
六方晶フェライト磁性粉末およびその製造方法、磁気記録媒体用磁性粉、ならびに磁気記録媒体
【課題】超高密度記録を達成可能な六方晶フェライト磁性粉末をガラス結晶化法により製造する方法を提供すること。
【解決手段】六方晶フェライト形成成分とガラス形成成分を含む原料混合物を溶融槽内で溶融すること、溶融槽から溶融液を排出し溶融槽下方に設置された回転する一対の圧延ロール間に供給すること、供給された溶融液を圧延ロール間で圧延冷却することにより該ロール間から非晶質体を排出すること、上記非晶質体に加熱処理を施し六方晶フェライト磁性粒子を析出させること、および上記加熱処理により得られた物質から析出した六方晶フェライト磁性粒子を捕集することを含む六方晶フェライト磁性粉末の製造方法。前記圧延ロールは、少なくとも最表層部がヤング率が500GPa以上であってロックウェル硬度が85.0HRA以上である材料からなり、上記最表層部の厚さは5mm以上であり、かつ前記圧延ロールの表面粗さは、0.5μm以下である。
【解決手段】六方晶フェライト形成成分とガラス形成成分を含む原料混合物を溶融槽内で溶融すること、溶融槽から溶融液を排出し溶融槽下方に設置された回転する一対の圧延ロール間に供給すること、供給された溶融液を圧延ロール間で圧延冷却することにより該ロール間から非晶質体を排出すること、上記非晶質体に加熱処理を施し六方晶フェライト磁性粒子を析出させること、および上記加熱処理により得られた物質から析出した六方晶フェライト磁性粒子を捕集することを含む六方晶フェライト磁性粉末の製造方法。前記圧延ロールは、少なくとも最表層部がヤング率が500GPa以上であってロックウェル硬度が85.0HRA以上である材料からなり、上記最表層部の厚さは5mm以上であり、かつ前記圧延ロールの表面粗さは、0.5μm以下である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、六方晶フェライト磁性粉末の製造方法に関するものであり、詳しくは、高密度記録用磁気記録媒体の磁性体として好適な六方晶フェライト磁性粉末の製造方法に関するものである。
更に本発明は、上記方法により得られた六方晶フェライト磁性粉末および磁気記録媒体用磁性粉、ならびに上記六方晶フェライト磁性粉末を含む塗布型磁気記録媒体に関するものである。
【背景技術】
【0002】
従来、高密度記録用磁気記録媒体の磁性層には強磁性金属磁性粉末が主に用いられてきた。強磁性金属磁性粉末は主に鉄を主体とする針状粒子であり、高密度記録のために粒子サイズの微細化、高抗磁力化が追求され各種用途の磁気記録媒体に用いられてきた。
【0003】
記録情報量の増加により、磁気記録媒体には常に高密度記録が要求されている。しかしながら更に高密度記録を達成するためには強磁性金属磁性粉末の改良には限界が見え始めている。これに対し、六方晶フェライト磁性粉末は、抗磁力は永久磁石材料にも用いられた程に大きく、抗磁力の基である磁気異方性は結晶構造に由来するため粒子を微細化しても高抗磁力を維持することができる。更に、六方晶フェライト磁性粉末を磁性層に用いた磁気記録媒体はその垂直成分により高密度特性に優れる。このように六方晶フェライト磁性粉末は高密度化に最適な強磁性体である。
【0004】
六方晶フェライト磁性粉末の製法については、例えば特許文献1および2に、磁気記録用の六方晶フェライト磁性粉末をガラス結晶化法により製造する方法が開示されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平7−201547号公報
【特許文献2】特開2010−24113号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
近年、更なる高密度記録化が進行し記録密度としては1Gbpsi以上が目標とされている。かかる状況下では、六方晶フェライト磁性粉末の磁気特性をよりいっそう向上することが求められる。そのためには、優れた磁気特性を有する六方晶フェライト磁性粉末を製造する方法を見出すことが不可欠である。六方晶フェライト粉末の製法としては、上記ガラス結晶化法以外にも水熱合成法、共沈法等の方法が知られているが、磁気記録媒体用の六方晶フェライトの製法としては、磁気記録媒体に望まれる微粒子適性・単粒子分散適性を有する磁性粉末が得られる、粒度分布が狭い、等の点からガラス結晶化法が優れると言われている。
【0007】
そこで本発明の目的は、超高密度記録を達成可能な六方晶フェライト磁性粉末を、ガラス結晶化法により製造する方法を提供することにある。
【課題を解決するための手段】
【0008】
本願発明者は、上記目的を達成するために鋭意検討を重ねた結果、以下の知見を得た。
上記特許文献1および2には、ガラス結晶化法による六方晶フェライト磁性粉末の製造において、中間体である非晶質の磁化量を制御することが提案されている。特許文献1では、非晶質体の磁化量が2emu/gを超えると、ガラスとしての無秩序な状態の中にミクロな秩序状態が生じているため均一な結晶核の生成が阻害され、それにより得られる六方晶フェライト磁性粉末のSDFr値が大きくなるとの考察がなされている。また、特許文献2では、非晶質体の磁化量(飽和磁化量)を急冷中に析出した結晶量の指標となり得るものであり、非晶質体の飽和磁化量を0.6A・m2/kg以下とすることによりシャープな粒度分布を有する六方晶フェライト磁性粉末が得られると記載されている。即ち、六方晶フェライト磁性粉末を得る際の中間体である非晶質体の飽和磁化量が低いほど、最終的に得られる六方晶フェライト磁性粉末の物理的特性および磁気特性は向上するのである。
この点について本願発明者らは、非晶質体を得る際の溶融液の急冷が不均一であると、非晶質体の飽和磁化量が上がる傾向があり、したがって溶融液を均一に急冷することが優れた特性を有する六方晶フェライト磁性粉末を得るために重要であるとの結論を得るに至った。そこで本願発明者は、非晶質体を均一に急冷するための手段を見出すために更に検討を重ねた結果、溶融液を急冷するために使用する圧延ロール(双ロール)として、少なくとも最表層部が500GPa以上のヤング率かつ85.0HRA以上のロックウェル硬度を有する材料からなり、上記最表層部の厚さが5mm以上であって、その表面粗さが0.5μm以下のものを使用することにより、非晶質体を均一に急冷することができ、更には生産性を高めることが可能になることを見出した。
本発明は、以上の知見に基づき完成された。
【0009】
即ち、上記目的は、下記手段により達成された。
[1]六方晶フェライト形成成分およびガラス形成成分を含む原料混合物を溶融槽内で溶融すること、溶融槽底面に設けた流出口から溶融液を排出し、溶融槽下方に設置された回転する一対の圧延ロール間に供給すること、供給された溶融液を圧延ロール間で圧延冷却することにより該ロール間から非晶質体を排出すること、上記非晶質体に加熱処理を施し六方晶フェライト磁性粒子を析出させること、および上記加熱処理により得られた物質から析出した六方晶フェライト磁性粒子を捕集すること、を含む六方晶フェライト磁性粉末の製造方法であって、
前記圧延ロールは、少なくとも最表層部がヤング率が500GPa以上であってロックウェル硬度が85.0HRA以上である材料からなり、上記最表層部の厚さは5mm以上であり、かつ、前記圧延ロールの表面粗さは、0.5μm以下であることを特徴とする六方晶フェライト磁性粉末の製造方法。
[2]前記圧延ロールのロール間圧力は0.25〜1.5kN/cmである[1]に記載の六方晶フェライト磁性粉末の製造方法。
[3]前記圧延ロールの周速は、10〜40m/secの範囲である[1]または[2]に記載の六方晶フェライト磁性粉末の製造方法。
[4]前記圧延ロールの直径は、10〜50cmの範囲である[1]〜[3]のいずれかに記載の六方晶フェライト磁性粉末の製造方法。
[5]前記ロール間から排出される非晶質体の飽和磁化量は、0.3A・m2/kg以下である[1]〜[4]のいずれかに記載の六方晶フェライト磁性粉末の製造方法。
[6]前記ロール間から、厚み20μm以下の薄片として非晶質体を排出する、[1]〜[5]のいずれかに記載の六方晶フェライト磁性粉末の製造方法。
[7]前記原料混合物は、Fe2O3成分(一部が抗磁力調整成分により置換されていてもよい)を30モル%以上含有する[1]〜[6]のいずれかに記載の六方晶フェライト磁性粉末の製造方法。
[8]前記流出口から、5〜30g/secの流出量で溶融液を排出する[1]〜[7]のいずれかに記載の六方晶フェライト磁性粉末の製造方法。
[9]前記六方晶フェライト磁性粉末は、バリウムフェライト磁性粉末である[1]〜[8]のいずれかに記載の六方晶フェライト磁性粉末の製造方法。
[10][1]〜[9]のいずれかに記載の製造方法により得られた六方晶フェライト磁性粉末。
[11][10]に記載の六方晶フェライト磁性粉末からなる磁気記録媒体用磁性粉。
[12]非磁性支持体上に強磁性粉末と結合剤とを含む磁性層を有する磁気記録媒体であって、
前記強磁性粉末として、[10]に記載の六方晶フェライト磁性粉末を含む磁気記録媒体。
【発明の効果】
【0010】
本発明によれば、超高密度記録用磁気記録媒体に好適な六方晶フェライト磁性粉末を高い生産性をもって提供することができる。
【図面の簡単な説明】
【0011】
【図1】圧延ロール(双ロール)を用いた非晶質化工程の概要を示す説明図である。
【図2】原料混合物組成の一例を示す説明図(三角相図)である。
【図3】本発明において使用可能な圧延ロールの概略図である。
【発明を実施するための形態】
【0012】
[六方晶フェライト磁性粉末の製造方法]
本発明は、六方晶フェライト形成成分およびガラス形成成分を含む原料混合物を溶融槽内で溶融すること、溶融槽底面に設けた流出口から溶融液を排出し、溶融槽下方に設置された回転する一対の圧延ロール(以下、「双ロール」ともいう)間に供給すること、供給された溶融液を圧延ロール間で圧延冷却することにより該ロール間から非晶質体を排出すること、上記非晶質体に加熱処理を施し六方晶フェライト磁性粒子を析出させること、および上記加熱処理により得られた物質から析出した六方晶フェライト磁性粒子を捕集すること、を含む六方晶フェライト磁性粉末の製造方法に関するものであり、前記圧延ロールとして、下記(A)〜(C)を満たす圧延ロールを使用するものである。
(A)少なくとも最表層部がヤング率が500GPa以上であってロックウェル硬度が85.0HRA以上である材料からなる。
(B)上記最表層部の厚さは5mm以上である。
(C)圧延ロールの表面粗さは、0.5μm以下である。
【0013】
本発明の六方晶フェライト磁性粉末の製造方法は、ガラス結晶化法により六方晶フェライト磁性粉末を得るものである。ここで、ガラス結晶化法による六方晶フェライト磁性粉末の製造方法は、一般に以下の工程からなるものである。
(1)六方晶フェライト形成成分(任意に抗磁力調整成分を含む)およびガラス形成成分を含む原料混合物を溶融し、溶融物を得る工程(溶融工程);
(2)溶融物を急冷し非晶質体を得る工程(非晶質化工程);
(3)非晶質体を加熱処理し、六方晶フェライト粒子を析出させる工程(結晶化工程);
(4)加熱処理物から析出した六方晶フェライト磁性粒子を捕集する工程(粒子捕集工程)。
