
内燃機関のピストン
【課題】ピストンの外観から所定の複層皮膜が施されていることを、例えば視認によって判断することができる内燃機関のピストンを提供する。
【解決手段】アルミニウム合金製ピストン1の基材1aの両スカート部8,9の外周面に、下層皮膜組成物22と上層皮膜組成物21の2層の皮膜組成物を施した。下層皮膜組成物を施した際に、両スカート部の周方向のほぼ中央位置で、かつ下側の位置に小さな正方形状の第1窓部30が同時に設けられる。一方、上層皮膜組成物を施した際に、両スカート部の周方向のほぼ中央位置で、かつ上側の位置に小さな正方形の第2窓部31が同時に設けられており、この形成位置が第1窓部の形成位置とはオーバーラップしない位置になっている。よって、両皮膜組成物が施されている場合は、両窓部が塞がれた状態になり、一方のみの皮膜組成物が誤って施されていない場合は、いずれかの窓部が開いている状態になる。
【解決手段】アルミニウム合金製ピストン1の基材1aの両スカート部8,9の外周面に、下層皮膜組成物22と上層皮膜組成物21の2層の皮膜組成物を施した。下層皮膜組成物を施した際に、両スカート部の周方向のほぼ中央位置で、かつ下側の位置に小さな正方形状の第1窓部30が同時に設けられる。一方、上層皮膜組成物を施した際に、両スカート部の周方向のほぼ中央位置で、かつ上側の位置に小さな正方形の第2窓部31が同時に設けられており、この形成位置が第1窓部の形成位置とはオーバーラップしない位置になっている。よって、両皮膜組成物が施されている場合は、両窓部が塞がれた状態になり、一方のみの皮膜組成物が誤って施されていない場合は、いずれかの窓部が開いている状態になる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、外周面に複層皮膜が施された内燃機関のピストンに関する。
【背景技術】
【0002】
周知のように、例えば自動車用内燃機関のピストンの耐摩耗性または耐焼き付き性を改善する方法の一つとして、以下の特許文献1に記載された技術がある。
【0003】
この技術は、ピストン基材の表面に、結合樹脂であるエポキシ樹脂及びポリアミドイミド樹脂と、固体潤滑剤であるポリテトラフルオロエチレン、二硫化モリブデンの下層皮膜組成物を施し、さらにこの表面に、結合樹脂であるエポキシ樹脂及びポリアミドイミド樹脂と、固体潤滑剤である窒化ホウ素と、硬質粒子である窒化珪素及びアルミナとからなる上層皮膜組成物を施して二重の皮膜組成物を形成したものである。これによって、耐摩耗性に優れると共に、初期馴染み性と耐焼き付け性を向上させるようになっている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2008−56750号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、前記従来の技術は、上下の複層皮膜は単に重合状態になっていることから、ピストンの外観からは複数の皮膜層が施されているか否かは分からない。したがって、単一の皮膜層になっている場合でもそのまま製品として流通してしまうおそれがあり、信頼性に欠ける。
【0006】
本発明は、ピストンの外面に所定の複層皮膜が施されていることを、ピストンの外観から判断することができる内燃機関のピストンを提供することを目的としている。
【課題を解決するための手段】
【0007】
請求項1に記載の発明は、ピストン基材の径方向に形成された一対のスカート部の少なくとも一方の表面に複層皮膜を施した内燃機関のピストンであって、前記複層皮膜におけるそれぞれの単層皮膜に、それぞれ形成位置の異なるマークを設けたことを特徴としている。
【0008】
請求項2に記載の発明は、とりわけ、少なくとも一方のスカート部の外面に施された上層皮膜に窓部を設けると共に、該窓部からピストン基材の表面あるいは下層皮膜が表出していることを特徴とする内燃機関のピストン。
【0009】
請求項3に記載の発明は、複層皮膜は固定潤滑剤を含有すると共に、前記複層皮膜における各単層皮膜から非皮膜部を介して離間した位置でかつそれぞれ異なる位置にマークを施したことを特徴とする内燃機関のピストン。
【発明の効果】
【0010】
本発明によれば、マークや窓部を利用してピストンの外観から所定の複層皮膜が施されていることを判断することができる。
【図面の簡単な説明】
【0011】
【図1】本発明に係るピストンの第1実施形態の一部を断面して示す正面図である。
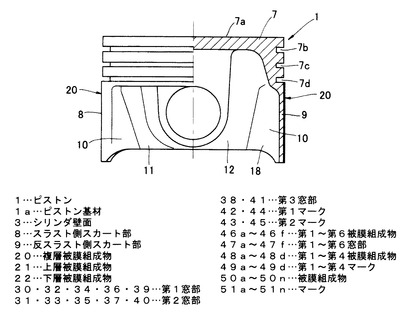
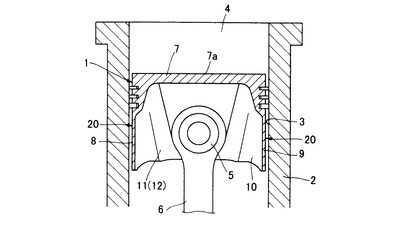
【図2】本実施形態のピストンが内燃機関に適用された状態を示す要部縦断面図である。
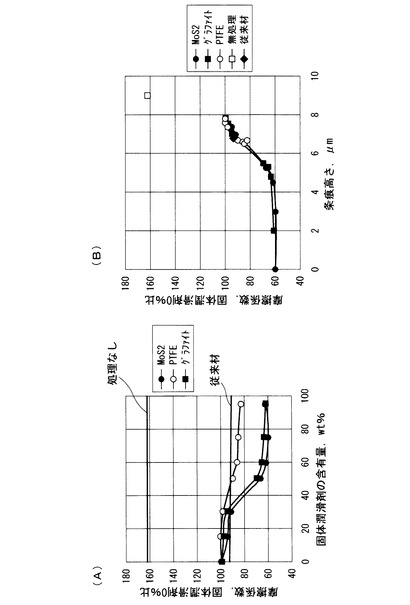
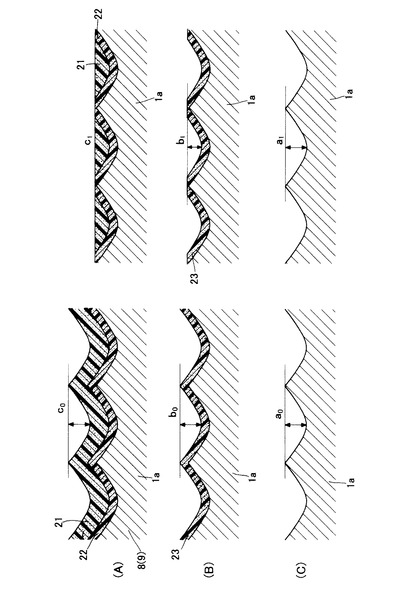
【図3】Aは固体潤滑剤の含有量と摩擦係数との関係を示し、Bは条痕高さと摩擦係数との関係を示す特性図である。
【図4】Aは本実施形態における摺動による複層皮膜組成物の摩耗前と摩耗後の状態を模式的に示し、Bは上層皮膜が形成されていない表面処理摺動による摩耗前と摩耗後の状態を示し、Cは皮膜が形成されていない表面無処理の摺動による摩耗前と摩耗後の状態を模式的に示す拡大断面図である。
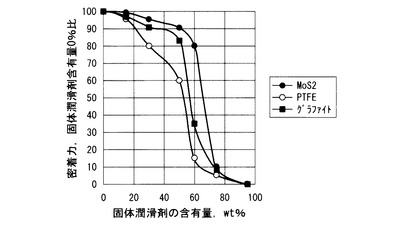
【図5】固体潤滑剤の含有量と密着力の関係を示す特性図である。
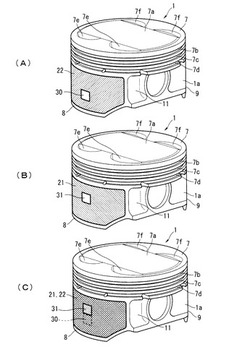
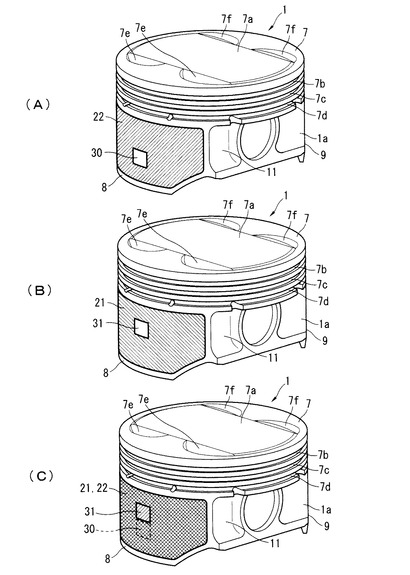
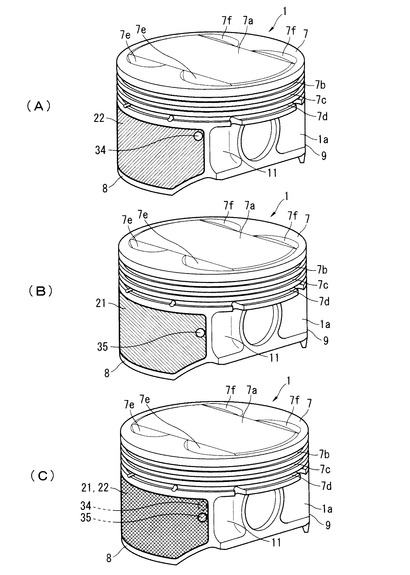
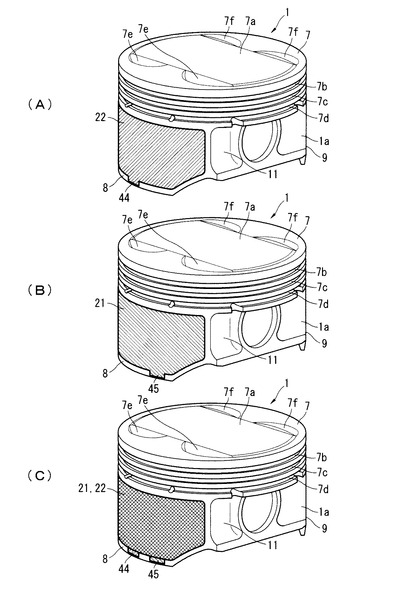
【図6】本実施形態のピストンに施された複層皮膜組成物の形成状態を示し、Aは下層皮膜組成物のみが施された状態を示すピストンの斜視図、Bは上層皮膜組成物のみが施された状態を示すピストンの斜視図、Cは下層皮膜組成物に上層皮膜組成物が施された状態を示す斜視図である。
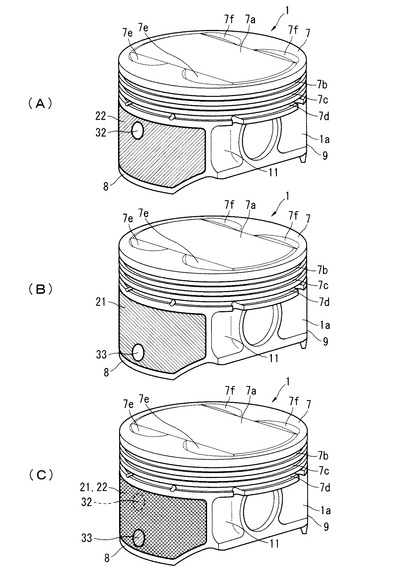
【図7】第2実施形態のピストンを示し、Aは下層皮膜組成物のみが施された状態を示すピストンの斜視図、Bは上層皮膜組成物のみが施された状態を示すピストンの斜視図、Cは下層皮膜組成物に上層皮膜組成物が施された状態を示す斜視図である。
【図8】第3実施形態のピストンを示し、Aは下層皮膜組成物のみが施された状態を示すピストンの斜視図、Bは上層皮膜組成物のみが施された状態を示すピストンの斜視図、Cは下層皮膜組成物に上層皮膜組成物が施された状態を示す斜視図である。
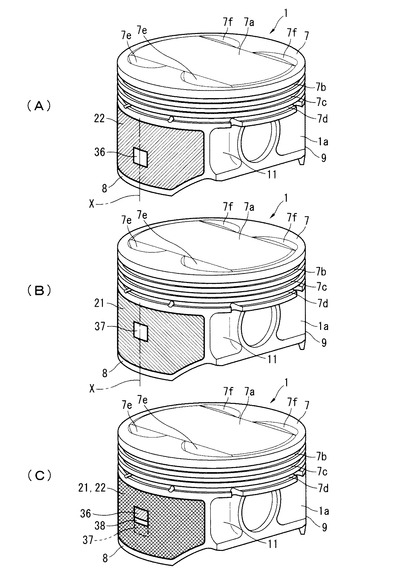
【図9】第4実施形態のピストンを示し、Aは下層皮膜組成物のみが施された状態を示すピストンの斜視図、Bは上層皮膜組成物のみが施された状態を示すピストンの斜視図、Cは下層皮膜組成物に上層皮膜組成物が施された状態を示す斜視図である。
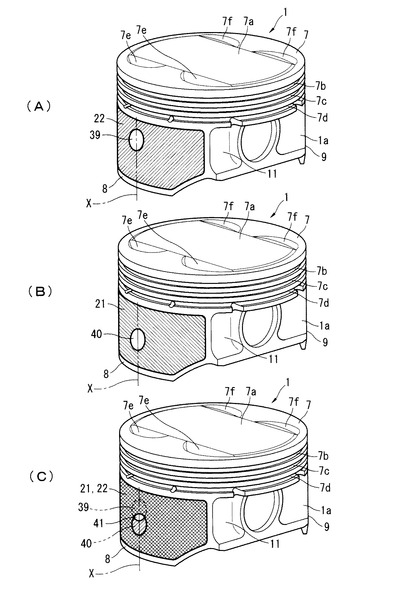
【図10】第5実施形態のピストンを示し、Aは下層皮膜組成物のみが施された状態を示すピストンの斜視図、Bは上層皮膜組成物のみが施された状態を示すピストンの斜視図、Cは下層皮膜組成物に上層皮膜組成物が施された状態を示す斜視図である。
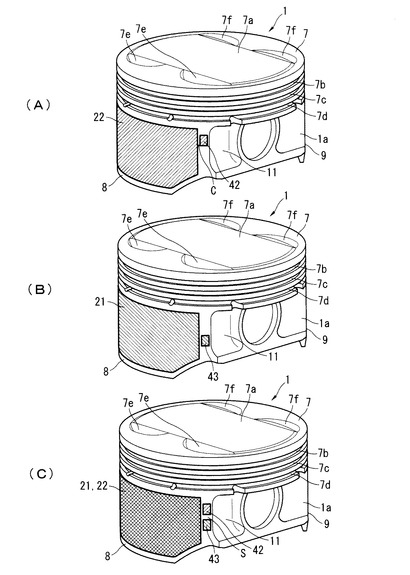
【図11】第6実施形態のピストンを示し、Aは下層皮膜組成物のみが施された状態を示すピストンの斜視図、Bは上層皮膜組成物のみが施された状態を示すピストンの斜視図、Cは下層皮膜組成物に上層皮膜組成物が施された状態を示す斜視図である。
【図12】第7実施形態のピストンを示し、Aは下層皮膜組成物のみが施された状態を示すピストンの斜視図、Bは上層皮膜組成物のみが施された状態を示すピストンの斜視図、Cは下層皮膜組成物に上層皮膜組成物が施された状態を示す斜視図である。
【図13】第8実施形態のピストンを示し、Aは下層皮膜組成物のみが施された状態を示すピストンの斜視図、Bは上層皮膜組成物のみが施された状態を示すピストンの斜視図、Cは下層皮膜組成物に上層皮膜組成物が施された状態を示す斜視図である。
【図14】第9実施形態のピストンを示し、Aは下層皮膜組成物のみが施された状態を示すピストンの斜視図、Bは上層皮膜組成物のみが施された状態を示すピストンの斜視図、Cは下層皮膜組成物に上層皮膜組成物が施された状態を示す斜視図である。
【図15】第10実施形態のピストンを示し、Aは下層皮膜組成物のみが施された状態を示すピストンの斜視図、Bは上層皮膜組成物のみが施された状態を示すピストンの斜視図、Cは下層皮膜組成物に上層皮膜組成物が施された状態を示す斜視図である。
【図16】第11実施形態のピストンを示し、Aは下層皮膜組成物のみが施された状態を示すピストンの斜視図、Bは上層皮膜組成物のみが施された状態を示すピストンの斜視図、Cは下層皮膜組成物に上層皮膜組成物が施された状態を示す斜視図である。
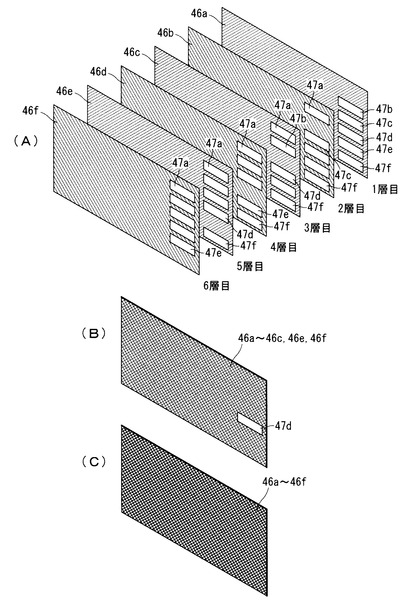
【図17】第12実施形態のピストンに施される複層皮膜組成物における各層の皮膜処理パターンを示し、Aは一層目〜6層目まで順に複数の窓部を残して皮膜をそれぞれ形成した場合のパターンを示し、Bは4層目の皮膜組成物を処理し忘れた場合、Cは全ての皮膜組成物を施した場合を示している。
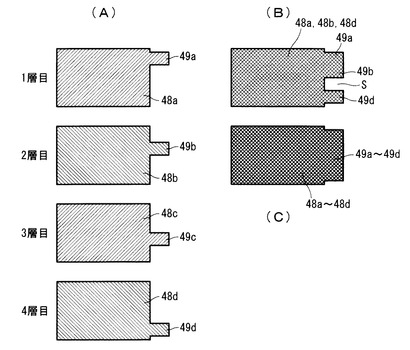
【図18】第13実施形態のピストンに施される複層皮膜組成物における各層の皮膜処理パターンを示し、Aは一層目〜4層目まで順に単一のマークをそれぞれ形成した場合のパターンを示し、Bは3層目の皮膜組成物を処理し忘れた場合、Cは全ての皮膜組成物を施した場合を示している。
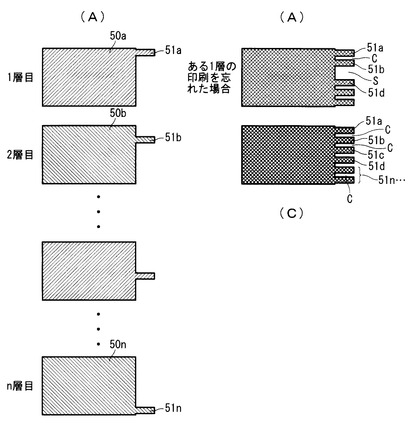
【図19】第14実施形態のピストンに施される複層皮膜組成物における各層の皮膜処理パターンを示し、Aは一層目〜n層目まで順に単一のマークをそれぞれ形成した場合のパターンを示し、Bは3層目の皮膜組成物を処理し忘れた場合、Cは全ての皮膜組成物を施した場合を示している。
【図20】第15実施形態のピストンを示し、Aは下層皮膜組成物のみが施された状態を示すピストンの斜視図、Bは上層皮膜組成物のみが施された状態を示すピストンの斜視図、Cは下層皮膜組成物に上層皮膜組成物が施された状態を示す斜視図である。
【図21】Aは第15実施形態における下層皮膜組成物の皮膜部を示し、Bは皮膜部の第2変形例、Cは皮膜部の第3変形例、Dは皮膜部の第4変形例を示している。
【発明を実施するための最良の形態】
【0012】
以下、本発明に係る内燃機関のピストンの実施形態を図面に基づいて詳述する。なお、本実施形態に供されるピストンは、4サイクル・ガソリンエンジンに適用したものである。
【0013】
〔第1実施形態〕
ピストン1は、図2に示すように、シリンダブロック2に形成されたほぼ円柱状のシリンダ壁面3に摺動自在に設けられ、該シリンダ壁面3と図外のシリンダヘッドとの間に燃焼室4を形成するようになっていると共に、ピストンピン5に連結されたコンロッド6を介して図外のクランクシャフトに連結されている。
【0014】
前記ピストン1は、全体がAC8A Al−Si系のアルミニウム合金によって一体に鋳造され、図1、図2、図6に示すように、ほぼ円筒状に形成されて、冠面7a上に前記燃焼室4を画成する冠部7と、該冠部7の下端外周縁に一体に設けられた円弧状の一対のスラスト側スカート部8及び反スラスト側スカート9と、該各スカート部8、9の円周方向の両側端に各連結部位10を介して連結された一対のエプロン部11,12と、を備えている。
【0015】
前記冠部7は、比較的肉厚に形成された円盤状を呈し、冠面7a上に吸排気弁との干渉を防止するバルブリセス7e、7fがそれぞれ形成されていると共に、外周部にプレッシャリングやオイルリングなどの3つのピストンリングを保持するリング溝7b、7c、7dが形成されている。
【0016】
