
内容物付着防止蓋材およびその製造方法
【課題】主として前発酵タイプのヨーグルト包装用の容器に適用される蓋材であって、ヒートシール性を損なうことなく、蓋材の裏面に内容物であるヨーグルトが付着するのを効果的に防止し、かつ内容物付着防止のためのシリカ粒子被覆層が密着性に優れ、不本意に脱落、剥離することのないものとする。
【解決手段】少なくとも基材層1と、熱封緘層5と、疎水性乾式シリカ粒子Sからなる内容物付着防止用の粒子被覆層6とを有する蓋材において、
上記粒子被覆層6の熱封緘層5側の一部に加熱処理によりに熱封緘層成分が入り込んだ含浸密着強化層6aを形成すると共に、その上に疎水性乾式シリカ粒子Sの表面が露出した残存粒子量0.1〜1.2g/m2の付着防止層6bを残存形成する。
【解決手段】少なくとも基材層1と、熱封緘層5と、疎水性乾式シリカ粒子Sからなる内容物付着防止用の粒子被覆層6とを有する蓋材において、
上記粒子被覆層6の熱封緘層5側の一部に加熱処理によりに熱封緘層成分が入り込んだ含浸密着強化層6aを形成すると共に、その上に疎水性乾式シリカ粒子Sの表面が露出した残存粒子量0.1〜1.2g/m2の付着防止層6bを残存形成する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、主として食品類の包装用容器に適用されるヒートシール蓋材、更に具体的には、ヨーグルト、ゼリー、プリン、ジャム、ミルクポーション、コーヒー飲料等の包装用のカップ状容器に適用される内容物付着防止性を備えた蓋材とその製造方法に関する。
【背景技術】
【0002】
この種の熱封緘用の蓋材は、一般に紙と金属蒸着フィルムとの積層からなる基材層のフィルム面に熱封緘層を設けたものとなされ、あるいは基材フィルムとアルミニウム箔との積層からなる基材層のアルミ箔面側に、必要に応じて中間樹脂層を介して、ヒートシール層、即ち熱封緘層を設けたものとなされている。そして、該蓋材をヨーグルト等の被包装物を充填したカップ状の容器本体の上面開口に被せて、周縁部を容器本体の上縁フランジ部上に熱融着することによって密封包装体を形成するものとなされている。
【0003】
従って、かかる蓋材においては、良好なヒートシール性、密封性と、開封のための適当な易剥離性が求められるのと同時に、内容物の非付着性、即ち容器の内面側の蓋材裏面に内容物が付着するのを防止しうるものであることが望まれる。蓋材の裏面に内容物が付着すると、開封時に手指や衣服、あるいは周辺を汚すおそれがあると共に、内容物の棄損による無駄を生じ、あるいは付着物を剥がし取る手間がかかり、更には不潔感を催す等の不利益を生じるためである。
【0004】
このような要請に対し、従来、内容物付着防止性能の付与ないし向上手段として下記特許文献1(特許第4348401号公報)に示されるような提案がなされている。
【0005】
この先行提案に係る公知技術は、熱封緘層の外面に、極めて微細な疎水性シリカ等の疎水性酸化物微粒子による三次元網目状構造の多孔質層を形成するというものであり、内容物付着防止効果の点では優れた効果を奏し得るものの、付着防止効果を担う上記多孔質層の熱封緘層に対する密着性、及び蓋材の全周に亘る安定した封緘強度、シール強度の確保の点でなおいささか問題点を有するものであった。即ち、上記付着防止層は、熱封緘層上に、疎水性酸化物微粒子をアルコール等の分散媒を用いた分散液として塗布したのち、乾燥させることによって疎水性酸化物微粒子による多孔質層に形成したものであるから、それ自体が組織的に脆弱である上に、概して隣接する熱封緘層に対する結合力ないし密着力が弱く、付着防止層の部分剥離や脱落を生じ易く、包装内容物への異物混入のおそれを生じ衛生上好ましいのみならず、付着防止効果が安定しない恐れがあった。
【0006】
かつまた、疎水性の無機微粒子の多孔質層からなる上記付着防止層がヒートシール部において夾雑物となるため、全周に安定した均一な封止密着強度、耐剥離強度が得難く、シール強度の弱い部分から不本意に内容物が漏出するおそれがあるとか、逆にシール強度の強い部分で蓋材を強く引っ張って開けようとした場合に、内容物が飛び散るおそれがあるなどの問題もあった。
【0007】
更にまた、ヨーグルト、ゼリー、プリン等の容器への充填後のシール時においても、待機中あるいはヒートシール中に蓋材が熱板から受けるいささか過酷な熱影響によって、内容物付着防止効果が損なわれる恐れがあり、特にヒートシール部周辺、即ち容器のフランジ部近傍領域において内容物付着防止効果が他の部分に較べて相対的に著しく低下してしまうことが懸念されていた。このため、蓋材の製造時及びヒートシール時の工程管理がいささか厄介であり、取扱いが困難であるという難点があった。
【0008】
一方、上記のような特許文献1による先行技術の特に密着性、シール強度の安定性の問題に対して、この問題の解決をはかりつつ更に一段と優れた非付着性の確保をも可能とする改善技術として、本発明者らは先に特許文献2(特開2011−184082号公報)に記載の発明を提案した。
【0009】
この先行提案技術は、付着防止層を疎水性無機微粒子と熱可塑性樹脂バインダーとの混合組成物で構成し、上記バインダーによって密着力の増大をはかると共に熱封緘層のヒートシール性を補って、疎水性無機微粒子群の介在にかかわらず蓋材の容器本体に対する全周に安定した良好なヒートシール性、密封強度を確保するものである。
【0010】
しかしながら一方で、当該先行提案技術に則って行う蓋材の実生産の場面において、無機微粒子の均一な拡散を得るために必須の撹拌を伴う前記混合組成物による分散コート液の調製、その均一な塗布、塗布後の乾燥等の各工程において相当厳密な条件管理を必要とし、僅かな工程管理条件の逸脱によっても付着防止層に所期する付着防止性能が得られなくなってしまうおそれがあるという難点があることが判明してきた。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特許第4348401号公報
【特許文献2】特開2011−184082号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】
本発明は、上記のような問題点について更なる改善をはかること、具体的には、安定した良好なヒートシール性能を維持しつつ、内容物付着防止性能に優れ、しかも該付着防止効果を発現する疎水性微粒子の熱封緘層との密着性、蓋材と容器との密着性を高めて上記内容物付着防止効果の安定持続性を向上しうる新たな改善技術を提供することを目的とする。
【課題を解決するための手段】
【0013】
そこで、本発明は、上記の目的達成のための具体的な技術手段として、下記[1]〜[8]に記載の内容物付着防止蓋材とその製造方法を提示する。
【0014】
[1]少なくとも基材層と熱封緘層とを有する蓋材において、
前記熱封緘層の外面に、疎水性乾式シリカ粒子からなる塗布量0.5〜1.5g/m2の内容物付着防止用粒子被覆層が形成され、
該粒子被覆層の前記熱封緘層側の一部に、少なくとも前記乾式シリカ粒子相互間の間隙に前記熱封緘層の溶融成分が入り込んだ含浸密着強化層が形成されると共に、同粒子被覆層の最外表面側に、表面が露出した粒子からなる残存粒子量0.1〜1.2g/m2の付着防止層が残存形成されてなることを特徴とする内容物付着防止蓋材。
【0015】
[2]前記疎水性乾式シリカ粒子は、その一次粒子の平均粒径が3〜50nmである前項[1]に記載の内容物付着防止蓋材。
【0016】
[3]前記熱封緘層が、酸変性ポリオレフィン系樹脂、エチレン−不飽和エステル共重合体、アクリル系樹脂、ポリエステル系樹脂、スチレン系樹脂のうちの1種または2種以上からなる接着樹脂成分と、ワックスおよび粘着付与剤の少なくともいずれか一方を必須成分として含む樹脂組成物からなる前項[1]または[2]に記載の内容物付着防止蓋材。
【0017】
[4]前記樹脂組成物のワックスおよび/または粘着付与剤の配合量が1〜70重量%である前項[3]に記載の内容物付着防止蓋材。
【0018】
