
内側スリーブ付ピペットチップ及びその形成方法
分岐部を備えた側壁(18)を有する長尺の筒状容器(10)を具備したピペットチップ部材(5)であって、分岐部は、第1、第2及び第3の側壁部を有している。第1の側壁部はベースウォールを有し、第2及び第3の側壁部はこのベースウォールから分岐している。第2の側壁部は外側分岐壁を有し、第3の側壁部は、第2の側壁部とほぼ平行の、径方向内側に間隔をあけた内側分岐壁を有している。内側分岐壁は径方向に可撓性を有し、容器への挿入のときに、ピペットチップと係合し、その間に流体密封シールを形成する。ピペットチップ部材の形成方法もまた開示する。

【発明の詳細な説明】
【技術分野】
【0001】
ピペット及びピペットチップはさまざまな構成で提供される。ピペットとチップの間のシールは、いくつかの異なる方法で形成することが可能であり、2つの円錐状表面を合わせる、突出したリング(raised rings)で環状押圧点(annular pressure points)を形成する、そして、丸みをつけた角(blunt corner)又は湾曲した角(radiused corner)を円錐状のチップに押し込む。良好なシールを確実にするためには、プラスチック(plastic)をチップ内でずらすことにより、シールに影響する(affect)のに十分な力でピペットをピペットチップに挿入しなくてはならない。いくつかの例では、この力はかなり大きい。
【0002】
マグヌッセン,ジュニア外の米国特許第4,748,859号で一解決策が提案されていて、円錐状のピペットチップ取り付けシャフトを収容するための3つの同軸内側環状シールバンドを、開口基端から軸方向に間隔をあけて有している使い捨てのピペットチップ部材が開示されている。最初の2つのシールバンドは比較的弾力的であり、ピペットシャフトがチップ部材に入るときに、同時に、ピペットシャフトと係合し、ピペットシャフトを案内し、そしてピペットシャフトを横方向に支持して、シャフトに対して環状流体密封シールを形成する。第3のバンドは、比較的硬く、シャフトと係合するとただちに、第3の環状流体密封シール及び制御可能な(controllable)シャフトの係止部(stop)を形成し、チップ部材はピペットチップエジェクタメカニズム(ejector mechanism)に隣接しているシャフトに取り付けられる。
【0003】
チップの取り外しもまた困難であり、1日に何度も使用することにより(over many uses during a day)、疲労を引き起こし、やがて損傷することすらある。最小の力で挿入や取り外し(ejected)ができ、良好なシールを維持し、さまざまなピペットにぴったり合うピペットチップを製造する方法が必要とされている。
【発明の要約】
【0004】
本発明は、ピペットシャフトと取り外し可能に嵌り合うピペットチップ部材を対象としている。このチップ部材は、分岐部を備えた側壁を有する長尺の筒状容器を具備し、この分岐部は、第1、第2及び第3の側壁部を有している。この第1の側壁部は、ベースウォールを有し、第2及び第3の側壁部はこのベースウォールから分岐し、かつ、第1の側壁部から基端方向に向かってほぼ軸方向に延びている。この第2の側壁部は外側分岐壁を有し、第3の側壁部は、第2の側壁部から径方向内側に間隔をあけて内側分岐壁を有している。チップ部材は、基端の後部開口から末端の先端開口までテーパ状のほぼ円錐形であることができる。
【0005】
一実施の態様では、第2及び第3の側壁部は、ほぼ平行である。別の実施の態様では、第3の側壁部は、第2の側壁部に対して約0°から約5°の角度を有して内側に延びることができる。
【0006】
一実施の態様では、第2及び第3の側壁部は、ほぼ平行である。また、第3の側壁部は自由端を有し、第2の側壁部は、第3の側壁部のこの自由端を越えて基端方向に延びている。別の実施の態様では、第3の側壁部の自由端には傾斜が付けられることがあり、そして第3の側壁部は、径方向に曲がることができる可撓性を有することができる。第2及び第3の側壁部の間には凹部が形成されていて、この凹部はチップ部材の基端に向かう開口部を有している。
【0007】
本発明はまた、筒状のピペットチップ部材の形成方法を対象とし、円錐形の外壁を有し、基端から末端まで延びているモールドコアを含み、このモールドコアは、モールドフィンガ部が設けられた部分を有し、このモールドフィンガ部は、外壁から横方向外側に分岐し、かつ、末端方向に向かってほぼ軸方向に延びるとともに、この外壁との間に成形溝を形成するように、外壁の一部分と空間があけられている、成形型を準備する工程と、成形材料を力を加えてモールドコアから取り外すことにより成形材料を取り出す工程と、を備えている。一実施の態様では、モールドコアは、中心本体及びこの中心本体の周りに配置可能なスリーブを備えた複数部品構成(multi−piece)のコアである。このスリーブが中心本体上に配置されるとき、スリーブの末端はフィンガ部を有している。さらに別の実施の形態では、モールドフィンガ部は、モールドコアの外壁の一部分とほぼ平行に、かつ、この一部分と間隔を有して延びている。
【図面の簡単な説明】
【0008】
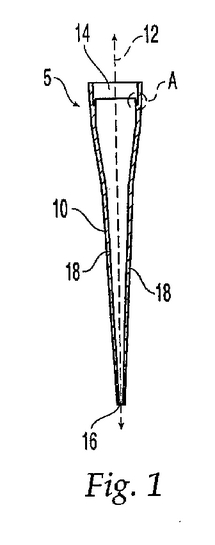
【図1】本発明によるピペットチップ部材の断面図である。
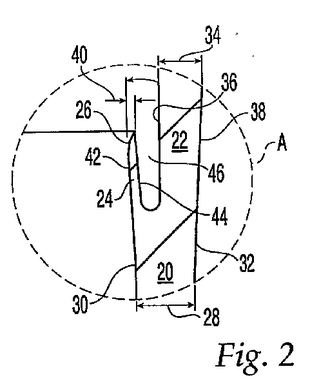
【図2】図1のチップ部材の部分拡大軸方向断面図である。
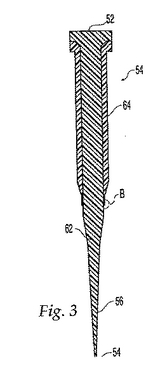
【図3】図1のチップ部材を形成するために使用されるモールド本体の拡大断面図である。
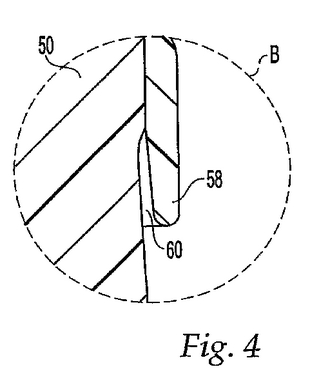
