
内容物付着防止蓋材およびその製造方法
【課題】主として前発酵タイプのヨーグルト包装用の容器に適用される蓋材であって、蓋の裏面に内容物であるヨーグルトが付着するのを効果的に防止し、特に蓋材が製造時並びに充填シール時に被る熱によって付着防止効果が低下することない良好な熱安定性(耐熱性)を有しながら、付着防止のためのシリカ粒子被覆層が密着性に優れ、不本意に脱落、剥離することのないものとする。
【解決手段】少なくとも基材層1と、熱封緘層5と、シリカ粒子からなる内容物付着防止用の粒子被覆層6とを有する蓋材において、
上記粒子被覆層6を疎水性湿式シリカ粒子Aと親水性乾式シリカ粒子Bとの所定の配合比率による混合組成物で構成すると共に、加熱処理により上記粒子被覆層6の一部に熱封緘層成分が入り込んだ含浸密着強化層6aを形成する。
【解決手段】少なくとも基材層1と、熱封緘層5と、シリカ粒子からなる内容物付着防止用の粒子被覆層6とを有する蓋材において、
上記粒子被覆層6を疎水性湿式シリカ粒子Aと親水性乾式シリカ粒子Bとの所定の配合比率による混合組成物で構成すると共に、加熱処理により上記粒子被覆層6の一部に熱封緘層成分が入り込んだ含浸密着強化層6aを形成する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、主として食品類の包装用容器に適用されるヒートシール蓋材、更に具体的には、ヨーグルト、ゼリー、プリン、ジャム、ミルクポーション、コーヒー飲料等の包装用のカップ状容器に適用される内容物付着防止性を備えた蓋材とその製造方法に関する。
【背景技術】
【0002】
この種の熱封緘用の蓋材は、一般に紙と金属蒸着フィルムとの積層からなる基材層のフィルム面に、ヒートシール層、即ち熱封緘層を設けたものとなされ、あるいは基材フィルムとアルミニウム箔との積層からなる基材層のアルミ箔面側に、必要に応じて中間樹脂層を介して熱封緘層を設けたものとなされている。そして、該蓋材をヨーグルト等の被包装物を充填したポリスチレン製あるいは紙製等のカップ状の容器本体の上面開口に被せて、周縁部を容器本体の上縁フランジ部上に熱融着することによって密封包装体を形成するものとなされている。
【0003】
従って、かかる蓋材においては、良好なヒートシール性、密封性と、開封のための適当な易剥離性が求められるのと同時に、内容物の非付着性、即ち容器の内面側の蓋材裏面に内容物が付着するのを防止しうるものであることが望まれる。蓋材の裏面に内容物が付着すると、開封時に手指や衣服、あるいは周辺を汚すおそれがあると共に、内容物の棄損による無駄を生じ、あるいは付着物を剥がし取る手間がかかり、更には不潔感を催す等の不利益を生じるためである。
【0004】
このような要請に対し、従来、内容物付着防止性能の付与ないし向上手段として下記特許文献1(特許第4348401号公報)に示されるような提案がなされている。
【0005】
この先行提案に係る公知技術は、熱封緘層の外面に、極めて微細な疎水性シリカ等の疎水性酸化物微粒子による三次元網目状構造の多孔質層を形成するというものであり、内容物付着防止効果の点では優れた効果を奏し得るものの、付着防止層が熱安定性(耐熱性)に劣り、好ましくない熱履歴を受けた場合に付着防止効果が損なわれ易いという難点があった。即ち、疎水性酸化物微粒子として、合成シリカ、なかでも特に乾式法で製造されるシリカ微粒子を代表例とする一次粒子平均径が3〜100nmというような超微細な疎水性酸化物微粒子を用いるものであり、これを最も一般的なラッカータイプやホットメルトタイプの熱封緘層を備えた蓋材の内容物付着防止層に適用した場合、付着防止層の形成工程における微粒子分散液の塗工後の乾燥時において、加熱温度が高すぎたり乾燥時間が長くなると、内容物付着防止効果が著しく損なわれる。また微粒子分散液の塗布ムラにより乾燥状態に差が生じることに基因して、塗布量の多いところが乾燥するまでの間に塗布量の少ない領域部分が過度に熱せられることになり、その部分の内容物付着防止効果が部分的に損なわれる惧れがあった。
【0006】
更にまた、ヨーグルト、ゼリー、プリン等の容器への充填後のシール時においても、待機中あるいはヒートシール中に蓋材が熱板から受けるいささか過酷な熱影響によって、内容物付着防止効果が損なわれる恐れがあり、特にヒートシール部周辺、即ち容器のフランジ部近傍領域において内容物付着防止効果が他の部分に較べて相対的に著しく低下してしまうことが懸念されていた。このため、蓋材の製造時及びヒートシール時の工程管理がいささか厄介であり、取扱いが困難であるという難点があった。
【0007】
一方、上記のような特許文献1による先行技術の特に熱安定性の問題に対して、この問題の解決をはかりつつ更に一段と優れた非付着性の確保をも可能とする改善技術として、本発明者らは先に特許文献2(特許第4668352号公報)に記載の発明を提案した。
【0008】
この先行提案技術は、付着防止層の形成材料として、従来公知の疎水性乾式シリカの使用に代えて、疎水性の湿式シリカ粒子を用いることを主たる特徴点とするものであり、上記特許文献2の段落[0023]および[0037]に記載されているような機序によって、熱安定性(耐熱性)の改善をはかりながら同時に内容物付着防止効果の向上をもはかり得るものである。
【0009】
しかしながら、一方で、湿式シリカ粒子はその粒径がミクロンサイズの比較的大きいものであるために、隣接する熱封緘層に対する接点が少なく、超微細な一次粒子の凝集体からなる乾式シリカ粒子を使用する場合に較べて相対的に熱封緘層に対する密着性が劣るという難点があり、実用化のためには更にこの点の改善が強く求められるところであった。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特許第4348401号公報
【特許文献2】特許第4668352号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
本発明は、上記のような従来技術の改善要請に対応して、固有の優れた内容物付着防止性能を発現する疎水性湿式シリカ粒子を使用し、熱封緘層が一時溶融するような高温にさらされても上記付着防止性能がき損されない良好な熱安定性(耐熱性)の確保をはかりながら、該付着防止効果を発現する疎水性粒子の熱封緘層に対する密着性ないし固着性を高めて上記内容物付着防止効果の安定持続性を向上しうる改善技術を提供することを目的とする。
【課題を解決するための手段】
【0012】
本発明は、上記の目的を達成するべく発明者らにおいて種々実験と研究を重ねたところ、疎水性湿式シリカ粒子と親水性乾式シリカ粒子とを併用し、それらを所定比率の混合組成物として使用することで、それぞれのシリカ粒子のもつ固有の欠点を他方のシリカ粒子のもつ利点で補い、結果的に相互補完作用により、更には相乗効果により前記従来技術の問題点を一挙に解決しうることを見出すに至り、このような独自の知見に基づいて完成し得たものである。
【0013】
そこで、本発明は、上記の目的達成のための具体的な技術手段として、下記[1]〜[12]に記載の内容物付着防止蓋材とその製造方法を提示する。
【0014】
[1]少なくとも基材層と熱封緘層とを有する蓋材において、
前記熱封緘層の外面に、疎水性の湿式シリカ粒子と親水性乾式シリカ粒子との混合組成物からなる内容物付着防止用の粒子被覆層が形成されてなることを特徴とする内容物付着防止蓋材。
【0015】
[2]少なくとも基材層と熱封緘層とを有する蓋材において、
前記熱封緘層の外面に、疎水性湿式シリカ粒子と親水性乾式シリカ粒子との混合組成物からなる内容物付着防止用の粒子被覆層が形成されると共に、
該粒子被覆層の前記熱封緘層側の一部に、少なくとも前記湿式および乾式シリカ粒子の相互間の間隙に前記熱封緘層の溶融成分が入り込んだ含浸密着強化層が形成され、同粒子被覆層の最外表面側に、少なくとも前記湿式シリカ粒子の表面が露出した付着防止層が残存形成されてなることを特徴とする内容物付着防止蓋材。
【0016】
[3]前記シリカ粒子の混合組成物は、疎水性湿式シリカ粒子を50〜99重量%未満含み、残りが親水性乾式シリカ粒子からなる前項[1]または[2]に記載の内容物付着防止蓋材。
【0017】
[4]前記湿式シリカ粒子は、平均粒径が0.5〜7.0μmであり、乾式シリカ粒子はその一次粒子の平均粒径が3〜50nmである前項[1]〜[3]のいずれか1項に記載の内容物付着防止蓋材。
【0018】
[5]前記熱封緘層が、酸変性ポリオレフィン系樹脂、エチレン−不飽和エステル共重合体、アクリル系樹脂、ポリエステル系樹脂、スチレン系樹脂のうちの1種または2種以上からなる接着樹脂成分と、ワックスおよび粘着付与剤の少なくともいずれか一方を必須成分として含む樹脂組成物からなる前項[1]〜[4]のいずれか1項に記載の内容物付着防止蓋材。
【0019】
[6]前記樹脂組成物のワックスおよび粘着付与剤の少なくともいずれか一方または合計の配合量が1〜70重量%である前項[5]に記載の内容物付着防止蓋材。
【0020】
[7]前記樹脂組成物のワックスおよび粘着付与剤の融点または軟化点が80℃以上である前項[5]または[6]に記載の内容物付着防止蓋材。
【0021】
[8]少なくとも基材層と熱封緘層とを有する蓋材の前記熱封緘層の外面に、疎水性湿式シリカ粒子と親水性乾式シリカ粒子との混合組成物を有機分散媒に分散させて調製した分散液を塗布し、乾燥させて内容物付着防止用の粒子被覆層を形成することを特徴とする内容物付着防止蓋材の製造方法。
【0022】
[9]少なくとも基材層と熱封緘層とを有する蓋材の前記熱封緘層の外面に、疎水性湿式シリカ粒子と親水性乾式シリカ粒子との混合組成物を有機分散媒に分散させて調製した分散液を塗布し乾燥させて前記混合組成物からなる内容物付着防止用の粒子被覆層を形成し、
かつ、前記熱封緘層形成成分の溶融開始温度(軟化点)より高い温度で加熱処理を施すことにより、前記粒子被覆層の前記熱封緘層側の一部に、少なくとも前記湿式および乾式シリカ粒子の粒子相互間の間隙に前記熱封緘層の溶融成分が入り込んだ含浸密着強化層を形成すると共に、同粒子被覆層の最外表面側に、少なくとも前記湿式シリカ粒子の表面が露出した付着防止層を残存形成せしめることを特徴とする内容物付着防止蓋材の製造方法。
【0023】
[10]前記シリカ粒子の混合組成物は、疎水性湿式シリカ粒子を50〜99重量%未満含み、残りが親水性乾式シリカ粒子からなる前項[8]または[9]に記載の内容物付着防止蓋材の製造方法。
【0024】
[11]前記湿式シリカ粒子は、平均粒径が0.5〜7.0μmであり、乾式シリカ粒子はその一次粒子の平均粒径が3〜50nmである前項[8]〜[10]のいずれか1項に記載の内容物付着防止蓋材の製造方法。
【0025】
[12]前記加熱処理は、温度85〜220℃、時間3〜120秒の熱処理条件で行う前項[9]〜[11]のいずれか1項に記載の内容物付着防止蓋材の製造方法。
【発明の効果】
【0026】
前記[1]項に記載の発明においては、内容物付着防止のための粒子被覆層が、湿式シリカ粒子に疎水性を付与した疎水性湿式シリカ粒子と、親水性乾式シリカ粒子との混合組成物によって構成されたものとなされている。従って、互いの粒子のもつ固有の長所を生かしつつ他方の粒子で短所を補って、結果的に優れた付着防止性能の確保はもとより、熱安定性の向上、粒子層の熱封緘層に対する密着性ないし付着安定性に優れた蓋材を得ることができる。
