
共押出し成形ダイ及びシステム、共押出し成形された物品を作製する方法、並びにそれによって作製される共押出し成形された物品
第1の溶融高分子材料及び第2の溶融高分子材料を共押出し成形するための押出し成形ダイ(20)及び方法。本ダイは、第1のダイ部分(20)と、第2のダイ部分と、第1のダイ部分及び第2のダイ部分を分離するシムとを含む。シムは、第1の側と、第2の側とを有し、シムの第1の側は、第1のダイ部分の境界を形成し、かつ第1のダイ空洞(38)を画定し、シムの第2の側は、第2のダイ部分の境界を形成し、かつ第2のダイ空洞(40)を画定する。複数個の第1及び第2の押出し開口部を有する分注縁部(36)が提供され、複数個の第1の供給チャネルが、第1のダイ空洞を分注縁部に沿った第1の押出し開口部に接続し、複数個の第2の供給チャネルが、第2のダイ空洞を分注縁部に沿った第2の押出し開口部に接続する。第1及び第2の押出し開口部は、第2の押出し開口部の部分間に配置される第1の押出し開口部の部分を有する界面域を提供するように、分注縁部に沿って配設される。本ダイは、多層物品を作製するための押出し成形システム及び方法において使用される。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、高分子材料を押出し成形する技術に関する。具体的には、本発明は、高分子材料を物品に共押出し成形することに関し、より具体的には、高分子材料を、押出し成形された層間に構造化界面を有する多層物品に共押出し成形することに関する。また、本発明は、そのような物品を作製するための押出し成形ダイ、前述のダイを含む押出し成形システム、及びこのダイを使用する押出し成形プロセスによって前述の物品を作製する方法にも関する。
【背景技術】
【0002】
複数の高分子成分を単一層フィルムに共押出し成形することは、当該技術分野において既知である。複数の高分子流動ストリームは、上から下への多層フィルムを提供するように、ダイ又はフィードブロック内で層状に組み合わせられてきた。フィルムが、厚さ方向に同一の広がりを持つ層としてではなく、フィルムの幅寸法に沿ったストライプとして分割される、より複雑な共押出し成形されたフィルム構造を提供することもまた、知られている。当該技術分野では、そのようなプロセスを「並列」共押出し成形と称してきた。
【発明の概要】
【発明が解決しようとする課題】
【0003】
複数の材料を層状に共押出し成形する技術分野において、多層フィルム等を製造するための押出し成形デバイス及び押出し成形プロセスの改善を含む、改善が必要とされる。
【0004】
本発明は、多層フィルムの製造を簡単にするため、かつ押出し成形された層間に共押出し成形された構造化界面を提供するための、共押出し成形の技術分野における改善を提供する。
【課題を解決するための手段】
【0005】
一態様では、本発明は、第1の溶融高分子材料と第2の溶融高分子材料とを共押出し成形するための押出し成形ダイを提供し、ダイは、第1のダイ部分と、第2のダイ部分と、これら第1のダイ部分と第2のダイ部分とを分離するシムとを含み、シムは、第1の側と、第2の側と、分注縁部とを有し、シムの第1の側が、第1のダイ部分の境界を形成し、かつ第1のダイ空洞を画定し、シムの第2の側が、第2のダイ部分の境界を形成し、かつ第2のダイ空洞を画定し、分注縁部が、複数個の第1及び第2の押出し開口部、第1のダイ空洞を分注縁部に沿った第1の押出し開口部に接続する複数個の第1の供給チャネル、並びに第2のダイ空洞を分注縁部に沿った第2の押出し開口部に接続する複数個の第2の供給チャネルを備え、第1及び第2の押出し開口部が、(a)第2の押出し開口部の部分間に配置される第1の押出し開口部の部分を含む界面域と、(b)相互に並列関係で配設される第1の押出し開口部の部分を含む第1の連続域と、(c)相互に並列関係で配設される第2の押出し開口部の部分を含む第2の連続域とを提供するように、分注縁部に沿って配設され、界面域が、第1の連続域と第2の連続域との間に配置される。
【0006】
別の態様では、本発明は、多層フィルムを製造するための押出し成形システムを提供し、システムは、上述の押出し成形ダイと、第1の溶融高分子材料を第1のダイ空洞に供給するために押出し成形ダイに接続された、第1の溶融高分子材料の源と、第2の溶融高分子材料を第2のダイ空洞に供給するために押出し成形ダイに接続された、第2の溶融高分子材料の源と、押出し成形ダイから多層溶融シートを受容するように位置付けられた冷却装置とを含み、多層溶融シートは、第1及び第2の溶融高分子材料を含み、冷却装置は、多層溶融シートを少なくとも部分的に凝固させるのに十分な温度である。
【0007】
更に別の態様では、本発明は、押出し成形された物品を生産する方法を提供し、方法は、上述の押出し成形システムを準備する工程と、第1の溶融高分子材料の源から第1のダイ空洞に、かつ複数個の第1の押出し成形チャネルを通して、第1の溶融高分子材料を供給する工程であって、第1の溶融高分子材料が、第1及び第2の主表面を有する感圧接着材料の層を含む、工程と、第2のダイ空洞を通して、かつ第2の押出し成形チャネルを通して、第2の溶融高分子材料の源からの第2の溶融高分子材料を押出し成形する工程であって、第2の溶融高分子材料が、第1及び第2の主表面を有する高分子剥離材料を含む、工程と、感圧接着材料及び高分子剥離材料を、ダイの分注縁部に沿った第1及び第2の押出し開口部を通して押出し成形ダイから排出し、多層押出し成形品を提供する工程であって、感圧接着剤の第1の主表面が高分子剥離材料の第1の主表面に、相互間に構造化界面を伴って重なる、工程と、多層押出し成形品を冷却し、感圧接着剤層及びこの接着剤層に取り外し可能に貼着された剥離ライナーの形態の、押出し成形された物品を提供する工程と、を含む。
【0008】
本発明の更に別の態様では、接着物品が提供され、物品は、第1の主表面と第2の主表面とを有する押出し成形された感圧接着材料層であって、第1の主表面が、押出し成形ダイによって提供されるミクロ構造を有する、押出し成形された感圧接着材料層と、第1の主表面と第2の主表面とを有する高分子材料層を含む、押出し成形された剥離ライナーであって、剥離ライナーの第1の主表面が、感圧接着材料の第2の主表面に剥離可能に貼着され、剥離ライナーの第1の主表面が、感圧接着材料層の第2の主表面のミクロ構造に相補的なミクロ構造を有する、押出し成形された剥離ライナーと、を含み、押出し成形された剥離ライナーの第1の主表面上のミクロ構造は、第1の高分子材料の溶融温度に加熱される際にその形態を保持する。
【0009】
本明細書で使用される様々な用語は、当業者によって理解されるようなそれらの一般的な意味を有すると解釈される。しかしながら、特定の用語は、本開示の文脈内でのそれらの意味を明確にするために、明示的に定義される。
【0010】
本明細書で使用される場合、「構造化界面」という用語は、界面が平面ではない多層フィルムを形成する、共押出し成形された材料の層間の界面を指す。換言すれば、界面を構成する輪郭は、全てが同一平面上にあるわけではなく、多くの場合、有意な非平面性を有する。更に、構造化界面は、ミクロの尺度で測定可能である特徴を伴うパターンを提示してもよく、この場合、構造化界面は、「ミクロ構造化」界面と称されてもよい。
【0011】
「上」、「下」、「上部」、「下部」、「下の」、「上の」、「前」、「裏」、「外向き」、「内向き」、「上方」及び「下方」、並びに/又は「第1」及び「第2」等の用語が、本開示において使用される場合がある。特に断りのない限り、これらの用語は、それらの相対的な意味においてのみ使用されることが理解される。具体的には、幾つかの実施形態では、特定の構成要素が、交換可能に、かつ/又は同一の倍数(例えば、対)で存在してもよい。これらの構成要素について、単に、実施形態のうちの1つ以上を説明する便宜上、構成要素に「第1」及び「第2」という表記が適用される場合がある。
【0012】
前述の概要は、本発明のそれぞれ及びあらゆる実施形態又はあらゆる態様を説明することを意図するものではない。当業者は、付随の図面及び添付の「特許請求の範囲」と共に、発明を実施するための形態を含む以下の説明を考察することによって、本発明をより完全に理解するであろう。
【図面の簡単な説明】
【0013】
本発明の実施形態の説明において、本明細書で更に説明される特徴を図示する、付随の図面が参照される。説明される特徴は、参照番号を用いて識別され、類似の参照番号は、典型的に、類似の特徴を識別する。図面は、説明される実施形態の理解を容易にするために提供され、一定の縮尺であると解釈されるべきではない。様々な図面は、以下の通りである。
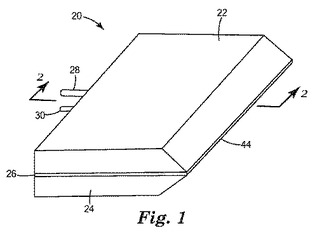
【図1】本発明の一実施形態による、押出し成形ダイの斜視図。
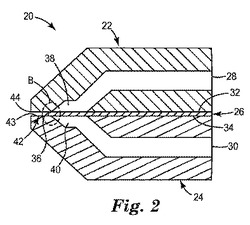
【図2】図1の押出し成形ダイの、その切断線2−2に沿って切り取った断面側面図。
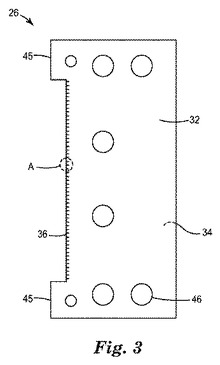
【図3】図1の押出し成形ダイで使用するのに好適な単独で示されるシムの平面図。
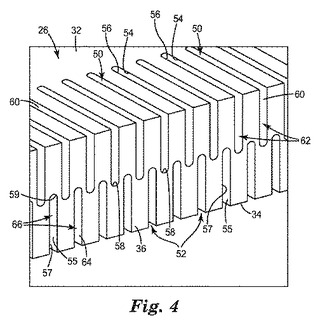
【図4】図3の領域「A」の拡大斜視図。
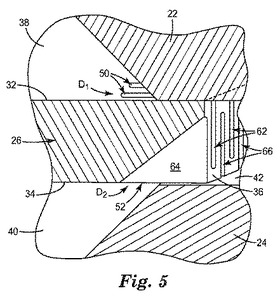
【図5】図2の範囲「B」の上から見た拡大断面斜視図。
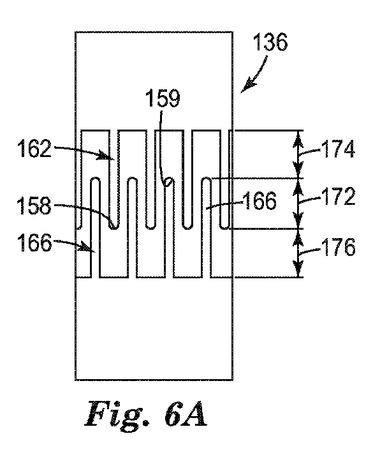
【図6A】本発明による、押出し成形ダイと関連付けられるシムのための分注縁部の異なる実施形態の正面平面図。
【図6B】本発明による、押出し成形ダイと関連付けられるシムのための分注縁部の異なる実施形態の正面平面図。
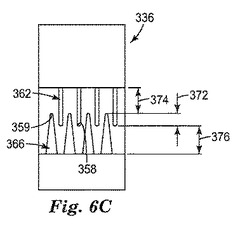
【図6C】本発明による、押出し成形ダイと関連付けられるシムのための分注縁部の異なる実施形態の正面平面図。
【図7】実施例1の押出し成形された多層フィルムの断面を示す顕微鏡写真。
【図8】実施例2の押出し成形されたフィルムの断面を示す顕微鏡写真。
【図9】実施例3の押出し成形されたフィルムの断面を示す顕微鏡写真。
【図10】実施例4の押出し成形されたフィルムの断面を示す顕微鏡写真。
【発明を実施するための形態】
【0014】
本発明の様々な実施形態は、多区域押出し成形ダイ、そのようなダイを組み込むシステム、この押出し成形ダイを使用するプロセス、及びこのプロセスからもたらされる押出し成形された材料を含む。本発明は様々な態様で、押出し成形された多層フィルムの生産又は製造を促進し、押出し成形された層間の界面は、構造化界面であり、構造化界面は、多区域押出し成形ダイによる製造プロセス中に付与される。幾つかの実施形態では、フィルムの層間の界面は、ミクロ構造化界面である。
【0015】
幾つかの実施形態では、例えば高分子剥離ライナーと共に共押出し成形された感圧接着剤の層の形態で、多層物品を提供することができる。第1の主表面に沿って接着剤が、例えば支持体の接着剤がコーティングされた表面と反対の1つの表面上に印刷された図形を有する支持シートに貼着されてもよい。その第2の主表面に沿って、接着剤が、剥離ライナーによって保護され、接着剤とライナーとの間の界面が、ミクロ構造化される。様々な実施形態では、構造化又はミクロ構造化界面が、接着剤及び剥離ライナーの共押出し成形中に作り出される。そのような実施形態では、剥離ライナーは、接着剤の第2の主表面から取り外されてもよく、したがって、露出された第2の主接着剤表面が、別の支持表面(例えば、壁、掲示板、看板等)に適用されてもよい。接着剤が表示表面に結合される際に、接着剤表面のミクロ構造化特徴は、空気を逃がして、接着剤と支持表面との間にエアポケットが形成されるのを回避するための空気抜きチャネルを提供する。
【0016】
本発明の幾つかの実施形態では、材料の2つ以上の層を共押出し成形して、前述の層間に構造化界面を有する多層シート材料又はフィルムを形成するように構築される、押出し成形(又は共押出し成形)ダイが提供される。本明細書で使用される場合、「共押出し成形ダイ」又は「押出し成形ダイ」という用語は、記載された製品(例えば、多層シート材料)を提供するように、ダイを通して材料(本明細書に記載される)が押し込まれ、押し付けられ、押圧され、形状化され、ないしは別の方法でダイを通るように導かれる、ダイを含むと理解される。幾つかの実施形態では、材料は、1つ以上の押出し成形機(例えば、短軸又は2軸)を使用してダイに供給されてもよい。他の実施形態では、材料は、例えば、グリッドメルター及びギアポンプ、又は溶融材料(例えば、溶融高分子材料)の他の源を使用して、ダイを通して供給されてもよい。
【0017】
