のフレームを放して固定フレームに衝突させる。プレートがフレームに衝突する衝撃により、緩く保持された繊維は試料から離れ落ちる。試料を取り外して秤量し、試験結果を次のように質量喪失パーセントで報告する:
[(風袋を引いた質量−フレーム衝突後の質量)/(風袋を引いた質量)]×100=繊維損失パーセント
「風袋を引いた質量」は、第2のフレームの据付プレート上にクランプ固定される前の試料の質量である。
【0024】
第1の切断作業の間に刃によって切断された繊維材料シートの断片から採取した、切断縁が吸引処理されていない6つの試料は、平均質量喪失パーセントが約0.074%であった。刃切断縁が吸引処理されたさらなる6つの試料は、平均質量喪失パーセントが約0.067%であった。第2の切断作業の間にレーザービームによって切断された繊維材料シートの断片から採取した6つの試料は、平均質量喪失パーセントが0.040%であった。したがって、レーザーで切断された試料は、切断縁を吸引処理された試料を含め、機械刃で切断された試料に比べてダスト損失がはるかに少なかった。このデータに基づき、レーザーで切断された据付マットは、刃で切断された据付マットに比べて、公害防止デバイス組立作業の間に取り扱われるときのダスト損失量が少ないと考えられている。
【0025】
加速低温浸食試験
第1、第2、及び第3の切断作業の間に切断された繊維材料シートの断片から採取した試料に、加速低温浸食試験を実施した。
【0026】
低温浸食試験は、触媒コンバータにおける典型的な実際の条件よりも過酷な条件下で実施される加速試験である。それは、繊維マット据付材料の耐浸食性に関する比較データをもたらす。約2.54cm×2.54cmの試験試料を、測定し、秤量し、スペーサを用いて2枚の高温インコネル601(Inconel 601)鋼板間に据え付けて、試験アセンブリを形成する。実施例における試料を試験するための据付密度は、0.28±0.005g/ccである。試験アセンブリを800℃で1時間加熱し、室温まで冷却する。次いで、冷却された試験アセンブリを、毎分20サイクルでマットの露出縁部の上を前後に振動運動するエアジェットの正面3.8mmのところに位置決めする。エアジェットは、毎秒305メートルの速度でマットの縁部に衝突する。技術者自身の材料損失観測結果に基づいて技術者によって推定された、0.2グラムの材料が失われた後、又は24時間後のいずれか早い方で、この試験を中断する。質量喪失を試験時間で除して浸食速度を決定し、グラム/時間(g/hr)で報告する。
【0027】
第1、第2、及び第3の切断作業の間に切断された各繊維材料断片から採取した3つの試料を、低温浸食について評価した。繊維材料断片は、それぞれ直径104.8mmのディスク形状であった。各試料の円弧形の切断縁、すなわち刃切断縁又はレーザー切断縁が空気衝突にさらされる縁部となるように、ディスク断片から試料を切断した。刃で切断された試料の平均浸食速度は、0.0008g/hrであった。第2の切断作業の間にレーザーで切断された試料の平均浸食速度は、0.0003g/hrであり、第3の切断作業の間にレーザーで切断された試料の平均浸食速度は、0.0001g/hrであった。したがって、レーザーで切断された試料は、機械刃で切断された試料に比べて1時間当たりの繊維損失がはるかに少なかった。
【0028】
無機繊維材料シートから切断された、又は別の方法で分離された、ただしレーザービームによっては切断されていない、マットの1以上の縁部が、2本以上の繊維の1以上の群を1つに融着させ、さらに他の繊維と融着していない複数の繊維上にキノコ形の端部を形成してマットの(1つ若しくは複数の)縁部を少なくとも部分的にシールするように、オーブンの熱に曝露された、又はトーチからのような炎に曝露された1以上の縁部をもつことができることが企図される。無機繊維材料シートは、据付マット30がそれから切断される、前述の繊維材料シート32と同一又は類似の材料を含んでよい。
【0029】
また、公害防止デバイスハウジングの内側及び外側エンドコーン部分の間の隙間に配置されるように適合されたエンドコーン断熱マットが、少なくとも1つのレーザー切断縁又は熱に曝露された縁部を有する無機繊維材料断片を含むことができることも企図される。そのような断片を、公害防止要素据付マットを無機繊維材料シートから切断するのと同じ方式で、無機繊維材料シートからレーザービームによって切断することができる。無機繊維材料は、据付マット30がそれから切断される、前述の繊維材料シート32と同一又は類似の材料を含んでよい。ただし、断熱マットを公害防止デバイスハウジングの内側及び外側エンドコーン部分の間の隙間の形状、例えば円錐状に形成できるように、レーザーで切断されるエンドコーン断熱マットの形状は、据付マットの形状とは異なるものであってもよい。