上記工程(2)は、通常、金属製の回転体である単ロールや双ロールを用いた連続急冷法で行われるが、冷却効率等の点から双ロールを使用することが有利である。したがって本発明では、原料混合物の溶融液を回転する一対の圧延ロール(双ロール)間に供給し圧延ロール間で圧延冷却することにより非晶質化工程を行うこととする。この圧延ロールによる非晶質化工程を、図1を参照し説明する。
【0014】
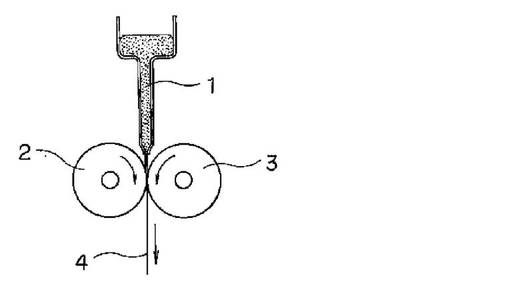
図1は、圧延ロール(双ロール)を用いた非晶質化工程の概要を示す説明図である。非晶質化工程では、溶融槽の底面に設けた流出口から溶融液1を排出し、溶融槽下方に設置された回転する一対の圧延ロール2、3間に供給し、この溶融液を圧延ロール間で圧延冷却する。圧延冷却により溶融液は非晶質化するため、非晶質体4がロール間から排出される。この工程について更に説明すると、温度tA ℃の溶融液1は、矢印で示すように反対方向に回転しつつ互いに圧接されている表面温度tB ℃の2つのローラー2、3の間に導かれる。溶融液1は、ローラー2、3の間で熱を奪われ温度tC ℃になる。このtC が、溶融液が非晶質体となるに足る温度であると溶融液1は固体(非晶質体4)となってローラーの隙間から落下する。このときの急冷の均一性を高めるためには、溶融液の固化物をロール間で薄く延ばすことが望ましい。薄くするほど内部の熱を奪い易く、また内部と外部の冷却差を低減できるからである。そこで本願発明者が溶融液を薄く延ばすために圧延ロールのロール間圧力(ニップ圧ともいう)を高くしたところ、予想に反し、ロール間圧力を上げると急冷が不均一となり得られる非晶質体の飽和磁化量が上がることが明らかとなった。
この理由について本願発明者は、第一にはロール間圧力を上げるとロール表面が変形し、この変形が大きいとロール表面と固化物との接触面積が増加し実効圧力が低下することにあり、第二にはロール間圧力を上げるほど固化物や対向するロールとの接触によりロール表面に傷が生じ易く、傷の部分では圧延冷却が十分に行われないため傷のある部分とない部分で冷却の程度に差が生じることにあると推察した。
そこで本願発明者は第一の理由に対する対策として、ロール最表層部を構成する材料として、ヤング率が500GPa以上の材料を使用することとし、第二の理由に対する対策として、上記材料としてロックウェル硬度85.0HRA以上のものを使用することとした。ヤング率が500GPaに満たない材料では圧延時の変形が大きく、ロックウェル硬度が85.0HRAに満たない材料では耐傷性が低下し圧延時にロール表面に傷が多数発生するからである。
【0015】
更に本願発明者の検討の結果、以下の2点も明らかとなった。
・上記特性を満たす材料により最表層部を構成した圧延ロールであっても、該最表層部の厚さが5mmに満たないものでは耐久性が不十分であり圧延時に傷が多数発生してしまう。したがって上記ヤング率およびロックウェル硬度を有する材料から構成する部分の厚さは5mm以上にする必要がある。
・上記特性および厚さを満たす最表層部を有するロールの表面粗さは0.5μm以下とする必要がある。これは以下の理由による。
ロール表面が粗く表面に凹凸が存在すると、凸部が固化物に食い込みその状態で冷却される結果、非晶質体がロール間に付着しロール間からの非晶質体の排出効率が低下し生産性が低下する。また、凸部が固化物や対向するロールと接触、脱落することによりロール表面に傷が入り易くなる。したがって非晶質体の付着および傷の発生を抑制するためには平滑なロールを使用する必要がある。
【0016】
以上説明したように、本願発明では、前記(A)〜(C)を満たす圧延ロールを使用することにより非晶質体を均一に急冷することを可能とするものである。これにより優れた磁気特性を有する六方晶フェライト磁性粉末を得ることができる。更に上記の通り耐傷性(耐久性)に優れた圧延ロールはロール寿命が長くなるため、かかる圧延ロールによれば生産安定性を高めることもできる。
【0017】
以下、本発明の六方晶フェライト磁性粉末の製造方法について、溶融工程、非晶質化工程、結晶化工程、粒子捕集工程の順に更に詳細に説明する。
【0018】
(1)溶融工程
ガラス結晶化法において使用される原料混合物は、ガラス形成成分と六方晶フェライト形成成分を含むものであり、本発明においても少なくとも上記成分を含む原料混合物を使用する。ガラス形成成分とは、ガラス転移現象を示し非晶質化(ガラス化)し得る成分であり、通常のガラス結晶化法ではB2O3成分が使用される。本発明でもガラス形成成分としてB2O3成分を含む原料混合物を使用することができる。なお、ガラス結晶化法において原料混合物に含まれる各成分は、酸化物として、または溶融等の工程において酸化物に変わり得る各種の塩として存在する。本発明において「B2O3成分」とは、B2O3自体および工程中にB2O3に変わり得るH3BO3等の各種の塩を含むものとする。他の成分についても同様である。また、B2O3成分以外のガラス形成成分としては、例えばSiO2成分、P2O5成分、GeO2成分等を挙げることができる。
【0019】
前記原料混合物に含まれる六方晶フェライト形成成分としては、六方晶フェライト磁性粉末の構成成分となる成分であって、Fe2O3、BaO、SrO、PbO等の金属酸化物が挙げられる。例えば、六方晶フェライト形成成分の主成分としてBaO成分を使用することによりバリウムフェライト磁性粉末を得ることができる。原料混合物中の六方晶フェライト形成成分の含有量は、所望の磁気特性に応じて適宜設定することができる。
【0020】
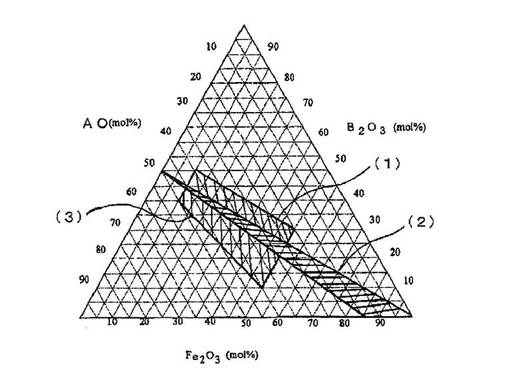
原料混合物の組成は、特に限定されるものではないが、例えば、高い抗磁力Hcおよび飽和磁化σsを達成するために、AO成分(式中、Aは例えばBa、Sr、CaおよびPbから選択された少なくとも1種を表す)、B2O3成分、Fe2O3成分を頂点とする、図2に示す三角相図において、斜線部(1)〜(3)の組成領域内の原料が好ましい。特に、下記のa、b、c、dの4点で囲まれる組成領域内(斜線部(3))にある原料が好ましい。なお前述のようにB2O3成分の一部をSiO2成分、GeO2成分等の他のガラス形成成分と置換することができ、後述するようにFe2O3成分の一部を抗磁力調整のための成分と置換することもできる。
(a)B2O3=44モル%,AO=46モル%,Fe2O3=10モル%
(b)B2O3=40モル%,AO=50モル%,Fe2O3=10モル%
(c)B2O3=21モル%,AO=29モル%,Fe2O3=50モル%
(d)B2O3=10モル%,AO=40モル%,Fe2O3=50モル%
【0021】
ところで六方晶フェライト磁性粉末の板状比は、磁性層において充填率を向上するとともにスタッキングによるノイズ増大を抑制する観点からは小さくすることが好ましい。板状比は、原料混合物中の六方晶フェライト形成成分の割合を上げると小さくなる傾向があるため板状比の小さな六方晶フェライト磁性粉末を得るためには、Fe2O3成分の割合が、例えば30モル%以上の原料混合物を使用することが望ましい(ここでFe2O3成分は、一部が後述する抗磁力調整成分によって置換されていてもよい)。
しかしFe2O3成分の割合が高まるほど原料混合物は硬くなり(溶融液の粘度が上がり)ロール間で固化物を薄く圧延することは難しくなる。このような原料混合物を薄く圧延するためにはロール間圧力を高くすることになるが、先に説明したように従来の圧延ロールでロール間圧力を高くすると非晶質体の均一な冷却が困難となる。これに対し本発明では、前述の通りロール間圧力を高くした場合にも非晶質体を均一に急冷することができる。したがって本発明の製造方法は、六方晶フェライト形成成分の割合が例えば上記範囲であり薄く圧延するためにロール間圧力を高くする必要がある原料混合物から六方晶フェライト磁性粉末を得るための方法として好適である。
【0022】
六方晶フェライト磁性粉末として、抗磁力調整のためFeの一部が他の金属元素によって置換されたものを得ることもできる。置換元素としては、Co−Zn−Nb、Zn−Nb、Co、Zn、Nb、Co−Ti、Co−Ti−Sn、Co−Sn−Nb、Co−Zn−Sn−Nb、Co−Zn−Zr−Nb、Co−Zn−Mn−Nb等が挙げられる。このような六方晶フェライト磁性粉末を得るためには、六方晶フェライト形成成分として、抗磁力調整のための成分を併用すればよい。抗磁力調整成分としては、CoO、ZnO等の2価金属の酸化物成分、TiO2、ZrO2、SnO2、MnO2等の4価金属の酸化物成分、Nb2O5等の5価金属の酸化物成分が挙げられる。上記抗磁力調整成分を使用する場合、その含有量は所望の抗磁力等にあわせて、適宜決定すればよい。
【0023】
上記原料混合物は、各成分を秤量および混合して得ることができる。次いで、前記原料混合物を溶融槽内で溶融し溶融液を得る。溶融温度は原料組成に応じて設定すればよく、通常、1000〜1500℃である。溶融時間は、原料混合物が十分溶融するように適宜設定すればよい。
【0024】
(2)非晶質化工程
次いで、上記工程で得られた溶融液を溶融槽底面に設けた流出口から排出し、溶融槽下方に設置された双ロール間に供給する。ここでの溶融液の流出速度は、生産性と冷却効率を考慮すると5〜30g/sec程度とすることが好ましい。供給された溶融液は双ロール間で圧延冷却され非晶質化される。そして本発明では、上記双ロールとして、前記した(A)〜(C)を満たすものを使用する。
以下、(A)〜(C)について更に詳細に説明する。
【0025】
双ロールとしては、少なくとも最表層部がヤング率が500GPa以上であってロックウェル硬度が85.0HRA以上である材料からなるものを使用するが、最表層部のみが上記材料からなるものであってもよく、最表層部を含む双ロール全体が上記材料からなるものであってもよい。一般に上記材料は重いため、双ロール全体をこれにより構成するとロールが非常に重くなりハンドリング性が低下する。したがってハンドリング性を考慮すると最表層部のみが上記材料からなる双ロールを使用することが好ましい。ただしその場合、最表層部の厚さは前述の通り5mm以上とする。厚さが5mm未満では耐傷性が低下するからである。耐傷性をより一層高めるためには最表層部の厚さは15mm以上であることが好ましく、20mm以上であることがより好ましい。ロール全体の軽量化の観点からは、その厚さは50mm以下であることが好ましい。
また、双ロールの直径はニップ圧を高くするうえでは小さいほど好ましいが、小さいほど単位面積あたりの負荷が増え耐久性が低下するためロール寿命は短くなる。本発明では、ニップ圧と耐久性を両立する観点からは、ロール直径が10〜50cm程度の双ロールを使用することが好ましい。
【0026】
以上説明した最表層部を構成する材料のヤング率は500GPa以上であり、これを下回ると圧延時のロールの変形が大きくなるため非晶質体を均一に冷却することが困難となる。圧延時のロール変形を低減する観点からは、上記ヤング率は530GPa以上であることが好ましく、600GPa以上であることがより好ましい。その上限値は特に限定されるものではないが、入手可能な材料のヤング率を考慮すると、680GPa以下程度である。
【0027】