【図4】図3のモールド本体の部分軸方向断面図である。
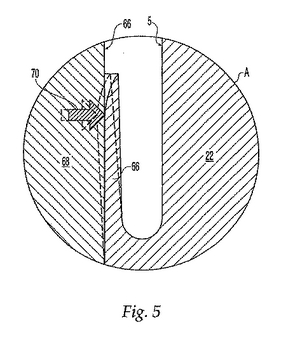
【図5】ピペットシャフトの末端を収容する図1のチップ部材の拡大断面図である。そして、
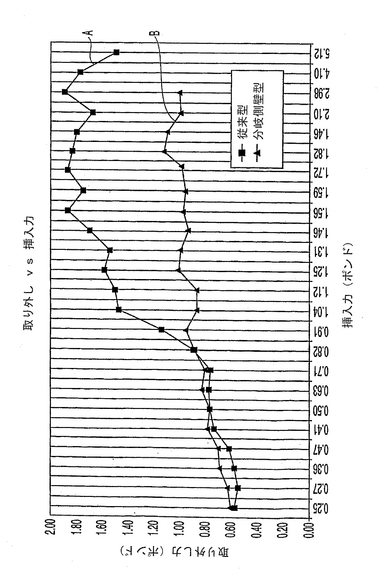
【図6】従来のピペットチップ部材と本発明によるピペットチップ部材での挿入力‐イグザーション力の曲線を表した典型的なサンプルのグラフを示す図である。
【好ましい実施の形態の詳細な説明】
【0009】
図1では、好ましいピペットチップ部材5は、軸12に沿って延びる長い筒状の容器10を備え、この容器10は、基端(proximal end)に、ピペットシャフトの末端を軸方向に収容するための後部又は基端開口14を、そして末端に、チップ部材から流体を分注するための先端開口16を有している。容器10はほぼ円錐形状で、基端開口14から先端開口16にかけて先細りする又は狭まる側壁18を有している。チップ部材5は、ポリプロピレンのようなプラスチック材料で形成されるのが好ましい。
【0010】
好ましい実施の形態では、側壁18は、容器10の基端に隣接して、セクション「A」として図1に示されている分岐部(bifurcated section)を有している。図2の断面図に最もよく示されているように、分岐側壁部は、ベースウォール又は第1の側壁部20を、第1の側壁部20から分岐した第2の側壁部22及び第3の側壁部24とともに備えている。第2及び第3の側壁部22、24は、第1の側壁部20から基端方向に向かってほぼ軸方向にフォーク状に延びている。第2の側壁部22は、容器10の外側分岐壁を構成し、第3の側壁部24は、第2の側壁部24から径方向内側に間隔を有して、容器10の内側分岐壁を構成している。この点で、容器10の側壁18の軸方向部分は、二重の側壁を有していることとなる。第3の側壁部24は自由端26を有し、第2の側壁部22は第3の側壁部24の自由端26を越えて基端方向に延びているのが好ましい。第3の側壁部24は軸方向の長さが約0.050インチ(1.270mm)であり、第2の側壁部22は自由端26を約0.090インチ(2.286mm)越えて延びているのが好ましい。当業者なら理解できるように、図2に示す分岐側壁部は、ピペットシャフトと容器10との取り外し可能な嵌め合わせ(mating)が容易となるように、中心軸12の周りに環状に延びている。
【0011】
好ましい実施の形態の一変形例では、第3の側壁部24は、図2に示すように、軸方向断面でみると、第2の側壁部22又は第1の側壁部20に対して約0°から約5°の角度αを有して内側に延びることができる。好ましくは、第2及び第3の側壁部22、24はほぼ平行である。
【0012】
第1の側壁部20は、第1の内壁面30と第1の外壁面32との間に画成された第1の壁厚28を有している。この第1の壁厚は、約0.010インチ(0.254mm)から約0.030インチ(0.762mm)の間であることが好ましい。第2の側壁部22は、第2の内壁面36と第2の外壁面38との間に画成された第2の壁厚34を有している。第2の壁厚は約0.015インチ(0.381mm)から約0.025インチ(0.635mm)の間であることが好ましい。第3の側壁部24は、第3の内壁面42と第3の外壁面44との間に画成された第3の壁厚40を有している。第3の壁厚は、約0.005インチ(0.127mm)から約0.010インチ(0.254mm)の間であることが好ましい。別の実施の形態では、壁厚は軸方向でやや異ならせることができる。例えば、一実施の形態では、第3の壁厚は、自由端26よりもベース又は第1の側壁部側で厚くなっている。図2に最もよく示されているように、第1の外壁面32及び第2の外壁面38は、面同士が連続し(merge)、第1の外壁面32の少なくとも一部分が第2の外壁面38の少なくとも一部分と同一線上(collinear)にあるように、切れ目(discontinuity)無く連なっている。第1の内壁面30及び第3の内壁面42も、これらの内面同士が連続し、第1の内壁面30の少なくとも一部分が第3の内壁面42の少なくとも一部分と同一線上にあるように、切れ目無く連なっている。図2に示されているように、凹部46が第2及び第3の側壁部22、24の間に形成されていて、この凹部46はチップ部材5の基端14に向かう開口を有している。この凹部は、径方向の幅が約0.015インチ(0.381mm)であることが好ましい。
【0013】
好ましい実施の形態の一変形例では、第2の壁厚34は第1の壁厚28より薄い。また、第3の壁厚40は第2の壁厚34より薄いことが好ましい。この点で、第3の側壁部24は径方向に好ましく屈曲可能な可撓性を有していることとなる。例えば、ピペットシャフトがチップ部材5に挿入されるとき、第3の側壁部24は、ピペットシャフトに適合するように第2の側壁部22に向かって径方向外側に曲がったり又は撓んだりできる。この態様で、第3の側壁部24はピペットシャフトに当たって傾き、ピペットシャフトに対して環状の流体密封シールを形成する。したがって、内側分岐壁又は第3の側壁部24は環状の内側シールスリーブを形成する。図2に最もよく示されているように、好ましい実施の形態の一局面では、第3の側壁部24の自由端26は、挿入時にピペットシャフトの心合わせ(alignment)が容易となるように傾斜が付けられていてもよい。また、第3の内壁面42は、第1又は第2の内壁面30、36に対して約0°から約5°の間の角度αを有して内側に延びることもできる。その結果、第3の側壁部24の自由端26は、第1の内壁面30から径方向内側に間隔を有している。自由端26は、面30から径方向内側に約0.004インチ(0.102mm)の間隔をあけていることが好ましい。この態様でもやはり、側壁部24がシャフトに当接して内側に傾斜し、流体密封シールを構成するようにして、第3の側壁部24にピペットシャフトを相対的に簡単に挿入できるであろう。