【0030】
さらに、少なくとも1つのレーザー切断縁又は熱に曝露された縁部を有する無機繊維材料断片によって、防火マットを画定できることも企図される。無機繊維材料は、据付マット30がそれから切断される、前述の繊維材料シート32と同一又は類似の材料を含んでよい。そのような防火マットは、公害防止要素据付マットが無機繊維材料シートから切断されるのと同じ方式で、無機繊維材料シートからレーザービームによって切断することができる。レーザーで切断された防火マットをパイプや導管の周りに巻き付けて、パイプや導管を熱及び火から隔離することができる。
【0031】
本発明の特定の諸実施形態を図示し、記載したが、本発明の趣旨及び範囲から逸脱することなく他の様々な変更及び修正を実施できることが当業者には自明である。したがって、本発明の範囲内にあるそのようなすべての変更及び修正を添付の特許請求の範囲で扱うものとする。
【図面の簡単な説明】
【0032】
【図1】分解された関係で示される、本発明に従って切断されたマットを含む触媒コンバータの斜視図である。
【図2】繊維材料シートから1以上の公害防止要素据付マットを分離するように該繊維材料シートを切断するために本発明に従って使用される、レーザービーム発生装置の模式図である。
【図3A】倍率X35で撮影された、刃で切断された繊維材料の縁部を示す顕微鏡写真である。
【図3B】倍率X70で撮影された、刃で切断された繊維材料の縁部を示す顕微鏡写真である。
【図3C】倍率X100で撮影された、刃で切断された繊維材料の縁部を示す顕微鏡写真である。
【図4A】倍率X25で撮影された、レーザービームで切断された繊維材料の縁部を示す顕微鏡写真である。
【図4B】倍率X100で撮影された、レーザービームで切断された繊維材料の縁部を示す顕微鏡写真である。
【図4C】倍率X100で撮影された、レーザービームで切断された繊維材料の縁部を示す顕微鏡写真である。
【図4D】倍率X450で撮影された、レーザービームで切断された繊維材料の縁部を示す顕微鏡写真である。
【特許請求の範囲】
【請求項1】
ハウジングと、
前記ハウジング内に配置された公害防止要素と、
前記ハウジングの少なくとも一部分と前記公害防止要素の一部分との間の隙間に配置され、2本以上の繊維の少なくとも1つの群が1つに融着された少なくとも1つの縁部を有する、無機繊維材料断片によって画定された据付マット
とを含む、公害防止デバイス。
【請求項2】
前記少なくとも1つの縁部がレーザーにより切断された縁部である、請求項1記載の公害防止デバイス。
【請求項3】
前記繊維材料断片縁部が他の繊維と融着していない、キノコ形の端部を有する繊維をさらに含む、請求項1記載の公害防止デバイス。
【請求項4】
前記繊維材料断片が、この繊維材料断片の総質量に基づいて、少なくとも約85質量パーセントの繊維及び約15質量パーセントまでの結合剤を含む、請求項1記載の公害防止デバイス。
【請求項5】
前記繊維が、多結晶質繊維、セラミック繊維、シリカ繊維、生体溶解性繊維、ガラス繊維、及びこれらのブレンドからなる群から選択される、請求項4記載の公害防止デバイス。
【請求項6】
前記結合剤が、有機結合剤、無機結合剤及びこれらの混合物からなる群から選択される、請求項4記載の公害防止デバイス。
【請求項7】
2本以上の繊維の少なくとも1つの群が1つに融着された少なくとも1つの縁部を有する無機繊維材料断片を含む、公害防止要素を据え付けるためのマット。
【請求項8】
前記少なくとも1つの縁部がレーザーにより切断された縁部である、請求項7記載のマット。
【請求項9】
前記繊維材料断片縁部が他の繊維と融着していない、キノコ形の端部を有する繊維をさらに含む、請求項7記載の公害防止要素を据え付けるためのマット。
【請求項10】
前記繊維材料断片が、この繊維材料断片の総質量に基づいて、少なくとも約85質量パーセントの繊維及び約15質量パーセントまでの結合剤を含む、請求項7記載の公害防止要素を据え付けるためのマット。
【請求項11】
