
公差測定器具
【課題】使いやすく、コンパクトで、机上で手軽に公差を計測し、機能確認しながら体験的に理解を深めるための公差測定器具を提供する。
【解決手段】公差測定器具は、ゲージ台と、このゲージ台に一方向に弾圧されると共に水平方向に進退する調整ネジ杆の一端に螺合され、而も弾性体にて一方向に弾圧された滑動ナットと、この滑動ナットに螺合して進退自在に備えられた調整ネジ杆と、この調整ネジ杆の進行に対してバネにて弾圧された調整台と、基準寸法に選定した複数本の中から、設計所望に適合した1本を抽出して前記調整台に取付けられた公差ピンと、この公差ピンに適合する基準寸法に選定した円弧状の開口溝を有する複数枚の中から、その設計所望に適合した1枚を抽出し、前記ゲージ台の受子に嵌合し、且つ回転自在に軸支持されるゲージプレートと、前記ゲージ台に主尺部を有すると共に、前記調整台に、主尺部に対向する位置に副尺部を設ける。
【解決手段】公差測定器具は、ゲージ台と、このゲージ台に一方向に弾圧されると共に水平方向に進退する調整ネジ杆の一端に螺合され、而も弾性体にて一方向に弾圧された滑動ナットと、この滑動ナットに螺合して進退自在に備えられた調整ネジ杆と、この調整ネジ杆の進行に対してバネにて弾圧された調整台と、基準寸法に選定した複数本の中から、設計所望に適合した1本を抽出して前記調整台に取付けられた公差ピンと、この公差ピンに適合する基準寸法に選定した円弧状の開口溝を有する複数枚の中から、その設計所望に適合した1枚を抽出し、前記ゲージ台の受子に嵌合し、且つ回転自在に軸支持されるゲージプレートと、前記ゲージ台に主尺部を有すると共に、前記調整台に、主尺部に対向する位置に副尺部を設ける。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、機械設計における寸法公差のすきまを調べる公差測定器具とその公差測定器具を用いた寸法公差のすきまに関する体験的学習方法、及び実技教育方法に関するものである。
【背景技術】
【0002】
一般的には、設計者が各種機械装置を設計するには、さまざまな設計条件を決定することが必要である。その一つに公差の決定がある。各種機械装置の機能を達成するためには適切な寸法公差の組み合わせが必要である。ところが、昨今の設計者及び技術者の多くは、部品を自ら組立てる作業を行わないことが多く、公差に対する関心が低いために公差に関する理解が不足している場合がある。
そのため、機械関係の設計者及び技術者に、公差に関する重要性とその内容を十分に理解させ、その上で各種機械装置の設計や製造を行わせることが求められている。
【0003】
一方、CAD装置などを利用して機械設計を行う場合、解析機能を持つものなどもあるが、寸法関係に限定した場合、寸法は絶対的なものとして扱われるが、実際上は、機械加工公差内の精度の製品しかできないという問題があり、ここにおいて、機械設計の一つの課題が発生する。
即ち、実際に発生する加工公差に対して、設計寸法を考慮することが必要となるのである。
【0004】
従来より、設計者や技術者は、公差について教科書や専門書で学習しているが、教科書などに書かれている図や文章だけでは理解することは困難である。特に初心者にとっては難解であることから、教材器具などを使用した体験的な学習方法が有効である。
【0005】
この公差問題を、体験的に実感しながら各種機械装置及びその部品の機械設計技術の習得ができれば、量産工程や市場にて品質トラブルを最小限に抑えることが可能となる。また、生産性の向上が図れることとなり、産業上において有益なものとなるのである。
その一助として、教育機材としての公差測定器具を提供しようとするものである。
【先行技術文献】
【非特許文献】
【0006】
【非特許文献1】JISB0024 製図公差方式の基本原則
【非特許文献2】JISB0401−1 寸法公差及びはめあいの方式 第1部:公差、寸法公差およびはめあいの基礎
【非特許文献3】JISB0401−1 寸法公差及びはめあいの方式 第2部:穴及び軸の公差等級並びに寸法許容差の表
【非特許文献4】機械実用便覧:発行 日本機械学会 機械の要素の章:機械製図の寸法公差及びはめあい
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、使いやすく、コンパクトで、机上で手軽に公差を計測し、機能確認しながら体験的に理解を深めるための公差測定器具を提供するものである。
【課題を解決するための手段】
【0008】
本発明は、ゲージ台と、このゲージ台に一方向に弾圧されると共に水平方向に進退する調整ネジ杆の一端に螺合され、而も弾性体にて一方向に弾圧された滑動ナットと、この滑動ナットに螺合して進退自在に備えられた調整ネジ杆と、この調整ネジ杆の進行に対してバネにて反発するように弾圧された調整台と、更に任意の基準寸法に選定した複数本の中から、その設計所望に適合した1本を抽出して前記調整台に直立して取付けられた公差ピンと、この公差ピンに適合する任意の基準寸法に選定した円弧状の開口溝を有する複数枚の中から、その設計所望に適合した1枚を抽出し、前記ゲージ台の受子に嵌合し、且つ回転自在に軸支持されるゲージプレートと、前記ゲージ台に主尺部を有すると共に、前記調整台に、主尺部に対向する位置に副尺部を有することを特徴とする公差測定器具。
【0009】
また本発明は、前記公差ピンは任意の基準寸法における各公差の上限値と下限値に対応した公差ピンよりなると共に、各基準寸法の公差ピンの集合よりなる。更に、前記ゲージプレートは、任意の基準寸法における各公差の上限値と下限値に対応した円弧状の開口溝をもつ、更にこの開口溝を線対称に配置したものよりなると共に、各基準寸法のゲージプレートの集合よりなることを特徴とする請求項1記載の公差測定器具。
【0010】
また本発明は、前記調整台は公差ピンを直立に取り付けるための位置決用ピンを複数にすると共に、公差ピンの取り付けピッチに対応して、ゲージプレートの円弧状の開口溝を複数にしたことを特徴とするものである。
【0011】
更に本発明は、前記調整ネジ杆に一定空隙を保持する様弾性的に取り付けた回転目盛を有すると共に、ゲージ台又は押えカバーに付された0点基準目盛を有することを特徴とするものである。
【発明の効果】
【0012】
(1)請求項1により、調整台はバネ並びに弾性体で弾圧されているので、ネジのガタはなくなる。所謂バックラッシュはなくなると共に、調整台の公差ピンにゲージプレートがかみ合う時に過大な力の発生を防止できるので機器を破損から防止できると共に、公差ピンとゲージプレート間に発生するすきまを調整ネジ杆により調整台を進退させることにより、主尺部と副尺部からノギスと同様の計測方法により計測することができる。
【0013】