[5]前記樹脂組成物のワックスの融点が80℃以上である前項[3]または[4]に記載の内容物付着防止蓋材。
【0019】
[6]少なくとも基材層と熱封緘層とを有する蓋材の前記熱封緘層の外面に、疎水性乾式シリカ粒子を有機分散媒に分散させて調製した分散液を塗布し乾燥させて塗布量0.5〜1.5g/m2の内容物付着防止用粒子被覆層を形成し、
かつ、前記熱封緘層成分の溶融開始温度(軟化点)より高い温度で加熱処理を施すことにより、前記粒子被覆層の前記熱封緘層側の一部に、少なくとも前記乾式シリカ粒子の粒子相互間の間隙に前記熱封緘層の溶融成分が入り込んだ含浸密着強化層を形成すると共に、同粒子被覆層の最外表面側に、前記乾式シリカ粒子の表面が前記熱封緘層成分で覆われることなく露出した残存粒子量0.1〜1.2g/m2の付着防止層を残存形成せしめることを特徴とする内容物付着防止蓋材の製造方法。
【0020】
[7]前記疎水性乾式シリカ粒子はその一次粒子の平均粒径が3〜50nmである前項[6]に記載の内容物付着防止蓋材の製造方法。
【0021】
[8]前記加熱処理は、温度85〜220℃、時間3〜120secの熱処理条件で行う前項[6]または[7]に記載の内容物付着防止蓋材の製造方法。
【発明の効果】
【0022】
本発明は、前記[1]項の構成において、内容物付着防止のための粒子被覆層が、疎水性乾式シリカ粒子からなる塗布量0.5〜1.5g/m2の、内部に多数個の空隙を有する多孔質の層として形成され、その上で例えば適宜の加熱処理を施すことによって、前記粒子被覆層の一部に粒子相互間の空隙に熱封緘層成分が入り込んだ含浸密着強化層が形成されていることにより、各粒子間の空隙を埋めて固化した熱封緘層の構成成分、殊に低粘度、低分子量成分によって乾式シリカ粒子相互が拘束固定されると共に、粒子被覆層のそれ自体もアンカー効果によって熱封緘層に強固に固着される。しかも該粒子被覆層の外表面側に、粒子表面が露出した疎水性乾式シリカ粒子による残存粒子量0.1〜1.2g/m2の付着防止層が残存形成されることで、疎水性乾式シリカ粒子のもつ固有の良好な撥水性に加えて、粒子被覆層の外表面に形成される微細な凹凸構造とも相俟って、優れた付着防止性能を発現する。従って、熱封緘層に対する密着性を向上し、不本意な粒子の脱落、部分剥落を防いで長期に亘り安定した内容物付着防止効果を確保しうる。加えて、乾式シリカ粒子間の空隙に入り込んだ熱封緘層成分が、熱封緘層のヒートシール性を補うべく作用し、乾式シリカ粒子被覆層の介在にかかわらず蓋材の容器本体に対する良好で安定したヒートシール性、密着性をも実現しうる。
【0023】
また、前記[2]項に記載のような平均粒径を有する疎水性乾式シリカ粒子を用いることにより、市場から入手しやすい比較的安価な材料をもって前記の諸効果を確実に達成することができる。
【0024】
また、前記[3]項に記載のように、熱封緘層を特定種類の接着樹脂成分と、ワックスおよび粘着付与剤の少なくともいずれか一方を必須成分として含む樹脂組成物からなるものとすることにより、蓋材に良好なヒートシール性、密封性、開封時の易剥離性を確保しながら、前記諸効果を奏するものとすることができる。
【0025】
また、前記[4]項および[5]項に記載のように、前記樹脂組成物にワックスおよび粘着付与剤の少なくともいずれか一方を所定量含有するものとし、好ましくは更にワックスの融点が80℃以上のものを選定することにより、前記[3]項の効果に加えて、更に、付着防止用の粒子被覆層の熱安定性ないし耐熱性を良好なものとなしうると共に、前記[1]項のように含浸密着強化層を形成する場合に、その効果を一層確実に達成しうるものとなすことができる。
【0026】
また、前記[6]項に記載の製造方法によれば、前記[1]項の効果を有する蓋材を得ることができるのはもとより、特に、疎水性乾式シリカ粒子を有機分散媒に分散させて調製した分散液の塗布、乾燥によって粒子被覆層の形成を行うので、均一な粒子被覆層を比較的安易に形成しうると共に、乾燥工程において分散媒が揮散するにしたがって微細な乾式シリカ粒子のそれ自体のもつ強い凝集力によって粒子被覆層が微細で不規則な空隙を内在した多孔質の凝集層に形成されることと相俟って、少なくとも上記分散液の塗布後に行う加熱処理によって熱封緘層が溶融すると、その低粘度、低分子量成分が粒子相互間の空隙に入り込みやすく、その空隙を埋めてしまうことで熱封緘層との密着性を十分に高めた密着強化層を安易に形成することができる。
【0027】
また、前記[7]項に記載のような平均粒径を有する疎水性乾式シリカ粒子を用いることにより、前記[2]項の効果を奏する蓋材を得ることができる。
【0028】
更にまた、前記[8]項に記載の条件下での加熱処理を施すことにより、良好な熱封緘特性を示す熱封緘層の各種材料の選択使用のもとにおいて、いずれの場合にも付着防止層を確実に残存形成せしめながら含浸密着強化層の形成を行うことが可能となる。
【図面の簡単な説明】
【0029】
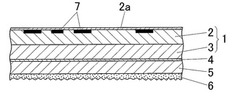
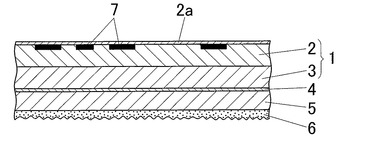
【図1】図1は本発明による内容物付着防止蓋材の積層構成の一例の概要を示す断面図である。
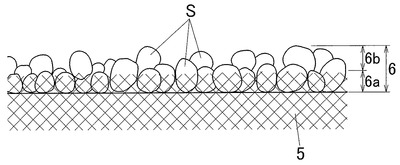
【図2】図2は本発明による付着防止用の粒子被覆層の構成を模式的に示す模式断面図であり、図1に対し上下を反転して示している。
【発明を実施するための形態】
【0030】
図1は、本発明に係る内容物付着防止蓋材の積層構成の一例を示す。
【0031】
該蓋材は、例えばヨーグルト包装用容器に適する蓋材の一例として、印刷(7)面をコート剤(2a)で保護被覆したコート紙(2)と、金属蒸着フィルム(3)とを一般的な接着剤で貼合わせた積層体をもって基材(1)とし、この基材(1)の金属蒸着フィルム(3)側の外面にアンカーコート(4)を介して熱封緘層(5)が設けられたものである。この積層構成は従来公知の蓋材のそれと同様であり、上記基材(1)と熱封緘層(5)とを含む積層体をここでは「蓋材本体」と称する。
【0032】
上記の金属蒸着フィルム(3)は、ガスバリヤ性、遮光性などを付与するものであり、多くはアルミ蒸着ポリエステルフィルムが用いられる。特にヨーグルトの容器用の蓋材にあっては、遮光性、軽量性を満足するものとして厚さ12〜16μm程度のアルミ蒸着ポリエステルフィルムが好適に用いられる。また、コート紙(2)との積層接着には一般的な接着剤が用いられる。
【0033】
なお、熱封緘層(5)にホットメルト剤を用いる蓋材の場合にあっては、蓋材本体は蓋材フィルム層と金属箔層との積層からなる基材層と、該基材層の金属箔側の外面に必要に応じて中間層を介して熱封緘層が設けられたものとなされる。
【0034】
ところで、本発明に係る内容物付着防止蓋材は、上記蓋材本体の熱封緘層(5)の外面に、更に付加的に付着防止用の粒子被覆層(6)を有するものである。
【0035】
熱封緘層(5)は、容器側との接着性が良好なものであれば、その材料は、特に限定されない。例えば、ラッカータイプのヒートシール剤、ホットメルト剤あるいは公知のシーラントフィルムを用いることができる。好適には、酸変性ポリオレフィン系樹脂、エチレン−不飽和エステル共重合体、アクリル系樹脂、ポリエステル系樹脂、スチレン系樹脂のうちの1種または2種以上からなる接着樹脂成分と、ワックスおよび粘着付与剤の少なくともいずれか一方を必須成分として含む樹脂組成物からなるものを用いることができる。また、この場合、当該樹脂組成物中のワックスおよび粘着付与剤は、それらのうちの少なくとも一方または合計の配合量を1〜70重量%に設定すると共に、それらの融点または軟化点が80℃以上であるものを採用することが望ましい。とくにワックスはその融点が80℃以上あるものを採用すべきである。配合量が1重量%未満では、それらの添加効果を十分に享受することができず、70重量%を超えて過多に含有すると、加熱処理により、あるいはヒートシール時等に受ける熱影響によって粒子被覆層(6)の付着防止性能が損なわれるおそれが生じる。また、それらの融点または軟化点が80℃未満であると、やはり粒子被覆層(6)の撥水性、ひいては付着防止効果の熱安定性が損なわれるおそれがある。つまり、ヒートシール時等において受ける熱影響により、熱封緘層(5)の低融点成分が早期かつ過度に溶融して高い流動性を発現し、シリカ粒子間の隙間を通じてシリカ粒子の表面を覆ってその露出面積の減少を招き、結果的に付着防止効果を損なうおそれが生じる。好ましくは、上記配合量において10〜60重量%の範囲に設定し、融点または軟化点において90〜120℃のものを選択使用することが望ましい。