前記繊維が、多結晶質繊維、セラミック繊維、シリカ繊維、生体溶解性繊維、ガラス繊維、及びこれらのブレンドからなる群から選択される、請求項10記載の公害防止要素を据え付けるためのマット。
【請求項12】
前記結合剤が、有機結合剤、無機結合剤及びこれらの混合物からなる群から選択される、請求項10記載の公害防止要素を据え付けるためのマット。
【請求項13】
前記無機繊維材料断片が不織布無機繊維材料断片を含む、請求項7記載のマット。
【請求項14】
無機繊維材料シートから、公害防止デバイスで使用するのに適した少なくとも1つの繊維材料断片を切断するための方法であって、
レーザー装置を提供すること、
無機繊維材料シートを提供すること、
レーザー装置を操作してレーザービームを発生させること、及び
前記無機繊維材料シートに前記レーザービームを適用して、前記シートから公害防止デバイスで使用するのに適した少なくとも1つの繊維材料断片を切断すること
を含む方法。
【請求項15】
約508cm/分〜約635cm/分の速度で前記繊維材料を切断するように前記レーザービームを前記繊維材料に適用する、請求項14記載の方法。
【請求項16】
前記レーザービームが約270W〜約500Wのパワーレベルで操作される、請求項15記載の方法。
【請求項17】
前記繊維材料が約2mm〜約25mmの厚さを有する、請求項16記載の方法。
【請求項18】
約254cm/分〜約1270cm/分の速度で前記繊維材料を切断するように前記レーザービームを前記繊維材料に適用する、請求項14記載の方法。
【請求項19】
前記繊維材料が、この繊維材料の総質量に基づいて、少なくとも約85質量パーセントの繊維及び約15質量パーセントまでの結合剤を含む、請求項14記載の方法。
【請求項20】
前記繊維が、多結晶質繊維、セラミック繊維、シリカ繊維、生体溶解性繊維、ガラス繊維、及びこれらのブレンドからなる群から選択される、請求項19記載の方法。
【請求項21】
前記結合剤が、有機結合剤、無機結合剤及びこれらの混合物からなる群から選択される、請求項19記載の方法。
【請求項22】
前記繊維材料断片が2本以上の繊維の少なくとも1つの群が1つに融着された、レーザーにより切断された縁部を有する、請求項14記載の方法。
【請求項23】
前記レーザーにより切断された縁部が他の繊維と融着していない、キノコ形の端部を有する繊維をさらに含む、請求項22記載の方法。
【請求項24】
前記無機繊維材料が無機繊維材料の不織布シートを含む、請求項14記載の方法。
【請求項25】
少なくとも1つの外部エンドコーン部位と少なくとも1つの内部エンドコーン部位を有するハウジングと、
前記外部エンドコーン部位と内部エンドコーン部位の間に配置され、2本以上の繊維の少なくとも1つの群が1つに融着された少なくとも1つの縁部を有する、無機繊維材料断片によって画定されたエンドコーン断熱マット
とを含む、公害防止デバイス。
【請求項26】
前記少なくとも1つの縁部がレーザーにより切断された縁部である、請求項25記載の公害防止デバイス。
【請求項27】
前記繊維材料断片縁部が他の繊維と融着していない、キノコ形の端部を有する繊維をさらに含む、請求項25記載の公害防止デバイス。
【請求項28】
前記繊維材料断片が、この繊維材料断片の総質量に基づいて、少なくとも約85質量パーセントの繊維及び約15質量パーセントまでの結合剤を含む、請求項25記載の公害防止デバイス。
【請求項29】
前記繊維が、多結晶質繊維、セラミック繊維、シリカ繊維、生体溶解性繊維、ガラス繊維、及びこれらのブレンドからなる群から選択される、請求項28記載の公害防止デバイス。
【請求項30】
前記結合剤が有機結合剤、無機結合剤及びこれらの混合物からなる群より選択される、請求項28記載の公害防止デバイス。
【請求項31】
2本以上の繊維の少なくとも1つの群が1つに融着された少なくとも1つの縁部を有する無機繊維材料断片を含む、公害防止デバイスハウジングの内側及び外側エンドコーン部分の間の隙間に配置されるように適合されたエンドコーン断熱マット。
【請求項32】
前記少なくとも1つの縁部がレーザーにより切断された縁部である、請求項31記載のエンドコーン断熱マット。
【請求項33】
前記繊維材料断片縁部が他の繊維と融着していない、キノコ形の端部を有する繊維をさらに含む、請求項31記載のエンドコーン断熱マット。
【請求項34】
前記繊維材料断片が、この繊維材料断片の総質量に基づいて、少なくとも約85質量パーセントの繊維及び約15質量パーセントまでの結合剤を含む、請求項31記載のエンドコーン断熱マット。