従って、すきまに基づく公差問題を、体験的に実感しながら各種機械装置及びその部品の機械設計技術の習得ができれば、量産工程や市場にて品質トラブルを最小限に抑えることが可能となる。また、生産性の向上が図れることとなり、産業上において有益なものとなるのである。
【0014】
(2)請求項2により、種々の公差ピンと種々のゲージプレートの組合せに対して発生するすきまを計測することができる。従って、公差選定(適切な寸法公差の組み合わせ)の技術習得が容易となる。
更に、計測数値のみならず、実際に発生するすきまを体験的に学習することができる。
【0015】
(3)請求項3により、調整台に選択的に公差ピンを取付けることができるようにし、ゲージプレートの開口溝を選択的に活用できるようにしたことで、ゲージプレートの開口溝の複数化、例えば、2種とすれば、ゲージプレートの枚数を半減できることにより、コンパクトな公差測定器具となる。
【0016】
(4)請求項4により、調整ネジ杆で調整台を進退させた移動量をマイクロメータと同様の計測方法にすることにより、主尺部と副尺部で得られる計測精度よりも更に精度の高い計測値を得ることができる。
【図面の簡単な説明】
【0017】
【図1】公差測定器具の全体構成を示す斜視図
【図2】ゲージ台部の構成図
【図3】滑動ナット部の詳細構成図
【図4】ゲージ台部の平面断面図
【図5】ゲージ台部の正面図
【図6】公差ピンセットの代表構成図
【図7】統合した公差ピンセットの代表構成図
【図8】公差ピンブロックの代表構成図
【図9】ゲージプレートの代表構成図
【図10】ゲージプレートのブロック代表構成図
【図11】公差測定器具の操作図
【図12】公差測定器具のユニット図
【発明を実施するための形態】
【0018】
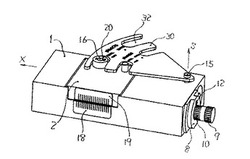
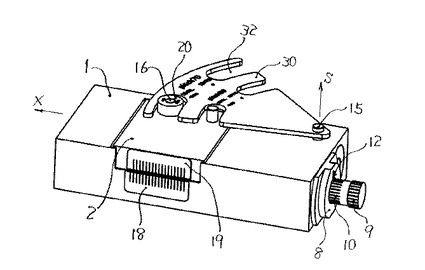
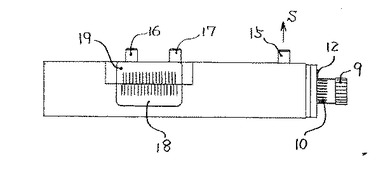
以下本発明を実施例として掲げた図面に基づいて説明すると、図1は本発明に係る公差測定器具の斜視図を示し、直方体形状のゲージ台1の上面には、任意の基準寸法に選定した円弧状の開口溝を有する複数のゲージプレート30から、その設計所望に適合した1枚を抽出し、前記ゲージ台の軸線x上に配置した受子15にて軸支持されると共に、このゲージプレート30は軸sに対して反時計方向及び時計方向に回転自在に取付けられている。更に、このゲージ台1には、軸線x方向に進退自在に摺動する調整台2を装備している。
【0019】
この調整台2はゲージ台1に装備した調整ネジ杆4の回転つまみ9を回動することにより軸線x方向に進退自在に摺動させることができる。更に調整台2の軸線x上に配置された位置決用ピン16に任意の基準寸法に選定した複数の公差ピン20の中から設計所望に適合した1本を抽出し、前記調整台に直立して取付けられる。
尚、この公差ピン20は着脱自在となっている。
【0020】
更に、ゲージ台1に主尺部18を、且つ、調整台2に副尺部19を夫々有し、ノギスと同様の方法にて調整台2の移動量を計測することができる構成となっている。
【0021】
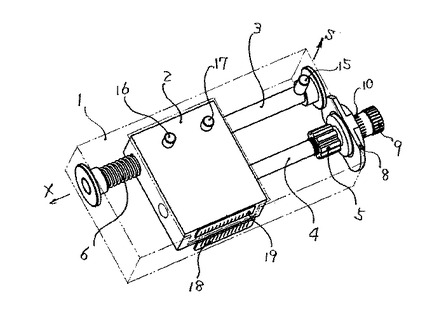
更に、図2に基づいて構造詳細を具体的に説明する。ゲージ台1の軸線x上にガイドレール軸3を配置すると共に、調整台2を、このガイドレール軸3に係合させることにより、調整台2は、ゲージ台1に、平行に且つ水平に摺動する。
【0022】
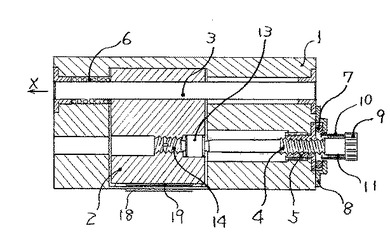
上記調整ネジ杆4は、軸線xと平行に配置すると共に、非回転で摺動する滑動ナット5に螺合し、この滑動ナット5は弾性体7を介しゲージ台1に弾圧されている。
即ち、図3に示すように、滑動ナット5は押えカバー8により、弾性体7を介してゲージ台2に弾圧されている。
更に、調整台2は、バネ6により調整ネジ杆4に弾圧される構造になっているので、調整ネジ杆4に係るバックラッシュの発生を防止している。
【0023】
また、図4、図5に示すように、副尺部19のゼロ調整のために、調整ネジ杆4の同一軸線上に、調整台2の中に、スペーサ13と微調整ネジ14を配列し、微調整ネジ14の進退により、調整台2を軸線x方向に進退させることで副尺部19の0点と主尺部18の0点を一致させるようにすることができる構成とした。
【0024】
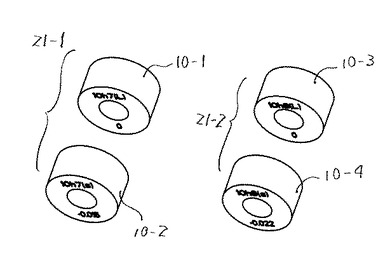
図6は本発明の公差ピン20の代表例を示す斜視図である。 公差ピン20は各軸径に対応する基準寸法と軸の種類及び等級に対応したもので、且つ、各軸の種類、等級の公差(寸法許容差と称す)の上限値および下限値寸法の公差ピン20を公差ピンセットとし、更に公差ピンセットの集合体からなる公差ピンブロックで構成されている。
更に、公差ピン20は、軸芯部に、位置決用ピン16に嵌合挿入する穴部を持つ、従って、調整台2に直立して取り付けることができるようになっている。
また、公差ピン20を抽出、特定するために、円板面に、軸の基準寸法、軸の種類と等級、及び公差(許容寸法差と称す)を記している。
また、上限値と下限値の判別を容易にするために、上限値記号(L),下限値記号(S)を記している。更に、色分けすることも考えられる。
【0025】
更に、図6について詳細に述べると、公差ピン10−1は、その円板面に、軸の基準寸法の10、軸の種類のh、等級の7、更に上限値記号(L)及び公差(許容寸法と称す)の上限値の0を記している。また公差ピン10−2は、その円板面に、軸の基準寸法の10、軸の種類のh、等級の7、更に下限値記号(S)及び公差(許容寸法と称す)の下限値の数値を記している。
公差ピン10−3は、その円板面に、軸の基準寸法の10、軸の種類のh、等級の8、更に上限値記号(L)及び公差(許容寸法と称す)の上限値の0を記している。また公差ピン10−4は、その円板面に、軸の基準寸法の10、軸の種類のh、等級の8、更に下限値記号(S)及び公差(許容寸法と称す)の下限値の数値を記している。
前記軸の基準寸法の10、軸の種類のh、等級の7が上限値の公差ピン10−1と下限値の公差ピン10−2をセットにしたものを公差ピンセット21−1、更に軸の基準寸法の10、軸の種類のh、等級の8が上限値の公差ピン10−3と下限値の公差ピン10−4をセットにしたものを公差ピンセット21−2として示した。
【0026】
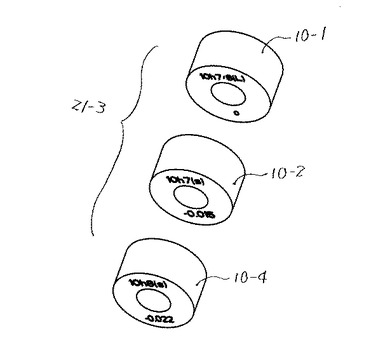
また、図7に示すように、軸の基準寸法と軸の種類が同じならば、等級に関係なく公差(寸法許容差と称す)の上限値または下限値は同一の場合が多い。