【0027】
即ち、疎水性湿式シリカ粒子は前述の特許文献2に記載されているように、あるいはまた後述するように、疎水性乾式シリカ粒子に較べて相対的に優れた内容物付着防止性能を有すると共に、熱安定性にも優れる一面、粒子径が大きいことに基因して下地の熱封緘層に対する密着性の点では相対的に劣る。これに対し、乾式シリカ粒子は、その一次粒子が数ナノ〜数10ナノレベルの超微細なものであることから、それ自体の凝集力が大きく、塗工工程で分散媒を除去すると多孔質の凝集層を形成するという特徴を有しており、かつ熱封緘層との接点も多くなるため、該熱封緘層に対する密着力ないし結合力に優れる反面、熱影響を受けた際の付着防止性能の安定維持性つまり熱安定性ないし耐熱性に劣る。
【0028】
ここに、本発明においては、疎水性湿式シリカ粒子と親水性乾式シリカ粒子を併用することで、主として前者の疎水性湿式シリカ粒子によって所要の付着防止性能と熱安定性を良好に確保しながら、乾式シリカ粒子によって上記湿式シリカ粒子を拘束し、かつ熱封緘層に対する密着力を補うことができ、ひいては前述のように付着防止性能、熱安定性、密着力のいずれにもより一層優れた付着防止用粒子被覆層を備えた蓋材を得ることができる。
【0029】
また、前記[2]項のように、例えば適宜の加熱処理を施すことによって前記粒子被覆層の一部に含浸密着強化層を形成することにより、各粒子間の間隙に入り込んで固化した熱封緘層の構成成分、殊に低粘度、低分子量成分によって愈々強固に湿式シリカ粒子を拘束固定しながら、粒子被覆層のそれ自体をアンカー効果によって熱封緘層に固着することができる。しかも外表面側に少なくとも疎水性湿式シリカ粒子が露出した付着防止層が残存形成されることで、疎水性湿式シリカ粒子のもつ固有の良好な撥水性に加えて、粒子被覆層の外表面に形成される当該湿式シリカ粒子の配列によるやや粗い凹凸構造及び多孔質の当該湿式シリカ粒子自体がもつ表面の微細な凹凸構造により、愈々優れた付着防止性能を発現する。
【0030】
ここに、乾式シリカ粒子として親水性のものを用いることにより、上記含浸密着強化層を形成し易く、熱封緘層との密着性の一層の向上を期待できる。
【0031】
また、前記[3]項に記載の配合比率に示すように、疎水性湿式シリカ粒子を主体とする混合組成物を用いて粒子被覆層を形成することにより、良好な付着防止性能を確実に確保することができる。乾式シリカ粒子の配合量は、その量に見合った密着性の改善効果をあらわすものであるから、求められる密着力を考慮して少なくとも1重量%以上〜50重量%未満の範囲で適宜に決定しうる。
【0032】
また、前記[4]項に記載のような平均粒径を有する湿式および乾式シリカ粒子を用いることにより、市場から入手しやすい比較的安価な材料をもって前記の諸効果を確実に達成することができる。
【0033】
また、前記[5]項に記載のように、熱封緘層を接着樹脂成分と、ワックスおよび粘着付与剤の少なくともいずれか一方を必須成分として含む樹脂組成物からなるものとすることにより、蓋材に良好なヒートシール性、密封性、開封時の易剥離性を確保しながら、前記諸効果を奏するものとすることができる。
【0034】
また、前記[6]項および[7]項に記載のように、前記樹脂組成物にワックスおよび粘着付与剤の少なくともいずれか一方を所定量含有するものとし、好ましくは更にそれらの軟化点または融点が80℃以上のものを選定することにより、前記[5]項の効果に加えて、更に、付着防止用の粒子被覆層の熱安定性ないし耐熱性を良好なものとなしうると共に、前記[2]項のように含浸密着強化層を形成する場合に、当該密着強化層を確実に形成しその効果を一層確実に達成しうるものとなすことができる。
【0035】
また、前記[8]項に記載の製造方法によれば、前記[1]項の効果を有する蓋材を得ることができるのはもとより、特に、粒子被覆層の形成を、疎水性湿式シリカ粒子と親水性乾式シリカ粒子との混合組成物を有機分散媒に分散させて調製した分散液の塗布、乾燥によって行うので、均一な粒子被覆層を比較的安易に形成しうると共に、乾燥工程時に分散媒が揮散されるにしたがって粒径の小さい乾式シリカ粒子が粒子被覆層の下部の熱封緘層側に集まり、沈み込んでその分布密度を高めつつ多孔質の凝集層を形成する傾向を示す。その結果該乾式シリカ粒子の層が相対的に粒径の大きな湿式シリカ粒子の一部をとり囲んで拘束し固定化する。つまり湿式シリカ粒子が乾式シリカ粒子の凝集層に部分的に埋まった構造を形成し、ひいては粒子被覆層の密着性を一層向上する効果を発現する。
【0036】
また、前記[9]項に記載のように、含浸密着強化層を形成する場合には、前記[2]項および前項[8]の効果を併有する一段と卓越した諸特性を備えた蓋材を比較的安易に製造しうる。
【0037】
殊に、乾式シリカ粒子からなる多孔質の凝集層は、加熱処理によって熱封緘層が溶融すると、その低粘度、低分子量成分が粒子相互間の空隙に入り込み易い。一方、粒径の大きな疎水性湿式シリカ粒子は、熱封緘層と点で接触するため、元来熱封緘層成分が入り込む接点が少ないが、乾式シリカ粒子との混合組成物として層形成が行われることにより、湿式シリカ粒子が乾式シリカ粒子の多孔質層を介して熱封緘層との間接的な接点が増え、該湿式シリカ粒子にも熱封緘層成分が比較的浸入しやすい構造となる。その結果、湿式シリカ粒子を含む粒子被覆層の全体に十分に強固な密着力を確保することができる。
【0038】
また、疎水性湿式シリカ粒子の場合、上記の直接あるいは間接接点から熱封緘層の樹脂成分が入り込むと、粒子内部の空隙が均一であることによって、全体に比較的入り込みやすいのに対し、隣り合う湿式シリカ粒子相互間の間隙には樹脂成分が入り込みにくい。これは粒子間の間隙が大きく、毛細管現象が起こりにくいためと考えられる。その結果、粒子被覆層の最外表面側に、少なくとも疎水性湿式シリカ粒子の表面が樹脂成分で覆われることなく露出した付着防止層の確実な残存形成を簡単に行うことができる。
【0039】
また、前記[10]項及び[11]項に記載の配合比率及び平均粒径のシリカ粒子の選択により、前記[3]項及び[4]項の効果を奏する蓋材を得ることができる。
【0040】
更にまた前記[12]項に記載の条件下での加熱処理を施すことにより、良好な熱封緘特性を示す熱封緘層の各種材料の選択使用のもとにおいて、いずれの場合にも付着防止層を確実に残存形成せしめながら含浸密着強化層の形成を行うことが可能となる。
【図面の簡単な説明】
【0041】
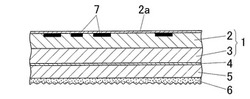
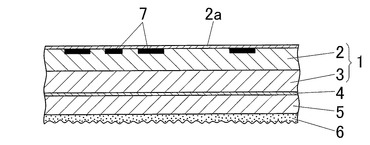
【図1】図1は本発明による内容物付着防止蓋材の積層構成の一例の概要を示す断面図である。
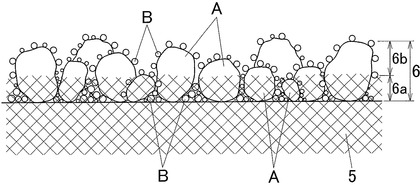
【図2】図2は本発明による付着防止用の粒子被覆層の構成を模式的に示す模式断面図であり、図1に対し上下を反転して示している。
【発明を実施するための形態】
【0042】
本発明に係る内容物付着防止蓋材は、例えばヨーグルト包装用容器に適する蓋材の一例として、図1に示すように印刷(7)面をコート剤(2a)で保護被覆したコート紙(2)と、金属蒸着フィルム(3)とを一般的な接着剤で貼合わせた積層体をもって基材(1)とし、この基材(1)の金属蒸着フィルム(3)側の外面にアンカーコート(4)を介して熱封緘層(5)が設けられたものである。この積層構成は従来公知の蓋材のそれと同様であり、上記基材(1)と熱封緘層(5)とを含む積層体をここでは「蓋材本体」と称する。
【0043】
上記の金属蒸着フィルム(3)は、ガスバリヤ性、遮光性などを付与するものであり、多くはアルミ蒸着ポリエステルフィルムが用いられる。特にヨーグルトの容器用の蓋材にあっては、遮光性、軽量性を満足するものとして厚さ12〜16μm程度のアルミ蒸着ポリエステルフィルムが好適に用いられる。また、コート紙(2)との積層接着には一般的な接着剤が用いられる。
【0044】
なお、熱封緘層(5)にホットメルト剤を用いる蓋材の場合にあっては、蓋材本体は蓋材フィルム層と金属箔層との積層からなる基材層と、該基材層の金属箔側の外面に必要に応じて中間層を介して熱封緘層が設けられたものとなされる。
【0045】
ところで、本発明に係る内容物付着防止蓋材は、上記蓋材本体の熱封緘層(5)の外面に、更に付加的に付着防止用の粒子被覆層(6)が形成されるものである。
【0046】
熱封緘層(5)は、容器側との接着性が良好なものであれば、その材料は、特に限定されない。例えば、ラッカータイプのヒートシール剤、ホットメルト剤あるいは公知のシーラントフィルムを用いることができる。好適には、酸変性ポリオレフィン系樹脂、エチレン−不飽和エステル共重合体、アクリル系樹脂、ポリエステル系樹脂、スチレン系樹脂のうちの1種または2種以上からなる接着樹脂成分と、ワックスおよび粘着付与剤の少なくともいずれか一方を必須成分として含む樹脂組成物からなるものを用いることができる。また、この場合、当該樹脂組成物中のワックスおよび粘着付与剤は、それらのうちの少なくとも一方または合計の配合量を1〜70重量%に設定すると共に、それらの融点または軟化点が80℃以上であるものを採用することが望ましい。配合量が1重量%未満では、それらの添加効果を十分に享受することができず、70重量%を超えて過多に含有すると、加熱処理により、あるいはヒートシール時等に受ける熱影響によって粒子被覆層(6)の付着防止性能が損なわれるおそれが生じる。また、それらの融点または軟化点が80℃未満であると、やはり粒子被覆層(6)の撥水性、ひいては付着防止効果の熱安定性が損なわれるおそれがある。つまり、ヒートシール時等において受ける熱影響により、熱封緘層(5)の低融点成分が早期かつ過度に溶融して高い流動性を発現し、シリカ粒子間の隙間を通じてシリカ粒子の表面を覆ってその露出面積の減少を招き、結果的に付着防止効果を損なうおそれが生じる。好ましくは、上記配合量において10〜40重量%の範囲に設定し、融点または軟化点において90〜120℃のものを選択使用することが望ましい。
【0047】
さて、本発明の主たる特徴事項とする前記の付着防止用の粒子被覆層(6)は、疎水性湿式シリカ粒子(A)と親水性乾式シリカ粒子(B)との混合組成物から構成されている。
【0048】
上記混合組成物における疎水性湿式シリカ粒子(A)と親水性乾式シリカ粒子(B)の配合割合は、粒子被覆層(6)表面に良好な撥水性、非付着性を確保するためには、湿式シリカ粒子の方を相対的に多く含むものとなされる。即ち、湿式シリカ粒子(A)の配合量を50〜99重量%未満とし、乾式シリカ粒子の配合量を残りの1〜50重量%未満に設定される。特に好ましくは、前者の疎水性湿式シリカ粒子の配合割合を60〜80重量%とし、残りの20〜40重量%程度を後者の乾式シリカ粒子によるものとすることが望ましい。疎水性湿式シリカ粒子(A)の配合量が50重量%未満では、良好な付着防止性能およびその熱安定性を得ることができない。一方、99重量%を超えると、相対的に乾式シリカ粒子の配合量が過少なものとなるため、それによる粒子被覆層(6)の密着性の向上効果を得ることができない。好ましい配合割合は、湿式シリカ粒子(A):乾式シリカ粒子(B)において、60〜80:40〜20の配合比率の範囲である。