【請求項35】
前記繊維が、多結晶質繊維、セラミック繊維、シリカ繊維、生体溶解性繊維、ガラス繊維、及びこれらのブレンドからなる群から選択される、請求項34記載のエンドコーン断熱マット。
【請求項36】
前記結合剤が、有機結合剤、無機結合剤及びこれらの混合物からなる群から選択される、請求項34記載のエンドコーン断熱マット。
【請求項37】
前記無機繊維材料断片が不織無機繊維材料断片を含む、請求項31記載のエンドコーン断熱マット。
【請求項1】
ハウジングと、
前記ハウジング内に配置された公害防止要素と、
前記ハウジングの少なくとも一部分と前記公害防止要素の一部分との間の隙間に配置され、2本以上の繊維の少なくとも1つの群が1つに融着された少なくとも1つの縁部を有する、無機繊維材料断片によって画定された据付マット
とを含む、公害防止デバイス。
【請求項2】
前記少なくとも1つの縁部がレーザーにより切断された縁部である、請求項1記載の公害防止デバイス。
【請求項3】
前記繊維材料断片縁部が他の繊維と融着していない、キノコ形の端部を有する繊維をさらに含む、請求項1記載の公害防止デバイス。
【請求項4】
前記繊維材料断片が、この繊維材料断片の総質量に基づいて、少なくとも約85質量パーセントの繊維及び約15質量パーセントまでの結合剤を含む、請求項1記載の公害防止デバイス。
【請求項5】
前記繊維が、多結晶質繊維、セラミック繊維、シリカ繊維、生体溶解性繊維、ガラス繊維、及びこれらのブレンドからなる群から選択される、請求項4記載の公害防止デバイス。
【請求項6】
前記結合剤が、有機結合剤、無機結合剤及びこれらの混合物からなる群から選択される、請求項4記載の公害防止デバイス。
【請求項7】
2本以上の繊維の少なくとも1つの群が1つに融着された少なくとも1つの縁部を有する無機繊維材料断片を含む、公害防止要素を据え付けるためのマット。
【請求項8】
前記少なくとも1つの縁部がレーザーにより切断された縁部である、請求項7記載のマット。
【請求項9】
前記繊維材料断片縁部が他の繊維と融着していない、キノコ形の端部を有する繊維をさらに含む、請求項7記載の公害防止要素を据え付けるためのマット。
【請求項10】
前記繊維材料断片が、この繊維材料断片の総質量に基づいて、少なくとも約85質量パーセントの繊維及び約15質量パーセントまでの結合剤を含む、請求項7記載の公害防止要素を据え付けるためのマット。
【請求項11】
前記繊維が、多結晶質繊維、セラミック繊維、シリカ繊維、生体溶解性繊維、ガラス繊維、及びこれらのブレンドからなる群から選択される、請求項10記載の公害防止要素を据え付けるためのマット。
【請求項12】
前記結合剤が、有機結合剤、無機結合剤及びこれらの混合物からなる群から選択される、請求項10記載の公害防止要素を据え付けるためのマット。
【請求項13】
前記無機繊維材料断片が不織布無機繊維材料断片を含む、請求項7記載のマット。
【請求項14】
無機繊維材料シートから、公害防止デバイスで使用するのに適した少なくとも1つの繊維材料断片を切断するための方法であって、
レーザー装置を提供すること、
無機繊維材料シートを提供すること、
レーザー装置を操作してレーザービームを発生させること、及び
前記無機繊維材料シートに前記レーザービームを適用して、前記シートから公害防止デバイスで使用するのに適した少なくとも1つの繊維材料断片を切断すること
を含む方法。
【請求項15】
約508cm/分〜約635cm/分の速度で前記繊維材料を切断するように前記レーザービームを前記繊維材料に適用する、請求項14記載の方法。
【請求項16】
前記レーザービームが約270W〜約500Wのパワーレベルで操作される、請求項15記載の方法。
【請求項17】
前記繊維材料が約2mm〜約25mmの厚さを有する、請求項16記載の方法。
【請求項18】
約254cm/分〜約1270cm/分の速度で前記繊維材料を切断するように前記レーザービームを前記繊維材料に適用する、請求項14記載の方法。
【請求項19】
前記繊維材料が、この繊維材料の総質量に基づいて、少なくとも約85質量パーセントの繊維及び約15質量パーセントまでの結合剤を含む、請求項14記載の方法。
【請求項20】
前記繊維が、多結晶質繊維、セラミック繊維、シリカ繊維、生体溶解性繊維、ガラス繊維、及びこれらのブレンドからなる群から選択される、請求項19記載の方法。
【請求項21】