前記材料のロックウェル硬度は85.0HRA以上であり、これを下回ると傷の発生により非晶質体を均一に急冷することが困難となる。上記ロックウェル硬度は、傷抑制の観点から好ましくは90.0HRAであり、その上限値は特に限定されるものではないが入手可能な材料のロックウェル硬度を考慮すると、96HRA以下程度である。
【0028】
なお本発明において、「ヤング率」とは共振法により測定される値であり、「ロックウェル硬度」とはCIS規格027B 超硬質合金のロックウェルA硬さ試験法に準じる方法で測定される値をいう。測定方法の詳細については、後述の実施例を参照できる。
【0029】
また、先に説明したように圧延ロールの表面粗さは、0.5μm以下とする。ここで上記表面粗さとは、平均表面粗さ(Ra)をいい、例えば東京精密製サーフコムによりカットオフ値0.8mmにて測定される値をいう。測定方法の詳細については、後述の実施例を参照できる。上記表面粗さは、非晶質体の付着を抑制する観点からは、0.25μm以下であることが好ましく、0.1μm以下であることがより好ましい。また、その下限値は、例えば0.001μm程度であるが特に限定されるものではない。
【0030】
前記材料としては、500GPa以上のヤング率および85.0HRA以上のロックウェル硬度を有するものであれば何ら制限なく使用することができるが、加工の容易性を考慮すると、焼結により所望の形状に加工可能な超硬合金が好ましい。超硬合金としては、上記ヤング率およびロックウェル硬度を有するものを市販品として入手可能である。市販品の具体例としては、例えばタンガロイ製D10、20、25、30、40、T11L、T14L、T17L、三菱マテリアル製GTi05、MF07、MF10、MF20、MF30、SF10、TDA15、TF15、HTi10、日本タングステン製G3、G20、G30、G40等を挙げることができる。
【0031】
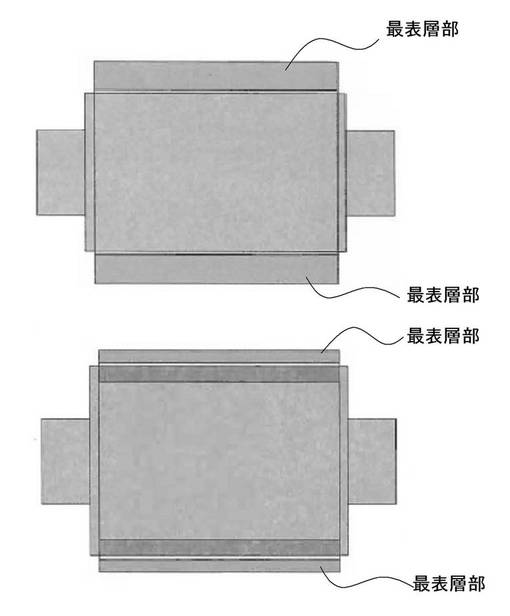
本発明において使用される圧延ロールは、例えば円柱状の鋼材(例えばSUJ2、SUS304、SUS420J、SS材等)からなる軸部材に上記材料からなる筒状体を接合することにより作製することができる。または、軸部材と最表層部との間に他の層を介在させることも可能である。介在させる層としては、軸部材と同材質の鋼材からなる層が好ましい。
上記構成を有する圧延ロールの具体例(断面図)を図3に示す。図3上図は軸部材に筒状体を接合した例であり、図3下図は軸部材と筒状体の間に他の層を介在させた例である。ただし本発明において使用する圧延ロールは、図3に示す構成のものに限定されるものではなく、例えば前述のように全体が上記材料からなる圧延ロールを使用することも可能である。また、圧延ロールとしては内部に水冷機構を有する水冷ロールを使用することも可能である。
また、前述の表面粗さを実現するためにロール表面に研磨処理等の表面平滑化処理を施すこともできる。
【0032】
圧延ロール間での圧延冷却により、溶融液として供給された原料混合物は非晶質化する。前述の通り、このときの急冷の均一性を高めるためには、溶融液の固化物をロール間で薄く延ばすことが望ましい。薄く延ばされて急冷の均一化が達成されたことは、ロール間から排出される非晶質体の厚みによって確認することができる。具体的には、ロール間から厚さ20μm以下の薄片として非晶質体が排出されるように圧延条件を設定することが好ましい。生産性や作業性も考慮すると、ロール周速は、10〜40m/sec、ロール間圧力は0.25〜1.5kN/cmとすることが好ましい。
【0033】
先に説明したように、上記非晶質化工程により得られる非晶質体の飽和磁化量(σs)は、均一な急冷が行われたことの指標となり得るものである。本発明では、前記圧延ロールを使用することにより、例えば0.3A・m2/kg以下、好ましくは0.2A・m2/kg未満の飽和磁化量を有する非晶質体を得ることが可能である。そして非晶質体の飽和磁化量が0.3A・m2/kg以下であれば、最終生成物として高密度記録用磁気記録媒体に使用する磁性体として望ましい特性を有する六方晶フェライト磁性粉末を得ることができる。上記飽和磁化量は、例えば0.001A・m2/kg以上であるが低いほど好ましいため、これに限定されるものではない。
【0034】
(3)結晶化工程
上記急冷後、得られた非晶質体を加熱処理する。この工程により、六方晶フェライト磁性粒子を析出させることができる。上記加熱処理は、急冷により得られた非晶質体を、所定の温度域まで加熱し該温度域に所定時間保持することにより行うことができる。析出させる六方晶フェライト磁性粉末の粒子サイズは、上記加熱温度(以下、「結晶化温度」ともいう)および加熱時間により制御可能であるため、本発明では目的粒子サイズに応じて適切な加熱温度を選択することが好ましい。微粒子状の六方晶フェライト磁性粉末を得るためには、結晶化温度は580〜760℃の範囲とすることが好ましい。上記温度域までの昇温速度は、例えば0.5〜5℃/分であり、上記温度域での保持時間は、例えば0.5〜24時間であり、好ましくは1〜8時間である。
【0035】
(4)粒子捕集工程
上記結晶化工程において加熱処理を施された加熱処理物は、析出した六方晶フェライト磁性粒子とともに、結晶化したガラス成分等の副生成物を含む。したがって結晶化工程後には、加熱処理物から六方晶フェライト磁性粒子を取り出すための粒子捕集工程を行う。副生成物を除去し六方晶フェライト磁性粒子を捕集する処理としては、加熱下酸処理等のガラス結晶化法で一般的に行われる各種処理を用いることができる。この処理により余分な成分を除去した粒子に、必要に応じて水洗、乾燥等の後処理を施すことにより、磁気記録媒体に適用可能な六方晶フェライト磁性粉末を得ることができる。
【0036】
本発明によれば、以上説明した工程により高密度記録用磁気記録媒体の磁性体として望ましい特性を有する六方晶フェライト磁性粉末を得ることができる。六方晶フェライト磁性粉末の粒子サイズとしては、平均板径として、分散性と高密度記録化を両立する観点から、15〜35nmの範囲であることが好ましい。ここで平均板径とは、透過型電子顕微鏡で撮影した写真において500個の粒子を無作為に抽出して測定した板径の平均値とする。また本発明において平均板状比とは、上記のように無作為に抽出した500個の粒子における(板径/板厚)の算術平均とする。本発明により得られる六方晶フェライト磁性粉末の平均板状比は、例えば2〜5程度である。また、得られた六方晶フェライト磁性粉末の粒度分布は、例えば透過型電子顕微鏡で撮影した写真において500個の粒子を無作為に抽出して測定した板径の平均値(平均板径)を求め、これら500個の粒子の板径について標準偏差を求めて平均板径で除した値(粒径変動率)で評価することができる。本発明によれば、上記粒径変動率として25%以下、例えば15〜25%の粒度分布を示す六方晶フェライト磁性粉末を得ることができる。
【0037】
[六方晶フェライト磁性粉末、磁気記録媒体用磁性粉および磁気記録媒体]
更に本発明は、本発明の製造方法により得られた六方晶フェライト磁性粉末に関する。本発明の六方晶フェライト磁性粉末は、高密度記録用磁気記録媒体の磁性体として望ましい特性を発揮することができるため、磁気記録媒体用磁性粉として適用することが好ましい。
したがって本発明によれば、
本発明の六方晶フェライト磁性粉末からなる磁気記録媒体用磁性粉;
非磁性支持体上に強磁性粉末と結合剤とを含む磁性層を有する磁気記録媒体であって、前記強磁性粉末として、本発明の六方晶フェライト磁性粉末を含む磁気記録媒体;
を提供することができる。
【0038】
以下、本発明の六方晶フェライト磁性粉末を磁気記録媒体に適用する態様について、更に詳細に説明する。
【0039】
磁性層
磁性層に使用される六方晶フェライト磁性粉末およびその製造方法の詳細は、前述の通りである。前記磁性層は、六方晶フェライト磁性粉末とともに結合剤を含む。磁性層に含まれる結合剤としては、ポリウレタン樹脂、ポリエステル系樹脂、ポリアミド系樹脂、塩化ビニル系樹脂、スチレン、アクリロニトリル、メチルメタクリレートなどを共重合したアクリル系樹脂、ニトロセルロースなどのセルロース系樹脂、エポキシ樹脂、フェノキシ樹脂、ポリビニルアセタール、ポリビニルブチラールなどのポリビニルアルキラール樹脂などから単独または複数の樹脂を混合して用いることができる。これらの中で好ましいものはポリウレタン樹脂、アクリル系樹脂、セルロース系樹脂、塩化ビニル系樹脂である。これらの樹脂は、後述する非磁性層においても結合剤として使用することができる。以上の結合剤については、特開2010−24113号公報段落[0029]〜[0031]を参照できる。また、上記樹脂とともにポリイソシアネート系硬化剤を使用することも可能である。
【0040】
磁性層には、必要に応じて添加剤を加えることができる。添加剤としては、研磨剤、潤滑剤、分散剤・分散助剤、防黴剤、帯電防止剤、酸化防止剤、溶剤、カーボンブラックなどを挙げることができる。以上説明した添加剤は、所望の性質に応じて市販品を適宜選択して使用することができる。
【0041】
非磁性層
次に非磁性層に関する詳細な内容について説明する。本発明の磁気記録媒体は、非磁性支持体と磁性層との間に非磁性粉末と結合剤を含む非磁性層を有することができる。非磁性層に使用できる非磁性粉末は、無機物質でも有機物質でもよい。また、カーボンブラック等も使用できる。無機物質としては、例えば金属、金属酸化物、金属炭酸塩、金属硫酸塩、金属窒化物、金属炭化物、金属硫化物などが挙げられる。これらの非磁性粉末は、市販品として入手可能であり、公知の方法で製造することもできる。その詳細については、特開2010−24113号公報段落[0036]〜[0039]を参照できる。
【0042】
非磁性層の結合剤、潤滑剤、分散剤、添加剤、溶剤、分散方法その他は、磁性層のそれが適用できる。特に、結合剤量、種類、添加剤、分散剤の添加量、種類に関しては磁性層に関する公知技術が適用できる。また、非磁性層にはカーボンブラックや有機質粉末を添加することも可能である。それらについては、例えば特開2010−24113号公報段落[0040]〜[0042]を参照できる。
【0043】
非磁性支持体
非磁性支持体としては、二軸延伸を行ったポリエチレンテレフタレート、ポリエチレンナフタレート、ポリアミド、ポリアミドイミド、芳香族ポリアミド等の公知のものが挙げられる。これらの中でもポリエチレンテレフタレート、ポリエチレンナフタレート、ポリアミドが好ましい。
これらの支持体はあらかじめコロナ放電、プラズマ処理、易接着処理、熱処理などを行ってもよい。また、本発明に用いることのできる非磁性支持体の表面粗さはカットオフ値0.25mmにおいて中心平均粗さRa3〜10nmが好ましい。
【0044】
層構成
本発明の磁気記録媒体の厚み構成は、非磁性支持体の厚みが、好ましくは3〜80μmである。磁性層の厚みは、用いる磁気ヘッドの飽和磁化量やヘッドギャップ長、記録信号の帯域により最適化されるものであるが、一般には0.01〜0.15μmであり、好ましくは0.02〜0.12μmであり、さらに好ましくは0.03〜0.10μmである。磁性層は少なくとも一層あればよく、磁性層を異なる磁気特性を有する2層以上に分離してもかまわず、公知の重層磁性層に関する構成が適用できる。