図を参照すると、図1は、本発明の一実施形態による、多区域押出し成形ダイ20を描写する。ダイ20は、第1のダイ部分22、第2のダイ部分24、及びダイ部分22と24との間に配置されるシム26を含む。幾つかの実施形態では、シム26は、金属製である。他の実施形態では、シム26は、セラミック材料で作製される。第1のダイ部分22は、ダイ20内の第1の区域と、第1の溶融高分子材料の供給を受容し、材料を第1のダイ部分22の内部に導くための第1の入口28とを提供する。第2のダイ部分24は、第2の押出し成形可能な高分子材料の供給をダイ部分24の内部に導くための第2の入口30を含む、第2の域を提供する。第1の材料の入口28及び第2の材料の入口30の両方は、別々の押出し成形可能な高分子材料の源に接続される。入口28及び30は、耐久性のある材料から作製されてもよく、溶融パイプ又は加熱ホースを含んでもよく、これらのパイプ又はホースは今度は、ポンプ及びスクリュー押出し成形機(例えば、2軸若しくは単軸押出し成形機)又は溶融高分子材料の他の源に接続されてもよい。
【0018】
図2を参照すると、第1の側32と、第2の側34と、先端又は分注縁部36とを含む、シム26の実施形態が示されている。「B」と指定される領域は、以下に記載される、分注縁部36の一部分を含む。シム26は、第1のダイ部分22と第2のダイ部分24との間に位置付けられるように構築される。本構築では、シム26の第1の側32及び第1のダイ部分22が第1のダイ空洞38を画定し、一方、シム26の第2の側34及び第2のダイ部分24が第2のダイ空洞40を画定する。実施形態では、第1のダイ部分22及び第2のダイ部分24は、分注縁部36の前に陥凹領域42を含む。陥凹領域42は、前表面44から分注縁部36に、ダイ20の内側に延在する。陥凹領域42は、ランド領域43を含む。
【0019】
シム26の両側上のダイ空洞38及び40は、溶融高分子材料で充填され、加圧されるのに耐えるように構築される。溶融高分子材料によって及ぼされる圧力は、幾つかの要因に依存することが理解される。しかしながら、空洞38と40との間の圧力差は、シム26の物理的変形強度を超えてはならない。幾つかの実施形態では、約1mm〜約2mmの厚さを有する金属シムは、通常の動作圧力に耐えるのに十分に強い。幾つかの実施形態では、約1.5mm厚さが適切である。更に、高分子材料のうちの1つ又は両方の粘度もまた、ダイ空洞38と40との間の圧力差を制御するのを助長するために必要とされ得るように、既知の方法で操作されてもよいことが理解される。
【0020】
図3を参照すると、シム26の平面図が示されており、以下に説明される。描写される実施形態では、分注縁部36は、前述したように、縁部36がダイ20の前部44からのオフセットを有することを促進するように縁部36がシムの前縁部45から後方に凹んでいる、任意選択的な構成で描写されている。分注縁部36のこの陥凹特徴は任意選択的であることが理解される。図2及び図3に描写されるようなそのような特徴は、幾つかの実施形態では望まれ得るが、本発明の他の実施形態は、本特徴を必要としない。必要に応じて、ダイ20の構成要素をアセンブリとして共に締結する際に、それを通して機械ボルト等を受容するための貫通穴46が提供されてもよい。貫通穴46は、シム26の製造中に予形成されてもよく、又はそれらは、後にダイ20が組み立てられる時にドリル開けされてもよい。
【0021】
ここで、図4を参照すると、押出し成形縁部36の一実施形態を示すために、図3の領域「A」の詳細な斜視図が提供される。2つ以上の溶融高分子材料を収容するのに十分な押出し成形チャネルが提供される。描写される実施形態では、シム26の分注縁部36内に2つのセットの入口溝が提供される。具体的には、第1の溝50が、シム26の第1の側32に提供される。組み立てられたダイ20(例えば、図1を参照)では、第1の溝50は、溶融高分子材料が第1のダイ空洞38から、第1の空洞38(図2を参照)から分注縁部36に延在する第1の供給チャネル60に移動するための、開口部を提供する。同様に、第2の溝52が、シム26の第2の側34に提供され、溶融高分子材料が第2のダイ空洞40から、ダイ空洞40から分注縁部36に延在する第2の供給チャネル64に流入するための、複数個の開口部を提供する。第1の供給チャネル60は、側壁を相互に接続する結合表面58を伴う、側壁54及び56を含む。同様に、第2の供給チャネル64は、側壁を相互に接続する結合表面59を伴う、側壁55及び57を含む。幾つかの実施形態では、供給チャネル及び開口部のそれぞれの結合表面は、典型的に鋭角である角度で、分注縁部36に向かって傾斜している。
【0022】
第1の溝50は、シム26の上部又は上側から延在し、分注縁部36に沿った第1の開口部62で終端する、複数個の第1の供給チャネル60を形成する。第2の溝52は、シム26の下部又は下側から延在し、分注縁部36に沿った第2の開口部66に接続される、複数個の第2の供給チャネル64を形成する。第1の溝50及び第1の供給チャネル60は、それぞれの第1の供給チャネル60が、隣接する第2の供給チャネル64間に配置されるように配置され、逆もまた同様である。同様に、第1の開口部62は、分注縁部36の長さに沿って、第2の開口部66と交互に出現する。
【0023】
図5を参照すると、第1のダイ部分22と第2のダイ部分24との間に保持されたシム26の部分図が断面で示されている。シム26は、分注縁部36の周囲に封止を形成して、溶融材料が開口部62及び66から分注縁部36に沿って分注される前に、ダイ空洞38及び40を通って流れる溶融高分子材料が混合するのを防止するために、ダイ部分22と24との間に保持される。ダイ20を使用した押出し成形作業中、第1の溶融高分子材料が第1のダイ空洞38内に配置される。圧力下で、材料は、方向D1に第1の空洞を通って第1の溝50に押し込まれ、又は押圧される。第1の溶融高分子材料は、溝50を通って第1の供給チャネル60に移動し、最終的に分注縁部36に沿った第1の開口部62を通る。同様に、溶融した第2の高分子材料は、第2の空洞40に移動される。圧力下で、第2の材料は、方向D2に第2の空洞を通って第2の溝52に移動される。第2の溶融高分子材料は、溝52を通って第2の供給チャネル64に移動し、最終的に分注縁部36に沿った第2の開口部66を通る。
【0024】
図6を参照すると、シム26の分注縁部の交互構成が描写されている。図6Aは、シム26の分注縁部を構成するための一実施形態の一部分の正面図である。図から分かるように、分注縁部136は、図4の縁部36と類似する。図6Aの実施形態では、第1の開口部162及び第2の開口部166は、相互に対して実質的に平行であり、それぞれの第1の開口部162は、下向きに延在し、縁部158で終端し、一方、それぞれの第2の開口部166は、描写されるように、上向きに延在し、縁部159で終端する。第1の開口部162及び第2の開口部166は、開口部のそれぞれが、部分的にオーバーラップし、開口部のオーバーラップする部分が図中で領域172と指定される「界面域」内に含まれることを特徴とすることができるように、相互をわずかに越えて延在する。第1の開口部162及び第2の開口部166の残りの部分は、界面域172の外側にあり、第1の開口部162のオーバーラップしていない部分が第1の連続域174を形成し、第2の開口部166のオーバーラップしていない部分が第2の連続域176を形成する。押出し成形作業中、第1及び第2の溶融高分子材料は、材料の溶融「フィンガー」として開口部162及び166を通して押し込まれる。溶融材料のこれらのフィンガーは、分注縁部136に沿った開口部162及び166を出ると、既知の方法で膨張し、又は膨らむ。界面域172内の開口部162及び166を通して押出し成形された材料の部分は、第2の溶融高分子材料の部分間に配置された第1の溶融高分子材料の部分からなる、オーバーラップ構造をもたらす。界面域の外側であり、かつ第1の連続域174及び第2の連続域176内である、開口部162及び166を通して押出し成形された材料の部分は、界面構造の両側に、第1の材料の連続領域及び第2の材料の連続領域をもたらす。結果としてもたらされる製品は、相互に重なり、共通の構造化界面を共有する、第1の材料及び第2の材料の2層シートである。記載されるように、構造化界面は、界面域172を通過する第1及び第2の材料の部分の結果である。
【0025】
図6Bを参照すると、シム26に含める分注縁部236の別の実施形態が示されている。第1の開口部262及び第2の開口部266は、相互に対して実質的に平行であるが、同等ではない幅(例えば、それらの対応する側壁が、同一の距離だけ離間されていない)を有する。それぞれの第1の開口部262は、下向きに延在し、縁部258で終端し、一方、それぞれの第2の開口部266は、上向きに延在し、縁部259で終端する。第1の開口部262及び第2の開口部266は、開口部262及び266のオーバーラップする部分のそれぞれが、領域272として指定される「界面域」内に含まれることを特徴とすることができるように、相互をわずかに越えて延在する。第1の連続域274及び/又は第2の連続域276内の界面域の外側の開口部262及び266を通して押出し成形された材料の部分は、構造化界面の両側に、第1の材料の連続領域及び第2の材料の連続領域をそれぞれもたらす。結果としてもたらされる製品は、相互に重なり、共通の構造化界面を共有する、第1の材料及び第2の材料の2層シートである。記載されるように、構造化界面は、界面域272を通過する第1及び第2の材料の部分の結果である。
【0026】
図6Cを参照すると、シム26で使用するのに好適な分注縁部336の更に別の実施形態が示されている。第1の開口部362には側壁が、これらの側壁がそこに切られることとなるシム26の対応する側に対して垂直に提供される。第2の開口部366は、シム26の対応する側に対して非直角で先細になる側壁を形成するように切られている。それぞれの第1の開口部362は、図に示されるように、下向きに延在し、縁部358で終端し、一方、それぞれの第2の開口部366は、描写されるように、上向きに延在し、縁部359で終端する。第1の開口部362及び第2の開口部366は、開口部362及び366のオーバーラップする部分のそれぞれが、「界面域」372内に含まれることを特徴とすることができるように、相互をわずかに越えて延在する。界面域の外側であり、かつ第1の連続域374及び第2の連続域376内である、開口部362及び366を通して押出し成形された材料の部分は、構造化界面の両側に、第1の材料の連続領域及び第2の材料の連続領域をもたらす。結果としてもたらされる製品は、相互に重なり、共通の構造化界面を共有する、第1の材料及び第2の材料の2層シートである。記載されるように、構造化界面は、界面域372を通過する第1及び第2の材料の部分の結果である。
【0027】
図6A〜図6Cの実施形態に示されるように、分注縁部に沿った第1及び第2の開口部、並びにそれらの対応する供給チャネルの輪郭は、同一の構成を伴って提供されることもできるし、又はそれらは異なるように構築されてもよい。第1及び第2の供給チャネルの側壁を、相互に対して平行にすることもできるし、又はそれらを、相互に対して角度を付けることもできる(例えば、鋭角、直角、又は鈍角)。加えて、第1の供給チャネルの側壁を、垂直にすることもできるし、若しくはそれらを、シムの第1の側に対してある角度(直角以外)で配向することもできるし、又は第1のチャネルの側壁を、結合表面からシムの第1の側及び分注縁部に外向きに先細になるように形成することもできる(すなわち、結合表面に隣接する側壁間の距離を、シムの第1の側に隣接する側壁間、若しくは分注縁部に隣接する側壁間のいずれか又は両方の距離より小さくすることができる)。同様に、第2のチャネルの側壁を、垂直にすることもできるし、若しくはそれらを、シムの第2の側に対してある角度(直角以外)で配向することもできるし、又は第2のチャネルの側壁を、それらの結合表面からシムの第2の側及び分注縁部に先細になるように形成することもできる(すなわち、結合表面に隣接する側壁間の距離を、シムの第2の側に隣接する側壁間、若しくは分注縁部に隣接する側壁間のいずれか、又は両方の距離より小さくすることができる)。
【0028】
供給チャネルの両方のセットの側壁を、シムのそれらの対応する側及び分注縁部に対して垂直にすることもできるし、若しくはそれらを、シムのそれらの対応する側及び分注縁部に先細にすることもできるし、又はチャネルの一方のセットを垂直にし、他方のセットを先細にすることもできる。第1及び第2の供給チャネルの深さもまた、同様であっても異なってもよい。傾斜した供給チャネルの使用は、押出し成形品(例えば、フィルム)の平面に対して傾斜した区域を作り出す。
【0029】