図6に示す軸の基準寸法が10、軸の種類がh、等級が7の上限値の公差ピン10−1は、図6に示す軸の基準寸法が10、軸の種類がh、等級が8の上限値の公差ピン10−3の上限値公差は共に0なので、共通化できる。従って、公差ピン10−1と公差ピン10−3を統合し、公差ピン10−1として円板面には、軸の基準寸法の10、軸の種類のh、等級の7/8、更に上限値記号(L)を記している。
従って、軸の基準寸法と軸の種類による統合した公差ピンセット21−3にすることにより、公差ピンの個数を縮減することができる。更に、等級による公差の上限値または下限値の同一の範囲を±0.002mm以下ならば誤差の許容範囲内とすると統合化が容易となり、更に公差ピンの縮減が可能になる。従って、公差ピンブロック22をコンパクトにできるので、公差測定器具をコンパクトにまとめることができる。
【0027】
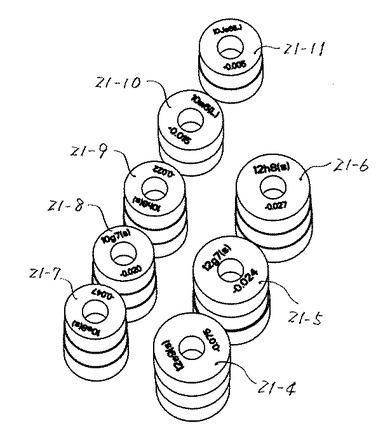
図8は本発明の公差ピンブロック22の実施例を示すものであり、各種公差ピンセット21の集合で構成されている。その各種公差ピンセット21は各軸径の基準寸法(8/10/12など)と軸の種類(e/g/h/js/mなど)及び等級(6/7/8/9など)に対応したもので、且つ、等級の公差(寸法許容差と称す)の上限値および下限値寸法の公差ピン20をセットとしたものである。
公差ピンセットのゲージ呼称を軸の基準寸法、軸の種類及び等級であらわすと、前記公差ピンセット21−1は、ゲージ呼称10h7となり、公差ピンセット21−2は、ゲージ呼称10h8となり、公差ピンセット21−3は、ゲージ呼称10h7/8となる。
図8に示す公差ピンセット21の具体例は、前記ゲージ呼称であらわすと
公差ピンセット21−4は、ゲージ呼称12e8/9を示している。
公差ピンセット21−5は、ゲージ呼称12g6/7を示している。
公差ピンセット21−6は、ゲージ呼称12h7/8を示している。
公差ピンセット21−7は、ゲージ呼称10e7/8を示している。
公差ピンセット21−8は、ゲージ呼称10g7/8を示している。
公差ピンセット21−9は、ゲージ呼称10h7/8を示している。
公差ピンセット21−10は、ゲージ呼称10js6を示している。
公差ピンセット21−11は、ゲージ呼称10m6を示している。
【0028】
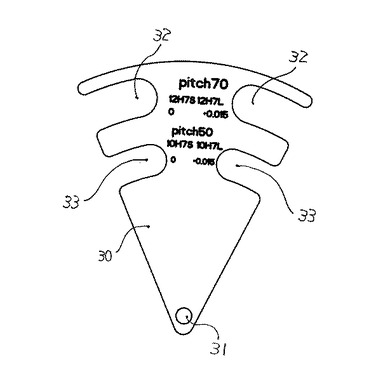
図9は本発明のゲージプレート30の代表例を示す正面図である。
ゲージプレート30は、扇型に形成し、軸芯部に受子15に挿入嵌合する穴部31を持ち、且つ、軸芯部から固定のピッチ上に円弧状の開口溝32を持っている。
上記開口溝は、各穴径に対応する基準寸法と穴の種類及び等級に対応した幅の円弧状の開口溝であり、且つ、その開口溝を線対称に配置すると共に、各穴の種類、等級及び公差(寸法許容差と称す)の上限値および下限値寸法の幅を持つ円弧状の開口溝で構成される。
更に、円弧状の開口溝の近傍には、ゲージプレート30を抽出、特定するために、板面に、穴の基準寸法、穴の種類と等級、及び公差(許容寸法差)を記している。
また、下限値、上限値の判別を容易にするために、上限値記号(L),下限値記号(S)を記している。
【0029】
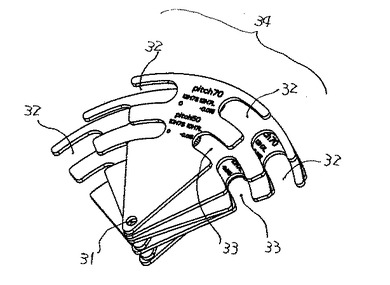
ゲージプレート30は任意に選定した穴径に対応する基準寸法と軸の種類及び等級に対応した幅の円弧状の開口溝をもつものである、図10に示すように、このゲージプレート30の集合体からなるゲージプレートブロック34で構成されている。
このような構成にすることにより、
種々の公差ピン20と種々のゲージプレート30の組合せに対して発生する
すきまを計測することができる。と共に誤抽出などの弊害を最小限に抑えながら公差選定の技術習得を可能にしている。
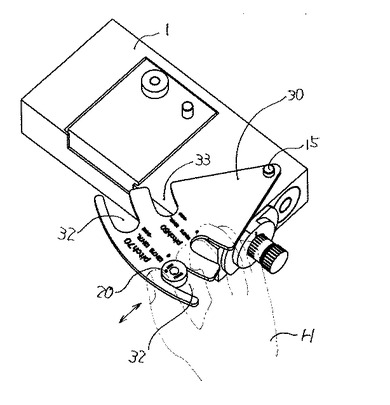
【0030】
更に、図11に示すように、公差ピン20を手に持ち、公差ピン20をゲージプレート30の開口溝に嵌合させた状態にし、開口溝の幅方向に動かしてみることにより、計測数値のみならず、実際に発生するすきまを体験的に実感することができる。
したがって、各種公差の組合せに基づく体験の積み重ねにより、公差選定(適切な寸法公差の組み合わせ)の技術習得が容易となる。
【0031】
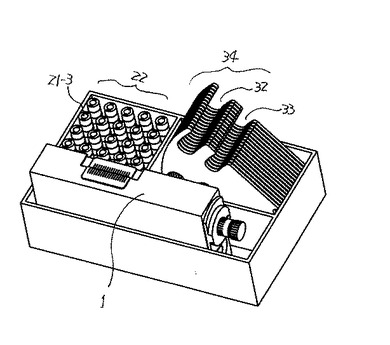
図8に示すごとく、ゲージプレート30に更に、第2円弧状の開口溝33を設けると共に、更に、図4に示すように、調整台2にも第2位置決用ピン17を設けることにより、選択的に複数の公差ピン20を直立させる構造にすることで、ゲージプレート30の枚数の縮減が可能となり、公差測定器具をコンパクトにすることができる。
従って、図12に示すように、公差測定器具ユニットとして、机上で公差問題の技術を習得するためにコンパクトにすることが可能である。
【0032】
図5に回転目盛を示す。
すきまの計測方法をノギス方式からマイクロメータ方式にしたものである。
回転目盛10は、マイクロメータと同様に円筒形の外周面に等間隔に目盛が付されていて、1箇所に0点記号が付されているものである。更に、図3に示すように、この回転目盛10は、調整ネジ杆4にゴムブッシュ11を介して一定空隙を保持する様に弾性的に取付けられている。従って、通常使用では、回転位置を保持するが、多少力を加えれば、回転位置を回動することが可能となり、ゼロ調整を容易に行うことができる。ゼロ調整とは、回転目盛の0点をゲージ台または押えカバー8に付された0点基準目盛に合わせることである。
而して、調整台2の移動量を回転目盛10で正確に計測できることができる。即ち、すきまを回転目盛でより精度よく計測することができる。
【0033】
次に本発明に係る公差測定器具の使用手順を説明する。
先ず、対応する軸径と穴径の公差を選定する手順について述べる。
設計対象である機械装置の使用目的から必要な仕様を決める。公差については、教科書等に述られているなかから軸穴組合せ公差を選定する。
【0034】
先ず、すきまの計測準備段階について述べる。
(1)先ず、その選定条件に対応する公差ピンの上限値のものと、対応するゲージプレートを選び出す。
(2)次に、ゲージ台の初期調整として、回転つまみを回動し、主尺部と副尺部のゼロ調整を行う。
ゼロ調整とは、主尺の0点と副尺の0点を一致させるように回転つまみを回動して調整台を軸線x方向に進退することで達成することができる。
(3)更に、公差ピンを調整台の位置決用ピンに嵌合挿入する。
続いて、ゲージプレートをゲージ台の受子に嵌合挿入する。
【0035】
次に、すきまの計測手順について述べる。