【0014】
チップ部材5は、モールドコア(mold core)50と外側モールドシェル(図示せず)との間に、射出成形その他の成形により形成される。図3からわかるように、モールドコア50は、基端52から末端54まで延びていて、末端寄りに円錐形の外壁56を有している。モールドコア50は、チップ部材5の側壁18の分岐部に対応するモールドフィンガ58を含む、図3にセクション「B」として示されている部分を有している。図4を参照すると、モールドフィンガ58は外壁56から横方向外側に分岐し、チップ部材5の凹部46に対応するように末端に向かってほぼ軸方向に延びている。モールド凹部60が、モールドフィンガ58と外壁56との間の空間に画成されていて、このモールド凹部60は、チップ部材5の第3の側壁部24に対応している。モールドコア50のモールドフィンガ58と凹部60はそれぞれ、チップ部材5の凹部46及び第3の側壁部の形状と寸法をほぼ幾何学的(geometry)に反映している。好ましくは、成形材料は、融解した状態(a liquified state)でコア50の周りに導かれ、モールド凹部60内及びモールドフィンガ58の周りに流れ込み、チップ部材5の第3の側壁部24と第2の側壁部22を形成する。成形材料が硬化(solidifies)すると、モールドシェルが取り除かれ、チップ部材5が型から取り出される。好ましい実施の形態では、チップ部材5は、末端方向又は部材5の先端に向かって前進させ、コア50から外れるように末端方向に押し又は動かすことにより、首尾よくコア50から取り外すことができる。また、第1の内壁面30及び第3の内壁面42は切れ目無く連なり、チップ部材5は型から取り出す(demoloding)工程でスムーズにコア50に沿って移動する。したがって、チップ部材5の第3の側壁部は、モールドコア50により傷付いたり切断されることはあまりなく、型から取り出す際の第3の側壁部24の損傷は最小限になる。このような構成では、外側分岐壁から径方向内側に間隔をあけた状態で延びる柔軟な内側分岐壁を有する分岐壁部分が設けられたチップ部材5の形成によりチップ部材5の内側にシールスリーブを成形でき、そして、それにより(in turn)使用時に(during operation)ピペットとピペットチップ部材5の間に維持され得るシール性を高めることができるという利点がある。
【0015】
好ましい一実施の形態では、モールドコア50は、複数部品構成のコアであって、中心本体部材62及びこの中心本体部材の周りに配置可能なスリーブ部材64を備えている。スリーブ部材64は、中心本体部材62の基端部に隣接して配置され、その周囲を取り巻いて延びていることが好ましい。この実施の形態では、スリーブ部材64が中心本体部材62上に配置されたとき、スリーブ部材64の末端は、中心本体部材62の外壁56から好適に間隔を有して、フィンガ部58を形成する。したがって、このモールドフィンガ部58は、外壁56とほぼ平行に、また、間隔を有して延びている。成形工程の際に、ガスを型から逃がすためにベントホールが凹部60の基端に配置されていてもよい。別のモールドコアでは、中央チャネルが中心本体部材を通って延びていてもよく、水等の冷却流体をそこに流すことができる。別の実施の形態では、中心本体部材62は、上述の第3の側壁部24の内側への傾斜(angle)に対応するために、フィンガ部58の反対側に浅いへこみを有していてもよい。
【0016】
さて、図5では、ピペットシャフト66を収容している、図1のチップ部材の分岐部の拡大断面図が示されている。ピペット66はチップ部材5の基端開口14に収容されている。ピペット66は、円錐形のシャフト又は末端部68を有している。分岐側壁部を設けることにより、そのチップ部材は簡単かつスムーズにピペット66を収容でき、ピペットに対する流体密封環状シールの形成に要する力が良好に最小になる。ピペット66がチップ部材5から抜き取られ又は取り外されるときにも、ピペット66は容易に、かつ、スムーズに分岐部から抜かれ、抜き取りに必要な力が良好に最小化されて、ピペットに共通して関係する上述の取り外しの問題が軽減される。
【0017】
より具体的には、チップ部材5の好ましい形態では、第3の側壁部24の幾何学的寸法(geometric dimensions)は、それらが曲がったり変形したりするときの可撓性を高め、あるいは、硬い側壁よりも許容の度合い(degree of forgiveness)を高めている。ピペット66のシャフト68が容器10内に移動し、第3の側壁部24と係合するとき、側壁部24の可撓性及び弾性のために、第3の側壁部24は、流体密封シールを容易に構成するように、矢印70で示されているが、径方向で横方向外側に屈曲する。図6は、従来のピペットチップの挿入‐イグザーション(exertion)力の曲線である曲線Aを示していて、挿入力が増大するにつれて、ピペットチップからピペットを取り出すために徐々に大きいイグザーション力を必要とすること、すなわち、正の傾斜を有する曲線を描いている。しかしながら、分岐側壁部を備えたピペットチップ部材は、流体密封シールの質は維持しつつ、曲線Bで示されているように、対応する挿入力に対して、かなり低いイグザーション力しか必要としない。特に、本発明の分岐壁部を有するピペットチップ部材については、従来のピペットチップ部材と同様の質のシールが達成されるが、挿入及びイグザーション力は少ししか必要としないことが実験により示されている。
【0018】
当業者は、ここに開示された本発明に多くの変更及び改変を考えつくことができる。例えば、複数の、上記したような分岐側壁部を、チップ部材の長さに沿って軸方向に間隔をあけて設けることができる。これらの改変はいずれも以下のクレームの真の精神及び範囲により予期される。
