
内燃機関のクランク軸のスラスト軸受装置
【課題】 内燃機関における気筒の燃焼時の負荷に対して半割スラスト軸受のスラスト面への負荷の偏りを緩和し、耐久性を高めることが可能な内燃機関のクランク軸のスラスト軸受装置を提供する。
【解決手段】 半割スラスト軸受8の外径の中心位置A’は、半割スラスト軸受8の内径の中心位置Aと半割スラスト軸受8の周方向中央部とを結ぶ中心線上で、半割スラスト軸受8の内径の中心位置Aに対して半割スラスト軸受8の周方向中央部側から遠くなるように偏心させている。これにより、V型内燃機関に適用した場合、半割スラスト軸受8の周方向中央部よりも周方向両端部側のほうがスラスト面の面積が広いため、半割スラスト軸受8の周方向両端部のうち、負荷が集中しやすい部分でのスラスト面の面積が不足するのを防ぎ、負荷が集中しにくい部分とのスラスト面の面圧の差を緩和することができる。
【解決手段】 半割スラスト軸受8の外径の中心位置A’は、半割スラスト軸受8の内径の中心位置Aと半割スラスト軸受8の周方向中央部とを結ぶ中心線上で、半割スラスト軸受8の内径の中心位置Aに対して半割スラスト軸受8の周方向中央部側から遠くなるように偏心させている。これにより、V型内燃機関に適用した場合、半割スラスト軸受8の周方向中央部よりも周方向両端部側のほうがスラスト面の面積が広いため、半割スラスト軸受8の周方向両端部のうち、負荷が集中しやすい部分でのスラスト面の面積が不足するのを防ぎ、負荷が集中しにくい部分とのスラスト面の面圧の差を緩和することができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、クランク軸を回転自在に支持する軸受孔を有する分割型軸受ハウジングに、前記クランク軸のスラスト荷重を受ける半割スラスト軸受が配置された内燃機関のクランク軸のスラスト軸受装置に関するものである。
【背景技術】
【0002】
従来、クランク軸のスラスト軸受装置においては、クランク軸を回転自在に支持する分割型軸受ハウジングのシリンダブロック側と軸受キャップ側とのそれぞれに半円状の半割スラスト軸受を配置し、その半割スラスト軸受によってクランク軸のスラスト荷重を受けるものが知られている。また、近年では、内燃機関の軽量化や部品点数の削減を目的として、分割型軸受ハウジングのシリンダブロック側のみに半円状の半割スラスト軸受を配置することがある。これは、内燃機関における気筒の燃焼時の負荷により、クランクアームが弾性変形し、分割型軸受ハウジングの軸受キャップ側よりもシリンダブロック側に配置された半割スラスト軸受のスラスト面に対して、瞬間的に大きな負荷が発生するためである。
【0003】
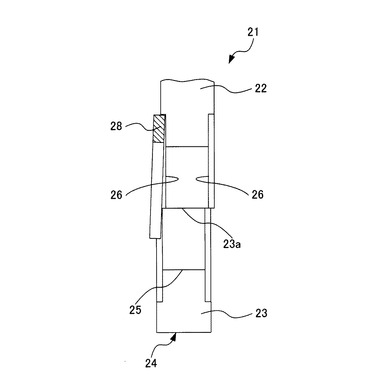
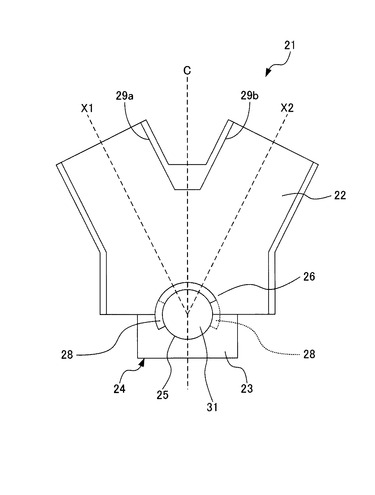
また、特開2009−264465号公報(特許文献1)に開示される技術では、図9に示すように、クランク軸31のスラスト軸受装置21において、半円状の半割スラスト軸受28の使用個数を減らしながら、その半割スラスト軸受28の中心線を、バンク角の二等分線Cに対して、当該半割スラスト軸受28に対向するピストン連結部(図示しない)と対をなす気筒29aの軸線方向X1に傾けて設けたものが提案されている。詳しくは特許文献1に記載されているが、例えばV型内燃機関では、気筒29a内にて燃焼が生じる際、半割スラスト軸受28に対向するピストン連結部のクランクアームが気筒29aの軸線X1上に位置するため、バンク角の二等分線Cに対して、クランクアームの弾性変形に伴った負荷が気筒29aの軸線X1方向に傾いて偏っている。このため、分割型軸受ハウジング24のシリンダブロック22側のみに半円状の半割スラスト軸受28を配置した場合には、半割スラスト軸受28の周方向両端部のうち、気筒29aの軸線方向X1側でのスラスト面の面積が不足するが、特許文献1に記載された半割スラスト軸受28では、図7に示すように、半割スラスト軸受28の内径の中心位置Aと外径の中心位置A’とが同心であり、半割スラスト軸受28の周方向中央部の幅L1と周方向両端部の幅L1とが同じであっても、このような事象を防ぐことが可能となっている。なお、気筒29b内にて燃焼が生じる際にもクランクアームの弾性変形に伴った負荷が気筒29bの軸線方向X2に傾いて偏ることになるが、軸受孔25の開口両端面のうち背面に組み付けられた半割スラスト軸受28が同様に作用する。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2009−264465号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、分割型軸受ハウジング24は、シリンダブロック22に軸受キャップ23をボルト(図示しない)で組み付けることにより構成されるが、その組付時には、シリンダブロック22と軸受キャップ23との合わせ面23aに段差が発生しやすい。上記した特許文献1では、半割スラスト軸受28のスラスト面の背面が、分割型軸受ハウジング24のシリンダブロック22側と軸受キャップ23側との両方に接して配置されている。このため、図8に示すように、半割スラスト軸受28は、シリンダブロック22と軸受キャップ23との合わせ面23aの段差の影響を受け、スラスト面が段差の分だけ傾くことにより、相手軸表面(スラストカラー面)との片当りが発生し、その片当りが発生した部分が局部的に損傷するという問題があった。
【0006】