(4)ゲージプレートを軸sを中心にして反時計方向に回動し、寸法公差の下限値の開口溝幅部を公差ピンに噛み合わせる。
(5)ゲージプレートの開口溝の奥端部を、公差ピンの外径部に密着させる。
(6)次に、回転つまみを回動し、調整台を軸線x方向へ進行させる。回転つまみが回転できなくなった点で、副尺部の目盛よりノギスの原理を利用して(以後副尺部にてと称す)調整台の移動量を計測する。
この計測値をプラスすきま1とする。
(7)更に、回転つまみを逆転し、調整台を軸線x方向へ後退させて回転つまみが回転できなくなった点で、副尺部にて調整台の移動量を計測する。
この計測値をマイナスすきま1とする。
而して、その2計測値(プラスすきま1、マイナスすきま1)の合計値をすきま1とする。
【0036】
(8)続いて、ゲージプレートを反転(軸sを中心にして時計方向)回動し、寸法公差の上限値の開口溝部の奥端部を公差ピンの外径部に密着させる。
(9) 工程(6)と(7)にてすきまの測定を行う。
そこで得られたプラスすきま2とマイナスすきま2の合計値をすきま2とする。
【0037】
(10)次に、先の公差ピンに対応した下限値の公差ピンを選定し、調整台の位置決用ピンに嵌合挿入する。
(11) 工程(4)〜(9)にてすきまの測定を行う。
従って、すきま3とすきま4を得る。
(12) 工程(1)〜(11)により、4種類のすきまが計測される。
この計測されたすきまは選定した公差により発生するものであり、
最小すきま(すきま1)と最大すきま(すきま4)から公差の妥当性を判断することが必要となる。
【0038】
判断基準については、一般的に、下記に示す運用がなされている。即ち、
・企業には、社内基準としての判定方法を持つところもあるので、その基準に従えばよい
・基準を持たないところでは、実績と経験を基に判断すべきものである。
・教育の場においては、教科書などに記載されたものを基準に判断すればよい、
但し、計測値、及びすきまの実感を体験的に知識としてデータベース化して
おくことが必要である。
・共通事項として、判定基準を満足できない場合には、機械装置の使用条件から、
公差の選定をやり直し、上記工程(1)〜(12)を満足するまで繰り返すことである。
【0039】
尚、本判定の前提として
円筒度、真円度、表面粗さ、及び材料、温度による影響は除外した。
また、特殊例の一つとして、圧入公差問題があるが、一般的な書籍に記載されている公差を採用しても必ずしも寸法的には、圧入とはならない。そのためにはいかなる対策を立てるべきかを経験的に実感しながら技術を習得することが必要である。
即ち、公差をシビアにすれば、圧入困難、さらには材料応力過大などの問題もある。
本発明の公差測定器具では体感できないが、感覚的に理解できることが予測される。
【0040】
次に、軸穴ピッチ公差を求める手順について述べる。
先に、軸径と穴径の公差を求めたが、係る際に設定した公差ピンの最大値とゲージプレートの最小溝幅のときに求めたプラスすきまが、ピッチ公差のプラス最大公差となる。
更に、係る際に設定した公差ピンの最大値とゲージプレートの最小溝幅のときに求めたマイナスすきまが、ピッチ公差のマイナス最大公差となる。
【0041】
次に、設計図面の記載公差について、その正当性を確認及び修正する手順について述べる。
軸穴ピッチ公差の計測準備段階は
(1)その選定条件に対応する公差ピンの上限値のものと、対応するゲージプレートを選び出す。
(2)ゲージ台の初期調整として,回転つまみを回動し、主尺部と副尺部のゼロ
調整を行う。
回転目盛がある場合には、回転目盛をもって多少力をいれて、回転目盛の0点と、ゲージ台又は、押えカバーの0点基準目盛12を一致させる。
(3)公差ピンを調整台の位置決用ピンに嵌合挿入する。
(4)次に、ゲージプレートをゲージ台の受子に嵌合挿入する。
(5)回転つまみを回動し、調整台を軸線x方向に進行させて、副尺部にて調整台の移動量を計測しながら、その移動量が、図面のピッチプラス公差に一致するように合わせる。
(6)次に、ゲージプレートを反転(軸sを中心に反時計方向)回動し、寸法公差の下限値の開口溝部の奥端部を公差ピンの外径部に密着させる。
(7)調整台の移動量を副尺部にて計測し、工程(5)で設定した移動量と一致していれば、プラス公差は満足している。
但し、一致していなければ、その計測値が、プラス公差の限界値となる。
図面公差は誤りと判断できる。
また、回転目盛がある場合には、回転つまみを回動して、係る際に設定した図面のピッチ公差になる点まで、調整台を後退させ、そのときの回転目盛値が、図面公差のオーバー値を示している。
従って、図面のピッチ公差から、このオーバー値を減算したものが、プラス公差の限界値となる。
【0042】
次に、マイナス公差を求める手順について述べる。
(8) 工程(2)〜工程(7)まで実施し、工程(5)で設定した移動量と一致していればマイナス公差は満足している。
但し、一致していなければ、その計測値が、マイナス公差の限界値となる。
図面公差は誤りである。
また、回転目盛がある場合には、回転つまみを回動して、係る際に設定した図面のピッチ公差になる点まで、調整台を進行させ、そのときの回転目盛値が、図面公差のオーバー値を示している。
従って、図面のピッチ公差から、このオーバー値を減算したものが、マイナス公差の限界値となる。
以上により、公差の限界値が求められることとなる。
【符号の説明】
【0043】
1・・・ゲージ台
2・・・調整台
3・・・ガイドレール軸
4・・・調整ネジ杆
5・・・滑動ナット
6・・・バネ
7・・・弾性体
8・・・押えカバー
9・・・回転つまみ
10・・・回転目盛
11・・・ゴムブッシュ
12・・・0点基準目盛
13・・・スペーサ
14・・・微調整ネジ
15・・・受子
16・・・位置決めピン
17・・・第2位置決めピン
18・・・主尺部
19・・・副尺部
20・・・公差ピン
21・・・公差ピンセット
22・・・公差ピンブロック
30・・・ゲージプレート
31・・・穴部
32・・・円弧状の開口溝
33・・・第2円弧状の開口溝
34・・・ゲージプレートブロック
【技術分野】
【0001】
本発明は、機械設計における寸法公差のすきまを調べる公差測定器具とその公差測定器具を用いた寸法公差のすきまに関する体験的学習方法、及び実技教育方法に関するものである。
【背景技術】
【0002】
一般的には、設計者が各種機械装置を設計するには、さまざまな設計条件を決定することが必要である。その一つに公差の決定がある。各種機械装置の機能を達成するためには適切な寸法公差の組み合わせが必要である。ところが、昨今の設計者及び技術者の多くは、部品を自ら組立てる作業を行わないことが多く、公差に対する関心が低いために公差に関する理解が不足している場合がある。