【0049】
上記の疎水性湿式シリカ微粒子(A)は、湿式法によって製造される合成非晶質シリカである湿式シリカ粒子の表面の水酸基に有機ケイ素化合物を化学的に反応させて疎水性を付与した粒子である。
【0050】
湿式シリカは、乾式シリカと比較して、表面シラノール基が多く、ひいては表面をシラン類やシリコーン類で疎水化処理した後の疎水性粒子においても、乾式シリカに較べて優れた撥水性、疎水性を示す。また、前述のように細孔のない一次粒子の凝集体である一次凝集粒子を最小単位とする乾式シリカ粒子に較べ、湿式シリカ粒子は、粒子径が大きいだけでなく、粒子径に対しての比表面積が大きく、細孔容積、吸油量も大きい。これらのこともまた、付着防止層の性能の向上に大きく寄与するものと考えられる。
【0051】
疎水性湿式シリカ粒子の粒径は、製造段階で種々の大きさのものを製造することが可能であるが、本発明の適用においては、平均粒径が0.5〜7.0μmの範囲のものを用いるべきである。
【0052】
平均粒径が0.5μm未満の微粒子を用いるときは、概して、ヒートシール性に悪影響を及ぼさないような少ない塗布量、付着量の範囲において良好な内容物付着防止効果を得ることができない。逆に7.0μmを超えるような粗大な粒子を用いるときは、熱封緘層(5)との密着性が悪いものとなるのみならず、ヒートシール性を阻害する。好ましくは、平均粒径が1.0〜5.0μm、更に好ましくは2.0〜5.0μmの範囲のものを用いるのが良い。
【0053】
一方、乾式シリカ粒子(B)は、火炎法等により極微細な一次粒子の凝集体として製造されるものであり、その一次粒子の平均粒径が3〜50nmのものを好適に使用しうる。平均粒径が3nm未満の超微粒子は、市場からの入手が困難であり、またコスト面からも不利である。他方、一次粒子の平均粒径が50nmを超える粗い乾式シリカでは、粒子被覆層(6)の密着性の向上効果に乏しい。特に好ましくは一次粒子の平均粒径が5〜30nmの乾式シリカ粒子である。
【0054】
また、乾式シリカ粒子(B)は、これに親水性のものを用いることにより、特に後述するように加熱処理によって粒子被覆層(6)に含浸密着強化層(6a)を形成する場合には、付着防止性能を格別阻害することなく、むしろ含浸密着強化層(6a)の形成に役立ち、密着力の向上に寄与しうる。
【0055】
粒子被覆層(6)の形成は、液体分散媒中に疎水性湿式シリカ粒子(A)と親水性乾式シリカ粒子(B)の混合組成物の所定量を均一に分散させて分散液を調製し、これを蓋材本体の熱封緘層(5)の外面に塗布し、乾燥させることによって好適に行うことができる。
【0056】
分散液の調製は、上記シリカ粒子の混合組成物を水または有機液体分散媒を用いて分散させて所定濃度のコロイド溶液とするものであるが、分散媒には特に極性基を有する有機分散媒を用いるのが好ましい。なかでもアルコール類の使用が好適であり、特にコスト、安全性、撥水性の発現効果等の面からメタノール又はエタノールの使用が好適である。
【0057】
分散液の塗工は、公知の任意の方法を採用しうる。例えば、グラビアコート法、吹き付け、バーコート法等を任意に採用しうる。
【0058】
分散液の塗布量は、粒子被覆層(6)の所要の厚みに応じて設定すればよいが、乾燥後重量で0.3〜3.0g/m2程度が好ましく、0.5〜1.2g/m2がより好ましい。
【0059】
塗布後の乾燥はもとより自然乾燥させても良いが、生産性、熱封緘層との密着性を高めるためには加熱乾燥することが望ましい。その場合の乾燥条件としては、温度80〜140℃、時間5〜30秒の範囲に設定することが望ましい。
【0060】
上記のような塗工、即ち塗布および乾燥工程によって形成された粒子被覆層(6)は、それ自体で既に優れた表面撥水性を有し、所期される付着防止性能を有することはもちろん、熱安定性および密着性にも優れたものとなる。
【0061】
即ち、主成分として疎水性の湿式シリカ粒子(A)を多く含むことにより、該疎水性湿式シリカ粒子のもつ固有の良好な撥水性に加えて、図2に見られるように、粒径の大きな該湿式シリカ粒子(A)が粒子被覆層(6)の表面に突出して形成される粗い凹凸構造と、多孔質の湿式シリカ粒子自体のもつその表面の微細な凹凸構造によって優れた非付着性、付着防止効果が確保される。
【0062】
そしてまた、この内容物付着防止性能は、熱安定性に優れ、高温にさらされることがあっても高い付着防止性能を良好に維持しうる。この理由は、次のように考えられる。即ち、湿式シリカ粒子は、粒径がミクロンサイズで大きく、なかでも本発明では平均粒径が0.5〜7.0μmのものが用いられることにより、熱封緘層が溶融しても、疎水性シリカ粒子が接着剤層内に沈み込みにくい。加えて、湿式法シリカ粒子は乾式シリカの場合と違って元来それ自体が多孔質であり、比表面積が高く、細孔容積や吸油量が大きい。このため、熱封緘層が溶融したときにそれに含まれるワックスやロジンのような低融点、低分子量成分を湿式シリカ粒子自体が急速に吸着し、粒子間の隙間が溶融ホットメルト接着剤で埋まってしまうのを防止する。従って、上記粒子間の隙間が維持され、ひいては該粒子の疎水性表面の露出面積の極端な減少を防いで良好な内容物付着防止効果を維持することによるものと考えられる。
【0063】
一方、上記粒子被覆層(6)には、所定量の親水性乾式シリカ粒子(B)が含まれる。乾式シリカ粒子(B)は、製造段階で一次粒子がランダムに融着結合した一次凝集体粒子においてもその粒径はせいぜい300nm程度以下の微小な粒子である。従って、粒子の分散液を塗布したのち、乾燥する工程で分散媒が揮散除去されるにしたがって、粒径の小さい乾式シリカ粒子(B)はそれ自体のもつ強い凝集力とも相俟って熱封緘層(5)の表面上に多孔質の凝集層を形成する。その結果、該凝集層は、熱封緘層(5)に対して多くの接点で結合し、良好な密着力を示す一方、粒径の比較的大きな疎水性湿式シリカ粒子(A)の特に熱封緘層(5)側に近い部分が上記凝集層中に一部埋まり込んだ状態となる。このため、湿式シリカ粒子(A)はその一部をとり囲まれる乾式シリカ粒子(B)によって拘束固定され、結果的に湿式および乾式シリカ粒子(A)(B)の混合組成物からなる粒子付着層(6)のそれ自体、熱封緘層(5)に対して良好な密着力をもつものとなる。
【0064】
本発明の最良の実施形態においては、上記による粒子被覆層(6)の形成後、更に所定の加熱処理を施すことにより、図2に模式図として示すように、該粒子被覆層(6)の前記熱封緘層(5)側の一部に、少なくとも前記湿式および乾式シリカ粒子(A)(B)の粒子相互間の間隙に前記熱封緘層(5)の溶融成分が入り込んだ含浸密着強化層(6a)が形成され、同粒子被覆層の最外表面側に、少なくとも前記湿式シリカ粒子の表面が露出した付着防止層(6a)が残存形成されたものとなされる。
【0065】
粒子被覆層(6)の塗工形成後、積層体を熱封緘層(5)の溶融開始温度以上の温度で加熱すると、熱封緘層(5)中の特に低融点成分、低粘度成分、低分子量成分が流動化し、微細な多孔質構造をなす乾式シリカ粒子(B)の凝集層の空隙内および湿式粒子(A)との間の空隙内に入り込む一方、これに伴って多孔質の湿式シリカ粒子(A)のそれ自体の内部にも入り込んで固化し、含浸密着強化層(6a)を形成する。従って、粒子被覆層(6)は、上記含浸密着強化層(6a)によって熱封緘層(5)と一体的に結合され、その密着力を強固なものにする。
【0066】
ただ、上記の加熱処理による密着強化層(6a)の形成は、粒子被覆層(6)の最外表面部に、少なくとも疎水性湿式シリカ粒子(A)の表面が上記溶融成分によって覆われることなく露出した付着防止層(6b)の部分を残存形成せしめうる条件下で行われなければならない。
【0067】
しかも、この付着防止層(6b)を形成する残存粒子量は、0.1〜1.2g/m2の範囲となるように、熱封緘層(5)の成分組成や粒子被覆層(6)の塗布量等との相関を考慮して熱処理条件が決められるべきである。付着防止層(6b)の残存粒子量が0.1g/m2未満では、所期する良好な付着防止性能を発現させることができない。逆に1.2g/m2を超えると、粒子被覆層(6)の密着性が悪くなり、シリカ粒子の脱落、剥離のおそれが増大する。好ましい残存粒子量の範囲は、概ね0.3〜1.0g/m2である。
【0068】
ここに、付着防止層(6b)を形成する上記の残存粒子量の測定は、所定面積に切り出した試料片の粒子被覆層(6)側の表面を、アルコールをしみ込ませた脱脂綿などで拭取り、拭取り前後の試料片の重量差から求めることができる。
【0069】
上記加熱処理は、熱封緘層(5)に用いられている材料との関係を考慮して、少なくとも該熱封緘層(5)の溶融開始温度より高い温度、好ましくはそれより更に50℃以上高い温度で行うことが必要である。この加熱温度は、加熱時間とも相関するが、一般的に好ましい加熱処理条件は、温度85〜220℃、×時間3〜120秒であり、特に好ましくは温度100〜180℃、×時間10〜60秒である。
【0070】
もっとも、粒子被覆層(6)の最外表面部分は、粒径の大きい隣接する湿式粒子(A)(A)間の間隔が大きいため、毛細管現象に似た浸透現象が生じにくく、ひいては付着防止層(6b)が形成され易い。このことは、加熱処理時の熱処理条件の緩和を可能にするので、当該加熱処理工程の管理を簡易化する。ひいてはまた、疎水性シリカ粒子(A)と乾式シリカ粒子(B)の混合組成比率の変化によって、密着強化層(6a)と付着防止層(6b)のそれぞれの形成領域の範囲を容易に制御し調整することができる。
【0071】
疎水性湿式シリカ粒子(A)と乾式シリカ粒子(B)の併用による粒子被覆層(6)に更に上記の通り熱封緘層成分が含浸した密着強化層(6a)部分を形成した蓋材にあっては、該層(6a)を形成しないものに較べて更に一段と優れた密着性の向上効果を享受しうる。
【0072】
なお、含浸密着強化層(6a)の形成のために行う上記の加熱処理は、シリカ粒子の分散液の塗布、乾燥後に、独立した別工程として行うことにより、最も好ましい条件での工程管理を行い易いが、作業工程の簡素化をはかるために塗布後の乾燥工程と加熱処理工程を同時に、あるいはまた連続して行うものとしても良い。
【実施例】
【0073】
次に、本発明の効果を確認するために、その各種の実施例を比較例及び対照例との対比において示す。
【0074】
(蓋材本体の作製)
蓋材本体は、その熱封緘層にラッカータイプのヒートシール剤を用いるもの(試料No,1〜10、13〜19、21)と、ホットメルト剤を用いるもの(試料No,11、12、20)との2種類をそれぞれ下記a、bのとおり作製した。
【0075】
a、ラッカータイプのヒートシール剤を用いる蓋材
コート紙(55g/m2)と厚さ16μmのアルミ蒸着ポリエチレンテレフタレートフ
ィルムを用い、それらをポリウレタン系ドライラミネート接着剤により貼合わせて基材層とした。
【0076】
次に、上記基材層のアルミ蒸着ポリエチレンテレフタレートフィルムにアンカーコート剤を塗布した後、更にその上にグラビアコート法により、ポリスチレン製容器の蓋材に適するものとして表1に示すような各種配合組成のラッカー型ヒートシール剤により、いずれも塗布量5g/m2の熱封緘層を形成した。これによって得られた基材層/アンカーコート剤/熱封緘層の積層体をもって蓋材本体とした。