【技術分野】
【0001】
ピペット及びピペットチップはさまざまな構成で提供される。ピペットとチップの間のシールは、いくつかの異なる方法で形成することが可能であり、2つの円錐状表面を合わせる、突出したリング(raised rings)で環状押圧点(annular pressure points)を形成する、そして、丸みをつけた角(blunt corner)又は湾曲した角(radiused corner)を円錐状のチップに押し込む。良好なシールを確実にするためには、プラスチック(plastic)をチップ内でずらすことにより、シールに影響する(affect)のに十分な力でピペットをピペットチップに挿入しなくてはならない。いくつかの例では、この力はかなり大きい。
【0002】
マグヌッセン,ジュニア外の米国特許第4,748,859号で一解決策が提案されていて、円錐状のピペットチップ取り付けシャフトを収容するための3つの同軸内側環状シールバンドを、開口基端から軸方向に間隔をあけて有している使い捨てのピペットチップ部材が開示されている。最初の2つのシールバンドは比較的弾力的であり、ピペットシャフトがチップ部材に入るときに、同時に、ピペットシャフトと係合し、ピペットシャフトを案内し、そしてピペットシャフトを横方向に支持して、シャフトに対して環状流体密封シールを形成する。第3のバンドは、比較的硬く、シャフトと係合するとただちに、第3の環状流体密封シール及び制御可能な(controllable)シャフトの係止部(stop)を形成し、チップ部材はピペットチップエジェクタメカニズム(ejector mechanism)に隣接しているシャフトに取り付けられる。
【0003】
チップの取り外しもまた困難であり、1日に何度も使用することにより(over many uses during a day)、疲労を引き起こし、やがて損傷することすらある。最小の力で挿入や取り外し(ejected)ができ、良好なシールを維持し、さまざまなピペットにぴったり合うピペットチップを製造する方法が必要とされている。
【発明の要約】
【0004】
本発明は、ピペットシャフトと取り外し可能に嵌り合うピペットチップ部材を対象としている。このチップ部材は、分岐部を備えた側壁を有する長尺の筒状容器を具備し、この分岐部は、第1、第2及び第3の側壁部を有している。この第1の側壁部は、ベースウォールを有し、第2及び第3の側壁部はこのベースウォールから分岐し、かつ、第1の側壁部から基端方向に向かってほぼ軸方向に延びている。この第2の側壁部は外側分岐壁を有し、第3の側壁部は、第2の側壁部から径方向内側に間隔をあけて内側分岐壁を有している。チップ部材は、基端の後部開口から末端の先端開口までテーパ状のほぼ円錐形であることができる。
【0005】
一実施の態様では、第2及び第3の側壁部は、ほぼ平行である。別の実施の態様では、第3の側壁部は、第2の側壁部に対して約0°から約5°の角度を有して内側に延びることができる。
【0006】
一実施の態様では、第2及び第3の側壁部は、ほぼ平行である。また、第3の側壁部は自由端を有し、第2の側壁部は、第3の側壁部のこの自由端を越えて基端方向に延びている。別の実施の態様では、第3の側壁部の自由端には傾斜が付けられることがあり、そして第3の側壁部は、径方向に曲がることができる可撓性を有することができる。第2及び第3の側壁部の間には凹部が形成されていて、この凹部はチップ部材の基端に向かう開口部を有している。
【0007】
本発明はまた、筒状のピペットチップ部材の形成方法を対象とし、円錐形の外壁を有し、基端から末端まで延びているモールドコアを含み、このモールドコアは、モールドフィンガ部が設けられた部分を有し、このモールドフィンガ部は、外壁から横方向外側に分岐し、かつ、末端方向に向かってほぼ軸方向に延びるとともに、この外壁との間に成形溝を形成するように、外壁の一部分と空間があけられている、成形型を準備する工程と、成形材料を力を加えてモールドコアから取り外すことにより成形材料を取り出す工程と、を備えている。一実施の態様では、モールドコアは、中心本体及びこの中心本体の周りに配置可能なスリーブを備えた複数部品構成(multi−piece)のコアである。このスリーブが中心本体上に配置されるとき、スリーブの末端はフィンガ部を有している。さらに別の実施の形態では、モールドフィンガ部は、モールドコアの外壁の一部分とほぼ平行に、かつ、この一部分と間隔を有して延びている。
【図面の簡単な説明】
【0008】
【図1】本発明によるピペットチップ部材の断面図である。
【図2】図1のチップ部材の部分拡大軸方向断面図である。
【図3】図1のチップ部材を形成するために使用されるモールド本体の拡大断面図である。
【図4】図3のモールド本体の部分軸方向断面図である。
【図5】ピペットシャフトの末端を収容する図1のチップ部材の拡大断面図である。そして、
【図6】従来のピペットチップ部材と本発明によるピペットチップ部材での挿入力‐イグザーション力の曲線を表した典型的なサンプルのグラフを示す図である。
【好ましい実施の形態の詳細な説明】
【0009】
図1では、好ましいピペットチップ部材5は、軸12に沿って延びる長い筒状の容器10を備え、この容器10は、基端(proximal end)に、ピペットシャフトの末端を軸方向に収容するための後部又は基端開口14を、そして末端に、チップ部材から流体を分注するための先端開口16を有している。容器10はほぼ円錐形状で、基端開口14から先端開口16にかけて先細りする又は狭まる側壁18を有している。チップ部材5は、ポリプロピレンのようなプラスチック材料で形成されるのが好ましい。
【0010】