そのため、機械関係の設計者及び技術者に、公差に関する重要性とその内容を十分に理解させ、その上で各種機械装置の設計や製造を行わせることが求められている。
【0003】
一方、CAD装置などを利用して機械設計を行う場合、解析機能を持つものなどもあるが、寸法関係に限定した場合、寸法は絶対的なものとして扱われるが、実際上は、機械加工公差内の精度の製品しかできないという問題があり、ここにおいて、機械設計の一つの課題が発生する。
即ち、実際に発生する加工公差に対して、設計寸法を考慮することが必要となるのである。
【0004】
従来より、設計者や技術者は、公差について教科書や専門書で学習しているが、教科書などに書かれている図や文章だけでは理解することは困難である。特に初心者にとっては難解であることから、教材器具などを使用した体験的な学習方法が有効である。
【0005】
この公差問題を、体験的に実感しながら各種機械装置及びその部品の機械設計技術の習得ができれば、量産工程や市場にて品質トラブルを最小限に抑えることが可能となる。また、生産性の向上が図れることとなり、産業上において有益なものとなるのである。
その一助として、教育機材としての公差測定器具を提供しようとするものである。
【先行技術文献】
【非特許文献】
【0006】
【非特許文献1】JISB0024 製図公差方式の基本原則
【非特許文献2】JISB0401−1 寸法公差及びはめあいの方式 第1部:公差、寸法公差およびはめあいの基礎
【非特許文献3】JISB0401−1 寸法公差及びはめあいの方式 第2部:穴及び軸の公差等級並びに寸法許容差の表
【非特許文献4】機械実用便覧:発行 日本機械学会 機械の要素の章:機械製図の寸法公差及びはめあい
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、使いやすく、コンパクトで、机上で手軽に公差を計測し、機能確認しながら体験的に理解を深めるための公差測定器具を提供するものである。
【課題を解決するための手段】
【0008】
本発明は、ゲージ台と、このゲージ台に一方向に弾圧されると共に水平方向に進退する調整ネジ杆の一端に螺合され、而も弾性体にて一方向に弾圧された滑動ナットと、この滑動ナットに螺合して進退自在に備えられた調整ネジ杆と、この調整ネジ杆の進行に対してバネにて反発するように弾圧された調整台と、更に任意の基準寸法に選定した複数本の中から、その設計所望に適合した1本を抽出して前記調整台に直立して取付けられた公差ピンと、この公差ピンに適合する任意の基準寸法に選定した円弧状の開口溝を有する複数枚の中から、その設計所望に適合した1枚を抽出し、前記ゲージ台の受子に嵌合し、且つ回転自在に軸支持されるゲージプレートと、前記ゲージ台に主尺部を有すると共に、前記調整台に、主尺部に対向する位置に副尺部を有することを特徴とする公差測定器具。
【0009】
また本発明は、前記公差ピンは任意の基準寸法における各公差の上限値と下限値に対応した公差ピンよりなると共に、各基準寸法の公差ピンの集合よりなる。更に、前記ゲージプレートは、任意の基準寸法における各公差の上限値と下限値に対応した円弧状の開口溝をもつ、更にこの開口溝を線対称に配置したものよりなると共に、各基準寸法のゲージプレートの集合よりなることを特徴とする請求項1記載の公差測定器具。
【0010】
また本発明は、前記調整台は公差ピンを直立に取り付けるための位置決用ピンを複数にすると共に、公差ピンの取り付けピッチに対応して、ゲージプレートの円弧状の開口溝を複数にしたことを特徴とするものである。
【0011】
更に本発明は、前記調整ネジ杆に一定空隙を保持する様弾性的に取り付けた回転目盛を有すると共に、ゲージ台又は押えカバーに付された0点基準目盛を有することを特徴とするものである。
【発明の効果】
【0012】
(1)請求項1により、調整台はバネ並びに弾性体で弾圧されているので、ネジのガタはなくなる。所謂バックラッシュはなくなると共に、調整台の公差ピンにゲージプレートがかみ合う時に過大な力の発生を防止できるので機器を破損から防止できると共に、公差ピンとゲージプレート間に発生するすきまを調整ネジ杆により調整台を進退させることにより、主尺部と副尺部からノギスと同様の計測方法により計測することができる。
【0013】
従って、すきまに基づく公差問題を、体験的に実感しながら各種機械装置及びその部品の機械設計技術の習得ができれば、量産工程や市場にて品質トラブルを最小限に抑えることが可能となる。また、生産性の向上が図れることとなり、産業上において有益なものとなるのである。
【0014】
(2)請求項2により、種々の公差ピンと種々のゲージプレートの組合せに対して発生するすきまを計測することができる。従って、公差選定(適切な寸法公差の組み合わせ)の技術習得が容易となる。
更に、計測数値のみならず、実際に発生するすきまを体験的に学習することができる。
【0015】
(3)請求項3により、調整台に選択的に公差ピンを取付けることができるようにし、ゲージプレートの開口溝を選択的に活用できるようにしたことで、ゲージプレートの開口溝の複数化、例えば、2種とすれば、ゲージプレートの枚数を半減できることにより、コンパクトな公差測定器具となる。
【0016】
(4)請求項4により、調整ネジ杆で調整台を進退させた移動量をマイクロメータと同様の計測方法にすることにより、主尺部と副尺部で得られる計測精度よりも更に精度の高い計測値を得ることができる。
【図面の簡単な説明】
【0017】
【図1】公差測定器具の全体構成を示す斜視図
【図2】ゲージ台部の構成図
【図3】滑動ナット部の詳細構成図
【図4】ゲージ台部の平面断面図
【図5】ゲージ台部の正面図
【図6】公差ピンセットの代表構成図
【図7】統合した公差ピンセットの代表構成図
【図8】公差ピンブロックの代表構成図
【図9】ゲージプレートの代表構成図
【図10】ゲージプレートのブロック代表構成図
【図11】公差測定器具の操作図
【図12】公差測定器具のユニット図
【発明を実施するための形態】
【0018】
以下本発明を実施例として掲げた図面に基づいて説明すると、図1は本発明に係る公差測定器具の斜視図を示し、直方体形状のゲージ台1の上面には、任意の基準寸法に選定した円弧状の開口溝を有する複数のゲージプレート30から、その設計所望に適合した1枚を抽出し、前記ゲージ台の軸線x上に配置した受子15にて軸支持されると共に、このゲージプレート30は軸sに対して反時計方向及び時計方向に回転自在に取付けられている。更に、このゲージ台1には、軸線x方向に進退自在に摺動する調整台2を装備している。
【0019】