前記両スカート部8,9は、ピストン1の軸心を中心とした左右の対称位置に配置されて、横断面ほぼ円弧状に形成されていると共に、それぞれの肉厚はほぼ全体が比較的薄肉に形成されている。前記スラスト側スカート部8は、膨張行程時などにピストン1が下死点方向へストロークした際に、前記コンロッド6の角度との関係で前記シリンダ壁面3に傾きながら圧接するようになっている一方、反スラスト側のスカート部9は、圧縮行程時などにピストン1が上昇ストロークした際に、シリンダ壁面3に反対に傾きながら圧接するようになっている。前記各スカート部8,9のシリンダ壁面3に対する圧接荷重は、燃焼圧力を受けてシリンダ壁面3に圧接する前記スラスト側スカート部8の方が大きくなっている。
【0017】
そして、前記ピストン1のスラスト側スカート部8と反スラスト側スカート部9には、図1及び図4Aに示すように、上下二層の複層皮膜組成物20が施されている。
【0018】
この複層皮膜組成物20は、上層皮膜組成物21と下層皮膜組成物22とからなり、結合樹脂として、耐熱性、耐摩耗性及び密着性に優れたエポキシ樹脂、ポリイミド樹脂、ポリアミドイミド樹脂のいずれか1種か2種を使用する。
【0019】
具体的に説明すれば、前記上層皮膜組成物21は、結合樹脂であるエポキシ樹脂とポリイミド樹脂、ポリアミドイミド樹脂のいずれか1種を5〜50wt%に設定し、固体潤滑剤である二硫化モリブデン(MoS2)を50〜95wt%に設定した。
【0020】
前記結合樹脂が5wt%未満になると、結合力の低下によって下層皮膜組成物22との密着性が低下し、逆に50wt%を超えると固体潤滑剤が相対的に少なくなるため、初期馴染み性が低下する。
【0021】
前記下層皮膜組成物22は、結合樹脂が上層皮膜組成物21と同じく、エポキシ樹脂、ポリイミド樹脂、ポリアミドイド樹脂の1種を50wt%以上に設定した。一方、固体潤滑剤としては、基本的に、ポリテトラフルオロエチレン(PTFE)、二硫化モリブデン(MoS2)、グラファイト(GF)のいずれか1種以上を50wt%以下に設定した。なお、固体潤滑剤を含有しなくともよい。
【0022】
前記下層皮膜組成物22において、前記結合樹脂が50wt%未満ではピストン基材1aとの密着性が低下する。図5に示すように、結合樹脂PAIに各々の固体潤滑剤を添加していったときの密着力の変化は固体潤滑剤が50wt%を超えると、つまり結合樹脂が50wt%未満では急激に低下することがわかる。
【0023】
すなわち、下層皮膜組成物22は、ピストン基体1との密着性を確保することと、上層皮膜組成物21との密着性を確保する役割を有する。
【0024】
したがって、下層皮膜組成物22に固体潤滑剤を含有する必要はないが、密着性が確保される範囲での固体潤滑剤の添加による皮膜の特性向上は許され、前記ポリテトラフルオロエチレンが15wt%未満では潤滑性が低下し、30wt%を超えると摩耗量が増大する。
【0025】
さらに、固体潤滑剤としての二硫化モリブデンが5wt%未満では耐焼き付き性が低下し、20wt%を超えると皮膜強度の低下により摩耗量が増大する。
【0026】
また、固体潤滑剤の二硫化モリブデンについては、グラファイトとの相乗効果によって耐焼き付け性の向上を図ることができる。
【0027】
すなわち、下層皮膜組成物22については、固体潤滑剤として、前記ポリテトラフルオロエチレンに加えて二硫化モリブデンとグラファイトを併用することができる。この場合、二硫化モリブデンとグラファイトは合計5〜20wt%とし、かつ二硫化モリブデンを1〜10wt%とすることが望ましい。
【0028】
二硫化モリブデンが1wt%未満では併用による耐焼き付き性の向上の効果が得られず、10wt%を超えると耐摩耗性が低下するからである。
【0029】
また、上層皮膜組成物21の固体潤滑剤である二硫化モリブデンなどの含有量を50〜95wt%に設定したのは、図3に示す実験結果から50wt%未満では初期馴染み性が低下してしまい、95wt%を超えると、前記結合樹脂が5wt%未満になってしまい、これでは、前述したように、結合力の低下によって下層皮膜組成物22との密着性が低下してしまうからである。
【0030】
複層皮膜組成物20を構成する前記上層皮膜組成物21と下層皮膜組成物22を調整するには、例えば結合樹脂であるエポキシ樹脂とポリイミド樹脂、ポリアミドイミド樹脂に有機溶剤を配合し、その樹脂溶液に固体潤滑剤を加え、必要に応じてさらに硬質粒子を添加してビーズミルなどを用いて混合分散すればよい。
【0031】
なお、結合樹脂と、PTFEやMoS2、GFの固体潤滑剤と、硬質粒子との配合量は、合わせて100wt%となるように調整する。
【0032】
また、本発明の複層皮膜組成物20は、必要に応じて有機溶剤により希釈して、塗料としてピストン基材1aに塗布する。
【0033】
すなわち、ピストン基材1a(スラスト側スカート部と反スラスト側スカート部)の外周面に、下層皮膜組成物22と上層皮膜組成物21を順番に塗布し、焼成して硬化させることにより、複層皮膜組成物20が得られる。
【0034】
前記希釈に用いる有機溶剤は、溶剤系であっても結合樹脂を溶解させることが可能であれば、特に限定されるものではない。
【0035】
焼成温度や焼成時間などの焼成条件は適宜設定すればよく、200℃以下での焼成も可能なため、アルミニウム合金ピストン1の基材にも適用することができる。
【0036】
なお、複層皮膜組成物20の膜厚は、適宜選択することができるが、塗布の作業性や費用面などを考慮すると、5〜40μm程度が望ましい。
【0037】
以下、ピストン基材1aに複層皮膜組成物20を表面処理する具体的な方法について説明する。
【0038】
〔第1の表面処理方法〕
まず、ピストン基材1aの表面を、溶剤脱脂やアルカリ脱脂などの前処理により油分や汚れを除去する。
【0039】
次に、このピストン基材1aの表面にエアースプレーやスクリーン印刷などの既知の方法によって下層皮膜組成物22を塗布し、続いて、この下層皮膜組成物22の上面に上層皮膜組成物21を塗布する。
【0040】
その後、乾燥させて有機溶剤を除去し、例えば、180℃×30分あるいは200℃×20分などの既知の条件で焼成することにより、下層皮膜組成物22と上層皮膜組成物21からなる複層皮膜組成物10を形成することができる。
【0041】
〔第2の表面処理方法〕
また別の表面処理方法としては、複層皮膜組成物20を形成すべきピストン基材1aの表面を、溶剤脱脂とアルカリ脱脂などの前処理により油分や汚れを除去する。
【0042】
そのピストン基材1aの表面にエアースプレーやスクリーン印刷などの既知の方法により、まず、下層皮膜組成物22を塗布する。その後、例えば、180℃×30分、あるいは200℃×20分などの既知の条件で焼成する。
【0043】
続いて、前記ピストン基材1aを焼成炉から取り出してピストン基材1aの温度が50〜120℃にあるときに前記下層皮膜組成物22の上面に上層皮膜組成物21を塗布する。その後、焼成しないで乾燥させることにより、下層皮膜組成物22と上層皮膜組成物21からなる複層皮膜組成物10を形成することができる。
【0044】
本発明の複層皮膜組成物は、オイル潤滑環境下及びドライ潤滑環境下における様々な用途の摺動部材に幅広く適用可能である。複層皮膜組成物の結合樹脂であるエポキシ樹脂とポリイミド樹脂、ポリアミドイミド樹脂は密着性に優れることから、基材を選ばず、例えば、各種アルミニウム合金材の他に、鋳鉄、鋼、銅合金などの基材に適用することが可能である。その中で、前記実施例のような内燃機関のピストン1、特にスラスト側スカート部8と反スラスト側スカート部9への適用が好適である。
【0045】
〔実験例〕
すなわち、外周面に条痕形状を有するピストン1において、前記下層皮膜組成物22と上層皮膜組成物21の膜厚をt1,t2とし、条痕高さをaとした場合には、以下の式を満足する。
【0046】
t2≧a−5(μm) t1≧2(μm)
結合樹脂としてポリアミドイミド樹脂(PAI)、固体潤滑剤としてグラファイト(GF)、二硫化モリブデン(MoS2)、ポリテトラフルオロエチレン(PTFE)の含有量を0〜95wt%まで変化させた。
【0047】
下記の表1に示す上層皮膜組成物及び下層皮膜組成物の組成となるように配合した。
【0048】
【表1】

【0049】
前記の試料21を除く試料1〜59の各皮膜組成物に有機溶剤を加えて混合した後、ビーズミルにて30分間分散し、それぞれ上層皮膜用塗料と下層皮膜用塗料を得た。
【0050】
この各上層皮膜用塗料と下層皮膜用塗料を、図4に示す表面形状をもつアルミニウム合金AC8A製のテストピース20に、全ての下層皮膜が3〜6μmの塗膜厚さになるようにそれぞれ塗布し、その後、190℃で30分間の焼成を行った。
【0051】
続いて、全ての上層皮膜が5〜11μmの塗膜厚さになるように塗布し、その後、焼成を行わずに自然乾燥させた。なお、下層皮膜を塗布した後、強制乾燥させ、上層皮膜を塗布した後に、190℃で30分間焼成してもよい。
【0052】
得られた試料1〜20の二層の表面処理されたものと、表面処理のない無処理のもの(試料21)について、チップオンリング式摩擦摩耗試験機により、滑り速度:2m/秒、相手材:FC250、滑り距離:600m、面圧:1.3MPa、エンジンオイルの滴下量を5mg/minの潤滑環境下で試験し、前記滑り距離における摩擦係数を測定した。
【0053】
図3A、Bはその結果の条痕高さと摩擦係数の関係を示している。この図から明らかなように、摩擦係数は条痕高さで一義的に決まる。条痕高さが5μm以下で最も低い摩擦係数となって一定値となる。
【0054】
すなわち、低摩擦係数を得るためには、上層皮膜を速やかに摩耗させれば良いことがわかる。したがって、摩耗し易い上層皮膜組成物21は図3Aから明らかなように、固体潤滑剤を50wt%以上含有すれば良く、固体潤滑剤として二硫化モリブデン(MoS2) が最も効果的であり、グラファイト(GF)やポリテトラフルオロエチレン(PTFE)ではその効果は小さい。
【0055】
図4において、Aは本実施例を示し、上層皮膜組成物21を摩耗し易い組成にした結果、元の条痕高さc0であったものが、摺動によってc1となる。一方、Cの無処理の場合、元の条痕高さa0であったものが、摺動によってa1となるが、アルミニウム合金の方が固体潤滑剤と結合樹脂で構成された皮膜より摩耗し難いことが明らかであって、a1>c1となる。
【0056】
すなわち、本実施例により低摩擦が得られる。また、従来材であるBは元の条痕高さがb0であったものがb1になる。この従来材の単層皮膜はアルミニウム合金より摩耗し易いがAの上層皮膜より摩耗しにくいため、a1>b1>c1となることが明白である。本実施例は、従来材よりも低摩擦が得られることになる。例えば、図4Aでa0=10μmで摺動によって1μmだけ摩耗して条痕高さa1=9μmの高さになり、摩擦係数が上層皮膜の固体潤滑剤0wt%のものに対して162%と極めて大きくなった(試料No.21)。
【0057】
これに対して、上層皮膜のMoS275wt%含有する皮膜の場合は、7μm摩耗してb1=3μmとなって摩擦係数は60%と極めて小さくなった(試料No.6)。
【0058】
また、図4Aから上層皮膜が従来の特許公報に示されているように、結合樹脂が50wt%を超える場合、すなわち、固体潤滑剤が50wt%未満であると摩耗が促進されず、無処理よりは低摩擦が得られるが、本実施例には及ばない(試料No.2,3,8,9,20参照)。
【0059】
それでは、下層皮膜を本実施例と同組の皮膜とした場合、つまり、固体潤滑剤を50wt%以上に設定した場合、図5に記載されているように、ピストン基材1との密着性が低下して実用に適さない(試料No.22〜40参照)。
【0060】
そこで、下層皮膜は、ピストン基材1との密着性を確保し、同時に固体潤滑剤を50wt%以上含有した上層皮膜との密着性を確保する。
【0061】
アルミニウム合金基材との密着性の無い結合樹脂5wt%、二硫化モリブデン95wt%の皮膜を上層皮膜とし、下層皮膜に結合樹脂PAIを固体潤滑剤として、PAI、MoS2、PTFEをそれぞれ15,30,50,60,75,95wt%含有した皮膜構成として密着力を測定した結果(試料41〜59)、すべて下層皮膜とアルミニウム合金基材から剥離して密着性の無い上層皮膜組成物でも下層皮膜の固体潤滑剤を50wt%以下とすることで密着力が確保できることがわかる。