好ましい実施の形態では、側壁18は、容器10の基端に隣接して、セクション「A」として図1に示されている分岐部(bifurcated section)を有している。図2の断面図に最もよく示されているように、分岐側壁部は、ベースウォール又は第1の側壁部20を、第1の側壁部20から分岐した第2の側壁部22及び第3の側壁部24とともに備えている。第2及び第3の側壁部22、24は、第1の側壁部20から基端方向に向かってほぼ軸方向にフォーク状に延びている。第2の側壁部22は、容器10の外側分岐壁を構成し、第3の側壁部24は、第2の側壁部24から径方向内側に間隔を有して、容器10の内側分岐壁を構成している。この点で、容器10の側壁18の軸方向部分は、二重の側壁を有していることとなる。第3の側壁部24は自由端26を有し、第2の側壁部22は第3の側壁部24の自由端26を越えて基端方向に延びているのが好ましい。第3の側壁部24は軸方向の長さが約0.050インチ(1.270mm)であり、第2の側壁部22は自由端26を約0.090インチ(2.286mm)越えて延びているのが好ましい。当業者なら理解できるように、図2に示す分岐側壁部は、ピペットシャフトと容器10との取り外し可能な嵌め合わせ(mating)が容易となるように、中心軸12の周りに環状に延びている。
【0011】
好ましい実施の形態の一変形例では、第3の側壁部24は、図2に示すように、軸方向断面でみると、第2の側壁部22又は第1の側壁部20に対して約0°から約5°の角度αを有して内側に延びることができる。好ましくは、第2及び第3の側壁部22、24はほぼ平行である。
【0012】
第1の側壁部20は、第1の内壁面30と第1の外壁面32との間に画成された第1の壁厚28を有している。この第1の壁厚は、約0.010インチ(0.254mm)から約0.030インチ(0.762mm)の間であることが好ましい。第2の側壁部22は、第2の内壁面36と第2の外壁面38との間に画成された第2の壁厚34を有している。第2の壁厚は約0.015インチ(0.381mm)から約0.025インチ(0.635mm)の間であることが好ましい。第3の側壁部24は、第3の内壁面42と第3の外壁面44との間に画成された第3の壁厚40を有している。第3の壁厚は、約0.005インチ(0.127mm)から約0.010インチ(0.254mm)の間であることが好ましい。別の実施の形態では、壁厚は軸方向でやや異ならせることができる。例えば、一実施の形態では、第3の壁厚は、自由端26よりもベース又は第1の側壁部側で厚くなっている。図2に最もよく示されているように、第1の外壁面32及び第2の外壁面38は、面同士が連続し(merge)、第1の外壁面32の少なくとも一部分が第2の外壁面38の少なくとも一部分と同一線上(collinear)にあるように、切れ目(discontinuity)無く連なっている。第1の内壁面30及び第3の内壁面42も、これらの内面同士が連続し、第1の内壁面30の少なくとも一部分が第3の内壁面42の少なくとも一部分と同一線上にあるように、切れ目無く連なっている。図2に示されているように、凹部46が第2及び第3の側壁部22、24の間に形成されていて、この凹部46はチップ部材5の基端14に向かう開口を有している。この凹部は、径方向の幅が約0.015インチ(0.381mm)であることが好ましい。
【0013】
好ましい実施の形態の一変形例では、第2の壁厚34は第1の壁厚28より薄い。また、第3の壁厚40は第2の壁厚34より薄いことが好ましい。この点で、第3の側壁部24は径方向に好ましく屈曲可能な可撓性を有していることとなる。例えば、ピペットシャフトがチップ部材5に挿入されるとき、第3の側壁部24は、ピペットシャフトに適合するように第2の側壁部22に向かって径方向外側に曲がったり又は撓んだりできる。この態様で、第3の側壁部24はピペットシャフトに当たって傾き、ピペットシャフトに対して環状の流体密封シールを形成する。したがって、内側分岐壁又は第3の側壁部24は環状の内側シールスリーブを形成する。図2に最もよく示されているように、好ましい実施の形態の一局面では、第3の側壁部24の自由端26は、挿入時にピペットシャフトの心合わせ(alignment)が容易となるように傾斜が付けられていてもよい。また、第3の内壁面42は、第1又は第2の内壁面30、36に対して約0°から約5°の間の角度αを有して内側に延びることもできる。その結果、第3の側壁部24の自由端26は、第1の内壁面30から径方向内側に間隔を有している。自由端26は、面30から径方向内側に約0.004インチ(0.102mm)の間隔をあけていることが好ましい。この態様でもやはり、側壁部24がシャフトに当接して内側に傾斜し、流体密封シールを構成するようにして、第3の側壁部24にピペットシャフトを相対的に簡単に挿入できるであろう。
【0014】
チップ部材5は、モールドコア(mold core)50と外側モールドシェル(図示せず)との間に、射出成形その他の成形により形成される。図3からわかるように、モールドコア50は、基端52から末端54まで延びていて、末端寄りに円錐形の外壁56を有している。モールドコア50は、チップ部材5の側壁18の分岐部に対応するモールドフィンガ58を含む、図3にセクション「B」として示されている部分を有している。図4を参照すると、モールドフィンガ58は外壁56から横方向外側に分岐し、チップ部材5の凹部46に対応するように末端に向かってほぼ軸方向に延びている。モールド凹部60が、モールドフィンガ58と外壁56との間の空間に画成されていて、このモールド凹部60は、チップ部材5の第3の側壁部24に対応している。モールドコア50のモールドフィンガ58と凹部60はそれぞれ、チップ部材5の凹部46及び第3の側壁部の形状と寸法をほぼ幾何学的(geometry)に反映している。