【0045】
非磁性層の厚みは、例えば0.1〜3.0μmであり、0.3〜2.0μmであることが好ましく、0.5〜1.5μmであることが更に好ましい。なお、本発明の磁気記録媒体の非磁性層は、実質的に非磁性であればその効果を発揮するものであり、例えば不純物として、あるいは意図的に少量の磁性体を含んでいても、本発明の効果を示すものであり、本発明の磁気記録媒体と実質的に同一の構成とみなすことができる。なお、実質的に同一とは、非磁性層の残留磁束密度が10mT以下または抗磁力が7.96kA/m(100Oe)以下であることを示し、好ましくは残留磁束密度と抗磁力を持たないことを意味する。
【0046】
バックコート層
本発明の磁気記録媒体には、非磁性支持体の磁性層を有する面とは反対の面にバックコート層を設けることもできる。バックコート層には、カーボンブラックと無機粉末が含有されていることが好ましい。バックコート層形成のための結合剤、各種添加剤は、磁性層や非磁性層の処方を適用することができる。バックコート層の厚みは、0.9μm以下が好ましく、0.1〜0.7μmが更に好ましい。
【0047】
製造方法
磁性層、非磁性層またはバックコート層を形成するための塗布液を製造する工程は、通常、少なくとも混練工程、分散工程、およびこれらの工程の前後に必要に応じて設けた混合工程からなる。個々の工程はそれぞれ2段階以上に分かれていてもかまわない。本発明で用いられる強磁性粉末、非磁性粉末、結合剤、カーボンブラック、研磨剤、帯電防止剤、潤滑剤、溶剤などすべての原料はどの工程の最初または途中で添加してもかまわない。また、個々の原料を2つ以上の工程で分割して添加してもかまわない。例えば、ポリウレタンを混練工程、分散工程、分散後の粘度調整のための混合工程で分割して投入してもよい。本発明の目的を達成するためには、従来の公知の製造技術を一部の工程として用いることができる。混練工程ではオープンニーダ、連続ニーダ、加圧ニーダ、エクストルーダなど強い混練力をもつものを使用することが好ましい。これらの混練処理の詳細については特開平1−106338号公報、特開平1−79274号公報に記載されている。また、磁性層塗布液、非磁性層塗布液またはバックコート層塗布液を分散させるには、ガラスビーズを用いることができる。このようなガラスビーズは、高比重の分散メディアであるジルコニアビーズ、チタニアビーズ、スチールビーズが好適である。これら分散メディアの粒径と充填率は最適化して用いられる。分散機は公知のものを使用することができる。磁気記録媒体の製造方法の詳細については、例えば特開2010−24113号公報段落[0051]〜[0057]を参照できる。
【0048】
以上説明した本発明の磁気記録媒体は、本発明の六方晶フェライト磁性粉末を含むことにより高出力を達成可能であるため、優れた電磁変換特性が求められる高密度記録用磁気記録媒体として好適である。
【実施例】
【0049】
以下に本発明を実施例によりさらに具体的に説明する。ただし本発明は、実施例に示す態様に限定されるものではない。
【0050】
[実施例1]
(1)圧延ロールの作製
鋼材(SUJ2)製の軸部材の表面に超硬合金A(表1参照)をHIP処理(熱間等方圧加圧法)により厚み5mmの円筒体状に接合することによって図3上図に示す構成のロール(直径20cm)を2本作製した。また、予め超硬合金を厚み35mmの中空の円筒状(直径20cm)に焼結したものを作製し、その後鋼材SUJ2を貫通させ冷し嵌めで接合することにより、同様の構成の圧延ロールを作製することもできる。
【0051】
(2)非晶質体の作製
酸化物換算でB2O3:31.35モル%、BaO:36.68モル%、Fe2O3:31.97モル%(ただしFe2O3中のFeの一部がCo=0.5at%、Zn=1.5at%、Nb=1at%で置換されるようにCo含有成分、Zn含有成分およびNb含有成分を原料混合物に添加した)となるように、B2O3に対応するH3BO3、BaOに対応するBaCO3と、Fe2O3を所定量秤量し、ミキサーにて混合したものを容量1Lの白金ルツボに仕込み、誘電加熱によって5℃/minで昇温し3時間かけて溶融した。
溶融液を更に昇温し1380℃に到達したところで攪拌しつつ白金ルツボの底に設けた出湯口(排出口)を加熱し溶融液を約6g/secで棒状に出湯した。
出湯液を、高速回転する双ロール(上記(1)で作製したロールを対向配置、軸部材内部に水冷機構を設置)間に流下させロール間で急冷圧延し非晶質体を作製した。圧延条件は表1に示す値に設定した。ロール間から薄片状物質として排出された非晶質体の一部を測定用試料として採取し、以下の方法で厚みと飽和磁化量を測定した。
飽和磁化量は、振動試料型磁束計(東英工業社製)を用い磁場強度15kOe(1194kA/m)で測定した。厚みは、東京精密製接触式厚み計ミニコムにて測定した。
【0052】
(3)六方晶フェライト磁性粉末の作製
上記(2)で得た非晶質体600gを電気炉に仕込み、720℃まで4℃/minで昇温して5時間保持させて六方晶フェライトを結晶化(析出)させた。次いで、加熱処理物600gを乳鉢で粗粉砕し、3Lのポットミルに入れ、φ5mmZrボール5kgと純水1.2kgとともにボールミルにて4時間粉砕処理を行った後、粉砕液をボールと分離させ5Lステンレスビーカーに入れた。粉砕液を30質量%酢酸溶液と3:1の割合(質量比)で混合し、85℃に温度制御した状態で2時間攪拌し酸処理した。その後、デカンテーション洗浄(水洗)を繰り返した後、乾燥させて六方晶フェライト磁性粉末を得た。
【0053】
[実施例2〜13、比較例1〜9]
最表層部を構成する材料(以下、最表層部材料という)、最表層部の厚さ、最表層部の粗さ(表面処理の有無や条件により調整)、圧延条件、原料混合物中のFe2O3量を表2に示す値に変更した点以外、実施例1と同様の方法で六方晶フェライト磁性粉末を得た。原料混合物中のFe2O3量を31.97モル%から表2に示す量に増量したものは、増量した分、B2O3に対応するH3BO3を減量した。
【0054】
評価方法
(1)最表層部材料のヤング率
以下の方法により、実施例および比較例における最表層部材料のヤング率を測定した。結果を表1に示す。
実施例、比較例においてロール作製に使用したものと同一の材料および同一の条件(焼結条件)でテストピース(幅10mm×長さ60mm×厚さ2mm)を作製し、日本テクノプラス(株)製JE−RT型にて厚み方向に振動を与え共振する周波数から下記式(1)によりヤング率を算出した。
ER=0.9465×(M・f2/W)×(L/T)3×{1+6.59(T/L)2} …(1)
[式中、ER:ヤング率(N/m2)、M:試験片の質量(kg)、f:共振周波数(Hz)、W:試験片の幅(m)、L:試験片の長さ(m)、T:試験片の厚さ(m)]
(2)最表層部材料のヤング率
CIS規格027B 超硬質合金のロックウェルA硬さ試験法に準じて以下の方法により、実施例および比較例における最表層部材料のロックウェル硬度を測定した。結果を表1に示す。
実施例、比較例においてロール作製に使用したものと同一の材料および同一の条件(焼結条件)でテストピース(幅30mm×長さ30mm×厚さ10mm)を作製した。作製したテストピースの表面に、押し込み式硬さ試験機にてロックウェル圧子(先端角120度のダイヤモンド円錐)を荷重60kgで押し込み、下記式(2)によりロックウェル硬度をAスケールにて算出した。結果を表1に示す。
HR=a−b・h …(2)
[式中、HR:ロックウェル硬度(HRA)、a、b:Aスケール値を使用、h:基準面からの深さ]
(3)ロール表面粗さ
測定長2.5mm(ロール幅方向)にて目視で確認できる傷の部分を除くロール表面を東京精密製サーフコムによりカットオフ値0.8mmにて測定し、実施例および比較例で使用した双ロールの表面粗さを測定した。結果を表2に示す。
結果を表2に示す。
(4)耐傷性、ロールの非晶質体付着量
1回目の圧延冷却後にロールの表面を観察し傷の有無および非晶質体の付着量を目視で判断した。表2中、傷がまったくないものを○、数個の傷が観察されたものを△、×、××(△→×→××の順に傷の数が多い)、非晶質体の付着がほとんど観察されないものを○、数個の非晶質体の薄片の付着が観察されたものを×と示す。
(5)ロール耐久性
圧延冷却を連続的に繰り返し、ロール表面全体に傷が入り更なる使用が困難と判断されるまでの時間が1000時間以上のものを○、100時間以上1000時間未満のものを△、10時間以上100時間未満のものを×、10時間未満のものを××として表2に示す。
【0055】
【表1】

注1)材料の性質上、ヤング率測定可能な厚さのテストピースを形成できなかった。したがってヤング率は500GPaに満たないと判断する。
注2)ダイヤモンド圧子を使用するため測定原理上、測定不可。
【0056】
【表2】
【0057】
表2の結果から、圧延ロールとして前記(A)〜(C)を満たすものを使用することにより、高い生産安定性(ロール耐久性)をもって、非晶質体を均一に急冷できることが確認できる。
【産業上の利用可能性】
【0058】
本発明により得られる六方晶フェライト磁性粉末は、超高密度記録用磁気記録媒体における磁性体として好適である。
【技術分野】
【0001】
本発明は、六方晶フェライト磁性粉末の製造方法に関するものであり、詳しくは、高密度記録用磁気記録媒体の磁性体として好適な六方晶フェライト磁性粉末の製造方法に関するものである。
更に本発明は、上記方法により得られた六方晶フェライト磁性粉末および磁気記録媒体用磁性粉、ならびに上記六方晶フェライト磁性粉末を含む塗布型磁気記録媒体に関するものである。
【背景技術】
【0002】
従来、高密度記録用磁気記録媒体の磁性層には強磁性金属磁性粉末が主に用いられてきた。強磁性金属磁性粉末は主に鉄を主体とする針状粒子であり、高密度記録のために粒子サイズの微細化、高抗磁力化が追求され各種用途の磁気記録媒体に用いられてきた。
【0003】
記録情報量の増加により、磁気記録媒体には常に高密度記録が要求されている。しかしながら更に高密度記録を達成するためには強磁性金属磁性粉末の改良には限界が見え始めている。これに対し、六方晶フェライト磁性粉末は、抗磁力は永久磁石材料にも用いられた程に大きく、抗磁力の基である磁気異方性は結晶構造に由来するため粒子を微細化しても高抗磁力を維持することができる。更に、六方晶フェライト磁性粉末を磁性層に用いた磁気記録媒体はその垂直成分により高密度特性に優れる。このように六方晶フェライト磁性粉末は高密度化に最適な強磁性体である。
【0004】
六方晶フェライト磁性粉末の製法については、例えば特許文献1および2に、磁気記録用の六方晶フェライト磁性粉末をガラス結晶化法により製造する方法が開示されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平7−201547号公報
【特許文献2】特開2010−24113号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