この調整台2はゲージ台1に装備した調整ネジ杆4の回転つまみ9を回動することにより軸線x方向に進退自在に摺動させることができる。更に調整台2の軸線x上に配置された位置決用ピン16に任意の基準寸法に選定した複数の公差ピン20の中から設計所望に適合した1本を抽出し、前記調整台に直立して取付けられる。
尚、この公差ピン20は着脱自在となっている。
【0020】
更に、ゲージ台1に主尺部18を、且つ、調整台2に副尺部19を夫々有し、ノギスと同様の方法にて調整台2の移動量を計測することができる構成となっている。
【0021】
更に、図2に基づいて構造詳細を具体的に説明する。ゲージ台1の軸線x上にガイドレール軸3を配置すると共に、調整台2を、このガイドレール軸3に係合させることにより、調整台2は、ゲージ台1に、平行に且つ水平に摺動する。
【0022】
上記調整ネジ杆4は、軸線xと平行に配置すると共に、非回転で摺動する滑動ナット5に螺合し、この滑動ナット5は弾性体7を介しゲージ台1に弾圧されている。
即ち、図3に示すように、滑動ナット5は押えカバー8により、弾性体7を介してゲージ台2に弾圧されている。
更に、調整台2は、バネ6により調整ネジ杆4に弾圧される構造になっているので、調整ネジ杆4に係るバックラッシュの発生を防止している。
【0023】
また、図4、図5に示すように、副尺部19のゼロ調整のために、調整ネジ杆4の同一軸線上に、調整台2の中に、スペーサ13と微調整ネジ14を配列し、微調整ネジ14の進退により、調整台2を軸線x方向に進退させることで副尺部19の0点と主尺部18の0点を一致させるようにすることができる構成とした。
【0024】
図6は本発明の公差ピン20の代表例を示す斜視図である。 公差ピン20は各軸径に対応する基準寸法と軸の種類及び等級に対応したもので、且つ、各軸の種類、等級の公差(寸法許容差と称す)の上限値および下限値寸法の公差ピン20を公差ピンセットとし、更に公差ピンセットの集合体からなる公差ピンブロックで構成されている。
更に、公差ピン20は、軸芯部に、位置決用ピン16に嵌合挿入する穴部を持つ、従って、調整台2に直立して取り付けることができるようになっている。
また、公差ピン20を抽出、特定するために、円板面に、軸の基準寸法、軸の種類と等級、及び公差(許容寸法差と称す)を記している。
また、上限値と下限値の判別を容易にするために、上限値記号(L),下限値記号(S)を記している。更に、色分けすることも考えられる。
【0025】
更に、図6について詳細に述べると、公差ピン10−1は、その円板面に、軸の基準寸法の10、軸の種類のh、等級の7、更に上限値記号(L)及び公差(許容寸法と称す)の上限値の0を記している。また公差ピン10−2は、その円板面に、軸の基準寸法の10、軸の種類のh、等級の7、更に下限値記号(S)及び公差(許容寸法と称す)の下限値の数値を記している。
公差ピン10−3は、その円板面に、軸の基準寸法の10、軸の種類のh、等級の8、更に上限値記号(L)及び公差(許容寸法と称す)の上限値の0を記している。また公差ピン10−4は、その円板面に、軸の基準寸法の10、軸の種類のh、等級の8、更に下限値記号(S)及び公差(許容寸法と称す)の下限値の数値を記している。
前記軸の基準寸法の10、軸の種類のh、等級の7が上限値の公差ピン10−1と下限値の公差ピン10−2をセットにしたものを公差ピンセット21−1、更に軸の基準寸法の10、軸の種類のh、等級の8が上限値の公差ピン10−3と下限値の公差ピン10−4をセットにしたものを公差ピンセット21−2として示した。
【0026】
また、図7に示すように、軸の基準寸法と軸の種類が同じならば、等級に関係なく公差(寸法許容差と称す)の上限値または下限値は同一の場合が多い。
図6に示す軸の基準寸法が10、軸の種類がh、等級が7の上限値の公差ピン10−1は、図6に示す軸の基準寸法が10、軸の種類がh、等級が8の上限値の公差ピン10−3の上限値公差は共に0なので、共通化できる。従って、公差ピン10−1と公差ピン10−3を統合し、公差ピン10−1として円板面には、軸の基準寸法の10、軸の種類のh、等級の7/8、更に上限値記号(L)を記している。
従って、軸の基準寸法と軸の種類による統合した公差ピンセット21−3にすることにより、公差ピンの個数を縮減することができる。更に、等級による公差の上限値または下限値の同一の範囲を±0.002mm以下ならば誤差の許容範囲内とすると統合化が容易となり、更に公差ピンの縮減が可能になる。従って、公差ピンブロック22をコンパクトにできるので、公差測定器具をコンパクトにまとめることができる。
【0027】
図8は本発明の公差ピンブロック22の実施例を示すものであり、各種公差ピンセット21の集合で構成されている。その各種公差ピンセット21は各軸径の基準寸法(8/10/12など)と軸の種類(e/g/h/js/mなど)及び等級(6/7/8/9など)に対応したもので、且つ、等級の公差(寸法許容差と称す)の上限値および下限値寸法の公差ピン20をセットとしたものである。
公差ピンセットのゲージ呼称を軸の基準寸法、軸の種類及び等級であらわすと、前記公差ピンセット21−1は、ゲージ呼称10h7となり、公差ピンセット21−2は、ゲージ呼称10h8となり、公差ピンセット21−3は、ゲージ呼称10h7/8となる。
図8に示す公差ピンセット21の具体例は、前記ゲージ呼称であらわすと
公差ピンセット21−4は、ゲージ呼称12e8/9を示している。
公差ピンセット21−5は、ゲージ呼称12g6/7を示している。
公差ピンセット21−6は、ゲージ呼称12h7/8を示している。
公差ピンセット21−7は、ゲージ呼称10e7/8を示している。
公差ピンセット21−8は、ゲージ呼称10g7/8を示している。
公差ピンセット21−9は、ゲージ呼称10h7/8を示している。
公差ピンセット21−10は、ゲージ呼称10js6を示している。
公差ピンセット21−11は、ゲージ呼称10m6を示している。
【0028】
図9は本発明のゲージプレート30の代表例を示す正面図である。
ゲージプレート30は、扇型に形成し、軸芯部に受子15に挿入嵌合する穴部31を持ち、且つ、軸芯部から固定のピッチ上に円弧状の開口溝32を持っている。
上記開口溝は、各穴径に対応する基準寸法と穴の種類及び等級に対応した幅の円弧状の開口溝であり、且つ、その開口溝を線対称に配置すると共に、各穴の種類、等級及び公差(寸法許容差と称す)の上限値および下限値寸法の幅を持つ円弧状の開口溝で構成される。
更に、円弧状の開口溝の近傍には、ゲージプレート30を抽出、特定するために、板面に、穴の基準寸法、穴の種類と等級、及び公差(許容寸法差)を記している。
また、下限値、上限値の判別を容易にするために、上限値記号(L),下限値記号(S)を記している。
【0029】