【0077】
b、ホットメルト剤を用いる蓋材
基材フィルムとして厚さ12μmのポリエチレンテレフタレートフィルムを用い、その片面に厚さ30μmのアルミニウム箔をポリウレタン系ドライラミネート接着剤により貼合わせて基材層とした。
【0078】
次に、上記基材層のアルミニウム箔側の表面にアンカーコート剤を塗布し、ポリエチレン樹脂を厚さ20μmとなるように押出しコートして中間樹脂層を形成し、更にその外側にグラビアコート法により表1に示すような組成のホットメルト剤による塗布量18g/m2の熱封緘層を形成した。これによって得られた基材層/中間樹脂層/熱封緘層の積層体をもって蓋材本体とした。
【0079】
上記a、bの熱封緘層の構成材料としては、下記の材料を用いた。
【0080】
熱封緘層構成材料
酸変性ポリオレフィン樹脂
酸変性PO:酸変性ポリプロピレン樹脂(無水マイレン酸グラフト変性
変性率1.0%)
エチレン−不飽和エステル共重合体
EVA :エチレン−酢酸ビニル共重合体(190℃のMFR20g/10分、酢
酸ビニル含有量20%)
ワックス(WX)
WX(I):融点125℃のポリエチレンワックス
WX(II):融点75℃のポリエチレンワックス
粘着付与剤(TF)
TF(I):石油系水添樹脂 融点115℃
【0081】
(付着防止用粒子被覆層の形成)
付着防止用粒子被覆層の材料として、下記の疎水性湿式シリカ粒子と親水性の乾式シリカ粒子を用意した。
疎水性湿式シリカ粒子(A)
A(I):疎水性湿式シリカ 平均粒径 2.7μm
A(II):疎水性湿式シリカ 平均粒径 3.9μm
疎水性乾式シリカ(B)
B(I):親水性乾式シリカ 一次粒子平均粒径 7nm、
BET法による比表面積 220m2/g
B(II):親水性乾式シリカ 一次粒子平均粒径 12nm
BET法による比表面積 200m2/g
【0082】
上記疎水性湿式シリカ粒子A(I)またはA(II)と、親水性乾式シリカ粒子B(I)またはB(II)とを、表1に示す各種の配合比率のもとに混合し、これらの混合組成物をエタノール中に均一に分散させて各種の分散液を作成した。
【0083】
そして、これらの各種分散液を、蓋材本体(1)の前記熱封緘層(5)の外面にグラビアコート法により、塗布し、かつ強制乾燥して付着防止層を形成した。なお、塗布量は、いずれも乾燥後重量において0.8g/m2に設定した。また、強制乾燥は、いずれも温
度100℃×時間15秒の乾燥条件で行った。
【0084】
(熱処理)
上記により得られた試料のうちNo.15、16の2つの試料を除く他の試料については、表1に示す加熱条件で熱処理を施した。
【0085】
(作製試料の種類)
上記により得た表1に示す各種蓋材の試料No.1〜21のうち、試料No.1〜4、7〜11、13、15、18〜21は、粒子被覆層(6)の形成のための粒子の混合組成物中の乾式シリカ粒子として、「親水性乾式シリカ粒子B(I)」を使用したものであり、試料No.5、6、12、14、16は「親水性乾式シリカ粒子B(II)」を用いたものである。また試料No.17は比較のため乾式シリカを使用せず、「疎水性湿式シリカ粒子A(I)」のみで構成したものである。また、試料No.15、16は、熱処理による含浸密着強化層(6a)を形成しなかった場合の密着性等の性能の変化を調べたものである。更にまた、試料No.18〜21は、対照例として、熱封緘層(5)の組成が不適正なものである場合の影響を調べたものである。
【0086】
(評価試験)
(1)SEM観察
試料No.1〜21の各蓋材について、粒子被覆層の断面構造をFE−SEM画像によって観察したところ、試料No.1〜14の蓋材については、粒子被覆層(6)の熱封緘層(5)側に、所定厚み範囲に亘って、シリカ粒子間の間隙ないし隙間に熱封緘層成分が入り込んで固化したものと認められる層、即ち含浸密着強化層(6a)が形成され、その上にシリカ粒子が露出した厚さの薄い付着防止層(6b)部分が形成されていることを確認し得た。熱処理を行わない試料No.15,16の蓋材においては、上記のような明確な含浸密着強化層の形成は認められないものの、粒径の相対的に大きな湿式シリカ粒子の特に下部を微細な乾式シリカ粒子が密に分布して取り囲んでいるものと認められる構造態様が観察された。
【0087】
一方、乾式シリカを併用しないNo.17の蓋材、更には熱封緘層(5)にワックスや粘着付与剤を含まない試料No.18,19の蓋材については、上記密着強化層と認められるような明確な含浸層の形成が認められず、また熱封緘層(5)にワックスと粘着付与剤を過多に含む試料No.20の蓋材については、付着防止層(6b)部分の残存形成が不十分であることが確認された。同様に融点の低いワックスを含む試料No.21の蓋材についても付着防止層(6b)部分の残存形成が不十分であることが確認された。
【0088】
(2)付着防止性能
各試料No.1〜21の蓋材の裏面、即ち付着防止層の外面上に、アロエヨーグルト(森永乳業株式会社製 商標「森永アロエヨーグルト」)を約0.5mlの液滴として滴下し、試料をゆっくりと傾けたときに上記液滴が「転がりはじめたときの傾斜角度」を測定して、次の基準で判定評価した。
【0089】
◎・・・15度以下
○・・・16度以上30度以下
×・・・31度以上
【0090】
(3)ヒートシール強度
試料No.1〜21の蓋材を15mm幅に切り出し、試料No,1〜10、13〜19、21については、180℃×0.2MPa×1.0秒のシール条件で容器本体(ポリスチレン製容器)から切り出した15mm幅の短冊にヒートシールした。また、試料No,11、12、20については、150℃×0.2MPa×1.0秒のシール条件で容器本体(紙/ポリエチレン製容器)から切り出した15mm幅の短冊にヒートシールした。次いで、この蓋材を180°の方向に100mm/分の速度で引っ張り、剥離時の最大荷重をヒートシール強度とした。
【0091】
そして、付着防止層を設けていない蓋材本体のままの蓋材におけるヒートシール強度(蓋材の耐剥離強度・密封性)を基準値として、ヒートシール強度の低下率または増加率を下記の基準で判定評価した。
【0092】
◎・・・強度低下又は増加10%未満
○・・・強度低下又は増加10%〜20%未満
×・・・強度低下又は増加20%以上
【0093】
(4)密着性
試料No.1〜21の各蓋材の付着防止層の面に、黒い布を巻き付けた重り(500g)を垂直に載せ、ゆっくりと長さ200mm擦り、布の表面に付着した微粒子の有無を目視で検査した。
【0094】
そして、黒い布へのシリカ粒子の転移付着量(剥離量)により下記の評価基準で評価した。
【0095】
◎・・・ほとんど付着なし
○・・・許容範囲と認められる僅かな付着あり
×・・・明らかに多くの付着あり
【0096】
上記(1)〜(3)の各評価試験の結果を、表2に示す。
【0097】
【表1】

【0098】
【表2】
【0099】
表2の「付着防止性能」の試験結果に示すように、本発明による内容物付着防止蓋材においては、試料を僅かに傾けるだけでヨーグルト液滴が転がり移動を始める。このことは、ヨーグルト、プリン、ゼリー等の粘稠な液体成分を含むような内容物を充填した容器に蓋材を熱封緘したのちにおいても該内容物に対し、蓋材裏面への該内容物の付着防止効果に優れたものであることを示す。しかも「シール性」試験の結果に示すように、付着防止層の存在によって、ヒートシール性(シール強度)が大きく損なわれることなく、適度な密封性を維持しつつ、上記付着防止性能を付与しうる。加えて、「密着性」試験の結果に見られるように、付着防止用粒子被覆層の密着性が良好で、不本意な分離脱落、部分剥離等のおそれがなく、長期に亘って内容物付着防止性能を安定に維持しうると共に、容器内への異物混入のおそれもない。
【符号の説明】
【0100】
1・・・基材
2・・・コート紙
3・・・金属蒸着フィルム
4・・・アンカーコート層
5・・・熱封緘層
6・・・付着防止用粒子被覆層
6a・・密着強化層
6b・・付着防止層
A・・・疎水性湿式シリカ粒子
B・・・親水性乾式シリカ粒子
【技術分野】
【0001】
本発明は、主として食品類の包装用容器に適用されるヒートシール蓋材、更に具体的には、ヨーグルト、ゼリー、プリン、ジャム、ミルクポーション、コーヒー飲料等の包装用のカップ状容器に適用される内容物付着防止性を備えた蓋材とその製造方法に関する。
【背景技術】
【0002】
この種の熱封緘用の蓋材は、一般に紙と金属蒸着フィルムとの積層からなる基材層のフィルム面に、ヒートシール層、即ち熱封緘層を設けたものとなされ、あるいは基材フィルムとアルミニウム箔との積層からなる基材層のアルミ箔面側に、必要に応じて中間樹脂層を介して熱封緘層を設けたものとなされている。そして、該蓋材をヨーグルト等の被包装物を充填したポリスチレン製あるいは紙製等のカップ状の容器本体の上面開口に被せて、周縁部を容器本体の上縁フランジ部上に熱融着することによって密封包装体を形成するものとなされている。
【0003】
従って、かかる蓋材においては、良好なヒートシール性、密封性と、開封のための適当な易剥離性が求められるのと同時に、内容物の非付着性、即ち容器の内面側の蓋材裏面に内容物が付着するのを防止しうるものであることが望まれる。蓋材の裏面に内容物が付着すると、開封時に手指や衣服、あるいは周辺を汚すおそれがあると共に、内容物の棄損による無駄を生じ、あるいは付着物を剥がし取る手間がかかり、更には不潔感を催す等の不利益を生じるためである。
【0004】
このような要請に対し、従来、内容物付着防止性能の付与ないし向上手段として下記特許文献1(特許第4348401号公報)に示されるような提案がなされている。
【0005】
この先行提案に係る公知技術は、熱封緘層の外面に、極めて微細な疎水性シリカ等の疎水性酸化物微粒子による三次元網目状構造の多孔質層を形成するというものであり、内容物付着防止効果の点では優れた効果を奏し得るものの、付着防止層が熱安定性(耐熱性)に劣り、好ましくない熱履歴を受けた場合に付着防止効果が損なわれ易いという難点があった。即ち、疎水性酸化物微粒子として、合成シリカ、なかでも特に乾式法で製造されるシリカ微粒子を代表例とする一次粒子平均径が3〜100nmというような超微細な疎水性酸化物微粒子を用いるものであり、これを最も一般的なラッカータイプやホットメルトタイプの熱封緘層を備えた蓋材の内容物付着防止層に適用した場合、付着防止層の形成工程における微粒子分散液の塗工後の乾燥時において、加熱温度が高すぎたり乾燥時間が長くなると、内容物付着防止効果が著しく損なわれる。また微粒子分散液の塗布ムラにより乾燥状態に差が生じることに基因して、塗布量の多いところが乾燥するまでの間に塗布量の少ない領域部分が過度に熱せられることになり、その部分の内容物付着防止効果が部分的に損なわれる惧れがあった。
【0006】
更にまた、ヨーグルト、ゼリー、プリン等の容器への充填後のシール時においても、待機中あるいはヒートシール中に蓋材が熱板から受けるいささか過酷な熱影響によって、内容物付着防止効果が損なわれる恐れがあり、特にヒートシール部周辺、即ち容器のフランジ部近傍領域において内容物付着防止効果が他の部分に較べて相対的に著しく低下してしまうことが懸念されていた。このため、蓋材の製造時及びヒートシール時の工程管理がいささか厄介であり、取扱いが困難であるという難点があった。