近年、更なる高密度記録化が進行し記録密度としては1Gbpsi以上が目標とされている。かかる状況下では、六方晶フェライト磁性粉末の磁気特性をよりいっそう向上することが求められる。そのためには、優れた磁気特性を有する六方晶フェライト磁性粉末を製造する方法を見出すことが不可欠である。六方晶フェライト粉末の製法としては、上記ガラス結晶化法以外にも水熱合成法、共沈法等の方法が知られているが、磁気記録媒体用の六方晶フェライトの製法としては、磁気記録媒体に望まれる微粒子適性・単粒子分散適性を有する磁性粉末が得られる、粒度分布が狭い、等の点からガラス結晶化法が優れると言われている。
【0007】
そこで本発明の目的は、超高密度記録を達成可能な六方晶フェライト磁性粉末を、ガラス結晶化法により製造する方法を提供することにある。
【課題を解決するための手段】
【0008】
本願発明者は、上記目的を達成するために鋭意検討を重ねた結果、以下の知見を得た。
上記特許文献1および2には、ガラス結晶化法による六方晶フェライト磁性粉末の製造において、中間体である非晶質の磁化量を制御することが提案されている。特許文献1では、非晶質体の磁化量が2emu/gを超えると、ガラスとしての無秩序な状態の中にミクロな秩序状態が生じているため均一な結晶核の生成が阻害され、それにより得られる六方晶フェライト磁性粉末のSDFr値が大きくなるとの考察がなされている。また、特許文献2では、非晶質体の磁化量(飽和磁化量)を急冷中に析出した結晶量の指標となり得るものであり、非晶質体の飽和磁化量を0.6A・m2/kg以下とすることによりシャープな粒度分布を有する六方晶フェライト磁性粉末が得られると記載されている。即ち、六方晶フェライト磁性粉末を得る際の中間体である非晶質体の飽和磁化量が低いほど、最終的に得られる六方晶フェライト磁性粉末の物理的特性および磁気特性は向上するのである。
この点について本願発明者らは、非晶質体を得る際の溶融液の急冷が不均一であると、非晶質体の飽和磁化量が上がる傾向があり、したがって溶融液を均一に急冷することが優れた特性を有する六方晶フェライト磁性粉末を得るために重要であるとの結論を得るに至った。そこで本願発明者は、非晶質体を均一に急冷するための手段を見出すために更に検討を重ねた結果、溶融液を急冷するために使用する圧延ロール(双ロール)として、少なくとも最表層部が500GPa以上のヤング率かつ85.0HRA以上のロックウェル硬度を有する材料からなり、上記最表層部の厚さが5mm以上であって、その表面粗さが0.5μm以下のものを使用することにより、非晶質体を均一に急冷することができ、更には生産性を高めることが可能になることを見出した。
本発明は、以上の知見に基づき完成された。
【0009】
即ち、上記目的は、下記手段により達成された。
[1]六方晶フェライト形成成分およびガラス形成成分を含む原料混合物を溶融槽内で溶融すること、溶融槽底面に設けた流出口から溶融液を排出し、溶融槽下方に設置された回転する一対の圧延ロール間に供給すること、供給された溶融液を圧延ロール間で圧延冷却することにより該ロール間から非晶質体を排出すること、上記非晶質体に加熱処理を施し六方晶フェライト磁性粒子を析出させること、および上記加熱処理により得られた物質から析出した六方晶フェライト磁性粒子を捕集すること、を含む六方晶フェライト磁性粉末の製造方法であって、
前記圧延ロールは、少なくとも最表層部がヤング率が500GPa以上であってロックウェル硬度が85.0HRA以上である材料からなり、上記最表層部の厚さは5mm以上であり、かつ、前記圧延ロールの表面粗さは、0.5μm以下であることを特徴とする六方晶フェライト磁性粉末の製造方法。
[2]前記圧延ロールのロール間圧力は0.25〜1.5kN/cmである[1]に記載の六方晶フェライト磁性粉末の製造方法。
[3]前記圧延ロールの周速は、10〜40m/secの範囲である[1]または[2]に記載の六方晶フェライト磁性粉末の製造方法。
[4]前記圧延ロールの直径は、10〜50cmの範囲である[1]〜[3]のいずれかに記載の六方晶フェライト磁性粉末の製造方法。
[5]前記ロール間から排出される非晶質体の飽和磁化量は、0.3A・m2/kg以下である[1]〜[4]のいずれかに記載の六方晶フェライト磁性粉末の製造方法。
[6]前記ロール間から、厚み20μm以下の薄片として非晶質体を排出する、[1]〜[5]のいずれかに記載の六方晶フェライト磁性粉末の製造方法。
[7]前記原料混合物は、Fe2O3成分(一部が抗磁力調整成分により置換されていてもよい)を30モル%以上含有する[1]〜[6]のいずれかに記載の六方晶フェライト磁性粉末の製造方法。
[8]前記流出口から、5〜30g/secの流出量で溶融液を排出する[1]〜[7]のいずれかに記載の六方晶フェライト磁性粉末の製造方法。
[9]前記六方晶フェライト磁性粉末は、バリウムフェライト磁性粉末である[1]〜[8]のいずれかに記載の六方晶フェライト磁性粉末の製造方法。
[10][1]〜[9]のいずれかに記載の製造方法により得られた六方晶フェライト磁性粉末。
[11][10]に記載の六方晶フェライト磁性粉末からなる磁気記録媒体用磁性粉。
[12]非磁性支持体上に強磁性粉末と結合剤とを含む磁性層を有する磁気記録媒体であって、
前記強磁性粉末として、[10]に記載の六方晶フェライト磁性粉末を含む磁気記録媒体。
【発明の効果】
【0010】
本発明によれば、超高密度記録用磁気記録媒体に好適な六方晶フェライト磁性粉末を高い生産性をもって提供することができる。
【図面の簡単な説明】
【0011】
【図1】圧延ロール(双ロール)を用いた非晶質化工程の概要を示す説明図である。
【図2】原料混合物組成の一例を示す説明図(三角相図)である。
【図3】本発明において使用可能な圧延ロールの概略図である。
【発明を実施するための形態】
【0012】
[六方晶フェライト磁性粉末の製造方法]
本発明は、六方晶フェライト形成成分およびガラス形成成分を含む原料混合物を溶融槽内で溶融すること、溶融槽底面に設けた流出口から溶融液を排出し、溶融槽下方に設置された回転する一対の圧延ロール(以下、「双ロール」ともいう)間に供給すること、供給された溶融液を圧延ロール間で圧延冷却することにより該ロール間から非晶質体を排出すること、上記非晶質体に加熱処理を施し六方晶フェライト磁性粒子を析出させること、および上記加熱処理により得られた物質から析出した六方晶フェライト磁性粒子を捕集すること、を含む六方晶フェライト磁性粉末の製造方法に関するものであり、前記圧延ロールとして、下記(A)〜(C)を満たす圧延ロールを使用するものである。
(A)少なくとも最表層部がヤング率が500GPa以上であってロックウェル硬度が85.0HRA以上である材料からなる。
(B)上記最表層部の厚さは5mm以上である。
(C)圧延ロールの表面粗さは、0.5μm以下である。
【0013】
本発明の六方晶フェライト磁性粉末の製造方法は、ガラス結晶化法により六方晶フェライト磁性粉末を得るものである。ここで、ガラス結晶化法による六方晶フェライト磁性粉末の製造方法は、一般に以下の工程からなるものである。
(1)六方晶フェライト形成成分(任意に抗磁力調整成分を含む)およびガラス形成成分を含む原料混合物を溶融し、溶融物を得る工程(溶融工程);
(2)溶融物を急冷し非晶質体を得る工程(非晶質化工程);
(3)非晶質体を加熱処理し、六方晶フェライト粒子を析出させる工程(結晶化工程);
(4)加熱処理物から析出した六方晶フェライト磁性粒子を捕集する工程(粒子捕集工程)。
上記工程(2)は、通常、金属製の回転体である単ロールや双ロールを用いた連続急冷法で行われるが、冷却効率等の点から双ロールを使用することが有利である。したがって本発明では、原料混合物の溶融液を回転する一対の圧延ロール(双ロール)間に供給し圧延ロール間で圧延冷却することにより非晶質化工程を行うこととする。この圧延ロールによる非晶質化工程を、図1を参照し説明する。
【0014】
図1は、圧延ロール(双ロール)を用いた非晶質化工程の概要を示す説明図である。非晶質化工程では、溶融槽の底面に設けた流出口から溶融液1を排出し、溶融槽下方に設置された回転する一対の圧延ロール2、3間に供給し、この溶融液を圧延ロール間で圧延冷却する。圧延冷却により溶融液は非晶質化するため、非晶質体4がロール間から排出される。この工程について更に説明すると、温度tA ℃の溶融液1は、矢印で示すように反対方向に回転しつつ互いに圧接されている表面温度tB ℃の2つのローラー2、3の間に導かれる。溶融液1は、ローラー2、3の間で熱を奪われ温度tC ℃になる。このtC が、溶融液が非晶質体となるに足る温度であると溶融液1は固体(非晶質体4)となってローラーの隙間から落下する。このときの急冷の均一性を高めるためには、溶融液の固化物をロール間で薄く延ばすことが望ましい。薄くするほど内部の熱を奪い易く、また内部と外部の冷却差を低減できるからである。そこで本願発明者が溶融液を薄く延ばすために圧延ロールのロール間圧力(ニップ圧ともいう)を高くしたところ、予想に反し、ロール間圧力を上げると急冷が不均一となり得られる非晶質体の飽和磁化量が上がることが明らかとなった。
この理由について本願発明者は、第一にはロール間圧力を上げるとロール表面が変形し、この変形が大きいとロール表面と固化物との接触面積が増加し実効圧力が低下することにあり、第二にはロール間圧力を上げるほど固化物や対向するロールとの接触によりロール表面に傷が生じ易く、傷の部分では圧延冷却が十分に行われないため傷のある部分とない部分で冷却の程度に差が生じることにあると推察した。
そこで本願発明者は第一の理由に対する対策として、ロール最表層部を構成する材料として、ヤング率が500GPa以上の材料を使用することとし、第二の理由に対する対策として、上記材料としてロックウェル硬度85.0HRA以上のものを使用することとした。ヤング率が500GPaに満たない材料では圧延時の変形が大きく、ロックウェル硬度が85.0HRAに満たない材料では耐傷性が低下し圧延時にロール表面に傷が多数発生するからである。
【0015】
更に本願発明者の検討の結果、以下の2点も明らかとなった。
・上記特性を満たす材料により最表層部を構成した圧延ロールであっても、該最表層部の厚さが5mmに満たないものでは耐久性が不十分であり圧延時に傷が多数発生してしまう。したがって上記ヤング率およびロックウェル硬度を有する材料から構成する部分の厚さは5mm以上にする必要がある。
・上記特性および厚さを満たす最表層部を有するロールの表面粗さは0.5μm以下とする必要がある。これは以下の理由による。
ロール表面が粗く表面に凹凸が存在すると、凸部が固化物に食い込みその状態で冷却される結果、非晶質体がロール間に付着しロール間からの非晶質体の排出効率が低下し生産性が低下する。また、凸部が固化物や対向するロールと接触、脱落することによりロール表面に傷が入り易くなる。したがって非晶質体の付着および傷の発生を抑制するためには平滑なロールを使用する必要がある。
【0016】
以上説明したように、本願発明では、前記(A)〜(C)を満たす圧延ロールを使用することにより非晶質体を均一に急冷することを可能とするものである。これにより優れた磁気特性を有する六方晶フェライト磁性粉末を得ることができる。更に上記の通り耐傷性(耐久性)に優れた圧延ロールはロール寿命が長くなるため、かかる圧延ロールによれば生産安定性を高めることもできる。
【0017】