【0036】
さて、本発明の主たる特徴事項とする前記の付着防止用の粒子被覆層(6)は、疎水性の乾式シリカ粒子(S)から構成されるものである。
【0037】
乾式シリカ粒子(S)は、火炎法等により極微細な一次粒子の凝集体として製造されるものであり、その一次粒子の平均粒径が3〜50nmのものを好適に使用しうる。平均粒径が3nm未満の超微粒子は、市場からの入手が困難であり、またコスト面からも不利である。他方、一次粒子の平均粒径が50nmを超える粗い乾式シリカでは、粒子被覆層(6)の密着性の向上効果に乏しい。特に好ましくは一次粒子の平均粒径が5〜20nmの乾式シリカ粒子である。
【0038】
粒子被覆層(6)の形成は、液体分散媒中に疎水性乾式シリカ粒子(S)の所定量を均一に分散させて分散液を調製し、これを蓋材本体の熱封緘層(5)の外面に塗布し、乾燥させることによって好適に行うことができる。
【0039】
分散液の調製は、上記乾式シリカ粒子の所定量を有機液体分散媒を用いて分散させて所定濃度のコロイド溶液とするものであるが、分散媒には特に極性基を有する有機分散媒を用いるのが好ましい。なかでもアルコール類の使用が好適であり、特にコスト、安全性、撥水性の発現効果等の面からメタノール又はエタノールの使用が好適である。
【0040】
分散液の塗工は、公知の任意の方法を採用しうる。例えば、グラビアコート法、吹き付け、バーコート法等を任意に採用しうる。
【0041】
分散液の塗布量は、付着防止層の所望の厚みに応じて設定すればよいが、乾燥後重量で0.5〜1.5g/m2の範囲に設定すべきであり、好ましくは、0.6〜1.3g/m2設定するのがよい。
【0042】
この塗布量が0.5g/m2未満では、後述する熱処理によって粒子被覆層(6)の厚さ方向のほとんど全てが熱封緘層成分で埋まってしまい、粒子表面が露出した付着防止層(6b)部分の残存形成が困難になる。他方、1.5g/m2を超えて過多に塗布するときは、粒子被覆層(6)の密着性が悪いものとなる。
【0043】
塗布後の乾燥はもとより自然乾燥させても良いが、生産性、熱封緘層との密着性を高めるためには加熱乾燥することが望ましい。その場合の乾燥条件としては、温度80〜140℃、時間5〜30秒の範囲に設定することが望ましい。
【0044】
上記のような塗工、即ち塗布および乾燥工程によって形成された粒子被覆層(6)は、それを構成する疎水性乾式シリカ粒子(S)が、製造段階で一次粒子がランダムに融着結合した一次凝集体粒子においてもその粒径はせいぜい300nm程度以下の微小な粒子であるから、粒子の分散液を塗布したのち、乾燥する工程で分散媒が揮散除去されるにしたがって、粒径の小さい乾式シリカ粒子(S)はそれ自体のもつ強い凝集力とも相俟って熱封緘層(5)の表面上に多孔質の凝集層として形成される。その結果、該粒子被覆層(6)は、それ自体で既に優れた表面撥水性を有すると共に、熱封緘層(5)に対して多くの接点で接触するので比較的良好な密着力を示すが、それでもなお密着性の点では十分な満足度を得られるものではない。
【0045】
そこで、本発明においては、上記による粒子被覆層(6)の形成後、更に所定の加熱処理を施すことにより、図2に模式図として示すように、該粒子被覆層(6)の前記熱封緘層(5)側の一部に、乾式シリカ粒子(S)の粒子相互間の間隙に前記熱封緘層の溶融成分が入り込んだ含浸密着強化層(6a)が形成され、同粒子被覆層の最外表面側に、疎水性乾式シリカ粒子(A)の表面が露出したまま残存した付着防止層(6a)が残存形成されたものとなされる。
【0046】
粒子被覆層(6)の塗工形成後、熱封緘層(5)の溶融開始温度以上の温度で積層体を加熱すると、熱封緘層(5)中の特に低融点成分、低粘度成分、低分子量成分が流動化し、微細な多孔質構造をなす乾式シリカ粒子(S)の凝集層の空隙内に入り込み冷却固化して含浸密着強化層(6a)を形成する。従って、粒子被覆層(6)は、上記含浸密着強化層(6a)によって熱封緘層(5)と一体的に結合され、その密着力を強固なものにする。
【0047】
ただ、上記の加熱処理による密着強化層(6a)の形成は、粒子被覆層(6)の最外表面部に、少なくとも疎水性乾式シリカ粒子(S)の表面が上記溶融成分によって覆われることなく露出した付着防止層(6b)の部分を残存形成せしめうる条件下で行われなければならない。
【0048】
しかもこの付着防止層(6b)を形成する残存粒子量が、0.1〜1.2g/m2の範囲となるように、熱封緘層(5)の成分組成や粒子被覆層(6)の塗布量等との相関を考慮して熱処理条件が決められる。付着防止層(6b)の残存粒子量が0.1g/m2未満では、所期する良好な付着防止性能を発現させることができない。逆に1.2g/m2を超えると、粒子被覆層(6)の密着性が悪くなり、シリカ粒子の脱落、剥離のおそれが増大する。好ましい残存粒子量の範囲は、概ね0.3〜1.0g/m2である。
【0049】
ここに、付着防止層(6b)を形成する上記の残存粒子量の測定は、所定面積に切り出した試料片の粒子被覆層(6)側の表面を、アルコールをしみ込ませた脱脂綿などで拭取り、拭取り前後の重量差から求めることができる。
【0050】
付着防止層(6b)を残存形成する上記の加熱処理は、熱封緘層(5)に用いられている材料との関係を考慮して、少なくとも該熱封緘層(5)の溶融開始温度より高い温度、好ましくはそれより更に50℃以上高い温度で行うことが必要である。この加熱温度は、加熱時間とも相関するが、一般的に好ましい加熱処理条件は、温度85〜220℃、×時間3〜120secであり、特に好ましくは温度100〜180℃、×時間5〜60secである。
【0051】
なお、含浸密着強化層(6a)の形成のために行う上記の加熱処理は、乾式シリカ粒子(S)の分散液の塗布、乾燥後に、独立した別工程として行うことにより、最も好ましい条件での工程管理を行い易いが、作業工程の簡素化をはかるために塗布後の乾燥工程と加熱処理工程を同時に、あるいはまた連続して行うものとしても良い。
【実施例】
【0052】
次に、本発明の効果を確認するために、その各種の実施例を比較例ないし対照例との対比において示す。
【0053】
(蓋材本体の作製)
蓋材本体は、その熱封緘層にラッカータイプのヒートシール剤を用いるもの(試料No,1〜8、12〜14、16、17)と、ホットメルト剤を用いるもの(試料No,9〜11、15)との2種類をそれぞれ下記a、bのとおり作製した。
【0054】
a、ラッカータイプのヒートシール剤を用いる蓋材
コート紙(55g/m2)と厚さ16μmのアルミ蒸着ポリエチレンテレフタレートフィルムを用い、それらをポリウレタン系ドライラミネート接着剤により貼合わせて基材層とした。
【0055】
次に、上記基材層のアルミ蒸着ポリエチレンテレフタレートフィルムにアンカーコート剤を塗布した後、更にその上にグラビアコート法により、ポリスチレン製容器の蓋材に適するものとして表1に示すような各種配合組成のラッカー型ヒートシール剤により、いずれも塗布量5g/m2の熱封緘層を形成した。これによって得られた基材層/アンカーコート剤/熱封緘層の積層体をもって蓋材本体とした。
【0056】
b、ホットメルト剤を用いる蓋材
基材フィルムとして厚さ12μmのポリエチレンテレフタレートフィルムを用い、その片面に厚さ30μmのアルミニウム箔をポリウレタン系ドライラミネート接着剤により貼合わせて基材層とした。
【0057】