前記結合剤が、有機結合剤、無機結合剤及びこれらの混合物からなる群から選択される、請求項19記載の方法。
【請求項22】
前記繊維材料断片が2本以上の繊維の少なくとも1つの群が1つに融着された、レーザーにより切断された縁部を有する、請求項14記載の方法。
【請求項23】
前記レーザーにより切断された縁部が他の繊維と融着していない、キノコ形の端部を有する繊維をさらに含む、請求項22記載の方法。
【請求項24】
前記無機繊維材料が無機繊維材料の不織布シートを含む、請求項14記載の方法。
【請求項25】
少なくとも1つの外部エンドコーン部位と少なくとも1つの内部エンドコーン部位を有するハウジングと、
前記外部エンドコーン部位と内部エンドコーン部位の間に配置され、2本以上の繊維の少なくとも1つの群が1つに融着された少なくとも1つの縁部を有する、無機繊維材料断片によって画定されたエンドコーン断熱マット
とを含む、公害防止デバイス。
【請求項26】
前記少なくとも1つの縁部がレーザーにより切断された縁部である、請求項25記載の公害防止デバイス。
【請求項27】
前記繊維材料断片縁部が他の繊維と融着していない、キノコ形の端部を有する繊維をさらに含む、請求項25記載の公害防止デバイス。
【請求項28】
前記繊維材料断片が、この繊維材料断片の総質量に基づいて、少なくとも約85質量パーセントの繊維及び約15質量パーセントまでの結合剤を含む、請求項25記載の公害防止デバイス。
【請求項29】
前記繊維が、多結晶質繊維、セラミック繊維、シリカ繊維、生体溶解性繊維、ガラス繊維、及びこれらのブレンドからなる群から選択される、請求項28記載の公害防止デバイス。
【請求項30】
前記結合剤が有機結合剤、無機結合剤及びこれらの混合物からなる群より選択される、請求項28記載の公害防止デバイス。
【請求項31】
2本以上の繊維の少なくとも1つの群が1つに融着された少なくとも1つの縁部を有する無機繊維材料断片を含む、公害防止デバイスハウジングの内側及び外側エンドコーン部分の間の隙間に配置されるように適合されたエンドコーン断熱マット。
【請求項32】
前記少なくとも1つの縁部がレーザーにより切断された縁部である、請求項31記載のエンドコーン断熱マット。
【請求項33】
前記繊維材料断片縁部が他の繊維と融着していない、キノコ形の端部を有する繊維をさらに含む、請求項31記載のエンドコーン断熱マット。
【請求項34】
前記繊維材料断片が、この繊維材料断片の総質量に基づいて、少なくとも約85質量パーセントの繊維及び約15質量パーセントまでの結合剤を含む、請求項31記載のエンドコーン断熱マット。
【請求項35】
前記繊維が、多結晶質繊維、セラミック繊維、シリカ繊維、生体溶解性繊維、ガラス繊維、及びこれらのブレンドからなる群から選択される、請求項34記載のエンドコーン断熱マット。
【請求項36】
前記結合剤が、有機結合剤、無機結合剤及びこれらの混合物からなる群から選択される、請求項34記載のエンドコーン断熱マット。
【請求項37】
前記無機繊維材料断片が不織無機繊維材料断片を含む、請求項31記載のエンドコーン断熱マット。
【図1】

【図2】
【図3A】
【図3B】
【図3C】
【図4A】
【図4B】
【図4C】
【図4D】
【図2】
【図3A】
【図3B】
【図3C】
【図4A】
【図4B】
【図4C】
【図4D】
【公表番号】特表2008−520904(P2008−520904A)
【公表日】平成20年6月19日(2008.6.19)
【国際特許分類】
【出願番号】特願2007−543070(P2007−543070)
【出願日】平成17年10月25日(2005.10.25)
【国際出願番号】PCT/US2005/038429
【国際公開番号】WO2006/055188
【国際公開日】平成18年5月26日(2006.5.26)
【出願人】(599056437)スリーエム イノベイティブ プロパティズ カンパニー (1,802)
【Fターム(参考)】
【公表日】平成20年6月19日(2008.6.19)
【国際特許分類】
【出願日】平成17年10月25日(2005.10.25)
【国際出願番号】PCT/US2005/038429
【国際公開番号】WO2006/055188
【国際公開日】平成18年5月26日(2006.5.26)
【出願人】(599056437)スリーエム イノベイティブ プロパティズ カンパニー (1,802)
【Fターム(参考)】
[ Back to top ]