以下、本発明の六方晶フェライト磁性粉末の製造方法について、溶融工程、非晶質化工程、結晶化工程、粒子捕集工程の順に更に詳細に説明する。
【0018】
(1)溶融工程
ガラス結晶化法において使用される原料混合物は、ガラス形成成分と六方晶フェライト形成成分を含むものであり、本発明においても少なくとも上記成分を含む原料混合物を使用する。ガラス形成成分とは、ガラス転移現象を示し非晶質化(ガラス化)し得る成分であり、通常のガラス結晶化法ではB2O3成分が使用される。本発明でもガラス形成成分としてB2O3成分を含む原料混合物を使用することができる。なお、ガラス結晶化法において原料混合物に含まれる各成分は、酸化物として、または溶融等の工程において酸化物に変わり得る各種の塩として存在する。本発明において「B2O3成分」とは、B2O3自体および工程中にB2O3に変わり得るH3BO3等の各種の塩を含むものとする。他の成分についても同様である。また、B2O3成分以外のガラス形成成分としては、例えばSiO2成分、P2O5成分、GeO2成分等を挙げることができる。
【0019】
前記原料混合物に含まれる六方晶フェライト形成成分としては、六方晶フェライト磁性粉末の構成成分となる成分であって、Fe2O3、BaO、SrO、PbO等の金属酸化物が挙げられる。例えば、六方晶フェライト形成成分の主成分としてBaO成分を使用することによりバリウムフェライト磁性粉末を得ることができる。原料混合物中の六方晶フェライト形成成分の含有量は、所望の磁気特性に応じて適宜設定することができる。
【0020】
原料混合物の組成は、特に限定されるものではないが、例えば、高い抗磁力Hcおよび飽和磁化σsを達成するために、AO成分(式中、Aは例えばBa、Sr、CaおよびPbから選択された少なくとも1種を表す)、B2O3成分、Fe2O3成分を頂点とする、図2に示す三角相図において、斜線部(1)〜(3)の組成領域内の原料が好ましい。特に、下記のa、b、c、dの4点で囲まれる組成領域内(斜線部(3))にある原料が好ましい。なお前述のようにB2O3成分の一部をSiO2成分、GeO2成分等の他のガラス形成成分と置換することができ、後述するようにFe2O3成分の一部を抗磁力調整のための成分と置換することもできる。
(a)B2O3=44モル%,AO=46モル%,Fe2O3=10モル%
(b)B2O3=40モル%,AO=50モル%,Fe2O3=10モル%
(c)B2O3=21モル%,AO=29モル%,Fe2O3=50モル%
(d)B2O3=10モル%,AO=40モル%,Fe2O3=50モル%
【0021】
ところで六方晶フェライト磁性粉末の板状比は、磁性層において充填率を向上するとともにスタッキングによるノイズ増大を抑制する観点からは小さくすることが好ましい。板状比は、原料混合物中の六方晶フェライト形成成分の割合を上げると小さくなる傾向があるため板状比の小さな六方晶フェライト磁性粉末を得るためには、Fe2O3成分の割合が、例えば30モル%以上の原料混合物を使用することが望ましい(ここでFe2O3成分は、一部が後述する抗磁力調整成分によって置換されていてもよい)。
しかしFe2O3成分の割合が高まるほど原料混合物は硬くなり(溶融液の粘度が上がり)ロール間で固化物を薄く圧延することは難しくなる。このような原料混合物を薄く圧延するためにはロール間圧力を高くすることになるが、先に説明したように従来の圧延ロールでロール間圧力を高くすると非晶質体の均一な冷却が困難となる。これに対し本発明では、前述の通りロール間圧力を高くした場合にも非晶質体を均一に急冷することができる。したがって本発明の製造方法は、六方晶フェライト形成成分の割合が例えば上記範囲であり薄く圧延するためにロール間圧力を高くする必要がある原料混合物から六方晶フェライト磁性粉末を得るための方法として好適である。
【0022】
六方晶フェライト磁性粉末として、抗磁力調整のためFeの一部が他の金属元素によって置換されたものを得ることもできる。置換元素としては、Co−Zn−Nb、Zn−Nb、Co、Zn、Nb、Co−Ti、Co−Ti−Sn、Co−Sn−Nb、Co−Zn−Sn−Nb、Co−Zn−Zr−Nb、Co−Zn−Mn−Nb等が挙げられる。このような六方晶フェライト磁性粉末を得るためには、六方晶フェライト形成成分として、抗磁力調整のための成分を併用すればよい。抗磁力調整成分としては、CoO、ZnO等の2価金属の酸化物成分、TiO2、ZrO2、SnO2、MnO2等の4価金属の酸化物成分、Nb2O5等の5価金属の酸化物成分が挙げられる。上記抗磁力調整成分を使用する場合、その含有量は所望の抗磁力等にあわせて、適宜決定すればよい。
【0023】
上記原料混合物は、各成分を秤量および混合して得ることができる。次いで、前記原料混合物を溶融槽内で溶融し溶融液を得る。溶融温度は原料組成に応じて設定すればよく、通常、1000〜1500℃である。溶融時間は、原料混合物が十分溶融するように適宜設定すればよい。
【0024】
(2)非晶質化工程
次いで、上記工程で得られた溶融液を溶融槽底面に設けた流出口から排出し、溶融槽下方に設置された双ロール間に供給する。ここでの溶融液の流出速度は、生産性と冷却効率を考慮すると5〜30g/sec程度とすることが好ましい。供給された溶融液は双ロール間で圧延冷却され非晶質化される。そして本発明では、上記双ロールとして、前記した(A)〜(C)を満たすものを使用する。
以下、(A)〜(C)について更に詳細に説明する。
【0025】
双ロールとしては、少なくとも最表層部がヤング率が500GPa以上であってロックウェル硬度が85.0HRA以上である材料からなるものを使用するが、最表層部のみが上記材料からなるものであってもよく、最表層部を含む双ロール全体が上記材料からなるものであってもよい。一般に上記材料は重いため、双ロール全体をこれにより構成するとロールが非常に重くなりハンドリング性が低下する。したがってハンドリング性を考慮すると最表層部のみが上記材料からなる双ロールを使用することが好ましい。ただしその場合、最表層部の厚さは前述の通り5mm以上とする。厚さが5mm未満では耐傷性が低下するからである。耐傷性をより一層高めるためには最表層部の厚さは15mm以上であることが好ましく、20mm以上であることがより好ましい。ロール全体の軽量化の観点からは、その厚さは50mm以下であることが好ましい。
また、双ロールの直径はニップ圧を高くするうえでは小さいほど好ましいが、小さいほど単位面積あたりの負荷が増え耐久性が低下するためロール寿命は短くなる。本発明では、ニップ圧と耐久性を両立する観点からは、ロール直径が10〜50cm程度の双ロールを使用することが好ましい。
【0026】
以上説明した最表層部を構成する材料のヤング率は500GPa以上であり、これを下回ると圧延時のロールの変形が大きくなるため非晶質体を均一に冷却することが困難となる。圧延時のロール変形を低減する観点からは、上記ヤング率は530GPa以上であることが好ましく、600GPa以上であることがより好ましい。その上限値は特に限定されるものではないが、入手可能な材料のヤング率を考慮すると、680GPa以下程度である。
【0027】
前記材料のロックウェル硬度は85.0HRA以上であり、これを下回ると傷の発生により非晶質体を均一に急冷することが困難となる。上記ロックウェル硬度は、傷抑制の観点から好ましくは90.0HRAであり、その上限値は特に限定されるものではないが入手可能な材料のロックウェル硬度を考慮すると、96HRA以下程度である。
【0028】
なお本発明において、「ヤング率」とは共振法により測定される値であり、「ロックウェル硬度」とはCIS規格027B 超硬質合金のロックウェルA硬さ試験法に準じる方法で測定される値をいう。測定方法の詳細については、後述の実施例を参照できる。
【0029】
また、先に説明したように圧延ロールの表面粗さは、0.5μm以下とする。ここで上記表面粗さとは、平均表面粗さ(Ra)をいい、例えば東京精密製サーフコムによりカットオフ値0.8mmにて測定される値をいう。測定方法の詳細については、後述の実施例を参照できる。上記表面粗さは、非晶質体の付着を抑制する観点からは、0.25μm以下であることが好ましく、0.1μm以下であることがより好ましい。また、その下限値は、例えば0.001μm程度であるが特に限定されるものではない。
【0030】
前記材料としては、500GPa以上のヤング率および85.0HRA以上のロックウェル硬度を有するものであれば何ら制限なく使用することができるが、加工の容易性を考慮すると、焼結により所望の形状に加工可能な超硬合金が好ましい。超硬合金としては、上記ヤング率およびロックウェル硬度を有するものを市販品として入手可能である。市販品の具体例としては、例えばタンガロイ製D10、20、25、30、40、T11L、T14L、T17L、三菱マテリアル製GTi05、MF07、MF10、MF20、MF30、SF10、TDA15、TF15、HTi10、日本タングステン製G3、G20、G30、G40等を挙げることができる。
【0031】
本発明において使用される圧延ロールは、例えば円柱状の鋼材(例えばSUJ2、SUS304、SUS420J、SS材等)からなる軸部材に上記材料からなる筒状体を接合することにより作製することができる。または、軸部材と最表層部との間に他の層を介在させることも可能である。介在させる層としては、軸部材と同材質の鋼材からなる層が好ましい。
上記構成を有する圧延ロールの具体例(断面図)を図3に示す。図3上図は軸部材に筒状体を接合した例であり、図3下図は軸部材と筒状体の間に他の層を介在させた例である。ただし本発明において使用する圧延ロールは、図3に示す構成のものに限定されるものではなく、例えば前述のように全体が上記材料からなる圧延ロールを使用することも可能である。また、圧延ロールとしては内部に水冷機構を有する水冷ロールを使用することも可能である。
また、前述の表面粗さを実現するためにロール表面に研磨処理等の表面平滑化処理を施すこともできる。
【0032】
圧延ロール間での圧延冷却により、溶融液として供給された原料混合物は非晶質化する。前述の通り、このときの急冷の均一性を高めるためには、溶融液の固化物をロール間で薄く延ばすことが望ましい。薄く延ばされて急冷の均一化が達成されたことは、ロール間から排出される非晶質体の厚みによって確認することができる。具体的には、ロール間から厚さ20μm以下の薄片として非晶質体が排出されるように圧延条件を設定することが好ましい。生産性や作業性も考慮すると、ロール周速は、10〜40m/sec、ロール間圧力は0.25〜1.5kN/cmとすることが好ましい。
【0033】
先に説明したように、上記非晶質化工程により得られる非晶質体の飽和磁化量(σs)は、均一な急冷が行われたことの指標となり得るものである。本発明では、前記圧延ロールを使用することにより、例えば0.3A・m2/kg以下、好ましくは0.2A・m2/kg未満の飽和磁化量を有する非晶質体を得ることが可能である。そして非晶質体の飽和磁化量が0.3A・m2/kg以下であれば、最終生成物として高密度記録用磁気記録媒体に使用する磁性体として望ましい特性を有する六方晶フェライト磁性粉末を得ることができる。上記飽和磁化量は、例えば0.001A・m2/kg以上であるが低いほど好ましいため、これに限定されるものではない。