【0007】
一方、上記のような特許文献1による先行技術の特に熱安定性の問題に対して、この問題の解決をはかりつつ更に一段と優れた非付着性の確保をも可能とする改善技術として、本発明者らは先に特許文献2(特許第4668352号公報)に記載の発明を提案した。
【0008】
この先行提案技術は、付着防止層の形成材料として、従来公知の疎水性乾式シリカの使用に代えて、疎水性の湿式シリカ粒子を用いることを主たる特徴点とするものであり、上記特許文献2の段落[0023]および[0037]に記載されているような機序によって、熱安定性(耐熱性)の改善をはかりながら同時に内容物付着防止効果の向上をもはかり得るものである。
【0009】
しかしながら、一方で、湿式シリカ粒子はその粒径がミクロンサイズの比較的大きいものであるために、隣接する熱封緘層に対する接点が少なく、超微細な一次粒子の凝集体からなる乾式シリカ粒子を使用する場合に較べて相対的に熱封緘層に対する密着性が劣るという難点があり、実用化のためには更にこの点の改善が強く求められるところであった。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特許第4348401号公報
【特許文献2】特許第4668352号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
本発明は、上記のような従来技術の改善要請に対応して、固有の優れた内容物付着防止性能を発現する疎水性湿式シリカ粒子を使用し、熱封緘層が一時溶融するような高温にさらされても上記付着防止性能がき損されない良好な熱安定性(耐熱性)の確保をはかりながら、該付着防止効果を発現する疎水性粒子の熱封緘層に対する密着性ないし固着性を高めて上記内容物付着防止効果の安定持続性を向上しうる改善技術を提供することを目的とする。
【課題を解決するための手段】
【0012】
本発明は、上記の目的を達成するべく発明者らにおいて種々実験と研究を重ねたところ、疎水性湿式シリカ粒子と親水性乾式シリカ粒子とを併用し、それらを所定比率の混合組成物として使用することで、それぞれのシリカ粒子のもつ固有の欠点を他方のシリカ粒子のもつ利点で補い、結果的に相互補完作用により、更には相乗効果により前記従来技術の問題点を一挙に解決しうることを見出すに至り、このような独自の知見に基づいて完成し得たものである。
【0013】
そこで、本発明は、上記の目的達成のための具体的な技術手段として、下記[1]〜[12]に記載の内容物付着防止蓋材とその製造方法を提示する。
【0014】
[1]少なくとも基材層と熱封緘層とを有する蓋材において、
前記熱封緘層の外面に、疎水性の湿式シリカ粒子と親水性乾式シリカ粒子との混合組成物からなる内容物付着防止用の粒子被覆層が形成されてなることを特徴とする内容物付着防止蓋材。
【0015】
[2]少なくとも基材層と熱封緘層とを有する蓋材において、
前記熱封緘層の外面に、疎水性湿式シリカ粒子と親水性乾式シリカ粒子との混合組成物からなる内容物付着防止用の粒子被覆層が形成されると共に、
該粒子被覆層の前記熱封緘層側の一部に、少なくとも前記湿式および乾式シリカ粒子の相互間の間隙に前記熱封緘層の溶融成分が入り込んだ含浸密着強化層が形成され、同粒子被覆層の最外表面側に、少なくとも前記湿式シリカ粒子の表面が露出した付着防止層が残存形成されてなることを特徴とする内容物付着防止蓋材。
【0016】
[3]前記シリカ粒子の混合組成物は、疎水性湿式シリカ粒子を50〜99重量%未満含み、残りが親水性乾式シリカ粒子からなる前項[1]または[2]に記載の内容物付着防止蓋材。
【0017】
[4]前記湿式シリカ粒子は、平均粒径が0.5〜7.0μmであり、乾式シリカ粒子はその一次粒子の平均粒径が3〜50nmである前項[1]〜[3]のいずれか1項に記載の内容物付着防止蓋材。
【0018】
[5]前記熱封緘層が、酸変性ポリオレフィン系樹脂、エチレン−不飽和エステル共重合体、アクリル系樹脂、ポリエステル系樹脂、スチレン系樹脂のうちの1種または2種以上からなる接着樹脂成分と、ワックスおよび粘着付与剤の少なくともいずれか一方を必須成分として含む樹脂組成物からなる前項[1]〜[4]のいずれか1項に記載の内容物付着防止蓋材。
【0019】
[6]前記樹脂組成物のワックスおよび粘着付与剤の少なくともいずれか一方または合計の配合量が1〜70重量%である前項[5]に記載の内容物付着防止蓋材。
【0020】
[7]前記樹脂組成物のワックスおよび粘着付与剤の融点または軟化点が80℃以上である前項[5]または[6]に記載の内容物付着防止蓋材。
【0021】
[8]少なくとも基材層と熱封緘層とを有する蓋材の前記熱封緘層の外面に、疎水性湿式シリカ粒子と親水性乾式シリカ粒子との混合組成物を有機分散媒に分散させて調製した分散液を塗布し、乾燥させて内容物付着防止用の粒子被覆層を形成することを特徴とする内容物付着防止蓋材の製造方法。
【0022】
[9]少なくとも基材層と熱封緘層とを有する蓋材の前記熱封緘層の外面に、疎水性湿式シリカ粒子と親水性乾式シリカ粒子との混合組成物を有機分散媒に分散させて調製した分散液を塗布し乾燥させて前記混合組成物からなる内容物付着防止用の粒子被覆層を形成し、
かつ、前記熱封緘層形成成分の溶融開始温度(軟化点)より高い温度で加熱処理を施すことにより、前記粒子被覆層の前記熱封緘層側の一部に、少なくとも前記湿式および乾式シリカ粒子の粒子相互間の間隙に前記熱封緘層の溶融成分が入り込んだ含浸密着強化層を形成すると共に、同粒子被覆層の最外表面側に、少なくとも前記湿式シリカ粒子の表面が露出した付着防止層を残存形成せしめることを特徴とする内容物付着防止蓋材の製造方法。
【0023】
[10]前記シリカ粒子の混合組成物は、疎水性湿式シリカ粒子を50〜99重量%未満含み、残りが親水性乾式シリカ粒子からなる前項[8]または[9]に記載の内容物付着防止蓋材の製造方法。
【0024】
[11]前記湿式シリカ粒子は、平均粒径が0.5〜7.0μmであり、乾式シリカ粒子はその一次粒子の平均粒径が3〜50nmである前項[8]〜[10]のいずれか1項に記載の内容物付着防止蓋材の製造方法。
【0025】
[12]前記加熱処理は、温度85〜220℃、時間3〜120秒の熱処理条件で行う前項[9]〜[11]のいずれか1項に記載の内容物付着防止蓋材の製造方法。
【発明の効果】
【0026】
前記[1]項に記載の発明においては、内容物付着防止のための粒子被覆層が、湿式シリカ粒子に疎水性を付与した疎水性湿式シリカ粒子と、親水性乾式シリカ粒子との混合組成物によって構成されたものとなされている。従って、互いの粒子のもつ固有の長所を生かしつつ他方の粒子で短所を補って、結果的に優れた付着防止性能の確保はもとより、熱安定性の向上、粒子層の熱封緘層に対する密着性ないし付着安定性に優れた蓋材を得ることができる。
【0027】
即ち、疎水性湿式シリカ粒子は前述の特許文献2に記載されているように、あるいはまた後述するように、疎水性乾式シリカ粒子に較べて相対的に優れた内容物付着防止性能を有すると共に、熱安定性にも優れる一面、粒子径が大きいことに基因して下地の熱封緘層に対する密着性の点では相対的に劣る。これに対し、乾式シリカ粒子は、その一次粒子が数ナノ〜数10ナノレベルの超微細なものであることから、それ自体の凝集力が大きく、塗工工程で分散媒を除去すると多孔質の凝集層を形成するという特徴を有しており、かつ熱封緘層との接点も多くなるため、該熱封緘層に対する密着力ないし結合力に優れる反面、熱影響を受けた際の付着防止性能の安定維持性つまり熱安定性ないし耐熱性に劣る。
【0028】
ここに、本発明においては、疎水性湿式シリカ粒子と親水性乾式シリカ粒子を併用することで、主として前者の疎水性湿式シリカ粒子によって所要の付着防止性能と熱安定性を良好に確保しながら、乾式シリカ粒子によって上記湿式シリカ粒子を拘束し、かつ熱封緘層に対する密着力を補うことができ、ひいては前述のように付着防止性能、熱安定性、密着力のいずれにもより一層優れた付着防止用粒子被覆層を備えた蓋材を得ることができる。
【0029】
また、前記[2]項のように、例えば適宜の加熱処理を施すことによって前記粒子被覆層の一部に含浸密着強化層を形成することにより、各粒子間の間隙に入り込んで固化した熱封緘層の構成成分、殊に低粘度、低分子量成分によって愈々強固に湿式シリカ粒子を拘束固定しながら、粒子被覆層のそれ自体をアンカー効果によって熱封緘層に固着することができる。しかも外表面側に少なくとも疎水性湿式シリカ粒子が露出した付着防止層が残存形成されることで、疎水性湿式シリカ粒子のもつ固有の良好な撥水性に加えて、粒子被覆層の外表面に形成される当該湿式シリカ粒子の配列によるやや粗い凹凸構造及び多孔質の当該湿式シリカ粒子自体がもつ表面の微細な凹凸構造により、愈々優れた付着防止性能を発現する。
【0030】
ここに、乾式シリカ粒子として親水性のものを用いることにより、上記含浸密着強化層を形成し易く、熱封緘層との密着性の一層の向上を期待できる。
【0031】
また、前記[3]項に記載の配合比率に示すように、疎水性湿式シリカ粒子を主体とする混合組成物を用いて粒子被覆層を形成することにより、良好な付着防止性能を確実に確保することができる。乾式シリカ粒子の配合量は、その量に見合った密着性の改善効果をあらわすものであるから、求められる密着力を考慮して少なくとも1重量%以上〜50重量%未満の範囲で適宜に決定しうる。
【0032】
また、前記[4]項に記載のような平均粒径を有する湿式および乾式シリカ粒子を用いることにより、市場から入手しやすい比較的安価な材料をもって前記の諸効果を確実に達成することができる。
【0033】
また、前記[5]項に記載のように、熱封緘層を接着樹脂成分と、ワックスおよび粘着付与剤の少なくともいずれか一方を必須成分として含む樹脂組成物からなるものとすることにより、蓋材に良好なヒートシール性、密封性、開封時の易剥離性を確保しながら、前記諸効果を奏するものとすることができる。
【0034】
また、前記[6]項および[7]項に記載のように、前記樹脂組成物にワックスおよび粘着付与剤の少なくともいずれか一方を所定量含有するものとし、好ましくは更にそれらの軟化点または融点が80℃以上のものを選定することにより、前記[5]項の効果に加えて、更に、付着防止用の粒子被覆層の熱安定性ないし耐熱性を良好なものとなしうると共に、前記[2]項のように含浸密着強化層を形成する場合に、当該密着強化層を確実に形成しその効果を一層確実に達成しうるものとなすことができる。
【0035】
また、前記[8]項に記載の製造方法によれば、前記[1]項の効果を有する蓋材を得ることができるのはもとより、特に、粒子被覆層の形成を、疎水性湿式シリカ粒子と親水性乾式シリカ粒子との混合組成物を有機分散媒に分散させて調製した分散液の塗布、乾燥によって行うので、均一な粒子被覆層を比較的安易に形成しうると共に、乾燥工程時に分散媒が揮散されるにしたがって粒径の小さい乾式シリカ粒子が粒子被覆層の下部の熱封緘層側に集まり、沈み込んでその分布密度を高めつつ多孔質の凝集層を形成する傾向を示す。その結果該乾式シリカ粒子の層が相対的に粒径の大きな湿式シリカ粒子の一部をとり囲んで拘束し固定化する。つまり湿式シリカ粒子が乾式シリカ粒子の凝集層に部分的に埋まった構造を形成し、ひいては粒子被覆層の密着性を一層向上する効果を発現する。