多層押出し成形品内の構造化界面の所望の構成によって、第1の供給チャネルの第1の開口部が、シムの第1の側からシムの第2の側に向かって途中まで(例えば、全体ではなく)延在することが典型的に望ましい。同様に、第2の供給チャネルの第2の開口部は、シムの第2の側からシムの第1の側に向かって途中まで延在するべきである。そのような構成では、前述したように、構造化界面を作り出すために、シムの分注縁部に、界面域が提供される。第1の開口部と第2の開口部との間のオーバーラップの程度を、いくらか変化させることができ、開口部の構成、寸法、及び配向は、特定の物品に好適な構造化界面を提供するために変化させられてもよい。本発明は、比較的狭い出口開口部の使用を可能にする。例えば、第1のチャネル又は第2のチャネルのいずれについても、その出口開口部はそれぞれ、1.5mm(1500マイクロメートル)以下の最大幅寸法(すなわち出口開口部でのチャネルの対向する側壁間の最大距離)を有することができる。より大きいチャネル幅寸法もまた、本発明の様々な実施形態に従って使用することができる。チャネルを通過する高分子材料の流れに対する抵抗は、チャネル幅の3乗の逆数として増加し得る。この抵抗は、実際問題として、チャネルの有効最小寸法を制限し得る。その結果、チャネルのそれぞれは約50マイクロメートル又は場合によっては最低約25マイクロメートルの最小幅寸法(すなわち出口開口部でのチャネルの対向する側壁間の最小距離)を有することが可能である。熱又は放射線硬化可能な高分子材料は典型的には熱可塑性の押出し成形可能な高分子材料に比べて比較的低い粘度を有するので、更に小さいチャネル幅寸法であっても、そのような熱又は放射線硬化可能な高分子材料を使用することによって押出し成形することが可能である。幾つかの実施形態では、分注縁部は、平面ではない表面として提供されてもよい。幾つかの実施形態では、分注縁部は、第1及び第2の溶融高分子材料のうちの一方又は両方の連続層の形成を助長するために、その縁部の一方又は両方を面取りされる。
【0030】
図6A〜図6Cに示される分注縁部の実施形態のそれぞれでは、分注縁部のそれぞれは、使用中、押出し成形プロセス中に材料がダイ20のチャンバを通って分注縁部36に移動する際、2つの溶融高分子材料を分離する働きをするシムに、貼着される。前述の実施形態は、制限として解釈されるものではなく、押出し成形された材料の層間に構造化界面を提供するために第1及び第2の出口開口部が相互にオーバーラップする程度を代表するものである。構造化又はミクロ構造化界面の特定の構成は、例えば、第1の開口部と第2の開口部との間のオーバーラップの程度(例えば、ダイ面上の界面域の相対寸法)、分注縁部上の出口開口部の構成又は形状、及び押出し成形される材料の特性を含む、種々の要因に依存する可能性がある。
【0031】
ダイの前述の実施形態は、既知の方法で製造されてもよい。押出し成形シム(例えば、図3のシム26)の分注縁部の製造に関して、溝、供給チャネル、及び出口開口部は、例えば、ワイヤー放電機械加工(EDM)、又はレーザ、電子ビーム、若しくはダイヤモンド機械加工等の他の機械加工技術方法を使用して、作製されてもよい。
【0032】
前述のダイの使用については、種々の押出し成形可能な高分子材料のいずれも使用することができる。従来の押出し成形可能な熱可塑性高分子材料に加えて、本発明はまた、架橋させることができる高分子材料を共押出し成形するために使用されてもよい。例えば、第1及び第2の押出し成形可能な高分子材料のいずれか又は両方は、硬化可能な樹脂を含んでもよい。熱硬化可能な樹脂が使用される際、硬化プロセスを開始するため、並びに高分子材料の粘度及び/又は対応するダイ空洞(例えば、空洞38及び40)内の圧力を調節するために、ダイ20を加熱することができる。
【0033】
本発明の実施形態では、高分子材料を押出し成形ダイに提供するための第1及び第2の溶融高分子材料の源を含む、多層シートを製造するためのシステムが提供される。幾つかの実施形態では、第1及び第2の溶融高分子材料の源は、異なる高分子材料を処理するために装備された、第1及び第2の押出し成形機である。両方の押出し成形機は、第1の押出し成形機が、第1の溶融高分子材料を第1のダイ域又は空洞38に提供し、第2の押出し成形機が、第2の溶融高分子材料を第2のダイ域又はダイ空洞40に提供するように、上述のダイ20に接続される。そのようなシステムの動作及び構成は、当業者には知られるところであろう。好適な押出し成形機は、前述したように、ダイ20を通して処理され得る第1及び第2の溶融高分子材料を提供するために、高分子及び単量体材料、並びに添加剤、溶媒等を処理することができる。押出し成形機のいずれか又は両方は、複数個の加熱域、並びに既知の方法で高分子材料の構成要素を押出し成形機に導くためのホッパを含んでもよい。様々な実施形態では、短軸押出し成形機又は2軸押出し成形機のいずれが使用されてもよい。
【0034】
前述のシステムでは、ダイ20は、両方の押出し成形機によってもたらされる溶融高分子材料の供給を受容し、これらの供給分を別々のストリームとして維持するように位置付けられ、それぞれのストリームは、前述したように、ダイ空洞38及び40のうちの1つを通過し、分注縁部36並びに供給チャネル60及び64に入る。2つの溶融高分子材料は、それぞれの層が溶融高分子材料のうちの1つによって形成される2つの異なる層を有する多層シートを形成するように、相互に付着する2つのストリームで多区域ダイ20を通して押出し成形される。先に言及したように、層間の界面は、開口部(例えば、開口部62及び66)の構成及び界面域(例えば、図6Aの界面域172)内で開口部が相互にオーバーラップする程度の直接的な結果として構造化される。他の実施形態では、システムは、溶融高分子材料を押出し成形ダイに供給するための他の手段を含むことができることが理解される。幾つかの実施形態では、1つ以上のグリッドメルター及びポンプが、溶融高分子材料を押出し成形ダイ20に供給する。幾つかの実施形態では、単一の押出し成形機が、溶融材料のうちの1つをダイに供給し、一方、別の手段(例えば、グリッドメルター及びポンプ)が、他方の溶融材料を供給するために使用されてもよい。材料の初期源として短軸又は2軸押出し成形機を含むことは、使用される材料及び当業者によく知られる他の基準による、設計選択の問題であることが理解される。
【0035】
押出し成形された多層シートは、ダイ20を出ると冷却され、シート材料は次いで、更に処理されてもよいし、又は例えば、保管若しくは後での更なる処理のために、ロール上に巻き取られてもよい。材料の冷却は、多層押出し成形品がダイを出る際にそれを受容するように位置付けられた低温ロール等の上で達成されてもよい。他の実施形態では、溶融材料は、例えば、一連の冷却ロール上又は水浴内で冷却される。
【0036】
幾つかの実施形態では、溶融高分子材料は、感圧接着剤等の高分子含有接着剤、及び剥離ライナーである。感圧接着剤及び剥離ライナーの共押出し成形を含む本発明の実施形態では、任意の種々の好適な接着剤組成物が使用されてもよく、このような組成物としては、ゴム、熱可塑性エラストマー類、ポリビニルエーテル類、ポリ−アルファ−オレフィン類、ポリアクリレート類、及び/又はメタクリレート類、シリコーン類等に基づくものが挙げられるが、これらに限定されない。
【0037】
幾つかの実施形態では、圧力接着剤は、1つ以上のアクリレート又はメタクリレートモノマー(類)とアクリル酸との反応によって形成されたアクリレート接着剤である。一実施形態では、アクリレート接着剤は、アクリル酸と2−エチルヘキシルアクリレートとの反応生成物である高分子を含む。好適なモノマーは、アクリル酸、ブチルアクリレート、2−エチルヘキシルアクリレート、イソオクチルアクリレート、イソノニルアクリレート、n−ブチルアクリレート、2−メチル−ブチルアクリレート、メチルアクリレート、エチルアクリレート、アクリロニトリル、メチルメタクリレート、トリメチロールプロパントリアクリレート(TMPTA)、ビニルアセテート、N−ビニルピロリドン、メタクリルアミド、及びこれらの2つ以上の組み合わせの群から選択することができる。他の実施形態では、接着剤は、例えば、スチレン−イソプレンブロックコポリマー又はエチレン/メタクリル酸等のブロックコポリマーである。ブロックコポリマーの組み合わせは、ジ−ブロック、トリ−ブロック、テトラ−ブロック、及びより高位の(いわゆるスター−ブロック)コポリマーを含んでもよい。
【0038】
ベース接着性樹脂の記載される実施形態に加えて、当業者は、初期粘着、接着強度、所望の温度範囲にわたる性能、分注性、又は耐久性を調節するために、粘着付与樹脂及び他の添加剤が、接着剤製剤に添加されてもよいことを理解されよう。粘着付与剤の幾つかの例には、ロジンエステル樹脂類、芳香族炭化水素樹脂類、脂肪族炭化水素樹脂類、及びテルペン樹脂類が挙げられる。油、可塑剤、充填剤、酸化防止剤、紫外線安定剤、難燃剤、及び硬化剤は、他の種類の添加剤の例である。
【0039】
剥離ライナーは、例えば、ポリオレフィン類、及びより具体的には、ポリプロピレン、ポリエチレン等のプラスチック材料等、そのような適用に好適な既知の材料から作製されてもよい。好適なポリエチレンは、高密度ポリエチレン(HDPE)、低密度ポリエチレン(LDPE)、超低密度ポリエチレン、又はエチレン、プロピレン、ブタン、ヘキサン、及び/若しくはオクテンのランダム若しくはブロックコポリマー類であり得る。好適なポリプロピレンには、エチレン、ブタン、ヘキサン、及び/又はオクテンを伴う、ホモポリマー類及びコポリマー類が挙げられる。
【0040】
別の好適な種類の剥離材料は、フッ化ビニル、フッ化ビニリデン、トリフルオロエチレン、テトラフルオロエチレン、クロロトリフルオロエチレン、ヘキサフルオロプロピレン、ペルフルオロメチルビニルエーテル、これらの組み合わせから選択されるホモポリマー類及びコポリマー類等のフルオロポリマー類であり、場合によってはまた、エチレン、プロピレン、ブタン、ヘキサン、オクテン、又は少量の他のビニルモノマー類をも含有する。
【0041】
更に別の好適な種類の剥離材料は、シリコーン類である。これらの材料は、−O−Si−骨格を含有する。側基は、メチル、エチル、及びより長いアルキル、フルオロアルキル、フェニル、又はビニル部分を含んでもよい。加えて、シリコーンブロックコポリマーもまた、有用であり得る。
【0042】
一実施形態では、本発明は、感圧接着剤及び剥離ライナーを提供し、これら感圧接着剤及び剥離ライナーについて本発明の共押出し成形プロセスが構造化界面を提供し、剥離層は、その通常の融点で、構造化又はミクロ構造化構成を保持する。その結果として、共押出し成形は剥離層について、例えばエンボス加工プロセスでは見られない、温度許容度を可能にする。更に、共押出し成形は、本明細書に記載される接着物品の製造における追加工程の必要性を回避し、適切なダイの製造によって、剥離ライナーを伴う構造化又はミクロ構造化感圧接着剤物品の比較的高速かつ安価な製造プロセスを提供する。幾つかの実施形態では、本発明の前述の実施形態は、アクリレート接着剤及びポリエチレン剥離ライナーの製造において特に有用であり、構造化表面は、空気を逃がすための空気抜きチャネルを提供する、ミクロ構造化表面であり、一方、感圧接着剤は、表示表面等と結合される。
【0043】
加えて、任意の前述の接着剤材料及び/又は剥離ライナー材料は、当業者に既知であるように、別の支持層で更に補強されてもよい。接着剤を支持するのに好適な材料は、織布材料、不織布材料、高分子シート、人工及び天然繊維、紙等の任意の種々のシート材料から選択されてもよい。幾つかの実施形態では、支持体は、接着剤の構造化界面とは反対の主表面上に印刷文字及び画像を受容することができる、シート材料である。幾つかの実施形態では、接着剤層は、感圧接着剤であり、接着剤の支持体は、支持体の構造化界面とは反対の主表面上に印刷された言葉又は画像を含む。そのような構成では、剥離層が取り外された状態で、接着剤の構造化表面が露出され、好適な表示表面(例えば、壁、掲示板等)に適用されてもよい。接着剤の表示表面への適用において、接着剤の構造化表面は、空気を逃がすための経路を提供する空気抜きチャネルを提供し、一方、接着剤は、表示表面に結合される。そのような構成では、接着剤と表示表面との間の気泡又はエアポケットの閉じ込めが回避され、支持体の非接着剤側に印刷された言葉又は画像を、本来意図されるように、すなわち、平滑な表面上に、表示し又は見ることができる。支持層の接着剤又はライナーへの適用は、連続して、又は連続せずに行われてもよい。剥離ライナーの好適な支持体材料には、紙、他の高分子材料、繊維、織布材料、不織布材料等が挙げられる。
【0044】
前述の感圧接着剤及び剥離ライナーを含む図形表示に加えて、本発明の実施形態は、飛行機、ボート、自動車、風力又は水力タービンに適用される抵抗低減フィルム等の他の多層シート様構成の調製に使用されてもよい。風力タービンブレード、自動車、及び他の車両、並びにロール品、床及び屋根製品のための耐摩耗フィルムもまた、本発明の1つ以上の実施形態に従って調製されてもよい。
【実施例】
【0045】
以下の非制限的な実施例において更に、具体的で詳細な実施形態が提供される。
【0046】
シム調製:
図3に示されるものと同様のシムが、1.5mm厚さのステンレススチール金属シムストックから製造された。従来のワイヤー放電機械加工(EDM)技術を使用して、シムの分注縁部に、2セットの溝、供給チャネル(ミクロチャネル)、及び開口部が機械加工された。シムの上部/上側内の供給チャネルの第1のセットは、高分子流の方向に測定して1600マイクロメートルの長さ、及び87.5マイクロメートルの幅を有し、シムの分注縁部の幅にわたって1050マイクロメートル延在する開口部を伴った。シムの下部/下側内の供給チャネルの第2のセットは、高分子流の方向に測定して1600マイクロメートルの長さ、及び125マイクロメートルの幅を有し、シムの分注縁部の幅にわたって825マイクロメートル延在する開口部を含んだ。開口部の第1のセットは、シムの分注縁部にわたって、それぞれの開口部間に70マイクロメートルの間隔を伴って、開口部の第2のセットと交互に並び、供給チャネル及び開口部のそれぞれは、ホイル障壁によって隣接するチャネル及び開口部から分離された。シムは、シムを2つのダイ半片の間に、封止表面がシムの分注縁部から後方に約1000マイクロメートルの距離で延在するように位置付けることによって、押出し成形ダイで使用された。
【0047】
(実施例1)
共押出し成形フィルムが、上述のシム及び以下の手順を使用して調製された。低密度ポリエチレン(Dow Chemical Co.,Midland,MIからのINFUSE D9807、15 MI)を溶融し、デュアル多岐管押出し成形ダイの第1の多岐管に押出すために、32mm短軸押出し成形機(3:1 L/D、水冷式供給口)が使用された。ポリエチレンは、2重量%の青色濃縮物を使用して青色に着色された。1.2kg/時の流量が使用された。溶融温度は、190℃に維持された。アクリレート接着剤を溶融し、デュアル多岐管押出し成形ダイの第2の多岐管に押出すために、第2の32mm短軸押出し成形機(3:1 L/D、水冷式供給口)が使用された。アクリレート接着剤は、87.5重量%のエチルヘキシルアクリレート及び12.5%のアクリル酸の予高分子化混合物からなった。接着剤は、Bonnot接着剤ポンプセット(Bonnot Manufacturing,Green,OhioからのBonnot Model 2WPKR、50mm)内で175℃で溶融された後、供給口の直後の押出し成形機に射出された。2.1kg/時の流量が使用された。溶融温度は、190℃に維持された。押出し成形機からの押出し成形品は、デュアル多岐管ダイに供給され、204℃に維持され、上述のシムに取り付けられた。ダイの第1の多岐管に供給するために、ポリエチレンが使用され、第1の多岐管は、材料をシムの上部/上側内の溝の第1のセットに供給した。ダイの第2の多岐管に供給するためにアクリレート接着剤が使用され、第2の多岐管は、材料をシムの下部/下側内の溝の第2のセットに供給した。シムの分注縁部を出た後、組み合わせられた押出し成形品は、ダイのランド領域を通って12.5mm流れ、次いで、垂直方向下向きに、50マイクロメートルのポリエチレンテレフタレート(PET)フィルム上に堆積され、次いで、温度制御されたクロム仕上げスチールロール(20℃)上で、3.1メートル/分のライン速度で冷却された。フィルムの断面の顕微鏡写真が図7に示されており、顕微鏡写真内のより暗い部分は、ポリエチレンに対応する。
【0048】
(実施例2)
共押出し成形フィルムが、ポリエチレンの流量が0.9kg/時であったことを除き、実施例1と同様に調製された。フィルムの断面の顕微鏡写真が図8に示されており、顕微鏡写真内のより暗い部分は、ポリエチレンに対応する。
【0049】
(実施例3)
共押出し成形フィルムが、ポリエチレン層にINFUSE D9507(Dow Chemical Co.,Midland,MIから入手可能な5 MI)が使用されたことを除き、実施例2と同様に調製された。フィルムの断面の顕微鏡写真が図9に示されており、顕微鏡写真内のより暗い部分は、ポリエチレンに対応する。
【0050】
(実施例4)
共押出し成形フィルムが、押出し成形品が、PETフィルムの代わりにPVC(ビニル)キャストフィルム上に堆積されたことを除き、実施例2と同様に調製された。フィルムの断面の顕微鏡写真が図10に示されており、顕微鏡写真内のより暗い部分は、ポリエチレンに対応する。
【0051】
本発明の実施形態が、本明細書で説明され、記載されてきた。記載された実施形態は、本発明の趣旨及び範囲から逸脱することなく、当業者による様々な修正及び変更を受容し得る。
【技術分野】
【0001】
本発明は、高分子材料を押出し成形する技術に関する。具体的には、本発明は、高分子材料を物品に共押出し成形することに関し、より具体的には、高分子材料を、押出し成形された層間に構造化界面を有する多層物品に共押出し成形することに関する。また、本発明は、そのような物品を作製するための押出し成形ダイ、前述のダイを含む押出し成形システム、及びこのダイを使用する押出し成形プロセスによって前述の物品を作製する方法にも関する。
【背景技術】
【0002】
複数の高分子成分を単一層フィルムに共押出し成形することは、当該技術分野において既知である。複数の高分子流動ストリームは、上から下への多層フィルムを提供するように、ダイ又はフィードブロック内で層状に組み合わせられてきた。フィルムが、厚さ方向に同一の広がりを持つ層としてではなく、フィルムの幅寸法に沿ったストライプとして分割される、より複雑な共押出し成形されたフィルム構造を提供することもまた、知られている。当該技術分野では、そのようなプロセスを「並列」共押出し成形と称してきた。
【発明の概要】
【発明が解決しようとする課題】
【0003】
複数の材料を層状に共押出し成形する技術分野において、多層フィルム等を製造するための押出し成形デバイス及び押出し成形プロセスの改善を含む、改善が必要とされる。
【0004】
本発明は、多層フィルムの製造を簡単にするため、かつ押出し成形された層間に共押出し成形された構造化界面を提供するための、共押出し成形の技術分野における改善を提供する。
【課題を解決するための手段】
【0005】
一態様では、本発明は、第1の溶融高分子材料と第2の溶融高分子材料とを共押出し成形するための押出し成形ダイを提供し、ダイは、第1のダイ部分と、第2のダイ部分と、これら第1のダイ部分と第2のダイ部分とを分離するシムとを含み、シムは、第1の側と、第2の側と、分注縁部とを有し、シムの第1の側が、第1のダイ部分の境界を形成し、かつ第1のダイ空洞を画定し、シムの第2の側が、第2のダイ部分の境界を形成し、かつ第2のダイ空洞を画定し、分注縁部が、複数個の第1及び第2の押出し開口部、第1のダイ空洞を分注縁部に沿った第1の押出し開口部に接続する複数個の第1の供給チャネル、並びに第2のダイ空洞を分注縁部に沿った第2の押出し開口部に接続する複数個の第2の供給チャネルを備え、第1及び第2の押出し開口部が、(a)第2の押出し開口部の部分間に配置される第1の押出し開口部の部分を含む界面域と、(b)相互に並列関係で配設される第1の押出し開口部の部分を含む第1の連続域と、(c)相互に並列関係で配設される第2の押出し開口部の部分を含む第2の連続域とを提供するように、分注縁部に沿って配設され、界面域が、第1の連続域と第2の連続域との間に配置される。
【0006】
別の態様では、本発明は、多層フィルムを製造するための押出し成形システムを提供し、システムは、上述の押出し成形ダイと、第1の溶融高分子材料を第1のダイ空洞に供給するために押出し成形ダイに接続された、第1の溶融高分子材料の源と、第2の溶融高分子材料を第2のダイ空洞に供給するために押出し成形ダイに接続された、第2の溶融高分子材料の源と、押出し成形ダイから多層溶融シートを受容するように位置付けられた冷却装置とを含み、多層溶融シートは、第1及び第2の溶融高分子材料を含み、冷却装置は、多層溶融シートを少なくとも部分的に凝固させるのに十分な温度である。
【0007】
更に別の態様では、本発明は、押出し成形された物品を生産する方法を提供し、方法は、上述の押出し成形システムを準備する工程と、第1の溶融高分子材料の源から第1のダイ空洞に、かつ複数個の第1の押出し成形チャネルを通して、第1の溶融高分子材料を供給する工程であって、第1の溶融高分子材料が、第1及び第2の主表面を有する感圧接着材料の層を含む、工程と、第2のダイ空洞を通して、かつ第2の押出し成形チャネルを通して、第2の溶融高分子材料の源からの第2の溶融高分子材料を押出し成形する工程であって、第2の溶融高分子材料が、第1及び第2の主表面を有する高分子剥離材料を含む、工程と、感圧接着材料及び高分子剥離材料を、ダイの分注縁部に沿った第1及び第2の押出し開口部を通して押出し成形ダイから排出し、多層押出し成形品を提供する工程であって、感圧接着剤の第1の主表面が高分子剥離材料の第1の主表面に、相互間に構造化界面を伴って重なる、工程と、多層押出し成形品を冷却し、感圧接着剤層及びこの接着剤層に取り外し可能に貼着された剥離ライナーの形態の、押出し成形された物品を提供する工程と、を含む。
【0008】
本発明の更に別の態様では、接着物品が提供され、物品は、第1の主表面と第2の主表面とを有する押出し成形された感圧接着材料層であって、第1の主表面が、押出し成形ダイによって提供されるミクロ構造を有する、押出し成形された感圧接着材料層と、第1の主表面と第2の主表面とを有する高分子材料層を含む、押出し成形された剥離ライナーであって、剥離ライナーの第1の主表面が、感圧接着材料の第2の主表面に剥離可能に貼着され、剥離ライナーの第1の主表面が、感圧接着材料層の第2の主表面のミクロ構造に相補的なミクロ構造を有する、押出し成形された剥離ライナーと、を含み、押出し成形された剥離ライナーの第1の主表面上のミクロ構造は、第1の高分子材料の溶融温度に加熱される際にその形態を保持する。
【0009】
本明細書で使用される様々な用語は、当業者によって理解されるようなそれらの一般的な意味を有すると解釈される。しかしながら、特定の用語は、本開示の文脈内でのそれらの意味を明確にするために、明示的に定義される。
【0010】
本明細書で使用される場合、「構造化界面」という用語は、界面が平面ではない多層フィルムを形成する、共押出し成形された材料の層間の界面を指す。換言すれば、界面を構成する輪郭は、全てが同一平面上にあるわけではなく、多くの場合、有意な非平面性を有する。更に、構造化界面は、ミクロの尺度で測定可能である特徴を伴うパターンを提示してもよく、この場合、構造化界面は、「ミクロ構造化」界面と称されてもよい。
【0011】
「上」、「下」、「上部」、「下部」、「下の」、「上の」、「前」、「裏」、「外向き」、「内向き」、「上方」及び「下方」、並びに/又は「第1」及び「第2」等の用語が、本開示において使用される場合がある。特に断りのない限り、これらの用語は、それらの相対的な意味においてのみ使用されることが理解される。具体的には、幾つかの実施形態では、特定の構成要素が、交換可能に、かつ/又は同一の倍数(例えば、対)で存在してもよい。これらの構成要素について、単に、実施形態のうちの1つ以上を説明する便宜上、構成要素に「第1」及び「第2」という表記が適用される場合がある。
【0012】
前述の概要は、本発明のそれぞれ及びあらゆる実施形態又はあらゆる態様を説明することを意図するものではない。当業者は、付随の図面及び添付の「特許請求の範囲」と共に、発明を実施するための形態を含む以下の説明を考察することによって、本発明をより完全に理解するであろう。
【図面の簡単な説明】
【0013】
本発明の実施形態の説明において、本明細書で更に説明される特徴を図示する、付随の図面が参照される。説明される特徴は、参照番号を用いて識別され、類似の参照番号は、典型的に、類似の特徴を識別する。図面は、説明される実施形態の理解を容易にするために提供され、一定の縮尺であると解釈されるべきではない。様々な図面は、以下の通りである。
【図1】本発明の一実施形態による、押出し成形ダイの斜視図。
【図2】図1の押出し成形ダイの、その切断線2−2に沿って切り取った断面側面図。
【図3】図1の押出し成形ダイで使用するのに好適な単独で示されるシムの平面図。
【図4】図3の領域「A」の拡大斜視図。
【図5】図2の範囲「B」の上から見た拡大断面斜視図。
【図6A】本発明による、押出し成形ダイと関連付けられるシムのための分注縁部の異なる実施形態の正面平面図。
【図6B】本発明による、押出し成形ダイと関連付けられるシムのための分注縁部の異なる実施形態の正面平面図。
【図6C】本発明による、押出し成形ダイと関連付けられるシムのための分注縁部の異なる実施形態の正面平面図。
【図7】実施例1の押出し成形された多層フィルムの断面を示す顕微鏡写真。
【図8】実施例2の押出し成形されたフィルムの断面を示す顕微鏡写真。
【図9】実施例3の押出し成形されたフィルムの断面を示す顕微鏡写真。
【図10】実施例4の押出し成形されたフィルムの断面を示す顕微鏡写真。
【発明を実施するための形態】
【0014】
本発明の様々な実施形態は、多区域押出し成形ダイ、そのようなダイを組み込むシステム、この押出し成形ダイを使用するプロセス、及びこのプロセスからもたらされる押出し成形された材料を含む。本発明は様々な態様で、押出し成形された多層フィルムの生産又は製造を促進し、押出し成形された層間の界面は、構造化界面であり、構造化界面は、多区域押出し成形ダイによる製造プロセス中に付与される。幾つかの実施形態では、フィルムの層間の界面は、ミクロ構造化界面である。
【0015】