ゲージプレート30は任意に選定した穴径に対応する基準寸法と軸の種類及び等級に対応した幅の円弧状の開口溝をもつものである、図10に示すように、このゲージプレート30の集合体からなるゲージプレートブロック34で構成されている。
このような構成にすることにより、
種々の公差ピン20と種々のゲージプレート30の組合せに対して発生する
すきまを計測することができる。と共に誤抽出などの弊害を最小限に抑えながら公差選定の技術習得を可能にしている。
【0030】
更に、図11に示すように、公差ピン20を手に持ち、公差ピン20をゲージプレート30の開口溝に嵌合させた状態にし、開口溝の幅方向に動かしてみることにより、計測数値のみならず、実際に発生するすきまを体験的に実感することができる。
したがって、各種公差の組合せに基づく体験の積み重ねにより、公差選定(適切な寸法公差の組み合わせ)の技術習得が容易となる。
【0031】
図8に示すごとく、ゲージプレート30に更に、第2円弧状の開口溝33を設けると共に、更に、図4に示すように、調整台2にも第2位置決用ピン17を設けることにより、選択的に複数の公差ピン20を直立させる構造にすることで、ゲージプレート30の枚数の縮減が可能となり、公差測定器具をコンパクトにすることができる。
従って、図12に示すように、公差測定器具ユニットとして、机上で公差問題の技術を習得するためにコンパクトにすることが可能である。
【0032】
図5に回転目盛を示す。
すきまの計測方法をノギス方式からマイクロメータ方式にしたものである。
回転目盛10は、マイクロメータと同様に円筒形の外周面に等間隔に目盛が付されていて、1箇所に0点記号が付されているものである。更に、図3に示すように、この回転目盛10は、調整ネジ杆4にゴムブッシュ11を介して一定空隙を保持する様に弾性的に取付けられている。従って、通常使用では、回転位置を保持するが、多少力を加えれば、回転位置を回動することが可能となり、ゼロ調整を容易に行うことができる。ゼロ調整とは、回転目盛の0点をゲージ台または押えカバー8に付された0点基準目盛に合わせることである。
而して、調整台2の移動量を回転目盛10で正確に計測できることができる。即ち、すきまを回転目盛でより精度よく計測することができる。
【0033】
次に本発明に係る公差測定器具の使用手順を説明する。
先ず、対応する軸径と穴径の公差を選定する手順について述べる。
設計対象である機械装置の使用目的から必要な仕様を決める。公差については、教科書等に述られているなかから軸穴組合せ公差を選定する。
【0034】
先ず、すきまの計測準備段階について述べる。
(1)先ず、その選定条件に対応する公差ピンの上限値のものと、対応するゲージプレートを選び出す。
(2)次に、ゲージ台の初期調整として、回転つまみを回動し、主尺部と副尺部のゼロ調整を行う。
ゼロ調整とは、主尺の0点と副尺の0点を一致させるように回転つまみを回動して調整台を軸線x方向に進退することで達成することができる。
(3)更に、公差ピンを調整台の位置決用ピンに嵌合挿入する。
続いて、ゲージプレートをゲージ台の受子に嵌合挿入する。
【0035】
次に、すきまの計測手順について述べる。
(4)ゲージプレートを軸sを中心にして反時計方向に回動し、寸法公差の下限値の開口溝幅部を公差ピンに噛み合わせる。
(5)ゲージプレートの開口溝の奥端部を、公差ピンの外径部に密着させる。
(6)次に、回転つまみを回動し、調整台を軸線x方向へ進行させる。回転つまみが回転できなくなった点で、副尺部の目盛よりノギスの原理を利用して(以後副尺部にてと称す)調整台の移動量を計測する。
この計測値をプラスすきま1とする。
(7)更に、回転つまみを逆転し、調整台を軸線x方向へ後退させて回転つまみが回転できなくなった点で、副尺部にて調整台の移動量を計測する。
この計測値をマイナスすきま1とする。
而して、その2計測値(プラスすきま1、マイナスすきま1)の合計値をすきま1とする。
【0036】
(8)続いて、ゲージプレートを反転(軸sを中心にして時計方向)回動し、寸法公差の上限値の開口溝部の奥端部を公差ピンの外径部に密着させる。
(9) 工程(6)と(7)にてすきまの測定を行う。
そこで得られたプラスすきま2とマイナスすきま2の合計値をすきま2とする。
【0037】
(10)次に、先の公差ピンに対応した下限値の公差ピンを選定し、調整台の位置決用ピンに嵌合挿入する。
(11) 工程(4)〜(9)にてすきまの測定を行う。
従って、すきま3とすきま4を得る。
(12) 工程(1)〜(11)により、4種類のすきまが計測される。
この計測されたすきまは選定した公差により発生するものであり、
最小すきま(すきま1)と最大すきま(すきま4)から公差の妥当性を判断することが必要となる。
【0038】
判断基準については、一般的に、下記に示す運用がなされている。即ち、
・企業には、社内基準としての判定方法を持つところもあるので、その基準に従えばよい
・基準を持たないところでは、実績と経験を基に判断すべきものである。
・教育の場においては、教科書などに記載されたものを基準に判断すればよい、
但し、計測値、及びすきまの実感を体験的に知識としてデータベース化して
おくことが必要である。
・共通事項として、判定基準を満足できない場合には、機械装置の使用条件から、
公差の選定をやり直し、上記工程(1)〜(12)を満足するまで繰り返すことである。
【0039】
尚、本判定の前提として
円筒度、真円度、表面粗さ、及び材料、温度による影響は除外した。
また、特殊例の一つとして、圧入公差問題があるが、一般的な書籍に記載されている公差を採用しても必ずしも寸法的には、圧入とはならない。そのためにはいかなる対策を立てるべきかを経験的に実感しながら技術を習得することが必要である。
即ち、公差をシビアにすれば、圧入困難、さらには材料応力過大などの問題もある。
本発明の公差測定器具では体感できないが、感覚的に理解できることが予測される。
【0040】
次に、軸穴ピッチ公差を求める手順について述べる。
先に、軸径と穴径の公差を求めたが、係る際に設定した公差ピンの最大値とゲージプレートの最小溝幅のときに求めたプラスすきまが、ピッチ公差のプラス最大公差となる。
更に、係る際に設定した公差ピンの最大値とゲージプレートの最小溝幅のときに求めたマイナスすきまが、ピッチ公差のマイナス最大公差となる。
【0041】
次に、設計図面の記載公差について、その正当性を確認及び修正する手順について述べる。
軸穴ピッチ公差の計測準備段階は
(1)その選定条件に対応する公差ピンの上限値のものと、対応するゲージプレートを選び出す。
(2)ゲージ台の初期調整として,回転つまみを回動し、主尺部と副尺部のゼロ
調整を行う。