好ましくは、成形材料は、融解した状態(a liquified state)でコア50の周りに導かれ、モールド凹部60内及びモールドフィンガ58の周りに流れ込み、チップ部材5の第3の側壁部24と第2の側壁部22を形成する。成形材料が硬化(solidifies)すると、モールドシェルが取り除かれ、チップ部材5が型から取り出される。好ましい実施の形態では、チップ部材5は、末端方向又は部材5の先端に向かって前進させ、コア50から外れるように末端方向に押し又は動かすことにより、首尾よくコア50から取り外すことができる。また、第1の内壁面30及び第3の内壁面42は切れ目無く連なり、チップ部材5は型から取り出す(demoloding)工程でスムーズにコア50に沿って移動する。したがって、チップ部材5の第3の側壁部は、モールドコア50により傷付いたり切断されることはあまりなく、型から取り出す際の第3の側壁部24の損傷は最小限になる。このような構成では、外側分岐壁から径方向内側に間隔をあけた状態で延びる柔軟な内側分岐壁を有する分岐壁部分が設けられたチップ部材5の形成によりチップ部材5の内側にシールスリーブを成形でき、そして、それにより(in turn)使用時に(during operation)ピペットとピペットチップ部材5の間に維持され得るシール性を高めることができるという利点がある。
【0015】
好ましい一実施の形態では、モールドコア50は、複数部品構成のコアであって、中心本体部材62及びこの中心本体部材の周りに配置可能なスリーブ部材64を備えている。スリーブ部材64は、中心本体部材62の基端部に隣接して配置され、その周囲を取り巻いて延びていることが好ましい。この実施の形態では、スリーブ部材64が中心本体部材62上に配置されたとき、スリーブ部材64の末端は、中心本体部材62の外壁56から好適に間隔を有して、フィンガ部58を形成する。したがって、このモールドフィンガ部58は、外壁56とほぼ平行に、また、間隔を有して延びている。成形工程の際に、ガスを型から逃がすためにベントホールが凹部60の基端に配置されていてもよい。別のモールドコアでは、中央チャネルが中心本体部材を通って延びていてもよく、水等の冷却流体をそこに流すことができる。別の実施の形態では、中心本体部材62は、上述の第3の側壁部24の内側への傾斜(angle)に対応するために、フィンガ部58の反対側に浅いへこみを有していてもよい。
【0016】
さて、図5では、ピペットシャフト66を収容している、図1のチップ部材の分岐部の拡大断面図が示されている。ピペット66はチップ部材5の基端開口14に収容されている。ピペット66は、円錐形のシャフト又は末端部68を有している。分岐側壁部を設けることにより、そのチップ部材は簡単かつスムーズにピペット66を収容でき、ピペットに対する流体密封環状シールの形成に要する力が良好に最小になる。ピペット66がチップ部材5から抜き取られ又は取り外されるときにも、ピペット66は容易に、かつ、スムーズに分岐部から抜かれ、抜き取りに必要な力が良好に最小化されて、ピペットに共通して関係する上述の取り外しの問題が軽減される。
【0017】
より具体的には、チップ部材5の好ましい形態では、第3の側壁部24の幾何学的寸法(geometric dimensions)は、それらが曲がったり変形したりするときの可撓性を高め、あるいは、硬い側壁よりも許容の度合い(degree of forgiveness)を高めている。ピペット66のシャフト68が容器10内に移動し、第3の側壁部24と係合するとき、側壁部24の可撓性及び弾性のために、第3の側壁部24は、流体密封シールを容易に構成するように、矢印70で示されているが、径方向で横方向外側に屈曲する。図6は、従来のピペットチップの挿入‐イグザーション(exertion)力の曲線である曲線Aを示していて、挿入力が増大するにつれて、ピペットチップからピペットを取り出すために徐々に大きいイグザーション力を必要とすること、すなわち、正の傾斜を有する曲線を描いている。しかしながら、分岐側壁部を備えたピペットチップ部材は、流体密封シールの質は維持しつつ、曲線Bで示されているように、対応する挿入力に対して、かなり低いイグザーション力しか必要としない。特に、本発明の分岐壁部を有するピペットチップ部材については、従来のピペットチップ部材と同様の質のシールが達成されるが、挿入及びイグザーション力は少ししか必要としないことが実験により示されている。
【0018】
当業者は、ここに開示された本発明に多くの変更及び改変を考えつくことができる。例えば、複数の、上記したような分岐側壁部を、チップ部材の長さに沿って軸方向に間隔をあけて設けることができる。これらの改変はいずれも以下のクレームの真の精神及び範囲により予期される。
【特許請求の範囲】
【請求項1】
ピペットシャフトと取り外し可能に嵌り合うピペットチップ部材であって、
末端から基端まで長さ方向の軸に沿って長さ方向に延びる側壁を有する長尺の筒状容器を具備し、そして、
前記側壁は、第1、第2及び第3の側壁部を有する分岐部を備え、さらに、
前記第1の側壁部はベースウォールを有し、前記第2及び第3の側壁部はこのベースウォールから分岐し、かつ、前記第1の側壁部から基端方向に向かってほぼ軸方向に延びていて、
前記第2の側壁部は外側分岐壁を有し、前記第3の側壁部は、前記第2の側壁部から径方向内側に間隔をあけて内側分岐壁を有している、ことを特徴とするピペットチップ部材。
【請求項2】
前記容器は、ほぼ円錐形であり、前記側壁は、基端の後部開口から末端の先端開口までほぼテーパ状に形成されている、ことを特徴とする請求項1記載のチップ部材。
【請求項3】
前記第2及び第3の側壁部は、ほぼ平行である、ことを特徴とする請求項1記載のチップ部材。
【請求項4】