また、特許文献1には記載されていないが、分割型軸受ハウジング24には、半割スラスト軸受28を組み付けるためのスラスト座面26を形成することを必要としている。上記した特許文献1では、分割型軸受ハウジング24のシリンダブロック22側だけでなく軸受キャップ23側にもまたがって半割スラスト軸受28を組み付けなければならない。すなわち、分割型軸受ハウジング24には、シリンダブロック22側だけでなく軸受キャップ23側にもスラスト座面26を形成するための加工を必要とし、シリンダブロック22側のみに半割スラスト軸受28を配置する場合と比較して生産性が悪い。
【0007】
また、分割型軸受ハウジング24にスラスト座面26を形成するための加工においては、シリンダブロック22側と軸受キャップ23側とにまたがって半割スラスト軸受28の形状と一致するように半円状のスラスト座面26を形成することが困難であり、半割スラスト軸受28の外径と一致した円形状のスラスト座面26を形成するものと考えられる。このとき、分割型軸受ハウジング24に円形状のスラスト座面26を形成しただけでは、スラスト座面26に対して半割スラスト軸受28が固定されず、スラスト座面26に対する半割スラスト軸受28の回転止め構造として、半割スラスト軸受28に突起(図示しない)を形成するとともに、シリンダブロック22側または軸受キャップ23側に半割スラスト軸受28の突起を収容する収容凹部(図示しない)を形成するための加工を必要とし、シリンダブロック22側のみに半割スラスト軸受28を配置する場合と比較して生産性が悪い。
【0008】
本発明は、上記した事情に鑑みなされたものであり、その目的とするところは、内燃機関における気筒の燃焼時の負荷に対して半割スラスト軸受のスラスト面への負荷の偏りを緩和し、耐久性を高めることが可能な内燃機関のクランク軸のスラスト軸受装置を提供することにある。
【課題を解決するための手段】
【0009】
上記した目的を達成するために、請求項1に係る発明においては、クランク軸を回転自在に支持する軸受孔を有する分割型軸受ハウジングに、前記クランク軸のスラスト荷重を受ける半割スラスト軸受が配置された内燃機関のクランク軸の半割スラストスラスト軸受装置において、前記分割型軸受ハウジングを構成するシリンダブロックと軸受キャップとのうち前記シリンダブロック側には、前記軸受孔の開口両端面に前記半割スラスト軸受を組み付けることが可能な凹状のスラスト座面を形成し、該スラスト座面に前記半割スラスト軸受が組み付けられた際に、前記半割スラスト軸受の周方向両端面が、前記シリンダブロックと前記軸受キャップとの合わせ面のうち前記軸受キャップ側の合わせ面と接するように位置し、前記半割スラスト軸受の内径の中心位置は、前記軸受孔の開口の中心位置と同心であり、前記半割スラスト軸受の外径の中心位置は、前記半割スラスト軸受の内径の中心位置と前記半割スラスト軸受の周方向中央部とを結ぶ中心線上で、前記半割スラスト軸受の内径の中心位置に対して前記半割スラスト軸受の周方向中央部側から遠くなるように偏心させることにより、前記半割スラスト軸受のスラスト面が、前記半割スラスト軸受の周方向中央部から周方向両端部側に向かって次第に広くなることを特徴とする。
【発明の効果】
【0010】
請求項1に係る発明においては、分割型軸受ハウジングを構成するシリンダブロックと軸受キャップとのうちシリンダブロック側には、軸受孔の開口両端面に半割スラスト軸受を組み付けることが可能な凹状のスラスト座面を形成し、該スラスト座面に半割スラスト軸受が組み付けられた際に、半割スラスト軸受の周方向両端面が、シリンダブロックと軸受キャップとの合わせ面のうち軸受キャップ側の合わせ面と接するように位置することにより、半割スラスト軸受のスラスト面の背面が、シリンダブロック側にしか接していない。このため、シリンダブロックと軸受キャップとの組付時において、その合わせ面に段差が発生したとしても、半割スラスト軸受が段差の影響を受けることがない。すなわち、シリンダブロックと軸受キャップとの合わせ面での段差によって半割スラスト軸受のスラスト面が傾くことがないため、半割スラスト軸受の摺動時において、相手軸表面(スラストカラー面)との片当りが発生することがなく、半割スラスト軸受が局部的に損傷することもない。
【0011】
また、上記のように、分割型軸受ハウジングを構成するシリンダブロックと軸受キャップとのうちシリンダブロック側には、軸受孔の開口両端面に半割スラスト軸受を組み付けることが可能な凹状のスラスト座面を形成することにより、軸受キャップ側には、スラスト座面を形成するための加工の必要がなく、生産性が高い。また、スラスト座面に半割スラスト軸受が組み付けられた際に、半割スラスト軸受の周方向両端面が、シリンダブロックと軸受キャップとの合わせ面のうち軸受キャップ側の合わせ面と接するように位置することにより、軸受キャップ側の合わせ面が半割スラスト軸受の回転止め構造として機能し、スラスト座面とは別個の回転止め構造を形成するための加工の必要がなく、生産性が高い。
【0012】
また、半割スラスト軸受の外径の中心位置は、半割スラスト軸受の内径の中心位置と半割スラスト軸受の周方向中央部とを結ぶ中心線上で、半割スラスト軸受の内径の中心位置に対して半割スラスト軸受の周方向中央部側から遠くなるように偏心させることにより、半割スラスト軸受のスラスト面が、半割スラスト軸受の周方向中央部から周方向両端部側に向かって次第に広くなるようにした。このようなクランク軸のスラスト軸受装置をV型内燃機関に適用した場合、バンク角の二等分線に対して、クランクアームの弾性変形に伴った負荷が気筒の軸線方向に傾いて偏っているが、半割スラスト軸受の周方向中央部よりも周方向両端部側のほうがスラスト面の面積が広いため、半割スラスト軸受の周方向両端部のうち、負荷が集中しやすい部分(気筒の軸線方向側)でのスラスト面の面積が不足するのを防ぎ、負荷が集中しにくい部分(気筒の軸線方向と異なる側)とのスラスト面の面圧の差を緩和することができる。