【0036】
また、前記[9]項に記載のように、含浸密着強化層を形成する場合には、前記[2]項および前項[8]の効果を併有する一段と卓越した諸特性を備えた蓋材を比較的安易に製造しうる。
【0037】
殊に、乾式シリカ粒子からなる多孔質の凝集層は、加熱処理によって熱封緘層が溶融すると、その低粘度、低分子量成分が粒子相互間の空隙に入り込み易い。一方、粒径の大きな疎水性湿式シリカ粒子は、熱封緘層と点で接触するため、元来熱封緘層成分が入り込む接点が少ないが、乾式シリカ粒子との混合組成物として層形成が行われることにより、湿式シリカ粒子が乾式シリカ粒子の多孔質層を介して熱封緘層との間接的な接点が増え、該湿式シリカ粒子にも熱封緘層成分が比較的浸入しやすい構造となる。その結果、湿式シリカ粒子を含む粒子被覆層の全体に十分に強固な密着力を確保することができる。
【0038】
また、疎水性湿式シリカ粒子の場合、上記の直接あるいは間接接点から熱封緘層の樹脂成分が入り込むと、粒子内部の空隙が均一であることによって、全体に比較的入り込みやすいのに対し、隣り合う湿式シリカ粒子相互間の間隙には樹脂成分が入り込みにくい。これは粒子間の間隙が大きく、毛細管現象が起こりにくいためと考えられる。その結果、粒子被覆層の最外表面側に、少なくとも疎水性湿式シリカ粒子の表面が樹脂成分で覆われることなく露出した付着防止層の確実な残存形成を簡単に行うことができる。
【0039】
また、前記[10]項及び[11]項に記載の配合比率及び平均粒径のシリカ粒子の選択により、前記[3]項及び[4]項の効果を奏する蓋材を得ることができる。
【0040】
更にまた前記[12]項に記載の条件下での加熱処理を施すことにより、良好な熱封緘特性を示す熱封緘層の各種材料の選択使用のもとにおいて、いずれの場合にも付着防止層を確実に残存形成せしめながら含浸密着強化層の形成を行うことが可能となる。
【図面の簡単な説明】
【0041】
【図1】図1は本発明による内容物付着防止蓋材の積層構成の一例の概要を示す断面図である。
【図2】図2は本発明による付着防止用の粒子被覆層の構成を模式的に示す模式断面図であり、図1に対し上下を反転して示している。
【発明を実施するための形態】
【0042】
本発明に係る内容物付着防止蓋材は、例えばヨーグルト包装用容器に適する蓋材の一例として、図1に示すように印刷(7)面をコート剤(2a)で保護被覆したコート紙(2)と、金属蒸着フィルム(3)とを一般的な接着剤で貼合わせた積層体をもって基材(1)とし、この基材(1)の金属蒸着フィルム(3)側の外面にアンカーコート(4)を介して熱封緘層(5)が設けられたものである。この積層構成は従来公知の蓋材のそれと同様であり、上記基材(1)と熱封緘層(5)とを含む積層体をここでは「蓋材本体」と称する。
【0043】
上記の金属蒸着フィルム(3)は、ガスバリヤ性、遮光性などを付与するものであり、多くはアルミ蒸着ポリエステルフィルムが用いられる。特にヨーグルトの容器用の蓋材にあっては、遮光性、軽量性を満足するものとして厚さ12〜16μm程度のアルミ蒸着ポリエステルフィルムが好適に用いられる。また、コート紙(2)との積層接着には一般的な接着剤が用いられる。
【0044】
なお、熱封緘層(5)にホットメルト剤を用いる蓋材の場合にあっては、蓋材本体は蓋材フィルム層と金属箔層との積層からなる基材層と、該基材層の金属箔側の外面に必要に応じて中間層を介して熱封緘層が設けられたものとなされる。
【0045】
ところで、本発明に係る内容物付着防止蓋材は、上記蓋材本体の熱封緘層(5)の外面に、更に付加的に付着防止用の粒子被覆層(6)が形成されるものである。
【0046】
熱封緘層(5)は、容器側との接着性が良好なものであれば、その材料は、特に限定されない。例えば、ラッカータイプのヒートシール剤、ホットメルト剤あるいは公知のシーラントフィルムを用いることができる。好適には、酸変性ポリオレフィン系樹脂、エチレン−不飽和エステル共重合体、アクリル系樹脂、ポリエステル系樹脂、スチレン系樹脂のうちの1種または2種以上からなる接着樹脂成分と、ワックスおよび粘着付与剤の少なくともいずれか一方を必須成分として含む樹脂組成物からなるものを用いることができる。また、この場合、当該樹脂組成物中のワックスおよび粘着付与剤は、それらのうちの少なくとも一方または合計の配合量を1〜70重量%に設定すると共に、それらの融点または軟化点が80℃以上であるものを採用することが望ましい。配合量が1重量%未満では、それらの添加効果を十分に享受することができず、70重量%を超えて過多に含有すると、加熱処理により、あるいはヒートシール時等に受ける熱影響によって粒子被覆層(6)の付着防止性能が損なわれるおそれが生じる。また、それらの融点または軟化点が80℃未満であると、やはり粒子被覆層(6)の撥水性、ひいては付着防止効果の熱安定性が損なわれるおそれがある。つまり、ヒートシール時等において受ける熱影響により、熱封緘層(5)の低融点成分が早期かつ過度に溶融して高い流動性を発現し、シリカ粒子間の隙間を通じてシリカ粒子の表面を覆ってその露出面積の減少を招き、結果的に付着防止効果を損なうおそれが生じる。好ましくは、上記配合量において10〜40重量%の範囲に設定し、融点または軟化点において90〜120℃のものを選択使用することが望ましい。
【0047】
さて、本発明の主たる特徴事項とする前記の付着防止用の粒子被覆層(6)は、疎水性湿式シリカ粒子(A)と親水性乾式シリカ粒子(B)との混合組成物から構成されている。
【0048】
上記混合組成物における疎水性湿式シリカ粒子(A)と親水性乾式シリカ粒子(B)の配合割合は、粒子被覆層(6)表面に良好な撥水性、非付着性を確保するためには、湿式シリカ粒子の方を相対的に多く含むものとなされる。即ち、湿式シリカ粒子(A)の配合量を50〜99重量%未満とし、乾式シリカ粒子の配合量を残りの1〜50重量%未満に設定される。特に好ましくは、前者の疎水性湿式シリカ粒子の配合割合を60〜80重量%とし、残りの20〜40重量%程度を後者の乾式シリカ粒子によるものとすることが望ましい。疎水性湿式シリカ粒子(A)の配合量が50重量%未満では、良好な付着防止性能およびその熱安定性を得ることができない。一方、99重量%を超えると、相対的に乾式シリカ粒子の配合量が過少なものとなるため、それによる粒子被覆層(6)の密着性の向上効果を得ることができない。好ましい配合割合は、湿式シリカ粒子(A):乾式シリカ粒子(B)において、60〜80:40〜20の配合比率の範囲である。
【0049】
上記の疎水性湿式シリカ微粒子(A)は、湿式法によって製造される合成非晶質シリカである湿式シリカ粒子の表面の水酸基に有機ケイ素化合物を化学的に反応させて疎水性を付与した粒子である。
【0050】
湿式シリカは、乾式シリカと比較して、表面シラノール基が多く、ひいては表面をシラン類やシリコーン類で疎水化処理した後の疎水性粒子においても、乾式シリカに較べて優れた撥水性、疎水性を示す。また、前述のように細孔のない一次粒子の凝集体である一次凝集粒子を最小単位とする乾式シリカ粒子に較べ、湿式シリカ粒子は、粒子径が大きいだけでなく、粒子径に対しての比表面積が大きく、細孔容積、吸油量も大きい。これらのこともまた、付着防止層の性能の向上に大きく寄与するものと考えられる。
【0051】
疎水性湿式シリカ粒子の粒径は、製造段階で種々の大きさのものを製造することが可能であるが、本発明の適用においては、平均粒径が0.5〜7.0μmの範囲のものを用いるべきである。
【0052】
平均粒径が0.5μm未満の微粒子を用いるときは、概して、ヒートシール性に悪影響を及ぼさないような少ない塗布量、付着量の範囲において良好な内容物付着防止効果を得ることができない。逆に7.0μmを超えるような粗大な粒子を用いるときは、熱封緘層(5)との密着性が悪いものとなるのみならず、ヒートシール性を阻害する。好ましくは、平均粒径が1.0〜5.0μm、更に好ましくは2.0〜5.0μmの範囲のものを用いるのが良い。
【0053】
一方、乾式シリカ粒子(B)は、火炎法等により極微細な一次粒子の凝集体として製造されるものであり、その一次粒子の平均粒径が3〜50nmのものを好適に使用しうる。平均粒径が3nm未満の超微粒子は、市場からの入手が困難であり、またコスト面からも不利である。他方、一次粒子の平均粒径が50nmを超える粗い乾式シリカでは、粒子被覆層(6)の密着性の向上効果に乏しい。特に好ましくは一次粒子の平均粒径が5〜30nmの乾式シリカ粒子である。
【0054】
また、乾式シリカ粒子(B)は、これに親水性のものを用いることにより、特に後述するように加熱処理によって粒子被覆層(6)に含浸密着強化層(6a)を形成する場合には、付着防止性能を格別阻害することなく、むしろ含浸密着強化層(6a)の形成に役立ち、密着力の向上に寄与しうる。
【0055】
粒子被覆層(6)の形成は、液体分散媒中に疎水性湿式シリカ粒子(A)と親水性乾式シリカ粒子(B)の混合組成物の所定量を均一に分散させて分散液を調製し、これを蓋材本体の熱封緘層(5)の外面に塗布し、乾燥させることによって好適に行うことができる。
【0056】
分散液の調製は、上記シリカ粒子の混合組成物を水または有機液体分散媒を用いて分散させて所定濃度のコロイド溶液とするものであるが、分散媒には特に極性基を有する有機分散媒を用いるのが好ましい。なかでもアルコール類の使用が好適であり、特にコスト、安全性、撥水性の発現効果等の面からメタノール又はエタノールの使用が好適である。
【0057】
分散液の塗工は、公知の任意の方法を採用しうる。例えば、グラビアコート法、吹き付け、バーコート法等を任意に採用しうる。
【0058】
分散液の塗布量は、粒子被覆層(6)の所要の厚みに応じて設定すればよいが、乾燥後重量で0.3〜3.0g/m2程度が好ましく、0.5〜1.2g/m2がより好ましい。
【0059】
塗布後の乾燥はもとより自然乾燥させても良いが、生産性、熱封緘層との密着性を高めるためには加熱乾燥することが望ましい。その場合の乾燥条件としては、温度80〜140℃、時間5〜30秒の範囲に設定することが望ましい。
【0060】
上記のような塗工、即ち塗布および乾燥工程によって形成された粒子被覆層(6)は、それ自体で既に優れた表面撥水性を有し、所期される付着防止性能を有することはもちろん、熱安定性および密着性にも優れたものとなる。
【0061】
即ち、主成分として疎水性の湿式シリカ粒子(A)を多く含むことにより、該疎水性湿式シリカ粒子のもつ固有の良好な撥水性に加えて、図2に見られるように、粒径の大きな該湿式シリカ粒子(A)が粒子被覆層(6)の表面に突出して形成される粗い凹凸構造と、多孔質の湿式シリカ粒子自体のもつその表面の微細な凹凸構造によって優れた非付着性、付着防止効果が確保される。
【0062】
そしてまた、この内容物付着防止性能は、熱安定性に優れ、高温にさらされることがあっても高い付着防止性能を良好に維持しうる。この理由は、次のように考えられる。即ち、湿式シリカ粒子は、粒径がミクロンサイズで大きく、なかでも本発明では平均粒径が0.5〜7.0μmのものが用いられることにより、熱封緘層が溶融しても、疎水性シリカ粒子が接着剤層内に沈み込みにくい。加えて、湿式法シリカ粒子は乾式シリカの場合と違って元来それ自体が多孔質であり、比表面積が高く、細孔容積や吸油量が大きい。このため、熱封緘層が溶融したときにそれに含まれるワックスやロジンのような低融点、低分子量成分を湿式シリカ粒子自体が急速に吸着し、粒子間の隙間が溶融ホットメルト接着剤で埋まってしまうのを防止する。従って、上記粒子間の隙間が維持され、ひいては該粒子の疎水性表面の露出面積の極端な減少を防いで良好な内容物付着防止効果を維持することによるものと考えられる。