【0062】
以上のように、本実施例によれば、ピストン基材1aに対する下層皮膜組成物22の密着性に優れると共に、特に、上層皮膜組成物21の固体潤滑剤を、少なくとも二硫化モリブデン(MoS2)の含有量が50wt%〜95wt%に設定したことによって、ピストン1のスラスト側、反スラスト側スカート部8,9の外周面がシリンダ壁面3に摺動した際の初期馴染み性、つまり、上層皮膜組成物21の表面が短時間で摩耗することによってなめらかな摺動面が速やかに形成され、即座に優れた初期馴染み性が得られる。
【0063】
そして、この第1実施形態では、前記ピストン1の両スカート部8,9に前記下層皮膜組成物22と上層皮膜組成物21をそれぞれ単層ずつ重合状態に施すわけであるが、これら上下層皮膜組成物21,22が誤りなく施されたか否かをチェックする手段を有している。なお、前記下層皮膜組成物22と上層皮膜組成物21とは、ほぼ黒色に近い色彩になっている。
【0064】
具体的に説明すると、前記下層皮膜組成物22は、図6Aに示すように、該下層皮膜組成物22を施した際に、スラスト側、反スラスト側スカート部8,9の周方向のほぼ中央位置で、かつ下側の位置にマークである第1窓部30が設けられている。この第1窓部30は、比較的小さなほぼ正方形状に形成されていると共に、この下層皮膜組成物22の単一層にのみ設けられている。
【0065】
一方、上層皮膜組成物21は、図6Bに示すように、該上層皮膜組成物21を施した際に、スラスト側、反スラスト側スカート部8,9の周方向のほぼ中央位置で、かつ上側の位置にマークである第2窓部31が設けられている。この第2窓部31は、第1窓部30と同じく比較的小さなほぼ正方形状に形成されていると共に、この上層皮膜組成物21の単一層にのみ設けられており、この形成位置が第1窓部30の形成位置とは重ならない、つまりオーバーラップしない位置になっている。
【0066】
したがって、例えば、前記下層皮膜組成物22のみを施し、上層皮膜組成物21を誤って施さなかった場合には、図6Aに示すように、前記第1窓部30からピストン基材1aの表面である銀色に近いアルミ合金地肌が表出することから、作業者は、視覚によって下層皮膜組成物21だけしか施されていないこと認識、判断することができる。
【0067】
また、逆に上層皮膜組成物21のみを施し、下層皮膜組成物22を誤って施さなかった場合には、図6Bに示すように、前記第2窓部31からピストン基材1aの表面が表出することになる。したがって、作業者は、視覚によって上層皮膜組成物21だけしか施されていないこと認識、判断することができる。
【0068】
また、前記下層皮膜組成物22と上層皮膜組成物21の両方が適正に施されている場合には、前記第1、第2窓部30,31が、図6Cに示すように、それぞれの皮膜組成物21,22によって被覆あるいは下地として表出された状態、つまり塞がれた状態になって全体がほぼ黒色になる。このため、作業者は、これによって両方の皮膜組成物21,22が施されていることを認識、判断することできる。
【0069】
これによって、単一の皮膜層のピストン製品を誤ってそのまま製品として流通することを未然に回避することが可能になり、信頼性を高めることができる。
【0070】
また、各スカート部8,9におけるシリンダ壁面3との摺動の少ない箇所に前記窓部30,31が設けられているので、フリクションの影響を殆ど受けることがなく、摩耗の発生を抑制することができる。また、各スカート部8,9の軸方向の設計の自由度が大きくなる。
【0071】
また、前記上下層皮膜組成物21,22が適正に施された前記各窓部30,31には、前記上下層皮膜組成物21,22の一方が施された状態になるので、たとえ僅かながらもフリクションの影響を受けた場合でも、摩耗等の発生を抑制することが可能になる。
【0072】
さらに、各皮膜組成物21,22を施す際に、同時に各窓部30,31を形成するので、かかる形成作業が極めて容易であり、特別な装置も必要としないので、コストの高騰も抑制できる。
【0073】
なお、第1、第2窓部30,31の認識対象としては、作業者の視認によるものだけでなく、例えば、カメラなどを利用して機械的に認識することも可能であり、自動化ラインでの作業にも利用できる。
【0074】
〔第2実施形態〕
図7は第2実施形態を示し、この場合も複層皮膜として上下2層の皮膜組成物21,22を対象とし、図7A、Bに示すように、下層皮膜組成物22のマークとして円形状の第1窓部32が設けられ、上層皮膜組成物21のマークとして円形状の第2窓部33が設けられている。この両窓部32,33は、形成位置が第1実施形態のものと同じくそれぞれ上下側に配置されてオーバーラップすることがない。
【0075】
したがって、下層あるいは上層皮膜組成物21,22のいずれか一方のみしか施されてない場合は、第1窓部32か第2窓部33のいずれか一方のみが形成されて、該いずれか一方の窓部32,33からピストン基材1aのアルミ合金地肌が表出している。これにより、作業者は、視覚によって上層皮膜組成物21だけしか施されていないこと認識、判断することができる。
【0076】
したがって、単一の皮膜層のピストン製品を誤ってそのまま製品として流通することを未然に回避することが可能になり、信頼性を高めることができる。
【0077】
また、両方の皮膜組成物21,22が施されている場合は、図7Cに示すように、両窓部32,33には各皮膜組成物21,22の一方が表出して、各窓部32,33が塞がれた状態になっていることから、作業者は、両方の皮膜組成物21,22が施されていることを視覚によって認識、判断することが可能になる。
【0078】
他の作用効果は、前記第1実施形態のものと同様である。
〔第3実施形態〕
図8は第3実施形態を示し、この場合も上下2層の皮膜組成物21,22を対象とし、下層皮膜組成物22のマークとして、図8Aに示すように、スカート部8,9の周方向の一端側で、かつ上端部に小円形状の第1窓部34が設けられ、上層皮膜組成物21のマークとして、図8Bに示すように、スカート部8,9の周方向の一端側で、かつ軸方向のほぼ中央位置に小円形状の第2窓部35が設けられている。この両窓部34,35は、形成位置が上下に異なっていることから互いにオーバーラップすることがない。
【0079】
したがって、下層あるいは上層皮膜組成物21,22のいずれか一方のみしか施されてない場合は、図8A、Bに示すように、第1窓部34か第2窓部35のいずれか一方のみが形成されて、該いずれか一方の窓部34,35からピストン基材1aのアルミ合金地肌が表出している。これにより、作業者は、視覚によって上層皮膜組成物21だけしか施されていないこと認識、判断することができる。
【0080】
この結果、単一の皮膜層のピストン製品を誤ってそのまま製品として流通することを未然に回避することが可能になり、信頼性を高めることができる。
【0081】
また、両方の皮膜組成物21,22が施されている場合は、図8Cに示すように、両窓部34,35には各皮膜組成物21,22が表出して、両窓部34,35が塞がれた状態になっていることから、作業者は、両方の皮膜組成物21,22が施されていることを視覚によって認識、判断することが可能になる。よって、この第3実施形態も前記各実施形態と同様な作用効果が得られる。
【0082】
また、この実施形態では、各窓部34,35が、各スカート部8,9におけるシリンダ壁面3との摺動の少ない箇所に設けられていると共に、その大きさも第2実施形態のものよりも十分に小さく形成されているので、さらにフリクションの影響を殆ど受けることがなくなる。この結果、摩耗の発生を一層抑制することが可能になる。また、各スカート部8,9の軸方向の設計の自由度が大きくなる。
〔第4実施形態〕
図9は第4実施形態を示し、基本構成は第1実施形態と同じく各皮膜組成物21,22にそれぞれほぼ正方形状の第1、第2窓部36,37が形成されているが、これらの形成位置が第1実施形態と異なっている。
【0083】
すなわち、第1、第2窓部36、37は、図9A、Bに示すように、各スカート部8,9の周方向の中央位置で、かつ互いに軸方向の軸心位置Xがほぼ同一となるように設定されていると共に、互いに各スカート部8,9の軸方向のほぼ中央寄りに形成されている。したがって、図9Cに示すように、上下の皮膜組成物21,22が施された際に、両窓部36,37の上下の一部が互いにオーバーラップして第3窓部38が形成されるようになっている。この第3窓部38は、スカート部8,9の周方向へ沿って細長く形成されて、常時、ピストン基材1a表面のアルミ合金地肌が表出している。また、この第3窓部38は、その面積が十分に小さく、かつ形成位置がシリンダ内壁3との摺動が殆どない箇所に設定されている。
【0084】
以上のように、上下の皮膜組成物21,22にそれぞれ各窓部36,37を形成することによって、前記各実施形態と同じく単一の皮膜層のピストン製品を誤ってそのまま製品として流通することを未然に回避することが可能になり、信頼性を高めることができる。また、各スカート部8,9におけるシリンダ壁面3との摺動時のフリクションの影響を受けることがなく、摩耗の発生を抑制することができる。
【0085】
しかも、各皮膜組成物21,22が施された後に、両スカート部8,9の径方向一対の第3窓部38、38を利用して、つまり、前記ピストン基材1aの表面が表出した部位を利用して、例えばマイクロメータなどを用いて両スカート部8、9間の径方向の寸法を精度良く測定することが可能になる。
【0086】
前記両窓部36,37の互いの形成位置は、周方向及び軸方向で必ずしも厳密に設定される必要はなく、各窓部36,37によるマークとしての機能が発揮され、かつ第3窓部38の形が若干変形しても径方向の寸法を測れる程度の大きさが確保できればよいのである。
〔第5実施形態〕
図10は第5実施形態を示し、基本構成は第4実施形態と同じであるが、各窓部39、40がそれぞれ円形状に形成されている。
【0087】
すなわち、第1、第2窓部39、40は、図10A、Bに示すように、各スカート部8,9の周方向の中央位置で、かつ互いに軸方向の軸心位置Xがほぼ同一となるように設定されていると共に、互いに各スカート部8,9の軸方向のほぼ中央寄りに形成されている。したがって、図10Cに示すように、上下の皮膜組成物21,22が施された際に、両窓部39,40の上下の一部が互いにオーバーラップして第3窓部41が形成されるようになっている。この第3窓部41は、スカート部8,9の周方向へ沿った細長い楕円状に形成されて、常時、ピストン基材1a表面のアルミ合金地肌が表出している。また、この第3窓部41は、その面積が十分に小さく、かつ形成位置がシリンダ内壁3との摺動が殆どない箇所に設定されている。
【0088】
以上のように、上下の皮膜組成物21,22にそれぞれ各窓部39,40を形成することによって、前記各実施形態と同じく単一の皮膜層のピストン製品を誤ってそのまま製品として流通することを未然に回避することが可能になり、信頼性を高めることができることは勿論のこと、各スカート部8,9におけるシリンダ壁面3との摺動時のフリクションの影響を受けることがなく、摩耗の発生を抑制することができる。
【0089】
しかも、各皮膜組成物21,22が施された後に、両スカート部8,9の径方向一対の第3窓部41、41を利用して、つまり、前記ピストン基材1aの表面が表出した部位を利用して、例えばマイクロメータなどを用いて両スカート部8、9間の径方向の寸法を精度良く測定することが可能になる。
〔第6実施形態〕
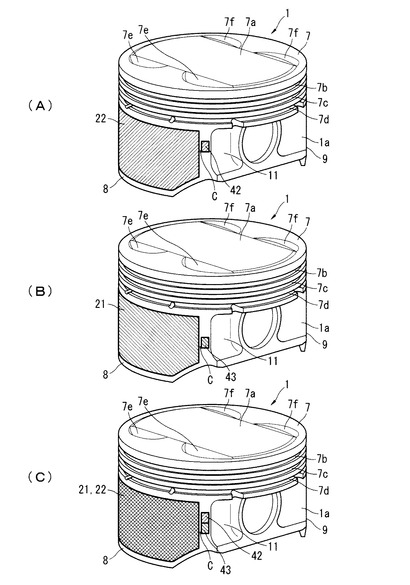
図11は第6実施形態を示し、マークとしての窓部に代えて各単層である上層皮膜組成物21と下層皮膜組成物22の外側に、これらと同じ皮膜組成物を用いた第1、第2マーク42、43が設けられている。
【0090】
すなわち、下層皮膜組成物22側の第1マーク42と,上層皮膜組成物21側の第2マーク43は、図11A〜Cに示すように、各皮膜組成物21,22を形成する際に同時に形成されるもので、それぞれ小さな矩形状に形成されて、各スカート部8,9の周方向の一端側で、かつ前記各皮膜組成物21,22の図中右外側、つまり、スカート部8,9とエプロン部11、12との連結箇所外面に形成されていると共に、各皮膜組成物21,22とは周方向へ僅かな隙間C(非皮膜層)をもって離間されている。