【0013】
また、上記のように、半割スラスト軸受の外径の中心位置は、半割スラスト軸受の内径の中心位置と半割スラスト軸受の周方向中央部とを結ぶ中心線上で、半割スラスト軸受の内径の中心位置に対して半割スラスト軸受の周方向中央部側から遠くなるように偏心させており、半割スラスト軸受が中心線に対して線対称形状であるため、軸受孔の開口両端面において、分割型軸受ハウジングのフロント側とリア側とに組み付けられる半割スラスト軸受の形状を共通化することができる。
【図面の簡単な説明】
【0014】
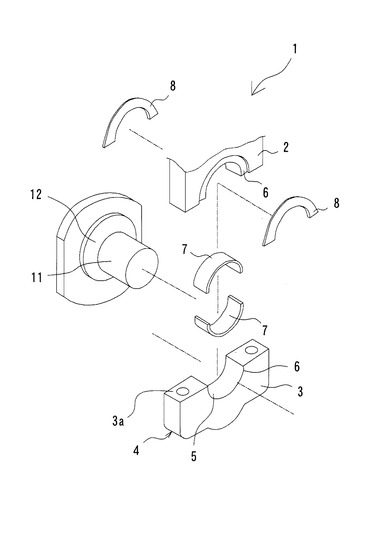
【図1】クランク軸のスラスト軸受装置の分解斜視図である。
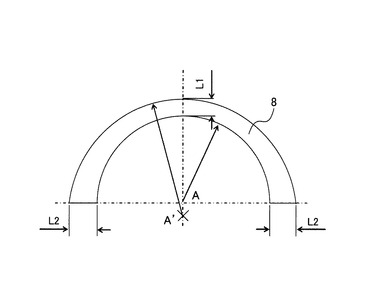
【図2】半割スラスト軸受の正面図である。
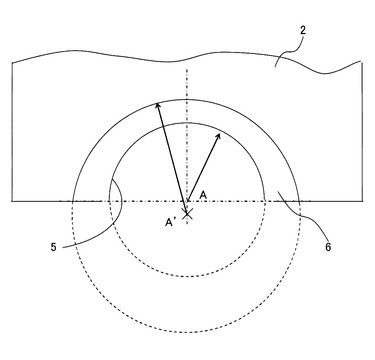
【図3】分割型ハウジングのシリンダブロック側に形成されるスラスト座面の正面図である。
【図4】分割型ハウジングに対する半割スラスト軸受の組付図である。
【図5】クランク軸のスラスト軸受装置の断面図である。
【図6】別実施形態に係る半割スラスト軸受の正面図及び矢視図である。
【図7】従来の半割スラスト軸受の正面図である。
【図8】従来のクランク軸のスラスト軸受装置の断面図である。
【図9】従来の分割型ハウジングに対する半割スラスト軸受の組付図である。
【発明を実施するための形態】
【0015】
以下、本発明の実施形態について図1乃至図5を参照して説明する。図1は、クランク軸11のスラスト軸受装置1の分解斜視図であり、図2は、半割スラスト軸受8の正面図であり、図3は、分割型ハウジング4のシリンダブロック2側に形成されるスラスト座面6の正面図であり、図4は、分割型ハウジング4に対する半割スラスト軸受8の組付図であり、図5は、クランク軸11のスラスト軸受装置1の断面図である。なお、上記した図は、実施形態に係るスラスト軸受装置の概略図であり、構成,構造等を理解し易くするために各箇所が誇張あるいは省略して描かれている。
【0016】
図1に示すように、クランク軸11のスラスト軸受装置1において、シリンダブロック2の下部に軸受キャップ3をボルト(図示しない)で取り付け、シリンダブロック2に軸受キャップ3の合わせ面3aが当接するように構成された組付け相手材としての分割型軸受ハウジング4には、軸受孔5が形成されている。また、分割型軸受ハウジング4のシリンダブロック2側には、軸受孔5の開口両端面の凹状により構成されるスラスト座面6が形成されている。そして、軸受孔5には、クランク軸11の径方向の荷重を支承するように一対の半割ジャーナル軸受7を組み合わせて円筒形状となる主軸受が嵌着され、また、スラスト座面6には、クランク軸11のスラストカラー面12を介してクランク軸11の軸線方向の荷重(スラスト荷重)を支承するように半割スラスト軸受8が配設されている。
【0017】
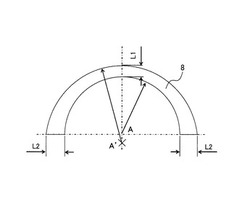
本発明の実施形態に係る半割スラスト軸受8は、図2に示すように、半割スラスト軸受8の外径の中心位置A’が、半割スラスト軸受8の内径の中心位置Aと半割スラスト軸受8の周方向中央部とを結ぶ中心線上で、半割スラスト軸受8の内径の中心位置Aに対して半割スラスト軸受8の周方向中央部側から遠くなるように偏心させて形成されている。なお、半割スラスト軸受8の内径の中心位置Aは、軸受孔5の開口の中心位置と同心となっている。また、半割スラスト軸受8の周方向中央部とは、半割スラスト軸受8の内周面または外周面において周方向両端部からの距離が等距離となる部分である。これにより、半割スラスト軸受8のスラスト面の幅(内外径差)は、半割スラスト軸受8の周方向中央部の幅L1に対して周方向両端部の幅L2が広くなっており、半割スラスト軸受8の周方向中央部から周方向両端部側に向かってスラスト面の面積が次第に広くなっている。また、半割スラスト軸受8が中心線に対して線対称形状であるため、軸受孔5の開口両端面において、分割型軸受ハウジング4のフロント側とリア側とに組み付けられる半割スラスト軸受8の形状を共通化することができる。
【0018】
また、本発明の実施形態に係る分割型軸受ハウジング4のシリンダブロック2側には、軸受孔5の開口両端面の凹状により構成されるスラスト座面6が形成されている。図3に示すように、スラスト座面6の内径の中心位置A(軸受孔5の開口の中心位置)は、半割スラスト軸受8の内径の中心位置Aと同心であり、スラスト座面6の内径の寸法(軸受孔5の半径の寸法)は、半割スラスト軸受8の内径の寸法よりも僅かに小さくなっている。また、スラスト座面6の外径の中心位置A’は、半割スラスト軸受8の外径の中心位置A’と同心であり、スラスト座面6の外径の寸法は、半割スラスト軸受8の外径の寸法よりも僅かに大きくなっている。すなわち、スラスト座面6の外径の中心位置A’は、スラスト座面6の内径の中心位置Aとスラスト座面6の周方向中央部とを結ぶ中心線上で、スラスト座面6の内径の中心位置Aに対してスラスト座面6の周方向中央部側から遠くなるように偏心させている。これにより、分割型軸受ハウジング4のシリンダブロック2に対して、スラスト座面6を1回の機械加工で形成することが可能となり、クランク軸11のスラスト軸受装置1の生産性を高めることができる。
【0019】
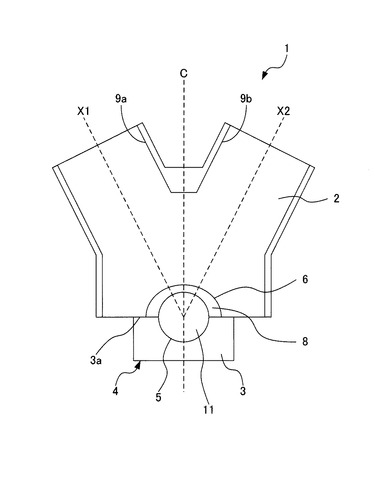