【0063】
一方、上記粒子被覆層(6)には、所定量の親水性乾式シリカ粒子(B)が含まれる。乾式シリカ粒子(B)は、製造段階で一次粒子がランダムに融着結合した一次凝集体粒子においてもその粒径はせいぜい300nm程度以下の微小な粒子である。従って、粒子の分散液を塗布したのち、乾燥する工程で分散媒が揮散除去されるにしたがって、粒径の小さい乾式シリカ粒子(B)はそれ自体のもつ強い凝集力とも相俟って熱封緘層(5)の表面上に多孔質の凝集層を形成する。その結果、該凝集層は、熱封緘層(5)に対して多くの接点で結合し、良好な密着力を示す一方、粒径の比較的大きな疎水性湿式シリカ粒子(A)の特に熱封緘層(5)側に近い部分が上記凝集層中に一部埋まり込んだ状態となる。このため、湿式シリカ粒子(A)はその一部をとり囲まれる乾式シリカ粒子(B)によって拘束固定され、結果的に湿式および乾式シリカ粒子(A)(B)の混合組成物からなる粒子付着層(6)のそれ自体、熱封緘層(5)に対して良好な密着力をもつものとなる。
【0064】
本発明の最良の実施形態においては、上記による粒子被覆層(6)の形成後、更に所定の加熱処理を施すことにより、図2に模式図として示すように、該粒子被覆層(6)の前記熱封緘層(5)側の一部に、少なくとも前記湿式および乾式シリカ粒子(A)(B)の粒子相互間の間隙に前記熱封緘層(5)の溶融成分が入り込んだ含浸密着強化層(6a)が形成され、同粒子被覆層の最外表面側に、少なくとも前記湿式シリカ粒子の表面が露出した付着防止層(6a)が残存形成されたものとなされる。
【0065】
粒子被覆層(6)の塗工形成後、積層体を熱封緘層(5)の溶融開始温度以上の温度で加熱すると、熱封緘層(5)中の特に低融点成分、低粘度成分、低分子量成分が流動化し、微細な多孔質構造をなす乾式シリカ粒子(B)の凝集層の空隙内および湿式粒子(A)との間の空隙内に入り込む一方、これに伴って多孔質の湿式シリカ粒子(A)のそれ自体の内部にも入り込んで固化し、含浸密着強化層(6a)を形成する。従って、粒子被覆層(6)は、上記含浸密着強化層(6a)によって熱封緘層(5)と一体的に結合され、その密着力を強固なものにする。
【0066】
ただ、上記の加熱処理による密着強化層(6a)の形成は、粒子被覆層(6)の最外表面部に、少なくとも疎水性湿式シリカ粒子(A)の表面が上記溶融成分によって覆われることなく露出した付着防止層(6b)の部分を残存形成せしめうる条件下で行われなければならない。
【0067】
しかも、この付着防止層(6b)を形成する残存粒子量は、0.1〜1.2g/m2の範囲となるように、熱封緘層(5)の成分組成や粒子被覆層(6)の塗布量等との相関を考慮して熱処理条件が決められるべきである。付着防止層(6b)の残存粒子量が0.1g/m2未満では、所期する良好な付着防止性能を発現させることができない。逆に1.2g/m2を超えると、粒子被覆層(6)の密着性が悪くなり、シリカ粒子の脱落、剥離のおそれが増大する。好ましい残存粒子量の範囲は、概ね0.3〜1.0g/m2である。
【0068】
ここに、付着防止層(6b)を形成する上記の残存粒子量の測定は、所定面積に切り出した試料片の粒子被覆層(6)側の表面を、アルコールをしみ込ませた脱脂綿などで拭取り、拭取り前後の試料片の重量差から求めることができる。
【0069】
上記加熱処理は、熱封緘層(5)に用いられている材料との関係を考慮して、少なくとも該熱封緘層(5)の溶融開始温度より高い温度、好ましくはそれより更に50℃以上高い温度で行うことが必要である。この加熱温度は、加熱時間とも相関するが、一般的に好ましい加熱処理条件は、温度85〜220℃、×時間3〜120秒であり、特に好ましくは温度100〜180℃、×時間10〜60秒である。
【0070】
もっとも、粒子被覆層(6)の最外表面部分は、粒径の大きい隣接する湿式粒子(A)(A)間の間隔が大きいため、毛細管現象に似た浸透現象が生じにくく、ひいては付着防止層(6b)が形成され易い。このことは、加熱処理時の熱処理条件の緩和を可能にするので、当該加熱処理工程の管理を簡易化する。ひいてはまた、疎水性シリカ粒子(A)と乾式シリカ粒子(B)の混合組成比率の変化によって、密着強化層(6a)と付着防止層(6b)のそれぞれの形成領域の範囲を容易に制御し調整することができる。
【0071】
疎水性湿式シリカ粒子(A)と乾式シリカ粒子(B)の併用による粒子被覆層(6)に更に上記の通り熱封緘層成分が含浸した密着強化層(6a)部分を形成した蓋材にあっては、該層(6a)を形成しないものに較べて更に一段と優れた密着性の向上効果を享受しうる。
【0072】
なお、含浸密着強化層(6a)の形成のために行う上記の加熱処理は、シリカ粒子の分散液の塗布、乾燥後に、独立した別工程として行うことにより、最も好ましい条件での工程管理を行い易いが、作業工程の簡素化をはかるために塗布後の乾燥工程と加熱処理工程を同時に、あるいはまた連続して行うものとしても良い。
【実施例】
【0073】
次に、本発明の効果を確認するために、その各種の実施例を比較例及び対照例との対比において示す。
【0074】
(蓋材本体の作製)
蓋材本体は、その熱封緘層にラッカータイプのヒートシール剤を用いるもの(試料No,1〜10、13〜19、21)と、ホットメルト剤を用いるもの(試料No,11、12、20)との2種類をそれぞれ下記a、bのとおり作製した。
【0075】
a、ラッカータイプのヒートシール剤を用いる蓋材
コート紙(55g/m2)と厚さ16μmのアルミ蒸着ポリエチレンテレフタレートフ
ィルムを用い、それらをポリウレタン系ドライラミネート接着剤により貼合わせて基材層とした。
【0076】
次に、上記基材層のアルミ蒸着ポリエチレンテレフタレートフィルムにアンカーコート剤を塗布した後、更にその上にグラビアコート法により、ポリスチレン製容器の蓋材に適するものとして表1に示すような各種配合組成のラッカー型ヒートシール剤により、いずれも塗布量5g/m2の熱封緘層を形成した。これによって得られた基材層/アンカーコート剤/熱封緘層の積層体をもって蓋材本体とした。
【0077】
b、ホットメルト剤を用いる蓋材
基材フィルムとして厚さ12μmのポリエチレンテレフタレートフィルムを用い、その片面に厚さ30μmのアルミニウム箔をポリウレタン系ドライラミネート接着剤により貼合わせて基材層とした。
【0078】
次に、上記基材層のアルミニウム箔側の表面にアンカーコート剤を塗布し、ポリエチレン樹脂を厚さ20μmとなるように押出しコートして中間樹脂層を形成し、更にその外側にグラビアコート法により表1に示すような組成のホットメルト剤による塗布量18g/m2の熱封緘層を形成した。これによって得られた基材層/中間樹脂層/熱封緘層の積層体をもって蓋材本体とした。
【0079】
上記a、bの熱封緘層の構成材料としては、下記の材料を用いた。
【0080】
熱封緘層構成材料
酸変性ポリオレフィン樹脂
酸変性PO:酸変性ポリプロピレン樹脂(無水マイレン酸グラフト変性
変性率1.0%)
エチレン−不飽和エステル共重合体
EVA :エチレン−酢酸ビニル共重合体(190℃のMFR20g/10分、酢
酸ビニル含有量20%)
ワックス(WX)
WX(I):融点125℃のポリエチレンワックス
WX(II):融点75℃のポリエチレンワックス
粘着付与剤(TF)
TF(I):石油系水添樹脂 融点115℃
【0081】
(付着防止用粒子被覆層の形成)
付着防止用粒子被覆層の材料として、下記の疎水性湿式シリカ粒子と親水性の乾式シリカ粒子を用意した。
疎水性湿式シリカ粒子(A)
A(I):疎水性湿式シリカ 平均粒径 2.7μm
A(II):疎水性湿式シリカ 平均粒径 3.9μm
疎水性乾式シリカ(B)
B(I):親水性乾式シリカ 一次粒子平均粒径 7nm、
BET法による比表面積 220m2/g
B(II):親水性乾式シリカ 一次粒子平均粒径 12nm
BET法による比表面積 200m2/g
【0082】
上記疎水性湿式シリカ粒子A(I)またはA(II)と、親水性乾式シリカ粒子B(I)またはB(II)とを、表1に示す各種の配合比率のもとに混合し、これらの混合組成物をエタノール中に均一に分散させて各種の分散液を作成した。
【0083】
そして、これらの各種分散液を、蓋材本体(1)の前記熱封緘層(5)の外面にグラビアコート法により、塗布し、かつ強制乾燥して付着防止層を形成した。なお、塗布量は、いずれも乾燥後重量において0.8g/m2に設定した。また、強制乾燥は、いずれも温
度100℃×時間15秒の乾燥条件で行った。
【0084】
(熱処理)
上記により得られた試料のうちNo.15、16の2つの試料を除く他の試料については、表1に示す加熱条件で熱処理を施した。
【0085】
(作製試料の種類)
上記により得た表1に示す各種蓋材の試料No.1〜21のうち、試料No.1〜4、7〜11、13、15、18〜21は、粒子被覆層(6)の形成のための粒子の混合組成物中の乾式シリカ粒子として、「親水性乾式シリカ粒子B(I)」を使用したものであり、試料No.5、6、12、14、16は「親水性乾式シリカ粒子B(II)」を用いたものである。また試料No.17は比較のため乾式シリカを使用せず、「疎水性湿式シリカ粒子A(I)」のみで構成したものである。また、試料No.15、16は、熱処理による含浸密着強化層(6a)を形成しなかった場合の密着性等の性能の変化を調べたものである。更にまた、試料No.18〜21は、対照例として、熱封緘層(5)の組成が不適正なものである場合の影響を調べたものである。
【0086】
(評価試験)
(1)SEM観察
試料No.1〜21の各蓋材について、粒子被覆層の断面構造をFE−SEM画像によって観察したところ、試料No.1〜14の蓋材については、粒子被覆層(6)の熱封緘層(5)側に、所定厚み範囲に亘って、シリカ粒子間の間隙ないし隙間に熱封緘層成分が入り込んで固化したものと認められる層、即ち含浸密着強化層(6a)が形成され、その上にシリカ粒子が露出した厚さの薄い付着防止層(6b)部分が形成されていることを確認し得た。熱処理を行わない試料No.15,16の蓋材においては、上記のような明確な含浸密着強化層の形成は認められないものの、粒径の相対的に大きな湿式シリカ粒子の特に下部を微細な乾式シリカ粒子が密に分布して取り囲んでいるものと認められる構造態様が観察された。
【0087】
一方、乾式シリカを併用しないNo.17の蓋材、更には熱封緘層(5)にワックスや粘着付与剤を含まない試料No.18,19の蓋材については、上記密着強化層と認められるような明確な含浸層の形成が認められず、また熱封緘層(5)にワックスと粘着付与剤を過多に含む試料No.20の蓋材については、付着防止層(6b)部分の残存形成が不十分であることが確認された。同様に融点の低いワックスを含む試料No.21の蓋材についても付着防止層(6b)部分の残存形成が不十分であることが確認された。
【0088】
(2)付着防止性能