次に、上記基材層のアルミニウム箔側の表面にアンカーコート剤を塗布し、ポリエチレン樹脂を厚さ20μmとなるように押出しコートして中間樹脂層を形成し、更にその外側にグラビアコート法により表1に示すような組成のホットメルト剤による塗布量18g/m2の熱封緘層を形成した。これによって得られた基材層/中間樹脂層/熱封緘層の積層体をもって蓋材本体とした。
【0058】
上記a、bの熱封緘層の構成材料としては、下記の材料を用いた。
【0059】
熱封緘層構成材料
酸変性ポリオレフィン樹脂
酸変性PO:酸変性ポリプロピレン樹脂(無水マイレン酸グラフト変性
変性率1.0%)
エチレン−不飽和エステル共重合体
EVA :エチレン−酢酸ビニル共重合体(190℃のMFR20g/10分、酢
酸ビニル含有量20%)
ワックス(WX)
WX(I):融点125℃のポリエチレンワックス
WX(II):融点 75℃のパラフィンワックス
粘着付与剤(TF)
TF(I):石油系水添樹脂 融点115℃
【0060】
(付着防止用粒子被覆層の形成)
付着防止用粒子被覆層の材料として、下記の疎水性乾式シリカ粒子を用意した。
【0061】
疎水性乾式シリカ粒子(S)
S(I):疎水性乾式シリカ 一次粒子平均粒径 7nm、
BET法による比表面積 220m2/g
S(II):疎水性乾式シリカ 一次粒子平均粒径 12nm
BET法による比表面積 300m2/g
【0062】
上記疎水性乾式シリカ粒子S(I)およびS(II)をそれぞれ、エタノール中に均一に分散させて各種の分散液を作成した。
【0063】
そして、これらの分散液を、蓋材本体(1)の前記熱封緘層(5)の外面にグラビアコート法により、塗布し、かつ強制乾燥して粒子被覆層(6)を形成した。ここに、シリカ粒子の塗布量は、いずれも乾燥後重量において表1に示すように0.6〜1.3g/m2の範囲で種々に設定した。また、強制乾燥は、いずれも温度100℃×時間15秒の乾燥条件で行った。
【0064】
(熱処理)
上記により粒子被覆層(6)を形成したのち、得られた積層体に加熱処理を施した(試料No.16を除く)。この熱処理条件は表1に記載のとおりの温度と時間によるものとした。
【0065】
熱処理後において、電子顕微鏡観察により、各試料について粒子被覆層(6)の熱封緘層(5)側に熱封緘層成分が入り込んだ含浸密着強化層(6a)が形成されることを確認したのち、その上に残存している付着防止層部分の粒子量、即ち、乾式シリカ粒子の表面が上記熱封緘層成分で覆われることなく疎水性表面をそのまま露出しているものと認められる残存粒子群による付着防止層(6b)の粒子量を調べ、表1に「残存付着防止層」の粒子量として併記した。
【0066】
ここに、この残存付着防止層(6a)の粒子量の測定は、前述の方法で行ったものである。
【0067】
(評価試験)
(1)付着防止性能
各試料No.1〜17の蓋材の裏面、即ち付着防止層の外面上に、アロエヨーグルト(森永乳業株式会社製 商標「森永アロエヨーグルト」)を約0.5ccの液滴として滴下し、試料をゆっくりと傾けたときに上記液滴が「転がりはじめたときの傾斜角度」を測定して、次の基準で判定評価した。
【0068】
◎・・・15度以下
○・・・16度以上30度以下
×・・・31度以上
【0069】
(2)ヒートシール強度
試料No.1〜17の蓋材を15mm幅に切り出し、試料No,1〜8、12〜14、16、17については、180℃×0.2MPa×1.0secのシール条件で容器本体(ポリスチレン製容器)から切り出した15mm幅の短冊にヒートシールした。また、試料No,9〜11、15については、150℃×0.2MPa×1.0secのシール条件で容器本体(紙/ポリエチレン製容器)から切り出した15mm幅の短冊にヒートシールした。次いで、この蓋材を180°の方向に100mm/分の速度で引っ張り、剥離時の最大荷重をヒートシール強度とした。
【0070】
そして、粒子被覆層を設けていない蓋材本体のままの蓋材におけるヒートシール強度(
蓋材の耐剥離強度・密封性)を基準値として、ヒートシール強度の低下率または増加率を
下記の基準で判定評価した。
【0071】
◎・・・強度低下又は増加10%未満
○・・・強度低下又は増加10%〜20%未満
×・・・強度低下又は増加20%以上
【0072】
(3)密着性
試料No.1〜17の各蓋材の付着防止層の面に、黒い布を巻き付けた重り(500g
)を垂直に載せ、ゆっくりと長さ200mm擦り、布の表面に転移付着したシリカ粒子の有無を目視で検査した。
【0073】
そして、黒い布上におけるシリカ粒子の転移付着量(剥離量)により下記の評価基準で評価した。
【0074】
◎・・・ほとんど付着なし
○・・・許容範囲と認められる僅かな付着あり
×・・・明らかに多くの付着あり
【0075】
上記(1)〜(3)の各評価試験の結果を、表2に示す。
【0076】
【表1】

【0077】
【表2】
【0078】
表2の「付着防止性能」の試験結果に示すように、本発明による内容物付着防止蓋材においては、試料を僅かに傾けるだけでヨーグルト液滴が転がり移動を始める。このことは、ヨーグルト、プリン、ゼリー等の粘稠な液体成分を含むような内容物を充填した容器に蓋材を熱封緘したのちにおいても該内容物に対し、蓋材裏面への該内容物の付着防止効果に優れたものであることを示す。しかも「シール性」試験の結果に示すように、付着防止層の存在によって、ヒートシール性(シール強度)が大きく損なわれることなく、適度な密封性を維持しつつ、上記付着防止性能を付与しうる。加えて、「密着性」試験の結果に見られるように、付着防止用粒子被覆層の密着性が良好で、不本意な分離脱落、部分剥離等のおそれがなく、長期に亘って内容物付着防止性能を安定に維持しうると共に、容器内への異物混入のおそれもない。
【符号の説明】
【0079】
1・・・基材
2・・・コート紙
3・・・金属蒸着フィルム
4・・・アンカーコート層
5・・・熱封緘層
6・・・付着防止用粒子被覆層
6a・・密着強化層
6b・・付着防止層
S・・・疎水性乾式シリカ粒子
【技術分野】
【0001】
本発明は、主として食品類の包装用容器に適用されるヒートシール蓋材、更に具体的には、ヨーグルト、ゼリー、プリン、ジャム、ミルクポーション、コーヒー飲料等の包装用のカップ状容器に適用される内容物付着防止性を備えた蓋材とその製造方法に関する。
【背景技術】
【0002】
この種の熱封緘用の蓋材は、一般に紙と金属蒸着フィルムとの積層からなる基材層のフィルム面に熱封緘層を設けたものとなされ、あるいは基材フィルムとアルミニウム箔との積層からなる基材層のアルミ箔面側に、必要に応じて中間樹脂層を介して、ヒートシール層、即ち熱封緘層を設けたものとなされている。そして、該蓋材をヨーグルト等の被包装物を充填したカップ状の容器本体の上面開口に被せて、周縁部を容器本体の上縁フランジ部上に熱融着することによって密封包装体を形成するものとなされている。
【0003】
従って、かかる蓋材においては、良好なヒートシール性、密封性と、開封のための適当な易剥離性が求められるのと同時に、内容物の非付着性、即ち容器の内面側の蓋材裏面に内容物が付着するのを防止しうるものであることが望まれる。蓋材の裏面に内容物が付着すると、開封時に手指や衣服、あるいは周辺を汚すおそれがあると共に、内容物の棄損による無駄を生じ、あるいは付着物を剥がし取る手間がかかり、更には不潔感を催す等の不利益を生じるためである。
【0004】
このような要請に対し、従来、内容物付着防止性能の付与ないし向上手段として下記特許文献1(特許第4348401号公報)に示されるような提案がなされている。
【0005】
この先行提案に係る公知技術は、熱封緘層の外面に、極めて微細な疎水性シリカ等の疎水性酸化物微粒子による三次元網目状構造の多孔質層を形成するというものであり、内容物付着防止効果の点では優れた効果を奏し得るものの、付着防止効果を担う上記多孔質層の熱封緘層に対する密着性、及び蓋材の全周に亘る安定した封緘強度、シール強度の確保の点でなおいささか問題点を有するものであった。即ち、上記付着防止層は、熱封緘層上に、疎水性酸化物微粒子をアルコール等の分散媒を用いた分散液として塗布したのち、乾燥させることによって疎水性酸化物微粒子による多孔質層に形成したものであるから、それ自体が組織的に脆弱である上に、概して隣接する熱封緘層に対する結合力ないし密着力が弱く、付着防止層の部分剥離や脱落を生じ易く、包装内容物への異物混入のおそれを生じ衛生上好ましいのみならず、付着防止効果が安定しない恐れがあった。