幾つかの実施形態では、例えば高分子剥離ライナーと共に共押出し成形された感圧接着剤の層の形態で、多層物品を提供することができる。第1の主表面に沿って接着剤が、例えば支持体の接着剤がコーティングされた表面と反対の1つの表面上に印刷された図形を有する支持シートに貼着されてもよい。その第2の主表面に沿って、接着剤が、剥離ライナーによって保護され、接着剤とライナーとの間の界面が、ミクロ構造化される。様々な実施形態では、構造化又はミクロ構造化界面が、接着剤及び剥離ライナーの共押出し成形中に作り出される。そのような実施形態では、剥離ライナーは、接着剤の第2の主表面から取り外されてもよく、したがって、露出された第2の主接着剤表面が、別の支持表面(例えば、壁、掲示板、看板等)に適用されてもよい。接着剤が表示表面に結合される際に、接着剤表面のミクロ構造化特徴は、空気を逃がして、接着剤と支持表面との間にエアポケットが形成されるのを回避するための空気抜きチャネルを提供する。
【0016】
本発明の幾つかの実施形態では、材料の2つ以上の層を共押出し成形して、前述の層間に構造化界面を有する多層シート材料又はフィルムを形成するように構築される、押出し成形(又は共押出し成形)ダイが提供される。本明細書で使用される場合、「共押出し成形ダイ」又は「押出し成形ダイ」という用語は、記載された製品(例えば、多層シート材料)を提供するように、ダイを通して材料(本明細書に記載される)が押し込まれ、押し付けられ、押圧され、形状化され、ないしは別の方法でダイを通るように導かれる、ダイを含むと理解される。幾つかの実施形態では、材料は、1つ以上の押出し成形機(例えば、短軸又は2軸)を使用してダイに供給されてもよい。他の実施形態では、材料は、例えば、グリッドメルター及びギアポンプ、又は溶融材料(例えば、溶融高分子材料)の他の源を使用して、ダイを通して供給されてもよい。
【0017】
図を参照すると、図1は、本発明の一実施形態による、多区域押出し成形ダイ20を描写する。ダイ20は、第1のダイ部分22、第2のダイ部分24、及びダイ部分22と24との間に配置されるシム26を含む。幾つかの実施形態では、シム26は、金属製である。他の実施形態では、シム26は、セラミック材料で作製される。第1のダイ部分22は、ダイ20内の第1の区域と、第1の溶融高分子材料の供給を受容し、材料を第1のダイ部分22の内部に導くための第1の入口28とを提供する。第2のダイ部分24は、第2の押出し成形可能な高分子材料の供給をダイ部分24の内部に導くための第2の入口30を含む、第2の域を提供する。第1の材料の入口28及び第2の材料の入口30の両方は、別々の押出し成形可能な高分子材料の源に接続される。入口28及び30は、耐久性のある材料から作製されてもよく、溶融パイプ又は加熱ホースを含んでもよく、これらのパイプ又はホースは今度は、ポンプ及びスクリュー押出し成形機(例えば、2軸若しくは単軸押出し成形機)又は溶融高分子材料の他の源に接続されてもよい。
【0018】
図2を参照すると、第1の側32と、第2の側34と、先端又は分注縁部36とを含む、シム26の実施形態が示されている。「B」と指定される領域は、以下に記載される、分注縁部36の一部分を含む。シム26は、第1のダイ部分22と第2のダイ部分24との間に位置付けられるように構築される。本構築では、シム26の第1の側32及び第1のダイ部分22が第1のダイ空洞38を画定し、一方、シム26の第2の側34及び第2のダイ部分24が第2のダイ空洞40を画定する。実施形態では、第1のダイ部分22及び第2のダイ部分24は、分注縁部36の前に陥凹領域42を含む。陥凹領域42は、前表面44から分注縁部36に、ダイ20の内側に延在する。陥凹領域42は、ランド領域43を含む。
【0019】
シム26の両側上のダイ空洞38及び40は、溶融高分子材料で充填され、加圧されるのに耐えるように構築される。溶融高分子材料によって及ぼされる圧力は、幾つかの要因に依存することが理解される。しかしながら、空洞38と40との間の圧力差は、シム26の物理的変形強度を超えてはならない。幾つかの実施形態では、約1mm〜約2mmの厚さを有する金属シムは、通常の動作圧力に耐えるのに十分に強い。幾つかの実施形態では、約1.5mm厚さが適切である。更に、高分子材料のうちの1つ又は両方の粘度もまた、ダイ空洞38と40との間の圧力差を制御するのを助長するために必要とされ得るように、既知の方法で操作されてもよいことが理解される。
【0020】
図3を参照すると、シム26の平面図が示されており、以下に説明される。描写される実施形態では、分注縁部36は、前述したように、縁部36がダイ20の前部44からのオフセットを有することを促進するように縁部36がシムの前縁部45から後方に凹んでいる、任意選択的な構成で描写されている。分注縁部36のこの陥凹特徴は任意選択的であることが理解される。図2及び図3に描写されるようなそのような特徴は、幾つかの実施形態では望まれ得るが、本発明の他の実施形態は、本特徴を必要としない。必要に応じて、ダイ20の構成要素をアセンブリとして共に締結する際に、それを通して機械ボルト等を受容するための貫通穴46が提供されてもよい。貫通穴46は、シム26の製造中に予形成されてもよく、又はそれらは、後にダイ20が組み立てられる時にドリル開けされてもよい。
【0021】
ここで、図4を参照すると、押出し成形縁部36の一実施形態を示すために、図3の領域「A」の詳細な斜視図が提供される。2つ以上の溶融高分子材料を収容するのに十分な押出し成形チャネルが提供される。描写される実施形態では、シム26の分注縁部36内に2つのセットの入口溝が提供される。具体的には、第1の溝50が、シム26の第1の側32に提供される。組み立てられたダイ20(例えば、図1を参照)では、第1の溝50は、溶融高分子材料が第1のダイ空洞38から、第1の空洞38(図2を参照)から分注縁部36に延在する第1の供給チャネル60に移動するための、開口部を提供する。同様に、第2の溝52が、シム26の第2の側34に提供され、溶融高分子材料が第2のダイ空洞40から、ダイ空洞40から分注縁部36に延在する第2の供給チャネル64に流入するための、複数個の開口部を提供する。第1の供給チャネル60は、側壁を相互に接続する結合表面58を伴う、側壁54及び56を含む。同様に、第2の供給チャネル64は、側壁を相互に接続する結合表面59を伴う、側壁55及び57を含む。幾つかの実施形態では、供給チャネル及び開口部のそれぞれの結合表面は、典型的に鋭角である角度で、分注縁部36に向かって傾斜している。
【0022】
第1の溝50は、シム26の上部又は上側から延在し、分注縁部36に沿った第1の開口部62で終端する、複数個の第1の供給チャネル60を形成する。第2の溝52は、シム26の下部又は下側から延在し、分注縁部36に沿った第2の開口部66に接続される、複数個の第2の供給チャネル64を形成する。第1の溝50及び第1の供給チャネル60は、それぞれの第1の供給チャネル60が、隣接する第2の供給チャネル64間に配置されるように配置され、逆もまた同様である。同様に、第1の開口部62は、分注縁部36の長さに沿って、第2の開口部66と交互に出現する。
【0023】
図5を参照すると、第1のダイ部分22と第2のダイ部分24との間に保持されたシム26の部分図が断面で示されている。シム26は、分注縁部36の周囲に封止を形成して、溶融材料が開口部62及び66から分注縁部36に沿って分注される前に、ダイ空洞38及び40を通って流れる溶融高分子材料が混合するのを防止するために、ダイ部分22と24との間に保持される。ダイ20を使用した押出し成形作業中、第1の溶融高分子材料が第1のダイ空洞38内に配置される。圧力下で、材料は、方向D1に第1の空洞を通って第1の溝50に押し込まれ、又は押圧される。第1の溶融高分子材料は、溝50を通って第1の供給チャネル60に移動し、最終的に分注縁部36に沿った第1の開口部62を通る。同様に、溶融した第2の高分子材料は、第2の空洞40に移動される。圧力下で、第2の材料は、方向D2に第2の空洞を通って第2の溝52に移動される。第2の溶融高分子材料は、溝52を通って第2の供給チャネル64に移動し、最終的に分注縁部36に沿った第2の開口部66を通る。
【0024】
図6を参照すると、シム26の分注縁部の交互構成が描写されている。図6Aは、シム26の分注縁部を構成するための一実施形態の一部分の正面図である。図から分かるように、分注縁部136は、図4の縁部36と類似する。図6Aの実施形態では、第1の開口部162及び第2の開口部166は、相互に対して実質的に平行であり、それぞれの第1の開口部162は、下向きに延在し、縁部158で終端し、一方、それぞれの第2の開口部166は、描写されるように、上向きに延在し、縁部159で終端する。第1の開口部162及び第2の開口部166は、開口部のそれぞれが、部分的にオーバーラップし、開口部のオーバーラップする部分が図中で領域172と指定される「界面域」内に含まれることを特徴とすることができるように、相互をわずかに越えて延在する。第1の開口部162及び第2の開口部166の残りの部分は、界面域172の外側にあり、第1の開口部162のオーバーラップしていない部分が第1の連続域174を形成し、第2の開口部166のオーバーラップしていない部分が第2の連続域176を形成する。押出し成形作業中、第1及び第2の溶融高分子材料は、材料の溶融「フィンガー」として開口部162及び166を通して押し込まれる。溶融材料のこれらのフィンガーは、分注縁部136に沿った開口部162及び166を出ると、既知の方法で膨張し、又は膨らむ。界面域172内の開口部162及び166を通して押出し成形された材料の部分は、第2の溶融高分子材料の部分間に配置された第1の溶融高分子材料の部分からなる、オーバーラップ構造をもたらす。界面域の外側であり、かつ第1の連続域174及び第2の連続域176内である、開口部162及び166を通して押出し成形された材料の部分は、界面構造の両側に、第1の材料の連続領域及び第2の材料の連続領域をもたらす。結果としてもたらされる製品は、相互に重なり、共通の構造化界面を共有する、第1の材料及び第2の材料の2層シートである。記載されるように、構造化界面は、界面域172を通過する第1及び第2の材料の部分の結果である。
【0025】
図6Bを参照すると、シム26に含める分注縁部236の別の実施形態が示されている。第1の開口部262及び第2の開口部266は、相互に対して実質的に平行であるが、同等ではない幅(例えば、それらの対応する側壁が、同一の距離だけ離間されていない)を有する。それぞれの第1の開口部262は、下向きに延在し、縁部258で終端し、一方、それぞれの第2の開口部266は、上向きに延在し、縁部259で終端する。第1の開口部262及び第2の開口部266は、開口部262及び266のオーバーラップする部分のそれぞれが、領域272として指定される「界面域」内に含まれることを特徴とすることができるように、相互をわずかに越えて延在する。第1の連続域274及び/又は第2の連続域276内の界面域の外側の開口部262及び266を通して押出し成形された材料の部分は、構造化界面の両側に、第1の材料の連続領域及び第2の材料の連続領域をそれぞれもたらす。結果としてもたらされる製品は、相互に重なり、共通の構造化界面を共有する、第1の材料及び第2の材料の2層シートである。記載されるように、構造化界面は、界面域272を通過する第1及び第2の材料の部分の結果である。
【0026】
図6Cを参照すると、シム26で使用するのに好適な分注縁部336の更に別の実施形態が示されている。第1の開口部362には側壁が、これらの側壁がそこに切られることとなるシム26の対応する側に対して垂直に提供される。第2の開口部366は、シム26の対応する側に対して非直角で先細になる側壁を形成するように切られている。それぞれの第1の開口部362は、図に示されるように、下向きに延在し、縁部358で終端し、一方、それぞれの第2の開口部366は、描写されるように、上向きに延在し、縁部359で終端する。第1の開口部362及び第2の開口部366は、開口部362及び366のオーバーラップする部分のそれぞれが、「界面域」372内に含まれることを特徴とすることができるように、相互をわずかに越えて延在する。界面域の外側であり、かつ第1の連続域374及び第2の連続域376内である、開口部362及び366を通して押出し成形された材料の部分は、構造化界面の両側に、第1の材料の連続領域及び第2の材料の連続領域をもたらす。結果としてもたらされる製品は、相互に重なり、共通の構造化界面を共有する、第1の材料及び第2の材料の2層シートである。記載されるように、構造化界面は、界面域372を通過する第1及び第2の材料の部分の結果である。
【0027】