また、図4に示すように、V型内燃機関では、気筒9a内にて燃焼が生じる際、半割スラスト軸受8に対向するピストン連結部(図示しない)のクランクアームが気筒9aの軸線X1上に位置するため、半割スラスト軸受8の中心線と一致するバンク角の二等分線Cに対して、クランクアームの弾性変形に伴った負荷が気筒9aの軸線方向X1に傾いて偏っている。このようなV型内燃機関に対して本発明の実施形態に係るクランク軸11のスラスト軸受装置1を適用した場合、半割スラスト軸受8の周方向中央部よりも周方向両端部側のほうがスラスト面の面積が広いため、半割スラスト軸受8の周方向両端部のうち、負荷が集中しやすい部分(気筒9aの軸線方向X1側)でのスラスト面の面積が不足するのを防ぎ、負荷が集中しにくい部分(気筒9aの軸線方向X1と異なる側)とのスラスト面の面圧の差を緩和することができる。なお、気筒9b内にて燃焼が生じる際にもクランクアームの弾性変形に伴った負荷が気筒9bの軸線方向X2に傾いて偏ることになるが、軸受孔5の開口両端面のうち背面に組み付けられた半割スラスト軸受8が同様に作用する。
【0020】
また、図5に示すように、分割型軸受ハウジング4を構成するシリンダブロック2と軸受キャップ3とのうちシリンダブロック2側には、軸受孔5の開口両端面に半割スラスト軸受8を組み付けることが可能な凹状のスラスト座面6を形成し、該スラスト座面6に半割スラスト軸受8が組み付けられた際に、半割スラスト軸受8の周方向両端面が、シリンダブロック2と軸受キャップ3との合わせ面のうち軸受キャップ3側の合わせ面3aと接するように位置させている。このように、半割スラスト軸受8のスラスト面の背面は、シリンダブロック2側にしか接しておらず、シリンダブロック2と軸受キャップ3との組付時において、その合わせ面3aに段差が発生したとしても、半割スラスト軸受8が段差の影響を受けることがない。すなわち、シリンダブロック2と軸受キャップ3との合わせ面3aでの段差によって半割スラスト軸受8のスラスト面が傾くことがないため、半割スラスト軸受8の摺動時において、クランク軸11のスラストカラー面12との片当りが発生することがなく、半割スラスト軸受8が局部的に損傷することもない。
【0021】
また、上記のように、分割型軸受ハウジング4を構成するシリンダブロック2と軸受キャップ3とのうちシリンダブロック2側には、軸受孔5の開口両端面に半割スラスト軸受8を組み付けることが可能な凹状のスラスト座面6を形成することにより、軸受キャップ3側には、スラスト座面6を形成するための加工の必要がなく、クランク軸11のスラスト軸受装置1の生産性を高めることができる。また、スラスト座面6に半割スラスト軸受8が組み付けられた際に、半割スラスト軸受8の周方向両端面が、シリンダブロック2と軸受キャップ3との合わせ面のうち軸受キャップ3側の合わせ面3aと接するように位置することにより、軸受キャップ3側の合わせ面3aが半割スラスト軸受8の回転止め構造として機能し、スラスト座面6とは別個の回転止め構造を形成するための加工の必要がなく、クランク軸11のスラスト軸受装置1の生産性を高めることができる。
【0022】
以上説明した実施形態に係る半割スラスト軸受8においては、図6に示すように、従来の半割スラスト軸受と同じく、次のような構成とすることが可能である。例えば、図6(A)に示すように、半割スラスト軸受8の外周面には、外側に突出する突起8aを形成してもよい。この突起8aは、分割型軸受ハウジング4のスラスト座面6と一体的に形成される係合溝(図示しない)に嵌合されて、スラスト座面6での半割スラスト軸受8の回転止めや、スラスト座面6に対する半割スラスト軸受8の位置決めがなされる。また、図6(A)に示すように、半割スラスト軸受8のスラスト面には、クランク軸11のスラストカラー面12との間に油をスムーズに供給するため、外周面と内周面とを連通する油溝8bを形成してもよい。また、図6(A)に示すように、半割スラスト軸受8の内径面における周方向両端部の領域には、周方向端部に向かって切除する切除部8cを形成してもよい。また、図6(A)に示すように、半割スラスト軸受8の周方向両端面には、スラスト座面6の周方向両端部を結ぶ仮想線との間に、S1=0.5mm程度の隙間を形成してもよい。
【0023】
さらに、図6(A)に示すように、半割スラスト軸受8のスラスト面における周方向両端部の領域には、クランク軸11のスラストカラー面12との局部当りを防止するため、周方向端部に向かって下降傾斜する傾斜面8dを形成してもよい。また、図6(B)に示すように、半割スラスト軸受8のスラスト面の背面における周方向両端部の領域には、シリンダブロック2に形成されたスラスト座面6との局部当りを防止するため、周方向端部に向かって下降傾斜する傾斜面8eを形成してもよい。
【0024】
また、本発明は、クランク軸11のスラスト軸受装置1をV型内燃機関に適用した場合を例示して説明したが、これに限らず、W型内燃機関や水平対向型内燃機関、等の他型の内燃機関にも適用することが可能である。
【符号の説明】
【0025】
1 スラスト軸受装置
2 シリンダブロック
3 軸受キャップ
3a 合わせ面
4 分割型軸受ハウジング
5 軸受孔
6 スラスト座面
8 半割スラスト軸受
11 クランク軸
【技術分野】
【0001】
本発明は、クランク軸を回転自在に支持する軸受孔を有する分割型軸受ハウジングに、前記クランク軸のスラスト荷重を受ける半割スラスト軸受が配置された内燃機関のクランク軸のスラスト軸受装置に関するものである。
【背景技術】
【0002】
従来、クランク軸のスラスト軸受装置においては、クランク軸を回転自在に支持する分割型軸受ハウジングのシリンダブロック側と軸受キャップ側とのそれぞれに半円状の半割スラスト軸受を配置し、その半割スラスト軸受によってクランク軸のスラスト荷重を受けるものが知られている。また、近年では、内燃機関の軽量化や部品点数の削減を目的として、分割型軸受ハウジングのシリンダブロック側のみに半円状の半割スラスト軸受を配置することがある。これは、内燃機関における気筒の燃焼時の負荷により、クランクアームが弾性変形し、分割型軸受ハウジングの軸受キャップ側よりもシリンダブロック側に配置された半割スラスト軸受のスラスト面に対して、瞬間的に大きな負荷が発生するためである。