【0006】
かつまた、疎水性の無機微粒子の多孔質層からなる上記付着防止層がヒートシール部において夾雑物となるため、全周に安定した均一な封止密着強度、耐剥離強度が得難く、シール強度の弱い部分から不本意に内容物が漏出するおそれがあるとか、逆にシール強度の強い部分で蓋材を強く引っ張って開けようとした場合に、内容物が飛び散るおそれがあるなどの問題もあった。
【0007】
更にまた、ヨーグルト、ゼリー、プリン等の容器への充填後のシール時においても、待機中あるいはヒートシール中に蓋材が熱板から受けるいささか過酷な熱影響によって、内容物付着防止効果が損なわれる恐れがあり、特にヒートシール部周辺、即ち容器のフランジ部近傍領域において内容物付着防止効果が他の部分に較べて相対的に著しく低下してしまうことが懸念されていた。このため、蓋材の製造時及びヒートシール時の工程管理がいささか厄介であり、取扱いが困難であるという難点があった。
【0008】
一方、上記のような特許文献1による先行技術の特に密着性、シール強度の安定性の問題に対して、この問題の解決をはかりつつ更に一段と優れた非付着性の確保をも可能とする改善技術として、本発明者らは先に特許文献2(特開2011−184082号公報)に記載の発明を提案した。
【0009】
この先行提案技術は、付着防止層を疎水性無機微粒子と熱可塑性樹脂バインダーとの混合組成物で構成し、上記バインダーによって密着力の増大をはかると共に熱封緘層のヒートシール性を補って、疎水性無機微粒子群の介在にかかわらず蓋材の容器本体に対する全周に安定した良好なヒートシール性、密封強度を確保するものである。
【0010】
しかしながら一方で、当該先行提案技術に則って行う蓋材の実生産の場面において、無機微粒子の均一な拡散を得るために必須の撹拌を伴う前記混合組成物による分散コート液の調製、その均一な塗布、塗布後の乾燥等の各工程において相当厳密な条件管理を必要とし、僅かな工程管理条件の逸脱によっても付着防止層に所期する付着防止性能が得られなくなってしまうおそれがあるという難点があることが判明してきた。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特許第4348401号公報
【特許文献2】特開2011−184082号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】
本発明は、上記のような問題点について更なる改善をはかること、具体的には、安定した良好なヒートシール性能を維持しつつ、内容物付着防止性能に優れ、しかも該付着防止効果を発現する疎水性微粒子の熱封緘層との密着性、蓋材と容器との密着性を高めて上記内容物付着防止効果の安定持続性を向上しうる新たな改善技術を提供することを目的とする。
【課題を解決するための手段】
【0013】
そこで、本発明は、上記の目的達成のための具体的な技術手段として、下記[1]〜[8]に記載の内容物付着防止蓋材とその製造方法を提示する。
【0014】
[1]少なくとも基材層と熱封緘層とを有する蓋材において、
前記熱封緘層の外面に、疎水性乾式シリカ粒子からなる塗布量0.5〜1.5g/m2の内容物付着防止用粒子被覆層が形成され、
該粒子被覆層の前記熱封緘層側の一部に、少なくとも前記乾式シリカ粒子相互間の間隙に前記熱封緘層の溶融成分が入り込んだ含浸密着強化層が形成されると共に、同粒子被覆層の最外表面側に、表面が露出した粒子からなる残存粒子量0.1〜1.2g/m2の付着防止層が残存形成されてなることを特徴とする内容物付着防止蓋材。
【0015】
[2]前記疎水性乾式シリカ粒子は、その一次粒子の平均粒径が3〜50nmである前項[1]に記載の内容物付着防止蓋材。
【0016】
[3]前記熱封緘層が、酸変性ポリオレフィン系樹脂、エチレン−不飽和エステル共重合体、アクリル系樹脂、ポリエステル系樹脂、スチレン系樹脂のうちの1種または2種以上からなる接着樹脂成分と、ワックスおよび粘着付与剤の少なくともいずれか一方を必須成分として含む樹脂組成物からなる前項[1]または[2]に記載の内容物付着防止蓋材。
【0017】
[4]前記樹脂組成物のワックスおよび/または粘着付与剤の配合量が1〜70重量%である前項[3]に記載の内容物付着防止蓋材。
【0018】
[5]前記樹脂組成物のワックスの融点が80℃以上である前項[3]または[4]に記載の内容物付着防止蓋材。
【0019】
[6]少なくとも基材層と熱封緘層とを有する蓋材の前記熱封緘層の外面に、疎水性乾式シリカ粒子を有機分散媒に分散させて調製した分散液を塗布し乾燥させて塗布量0.5〜1.5g/m2の内容物付着防止用粒子被覆層を形成し、
かつ、前記熱封緘層成分の溶融開始温度(軟化点)より高い温度で加熱処理を施すことにより、前記粒子被覆層の前記熱封緘層側の一部に、少なくとも前記乾式シリカ粒子の粒子相互間の間隙に前記熱封緘層の溶融成分が入り込んだ含浸密着強化層を形成すると共に、同粒子被覆層の最外表面側に、前記乾式シリカ粒子の表面が前記熱封緘層成分で覆われることなく露出した残存粒子量0.1〜1.2g/m2の付着防止層を残存形成せしめることを特徴とする内容物付着防止蓋材の製造方法。
【0020】
[7]前記疎水性乾式シリカ粒子はその一次粒子の平均粒径が3〜50nmである前項[6]に記載の内容物付着防止蓋材の製造方法。
【0021】
[8]前記加熱処理は、温度85〜220℃、時間3〜120secの熱処理条件で行う前項[6]または[7]に記載の内容物付着防止蓋材の製造方法。
【発明の効果】
【0022】
本発明は、前記[1]項の構成において、内容物付着防止のための粒子被覆層が、疎水性乾式シリカ粒子からなる塗布量0.5〜1.5g/m2の、内部に多数個の空隙を有する多孔質の層として形成され、その上で例えば適宜の加熱処理を施すことによって、前記粒子被覆層の一部に粒子相互間の空隙に熱封緘層成分が入り込んだ含浸密着強化層が形成されていることにより、各粒子間の空隙を埋めて固化した熱封緘層の構成成分、殊に低粘度、低分子量成分によって乾式シリカ粒子相互が拘束固定されると共に、粒子被覆層のそれ自体もアンカー効果によって熱封緘層に強固に固着される。しかも該粒子被覆層の外表面側に、粒子表面が露出した疎水性乾式シリカ粒子による残存粒子量0.1〜1.2g/m2の付着防止層が残存形成されることで、疎水性乾式シリカ粒子のもつ固有の良好な撥水性に加えて、粒子被覆層の外表面に形成される微細な凹凸構造とも相俟って、優れた付着防止性能を発現する。従って、熱封緘層に対する密着性を向上し、不本意な粒子の脱落、部分剥落を防いで長期に亘り安定した内容物付着防止効果を確保しうる。加えて、乾式シリカ粒子間の空隙に入り込んだ熱封緘層成分が、熱封緘層のヒートシール性を補うべく作用し、乾式シリカ粒子被覆層の介在にかかわらず蓋材の容器本体に対する良好で安定したヒートシール性、密着性をも実現しうる。
【0023】
また、前記[2]項に記載のような平均粒径を有する疎水性乾式シリカ粒子を用いることにより、市場から入手しやすい比較的安価な材料をもって前記の諸効果を確実に達成することができる。
【0024】
また、前記[3]項に記載のように、熱封緘層を特定種類の接着樹脂成分と、ワックスおよび粘着付与剤の少なくともいずれか一方を必須成分として含む樹脂組成物からなるものとすることにより、蓋材に良好なヒートシール性、密封性、開封時の易剥離性を確保しながら、前記諸効果を奏するものとすることができる。
【0025】