図6A〜図6Cの実施形態に示されるように、分注縁部に沿った第1及び第2の開口部、並びにそれらの対応する供給チャネルの輪郭は、同一の構成を伴って提供されることもできるし、又はそれらは異なるように構築されてもよい。第1及び第2の供給チャネルの側壁を、相互に対して平行にすることもできるし、又はそれらを、相互に対して角度を付けることもできる(例えば、鋭角、直角、又は鈍角)。加えて、第1の供給チャネルの側壁を、垂直にすることもできるし、若しくはそれらを、シムの第1の側に対してある角度(直角以外)で配向することもできるし、又は第1のチャネルの側壁を、結合表面からシムの第1の側及び分注縁部に外向きに先細になるように形成することもできる(すなわち、結合表面に隣接する側壁間の距離を、シムの第1の側に隣接する側壁間、若しくは分注縁部に隣接する側壁間のいずれか又は両方の距離より小さくすることができる)。同様に、第2のチャネルの側壁を、垂直にすることもできるし、若しくはそれらを、シムの第2の側に対してある角度(直角以外)で配向することもできるし、又は第2のチャネルの側壁を、それらの結合表面からシムの第2の側及び分注縁部に先細になるように形成することもできる(すなわち、結合表面に隣接する側壁間の距離を、シムの第2の側に隣接する側壁間、若しくは分注縁部に隣接する側壁間のいずれか、又は両方の距離より小さくすることができる)。
【0028】
供給チャネルの両方のセットの側壁を、シムのそれらの対応する側及び分注縁部に対して垂直にすることもできるし、若しくはそれらを、シムのそれらの対応する側及び分注縁部に先細にすることもできるし、又はチャネルの一方のセットを垂直にし、他方のセットを先細にすることもできる。第1及び第2の供給チャネルの深さもまた、同様であっても異なってもよい。傾斜した供給チャネルの使用は、押出し成形品(例えば、フィルム)の平面に対して傾斜した区域を作り出す。
【0029】
多層押出し成形品内の構造化界面の所望の構成によって、第1の供給チャネルの第1の開口部が、シムの第1の側からシムの第2の側に向かって途中まで(例えば、全体ではなく)延在することが典型的に望ましい。同様に、第2の供給チャネルの第2の開口部は、シムの第2の側からシムの第1の側に向かって途中まで延在するべきである。そのような構成では、前述したように、構造化界面を作り出すために、シムの分注縁部に、界面域が提供される。第1の開口部と第2の開口部との間のオーバーラップの程度を、いくらか変化させることができ、開口部の構成、寸法、及び配向は、特定の物品に好適な構造化界面を提供するために変化させられてもよい。本発明は、比較的狭い出口開口部の使用を可能にする。例えば、第1のチャネル又は第2のチャネルのいずれについても、その出口開口部はそれぞれ、1.5mm(1500マイクロメートル)以下の最大幅寸法(すなわち出口開口部でのチャネルの対向する側壁間の最大距離)を有することができる。より大きいチャネル幅寸法もまた、本発明の様々な実施形態に従って使用することができる。チャネルを通過する高分子材料の流れに対する抵抗は、チャネル幅の3乗の逆数として増加し得る。この抵抗は、実際問題として、チャネルの有効最小寸法を制限し得る。その結果、チャネルのそれぞれは約50マイクロメートル又は場合によっては最低約25マイクロメートルの最小幅寸法(すなわち出口開口部でのチャネルの対向する側壁間の最小距離)を有することが可能である。熱又は放射線硬化可能な高分子材料は典型的には熱可塑性の押出し成形可能な高分子材料に比べて比較的低い粘度を有するので、更に小さいチャネル幅寸法であっても、そのような熱又は放射線硬化可能な高分子材料を使用することによって押出し成形することが可能である。幾つかの実施形態では、分注縁部は、平面ではない表面として提供されてもよい。幾つかの実施形態では、分注縁部は、第1及び第2の溶融高分子材料のうちの一方又は両方の連続層の形成を助長するために、その縁部の一方又は両方を面取りされる。
【0030】
図6A〜図6Cに示される分注縁部の実施形態のそれぞれでは、分注縁部のそれぞれは、使用中、押出し成形プロセス中に材料がダイ20のチャンバを通って分注縁部36に移動する際、2つの溶融高分子材料を分離する働きをするシムに、貼着される。前述の実施形態は、制限として解釈されるものではなく、押出し成形された材料の層間に構造化界面を提供するために第1及び第2の出口開口部が相互にオーバーラップする程度を代表するものである。構造化又はミクロ構造化界面の特定の構成は、例えば、第1の開口部と第2の開口部との間のオーバーラップの程度(例えば、ダイ面上の界面域の相対寸法)、分注縁部上の出口開口部の構成又は形状、及び押出し成形される材料の特性を含む、種々の要因に依存する可能性がある。
【0031】
ダイの前述の実施形態は、既知の方法で製造されてもよい。押出し成形シム(例えば、図3のシム26)の分注縁部の製造に関して、溝、供給チャネル、及び出口開口部は、例えば、ワイヤー放電機械加工(EDM)、又はレーザ、電子ビーム、若しくはダイヤモンド機械加工等の他の機械加工技術方法を使用して、作製されてもよい。
【0032】
前述のダイの使用については、種々の押出し成形可能な高分子材料のいずれも使用することができる。従来の押出し成形可能な熱可塑性高分子材料に加えて、本発明はまた、架橋させることができる高分子材料を共押出し成形するために使用されてもよい。例えば、第1及び第2の押出し成形可能な高分子材料のいずれか又は両方は、硬化可能な樹脂を含んでもよい。熱硬化可能な樹脂が使用される際、硬化プロセスを開始するため、並びに高分子材料の粘度及び/又は対応するダイ空洞(例えば、空洞38及び40)内の圧力を調節するために、ダイ20を加熱することができる。
【0033】
本発明の実施形態では、高分子材料を押出し成形ダイに提供するための第1及び第2の溶融高分子材料の源を含む、多層シートを製造するためのシステムが提供される。幾つかの実施形態では、第1及び第2の溶融高分子材料の源は、異なる高分子材料を処理するために装備された、第1及び第2の押出し成形機である。両方の押出し成形機は、第1の押出し成形機が、第1の溶融高分子材料を第1のダイ域又は空洞38に提供し、第2の押出し成形機が、第2の溶融高分子材料を第2のダイ域又はダイ空洞40に提供するように、上述のダイ20に接続される。そのようなシステムの動作及び構成は、当業者には知られるところであろう。好適な押出し成形機は、前述したように、ダイ20を通して処理され得る第1及び第2の溶融高分子材料を提供するために、高分子及び単量体材料、並びに添加剤、溶媒等を処理することができる。押出し成形機のいずれか又は両方は、複数個の加熱域、並びに既知の方法で高分子材料の構成要素を押出し成形機に導くためのホッパを含んでもよい。様々な実施形態では、短軸押出し成形機又は2軸押出し成形機のいずれが使用されてもよい。
【0034】
前述のシステムでは、ダイ20は、両方の押出し成形機によってもたらされる溶融高分子材料の供給を受容し、これらの供給分を別々のストリームとして維持するように位置付けられ、それぞれのストリームは、前述したように、ダイ空洞38及び40のうちの1つを通過し、分注縁部36並びに供給チャネル60及び64に入る。2つの溶融高分子材料は、それぞれの層が溶融高分子材料のうちの1つによって形成される2つの異なる層を有する多層シートを形成するように、相互に付着する2つのストリームで多区域ダイ20を通して押出し成形される。先に言及したように、層間の界面は、開口部(例えば、開口部62及び66)の構成及び界面域(例えば、図6Aの界面域172)内で開口部が相互にオーバーラップする程度の直接的な結果として構造化される。他の実施形態では、システムは、溶融高分子材料を押出し成形ダイに供給するための他の手段を含むことができることが理解される。幾つかの実施形態では、1つ以上のグリッドメルター及びポンプが、溶融高分子材料を押出し成形ダイ20に供給する。幾つかの実施形態では、単一の押出し成形機が、溶融材料のうちの1つをダイに供給し、一方、別の手段(例えば、グリッドメルター及びポンプ)が、他方の溶融材料を供給するために使用されてもよい。材料の初期源として短軸又は2軸押出し成形機を含むことは、使用される材料及び当業者によく知られる他の基準による、設計選択の問題であることが理解される。
【0035】
押出し成形された多層シートは、ダイ20を出ると冷却され、シート材料は次いで、更に処理されてもよいし、又は例えば、保管若しくは後での更なる処理のために、ロール上に巻き取られてもよい。材料の冷却は、多層押出し成形品がダイを出る際にそれを受容するように位置付けられた低温ロール等の上で達成されてもよい。他の実施形態では、溶融材料は、例えば、一連の冷却ロール上又は水浴内で冷却される。
【0036】
幾つかの実施形態では、溶融高分子材料は、感圧接着剤等の高分子含有接着剤、及び剥離ライナーである。感圧接着剤及び剥離ライナーの共押出し成形を含む本発明の実施形態では、任意の種々の好適な接着剤組成物が使用されてもよく、このような組成物としては、ゴム、熱可塑性エラストマー類、ポリビニルエーテル類、ポリ−アルファ−オレフィン類、ポリアクリレート類、及び/又はメタクリレート類、シリコーン類等に基づくものが挙げられるが、これらに限定されない。
【0037】
幾つかの実施形態では、圧力接着剤は、1つ以上のアクリレート又はメタクリレートモノマー(類)とアクリル酸との反応によって形成されたアクリレート接着剤である。一実施形態では、アクリレート接着剤は、アクリル酸と2−エチルヘキシルアクリレートとの反応生成物である高分子を含む。好適なモノマーは、アクリル酸、ブチルアクリレート、2−エチルヘキシルアクリレート、イソオクチルアクリレート、イソノニルアクリレート、n−ブチルアクリレート、2−メチル−ブチルアクリレート、メチルアクリレート、エチルアクリレート、アクリロニトリル、メチルメタクリレート、トリメチロールプロパントリアクリレート(TMPTA)、ビニルアセテート、N−ビニルピロリドン、メタクリルアミド、及びこれらの2つ以上の組み合わせの群から選択することができる。他の実施形態では、接着剤は、例えば、スチレン−イソプレンブロックコポリマー又はエチレン/メタクリル酸等のブロックコポリマーである。ブロックコポリマーの組み合わせは、ジ−ブロック、トリ−ブロック、テトラ−ブロック、及びより高位の(いわゆるスター−ブロック)コポリマーを含んでもよい。
【0038】
ベース接着性樹脂の記載される実施形態に加えて、当業者は、初期粘着、接着強度、所望の温度範囲にわたる性能、分注性、又は耐久性を調節するために、粘着付与樹脂及び他の添加剤が、接着剤製剤に添加されてもよいことを理解されよう。粘着付与剤の幾つかの例には、ロジンエステル樹脂類、芳香族炭化水素樹脂類、脂肪族炭化水素樹脂類、及びテルペン樹脂類が挙げられる。油、可塑剤、充填剤、酸化防止剤、紫外線安定剤、難燃剤、及び硬化剤は、他の種類の添加剤の例である。
【0039】
剥離ライナーは、例えば、ポリオレフィン類、及びより具体的には、ポリプロピレン、ポリエチレン等のプラスチック材料等、そのような適用に好適な既知の材料から作製されてもよい。好適なポリエチレンは、高密度ポリエチレン(HDPE)、低密度ポリエチレン(LDPE)、超低密度ポリエチレン、又はエチレン、プロピレン、ブタン、ヘキサン、及び/若しくはオクテンのランダム若しくはブロックコポリマー類であり得る。好適なポリプロピレンには、エチレン、ブタン、ヘキサン、及び/又はオクテンを伴う、ホモポリマー類及びコポリマー類が挙げられる。
【0040】
別の好適な種類の剥離材料は、フッ化ビニル、フッ化ビニリデン、トリフルオロエチレン、テトラフルオロエチレン、クロロトリフルオロエチレン、ヘキサフルオロプロピレン、ペルフルオロメチルビニルエーテル、これらの組み合わせから選択されるホモポリマー類及びコポリマー類等のフルオロポリマー類であり、場合によってはまた、エチレン、プロピレン、ブタン、ヘキサン、オクテン、又は少量の他のビニルモノマー類をも含有する。
【0041】
更に別の好適な種類の剥離材料は、シリコーン類である。これらの材料は、−O−Si−骨格を含有する。側基は、メチル、エチル、及びより長いアルキル、フルオロアルキル、フェニル、又はビニル部分を含んでもよい。加えて、シリコーンブロックコポリマーもまた、有用であり得る。
【0042】
一実施形態では、本発明は、感圧接着剤及び剥離ライナーを提供し、これら感圧接着剤及び剥離ライナーについて本発明の共押出し成形プロセスが構造化界面を提供し、剥離層は、その通常の融点で、構造化又はミクロ構造化構成を保持する。その結果として、共押出し成形は剥離層について、例えばエンボス加工プロセスでは見られない、温度許容度を可能にする。更に、共押出し成形は、本明細書に記載される接着物品の製造における追加工程の必要性を回避し、適切なダイの製造によって、剥離ライナーを伴う構造化又はミクロ構造化感圧接着剤物品の比較的高速かつ安価な製造プロセスを提供する。幾つかの実施形態では、本発明の前述の実施形態は、アクリレート接着剤及びポリエチレン剥離ライナーの製造において特に有用であり、構造化表面は、空気を逃がすための空気抜きチャネルを提供する、ミクロ構造化表面であり、一方、感圧接着剤は、表示表面等と結合される。
【0043】