【0003】
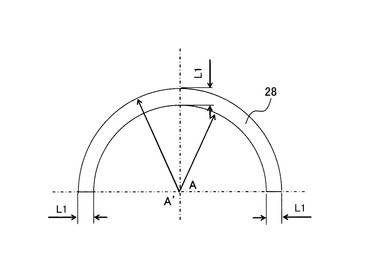
また、特開2009−264465号公報(特許文献1)に開示される技術では、図9に示すように、クランク軸31のスラスト軸受装置21において、半円状の半割スラスト軸受28の使用個数を減らしながら、その半割スラスト軸受28の中心線を、バンク角の二等分線Cに対して、当該半割スラスト軸受28に対向するピストン連結部(図示しない)と対をなす気筒29aの軸線方向X1に傾けて設けたものが提案されている。詳しくは特許文献1に記載されているが、例えばV型内燃機関では、気筒29a内にて燃焼が生じる際、半割スラスト軸受28に対向するピストン連結部のクランクアームが気筒29aの軸線X1上に位置するため、バンク角の二等分線Cに対して、クランクアームの弾性変形に伴った負荷が気筒29aの軸線X1方向に傾いて偏っている。このため、分割型軸受ハウジング24のシリンダブロック22側のみに半円状の半割スラスト軸受28を配置した場合には、半割スラスト軸受28の周方向両端部のうち、気筒29aの軸線方向X1側でのスラスト面の面積が不足するが、特許文献1に記載された半割スラスト軸受28では、図7に示すように、半割スラスト軸受28の内径の中心位置Aと外径の中心位置A’とが同心であり、半割スラスト軸受28の周方向中央部の幅L1と周方向両端部の幅L1とが同じであっても、このような事象を防ぐことが可能となっている。なお、気筒29b内にて燃焼が生じる際にもクランクアームの弾性変形に伴った負荷が気筒29bの軸線方向X2に傾いて偏ることになるが、軸受孔25の開口両端面のうち背面に組み付けられた半割スラスト軸受28が同様に作用する。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2009−264465号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、分割型軸受ハウジング24は、シリンダブロック22に軸受キャップ23をボルト(図示しない)で組み付けることにより構成されるが、その組付時には、シリンダブロック22と軸受キャップ23との合わせ面23aに段差が発生しやすい。上記した特許文献1では、半割スラスト軸受28のスラスト面の背面が、分割型軸受ハウジング24のシリンダブロック22側と軸受キャップ23側との両方に接して配置されている。このため、図8に示すように、半割スラスト軸受28は、シリンダブロック22と軸受キャップ23との合わせ面23aの段差の影響を受け、スラスト面が段差の分だけ傾くことにより、相手軸表面(スラストカラー面)との片当りが発生し、その片当りが発生した部分が局部的に損傷するという問題があった。
【0006】
また、特許文献1には記載されていないが、分割型軸受ハウジング24には、半割スラスト軸受28を組み付けるためのスラスト座面26を形成することを必要としている。上記した特許文献1では、分割型軸受ハウジング24のシリンダブロック22側だけでなく軸受キャップ23側にもまたがって半割スラスト軸受28を組み付けなければならない。すなわち、分割型軸受ハウジング24には、シリンダブロック22側だけでなく軸受キャップ23側にもスラスト座面26を形成するための加工を必要とし、シリンダブロック22側のみに半割スラスト軸受28を配置する場合と比較して生産性が悪い。
【0007】
また、分割型軸受ハウジング24にスラスト座面26を形成するための加工においては、シリンダブロック22側と軸受キャップ23側とにまたがって半割スラスト軸受28の形状と一致するように半円状のスラスト座面26を形成することが困難であり、半割スラスト軸受28の外径と一致した円形状のスラスト座面26を形成するものと考えられる。このとき、分割型軸受ハウジング24に円形状のスラスト座面26を形成しただけでは、スラスト座面26に対して半割スラスト軸受28が固定されず、スラスト座面26に対する半割スラスト軸受28の回転止め構造として、半割スラスト軸受28に突起(図示しない)を形成するとともに、シリンダブロック22側または軸受キャップ23側に半割スラスト軸受28の突起を収容する収容凹部(図示しない)を形成するための加工を必要とし、シリンダブロック22側のみに半割スラスト軸受28を配置する場合と比較して生産性が悪い。
【0008】
本発明は、上記した事情に鑑みなされたものであり、その目的とするところは、内燃機関における気筒の燃焼時の負荷に対して半割スラスト軸受のスラスト面への負荷の偏りを緩和し、耐久性を高めることが可能な内燃機関のクランク軸のスラスト軸受装置を提供することにある。
【課題を解決するための手段】
【0009】
上記した目的を達成するために、請求項1に係る発明においては、クランク軸を回転自在に支持する軸受孔を有する分割型軸受ハウジングに、前記クランク軸のスラスト荷重を受ける半割スラスト軸受が配置された内燃機関のクランク軸の半割スラストスラスト軸受装置において、前記分割型軸受ハウジングを構成するシリンダブロックと軸受キャップとのうち前記シリンダブロック側には、前記軸受孔の開口両端面に前記半割スラスト軸受を組み付けることが可能な凹状のスラスト座面を形成し、該スラスト座面に前記半割スラスト軸受が組み付けられた際に、前記半割スラスト軸受の周方向両端面が、前記シリンダブロックと前記軸受キャップとの合わせ面のうち前記軸受キャップ側の合わせ面と接するように位置し、前記半割スラスト軸受の内径の中心位置は、前記軸受孔の開口の中心位置と同心であり、前記半割スラスト軸受の外径の中心位置は、前記半割スラスト軸受の内径の中心位置と前記半割スラスト軸受の周方向中央部とを結ぶ中心線上で、前記半割スラスト軸受の内径の中心位置に対して前記半割スラスト軸受の周方向中央部側から遠くなるように偏心させることにより、前記半割スラスト軸受のスラスト面が、前記半割スラスト軸受の周方向中央部から周方向両端部側に向かって次第に広くなることを特徴とする。