【0034】
(3)結晶化工程
上記急冷後、得られた非晶質体を加熱処理する。この工程により、六方晶フェライト磁性粒子を析出させることができる。上記加熱処理は、急冷により得られた非晶質体を、所定の温度域まで加熱し該温度域に所定時間保持することにより行うことができる。析出させる六方晶フェライト磁性粉末の粒子サイズは、上記加熱温度(以下、「結晶化温度」ともいう)および加熱時間により制御可能であるため、本発明では目的粒子サイズに応じて適切な加熱温度を選択することが好ましい。微粒子状の六方晶フェライト磁性粉末を得るためには、結晶化温度は580〜760℃の範囲とすることが好ましい。上記温度域までの昇温速度は、例えば0.5〜5℃/分であり、上記温度域での保持時間は、例えば0.5〜24時間であり、好ましくは1〜8時間である。
【0035】
(4)粒子捕集工程
上記結晶化工程において加熱処理を施された加熱処理物は、析出した六方晶フェライト磁性粒子とともに、結晶化したガラス成分等の副生成物を含む。したがって結晶化工程後には、加熱処理物から六方晶フェライト磁性粒子を取り出すための粒子捕集工程を行う。副生成物を除去し六方晶フェライト磁性粒子を捕集する処理としては、加熱下酸処理等のガラス結晶化法で一般的に行われる各種処理を用いることができる。この処理により余分な成分を除去した粒子に、必要に応じて水洗、乾燥等の後処理を施すことにより、磁気記録媒体に適用可能な六方晶フェライト磁性粉末を得ることができる。
【0036】
本発明によれば、以上説明した工程により高密度記録用磁気記録媒体の磁性体として望ましい特性を有する六方晶フェライト磁性粉末を得ることができる。六方晶フェライト磁性粉末の粒子サイズとしては、平均板径として、分散性と高密度記録化を両立する観点から、15〜35nmの範囲であることが好ましい。ここで平均板径とは、透過型電子顕微鏡で撮影した写真において500個の粒子を無作為に抽出して測定した板径の平均値とする。また本発明において平均板状比とは、上記のように無作為に抽出した500個の粒子における(板径/板厚)の算術平均とする。本発明により得られる六方晶フェライト磁性粉末の平均板状比は、例えば2〜5程度である。また、得られた六方晶フェライト磁性粉末の粒度分布は、例えば透過型電子顕微鏡で撮影した写真において500個の粒子を無作為に抽出して測定した板径の平均値(平均板径)を求め、これら500個の粒子の板径について標準偏差を求めて平均板径で除した値(粒径変動率)で評価することができる。本発明によれば、上記粒径変動率として25%以下、例えば15〜25%の粒度分布を示す六方晶フェライト磁性粉末を得ることができる。
【0037】
[六方晶フェライト磁性粉末、磁気記録媒体用磁性粉および磁気記録媒体]
更に本発明は、本発明の製造方法により得られた六方晶フェライト磁性粉末に関する。本発明の六方晶フェライト磁性粉末は、高密度記録用磁気記録媒体の磁性体として望ましい特性を発揮することができるため、磁気記録媒体用磁性粉として適用することが好ましい。
したがって本発明によれば、
本発明の六方晶フェライト磁性粉末からなる磁気記録媒体用磁性粉;
非磁性支持体上に強磁性粉末と結合剤とを含む磁性層を有する磁気記録媒体であって、前記強磁性粉末として、本発明の六方晶フェライト磁性粉末を含む磁気記録媒体;
を提供することができる。
【0038】
以下、本発明の六方晶フェライト磁性粉末を磁気記録媒体に適用する態様について、更に詳細に説明する。
【0039】
磁性層
磁性層に使用される六方晶フェライト磁性粉末およびその製造方法の詳細は、前述の通りである。前記磁性層は、六方晶フェライト磁性粉末とともに結合剤を含む。磁性層に含まれる結合剤としては、ポリウレタン樹脂、ポリエステル系樹脂、ポリアミド系樹脂、塩化ビニル系樹脂、スチレン、アクリロニトリル、メチルメタクリレートなどを共重合したアクリル系樹脂、ニトロセルロースなどのセルロース系樹脂、エポキシ樹脂、フェノキシ樹脂、ポリビニルアセタール、ポリビニルブチラールなどのポリビニルアルキラール樹脂などから単独または複数の樹脂を混合して用いることができる。これらの中で好ましいものはポリウレタン樹脂、アクリル系樹脂、セルロース系樹脂、塩化ビニル系樹脂である。これらの樹脂は、後述する非磁性層においても結合剤として使用することができる。以上の結合剤については、特開2010−24113号公報段落[0029]〜[0031]を参照できる。また、上記樹脂とともにポリイソシアネート系硬化剤を使用することも可能である。
【0040】
磁性層には、必要に応じて添加剤を加えることができる。添加剤としては、研磨剤、潤滑剤、分散剤・分散助剤、防黴剤、帯電防止剤、酸化防止剤、溶剤、カーボンブラックなどを挙げることができる。以上説明した添加剤は、所望の性質に応じて市販品を適宜選択して使用することができる。
【0041】
非磁性層
次に非磁性層に関する詳細な内容について説明する。本発明の磁気記録媒体は、非磁性支持体と磁性層との間に非磁性粉末と結合剤を含む非磁性層を有することができる。非磁性層に使用できる非磁性粉末は、無機物質でも有機物質でもよい。また、カーボンブラック等も使用できる。無機物質としては、例えば金属、金属酸化物、金属炭酸塩、金属硫酸塩、金属窒化物、金属炭化物、金属硫化物などが挙げられる。これらの非磁性粉末は、市販品として入手可能であり、公知の方法で製造することもできる。その詳細については、特開2010−24113号公報段落[0036]〜[0039]を参照できる。
【0042】
非磁性層の結合剤、潤滑剤、分散剤、添加剤、溶剤、分散方法その他は、磁性層のそれが適用できる。特に、結合剤量、種類、添加剤、分散剤の添加量、種類に関しては磁性層に関する公知技術が適用できる。また、非磁性層にはカーボンブラックや有機質粉末を添加することも可能である。それらについては、例えば特開2010−24113号公報段落[0040]〜[0042]を参照できる。
【0043】
非磁性支持体
非磁性支持体としては、二軸延伸を行ったポリエチレンテレフタレート、ポリエチレンナフタレート、ポリアミド、ポリアミドイミド、芳香族ポリアミド等の公知のものが挙げられる。これらの中でもポリエチレンテレフタレート、ポリエチレンナフタレート、ポリアミドが好ましい。
これらの支持体はあらかじめコロナ放電、プラズマ処理、易接着処理、熱処理などを行ってもよい。また、本発明に用いることのできる非磁性支持体の表面粗さはカットオフ値0.25mmにおいて中心平均粗さRa3〜10nmが好ましい。
【0044】
層構成
本発明の磁気記録媒体の厚み構成は、非磁性支持体の厚みが、好ましくは3〜80μmである。磁性層の厚みは、用いる磁気ヘッドの飽和磁化量やヘッドギャップ長、記録信号の帯域により最適化されるものであるが、一般には0.01〜0.15μmであり、好ましくは0.02〜0.12μmであり、さらに好ましくは0.03〜0.10μmである。磁性層は少なくとも一層あればよく、磁性層を異なる磁気特性を有する2層以上に分離してもかまわず、公知の重層磁性層に関する構成が適用できる。
【0045】
非磁性層の厚みは、例えば0.1〜3.0μmであり、0.3〜2.0μmであることが好ましく、0.5〜1.5μmであることが更に好ましい。なお、本発明の磁気記録媒体の非磁性層は、実質的に非磁性であればその効果を発揮するものであり、例えば不純物として、あるいは意図的に少量の磁性体を含んでいても、本発明の効果を示すものであり、本発明の磁気記録媒体と実質的に同一の構成とみなすことができる。なお、実質的に同一とは、非磁性層の残留磁束密度が10mT以下または抗磁力が7.96kA/m(100Oe)以下であることを示し、好ましくは残留磁束密度と抗磁力を持たないことを意味する。
【0046】
バックコート層
本発明の磁気記録媒体には、非磁性支持体の磁性層を有する面とは反対の面にバックコート層を設けることもできる。バックコート層には、カーボンブラックと無機粉末が含有されていることが好ましい。バックコート層形成のための結合剤、各種添加剤は、磁性層や非磁性層の処方を適用することができる。バックコート層の厚みは、0.9μm以下が好ましく、0.1〜0.7μmが更に好ましい。
【0047】
製造方法
磁性層、非磁性層またはバックコート層を形成するための塗布液を製造する工程は、通常、少なくとも混練工程、分散工程、およびこれらの工程の前後に必要に応じて設けた混合工程からなる。個々の工程はそれぞれ2段階以上に分かれていてもかまわない。本発明で用いられる強磁性粉末、非磁性粉末、結合剤、カーボンブラック、研磨剤、帯電防止剤、潤滑剤、溶剤などすべての原料はどの工程の最初または途中で添加してもかまわない。また、個々の原料を2つ以上の工程で分割して添加してもかまわない。例えば、ポリウレタンを混練工程、分散工程、分散後の粘度調整のための混合工程で分割して投入してもよい。本発明の目的を達成するためには、従来の公知の製造技術を一部の工程として用いることができる。混練工程ではオープンニーダ、連続ニーダ、加圧ニーダ、エクストルーダなど強い混練力をもつものを使用することが好ましい。これらの混練処理の詳細については特開平1−106338号公報、特開平1−79274号公報に記載されている。また、磁性層塗布液、非磁性層塗布液またはバックコート層塗布液を分散させるには、ガラスビーズを用いることができる。このようなガラスビーズは、高比重の分散メディアであるジルコニアビーズ、チタニアビーズ、スチールビーズが好適である。これら分散メディアの粒径と充填率は最適化して用いられる。分散機は公知のものを使用することができる。磁気記録媒体の製造方法の詳細については、例えば特開2010−24113号公報段落[0051]〜[0057]を参照できる。
【0048】
以上説明した本発明の磁気記録媒体は、本発明の六方晶フェライト磁性粉末を含むことにより高出力を達成可能であるため、優れた電磁変換特性が求められる高密度記録用磁気記録媒体として好適である。
【実施例】
【0049】
以下に本発明を実施例によりさらに具体的に説明する。ただし本発明は、実施例に示す態様に限定されるものではない。
【0050】
[実施例1]
(1)圧延ロールの作製
鋼材(SUJ2)製の軸部材の表面に超硬合金A(表1参照)をHIP処理(熱間等方圧加圧法)により厚み5mmの円筒体状に接合することによって図3上図に示す構成のロール(直径20cm)を2本作製した。また、予め超硬合金を厚み35mmの中空の円筒状(直径20cm)に焼結したものを作製し、その後鋼材SUJ2を貫通させ冷し嵌めで接合することにより、同様の構成の圧延ロールを作製することもできる。
【0051】
(2)非晶質体の作製
酸化物換算でB2O3:31.35モル%、BaO:36.68モル%、Fe2O3:31.97モル%(ただしFe2O3中のFeの一部がCo=0.5at%、Zn=1.5at%、Nb=1at%で置換されるようにCo含有成分、Zn含有成分およびNb含有成分を原料混合物に添加した)となるように、B2O3に対応するH3BO3、BaOに対応するBaCO3と、Fe2O3を所定量秤量し、ミキサーにて混合したものを容量1Lの白金ルツボに仕込み、誘電加熱によって5℃/minで昇温し3時間かけて溶融した。