【0091】
第1マーク42は、図11Aに示すように、ピストン1軸方向の上側に配置されているのに対して、第2マーク43は、図11Bに示すように、ピストン軸方向のほぼ中央よりも下側に形成されている。また、両マーク42,43は、図11Cに示すように、互いに軸方向へ僅かな隙間Sをもって離間している。
【0092】
したがって、この実施形態によれば、前記下層皮膜組成物22のみを施し、上層皮膜組成物21を誤って施さなかった場合には、図11Aに示すように、前記第1マーク42のみが形成されることになるから、作業者は、視覚によって下層皮膜組成物21だけしか施されていないこと認識、判断することができる。
【0093】
また、逆に上層皮膜組成物21のみを施し、下層皮膜組成物22を誤って施さなかった場合には、図11Bに示すように、前記第2マーク43のみが形成されることになるから、作業者は、視覚によって上層皮膜組成物21だけしか施されていないこと認識、判断することができる。
【0094】
前記下層皮膜組成物22と上層皮膜組成物21の両方が施されている場合には、前記第1、第2マーク42,43が、図11Cに示すように、上下に縦列状態に配置形成される。このため、作業者は、これによって両方の皮膜組成物21,22が施されていることを認識、判断することできる。特に、第1,第2マーク42,43とは、隙間Cを介して各皮膜組成物21,22とは離間していることから、各マーク42,43の存在が外観から認識し易い。しかも、両マーク42,43は、隙間Sを介して軸方向へも大きく離間していることから、いずれの皮膜組成物21、22が施されていないかがさらに明瞭になる。
【0095】
これによって、前記各実施形態と同様に、単一の皮膜層のみが形成されたピストンを誤ってそのまま製品として流通するのを未然に回避することが可能になり、信頼性を高めることができる。
【0096】
また、各スカート部8,9におけるシリンダ壁面3との摺動の殆どない箇所に前記マーク42,43が設けられているので、フリクションの影響を受けることがなく、摩耗の発生を抑制することができる。また、各スカート部8,9とは、直接関係のない箇所に形成されるので、軸方向の設計の自由度が大きくなる。
【0097】
さらに、各皮膜組成物21,22を施す際に、同時に各マーク42,43を形成するので、かかる形成作業が極めて容易であり、特別な装置も必要としないので、コストの高騰も抑制できる。
〔第7実施形態〕
図12は第6実施形態の変形例であって、同図A、Bに示すように、前記第1、第2マーク42,43の形成位置を、互いに軸方向へ近づけた位置とし、誤って一方側の皮膜組成物21,22のみとした場合は、それぞれ一方側のマーク42,43のみが形成され、また、両方の皮膜組成物21,22が形成されている場合は、図12Cに示すように、両マーク42,43が上下方向から結合された形になり、全体として軸方向へ長い長方形状に形成されることになる。
【0098】
したがって、第5実施形態と同様な作用効果が得られると共に、結合された第1,第2マーク42,43が長方形状になることから、作業者による視認性が良好になり、速やかな判断が可能になる。
【0099】
なお、この実施形態も各マーク42,43は、隙間Cを介して各皮膜組成物21,22とは離間していることから、前記視覚による判断が容易であることは、第5実施形態と同じである。
〔第8実施形態〕
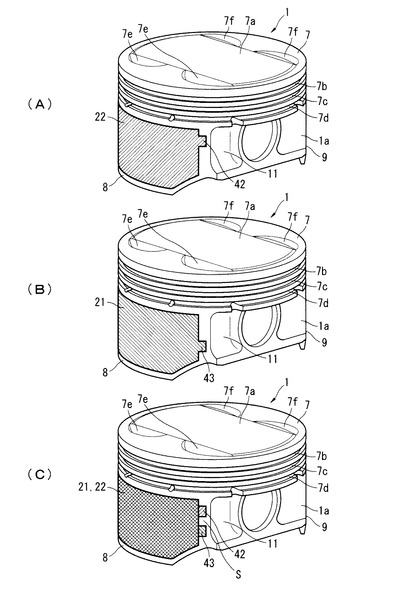
図13は第8実施形態を示し、第1、第2マーク42,43の形成位置を、第6、7実施形態のものからさらに変更したもので、各皮膜組成物21,22の周方向の一端縁に連続して形成したものである。つまり、各スカート部8,9の表面に前記各皮膜組成物21、22をそれぞれ順次施す際に、該各皮膜組成物21、22の図中、周方向の右端に突起状の各マーク42,43が同時かつ連続的に形成されている。この両マーク42,43の間には、隙間Sが形成されている。
【0100】
これによって、前記各実施形態と同様な作用効果が得られると共に、各マーク42,43を各皮膜組成物21,22と連続して形成したことによって、その形成作業が容易になると共に、隙間Sによって作業者の視認性が良好になる。
〔第9実施形態〕
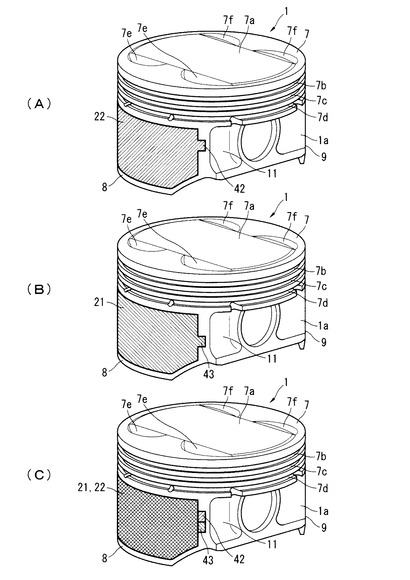
図14は第9実施形態を示し、第8実施形態を基本構成として、各マーク42,43は、各皮膜組成物21,22が施される際に同時に形成されるが、その形成位置をピストン軸方向の中央部側へ移動させて、両方の皮膜組成物21,22が誤り無く施された場合は、図14Cに示すように、各マーク42,43が上下で結合されるようになっている。
【0101】
したがって、この実施形態も第8実施形態と同様な作用効果が得られると共に、両マーク42,43も軸方向から結合されて軸方向に沿った長方形状になることから、視認性が良好になる。
〔第10実施形態〕
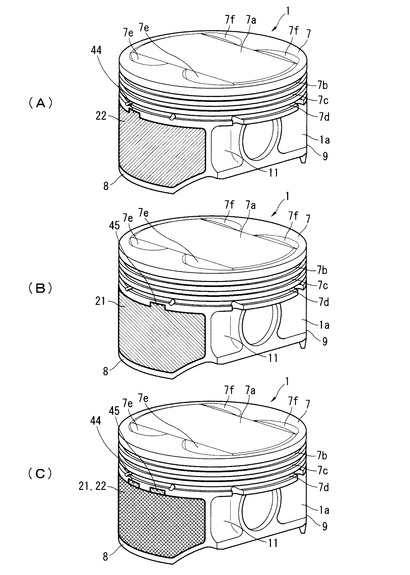
図15は第10実施形態を示し、矩形状の第1、第2マーク44,45を、各スカート部8,9の上端部、つまり、下層皮膜組成物22と上層皮膜組成物21の上端縁に連続して形成したものである。
【0102】
第1マーク44は、下層皮膜組成物22の上端縁の周方向ほぼ中央部に配置形成されている一方、第2マーク45は、上層皮膜組成物21の上端縁の周方向の中央部よりも図中右側に配置形成されている。これによって、両マーク44,45は、周方向へ所定の隙間をもって並列状態に配置されている。
【0103】
したがって、この実施形態も前記第9実施形態などと同様の作用効果が得られる。
〔第11実施形態〕
図16は第11実施形態を示し、矩形状の第1、第2マーク44,45を、各スカート部8,9の下端側、つまり、下層皮膜組成物22と上層皮膜組成物21の下端縁に連続して形成したものである。
【0104】
第1マーク44は、下層皮膜組成物22の上端縁の周方向ほぼ中央部に配置形成されている一方、第2マーク45は、上層皮膜組成物21の上端縁の周方向の中央部よりも図中右側に配置形成されている。これによって、両マーク44,45は、周方向へ所定の隙間をもって並列状態に配置されている。
【0105】
したがって、この実施形態も前記第9実施形態などと同様の作用効果が得られる。
【0106】
なお、前記第10、11実施形態における第1,第2マーク44,45は、両方の皮膜組成物21,22が施されている場合は、周方向から結合される位置に形成することも可能です。
〔第12実施形態〕
図17は第12実施形態を示し、複層皮膜組成物を、前記各実施形態のように上下2層ではなく、3層以上施した場合に適用したものである。
【0107】
この実施形態では、各スカート部8,9の外面に施される皮膜組成物を、第1〜第6層46a〜46fとした場合であって、図17Aに示すように、各皮膜組成物46a〜46fの周方向の図中右側の位置に、マークである複数の周方向へ沿って細長い複数の窓部47a〜47eが形成されている。
【0108】
この各窓部47a〜47eは、各皮膜組成物46a〜46fの右側の位置に縦一列に等間隔をもって配置され、前記皮膜組成物46a〜46fの各一層には、6層数−1に設定されていると共に、前記それぞれの窓部47a〜47eには、それぞれ異なる別の皮膜層が表出するようになっている。
【0109】
すなわち、図17Aに示すように、皮膜組成物の1層目46aでは、最上段の第1窓部がなく、2段目〜6段目に第2〜第6窓部47b〜47fが形成されている。2層目46bでは、最上段に第1窓部47aが形成され、第2窓部がなく、第3窓部47c〜第5窓部47fが形成されている。3層目46cでは、第3窓部が無く、第1、第2窓部47a、47bと第4〜第6窓部47d〜47fがそれぞれ形成されている。4層目46dでは、第4窓部がなく、第1〜第3窓部47a〜47cと第5,第6窓部47e、47fがそれぞれ形成されている。5層目46eでは、第5窓部がなく、第1〜第4窓部47a〜47dと第6窓部47fがそれぞれ形成されている。6層目46fでは、最下段の第6窓部がなく、第1〜第5窓部47a〜47eがそれぞれ形成されている。
【0110】
したがって、例えば、前記4層目46dの皮膜組成物を施すのを忘れた場合には、図17Bに示すように、他の層46a〜c、46e、46fでは、全て第4窓部47dが形成されていることから、この第4窓部47dが開かれた状態となって、ここからピストン基材1aのアルミ合金地肌が表出する。
【0111】
このため、作業者は、第4窓部47dから表出されたアルミ合金地肌を視認することによって4層目の皮膜組成物46dが施されていないと判断することができる。この結果、第1実施形態などと同様に皮膜不良なピストン1の製品の流通を十分に抑制することができ、信頼性が向上する。
【0112】
また、1層目〜6層目46a〜46fまで全ての皮膜組成物が誤り無く施されている場合は、図17Cに示すように、全ての窓部47a〜47fが各層46a〜46fに塞がれて窓部が消失することから、これも視覚によって認識することができる。
〔第13実施形態〕
図18は第13実施形態を示し、これも各スカート部8,9の外面に施される皮膜組成物を、4層とした場合であって、図18Aに示すように、各皮膜組成物48a〜48dの周方向の図中右端縁に、周方向へ沿って細長い4つの第1〜第4マーク49a〜49dが形成されている。
【0113】
この各マーク49a〜49dは、各皮膜組成物48a〜48dの右端縁の上下位置に一つずつ一体に形成されていると共に、第1マーク49a〜第4マーク49dの上下に間隔はなく前記皮膜組成物48a〜48dの全てを適正に施した場合には、図18Cに示すように、各マーク49a49dが互いに上下から結合されて一体的になるようにその形成位置が設定されている。
【0114】
すなわち、図18Aに示すように、皮膜組成物の1層目48aの第1マーク49aは最上段位置に形成され、2段目以降4段目48b〜48dまで順次マークの巾長さ分だけ下側の位置に形成されている。
【0115】
したがって、例えば、前記3層目48cの皮膜組成物を施すのを忘れた場合には、図18Bに示すように、第1、第2マーク49a、49bと第4マーク49dは存在するが、第3マーク49cの部分が歯欠け状態になる。したがって、この第3マーク49cの部分からピストン基材1aのアルミ合金地肌が表出する。
【0116】
このため、作業者は、前記第3マーク49cの歯欠け部分Sによる表出されたアルミ合金地肌を視認することによって3層目の皮膜組成物48cが施されていないことを認識、判断することができる。この結果、第1実施形態などと同様に不良なピストン1の製品の流通を十分に抑制することができ、信頼性が向上する。
〔第14実施形態〕
図19は第14実施形態を示し、この実施形態は第13実施形態の構成をさらに発展させたもので、皮膜組成物を多くのn層50a〜50n…とした場合に、その右端縁にn層分の細長い第1マーク51a〜51n…を一体に形成したものである。
【0117】
前記各マーク51a〜51nは、図19Cに示すように、各皮膜組成物50a〜50nを全て施した場合に互いに上下に一定の隙間Cを介して縦列状態となるように設けられている。
【0118】
したがって、例えば、前記3層目50cの皮膜組成物を施すのを忘れた場合には、図19Bに示すように、第1、第2マーク50a、50bと第4マーク50d以下は存在するが、第3マーク51cの部分が歯欠け状態になる。したがって、この歯欠けの部分Sからピストン基材1aのアルミ合金地肌が表出する。
【0119】
このため、作業者は、前記第3マーク51cの部分の歯欠けによる表出されたアルミ合金地肌を視認することによって3層目の皮膜組成物50cが施されていないことを認識、判断することができる。この結果、第1実施形態などと同様に不良なピストン1の製品の流通を十分に抑制することができ、信頼性が向上する。
【0120】
以上のように、第12〜第14実施形態のような3以上の複層皮膜組成物であったとしても前記窓部やマークを利用して皮膜が施されていることを判別することが可能になる。
〔第15実施形態〕
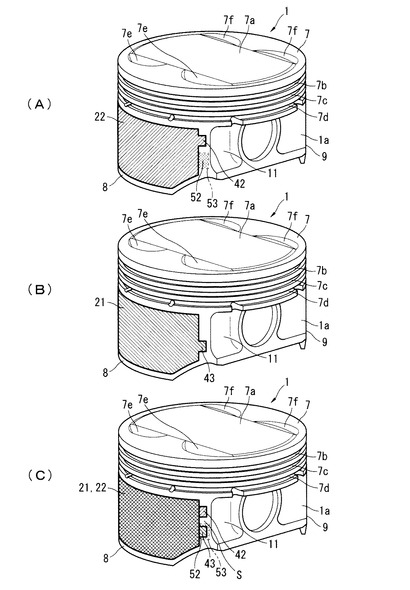