加えて、任意の前述の接着剤材料及び/又は剥離ライナー材料は、当業者に既知であるように、別の支持層で更に補強されてもよい。接着剤を支持するのに好適な材料は、織布材料、不織布材料、高分子シート、人工及び天然繊維、紙等の任意の種々のシート材料から選択されてもよい。幾つかの実施形態では、支持体は、接着剤の構造化界面とは反対の主表面上に印刷文字及び画像を受容することができる、シート材料である。幾つかの実施形態では、接着剤層は、感圧接着剤であり、接着剤の支持体は、支持体の構造化界面とは反対の主表面上に印刷された言葉又は画像を含む。そのような構成では、剥離層が取り外された状態で、接着剤の構造化表面が露出され、好適な表示表面(例えば、壁、掲示板等)に適用されてもよい。接着剤の表示表面への適用において、接着剤の構造化表面は、空気を逃がすための経路を提供する空気抜きチャネルを提供し、一方、接着剤は、表示表面に結合される。そのような構成では、接着剤と表示表面との間の気泡又はエアポケットの閉じ込めが回避され、支持体の非接着剤側に印刷された言葉又は画像を、本来意図されるように、すなわち、平滑な表面上に、表示し又は見ることができる。支持層の接着剤又はライナーへの適用は、連続して、又は連続せずに行われてもよい。剥離ライナーの好適な支持体材料には、紙、他の高分子材料、繊維、織布材料、不織布材料等が挙げられる。
【0044】
前述の感圧接着剤及び剥離ライナーを含む図形表示に加えて、本発明の実施形態は、飛行機、ボート、自動車、風力又は水力タービンに適用される抵抗低減フィルム等の他の多層シート様構成の調製に使用されてもよい。風力タービンブレード、自動車、及び他の車両、並びにロール品、床及び屋根製品のための耐摩耗フィルムもまた、本発明の1つ以上の実施形態に従って調製されてもよい。
【実施例】
【0045】
以下の非制限的な実施例において更に、具体的で詳細な実施形態が提供される。
【0046】
シム調製:
図3に示されるものと同様のシムが、1.5mm厚さのステンレススチール金属シムストックから製造された。従来のワイヤー放電機械加工(EDM)技術を使用して、シムの分注縁部に、2セットの溝、供給チャネル(ミクロチャネル)、及び開口部が機械加工された。シムの上部/上側内の供給チャネルの第1のセットは、高分子流の方向に測定して1600マイクロメートルの長さ、及び87.5マイクロメートルの幅を有し、シムの分注縁部の幅にわたって1050マイクロメートル延在する開口部を伴った。シムの下部/下側内の供給チャネルの第2のセットは、高分子流の方向に測定して1600マイクロメートルの長さ、及び125マイクロメートルの幅を有し、シムの分注縁部の幅にわたって825マイクロメートル延在する開口部を含んだ。開口部の第1のセットは、シムの分注縁部にわたって、それぞれの開口部間に70マイクロメートルの間隔を伴って、開口部の第2のセットと交互に並び、供給チャネル及び開口部のそれぞれは、ホイル障壁によって隣接するチャネル及び開口部から分離された。シムは、シムを2つのダイ半片の間に、封止表面がシムの分注縁部から後方に約1000マイクロメートルの距離で延在するように位置付けることによって、押出し成形ダイで使用された。
【0047】
(実施例1)
共押出し成形フィルムが、上述のシム及び以下の手順を使用して調製された。低密度ポリエチレン(Dow Chemical Co.,Midland,MIからのINFUSE D9807、15 MI)を溶融し、デュアル多岐管押出し成形ダイの第1の多岐管に押出すために、32mm短軸押出し成形機(3:1 L/D、水冷式供給口)が使用された。ポリエチレンは、2重量%の青色濃縮物を使用して青色に着色された。1.2kg/時の流量が使用された。溶融温度は、190℃に維持された。アクリレート接着剤を溶融し、デュアル多岐管押出し成形ダイの第2の多岐管に押出すために、第2の32mm短軸押出し成形機(3:1 L/D、水冷式供給口)が使用された。アクリレート接着剤は、87.5重量%のエチルヘキシルアクリレート及び12.5%のアクリル酸の予高分子化混合物からなった。接着剤は、Bonnot接着剤ポンプセット(Bonnot Manufacturing,Green,OhioからのBonnot Model 2WPKR、50mm)内で175℃で溶融された後、供給口の直後の押出し成形機に射出された。2.1kg/時の流量が使用された。溶融温度は、190℃に維持された。押出し成形機からの押出し成形品は、デュアル多岐管ダイに供給され、204℃に維持され、上述のシムに取り付けられた。ダイの第1の多岐管に供給するために、ポリエチレンが使用され、第1の多岐管は、材料をシムの上部/上側内の溝の第1のセットに供給した。ダイの第2の多岐管に供給するためにアクリレート接着剤が使用され、第2の多岐管は、材料をシムの下部/下側内の溝の第2のセットに供給した。シムの分注縁部を出た後、組み合わせられた押出し成形品は、ダイのランド領域を通って12.5mm流れ、次いで、垂直方向下向きに、50マイクロメートルのポリエチレンテレフタレート(PET)フィルム上に堆積され、次いで、温度制御されたクロム仕上げスチールロール(20℃)上で、3.1メートル/分のライン速度で冷却された。フィルムの断面の顕微鏡写真が図7に示されており、顕微鏡写真内のより暗い部分は、ポリエチレンに対応する。
【0048】
(実施例2)
共押出し成形フィルムが、ポリエチレンの流量が0.9kg/時であったことを除き、実施例1と同様に調製された。フィルムの断面の顕微鏡写真が図8に示されており、顕微鏡写真内のより暗い部分は、ポリエチレンに対応する。
【0049】
(実施例3)
共押出し成形フィルムが、ポリエチレン層にINFUSE D9507(Dow Chemical Co.,Midland,MIから入手可能な5 MI)が使用されたことを除き、実施例2と同様に調製された。フィルムの断面の顕微鏡写真が図9に示されており、顕微鏡写真内のより暗い部分は、ポリエチレンに対応する。
【0050】
(実施例4)
共押出し成形フィルムが、押出し成形品が、PETフィルムの代わりにPVC(ビニル)キャストフィルム上に堆積されたことを除き、実施例2と同様に調製された。フィルムの断面の顕微鏡写真が図10に示されており、顕微鏡写真内のより暗い部分は、ポリエチレンに対応する。
【0051】
本発明の実施形態が、本明細書で説明され、記載されてきた。記載された実施形態は、本発明の趣旨及び範囲から逸脱することなく、当業者による様々な修正及び変更を受容し得る。
【特許請求の範囲】
【請求項1】
第1の溶融高分子材料と、第2の溶融高分子材料とを共押出し成形するための押出し成形ダイであって、
第1のダイ部分と、
第2のダイ部分と、
前記第1のダイ部分と前記第2のダイ部分とを分離するシムとを備え、前記シムが、第1の側と、第2の側と、分注縁部とを有し、前記シムの前記第1の側が、前記第1のダイ部分の境界を形成し、かつ第1のダイ空洞を画定し、前記シムの前記第2の側が、前記第2のダイ部分の境界を形成し、かつ第2のダイ空洞を画定し、前記分注縁部が、複数個の第1及び第2の押出し開口部、前記第1のダイ空洞を前記分注縁部に沿った前記第1の押出し開口部に接続する複数個の第1の供給チャネル、並びに前記第2のダイ空洞を前記分注縁部に沿った前記第2の押出し開口部に接続する複数個の第2の供給チャネルを備え、前記第1及び第2の押出し開口部が、
(a)第2の押出し開口部の部分間に配置される第1の押出し開口部の部分を備える界面域と、
(b)相互に並列関係で配設される前記第1の押出し開口部の部分を備える第1の連続域と、
(c)相互に並列関係で配設される前記第2の押出し開口部の部分を備える第2の連続域と、
を提供するように、前記分注縁部に沿って配設され、前記界面域が、前記第1の連続域と前記第2の連続域との間に配置される、ダイ。
【請求項2】
前記シムが、金属材料を含む、請求項1に記載のダイ。
【請求項3】
前記シムが、セラミック材料を含む、請求項1に記載のダイ。
【請求項4】
前記分注縁部に沿った前記第1の連続域が、本質的に前記第1の溶融高分子材料からなる押出し成形品を提供するように構成され、前記分注縁部に沿った前記界面域が、本質的に前記第1の溶融高分子材料及び前記第2の溶融高分子材料の両方からなる押出し成形品を提供するように構成され、前記分注縁部に沿った前記第2の連続域が、本質的に前記第2の溶融高分子材料からなる押出し成形品を形成するように構成される、請求項1に記載のダイ。
【請求項5】
前記分注縁部に沿った前記界面域が、前記第1の溶融高分子材料と第2の溶融高分子材料との間に構造化界面又はミクロ構造化界面を備える押出し成形品を提供するように構成される、請求項1に記載のダイ。
【請求項6】
多層フィルムを製造するための押出し成形システムであって、
請求項1〜5のいずれか一項に記載の押出し成形ダイと、
前記第1の溶融高分子材料を前記第1のダイ空洞に供給するために前記押出し成形ダイに接続された、第1の溶融高分子材料の源と、
前記第2の溶融高分子材料を前記第2のダイ空洞に供給するために前記押出し成形ダイに接続された、第2の溶融高分子材料の源と、
前記押出し成形ダイから多層溶融シートを受容するように位置付けられた冷却装置であって、前記多層溶融シートが、前記第1及び第2の溶融高分子材料を含み、前記冷却装置が、前記多層溶融シートを少なくとも部分的に凝固させるのに十分な温度である、冷却装置と、を備える、押出し成形システム。
【請求項7】
前記第1の溶融高分子材料の源が、第1の押出し成形機であり、前記第2の溶融高分子材料の源が、第2の押出し成形機であり、前記第1及び第2の押出し成形機が、単軸押出し成形機及び2軸押出し成形機から選択される、請求項6に記載の押出し成形システム。
【請求項8】
前記冷却装置が、低温ロールを備える、請求項6に記載の押出し成形システム。
【請求項9】
前記冷却装置が、一連の冷却ロールを備える、請求項6に記載の押出し成形システム。
【請求項10】
前記冷却装置が、水浴を備える、請求項6に記載の押出し成形システム。
【請求項11】
押出し成形された物品を生産する方法であって、
請求項6〜10のいずれか一項に記載の押出し成形システムを準備する工程と、
前記第1の溶融高分子材料の源から前記第1のダイ空洞に、かつ前記複数個の第1の押出し成形チャネルを通して、前記第1の溶融高分子材料を供給する工程であって、前記第1の溶融高分子材料が、第1及び第2の主表面を有する感圧接着材料の層を備える、工程と、
前記第2のダイ空洞を通して、かつ前記第2の押出し成形チャネルを通して、前記第2の溶融高分子材料の源からの前記第2の溶融高分子材料を押出し成形する工程であって、前記第2の溶融高分子材料が、第1及び第2の主表面を有する高分子剥離材料を含み、
前記感圧接着材料及び前記高分子剥離材料を、前記ダイの前記分注縁部に沿った前記第1及び第2の押出し開口部を通して前記押出し成形ダイから排出し、多層押出し成形品を提供する工程であって、前記感圧接着剤の前記第1の主表面が、前記高分子剥離材料の前記第1の主表面に重なり、前記多層押出し成形品が、前記感圧接着剤と前記高分子剥離材料との間に構造化界面を有する、工程と、
前記多層押出し成形品を冷却し、前記接着剤層に取り外し可能に貼着された剥離ライナーを有する感圧接着剤層の形態の、前記押出し成形された物品を提供する工程と、を含む、方法。
【請求項12】
前記感圧接着材料の前記第2の主表面に裏材料を追加する工程を更に含む、請求項11に記載の方法。
【請求項13】
前記高分子剥離材料の前記第2の主表面に裏材料を追加する工程を更に含む、請求項11又は12に記載の方法。
【請求項14】
前記多層押出し成形品を冷却する工程が、前記押出し成形品を低温ロール上に接触させる工程を含む、請求項11〜13のいずれか一項に記載の方法。
【請求項15】
前記多層押出し成形品を冷却する工程が、前記押出し成形品を一連の冷却ロール上に接触させる工程を含む、請求項11〜13のいずれか一項に記載の方法。
【請求項16】
前記多層押出し成形品を冷却する工程が、前記押出し成形品を水浴と接触させる工程を含む、請求項11〜13のいずれか一項に記載の方法。
【請求項17】
前記感圧接着剤が、アクリレート、ブロックコポリマー、シリコーン、及びこれらの組み合わせからなる群から選択される、請求項11〜16のいずれか一項に記載の方法。
【請求項18】
前記ブロックコポリマーが、スチレン−イソプレンブロックコポリマーである、請求項17に記載の方法。
【請求項19】
前記アクリレートが、アクリル酸と、2−エチルヘキシルアクリレート及びイソオクチルアクリレートのうちの1つ又は両方との反応生成物である、請求項17に記載の方法。
【請求項20】
前記高分子剥離材料が、ポリオレフィンホモポリマー類及びコポリマー類、フルオロポリマー類、シリコーンポリマー類、並びにこれらの2つ以上の組み合わせからなる群から選択される、請求項11〜19のいずれか一項に記載の方法。
【請求項21】
前記ポリオレフィンが、高密度ポリエチレン、低密度ポリエチレン、超低密度ポリエチレン、及びこれらの組み合わせから選択される、請求項20に記載の方法。
【請求項22】
前記ポリオレフィンが、エチレン/プロピレン、エチレン/ブテン、エチレン/ヘキセン、若しくはエチレン/オクテンのランダム又はブロックコポリマー、及びこれらの組み合わせから選択される、請求項20に記載の方法。