溶融液を更に昇温し1380℃に到達したところで攪拌しつつ白金ルツボの底に設けた出湯口(排出口)を加熱し溶融液を約6g/secで棒状に出湯した。
出湯液を、高速回転する双ロール(上記(1)で作製したロールを対向配置、軸部材内部に水冷機構を設置)間に流下させロール間で急冷圧延し非晶質体を作製した。圧延条件は表1に示す値に設定した。ロール間から薄片状物質として排出された非晶質体の一部を測定用試料として採取し、以下の方法で厚みと飽和磁化量を測定した。
飽和磁化量は、振動試料型磁束計(東英工業社製)を用い磁場強度15kOe(1194kA/m)で測定した。厚みは、東京精密製接触式厚み計ミニコムにて測定した。
【0052】
(3)六方晶フェライト磁性粉末の作製
上記(2)で得た非晶質体600gを電気炉に仕込み、720℃まで4℃/minで昇温して5時間保持させて六方晶フェライトを結晶化(析出)させた。次いで、加熱処理物600gを乳鉢で粗粉砕し、3Lのポットミルに入れ、φ5mmZrボール5kgと純水1.2kgとともにボールミルにて4時間粉砕処理を行った後、粉砕液をボールと分離させ5Lステンレスビーカーに入れた。粉砕液を30質量%酢酸溶液と3:1の割合(質量比)で混合し、85℃に温度制御した状態で2時間攪拌し酸処理した。その後、デカンテーション洗浄(水洗)を繰り返した後、乾燥させて六方晶フェライト磁性粉末を得た。
【0053】
[実施例2〜13、比較例1〜9]
最表層部を構成する材料(以下、最表層部材料という)、最表層部の厚さ、最表層部の粗さ(表面処理の有無や条件により調整)、圧延条件、原料混合物中のFe2O3量を表2に示す値に変更した点以外、実施例1と同様の方法で六方晶フェライト磁性粉末を得た。原料混合物中のFe2O3量を31.97モル%から表2に示す量に増量したものは、増量した分、B2O3に対応するH3BO3を減量した。
【0054】
評価方法
(1)最表層部材料のヤング率
以下の方法により、実施例および比較例における最表層部材料のヤング率を測定した。結果を表1に示す。
実施例、比較例においてロール作製に使用したものと同一の材料および同一の条件(焼結条件)でテストピース(幅10mm×長さ60mm×厚さ2mm)を作製し、日本テクノプラス(株)製JE−RT型にて厚み方向に振動を与え共振する周波数から下記式(1)によりヤング率を算出した。
ER=0.9465×(M・f2/W)×(L/T)3×{1+6.59(T/L)2} …(1)
[式中、ER:ヤング率(N/m2)、M:試験片の質量(kg)、f:共振周波数(Hz)、W:試験片の幅(m)、L:試験片の長さ(m)、T:試験片の厚さ(m)]
(2)最表層部材料のヤング率
CIS規格027B 超硬質合金のロックウェルA硬さ試験法に準じて以下の方法により、実施例および比較例における最表層部材料のロックウェル硬度を測定した。結果を表1に示す。
実施例、比較例においてロール作製に使用したものと同一の材料および同一の条件(焼結条件)でテストピース(幅30mm×長さ30mm×厚さ10mm)を作製した。作製したテストピースの表面に、押し込み式硬さ試験機にてロックウェル圧子(先端角120度のダイヤモンド円錐)を荷重60kgで押し込み、下記式(2)によりロックウェル硬度をAスケールにて算出した。結果を表1に示す。
HR=a−b・h …(2)
[式中、HR:ロックウェル硬度(HRA)、a、b:Aスケール値を使用、h:基準面からの深さ]
(3)ロール表面粗さ
測定長2.5mm(ロール幅方向)にて目視で確認できる傷の部分を除くロール表面を東京精密製サーフコムによりカットオフ値0.8mmにて測定し、実施例および比較例で使用した双ロールの表面粗さを測定した。結果を表2に示す。
結果を表2に示す。
(4)耐傷性、ロールの非晶質体付着量
1回目の圧延冷却後にロールの表面を観察し傷の有無および非晶質体の付着量を目視で判断した。表2中、傷がまったくないものを○、数個の傷が観察されたものを△、×、××(△→×→××の順に傷の数が多い)、非晶質体の付着がほとんど観察されないものを○、数個の非晶質体の薄片の付着が観察されたものを×と示す。
(5)ロール耐久性
圧延冷却を連続的に繰り返し、ロール表面全体に傷が入り更なる使用が困難と判断されるまでの時間が1000時間以上のものを○、100時間以上1000時間未満のものを△、10時間以上100時間未満のものを×、10時間未満のものを××として表2に示す。
【0055】
【表1】
注1)材料の性質上、ヤング率測定可能な厚さのテストピースを形成できなかった。したがってヤング率は500GPaに満たないと判断する。
注2)ダイヤモンド圧子を使用するため測定原理上、測定不可。
【0056】
【表2】
【0057】
表2の結果から、圧延ロールとして前記(A)〜(C)を満たすものを使用することにより、高い生産安定性(ロール耐久性)をもって、非晶質体を均一に急冷できることが確認できる。
【産業上の利用可能性】
【0058】
本発明により得られる六方晶フェライト磁性粉末は、超高密度記録用磁気記録媒体における磁性体として好適である。
【特許請求の範囲】
【請求項1】
六方晶フェライト形成成分およびガラス形成成分を含む原料混合物を溶融槽内で溶融すること、溶融槽底面に設けた流出口から溶融液を排出し、溶融槽下方に設置された回転する一対の圧延ロール間に供給すること、供給された溶融液を圧延ロール間で圧延冷却することにより該ロール間から非晶質体を排出すること、上記非晶質体に加熱処理を施し六方晶フェライト磁性粒子を析出させること、および上記加熱処理により得られた物質から析出した六方晶フェライト磁性粒子を捕集すること、を含む六方晶フェライト磁性粉末の製造方法であって、
前記圧延ロールは、少なくとも最表層部がヤング率が500GPa以上であってロックウェル硬度が85.0HRA以上である材料からなり、上記最表層部の厚さは5mm以上であり、かつ、前記圧延ロールの表面粗さは、0.5μm以下であることを特徴とする六方晶フェライト磁性粉末の製造方法。
【請求項2】
前記圧延ロールのロール間圧力は0.25〜1.5kN/cmである請求項1に記載の六方晶フェライト磁性粉末の製造方法。
【請求項3】
前記圧延ロールの周速は、10〜40m/secの範囲である請求項1または2に記載の六方晶フェライト磁性粉末の製造方法。
【請求項4】
前記圧延ロールの直径は、10〜50cmの範囲である請求項1〜3のいずれか1項に記載の六方晶フェライト磁性粉末の製造方法。
【請求項5】
前記ロール間から排出される非晶質体の飽和磁化量は、0.3A・m2/kg以下である請求項1〜4のいずれか1項に記載の六方晶フェライト磁性粉末の製造方法。
【請求項6】
前記ロール間から、厚み20μm以下の薄片として非晶質体を排出する、請求項1〜5のいずれか1項に記載の六方晶フェライト磁性粉末の製造方法。
【請求項7】
前記原料混合物は、Fe2O3成分(一部が抗磁力調整成分により置換されていてもよい)を30モル%以上含有する請求項1〜6のいずれか1項に記載の六方晶フェライト磁性粉末の製造方法。
【請求項8】
前記流出口から、5〜30g/secの流出量で溶融液を排出する請求項1〜7のいずれか1項に記載の六方晶フェライト磁性粉末の製造方法。
【請求項9】
前記六方晶フェライト磁性粉末は、バリウムフェライト磁性粉末である請求項1〜8のいずれか1項に記載の六方晶フェライト磁性粉末の製造方法。
【請求項10】
請求項1〜9のいずれか1項に記載の製造方法により得られた六方晶フェライト磁性粉末。
【請求項11】
請求項10に記載の六方晶フェライト磁性粉末からなる磁気記録媒体用磁性粉。
【請求項12】
非磁性支持体上に強磁性粉末と結合剤とを含む磁性層を有する磁気記録媒体であって、
前記強磁性粉末として、請求項10に記載の六方晶フェライト磁性粉末を含む磁気記録媒体。
【請求項1】
六方晶フェライト形成成分およびガラス形成成分を含む原料混合物を溶融槽内で溶融すること、溶融槽底面に設けた流出口から溶融液を排出し、溶融槽下方に設置された回転する一対の圧延ロール間に供給すること、供給された溶融液を圧延ロール間で圧延冷却することにより該ロール間から非晶質体を排出すること、上記非晶質体に加熱処理を施し六方晶フェライト磁性粒子を析出させること、および上記加熱処理により得られた物質から析出した六方晶フェライト磁性粒子を捕集すること、を含む六方晶フェライト磁性粉末の製造方法であって、
前記圧延ロールは、少なくとも最表層部がヤング率が500GPa以上であってロックウェル硬度が85.0HRA以上である材料からなり、上記最表層部の厚さは5mm以上であり、かつ、前記圧延ロールの表面粗さは、0.5μm以下であることを特徴とする六方晶フェライト磁性粉末の製造方法。
【請求項2】
前記圧延ロールのロール間圧力は0.25〜1.5kN/cmである請求項1に記載の六方晶フェライト磁性粉末の製造方法。
【請求項3】
前記圧延ロールの周速は、10〜40m/secの範囲である請求項1または2に記載の六方晶フェライト磁性粉末の製造方法。
【請求項4】
前記圧延ロールの直径は、10〜50cmの範囲である請求項1〜3のいずれか1項に記載の六方晶フェライト磁性粉末の製造方法。
【請求項5】
前記ロール間から排出される非晶質体の飽和磁化量は、0.3A・m2/kg以下である請求項1〜4のいずれか1項に記載の六方晶フェライト磁性粉末の製造方法。
【請求項6】
前記ロール間から、厚み20μm以下の薄片として非晶質体を排出する、請求項1〜5のいずれか1項に記載の六方晶フェライト磁性粉末の製造方法。
【請求項7】
前記原料混合物は、Fe2O3成分(一部が抗磁力調整成分により置換されていてもよい)を30モル%以上含有する請求項1〜6のいずれか1項に記載の六方晶フェライト磁性粉末の製造方法。
【請求項8】
前記流出口から、5〜30g/secの流出量で溶融液を排出する請求項1〜7のいずれか1項に記載の六方晶フェライト磁性粉末の製造方法。
【請求項9】
前記六方晶フェライト磁性粉末は、バリウムフェライト磁性粉末である請求項1〜8のいずれか1項に記載の六方晶フェライト磁性粉末の製造方法。
【請求項10】
請求項1〜9のいずれか1項に記載の製造方法により得られた六方晶フェライト磁性粉末。
【請求項11】
請求項10に記載の六方晶フェライト磁性粉末からなる磁気記録媒体用磁性粉。
【請求項12】
非磁性支持体上に強磁性粉末と結合剤とを含む磁性層を有する磁気記録媒体であって、
前記強磁性粉末として、請求項10に記載の六方晶フェライト磁性粉末を含む磁気記録媒体。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2011−213544(P2011−213544A)
【公開日】平成23年10月27日(2011.10.27)
【国際特許分類】
【出願番号】特願2010−83445(P2010−83445)
【出願日】平成22年3月31日(2010.3.31)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【Fターム(参考)】
【公開日】平成23年10月27日(2011.10.27)
【国際特許分類】
【出願日】平成22年3月31日(2010.3.31)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【Fターム(参考)】
[ Back to top ]