【発明の効果】
【0010】
請求項1に係る発明においては、分割型軸受ハウジングを構成するシリンダブロックと軸受キャップとのうちシリンダブロック側には、軸受孔の開口両端面に半割スラスト軸受を組み付けることが可能な凹状のスラスト座面を形成し、該スラスト座面に半割スラスト軸受が組み付けられた際に、半割スラスト軸受の周方向両端面が、シリンダブロックと軸受キャップとの合わせ面のうち軸受キャップ側の合わせ面と接するように位置することにより、半割スラスト軸受のスラスト面の背面が、シリンダブロック側にしか接していない。このため、シリンダブロックと軸受キャップとの組付時において、その合わせ面に段差が発生したとしても、半割スラスト軸受が段差の影響を受けることがない。すなわち、シリンダブロックと軸受キャップとの合わせ面での段差によって半割スラスト軸受のスラスト面が傾くことがないため、半割スラスト軸受の摺動時において、相手軸表面(スラストカラー面)との片当りが発生することがなく、半割スラスト軸受が局部的に損傷することもない。
【0011】
また、上記のように、分割型軸受ハウジングを構成するシリンダブロックと軸受キャップとのうちシリンダブロック側には、軸受孔の開口両端面に半割スラスト軸受を組み付けることが可能な凹状のスラスト座面を形成することにより、軸受キャップ側には、スラスト座面を形成するための加工の必要がなく、生産性が高い。また、スラスト座面に半割スラスト軸受が組み付けられた際に、半割スラスト軸受の周方向両端面が、シリンダブロックと軸受キャップとの合わせ面のうち軸受キャップ側の合わせ面と接するように位置することにより、軸受キャップ側の合わせ面が半割スラスト軸受の回転止め構造として機能し、スラスト座面とは別個の回転止め構造を形成するための加工の必要がなく、生産性が高い。
【0012】
また、半割スラスト軸受の外径の中心位置は、半割スラスト軸受の内径の中心位置と半割スラスト軸受の周方向中央部とを結ぶ中心線上で、半割スラスト軸受の内径の中心位置に対して半割スラスト軸受の周方向中央部側から遠くなるように偏心させることにより、半割スラスト軸受のスラスト面が、半割スラスト軸受の周方向中央部から周方向両端部側に向かって次第に広くなるようにした。このようなクランク軸のスラスト軸受装置をV型内燃機関に適用した場合、バンク角の二等分線に対して、クランクアームの弾性変形に伴った負荷が気筒の軸線方向に傾いて偏っているが、半割スラスト軸受の周方向中央部よりも周方向両端部側のほうがスラスト面の面積が広いため、半割スラスト軸受の周方向両端部のうち、負荷が集中しやすい部分(気筒の軸線方向側)でのスラスト面の面積が不足するのを防ぎ、負荷が集中しにくい部分(気筒の軸線方向と異なる側)とのスラスト面の面圧の差を緩和することができる。
【0013】
また、上記のように、半割スラスト軸受の外径の中心位置は、半割スラスト軸受の内径の中心位置と半割スラスト軸受の周方向中央部とを結ぶ中心線上で、半割スラスト軸受の内径の中心位置に対して半割スラスト軸受の周方向中央部側から遠くなるように偏心させており、半割スラスト軸受が中心線に対して線対称形状であるため、軸受孔の開口両端面において、分割型軸受ハウジングのフロント側とリア側とに組み付けられる半割スラスト軸受の形状を共通化することができる。
【図面の簡単な説明】
【0014】
【図1】クランク軸のスラスト軸受装置の分解斜視図である。
【図2】半割スラスト軸受の正面図である。
【図3】分割型ハウジングのシリンダブロック側に形成されるスラスト座面の正面図である。
【図4】分割型ハウジングに対する半割スラスト軸受の組付図である。
【図5】クランク軸のスラスト軸受装置の断面図である。
【図6】別実施形態に係る半割スラスト軸受の正面図及び矢視図である。
【図7】従来の半割スラスト軸受の正面図である。
【図8】従来のクランク軸のスラスト軸受装置の断面図である。
【図9】従来の分割型ハウジングに対する半割スラスト軸受の組付図である。
【発明を実施するための形態】
【0015】
以下、本発明の実施形態について図1乃至図5を参照して説明する。図1は、クランク軸11のスラスト軸受装置1の分解斜視図であり、図2は、半割スラスト軸受8の正面図であり、図3は、分割型ハウジング4のシリンダブロック2側に形成されるスラスト座面6の正面図であり、図4は、分割型ハウジング4に対する半割スラスト軸受8の組付図であり、図5は、クランク軸11のスラスト軸受装置1の断面図である。なお、上記した図は、実施形態に係るスラスト軸受装置の概略図であり、構成,構造等を理解し易くするために各箇所が誇張あるいは省略して描かれている。
【0016】
図1に示すように、クランク軸11のスラスト軸受装置1において、シリンダブロック2の下部に軸受キャップ3をボルト(図示しない)で取り付け、シリンダブロック2に軸受キャップ3の合わせ面3aが当接するように構成された組付け相手材としての分割型軸受ハウジング4には、軸受孔5が形成されている。また、分割型軸受ハウジング4のシリンダブロック2側には、軸受孔5の開口両端面の凹状により構成されるスラスト座面6が形成されている。そして、軸受孔5には、クランク軸11の径方向の荷重を支承するように一対の半割ジャーナル軸受7を組み合わせて円筒形状となる主軸受が嵌着され、また、スラスト座面6には、クランク軸11のスラストカラー面12を介してクランク軸11の軸線方向の荷重(スラスト荷重)を支承するように半割スラスト軸受8が配設されている。