図20及び図21Aは第15実施形態を示し、第1、第2マーク42,43の形成位置は、図13に示す第8実施形態と同じであるが、この実施形態では、前記ピストン1のスラスト側スカート部8と反スラスト側スカート部9に、前記下層皮膜組成物22を第1マーク42と一緒に施す際に、後に上層皮膜組成物21の第2マーク43が施される部位の領域に下層皮膜組成物22の一部である複数の黒点状の皮膜部52を散在させたものである。
【0121】
すなわち、ピストン1の両スカート部8,9の表面であるピストン基材表面に、前述のような方法によって、まず下層皮膜組成物22と第1マーク42を施すが、このとき同時に、次の工程で上層皮膜組成物21の第2マーク43が施される位置に、下層皮膜組成物22の一部である複数の黒点状の皮膜部52を施し、これらを集合してなる皮膜部形成領域53が形成されている。
【0122】
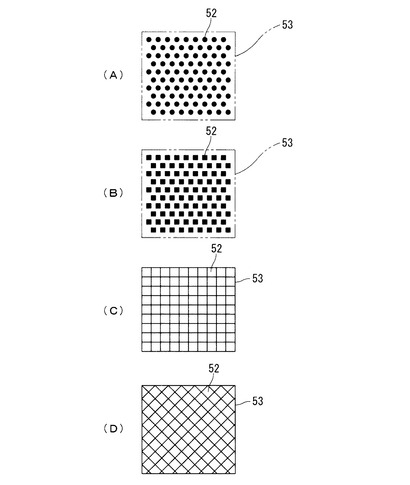
前記個々の皮膜部52は、図21Aに示すように、直径が数mm程度の小さな円形状に形成され、互いに所定の距離をもって分散されて、全体が前記第2マーク43の外形よりもやや大きなほぼ正方形状の水玉模様の皮膜部形成領域53が形成されている。また、前記各皮膜部52の間は、前記ピストン基材1aの表面、つまりアルミ合金地肌が露出している状態になっている。
【0123】
そして、前記各皮膜部52の第2マーク43が重なる領域の集合面積は、前記第2マーク43の面積に対して10〜85%に設定されるが、本実施形態では約50%に設定されている。
【0124】
したがって、この実施形態によれば、前記各実施形態と同じく、各マーク42、43の存在によって、単一の皮膜層のピストン製品を誤ってそのまま製品として流通することを未然に回避することができることは勿論のこと、前記下層皮膜組成物22の上面に上層皮膜組成物21を施した際に、同時に前記第2マーク43が、前記皮膜形成領域53内の各皮膜部52間のピストン基材1aの露出した表面と前記各皮膜部52に結合することから、第2マーク43を皮膜形成領域53内で強固に結合させることができる。
【0125】
すなわち、前記第2マーク43は、皮膜形成領域53内のピストン基材1aの表面の他に、点在した各皮膜部52に結合することから、下層皮膜組成物22に上層皮膜組成物21が強固に結合するのと同じく作用によって、各皮膜部52に強固に結合する。これによって、下層皮膜組成物22上に上層皮膜組成物21を形成した後に、前記第2マーク43がピストン1の表面から不用意に剥離してしまうことがなくなる。この結果、前述のような各マーク42,43による単一層か否かの判別を常に確実に行うことができる。
【0126】
また、前記皮膜形成領域53は、第2マーク43の面積よりも大きく形成されていることから、はみ出ることない。
〔皮膜部の他のパターン〕
前記皮膜部52は、図20及び図21Aに示す小さな円形状の他に、いろいろな形状やパターンがあり、例えば、図21Bに示すように、小円形に代えて小正方形に形成するとか、あるいは小三角形で形成することも可能である。また、図21C示すように、点状ではなく、皮膜形成領域53内に格子状に形成したり、図21Dに示すように、クロスハッチ状に形成することも可能である。
【0127】
そして、前記皮膜部52は、前記全ての実施形態に適用され、図6〜図10に示す第1〜第5実施形態では、第1窓部20,32、34、36、39内に形成されている。
【0128】
また、前記第8実施形態を含む図11〜図16に示す第6〜第11実施形態では、上層皮膜組成物21の第2マーク43、45が施される位置に、下層皮膜組成物22の形成と同時に、前記各皮膜部52が皮膜形成領域53内に形成されている。
【0129】
図17に示す第12実施形態では、例えば、5層目46eがピストン基材1aとの密着性(結合性)がなく3層目46cとの密着性が良い場合は、3層目46cの複数の窓の中で5層目46eが被装される窓47eに前記各皮膜部52を形成する。
【0130】
図18に示す第13実施形態では、例えば、4層目48dがピストン基材1aとの密着性がなく、2層目48bとの密着性が良い場合は、2層目48bに前記4層目48dの第4マーク49dが形成される位置に、前記各皮膜部52を形成する。
【0131】
図19に示す第14実施形態では、n層目がピストン基材1aとの密着性がなく、m層目との密着性が良い場合は、m層目の皮膜組成物に、n層目のマーク51nが形成される位置に、前記各皮膜部52を形成する。
【0132】
したがって、前記各実施形態でも、各窓部30…や皮膜形成領域53など各皮膜部52が形成したことから、第15実施形態と同様な作用効果が得られる。
【0133】
本発明は、前記各実施形態の構成に限定されるものではなく、第1実施形態に供される第1、第2複層皮膜組成物21,22の特異な材料を別の材料に変更することも可能である。
【0134】
前記実施形態から把握される前記請求項以外の発明の技術的思想について以下に説明する。
〔請求項a〕請求項1に記載の内燃機関のピストンにおいて、
前記各単層皮膜のみに施されたそれぞれのマークは、前記スカート部の周方向の少なくとも一方側に設けられたことを特徴とする内燃機関のピストン。
【0135】
この発明によれば、スカート部におけるシリンダ壁面との摺動の少ない箇所に前記マークが設けられているので、フリクションの影響を受けることがなく、摩耗の発生を抑制することができる。また、スカート部の軸方向の設計の自由度が大きくなる。
〔請求項b〕請求項1に記載の内燃機関のピストンにおいて、
前記各単層皮膜のみが施されたそれぞれのマークは、前記スカート部のピストン軸方向上方位置、あるいは下方位置に設けられていることを特徴とする内燃機関のピストン。
【0136】
この発明によれば、スカート部におけるシリンダ壁面との摺動の少ない箇所に前記マークが設けられているので、フリクションの影響を受けることがなく、摩耗の発生を抑制することができる。また、スカート部の軸方向の設計の自由度が大きくなる。
〔請求項c〕請求項1に記載の内燃機関のピストンにおいて、
前記各単層皮膜のみが施されたそれぞれのマークは、前記単層皮膜と連続して設けられていることを特徴とする内燃機関のピストン。
【0137】
この発明では、それぞれのマークは、対応する単層皮膜と連続していることから、マークの形成作業が容易になると共に、形成スペースが小さい箇所にも形成することが可能になる。
〔請求項d〕請求項1に記載の内燃機関のピストンにおいて、
前記複層皮膜は、ピストン基材の表面に皮膜形成された下層皮膜組成物と、該下層皮膜組成物の上面に皮膜形成された上層皮膜組成物と、によって形成され、
前記下層皮膜組成物と上層皮膜組成物とはともに結合樹脂であるポリアミドイミド樹脂、またはポリイミド樹脂、またはエボキシ樹脂の少なくとも1種を含み、
前記下層皮膜組成物は、少なくともグラファイトかあるいは二硫化モリブデンのいずれか一方からなる固体潤滑剤の含有量が50wt%以下に設定されている一方、
前記上層皮膜組成物は、少なくともグラファイトまたは二硫化モリブデンのいずれか一方、あるいはグラファイトと二硫化モリブデンの両方を含む固体潤滑剤の含有量が50〜95wt%に設定されていることを特徴とする複層潤滑皮膜が形成された内燃機関のピストン。
【0138】
この発明によれば、ピストン基材に対する下層皮膜組成物の密着性に優れると共に、特に、上層皮膜組成物の固体潤滑剤を、少なくともグラファイトまたは二硫化モリブデンのいずれか一方、あるいはグラファイトと二硫化モリブデンの両方の含有量が50〜95wt%に設定したことによって、ピストンの外周面がシリンダ壁面に摺動した際の初期馴染み性、つまり、上層皮膜組成物の表面が短時間で摩耗することによってなめらかな摺動面が速やかに形成され、優れた初期馴染み性が得られる。
〔請求項e〕請求項2に記載の内燃機関のピストンにおいて、
前記窓部には、全体的に下層の皮膜が表出していることを特徴とする内燃機関のピストン。
【0139】
この発明によれば、窓部の全体に下層の皮膜が表出していることから、シリンダ壁面との摺動時におけるフリクションによる耐摩耗性の低下を抑制できる。
〔請求項f〕請求項2に記載の内燃機関のピストンにおいて、
前記窓部には、一部に前記下層皮膜が表出して、他の部位には下層皮膜が表出されずピストン基材の表面が表出していると共に、該ピストン基材の表面が表出している部位は、前記スカート部の周方向のほぼ中央部に位置していることを特徴とする内燃機関のピストン。
【0140】
この発明によれば、前記複層の皮膜が施された後に、前記ピストン基材の表面が表出した部位を利用して、例えばマイクロメータなどを用いて両スカート部間の径方向の寸法を測定することが可能になる。
〔請求項g〕請求項2に記載の内燃機関のピストンにおいて、
前記複層皮膜のうちの一層には、少なくとも層数−1の前記窓部が設けられ、前記それぞれの窓部には、それぞれ異なる別の皮膜層が表出していることを特徴とする内燃機関のピストン。
【0141】
この発明によれば、2以上の複層皮膜であったとしても前記窓部を利用して皮膜が施されていることを判別することが可能になる。
〔請求項h〕請求項gに記載の内燃機関のピストンにおいて、
前記複層皮膜のうちの最下層には、層数−1の前記窓部が設けられ、この下層の外面に順次施された複数の上層皮膜は、上層となるにしたがって前記窓部の数が1つずつ少なくなり、かつ前記窓部が下層の窓部と対応する箇所に設けられていることを特徴とする内燃機関のピストン。
【符号の説明】
【0142】
1…ピストン
1a…ピストン基材
3…シリンダ壁面
8…スラスト側スカート部
9…反スラスト側スカート部
20…複層皮膜組成物
21…上層皮膜組成物
22…下層皮膜組成物
30・32・34・36・39…第1窓部
31・33・35・37・40…第2窓部
38・41…第3窓部
42・44…第1マーク
43・45…第2マーク
46a〜46f…第1〜第6皮膜組成物
47a〜47f…第1〜第6窓部
48a〜48d…第1〜第4皮膜組成物
49a〜49d…第1〜第4マーク
50a〜50n…皮膜組成物
51a〜51n…マーク
52…皮膜部
53…皮膜形成領域
【技術分野】
【0001】
本発明は、外周面に複層皮膜が施された内燃機関のピストンに関する。
【背景技術】
【0002】
周知のように、例えば自動車用内燃機関のピストンの耐摩耗性または耐焼き付き性を改善する方法の一つとして、以下の特許文献1に記載された技術がある。
【0003】
この技術は、ピストン基材の表面に、結合樹脂であるエポキシ樹脂及びポリアミドイミド樹脂と、固体潤滑剤であるポリテトラフルオロエチレン、二硫化モリブデンの下層皮膜組成物を施し、さらにこの表面に、結合樹脂であるエポキシ樹脂及びポリアミドイミド樹脂と、固体潤滑剤である窒化ホウ素と、硬質粒子である窒化珪素及びアルミナとからなる上層皮膜組成物を施して二重の皮膜組成物を形成したものである。これによって、耐摩耗性に優れると共に、初期馴染み性と耐焼き付け性を向上させるようになっている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2008−56750号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、前記従来の技術は、上下の複層皮膜は単に重合状態になっていることから、ピストンの外観からは複数の皮膜層が施されているか否かは分からない。したがって、単一の皮膜層になっている場合でもそのまま製品として流通してしまうおそれがあり、信頼性に欠ける。
【0006】
本発明は、ピストンの外面に所定の複層皮膜が施されていることを、ピストンの外観から判断することができる内燃機関のピストンを提供することを目的としている。
【課題を解決するための手段】
【0007】
請求項1に記載の発明は、ピストン基材の径方向に形成された一対のスカート部の少なくとも一方の表面に複層皮膜を施した内燃機関のピストンであって、前記複層皮膜におけるそれぞれの単層皮膜に、それぞれ形成位置の異なるマークを設けたことを特徴としている。
【0008】
請求項2に記載の発明は、とりわけ、少なくとも一方のスカート部の外面に施された上層皮膜に窓部を設けると共に、該窓部からピストン基材の表面あるいは下層皮膜が表出していることを特徴とする内燃機関のピストン。