各試料No.1〜21の蓋材の裏面、即ち付着防止層の外面上に、アロエヨーグルト(森永乳業株式会社製 商標「森永アロエヨーグルト」)を約0.5mlの液滴として滴下し、試料をゆっくりと傾けたときに上記液滴が「転がりはじめたときの傾斜角度」を測定して、次の基準で判定評価した。
【0089】
◎・・・15度以下
○・・・16度以上30度以下
×・・・31度以上
【0090】
(3)ヒートシール強度
試料No.1〜21の蓋材を15mm幅に切り出し、試料No,1〜10、13〜19、21については、180℃×0.2MPa×1.0秒のシール条件で容器本体(ポリスチレン製容器)から切り出した15mm幅の短冊にヒートシールした。また、試料No,11、12、20については、150℃×0.2MPa×1.0秒のシール条件で容器本体(紙/ポリエチレン製容器)から切り出した15mm幅の短冊にヒートシールした。次いで、この蓋材を180°の方向に100mm/分の速度で引っ張り、剥離時の最大荷重をヒートシール強度とした。
【0091】
そして、付着防止層を設けていない蓋材本体のままの蓋材におけるヒートシール強度(蓋材の耐剥離強度・密封性)を基準値として、ヒートシール強度の低下率または増加率を下記の基準で判定評価した。
【0092】
◎・・・強度低下又は増加10%未満
○・・・強度低下又は増加10%〜20%未満
×・・・強度低下又は増加20%以上
【0093】
(4)密着性
試料No.1〜21の各蓋材の付着防止層の面に、黒い布を巻き付けた重り(500g)を垂直に載せ、ゆっくりと長さ200mm擦り、布の表面に付着した微粒子の有無を目視で検査した。
【0094】
そして、黒い布へのシリカ粒子の転移付着量(剥離量)により下記の評価基準で評価した。
【0095】
◎・・・ほとんど付着なし
○・・・許容範囲と認められる僅かな付着あり
×・・・明らかに多くの付着あり
【0096】
上記(1)〜(3)の各評価試験の結果を、表2に示す。
【0097】
【表1】
【0098】
【表2】
【0099】
表2の「付着防止性能」の試験結果に示すように、本発明による内容物付着防止蓋材においては、試料を僅かに傾けるだけでヨーグルト液滴が転がり移動を始める。このことは、ヨーグルト、プリン、ゼリー等の粘稠な液体成分を含むような内容物を充填した容器に蓋材を熱封緘したのちにおいても該内容物に対し、蓋材裏面への該内容物の付着防止効果に優れたものであることを示す。しかも「シール性」試験の結果に示すように、付着防止層の存在によって、ヒートシール性(シール強度)が大きく損なわれることなく、適度な密封性を維持しつつ、上記付着防止性能を付与しうる。加えて、「密着性」試験の結果に見られるように、付着防止用粒子被覆層の密着性が良好で、不本意な分離脱落、部分剥離等のおそれがなく、長期に亘って内容物付着防止性能を安定に維持しうると共に、容器内への異物混入のおそれもない。
【符号の説明】
【0100】
1・・・基材
2・・・コート紙
3・・・金属蒸着フィルム
4・・・アンカーコート層
5・・・熱封緘層
6・・・付着防止用粒子被覆層
6a・・密着強化層
6b・・付着防止層
A・・・疎水性湿式シリカ粒子
B・・・親水性乾式シリカ粒子
【特許請求の範囲】
【請求項1】
少なくとも基材層と熱封緘層とを有する蓋材において、
前記熱封緘層の外面に、疎水性の湿式シリカ粒子と親水性乾式シリカ粒子との混合組成物からなる内容物付着防止用の粒子被覆層が形成されてなることを特徴とする内容物付着防止蓋材。
【請求項2】
少なくとも基材層と熱封緘層とを有する蓋材において、
前記熱封緘層の外面に、疎水性湿式シリカ粒子と親水性乾式シリカ粒子との混合組成物からなる内容物付着防止用の粒子被覆層が形成されると共に、
該粒子被覆層の前記熱封緘層側の一部に、少なくとも前記湿式および乾式シリカ粒子の相互間の間隙に前記熱封緘層の溶融成分が入り込んだ含浸密着強化層が形成され、同粒子被覆層の最外表面側に、少なくとも前記湿式シリカ粒子の表面が露出した付着防止層が残存形成されてなることを特徴とする内容物付着防止蓋材。
【請求項3】
前記シリカ粒子の混合組成物は、疎水性湿式シリカ粒子を50〜99重量%未満含み、残りが親水性乾式シリカ粒子からなる請求項1または2に記載の内容物付着防止蓋材。
【請求項4】
前記湿式シリカ粒子は、平均粒径が0.5〜7.0μmであり、乾式シリカ粒子はその一次粒子の平均粒径が3〜50nmである請求項1〜3のいずれか1項に記載の内容物付着防止蓋材。
【請求項5】
前記熱封緘層が、酸変性ポリオレフィン系樹脂、エチレン−不飽和エステル共重合体、アクリル系樹脂、ポリエステル系樹脂、スチレン系樹脂のうちの1種または2種以上からなる接着樹脂成分と、ワックスおよび粘着付与剤の少なくともいずれか一方を必須成分として含む樹脂組成物からなる請求項1〜4のいずれか1項に記載の内容物付着防止蓋材。
【請求項6】
前記樹脂組成物のワックスおよび粘着付与剤の少なくともいずれか一方または合計の配合量が1〜70重量%である請求項5に記載の内容物付着防止蓋材。
【請求項7】
前記樹脂組成物のワックスおよび粘着付与剤の融点または軟化点が80℃以上である請求項5または6に記載の内容物付着防止蓋材。
【請求項8】
少なくとも基材層と熱封緘層とを有する蓋材の前記熱封緘層の外面に、疎水性湿式シリカ粒子と親水性乾式シリカ粒子との混合組成物を有機分散媒に分散させて調製した分散液を塗布し、乾燥させて内容物付着防止用の粒子被覆層を形成することを特徴とする内容物付着防止蓋材の製造方法。
【請求項9】
少なくとも基材層と熱封緘層とを有する蓋材の前記熱封緘層の外面に、疎水性湿式シリカ粒子と親水性乾式シリカ粒子との混合組成物を有機分散媒に分散させて調製した分散液を塗布し乾燥させて前記混合組成物からなる内容物付着防止用の粒子被覆層を形成し、
かつ、前記熱封緘層形成成分の溶融開始温度(軟化点)より高い温度で加熱処理を施すことにより、前記粒子被覆層の前記熱封緘層側の一部に、少なくとも前記湿式および乾式シリカ粒子の粒子相互間の間隙に前記熱封緘層の溶融成分が入り込んだ含浸密着強化層を形成すると共に、同粒子被覆層の最外表面側に、少なくとも前記湿式シリカ粒子の表面が露出した付着防止層を残存形成せしめることを特徴とする内容物付着防止蓋材の製造方法。
【請求項10】
前記シリカ粒子の混合組成物は、疎水性湿式シリカ粒子を50〜99重量%未満含み、残りが親水性乾式シリカ粒子からなる請求項8または9に記載の内容物付着防止蓋材の製造方法。
【請求項11】
前記湿式シリカ粒子は、平均粒径が0.5〜7.0μmであり、乾式シリカ粒子はその一次粒子の平均粒径が3〜50nmである請求項8〜10のいずれか1項に記載の内容物付着防止蓋材の製造方法。
【請求項12】
前記加熱処理は、温度85〜220℃、時間3〜120秒の熱処理条件で行う請求項9〜11のいずれか1項に記載の内容物付着防止蓋材の製造方法。
【請求項1】
少なくとも基材層と熱封緘層とを有する蓋材において、
前記熱封緘層の外面に、疎水性の湿式シリカ粒子と親水性乾式シリカ粒子との混合組成物からなる内容物付着防止用の粒子被覆層が形成されてなることを特徴とする内容物付着防止蓋材。
【請求項2】
少なくとも基材層と熱封緘層とを有する蓋材において、
前記熱封緘層の外面に、疎水性湿式シリカ粒子と親水性乾式シリカ粒子との混合組成物からなる内容物付着防止用の粒子被覆層が形成されると共に、
該粒子被覆層の前記熱封緘層側の一部に、少なくとも前記湿式および乾式シリカ粒子の相互間の間隙に前記熱封緘層の溶融成分が入り込んだ含浸密着強化層が形成され、同粒子被覆層の最外表面側に、少なくとも前記湿式シリカ粒子の表面が露出した付着防止層が残存形成されてなることを特徴とする内容物付着防止蓋材。
【請求項3】
前記シリカ粒子の混合組成物は、疎水性湿式シリカ粒子を50〜99重量%未満含み、残りが親水性乾式シリカ粒子からなる請求項1または2に記載の内容物付着防止蓋材。
【請求項4】
前記湿式シリカ粒子は、平均粒径が0.5〜7.0μmであり、乾式シリカ粒子はその一次粒子の平均粒径が3〜50nmである請求項1〜3のいずれか1項に記載の内容物付着防止蓋材。
【請求項5】
前記熱封緘層が、酸変性ポリオレフィン系樹脂、エチレン−不飽和エステル共重合体、アクリル系樹脂、ポリエステル系樹脂、スチレン系樹脂のうちの1種または2種以上からなる接着樹脂成分と、ワックスおよび粘着付与剤の少なくともいずれか一方を必須成分として含む樹脂組成物からなる請求項1〜4のいずれか1項に記載の内容物付着防止蓋材。
【請求項6】
前記樹脂組成物のワックスおよび粘着付与剤の少なくともいずれか一方または合計の配合量が1〜70重量%である請求項5に記載の内容物付着防止蓋材。
【請求項7】
前記樹脂組成物のワックスおよび粘着付与剤の融点または軟化点が80℃以上である請求項5または6に記載の内容物付着防止蓋材。
【請求項8】
少なくとも基材層と熱封緘層とを有する蓋材の前記熱封緘層の外面に、疎水性湿式シリカ粒子と親水性乾式シリカ粒子との混合組成物を有機分散媒に分散させて調製した分散液を塗布し、乾燥させて内容物付着防止用の粒子被覆層を形成することを特徴とする内容物付着防止蓋材の製造方法。
【請求項9】
少なくとも基材層と熱封緘層とを有する蓋材の前記熱封緘層の外面に、疎水性湿式シリカ粒子と親水性乾式シリカ粒子との混合組成物を有機分散媒に分散させて調製した分散液を塗布し乾燥させて前記混合組成物からなる内容物付着防止用の粒子被覆層を形成し、
かつ、前記熱封緘層形成成分の溶融開始温度(軟化点)より高い温度で加熱処理を施すことにより、前記粒子被覆層の前記熱封緘層側の一部に、少なくとも前記湿式および乾式シリカ粒子の粒子相互間の間隙に前記熱封緘層の溶融成分が入り込んだ含浸密着強化層を形成すると共に、同粒子被覆層の最外表面側に、少なくとも前記湿式シリカ粒子の表面が露出した付着防止層を残存形成せしめることを特徴とする内容物付着防止蓋材の製造方法。
【請求項10】
前記シリカ粒子の混合組成物は、疎水性湿式シリカ粒子を50〜99重量%未満含み、残りが親水性乾式シリカ粒子からなる請求項8または9に記載の内容物付着防止蓋材の製造方法。
【請求項11】
前記湿式シリカ粒子は、平均粒径が0.5〜7.0μmであり、乾式シリカ粒子はその一次粒子の平均粒径が3〜50nmである請求項8〜10のいずれか1項に記載の内容物付着防止蓋材の製造方法。
【請求項12】
前記加熱処理は、温度85〜220℃、時間3〜120秒の熱処理条件で行う請求項9〜11のいずれか1項に記載の内容物付着防止蓋材の製造方法。
【図1】

【図2】
【図2】
【公開番号】特開2013−107676(P2013−107676A)
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願番号】特願2011−253713(P2011−253713)
【出願日】平成23年11月21日(2011.11.21)
【出願人】(501428187)昭和電工パッケージング株式会社 (110)
【Fターム(参考)】
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願日】平成23年11月21日(2011.11.21)
【出願人】(501428187)昭和電工パッケージング株式会社 (110)
【Fターム(参考)】
[ Back to top ]