【0017】
本発明の実施形態に係る半割スラスト軸受8は、図2に示すように、半割スラスト軸受8の外径の中心位置A’が、半割スラスト軸受8の内径の中心位置Aと半割スラスト軸受8の周方向中央部とを結ぶ中心線上で、半割スラスト軸受8の内径の中心位置Aに対して半割スラスト軸受8の周方向中央部側から遠くなるように偏心させて形成されている。なお、半割スラスト軸受8の内径の中心位置Aは、軸受孔5の開口の中心位置と同心となっている。また、半割スラスト軸受8の周方向中央部とは、半割スラスト軸受8の内周面または外周面において周方向両端部からの距離が等距離となる部分である。これにより、半割スラスト軸受8のスラスト面の幅(内外径差)は、半割スラスト軸受8の周方向中央部の幅L1に対して周方向両端部の幅L2が広くなっており、半割スラスト軸受8の周方向中央部から周方向両端部側に向かってスラスト面の面積が次第に広くなっている。また、半割スラスト軸受8が中心線に対して線対称形状であるため、軸受孔5の開口両端面において、分割型軸受ハウジング4のフロント側とリア側とに組み付けられる半割スラスト軸受8の形状を共通化することができる。
【0018】
また、本発明の実施形態に係る分割型軸受ハウジング4のシリンダブロック2側には、軸受孔5の開口両端面の凹状により構成されるスラスト座面6が形成されている。図3に示すように、スラスト座面6の内径の中心位置A(軸受孔5の開口の中心位置)は、半割スラスト軸受8の内径の中心位置Aと同心であり、スラスト座面6の内径の寸法(軸受孔5の半径の寸法)は、半割スラスト軸受8の内径の寸法よりも僅かに小さくなっている。また、スラスト座面6の外径の中心位置A’は、半割スラスト軸受8の外径の中心位置A’と同心であり、スラスト座面6の外径の寸法は、半割スラスト軸受8の外径の寸法よりも僅かに大きくなっている。すなわち、スラスト座面6の外径の中心位置A’は、スラスト座面6の内径の中心位置Aとスラスト座面6の周方向中央部とを結ぶ中心線上で、スラスト座面6の内径の中心位置Aに対してスラスト座面6の周方向中央部側から遠くなるように偏心させている。これにより、分割型軸受ハウジング4のシリンダブロック2に対して、スラスト座面6を1回の機械加工で形成することが可能となり、クランク軸11のスラスト軸受装置1の生産性を高めることができる。
【0019】
また、図4に示すように、V型内燃機関では、気筒9a内にて燃焼が生じる際、半割スラスト軸受8に対向するピストン連結部(図示しない)のクランクアームが気筒9aの軸線X1上に位置するため、半割スラスト軸受8の中心線と一致するバンク角の二等分線Cに対して、クランクアームの弾性変形に伴った負荷が気筒9aの軸線方向X1に傾いて偏っている。このようなV型内燃機関に対して本発明の実施形態に係るクランク軸11のスラスト軸受装置1を適用した場合、半割スラスト軸受8の周方向中央部よりも周方向両端部側のほうがスラスト面の面積が広いため、半割スラスト軸受8の周方向両端部のうち、負荷が集中しやすい部分(気筒9aの軸線方向X1側)でのスラスト面の面積が不足するのを防ぎ、負荷が集中しにくい部分(気筒9aの軸線方向X1と異なる側)とのスラスト面の面圧の差を緩和することができる。なお、気筒9b内にて燃焼が生じる際にもクランクアームの弾性変形に伴った負荷が気筒9bの軸線方向X2に傾いて偏ることになるが、軸受孔5の開口両端面のうち背面に組み付けられた半割スラスト軸受8が同様に作用する。
【0020】
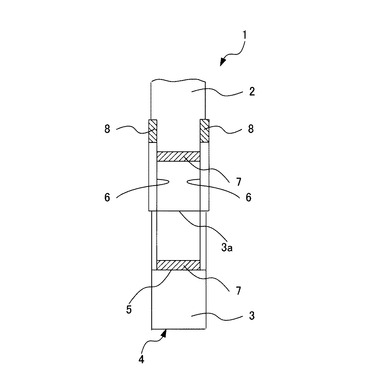
また、図5に示すように、分割型軸受ハウジング4を構成するシリンダブロック2と軸受キャップ3とのうちシリンダブロック2側には、軸受孔5の開口両端面に半割スラスト軸受8を組み付けることが可能な凹状のスラスト座面6を形成し、該スラスト座面6に半割スラスト軸受8が組み付けられた際に、半割スラスト軸受8の周方向両端面が、シリンダブロック2と軸受キャップ3との合わせ面のうち軸受キャップ3側の合わせ面3aと接するように位置させている。このように、半割スラスト軸受8のスラスト面の背面は、シリンダブロック2側にしか接しておらず、シリンダブロック2と軸受キャップ3との組付時において、その合わせ面3aに段差が発生したとしても、半割スラスト軸受8が段差の影響を受けることがない。すなわち、シリンダブロック2と軸受キャップ3との合わせ面3aでの段差によって半割スラスト軸受8のスラスト面が傾くことがないため、半割スラスト軸受8の摺動時において、クランク軸11のスラストカラー面12との片当りが発生することがなく、半割スラスト軸受8が局部的に損傷することもない。
【0021】
また、上記のように、分割型軸受ハウジング4を構成するシリンダブロック2と軸受キャップ3とのうちシリンダブロック2側には、軸受孔5の開口両端面に半割スラスト軸受8を組み付けることが可能な凹状のスラスト座面6を形成することにより、軸受キャップ3側には、スラスト座面6を形成するための加工の必要がなく、クランク軸11のスラスト軸受装置1の生産性を高めることができる。また、スラスト座面6に半割スラスト軸受8が組み付けられた際に、半割スラスト軸受8の周方向両端面が、シリンダブロック2と軸受キャップ3との合わせ面のうち軸受キャップ3側の合わせ面3aと接するように位置することにより、軸受キャップ3側の合わせ面3aが半割スラスト軸受8の回転止め構造として機能し、スラスト座面6とは別個の回転止め構造を形成するための加工の必要がなく、クランク軸11のスラスト軸受装置1の生産性を高めることができる。