【0009】
請求項3に記載の発明は、複層皮膜は固定潤滑剤を含有すると共に、前記複層皮膜における各単層皮膜から非皮膜部を介して離間した位置でかつそれぞれ異なる位置にマークを施したことを特徴とする内燃機関のピストン。
【発明の効果】
【0010】
本発明によれば、マークや窓部を利用してピストンの外観から所定の複層皮膜が施されていることを判断することができる。
【図面の簡単な説明】
【0011】
【図1】本発明に係るピストンの第1実施形態の一部を断面して示す正面図である。
【図2】本実施形態のピストンが内燃機関に適用された状態を示す要部縦断面図である。
【図3】Aは固体潤滑剤の含有量と摩擦係数との関係を示し、Bは条痕高さと摩擦係数との関係を示す特性図である。
【図4】Aは本実施形態における摺動による複層皮膜組成物の摩耗前と摩耗後の状態を模式的に示し、Bは上層皮膜が形成されていない表面処理摺動による摩耗前と摩耗後の状態を示し、Cは皮膜が形成されていない表面無処理の摺動による摩耗前と摩耗後の状態を模式的に示す拡大断面図である。
【図5】固体潤滑剤の含有量と密着力の関係を示す特性図である。
【図6】本実施形態のピストンに施された複層皮膜組成物の形成状態を示し、Aは下層皮膜組成物のみが施された状態を示すピストンの斜視図、Bは上層皮膜組成物のみが施された状態を示すピストンの斜視図、Cは下層皮膜組成物に上層皮膜組成物が施された状態を示す斜視図である。
【図7】第2実施形態のピストンを示し、Aは下層皮膜組成物のみが施された状態を示すピストンの斜視図、Bは上層皮膜組成物のみが施された状態を示すピストンの斜視図、Cは下層皮膜組成物に上層皮膜組成物が施された状態を示す斜視図である。
【図8】第3実施形態のピストンを示し、Aは下層皮膜組成物のみが施された状態を示すピストンの斜視図、Bは上層皮膜組成物のみが施された状態を示すピストンの斜視図、Cは下層皮膜組成物に上層皮膜組成物が施された状態を示す斜視図である。
【図9】第4実施形態のピストンを示し、Aは下層皮膜組成物のみが施された状態を示すピストンの斜視図、Bは上層皮膜組成物のみが施された状態を示すピストンの斜視図、Cは下層皮膜組成物に上層皮膜組成物が施された状態を示す斜視図である。
【図10】第5実施形態のピストンを示し、Aは下層皮膜組成物のみが施された状態を示すピストンの斜視図、Bは上層皮膜組成物のみが施された状態を示すピストンの斜視図、Cは下層皮膜組成物に上層皮膜組成物が施された状態を示す斜視図である。
【図11】第6実施形態のピストンを示し、Aは下層皮膜組成物のみが施された状態を示すピストンの斜視図、Bは上層皮膜組成物のみが施された状態を示すピストンの斜視図、Cは下層皮膜組成物に上層皮膜組成物が施された状態を示す斜視図である。
【図12】第7実施形態のピストンを示し、Aは下層皮膜組成物のみが施された状態を示すピストンの斜視図、Bは上層皮膜組成物のみが施された状態を示すピストンの斜視図、Cは下層皮膜組成物に上層皮膜組成物が施された状態を示す斜視図である。
【図13】第8実施形態のピストンを示し、Aは下層皮膜組成物のみが施された状態を示すピストンの斜視図、Bは上層皮膜組成物のみが施された状態を示すピストンの斜視図、Cは下層皮膜組成物に上層皮膜組成物が施された状態を示す斜視図である。
【図14】第9実施形態のピストンを示し、Aは下層皮膜組成物のみが施された状態を示すピストンの斜視図、Bは上層皮膜組成物のみが施された状態を示すピストンの斜視図、Cは下層皮膜組成物に上層皮膜組成物が施された状態を示す斜視図である。
【図15】第10実施形態のピストンを示し、Aは下層皮膜組成物のみが施された状態を示すピストンの斜視図、Bは上層皮膜組成物のみが施された状態を示すピストンの斜視図、Cは下層皮膜組成物に上層皮膜組成物が施された状態を示す斜視図である。
【図16】第11実施形態のピストンを示し、Aは下層皮膜組成物のみが施された状態を示すピストンの斜視図、Bは上層皮膜組成物のみが施された状態を示すピストンの斜視図、Cは下層皮膜組成物に上層皮膜組成物が施された状態を示す斜視図である。
【図17】第12実施形態のピストンに施される複層皮膜組成物における各層の皮膜処理パターンを示し、Aは一層目〜6層目まで順に複数の窓部を残して皮膜をそれぞれ形成した場合のパターンを示し、Bは4層目の皮膜組成物を処理し忘れた場合、Cは全ての皮膜組成物を施した場合を示している。
【図18】第13実施形態のピストンに施される複層皮膜組成物における各層の皮膜処理パターンを示し、Aは一層目〜4層目まで順に単一のマークをそれぞれ形成した場合のパターンを示し、Bは3層目の皮膜組成物を処理し忘れた場合、Cは全ての皮膜組成物を施した場合を示している。
【図19】第14実施形態のピストンに施される複層皮膜組成物における各層の皮膜処理パターンを示し、Aは一層目〜n層目まで順に単一のマークをそれぞれ形成した場合のパターンを示し、Bは3層目の皮膜組成物を処理し忘れた場合、Cは全ての皮膜組成物を施した場合を示している。
【図20】第15実施形態のピストンを示し、Aは下層皮膜組成物のみが施された状態を示すピストンの斜視図、Bは上層皮膜組成物のみが施された状態を示すピストンの斜視図、Cは下層皮膜組成物に上層皮膜組成物が施された状態を示す斜視図である。
【図21】Aは第15実施形態における下層皮膜組成物の皮膜部を示し、Bは皮膜部の第2変形例、Cは皮膜部の第3変形例、Dは皮膜部の第4変形例を示している。
【発明を実施するための最良の形態】
【0012】
以下、本発明に係る内燃機関のピストンの実施形態を図面に基づいて詳述する。なお、本実施形態に供されるピストンは、4サイクル・ガソリンエンジンに適用したものである。
【0013】
〔第1実施形態〕
ピストン1は、図2に示すように、シリンダブロック2に形成されたほぼ円柱状のシリンダ壁面3に摺動自在に設けられ、該シリンダ壁面3と図外のシリンダヘッドとの間に燃焼室4を形成するようになっていると共に、ピストンピン5に連結されたコンロッド6を介して図外のクランクシャフトに連結されている。
【0014】
前記ピストン1は、全体がAC8A Al−Si系のアルミニウム合金によって一体に鋳造され、図1、図2、図6に示すように、ほぼ円筒状に形成されて、冠面7a上に前記燃焼室4を画成する冠部7と、該冠部7の下端外周縁に一体に設けられた円弧状の一対のスラスト側スカート部8及び反スラスト側スカート9と、該各スカート部8、9の円周方向の両側端に各連結部位10を介して連結された一対のエプロン部11,12と、を備えている。
【0015】
前記冠部7は、比較的肉厚に形成された円盤状を呈し、冠面7a上に吸排気弁との干渉を防止するバルブリセス7e、7fがそれぞれ形成されていると共に、外周部にプレッシャリングやオイルリングなどの3つのピストンリングを保持するリング溝7b、7c、7dが形成されている。
【0016】
前記両スカート部8,9は、ピストン1の軸心を中心とした左右の対称位置に配置されて、横断面ほぼ円弧状に形成されていると共に、それぞれの肉厚はほぼ全体が比較的薄肉に形成されている。前記スラスト側スカート部8は、膨張行程時などにピストン1が下死点方向へストロークした際に、前記コンロッド6の角度との関係で前記シリンダ壁面3に傾きながら圧接するようになっている一方、反スラスト側のスカート部9は、圧縮行程時などにピストン1が上昇ストロークした際に、シリンダ壁面3に反対に傾きながら圧接するようになっている。前記各スカート部8,9のシリンダ壁面3に対する圧接荷重は、燃焼圧力を受けてシリンダ壁面3に圧接する前記スラスト側スカート部8の方が大きくなっている。
【0017】
そして、前記ピストン1のスラスト側スカート部8と反スラスト側スカート部9には、図1及び図4Aに示すように、上下二層の複層皮膜組成物20が施されている。
【0018】
この複層皮膜組成物20は、上層皮膜組成物21と下層皮膜組成物22とからなり、結合樹脂として、耐熱性、耐摩耗性及び密着性に優れたエポキシ樹脂、ポリイミド樹脂、ポリアミドイミド樹脂のいずれか1種か2種を使用する。
【0019】
具体的に説明すれば、前記上層皮膜組成物21は、結合樹脂であるエポキシ樹脂とポリイミド樹脂、ポリアミドイミド樹脂のいずれか1種を5〜50wt%に設定し、固体潤滑剤である二硫化モリブデン(MoS2)を50〜95wt%に設定した。
【0020】
前記結合樹脂が5wt%未満になると、結合力の低下によって下層皮膜組成物22との密着性が低下し、逆に50wt%を超えると固体潤滑剤が相対的に少なくなるため、初期馴染み性が低下する。
【0021】
前記下層皮膜組成物22は、結合樹脂が上層皮膜組成物21と同じく、エポキシ樹脂、ポリイミド樹脂、ポリアミドイド樹脂の1種を50wt%以上に設定した。一方、固体潤滑剤としては、基本的に、ポリテトラフルオロエチレン(PTFE)、二硫化モリブデン(MoS2)、グラファイト(GF)のいずれか1種以上を50wt%以下に設定した。なお、固体潤滑剤を含有しなくともよい。
【0022】
前記下層皮膜組成物22において、前記結合樹脂が50wt%未満ではピストン基材1aとの密着性が低下する。図5に示すように、結合樹脂PAIに各々の固体潤滑剤を添加していったときの密着力の変化は固体潤滑剤が50wt%を超えると、つまり結合樹脂が50wt%未満では急激に低下することがわかる。
【0023】
すなわち、下層皮膜組成物22は、ピストン基体1との密着性を確保することと、上層皮膜組成物21との密着性を確保する役割を有する。
【0024】
したがって、下層皮膜組成物22に固体潤滑剤を含有する必要はないが、密着性が確保される範囲での固体潤滑剤の添加による皮膜の特性向上は許され、前記ポリテトラフルオロエチレンが15wt%未満では潤滑性が低下し、30wt%を超えると摩耗量が増大する。
【0025】
さらに、固体潤滑剤としての二硫化モリブデンが5wt%未満では耐焼き付き性が低下し、20wt%を超えると皮膜強度の低下により摩耗量が増大する。
【0026】
また、固体潤滑剤の二硫化モリブデンについては、グラファイトとの相乗効果によって耐焼き付け性の向上を図ることができる。
【0027】
すなわち、下層皮膜組成物22については、固体潤滑剤として、前記ポリテトラフルオロエチレンに加えて二硫化モリブデンとグラファイトを併用することができる。この場合、二硫化モリブデンとグラファイトは合計5〜20wt%とし、かつ二硫化モリブデンを1〜10wt%とすることが望ましい。
【0028】
二硫化モリブデンが1wt%未満では併用による耐焼き付き性の向上の効果が得られず、10wt%を超えると耐摩耗性が低下するからである。
【0029】
また、上層皮膜組成物21の固体潤滑剤である二硫化モリブデンなどの含有量を50〜95wt%に設定したのは、図3に示す実験結果から50wt%未満では初期馴染み性が低下してしまい、95wt%を超えると、前記結合樹脂が5wt%未満になってしまい、これでは、前述したように、結合力の低下によって下層皮膜組成物22との密着性が低下してしまうからである。
【0030】
複層皮膜組成物20を構成する前記上層皮膜組成物21と下層皮膜組成物22を調整するには、例えば結合樹脂であるエポキシ樹脂とポリイミド樹脂、ポリアミドイミド樹脂に有機溶剤を配合し、その樹脂溶液に固体潤滑剤を加え、必要に応じてさらに硬質粒子を添加してビーズミルなどを用いて混合分散すればよい。
【0031】
なお、結合樹脂と、PTFEやMoS2、GFの固体潤滑剤と、硬質粒子との配合量は、合わせて100wt%となるように調整する。
【0032】
また、本発明の複層皮膜組成物20は、必要に応じて有機溶剤により希釈して、塗料としてピストン基材1aに塗布する。
【0033】
すなわち、ピストン基材1a(スラスト側スカート部と反スラスト側スカート部)の外周面に、下層皮膜組成物22と上層皮膜組成物21を順番に塗布し、焼成して硬化させることにより、複層皮膜組成物20が得られる。
【0034】
前記希釈に用いる有機溶剤は、溶剤系であっても結合樹脂を溶解させることが可能であれば、特に限定されるものではない。
【0035】
焼成温度や焼成時間などの焼成条件は適宜設定すればよく、200℃以下での焼成も可能なため、アルミニウム合金ピストン1の基材にも適用することができる。
【0036】