また、前記[4]項および[5]項に記載のように、前記樹脂組成物にワックスおよび粘着付与剤の少なくともいずれか一方を所定量含有するものとし、好ましくは更にワックスの融点が80℃以上のものを選定することにより、前記[3]項の効果に加えて、更に、付着防止用の粒子被覆層の熱安定性ないし耐熱性を良好なものとなしうると共に、前記[1]項のように含浸密着強化層を形成する場合に、その効果を一層確実に達成しうるものとなすことができる。
【0026】
また、前記[6]項に記載の製造方法によれば、前記[1]項の効果を有する蓋材を得ることができるのはもとより、特に、疎水性乾式シリカ粒子を有機分散媒に分散させて調製した分散液の塗布、乾燥によって粒子被覆層の形成を行うので、均一な粒子被覆層を比較的安易に形成しうると共に、乾燥工程において分散媒が揮散するにしたがって微細な乾式シリカ粒子のそれ自体のもつ強い凝集力によって粒子被覆層が微細で不規則な空隙を内在した多孔質の凝集層に形成されることと相俟って、少なくとも上記分散液の塗布後に行う加熱処理によって熱封緘層が溶融すると、その低粘度、低分子量成分が粒子相互間の空隙に入り込みやすく、その空隙を埋めてしまうことで熱封緘層との密着性を十分に高めた密着強化層を安易に形成することができる。
【0027】
また、前記[7]項に記載のような平均粒径を有する疎水性乾式シリカ粒子を用いることにより、前記[2]項の効果を奏する蓋材を得ることができる。
【0028】
更にまた、前記[8]項に記載の条件下での加熱処理を施すことにより、良好な熱封緘特性を示す熱封緘層の各種材料の選択使用のもとにおいて、いずれの場合にも付着防止層を確実に残存形成せしめながら含浸密着強化層の形成を行うことが可能となる。
【図面の簡単な説明】
【0029】
【図1】図1は本発明による内容物付着防止蓋材の積層構成の一例の概要を示す断面図である。
【図2】図2は本発明による付着防止用の粒子被覆層の構成を模式的に示す模式断面図であり、図1に対し上下を反転して示している。
【発明を実施するための形態】
【0030】
図1は、本発明に係る内容物付着防止蓋材の積層構成の一例を示す。
【0031】
該蓋材は、例えばヨーグルト包装用容器に適する蓋材の一例として、印刷(7)面をコート剤(2a)で保護被覆したコート紙(2)と、金属蒸着フィルム(3)とを一般的な接着剤で貼合わせた積層体をもって基材(1)とし、この基材(1)の金属蒸着フィルム(3)側の外面にアンカーコート(4)を介して熱封緘層(5)が設けられたものである。この積層構成は従来公知の蓋材のそれと同様であり、上記基材(1)と熱封緘層(5)とを含む積層体をここでは「蓋材本体」と称する。
【0032】
上記の金属蒸着フィルム(3)は、ガスバリヤ性、遮光性などを付与するものであり、多くはアルミ蒸着ポリエステルフィルムが用いられる。特にヨーグルトの容器用の蓋材にあっては、遮光性、軽量性を満足するものとして厚さ12〜16μm程度のアルミ蒸着ポリエステルフィルムが好適に用いられる。また、コート紙(2)との積層接着には一般的な接着剤が用いられる。
【0033】
なお、熱封緘層(5)にホットメルト剤を用いる蓋材の場合にあっては、蓋材本体は蓋材フィルム層と金属箔層との積層からなる基材層と、該基材層の金属箔側の外面に必要に応じて中間層を介して熱封緘層が設けられたものとなされる。
【0034】
ところで、本発明に係る内容物付着防止蓋材は、上記蓋材本体の熱封緘層(5)の外面に、更に付加的に付着防止用の粒子被覆層(6)を有するものである。
【0035】
熱封緘層(5)は、容器側との接着性が良好なものであれば、その材料は、特に限定されない。例えば、ラッカータイプのヒートシール剤、ホットメルト剤あるいは公知のシーラントフィルムを用いることができる。好適には、酸変性ポリオレフィン系樹脂、エチレン−不飽和エステル共重合体、アクリル系樹脂、ポリエステル系樹脂、スチレン系樹脂のうちの1種または2種以上からなる接着樹脂成分と、ワックスおよび粘着付与剤の少なくともいずれか一方を必須成分として含む樹脂組成物からなるものを用いることができる。また、この場合、当該樹脂組成物中のワックスおよび粘着付与剤は、それらのうちの少なくとも一方または合計の配合量を1〜70重量%に設定すると共に、それらの融点または軟化点が80℃以上であるものを採用することが望ましい。とくにワックスはその融点が80℃以上あるものを採用すべきである。配合量が1重量%未満では、それらの添加効果を十分に享受することができず、70重量%を超えて過多に含有すると、加熱処理により、あるいはヒートシール時等に受ける熱影響によって粒子被覆層(6)の付着防止性能が損なわれるおそれが生じる。また、それらの融点または軟化点が80℃未満であると、やはり粒子被覆層(6)の撥水性、ひいては付着防止効果の熱安定性が損なわれるおそれがある。つまり、ヒートシール時等において受ける熱影響により、熱封緘層(5)の低融点成分が早期かつ過度に溶融して高い流動性を発現し、シリカ粒子間の隙間を通じてシリカ粒子の表面を覆ってその露出面積の減少を招き、結果的に付着防止効果を損なうおそれが生じる。好ましくは、上記配合量において10〜60重量%の範囲に設定し、融点または軟化点において90〜120℃のものを選択使用することが望ましい。
【0036】
さて、本発明の主たる特徴事項とする前記の付着防止用の粒子被覆層(6)は、疎水性の乾式シリカ粒子(S)から構成されるものである。
【0037】
乾式シリカ粒子(S)は、火炎法等により極微細な一次粒子の凝集体として製造されるものであり、その一次粒子の平均粒径が3〜50nmのものを好適に使用しうる。平均粒径が3nm未満の超微粒子は、市場からの入手が困難であり、またコスト面からも不利である。他方、一次粒子の平均粒径が50nmを超える粗い乾式シリカでは、粒子被覆層(6)の密着性の向上効果に乏しい。特に好ましくは一次粒子の平均粒径が5〜20nmの乾式シリカ粒子である。
【0038】
粒子被覆層(6)の形成は、液体分散媒中に疎水性乾式シリカ粒子(S)の所定量を均一に分散させて分散液を調製し、これを蓋材本体の熱封緘層(5)の外面に塗布し、乾燥させることによって好適に行うことができる。
【0039】
分散液の調製は、上記乾式シリカ粒子の所定量を有機液体分散媒を用いて分散させて所定濃度のコロイド溶液とするものであるが、分散媒には特に極性基を有する有機分散媒を用いるのが好ましい。なかでもアルコール類の使用が好適であり、特にコスト、安全性、撥水性の発現効果等の面からメタノール又はエタノールの使用が好適である。
【0040】
分散液の塗工は、公知の任意の方法を採用しうる。例えば、グラビアコート法、吹き付け、バーコート法等を任意に採用しうる。
【0041】
分散液の塗布量は、付着防止層の所望の厚みに応じて設定すればよいが、乾燥後重量で0.5〜1.5g/m2の範囲に設定すべきであり、好ましくは、0.6〜1.3g/m2設定するのがよい。
【0042】
この塗布量が0.5g/m2未満では、後述する熱処理によって粒子被覆層(6)の厚さ方向のほとんど全てが熱封緘層成分で埋まってしまい、粒子表面が露出した付着防止層(6b)部分の残存形成が困難になる。他方、1.5g/m2を超えて過多に塗布するときは、粒子被覆層(6)の密着性が悪いものとなる。
【0043】
塗布後の乾燥はもとより自然乾燥させても良いが、生産性、熱封緘層との密着性を高めるためには加熱乾燥することが望ましい。その場合の乾燥条件としては、温度80〜140℃、時間5〜30秒の範囲に設定することが望ましい。
【0044】
上記のような塗工、即ち塗布および乾燥工程によって形成された粒子被覆層(6)は、それを構成する疎水性乾式シリカ粒子(S)が、製造段階で一次粒子がランダムに融着結合した一次凝集体粒子においてもその粒径はせいぜい300nm程度以下の微小な粒子であるから、粒子の分散液を塗布したのち、乾燥する工程で分散媒が揮散除去されるにしたがって、粒径の小さい乾式シリカ粒子(S)はそれ自体のもつ強い凝集力とも相俟って熱封緘層(5)の表面上に多孔質の凝集層として形成される。その結果、該粒子被覆層(6)は、それ自体で既に優れた表面撥水性を有すると共に、熱封緘層(5)に対して多くの接点で接触するので比較的良好な密着力を示すが、それでもなお密着性の点では十分な満足度を得られるものではない。