前記第3の側壁部は自由端を有し、前記第2の側壁部は、第3の側壁部の前記自由端を越えて基端方向に延びている、ことを特徴とする請求項1記載のチップ部材。
【請求項5】
前記第1の側壁部は、第1の内壁面と第1の外壁面との間に画成された第1の壁厚を有し、前記第2の側壁部は、第2の内壁面と第2の外壁面との間に画成された第2の壁厚を有し、前記第3の側壁部は、第3の内壁面と第3の外壁面との間に画成された第3の壁厚を有している、ことを特徴とする請求項1記載のチップ部材。
【請求項6】
前記第1の外壁面及び前記第2の外壁面は連続していて、前記第1の外壁面の少なくとも一部分と前記第2の外壁面の少なくとも一部分が同一線上にある、ことを特徴とする請求項5記載のチップ部材。
【請求項7】
前記第1の内壁面と前記第3の内壁面は連続していて、前記第1の内壁面の少なくとも一部分と前記第3の内壁面の少なくとも一部分が同一線上にある、ことを特徴とする請求項6記載のチップ部材。
【請求項8】
前記第1の内壁面と前記第3の内壁面は連続していて、前記第1の内壁面の少なくとも一部分と前記第3の内壁面の少なくとも一部分が同一線上にある、ことを特徴とする請求項5記載のチップ部材。
【請求項9】
前記第2の壁厚は、前記第1の壁厚よりも薄い、ことを特徴とする請求項5記載のチップ部材。
【請求項10】
前記第3の壁厚は、前記第1の壁厚よりも薄い、ことを特徴とする請求項5記載のチップ部材。
【請求項11】
前記第3の壁厚は、前記第2の壁厚よりも薄い、ことを特徴とする請求項5記載のチップ部材。
【請求項12】
前記第3の側壁部は径方向に曲がることができる可撓性を有している、ことを特徴とする請求項1記載のチップ部材。
【請求項13】
前記自由端には傾斜が付けられている、ことを特徴とする請求項1記載のチップ部材。
【請求項14】
前記第3の内壁面は、前記第2の内壁面に対して約0°から約5°の角度を有して内側に延びている、ことを特徴とする請求項5記載のチップ部材。
【請求項15】
前記第2及び前記第3の側壁部の間には凹部が形成されていて、前記凹部は前記チップ部材の基端に向かう開口部を有している、ことを特徴とする請求項1記載のチップ部材。
【請求項16】
分岐部が設けられた側壁を備え、前記分岐部が、ベースウォール部と、このベースウォール部から分岐し、第1の側壁部から基端方向に向かってほぼ軸方向に延びている第2及び第3の側壁部と、を有する、筒状のピペットチップ部材の形成方法であって、
円錐形の外壁を有し、基端から末端まで延びているモールドコアを含み、このモールドコアは、モールドフィンガ部が設けられた部分を有し、前記モールドフィンガ部は、前記外壁から横方向外側に分岐し、かつ、末端方向に向かってほぼ軸方向に延びるとともに、前記外壁との間に成形溝を形成するように前記外壁の一部分と空間があけられている、成形型を準備する工程と、
成形材料が、前記チップ部材の前記第3の側壁部を形成するように成形溝内に流れ込み、かつ、前記チップ部材の第2の側壁部を形成するように前記フィンガ部の周囲に流れ込むような成形型内に成形材料を導く工程と、
前記成形材料を前記モールドコアから末端方向に向かって力を加えて取り外すことにより、前記成形材料を取り出す工程と、を備えたことを特徴とする筒状のピペットチップ部材の形成方法。
【請求項17】
前記モールドコアは、中心本体及びこの中心本体の周りに配置可能なスリーブを備えた複数部品構成のコアであって、前記スリーブが前記中心本体上に配置されるとき、前記スリーブの末端は前記フィンガ部を有している、ことを特徴とする請求項16記載の方法。
【請求項18】
前記モールドフィンガ部は、前記モールドコアの外壁の一部分とほぼ平行に、かつ、この一部分と間隔を有して延びている、ことを特徴とする請求項16記載の方法。
【請求項19】
ピペットシャフトと取り外し可能に嵌り合うピペットチップ部材であって、
内面、外面及び基端から末端まで延びる長さ方向の軸を有する長尺の筒状容器を備え、
前記内面は、第1の内面部及びこの第1の内面部から基端側に配置された第2の内面部を有する分岐部を備え、さらに、
前記第2の内面部は、前記第1の内面部から径方向外側に間隔を有し、前記第1及び第2の内面部は少なくとも部分的に軸方向で重なり合う、ことを特徴とするピペットチップ部材。
【請求項20】
前記容器はほぼ円錐形であって、前記第1及び第2の内面部はほぼ同心状である、ことを特徴とする請求項19記載のチップ部材。
【請求項21】
前記第2の内面部は、前記第1の内面部を越えて基端方向に延びている、ことを特徴とする請求項20記載のチップ部材。
【請求項1】
ピペットシャフトと取り外し可能に嵌り合うピペットチップ部材であって、
末端から基端まで長さ方向の軸に沿って長さ方向に延びる側壁を有する長尺の筒状容器を具備し、そして、
前記側壁は、第1、第2及び第3の側壁部を有する分岐部を備え、さらに、
前記第1の側壁部はベースウォールを有し、前記第2及び第3の側壁部はこのベースウォールから分岐し、かつ、前記第1の側壁部から基端方向に向かってほぼ軸方向に延びていて、
前記第2の側壁部は外側分岐壁を有し、前記第3の側壁部は、前記第2の側壁部から径方向内側に間隔をあけて内側分岐壁を有している、ことを特徴とするピペットチップ部材。
【請求項2】
前記容器は、ほぼ円錐形であり、前記側壁は、基端の後部開口から末端の先端開口までほぼテーパ状に形成されている、ことを特徴とする請求項1記載のチップ部材。
【請求項3】
前記第2及び第3の側壁部は、ほぼ平行である、ことを特徴とする請求項1記載のチップ部材。
【請求項4】
前記第3の側壁部は自由端を有し、前記第2の側壁部は、第3の側壁部の前記自由端を越えて基端方向に延びている、ことを特徴とする請求項1記載のチップ部材。
【請求項5】