なお、複層皮膜組成物20の膜厚は、適宜選択することができるが、塗布の作業性や費用面などを考慮すると、5〜40μm程度が望ましい。
【0037】
以下、ピストン基材1aに複層皮膜組成物20を表面処理する具体的な方法について説明する。
【0038】
〔第1の表面処理方法〕
まず、ピストン基材1aの表面を、溶剤脱脂やアルカリ脱脂などの前処理により油分や汚れを除去する。
【0039】
次に、このピストン基材1aの表面にエアースプレーやスクリーン印刷などの既知の方法によって下層皮膜組成物22を塗布し、続いて、この下層皮膜組成物22の上面に上層皮膜組成物21を塗布する。
【0040】
その後、乾燥させて有機溶剤を除去し、例えば、180℃×30分あるいは200℃×20分などの既知の条件で焼成することにより、下層皮膜組成物22と上層皮膜組成物21からなる複層皮膜組成物10を形成することができる。
【0041】
〔第2の表面処理方法〕
また別の表面処理方法としては、複層皮膜組成物20を形成すべきピストン基材1aの表面を、溶剤脱脂とアルカリ脱脂などの前処理により油分や汚れを除去する。
【0042】
そのピストン基材1aの表面にエアースプレーやスクリーン印刷などの既知の方法により、まず、下層皮膜組成物22を塗布する。その後、例えば、180℃×30分、あるいは200℃×20分などの既知の条件で焼成する。
【0043】
続いて、前記ピストン基材1aを焼成炉から取り出してピストン基材1aの温度が50〜120℃にあるときに前記下層皮膜組成物22の上面に上層皮膜組成物21を塗布する。その後、焼成しないで乾燥させることにより、下層皮膜組成物22と上層皮膜組成物21からなる複層皮膜組成物10を形成することができる。
【0044】
本発明の複層皮膜組成物は、オイル潤滑環境下及びドライ潤滑環境下における様々な用途の摺動部材に幅広く適用可能である。複層皮膜組成物の結合樹脂であるエポキシ樹脂とポリイミド樹脂、ポリアミドイミド樹脂は密着性に優れることから、基材を選ばず、例えば、各種アルミニウム合金材の他に、鋳鉄、鋼、銅合金などの基材に適用することが可能である。その中で、前記実施例のような内燃機関のピストン1、特にスラスト側スカート部8と反スラスト側スカート部9への適用が好適である。
【0045】
〔実験例〕
すなわち、外周面に条痕形状を有するピストン1において、前記下層皮膜組成物22と上層皮膜組成物21の膜厚をt1,t2とし、条痕高さをaとした場合には、以下の式を満足する。
【0046】
t2≧a−5(μm) t1≧2(μm)
結合樹脂としてポリアミドイミド樹脂(PAI)、固体潤滑剤としてグラファイト(GF)、二硫化モリブデン(MoS2)、ポリテトラフルオロエチレン(PTFE)の含有量を0〜95wt%まで変化させた。
【0047】
下記の表1に示す上層皮膜組成物及び下層皮膜組成物の組成となるように配合した。
【0048】
【表1】
【0049】
前記の試料21を除く試料1〜59の各皮膜組成物に有機溶剤を加えて混合した後、ビーズミルにて30分間分散し、それぞれ上層皮膜用塗料と下層皮膜用塗料を得た。
【0050】
この各上層皮膜用塗料と下層皮膜用塗料を、図4に示す表面形状をもつアルミニウム合金AC8A製のテストピース20に、全ての下層皮膜が3〜6μmの塗膜厚さになるようにそれぞれ塗布し、その後、190℃で30分間の焼成を行った。
【0051】
続いて、全ての上層皮膜が5〜11μmの塗膜厚さになるように塗布し、その後、焼成を行わずに自然乾燥させた。なお、下層皮膜を塗布した後、強制乾燥させ、上層皮膜を塗布した後に、190℃で30分間焼成してもよい。
【0052】
得られた試料1〜20の二層の表面処理されたものと、表面処理のない無処理のもの(試料21)について、チップオンリング式摩擦摩耗試験機により、滑り速度:2m/秒、相手材:FC250、滑り距離:600m、面圧:1.3MPa、エンジンオイルの滴下量を5mg/minの潤滑環境下で試験し、前記滑り距離における摩擦係数を測定した。
【0053】
図3A、Bはその結果の条痕高さと摩擦係数の関係を示している。この図から明らかなように、摩擦係数は条痕高さで一義的に決まる。条痕高さが5μm以下で最も低い摩擦係数となって一定値となる。
【0054】
すなわち、低摩擦係数を得るためには、上層皮膜を速やかに摩耗させれば良いことがわかる。したがって、摩耗し易い上層皮膜組成物21は図3Aから明らかなように、固体潤滑剤を50wt%以上含有すれば良く、固体潤滑剤として二硫化モリブデン(MoS2) が最も効果的であり、グラファイト(GF)やポリテトラフルオロエチレン(PTFE)ではその効果は小さい。
【0055】
図4において、Aは本実施例を示し、上層皮膜組成物21を摩耗し易い組成にした結果、元の条痕高さc0であったものが、摺動によってc1となる。一方、Cの無処理の場合、元の条痕高さa0であったものが、摺動によってa1となるが、アルミニウム合金の方が固体潤滑剤と結合樹脂で構成された皮膜より摩耗し難いことが明らかであって、a1>c1となる。
【0056】
すなわち、本実施例により低摩擦が得られる。また、従来材であるBは元の条痕高さがb0であったものがb1になる。この従来材の単層皮膜はアルミニウム合金より摩耗し易いがAの上層皮膜より摩耗しにくいため、a1>b1>c1となることが明白である。本実施例は、従来材よりも低摩擦が得られることになる。例えば、図4Aでa0=10μmで摺動によって1μmだけ摩耗して条痕高さa1=9μmの高さになり、摩擦係数が上層皮膜の固体潤滑剤0wt%のものに対して162%と極めて大きくなった(試料No.21)。
【0057】
これに対して、上層皮膜のMoS275wt%含有する皮膜の場合は、7μm摩耗してb1=3μmとなって摩擦係数は60%と極めて小さくなった(試料No.6)。
【0058】
また、図4Aから上層皮膜が従来の特許公報に示されているように、結合樹脂が50wt%を超える場合、すなわち、固体潤滑剤が50wt%未満であると摩耗が促進されず、無処理よりは低摩擦が得られるが、本実施例には及ばない(試料No.2,3,8,9,20参照)。
【0059】
それでは、下層皮膜を本実施例と同組の皮膜とした場合、つまり、固体潤滑剤を50wt%以上に設定した場合、図5に記載されているように、ピストン基材1との密着性が低下して実用に適さない(試料No.22〜40参照)。
【0060】
そこで、下層皮膜は、ピストン基材1との密着性を確保し、同時に固体潤滑剤を50wt%以上含有した上層皮膜との密着性を確保する。
【0061】
アルミニウム合金基材との密着性の無い結合樹脂5wt%、二硫化モリブデン95wt%の皮膜を上層皮膜とし、下層皮膜に結合樹脂PAIを固体潤滑剤として、PAI、MoS2、PTFEをそれぞれ15,30,50,60,75,95wt%含有した皮膜構成として密着力を測定した結果(試料41〜59)、すべて下層皮膜とアルミニウム合金基材から剥離して密着性の無い上層皮膜組成物でも下層皮膜の固体潤滑剤を50wt%以下とすることで密着力が確保できることがわかる。
【0062】
以上のように、本実施例によれば、ピストン基材1aに対する下層皮膜組成物22の密着性に優れると共に、特に、上層皮膜組成物21の固体潤滑剤を、少なくとも二硫化モリブデン(MoS2)の含有量が50wt%〜95wt%に設定したことによって、ピストン1のスラスト側、反スラスト側スカート部8,9の外周面がシリンダ壁面3に摺動した際の初期馴染み性、つまり、上層皮膜組成物21の表面が短時間で摩耗することによってなめらかな摺動面が速やかに形成され、即座に優れた初期馴染み性が得られる。
【0063】
そして、この第1実施形態では、前記ピストン1の両スカート部8,9に前記下層皮膜組成物22と上層皮膜組成物21をそれぞれ単層ずつ重合状態に施すわけであるが、これら上下層皮膜組成物21,22が誤りなく施されたか否かをチェックする手段を有している。なお、前記下層皮膜組成物22と上層皮膜組成物21とは、ほぼ黒色に近い色彩になっている。
【0064】
具体的に説明すると、前記下層皮膜組成物22は、図6Aに示すように、該下層皮膜組成物22を施した際に、スラスト側、反スラスト側スカート部8,9の周方向のほぼ中央位置で、かつ下側の位置にマークである第1窓部30が設けられている。この第1窓部30は、比較的小さなほぼ正方形状に形成されていると共に、この下層皮膜組成物22の単一層にのみ設けられている。
【0065】
一方、上層皮膜組成物21は、図6Bに示すように、該上層皮膜組成物21を施した際に、スラスト側、反スラスト側スカート部8,9の周方向のほぼ中央位置で、かつ上側の位置にマークである第2窓部31が設けられている。この第2窓部31は、第1窓部30と同じく比較的小さなほぼ正方形状に形成されていると共に、この上層皮膜組成物21の単一層にのみ設けられており、この形成位置が第1窓部30の形成位置とは重ならない、つまりオーバーラップしない位置になっている。
【0066】
したがって、例えば、前記下層皮膜組成物22のみを施し、上層皮膜組成物21を誤って施さなかった場合には、図6Aに示すように、前記第1窓部30からピストン基材1aの表面である銀色に近いアルミ合金地肌が表出することから、作業者は、視覚によって下層皮膜組成物21だけしか施されていないこと認識、判断することができる。
【0067】
また、逆に上層皮膜組成物21のみを施し、下層皮膜組成物22を誤って施さなかった場合には、図6Bに示すように、前記第2窓部31からピストン基材1aの表面が表出することになる。したがって、作業者は、視覚によって上層皮膜組成物21だけしか施されていないこと認識、判断することができる。
【0068】
また、前記下層皮膜組成物22と上層皮膜組成物21の両方が適正に施されている場合には、前記第1、第2窓部30,31が、図6Cに示すように、それぞれの皮膜組成物21,22によって被覆あるいは下地として表出された状態、つまり塞がれた状態になって全体がほぼ黒色になる。このため、作業者は、これによって両方の皮膜組成物21,22が施されていることを認識、判断することできる。
【0069】
これによって、単一の皮膜層のピストン製品を誤ってそのまま製品として流通することを未然に回避することが可能になり、信頼性を高めることができる。
【0070】
また、各スカート部8,9におけるシリンダ壁面3との摺動の少ない箇所に前記窓部30,31が設けられているので、フリクションの影響を殆ど受けることがなく、摩耗の発生を抑制することができる。また、各スカート部8,9の軸方向の設計の自由度が大きくなる。
【0071】
また、前記上下層皮膜組成物21,22が適正に施された前記各窓部30,31には、前記上下層皮膜組成物21,22の一方が施された状態になるので、たとえ僅かながらもフリクションの影響を受けた場合でも、摩耗等の発生を抑制することが可能になる。
【0072】
さらに、各皮膜組成物21,22を施す際に、同時に各窓部30,31を形成するので、かかる形成作業が極めて容易であり、特別な装置も必要としないので、コストの高騰も抑制できる。
【0073】
なお、第1、第2窓部30,31の認識対象としては、作業者の視認によるものだけでなく、例えば、カメラなどを利用して機械的に認識することも可能であり、自動化ラインでの作業にも利用できる。
【0074】
〔第2実施形態〕
図7は第2実施形態を示し、この場合も複層皮膜として上下2層の皮膜組成物21,22を対象とし、図7A、Bに示すように、下層皮膜組成物22のマークとして円形状の第1窓部32が設けられ、上層皮膜組成物21のマークとして円形状の第2窓部33が設けられている。この両窓部32,33は、形成位置が第1実施形態のものと同じくそれぞれ上下側に配置されてオーバーラップすることがない。
【0075】
したがって、下層あるいは上層皮膜組成物21,22のいずれか一方のみしか施されてない場合は、第1窓部32か第2窓部33のいずれか一方のみが形成されて、該いずれか一方の窓部32,33からピストン基材1aのアルミ合金地肌が表出している。これにより、作業者は、視覚によって上層皮膜組成物21だけしか施されていないこと認識、判断することができる。
【0076】
したがって、単一の皮膜層のピストン製品を誤ってそのまま製品として流通することを未然に回避することが可能になり、信頼性を高めることができる。
【0077】