回転目盛がある場合には、回転目盛をもって多少力をいれて、回転目盛の0点と、ゲージ台又は、押えカバーの0点基準目盛12を一致させる。
(3)公差ピンを調整台の位置決用ピンに嵌合挿入する。
(4)次に、ゲージプレートをゲージ台の受子に嵌合挿入する。
(5)回転つまみを回動し、調整台を軸線x方向に進行させて、副尺部にて調整台の移動量を計測しながら、その移動量が、図面のピッチプラス公差に一致するように合わせる。
(6)次に、ゲージプレートを反転(軸sを中心に反時計方向)回動し、寸法公差の下限値の開口溝部の奥端部を公差ピンの外径部に密着させる。
(7)調整台の移動量を副尺部にて計測し、工程(5)で設定した移動量と一致していれば、プラス公差は満足している。
但し、一致していなければ、その計測値が、プラス公差の限界値となる。
図面公差は誤りと判断できる。
また、回転目盛がある場合には、回転つまみを回動して、係る際に設定した図面のピッチ公差になる点まで、調整台を後退させ、そのときの回転目盛値が、図面公差のオーバー値を示している。
従って、図面のピッチ公差から、このオーバー値を減算したものが、プラス公差の限界値となる。
【0042】
次に、マイナス公差を求める手順について述べる。
(8) 工程(2)〜工程(7)まで実施し、工程(5)で設定した移動量と一致していればマイナス公差は満足している。
但し、一致していなければ、その計測値が、マイナス公差の限界値となる。
図面公差は誤りである。
また、回転目盛がある場合には、回転つまみを回動して、係る際に設定した図面のピッチ公差になる点まで、調整台を進行させ、そのときの回転目盛値が、図面公差のオーバー値を示している。
従って、図面のピッチ公差から、このオーバー値を減算したものが、マイナス公差の限界値となる。
以上により、公差の限界値が求められることとなる。
【符号の説明】
【0043】
1・・・ゲージ台
2・・・調整台
3・・・ガイドレール軸
4・・・調整ネジ杆
5・・・滑動ナット
6・・・バネ
7・・・弾性体
8・・・押えカバー
9・・・回転つまみ
10・・・回転目盛
11・・・ゴムブッシュ
12・・・0点基準目盛
13・・・スペーサ
14・・・微調整ネジ
15・・・受子
16・・・位置決めピン
17・・・第2位置決めピン
18・・・主尺部
19・・・副尺部
20・・・公差ピン
21・・・公差ピンセット
22・・・公差ピンブロック
30・・・ゲージプレート
31・・・穴部
32・・・円弧状の開口溝
33・・・第2円弧状の開口溝
34・・・ゲージプレートブロック
【特許請求の範囲】
【請求項1】
ゲージ台と、このゲージ台に一方向に弾圧されると共に水平方向に進退する調整ネジ杆の一端に螺合され、而も弾性体にて一方向に弾圧された滑動ナットと、この滑動ナットに螺合して進退自在に備えられた調整ネジ杆と、この調整ネジ杆の進行に対してバネにて反発するように弾圧された調整台と、更に任意の基準寸法に選定した複数本の中から、その設計所望に適合した1本を抽出して前記調整台に直立して取付けられた公差ピンとこの公差ピンに適合する任意の基準寸法に選定した円弧状の開口溝を有する複数枚の中から、その設計所望に適合した1枚を抽出し、前記ゲージ台の受子に嵌合し、且つ回転自在に軸支持されるゲージプレートと、前記ゲージ台に主尺部を有すると共に、前記調整台に、主尺部に対向する位置に副尺部を有することを特徴とする公差測定器具。
【請求項2】
前記公差ピンは任意の基準寸法における各公差の上限値と下限値に対応した公差ピンよりなると共に、各基準寸法の公差ピンの集合よりなる。更に、前記ゲージプレートは、任意の基準寸法における各公差の上限値と下限値に対応した円弧状の開口溝をもつ、更にこの開口溝を線対称に配置したものよりなると共に、各基準寸法のゲージプレートの集合よりなることを特徴とする請求項1記載の公差測定器具。
【請求項3】
前記調整台は公差ピンを直立に取り付けるための位置決用ピンを複数にすると共に、公差ピンの取り付けピッチに対応して、ゲージプレートの円弧状の開口溝を複数にしたことを特徴とする請求項1記載の公差測定器具。
【請求項4】
前記調整ネジ杆は一定空隙を保持する様弾性的に取り付けた回転目盛を有すると共に、ゲージ台又は押えカバーに付された0点基準目盛を有することを特徴とする請求項1記載の公差測定器具。
【請求項1】
ゲージ台と、このゲージ台に一方向に弾圧されると共に水平方向に進退する調整ネジ杆の一端に螺合され、而も弾性体にて一方向に弾圧された滑動ナットと、この滑動ナットに螺合して進退自在に備えられた調整ネジ杆と、この調整ネジ杆の進行に対してバネにて反発するように弾圧された調整台と、更に任意の基準寸法に選定した複数本の中から、その設計所望に適合した1本を抽出して前記調整台に直立して取付けられた公差ピンとこの公差ピンに適合する任意の基準寸法に選定した円弧状の開口溝を有する複数枚の中から、その設計所望に適合した1枚を抽出し、前記ゲージ台の受子に嵌合し、且つ回転自在に軸支持されるゲージプレートと、前記ゲージ台に主尺部を有すると共に、前記調整台に、主尺部に対向する位置に副尺部を有することを特徴とする公差測定器具。
【請求項2】
前記公差ピンは任意の基準寸法における各公差の上限値と下限値に対応した公差ピンよりなると共に、各基準寸法の公差ピンの集合よりなる。更に、前記ゲージプレートは、任意の基準寸法における各公差の上限値と下限値に対応した円弧状の開口溝をもつ、更にこの開口溝を線対称に配置したものよりなると共に、各基準寸法のゲージプレートの集合よりなることを特徴とする請求項1記載の公差測定器具。
【請求項3】
前記調整台は公差ピンを直立に取り付けるための位置決用ピンを複数にすると共に、公差ピンの取り付けピッチに対応して、ゲージプレートの円弧状の開口溝を複数にしたことを特徴とする請求項1記載の公差測定器具。
【請求項4】
前記調整ネジ杆は一定空隙を保持する様弾性的に取り付けた回転目盛を有すると共に、ゲージ台又は押えカバーに付された0点基準目盛を有することを特徴とする請求項1記載の公差測定器具。
【図1】


【図2】
【図3】

【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2012−237699(P2012−237699A)
【公開日】平成24年12月6日(2012.12.6)
【国際特許分類】
【出願番号】特願2011−107992(P2011−107992)
【出願日】平成23年5月13日(2011.5.13)
【出願人】(711005259)
【Fターム(参考)】
【公開日】平成24年12月6日(2012.12.6)
【国際特許分類】
【出願日】平成23年5月13日(2011.5.13)
【出願人】(711005259)
【Fターム(参考)】
[ Back to top ]