【0045】
そこで、本発明においては、上記による粒子被覆層(6)の形成後、更に所定の加熱処理を施すことにより、図2に模式図として示すように、該粒子被覆層(6)の前記熱封緘層(5)側の一部に、乾式シリカ粒子(S)の粒子相互間の間隙に前記熱封緘層の溶融成分が入り込んだ含浸密着強化層(6a)が形成され、同粒子被覆層の最外表面側に、疎水性乾式シリカ粒子(A)の表面が露出したまま残存した付着防止層(6a)が残存形成されたものとなされる。
【0046】
粒子被覆層(6)の塗工形成後、熱封緘層(5)の溶融開始温度以上の温度で積層体を加熱すると、熱封緘層(5)中の特に低融点成分、低粘度成分、低分子量成分が流動化し、微細な多孔質構造をなす乾式シリカ粒子(S)の凝集層の空隙内に入り込み冷却固化して含浸密着強化層(6a)を形成する。従って、粒子被覆層(6)は、上記含浸密着強化層(6a)によって熱封緘層(5)と一体的に結合され、その密着力を強固なものにする。
【0047】
ただ、上記の加熱処理による密着強化層(6a)の形成は、粒子被覆層(6)の最外表面部に、少なくとも疎水性乾式シリカ粒子(S)の表面が上記溶融成分によって覆われることなく露出した付着防止層(6b)の部分を残存形成せしめうる条件下で行われなければならない。
【0048】
しかもこの付着防止層(6b)を形成する残存粒子量が、0.1〜1.2g/m2の範囲となるように、熱封緘層(5)の成分組成や粒子被覆層(6)の塗布量等との相関を考慮して熱処理条件が決められる。付着防止層(6b)の残存粒子量が0.1g/m2未満では、所期する良好な付着防止性能を発現させることができない。逆に1.2g/m2を超えると、粒子被覆層(6)の密着性が悪くなり、シリカ粒子の脱落、剥離のおそれが増大する。好ましい残存粒子量の範囲は、概ね0.3〜1.0g/m2である。
【0049】
ここに、付着防止層(6b)を形成する上記の残存粒子量の測定は、所定面積に切り出した試料片の粒子被覆層(6)側の表面を、アルコールをしみ込ませた脱脂綿などで拭取り、拭取り前後の重量差から求めることができる。
【0050】
付着防止層(6b)を残存形成する上記の加熱処理は、熱封緘層(5)に用いられている材料との関係を考慮して、少なくとも該熱封緘層(5)の溶融開始温度より高い温度、好ましくはそれより更に50℃以上高い温度で行うことが必要である。この加熱温度は、加熱時間とも相関するが、一般的に好ましい加熱処理条件は、温度85〜220℃、×時間3〜120secであり、特に好ましくは温度100〜180℃、×時間5〜60secである。
【0051】
なお、含浸密着強化層(6a)の形成のために行う上記の加熱処理は、乾式シリカ粒子(S)の分散液の塗布、乾燥後に、独立した別工程として行うことにより、最も好ましい条件での工程管理を行い易いが、作業工程の簡素化をはかるために塗布後の乾燥工程と加熱処理工程を同時に、あるいはまた連続して行うものとしても良い。
【実施例】
【0052】
次に、本発明の効果を確認するために、その各種の実施例を比較例ないし対照例との対比において示す。
【0053】
(蓋材本体の作製)
蓋材本体は、その熱封緘層にラッカータイプのヒートシール剤を用いるもの(試料No,1〜8、12〜14、16、17)と、ホットメルト剤を用いるもの(試料No,9〜11、15)との2種類をそれぞれ下記a、bのとおり作製した。
【0054】
a、ラッカータイプのヒートシール剤を用いる蓋材
コート紙(55g/m2)と厚さ16μmのアルミ蒸着ポリエチレンテレフタレートフィルムを用い、それらをポリウレタン系ドライラミネート接着剤により貼合わせて基材層とした。
【0055】
次に、上記基材層のアルミ蒸着ポリエチレンテレフタレートフィルムにアンカーコート剤を塗布した後、更にその上にグラビアコート法により、ポリスチレン製容器の蓋材に適するものとして表1に示すような各種配合組成のラッカー型ヒートシール剤により、いずれも塗布量5g/m2の熱封緘層を形成した。これによって得られた基材層/アンカーコート剤/熱封緘層の積層体をもって蓋材本体とした。
【0056】
b、ホットメルト剤を用いる蓋材
基材フィルムとして厚さ12μmのポリエチレンテレフタレートフィルムを用い、その片面に厚さ30μmのアルミニウム箔をポリウレタン系ドライラミネート接着剤により貼合わせて基材層とした。
【0057】
次に、上記基材層のアルミニウム箔側の表面にアンカーコート剤を塗布し、ポリエチレン樹脂を厚さ20μmとなるように押出しコートして中間樹脂層を形成し、更にその外側にグラビアコート法により表1に示すような組成のホットメルト剤による塗布量18g/m2の熱封緘層を形成した。これによって得られた基材層/中間樹脂層/熱封緘層の積層体をもって蓋材本体とした。
【0058】
上記a、bの熱封緘層の構成材料としては、下記の材料を用いた。
【0059】
熱封緘層構成材料
酸変性ポリオレフィン樹脂
酸変性PO:酸変性ポリプロピレン樹脂(無水マイレン酸グラフト変性
変性率1.0%)
エチレン−不飽和エステル共重合体
EVA :エチレン−酢酸ビニル共重合体(190℃のMFR20g/10分、酢
酸ビニル含有量20%)
ワックス(WX)
WX(I):融点125℃のポリエチレンワックス
WX(II):融点 75℃のパラフィンワックス
粘着付与剤(TF)
TF(I):石油系水添樹脂 融点115℃
【0060】
(付着防止用粒子被覆層の形成)
付着防止用粒子被覆層の材料として、下記の疎水性乾式シリカ粒子を用意した。
【0061】
疎水性乾式シリカ粒子(S)
S(I):疎水性乾式シリカ 一次粒子平均粒径 7nm、
BET法による比表面積 220m2/g
S(II):疎水性乾式シリカ 一次粒子平均粒径 12nm
BET法による比表面積 300m2/g
【0062】
上記疎水性乾式シリカ粒子S(I)およびS(II)をそれぞれ、エタノール中に均一に分散させて各種の分散液を作成した。
【0063】
そして、これらの分散液を、蓋材本体(1)の前記熱封緘層(5)の外面にグラビアコート法により、塗布し、かつ強制乾燥して粒子被覆層(6)を形成した。ここに、シリカ粒子の塗布量は、いずれも乾燥後重量において表1に示すように0.6〜1.3g/m2の範囲で種々に設定した。また、強制乾燥は、いずれも温度100℃×時間15秒の乾燥条件で行った。
【0064】
(熱処理)
上記により粒子被覆層(6)を形成したのち、得られた積層体に加熱処理を施した(試料No.16を除く)。この熱処理条件は表1に記載のとおりの温度と時間によるものとした。
【0065】
熱処理後において、電子顕微鏡観察により、各試料について粒子被覆層(6)の熱封緘層(5)側に熱封緘層成分が入り込んだ含浸密着強化層(6a)が形成されることを確認したのち、その上に残存している付着防止層部分の粒子量、即ち、乾式シリカ粒子の表面が上記熱封緘層成分で覆われることなく疎水性表面をそのまま露出しているものと認められる残存粒子群による付着防止層(6b)の粒子量を調べ、表1に「残存付着防止層」の粒子量として併記した。
【0066】
ここに、この残存付着防止層(6a)の粒子量の測定は、前述の方法で行ったものである。
【0067】
(評価試験)
(1)付着防止性能
各試料No.1〜17の蓋材の裏面、即ち付着防止層の外面上に、アロエヨーグルト(森永乳業株式会社製 商標「森永アロエヨーグルト」)を約0.5ccの液滴として滴下し、試料をゆっくりと傾けたときに上記液滴が「転がりはじめたときの傾斜角度」を測定して、次の基準で判定評価した。
【0068】
◎・・・15度以下
○・・・16度以上30度以下
×・・・31度以上
【0069】
(2)ヒートシール強度
試料No.1〜17の蓋材を15mm幅に切り出し、試料No,1〜8、12〜14、16、17については、180℃×0.2MPa×1.0secのシール条件で容器本体(ポリスチレン製容器)から切り出した15mm幅の短冊にヒートシールした。また、試料No,9〜11、15については、150℃×0.2MPa×1.0secのシール条件で容器本体(紙/ポリエチレン製容器)から切り出した15mm幅の短冊にヒートシールした。次いで、この蓋材を180°の方向に100mm/分の速度で引っ張り、剥離時の最大荷重をヒートシール強度とした。