前記第1の側壁部は、第1の内壁面と第1の外壁面との間に画成された第1の壁厚を有し、前記第2の側壁部は、第2の内壁面と第2の外壁面との間に画成された第2の壁厚を有し、前記第3の側壁部は、第3の内壁面と第3の外壁面との間に画成された第3の壁厚を有している、ことを特徴とする請求項1記載のチップ部材。
【請求項6】
前記第1の外壁面及び前記第2の外壁面は連続していて、前記第1の外壁面の少なくとも一部分と前記第2の外壁面の少なくとも一部分が同一線上にある、ことを特徴とする請求項5記載のチップ部材。
【請求項7】
前記第1の内壁面と前記第3の内壁面は連続していて、前記第1の内壁面の少なくとも一部分と前記第3の内壁面の少なくとも一部分が同一線上にある、ことを特徴とする請求項6記載のチップ部材。
【請求項8】
前記第1の内壁面と前記第3の内壁面は連続していて、前記第1の内壁面の少なくとも一部分と前記第3の内壁面の少なくとも一部分が同一線上にある、ことを特徴とする請求項5記載のチップ部材。
【請求項9】
前記第2の壁厚は、前記第1の壁厚よりも薄い、ことを特徴とする請求項5記載のチップ部材。
【請求項10】
前記第3の壁厚は、前記第1の壁厚よりも薄い、ことを特徴とする請求項5記載のチップ部材。
【請求項11】
前記第3の壁厚は、前記第2の壁厚よりも薄い、ことを特徴とする請求項5記載のチップ部材。
【請求項12】
前記第3の側壁部は径方向に曲がることができる可撓性を有している、ことを特徴とする請求項1記載のチップ部材。
【請求項13】
前記自由端には傾斜が付けられている、ことを特徴とする請求項1記載のチップ部材。
【請求項14】
前記第3の内壁面は、前記第2の内壁面に対して約0°から約5°の角度を有して内側に延びている、ことを特徴とする請求項5記載のチップ部材。
【請求項15】
前記第2及び前記第3の側壁部の間には凹部が形成されていて、前記凹部は前記チップ部材の基端に向かう開口部を有している、ことを特徴とする請求項1記載のチップ部材。
【請求項16】
分岐部が設けられた側壁を備え、前記分岐部が、ベースウォール部と、このベースウォール部から分岐し、第1の側壁部から基端方向に向かってほぼ軸方向に延びている第2及び第3の側壁部と、を有する、筒状のピペットチップ部材の形成方法であって、
円錐形の外壁を有し、基端から末端まで延びているモールドコアを含み、このモールドコアは、モールドフィンガ部が設けられた部分を有し、前記モールドフィンガ部は、前記外壁から横方向外側に分岐し、かつ、末端方向に向かってほぼ軸方向に延びるとともに、前記外壁との間に成形溝を形成するように前記外壁の一部分と空間があけられている、成形型を準備する工程と、
成形材料が、前記チップ部材の前記第3の側壁部を形成するように成形溝内に流れ込み、かつ、前記チップ部材の第2の側壁部を形成するように前記フィンガ部の周囲に流れ込むような成形型内に成形材料を導く工程と、
前記成形材料を前記モールドコアから末端方向に向かって力を加えて取り外すことにより、前記成形材料を取り出す工程と、を備えたことを特徴とする筒状のピペットチップ部材の形成方法。
【請求項17】
前記モールドコアは、中心本体及びこの中心本体の周りに配置可能なスリーブを備えた複数部品構成のコアであって、前記スリーブが前記中心本体上に配置されるとき、前記スリーブの末端は前記フィンガ部を有している、ことを特徴とする請求項16記載の方法。
【請求項18】
前記モールドフィンガ部は、前記モールドコアの外壁の一部分とほぼ平行に、かつ、この一部分と間隔を有して延びている、ことを特徴とする請求項16記載の方法。
【請求項19】
ピペットシャフトと取り外し可能に嵌り合うピペットチップ部材であって、
内面、外面及び基端から末端まで延びる長さ方向の軸を有する長尺の筒状容器を備え、
前記内面は、第1の内面部及びこの第1の内面部から基端側に配置された第2の内面部を有する分岐部を備え、さらに、
前記第2の内面部は、前記第1の内面部から径方向外側に間隔を有し、前記第1及び第2の内面部は少なくとも部分的に軸方向で重なり合う、ことを特徴とするピペットチップ部材。
【請求項20】
前記容器はほぼ円錐形であって、前記第1及び第2の内面部はほぼ同心状である、ことを特徴とする請求項19記載のチップ部材。
【請求項21】
前記第2の内面部は、前記第1の内面部を越えて基端方向に延びている、ことを特徴とする請求項20記載のチップ部材。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公表番号】特表2006−521909(P2006−521909A)
【公表日】平成18年9月28日(2006.9.28)
【国際特許分類】
【出願番号】特願2004−503926(P2004−503926)
【出願日】平成15年5月9日(2003.5.9)
【国際出願番号】PCT/US2003/014648
【国際公開番号】WO2003/095980
【国際公開日】平成15年11月20日(2003.11.20)
【出願人】(504412956)クオリティー サイエンティフィック プラスチックス インク (1)
【氏名又は名称原語表記】QUALITY SCIENTIFIC PLASTICS, INC.
【Fターム(参考)】
【公表日】平成18年9月28日(2006.9.28)
【国際特許分類】
【出願日】平成15年5月9日(2003.5.9)
【国際出願番号】PCT/US2003/014648
【国際公開番号】WO2003/095980
【国際公開日】平成15年11月20日(2003.11.20)
【出願人】(504412956)クオリティー サイエンティフィック プラスチックス インク (1)
【氏名又は名称原語表記】QUALITY SCIENTIFIC PLASTICS, INC.
【Fターム(参考)】
[ Back to top ]