【請求項23】
請求項11〜22のいずれか一項に記載の方法に従って作製される、接着物品。
【請求項24】
接着物品であって、
第1の主表面と、第2の主表面とを有する、押出し成形された感圧接着材料層であって、前記第2の主表面が、押出し成形ダイによって提供されるミクロ構造を有する、押出し成形された感圧接着材料層と、
第1の主表面と第2の主表面とを有する高分子材料層を備える、押出し成形された剥離ライナーであって、該剥離ライナーの前記第1の主表面が、前記感圧接着材料の前記第2の主表面に剥離可能に貼着され、前記剥離ライナーの前記第1の主表面が、前記感圧接着材料層の前記第2の主表面の前記ミクロ構造に相補的なミクロ構造を有する、押出し成形された剥離ライナーと、
を備え、前記押出し成形された剥離ライナーの前記第1の主表面上の前記ミクロ構造が、前記第1の高分子材料の溶融温度に加熱される際にそのミクロ構造を保持する、接着物品。
【請求項25】
前記押出し成形された感圧接着材料層が、アクリレート、ブロックコポリマー、及びこれらの組み合わせからなる群から選択される、請求項24に記載の押出し成形された物品。
【請求項26】
前記ブロックコポリマーが、スチレン−イソプレンブロックコポリマーである、請求項25に記載の押出し成形された物品。
【請求項27】
前記アクリレートが、アクリル酸と2−エチルヘキシルアクリレートとの反応生成物である、請求項25に記載の押出し成形された物品。
【請求項28】
前記高分子剥離材料が、ポリエチレン、ポリプロピレン、ポリエチレンテレフタレート、及びこれらの2つ以上の組み合わせからなる群から選択される、請求項25に記載の方法。
【請求項29】
前記ポリエチレンが、高密度ポリエチレン、低密度ポリエチレン、超低密度ポリエチレン、及びこれらの組み合わせから選択される、請求項28に記載の方法。
【請求項30】
前記ポリエチレンが、エチレン/プロピレン、エチレン/ブタン、エチレン/ヘキセン、若しくはエチレン/オクテンのランダム又はブロックコポリマーから選択される、請求項28に記載の方法。
【請求項31】
前記感圧接着剤の前記第2の主表面に貼着された裏材層を更に備える、請求項24〜30のいずれか一項に記載の押出し成形された物品。
【請求項32】
前記剥離ライナーの前記第2の主表面に貼着された裏材層を更に備える、請求項24〜31のいずれか一項に記載の押出し成形された物品。
【請求項1】
第1の溶融高分子材料と、第2の溶融高分子材料とを共押出し成形するための押出し成形ダイであって、
第1のダイ部分と、
第2のダイ部分と、
前記第1のダイ部分と前記第2のダイ部分とを分離するシムとを備え、前記シムが、第1の側と、第2の側と、分注縁部とを有し、前記シムの前記第1の側が、前記第1のダイ部分の境界を形成し、かつ第1のダイ空洞を画定し、前記シムの前記第2の側が、前記第2のダイ部分の境界を形成し、かつ第2のダイ空洞を画定し、前記分注縁部が、複数個の第1及び第2の押出し開口部、前記第1のダイ空洞を前記分注縁部に沿った前記第1の押出し開口部に接続する複数個の第1の供給チャネル、並びに前記第2のダイ空洞を前記分注縁部に沿った前記第2の押出し開口部に接続する複数個の第2の供給チャネルを備え、前記第1及び第2の押出し開口部が、
(a)第2の押出し開口部の部分間に配置される第1の押出し開口部の部分を備える界面域と、
(b)相互に並列関係で配設される前記第1の押出し開口部の部分を備える第1の連続域と、
(c)相互に並列関係で配設される前記第2の押出し開口部の部分を備える第2の連続域と、
を提供するように、前記分注縁部に沿って配設され、前記界面域が、前記第1の連続域と前記第2の連続域との間に配置される、ダイ。
【請求項2】
前記シムが、金属材料を含む、請求項1に記載のダイ。
【請求項3】
前記シムが、セラミック材料を含む、請求項1に記載のダイ。
【請求項4】
前記分注縁部に沿った前記第1の連続域が、本質的に前記第1の溶融高分子材料からなる押出し成形品を提供するように構成され、前記分注縁部に沿った前記界面域が、本質的に前記第1の溶融高分子材料及び前記第2の溶融高分子材料の両方からなる押出し成形品を提供するように構成され、前記分注縁部に沿った前記第2の連続域が、本質的に前記第2の溶融高分子材料からなる押出し成形品を形成するように構成される、請求項1に記載のダイ。
【請求項5】
前記分注縁部に沿った前記界面域が、前記第1の溶融高分子材料と第2の溶融高分子材料との間に構造化界面又はミクロ構造化界面を備える押出し成形品を提供するように構成される、請求項1に記載のダイ。
【請求項6】
多層フィルムを製造するための押出し成形システムであって、
請求項1〜5のいずれか一項に記載の押出し成形ダイと、
前記第1の溶融高分子材料を前記第1のダイ空洞に供給するために前記押出し成形ダイに接続された、第1の溶融高分子材料の源と、
前記第2の溶融高分子材料を前記第2のダイ空洞に供給するために前記押出し成形ダイに接続された、第2の溶融高分子材料の源と、
前記押出し成形ダイから多層溶融シートを受容するように位置付けられた冷却装置であって、前記多層溶融シートが、前記第1及び第2の溶融高分子材料を含み、前記冷却装置が、前記多層溶融シートを少なくとも部分的に凝固させるのに十分な温度である、冷却装置と、を備える、押出し成形システム。
【請求項7】
前記第1の溶融高分子材料の源が、第1の押出し成形機であり、前記第2の溶融高分子材料の源が、第2の押出し成形機であり、前記第1及び第2の押出し成形機が、単軸押出し成形機及び2軸押出し成形機から選択される、請求項6に記載の押出し成形システム。
【請求項8】
前記冷却装置が、低温ロールを備える、請求項6に記載の押出し成形システム。
【請求項9】
前記冷却装置が、一連の冷却ロールを備える、請求項6に記載の押出し成形システム。
【請求項10】
前記冷却装置が、水浴を備える、請求項6に記載の押出し成形システム。
【請求項11】
押出し成形された物品を生産する方法であって、
請求項6〜10のいずれか一項に記載の押出し成形システムを準備する工程と、
前記第1の溶融高分子材料の源から前記第1のダイ空洞に、かつ前記複数個の第1の押出し成形チャネルを通して、前記第1の溶融高分子材料を供給する工程であって、前記第1の溶融高分子材料が、第1及び第2の主表面を有する感圧接着材料の層を備える、工程と、
前記第2のダイ空洞を通して、かつ前記第2の押出し成形チャネルを通して、前記第2の溶融高分子材料の源からの前記第2の溶融高分子材料を押出し成形する工程であって、前記第2の溶融高分子材料が、第1及び第2の主表面を有する高分子剥離材料を含み、
前記感圧接着材料及び前記高分子剥離材料を、前記ダイの前記分注縁部に沿った前記第1及び第2の押出し開口部を通して前記押出し成形ダイから排出し、多層押出し成形品を提供する工程であって、前記感圧接着剤の前記第1の主表面が、前記高分子剥離材料の前記第1の主表面に重なり、前記多層押出し成形品が、前記感圧接着剤と前記高分子剥離材料との間に構造化界面を有する、工程と、
前記多層押出し成形品を冷却し、前記接着剤層に取り外し可能に貼着された剥離ライナーを有する感圧接着剤層の形態の、前記押出し成形された物品を提供する工程と、を含む、方法。
【請求項12】
前記感圧接着材料の前記第2の主表面に裏材料を追加する工程を更に含む、請求項11に記載の方法。
【請求項13】
前記高分子剥離材料の前記第2の主表面に裏材料を追加する工程を更に含む、請求項11又は12に記載の方法。
【請求項14】
前記多層押出し成形品を冷却する工程が、前記押出し成形品を低温ロール上に接触させる工程を含む、請求項11〜13のいずれか一項に記載の方法。
【請求項15】
前記多層押出し成形品を冷却する工程が、前記押出し成形品を一連の冷却ロール上に接触させる工程を含む、請求項11〜13のいずれか一項に記載の方法。
【請求項16】
前記多層押出し成形品を冷却する工程が、前記押出し成形品を水浴と接触させる工程を含む、請求項11〜13のいずれか一項に記載の方法。
【請求項17】
前記感圧接着剤が、アクリレート、ブロックコポリマー、シリコーン、及びこれらの組み合わせからなる群から選択される、請求項11〜16のいずれか一項に記載の方法。
【請求項18】
前記ブロックコポリマーが、スチレン−イソプレンブロックコポリマーである、請求項17に記載の方法。
【請求項19】
前記アクリレートが、アクリル酸と、2−エチルヘキシルアクリレート及びイソオクチルアクリレートのうちの1つ又は両方との反応生成物である、請求項17に記載の方法。
【請求項20】
前記高分子剥離材料が、ポリオレフィンホモポリマー類及びコポリマー類、フルオロポリマー類、シリコーンポリマー類、並びにこれらの2つ以上の組み合わせからなる群から選択される、請求項11〜19のいずれか一項に記載の方法。
【請求項21】
前記ポリオレフィンが、高密度ポリエチレン、低密度ポリエチレン、超低密度ポリエチレン、及びこれらの組み合わせから選択される、請求項20に記載の方法。
【請求項22】
前記ポリオレフィンが、エチレン/プロピレン、エチレン/ブテン、エチレン/ヘキセン、若しくはエチレン/オクテンのランダム又はブロックコポリマー、及びこれらの組み合わせから選択される、請求項20に記載の方法。
【請求項23】
請求項11〜22のいずれか一項に記載の方法に従って作製される、接着物品。
【請求項24】
接着物品であって、
第1の主表面と、第2の主表面とを有する、押出し成形された感圧接着材料層であって、前記第2の主表面が、押出し成形ダイによって提供されるミクロ構造を有する、押出し成形された感圧接着材料層と、
第1の主表面と第2の主表面とを有する高分子材料層を備える、押出し成形された剥離ライナーであって、該剥離ライナーの前記第1の主表面が、前記感圧接着材料の前記第2の主表面に剥離可能に貼着され、前記剥離ライナーの前記第1の主表面が、前記感圧接着材料層の前記第2の主表面の前記ミクロ構造に相補的なミクロ構造を有する、押出し成形された剥離ライナーと、
を備え、前記押出し成形された剥離ライナーの前記第1の主表面上の前記ミクロ構造が、前記第1の高分子材料の溶融温度に加熱される際にそのミクロ構造を保持する、接着物品。
【請求項25】
前記押出し成形された感圧接着材料層が、アクリレート、ブロックコポリマー、及びこれらの組み合わせからなる群から選択される、請求項24に記載の押出し成形された物品。
【請求項26】
前記ブロックコポリマーが、スチレン−イソプレンブロックコポリマーである、請求項25に記載の押出し成形された物品。
【請求項27】
前記アクリレートが、アクリル酸と2−エチルヘキシルアクリレートとの反応生成物である、請求項25に記載の押出し成形された物品。
【請求項28】
前記高分子剥離材料が、ポリエチレン、ポリプロピレン、ポリエチレンテレフタレート、及びこれらの2つ以上の組み合わせからなる群から選択される、請求項25に記載の方法。
【請求項29】
前記ポリエチレンが、高密度ポリエチレン、低密度ポリエチレン、超低密度ポリエチレン、及びこれらの組み合わせから選択される、請求項28に記載の方法。
【請求項30】
前記ポリエチレンが、エチレン/プロピレン、エチレン/ブタン、エチレン/ヘキセン、若しくはエチレン/オクテンのランダム又はブロックコポリマーから選択される、請求項28に記載の方法。
【請求項31】
前記感圧接着剤の前記第2の主表面に貼着された裏材層を更に備える、請求項24〜30のいずれか一項に記載の押出し成形された物品。
【請求項32】
前記剥離ライナーの前記第2の主表面に貼着された裏材層を更に備える、請求項24〜31のいずれか一項に記載の押出し成形された物品。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6A】
【図6B】

【図6C】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6A】
【図6B】
【図6C】
【図7】
【図8】
【図9】
【図10】
【公表番号】特表2013−515636(P2013−515636A)
【公表日】平成25年5月9日(2013.5.9)
【国際特許分類】
【出願番号】特願2012−547107(P2012−547107)
【出願日】平成22年12月15日(2010.12.15)
【国際出願番号】PCT/US2010/060377
【国際公開番号】WO2011/090603
【国際公開日】平成23年7月28日(2011.7.28)
【出願人】(505005049)スリーエム イノベイティブ プロパティズ カンパニー (2,080)
【Fターム(参考)】
【公表日】平成25年5月9日(2013.5.9)
【国際特許分類】
【出願日】平成22年12月15日(2010.12.15)
【国際出願番号】PCT/US2010/060377
【国際公開番号】WO2011/090603
【国際公開日】平成23年7月28日(2011.7.28)
【出願人】(505005049)スリーエム イノベイティブ プロパティズ カンパニー (2,080)
【Fターム(参考)】
[ Back to top ]