【0070】
そして、粒子被覆層を設けていない蓋材本体のままの蓋材におけるヒートシール強度(
蓋材の耐剥離強度・密封性)を基準値として、ヒートシール強度の低下率または増加率を
下記の基準で判定評価した。
【0071】
◎・・・強度低下又は増加10%未満
○・・・強度低下又は増加10%〜20%未満
×・・・強度低下又は増加20%以上
【0072】
(3)密着性
試料No.1〜17の各蓋材の付着防止層の面に、黒い布を巻き付けた重り(500g
)を垂直に載せ、ゆっくりと長さ200mm擦り、布の表面に転移付着したシリカ粒子の有無を目視で検査した。
【0073】
そして、黒い布上におけるシリカ粒子の転移付着量(剥離量)により下記の評価基準で評価した。
【0074】
◎・・・ほとんど付着なし
○・・・許容範囲と認められる僅かな付着あり
×・・・明らかに多くの付着あり
【0075】
上記(1)〜(3)の各評価試験の結果を、表2に示す。
【0076】
【表1】
【0077】
【表2】
【0078】
表2の「付着防止性能」の試験結果に示すように、本発明による内容物付着防止蓋材においては、試料を僅かに傾けるだけでヨーグルト液滴が転がり移動を始める。このことは、ヨーグルト、プリン、ゼリー等の粘稠な液体成分を含むような内容物を充填した容器に蓋材を熱封緘したのちにおいても該内容物に対し、蓋材裏面への該内容物の付着防止効果に優れたものであることを示す。しかも「シール性」試験の結果に示すように、付着防止層の存在によって、ヒートシール性(シール強度)が大きく損なわれることなく、適度な密封性を維持しつつ、上記付着防止性能を付与しうる。加えて、「密着性」試験の結果に見られるように、付着防止用粒子被覆層の密着性が良好で、不本意な分離脱落、部分剥離等のおそれがなく、長期に亘って内容物付着防止性能を安定に維持しうると共に、容器内への異物混入のおそれもない。
【符号の説明】
【0079】
1・・・基材
2・・・コート紙
3・・・金属蒸着フィルム
4・・・アンカーコート層
5・・・熱封緘層
6・・・付着防止用粒子被覆層
6a・・密着強化層
6b・・付着防止層
S・・・疎水性乾式シリカ粒子
【特許請求の範囲】
【請求項1】
少なくとも基材層と熱封緘層とを有する蓋材において、
前記熱封緘層の外面に、疎水性乾式シリカ粒子からなる塗布量0.5〜1.5g/m2の内容物付着防止用粒子被覆層が形成され、
該粒子被覆層の前記熱封緘層側の一部に、少なくとも前記乾式シリカ粒子相互間の間隙に前記熱封緘層の溶融成分が入り込んだ含浸密着強化層が形成されると共に、同粒子被覆層の最外表面側に、表面が露出した粒子からなる残存粒子量0.1〜1.2g/m2の付着防止層が残存形成されてなることを特徴とする内容物付着防止蓋材。
【請求項2】
前記疎水性乾式シリカ粒子は、その一次粒子の平均粒径が3〜50nmである請求項1に記載の内容物付着防止蓋材。
【請求項3】
前記熱封緘層が、酸変性ポリオレフィン系樹脂、エチレン−不飽和エステル共重合体、アクリル系樹脂、ポリエステル系樹脂、スチレン系樹脂のうちの1種または2種以上からなる接着樹脂成分と、ワックスおよび粘着付与剤の少なくともいずれか一方を必須成分として含む樹脂組成物からなる請求項1または2に記載の内容物付着防止蓋材。
【請求項4】
前記樹脂組成物のワックスおよび/または粘着付与剤の配合量が1〜70重量%である請求項3に記載の内容物付着防止蓋材。
【請求項5】
前記樹脂組成物のワックスの融点が80℃以上である請求項3または4に記載の内容物付着防止蓋材。
【請求項6】
少なくとも基材層と熱封緘層とを有する蓋材の前記熱封緘層の外面に、疎水性乾式シリカ粒子を有機分散媒に分散させて調製した分散液を塗布し乾燥させて塗布量0.5〜1.5g/m2の内容物付着防止用粒子被覆層を形成し、
かつ、前記熱封緘層成分の溶融開始温度(軟化点)より高い温度で加熱処理を施すことにより、前記粒子被覆層の前記熱封緘層側の一部に、少なくとも前記乾式シリカ粒子の粒子相互間の間隙に前記熱封緘層の溶融成分が入り込んだ含浸密着強化層を形成すると共に、同粒子被覆層の最外表面側に、前記乾式シリカ粒子の表面が前記熱封緘層成分で覆われることなく露出した残存粒子量0.1〜1.2g/m2の付着防止層を残存形成せしめることを特徴とする内容物付着防止蓋材の製造方法。
【請求項7】
前記疎水性乾式シリカ粒子はその一次粒子の平均粒径が3〜50nmである請求項6に記載の内容物付着防止蓋材の製造方法。
【請求項8】
前記加熱処理は、温度85〜220℃、時間3〜120secの熱処理条件で行う請求項6または7に記載の内容物付着防止蓋材の製造方法。
【請求項1】
少なくとも基材層と熱封緘層とを有する蓋材において、
前記熱封緘層の外面に、疎水性乾式シリカ粒子からなる塗布量0.5〜1.5g/m2の内容物付着防止用粒子被覆層が形成され、
該粒子被覆層の前記熱封緘層側の一部に、少なくとも前記乾式シリカ粒子相互間の間隙に前記熱封緘層の溶融成分が入り込んだ含浸密着強化層が形成されると共に、同粒子被覆層の最外表面側に、表面が露出した粒子からなる残存粒子量0.1〜1.2g/m2の付着防止層が残存形成されてなることを特徴とする内容物付着防止蓋材。
【請求項2】
前記疎水性乾式シリカ粒子は、その一次粒子の平均粒径が3〜50nmである請求項1に記載の内容物付着防止蓋材。
【請求項3】
前記熱封緘層が、酸変性ポリオレフィン系樹脂、エチレン−不飽和エステル共重合体、アクリル系樹脂、ポリエステル系樹脂、スチレン系樹脂のうちの1種または2種以上からなる接着樹脂成分と、ワックスおよび粘着付与剤の少なくともいずれか一方を必須成分として含む樹脂組成物からなる請求項1または2に記載の内容物付着防止蓋材。
【請求項4】
前記樹脂組成物のワックスおよび/または粘着付与剤の配合量が1〜70重量%である請求項3に記載の内容物付着防止蓋材。
【請求項5】
前記樹脂組成物のワックスの融点が80℃以上である請求項3または4に記載の内容物付着防止蓋材。
【請求項6】
少なくとも基材層と熱封緘層とを有する蓋材の前記熱封緘層の外面に、疎水性乾式シリカ粒子を有機分散媒に分散させて調製した分散液を塗布し乾燥させて塗布量0.5〜1.5g/m2の内容物付着防止用粒子被覆層を形成し、
かつ、前記熱封緘層成分の溶融開始温度(軟化点)より高い温度で加熱処理を施すことにより、前記粒子被覆層の前記熱封緘層側の一部に、少なくとも前記乾式シリカ粒子の粒子相互間の間隙に前記熱封緘層の溶融成分が入り込んだ含浸密着強化層を形成すると共に、同粒子被覆層の最外表面側に、前記乾式シリカ粒子の表面が前記熱封緘層成分で覆われることなく露出した残存粒子量0.1〜1.2g/m2の付着防止層を残存形成せしめることを特徴とする内容物付着防止蓋材の製造方法。
【請求項7】
前記疎水性乾式シリカ粒子はその一次粒子の平均粒径が3〜50nmである請求項6に記載の内容物付着防止蓋材の製造方法。
【請求項8】
前記加熱処理は、温度85〜220℃、時間3〜120secの熱処理条件で行う請求項6または7に記載の内容物付着防止蓋材の製造方法。
【図1】

【図2】
【図2】
【公開番号】特開2013−103719(P2013−103719A)
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願番号】特願2011−246388(P2011−246388)
【出願日】平成23年11月10日(2011.11.10)
【出願人】(501428187)昭和電工パッケージング株式会社 (110)
【Fターム(参考)】
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願日】平成23年11月10日(2011.11.10)
【出願人】(501428187)昭和電工パッケージング株式会社 (110)
【Fターム(参考)】
[ Back to top ]