【0022】
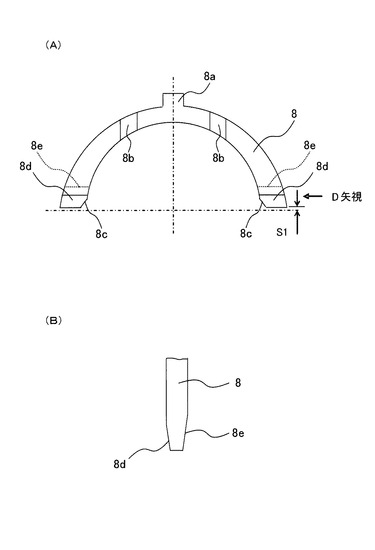
以上説明した実施形態に係る半割スラスト軸受8においては、図6に示すように、従来の半割スラスト軸受と同じく、次のような構成とすることが可能である。例えば、図6(A)に示すように、半割スラスト軸受8の外周面には、外側に突出する突起8aを形成してもよい。この突起8aは、分割型軸受ハウジング4のスラスト座面6と一体的に形成される係合溝(図示しない)に嵌合されて、スラスト座面6での半割スラスト軸受8の回転止めや、スラスト座面6に対する半割スラスト軸受8の位置決めがなされる。また、図6(A)に示すように、半割スラスト軸受8のスラスト面には、クランク軸11のスラストカラー面12との間に油をスムーズに供給するため、外周面と内周面とを連通する油溝8bを形成してもよい。また、図6(A)に示すように、半割スラスト軸受8の内径面における周方向両端部の領域には、周方向端部に向かって切除する切除部8cを形成してもよい。また、図6(A)に示すように、半割スラスト軸受8の周方向両端面には、スラスト座面6の周方向両端部を結ぶ仮想線との間に、S1=0.5mm程度の隙間を形成してもよい。
【0023】
さらに、図6(A)に示すように、半割スラスト軸受8のスラスト面における周方向両端部の領域には、クランク軸11のスラストカラー面12との局部当りを防止するため、周方向端部に向かって下降傾斜する傾斜面8dを形成してもよい。また、図6(B)に示すように、半割スラスト軸受8のスラスト面の背面における周方向両端部の領域には、シリンダブロック2に形成されたスラスト座面6との局部当りを防止するため、周方向端部に向かって下降傾斜する傾斜面8eを形成してもよい。
【0024】
また、本発明は、クランク軸11のスラスト軸受装置1をV型内燃機関に適用した場合を例示して説明したが、これに限らず、W型内燃機関や水平対向型内燃機関、等の他型の内燃機関にも適用することが可能である。
【符号の説明】
【0025】
1 スラスト軸受装置
2 シリンダブロック
3 軸受キャップ
3a 合わせ面
4 分割型軸受ハウジング
5 軸受孔
6 スラスト座面
8 半割スラスト軸受
11 クランク軸
【特許請求の範囲】
【請求項1】
クランク軸を回転自在に支持する軸受孔を有する分割型軸受ハウジングに、前記クランク軸のスラスト荷重を受ける半割スラスト軸受が配置された内燃機関のクランク軸の半割スラスト軸受装置において、
前記分割型軸受ハウジングを構成するシリンダブロックと軸受キャップとのうち前記シリンダブロック側には、前記軸受孔の開口両端面に前記半割スラスト軸受を組み付けることが可能な凹状のスラスト座面を形成し、該スラスト座面に前記半割スラスト軸受が組み付けられた際に、前記半割スラスト軸受の周方向両端面が、前記シリンダブロックと前記軸受キャップとの合わせ面のうち前記軸受キャップ側の合わせ面と接するように位置し、
前記半割スラスト軸受の内径の中心位置は、前記軸受孔の開口の中心位置と同心であり、
前記半割スラスト軸受の外径の中心位置は、前記半割スラスト軸受の内径の中心位置と前記半割スラスト軸受の周方向中央部とを結ぶ中心線上で、前記半割スラスト軸受の内径の中心位置に対して前記半割スラスト軸受の周方向中央部側から遠くなるように偏心させることにより、前記半割スラスト軸受のスラスト面が、前記半割スラスト軸受の周方向中央部から周方向両端部側に向かって次第に広くなることを特徴とする内燃機関のクランク軸の半割スラスト軸受装置。
【請求項1】
クランク軸を回転自在に支持する軸受孔を有する分割型軸受ハウジングに、前記クランク軸のスラスト荷重を受ける半割スラスト軸受が配置された内燃機関のクランク軸の半割スラスト軸受装置において、
前記分割型軸受ハウジングを構成するシリンダブロックと軸受キャップとのうち前記シリンダブロック側には、前記軸受孔の開口両端面に前記半割スラスト軸受を組み付けることが可能な凹状のスラスト座面を形成し、該スラスト座面に前記半割スラスト軸受が組み付けられた際に、前記半割スラスト軸受の周方向両端面が、前記シリンダブロックと前記軸受キャップとの合わせ面のうち前記軸受キャップ側の合わせ面と接するように位置し、
前記半割スラスト軸受の内径の中心位置は、前記軸受孔の開口の中心位置と同心であり、
前記半割スラスト軸受の外径の中心位置は、前記半割スラスト軸受の内径の中心位置と前記半割スラスト軸受の周方向中央部とを結ぶ中心線上で、前記半割スラスト軸受の内径の中心位置に対して前記半割スラスト軸受の周方向中央部側から遠くなるように偏心させることにより、前記半割スラスト軸受のスラスト面が、前記半割スラスト軸受の周方向中央部から周方向両端部側に向かって次第に広くなることを特徴とする内燃機関のクランク軸の半割スラスト軸受装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2013−32818(P2013−32818A)
【公開日】平成25年2月14日(2013.2.14)
【国際特許分類】
【出願番号】特願2011−169618(P2011−169618)
【出願日】平成23年8月2日(2011.8.2)
【出願人】(591001282)大同メタル工業株式会社 (179)
【Fターム(参考)】
【公開日】平成25年2月14日(2013.2.14)
【国際特許分類】
【出願日】平成23年8月2日(2011.8.2)
【出願人】(591001282)大同メタル工業株式会社 (179)
【Fターム(参考)】
[ Back to top ]