また、両方の皮膜組成物21,22が施されている場合は、図7Cに示すように、両窓部32,33には各皮膜組成物21,22の一方が表出して、各窓部32,33が塞がれた状態になっていることから、作業者は、両方の皮膜組成物21,22が施されていることを視覚によって認識、判断することが可能になる。
【0078】
他の作用効果は、前記第1実施形態のものと同様である。
〔第3実施形態〕
図8は第3実施形態を示し、この場合も上下2層の皮膜組成物21,22を対象とし、下層皮膜組成物22のマークとして、図8Aに示すように、スカート部8,9の周方向の一端側で、かつ上端部に小円形状の第1窓部34が設けられ、上層皮膜組成物21のマークとして、図8Bに示すように、スカート部8,9の周方向の一端側で、かつ軸方向のほぼ中央位置に小円形状の第2窓部35が設けられている。この両窓部34,35は、形成位置が上下に異なっていることから互いにオーバーラップすることがない。
【0079】
したがって、下層あるいは上層皮膜組成物21,22のいずれか一方のみしか施されてない場合は、図8A、Bに示すように、第1窓部34か第2窓部35のいずれか一方のみが形成されて、該いずれか一方の窓部34,35からピストン基材1aのアルミ合金地肌が表出している。これにより、作業者は、視覚によって上層皮膜組成物21だけしか施されていないこと認識、判断することができる。
【0080】
この結果、単一の皮膜層のピストン製品を誤ってそのまま製品として流通することを未然に回避することが可能になり、信頼性を高めることができる。
【0081】
また、両方の皮膜組成物21,22が施されている場合は、図8Cに示すように、両窓部34,35には各皮膜組成物21,22が表出して、両窓部34,35が塞がれた状態になっていることから、作業者は、両方の皮膜組成物21,22が施されていることを視覚によって認識、判断することが可能になる。よって、この第3実施形態も前記各実施形態と同様な作用効果が得られる。
【0082】
また、この実施形態では、各窓部34,35が、各スカート部8,9におけるシリンダ壁面3との摺動の少ない箇所に設けられていると共に、その大きさも第2実施形態のものよりも十分に小さく形成されているので、さらにフリクションの影響を殆ど受けることがなくなる。この結果、摩耗の発生を一層抑制することが可能になる。また、各スカート部8,9の軸方向の設計の自由度が大きくなる。
〔第4実施形態〕
図9は第4実施形態を示し、基本構成は第1実施形態と同じく各皮膜組成物21,22にそれぞれほぼ正方形状の第1、第2窓部36,37が形成されているが、これらの形成位置が第1実施形態と異なっている。
【0083】
すなわち、第1、第2窓部36、37は、図9A、Bに示すように、各スカート部8,9の周方向の中央位置で、かつ互いに軸方向の軸心位置Xがほぼ同一となるように設定されていると共に、互いに各スカート部8,9の軸方向のほぼ中央寄りに形成されている。したがって、図9Cに示すように、上下の皮膜組成物21,22が施された際に、両窓部36,37の上下の一部が互いにオーバーラップして第3窓部38が形成されるようになっている。この第3窓部38は、スカート部8,9の周方向へ沿って細長く形成されて、常時、ピストン基材1a表面のアルミ合金地肌が表出している。また、この第3窓部38は、その面積が十分に小さく、かつ形成位置がシリンダ内壁3との摺動が殆どない箇所に設定されている。
【0084】
以上のように、上下の皮膜組成物21,22にそれぞれ各窓部36,37を形成することによって、前記各実施形態と同じく単一の皮膜層のピストン製品を誤ってそのまま製品として流通することを未然に回避することが可能になり、信頼性を高めることができる。また、各スカート部8,9におけるシリンダ壁面3との摺動時のフリクションの影響を受けることがなく、摩耗の発生を抑制することができる。
【0085】
しかも、各皮膜組成物21,22が施された後に、両スカート部8,9の径方向一対の第3窓部38、38を利用して、つまり、前記ピストン基材1aの表面が表出した部位を利用して、例えばマイクロメータなどを用いて両スカート部8、9間の径方向の寸法を精度良く測定することが可能になる。
【0086】
前記両窓部36,37の互いの形成位置は、周方向及び軸方向で必ずしも厳密に設定される必要はなく、各窓部36,37によるマークとしての機能が発揮され、かつ第3窓部38の形が若干変形しても径方向の寸法を測れる程度の大きさが確保できればよいのである。
〔第5実施形態〕
図10は第5実施形態を示し、基本構成は第4実施形態と同じであるが、各窓部39、40がそれぞれ円形状に形成されている。
【0087】
すなわち、第1、第2窓部39、40は、図10A、Bに示すように、各スカート部8,9の周方向の中央位置で、かつ互いに軸方向の軸心位置Xがほぼ同一となるように設定されていると共に、互いに各スカート部8,9の軸方向のほぼ中央寄りに形成されている。したがって、図10Cに示すように、上下の皮膜組成物21,22が施された際に、両窓部39,40の上下の一部が互いにオーバーラップして第3窓部41が形成されるようになっている。この第3窓部41は、スカート部8,9の周方向へ沿った細長い楕円状に形成されて、常時、ピストン基材1a表面のアルミ合金地肌が表出している。また、この第3窓部41は、その面積が十分に小さく、かつ形成位置がシリンダ内壁3との摺動が殆どない箇所に設定されている。
【0088】
以上のように、上下の皮膜組成物21,22にそれぞれ各窓部39,40を形成することによって、前記各実施形態と同じく単一の皮膜層のピストン製品を誤ってそのまま製品として流通することを未然に回避することが可能になり、信頼性を高めることができることは勿論のこと、各スカート部8,9におけるシリンダ壁面3との摺動時のフリクションの影響を受けることがなく、摩耗の発生を抑制することができる。
【0089】
しかも、各皮膜組成物21,22が施された後に、両スカート部8,9の径方向一対の第3窓部41、41を利用して、つまり、前記ピストン基材1aの表面が表出した部位を利用して、例えばマイクロメータなどを用いて両スカート部8、9間の径方向の寸法を精度良く測定することが可能になる。
〔第6実施形態〕
図11は第6実施形態を示し、マークとしての窓部に代えて各単層である上層皮膜組成物21と下層皮膜組成物22の外側に、これらと同じ皮膜組成物を用いた第1、第2マーク42、43が設けられている。
【0090】
すなわち、下層皮膜組成物22側の第1マーク42と,上層皮膜組成物21側の第2マーク43は、図11A〜Cに示すように、各皮膜組成物21,22を形成する際に同時に形成されるもので、それぞれ小さな矩形状に形成されて、各スカート部8,9の周方向の一端側で、かつ前記各皮膜組成物21,22の図中右外側、つまり、スカート部8,9とエプロン部11、12との連結箇所外面に形成されていると共に、各皮膜組成物21,22とは周方向へ僅かな隙間C(非皮膜層)をもって離間されている。
【0091】
第1マーク42は、図11Aに示すように、ピストン1軸方向の上側に配置されているのに対して、第2マーク43は、図11Bに示すように、ピストン軸方向のほぼ中央よりも下側に形成されている。また、両マーク42,43は、図11Cに示すように、互いに軸方向へ僅かな隙間Sをもって離間している。
【0092】
したがって、この実施形態によれば、前記下層皮膜組成物22のみを施し、上層皮膜組成物21を誤って施さなかった場合には、図11Aに示すように、前記第1マーク42のみが形成されることになるから、作業者は、視覚によって下層皮膜組成物21だけしか施されていないこと認識、判断することができる。
【0093】
また、逆に上層皮膜組成物21のみを施し、下層皮膜組成物22を誤って施さなかった場合には、図11Bに示すように、前記第2マーク43のみが形成されることになるから、作業者は、視覚によって上層皮膜組成物21だけしか施されていないこと認識、判断することができる。
【0094】
前記下層皮膜組成物22と上層皮膜組成物21の両方が施されている場合には、前記第1、第2マーク42,43が、図11Cに示すように、上下に縦列状態に配置形成される。このため、作業者は、これによって両方の皮膜組成物21,22が施されていることを認識、判断することできる。特に、第1,第2マーク42,43とは、隙間Cを介して各皮膜組成物21,22とは離間していることから、各マーク42,43の存在が外観から認識し易い。しかも、両マーク42,43は、隙間Sを介して軸方向へも大きく離間していることから、いずれの皮膜組成物21、22が施されていないかがさらに明瞭になる。
【0095】
これによって、前記各実施形態と同様に、単一の皮膜層のみが形成されたピストンを誤ってそのまま製品として流通するのを未然に回避することが可能になり、信頼性を高めることができる。
【0096】
また、各スカート部8,9におけるシリンダ壁面3との摺動の殆どない箇所に前記マーク42,43が設けられているので、フリクションの影響を受けることがなく、摩耗の発生を抑制することができる。また、各スカート部8,9とは、直接関係のない箇所に形成されるので、軸方向の設計の自由度が大きくなる。
【0097】
さらに、各皮膜組成物21,22を施す際に、同時に各マーク42,43を形成するので、かかる形成作業が極めて容易であり、特別な装置も必要としないので、コストの高騰も抑制できる。
〔第7実施形態〕
図12は第6実施形態の変形例であって、同図A、Bに示すように、前記第1、第2マーク42,43の形成位置を、互いに軸方向へ近づけた位置とし、誤って一方側の皮膜組成物21,22のみとした場合は、それぞれ一方側のマーク42,43のみが形成され、また、両方の皮膜組成物21,22が形成されている場合は、図12Cに示すように、両マーク42,43が上下方向から結合された形になり、全体として軸方向へ長い長方形状に形成されることになる。
【0098】
したがって、第5実施形態と同様な作用効果が得られると共に、結合された第1,第2マーク42,43が長方形状になることから、作業者による視認性が良好になり、速やかな判断が可能になる。
【0099】
なお、この実施形態も各マーク42,43は、隙間Cを介して各皮膜組成物21,22とは離間していることから、前記視覚による判断が容易であることは、第5実施形態と同じである。
〔第8実施形態〕
図13は第8実施形態を示し、第1、第2マーク42,43の形成位置を、第6、7実施形態のものからさらに変更したもので、各皮膜組成物21,22の周方向の一端縁に連続して形成したものである。つまり、各スカート部8,9の表面に前記各皮膜組成物21、22をそれぞれ順次施す際に、該各皮膜組成物21、22の図中、周方向の右端に突起状の各マーク42,43が同時かつ連続的に形成されている。この両マーク42,43の間には、隙間Sが形成されている。
【0100】
これによって、前記各実施形態と同様な作用効果が得られると共に、各マーク42,43を各皮膜組成物21,22と連続して形成したことによって、その形成作業が容易になると共に、隙間Sによって作業者の視認性が良好になる。
〔第9実施形態〕
図14は第9実施形態を示し、第8実施形態を基本構成として、各マーク42,43は、各皮膜組成物21,22が施される際に同時に形成されるが、その形成位置をピストン軸方向の中央部側へ移動させて、両方の皮膜組成物21,22が誤り無く施された場合は、図14Cに示すように、各マーク42,43が上下で結合されるようになっている。
【0101】
したがって、この実施形態も第8実施形態と同様な作用効果が得られると共に、両マーク42,43も軸方向から結合されて軸方向に沿った長方形状になることから、視認性が良好になる。
〔第10実施形態〕
図15は第10実施形態を示し、矩形状の第1、第2マーク44,45を、各スカート部8,9の上端部、つまり、下層皮膜組成物22と上層皮膜組成物21の上端縁に連続して形成したものである。
【0102】
第1マーク44は、下層皮膜組成物22の上端縁の周方向ほぼ中央部に配置形成されている一方、第2マーク45は、上層皮膜組成物21の上端縁の周方向の中央部よりも図中右側に配置形成されている。これによって、両マーク44,45は、周方向へ所定の隙間をもって並列状態に配置されている。
【0103】
したがって、この実施形態も前記第9実施形態などと同様の作用効果が得られる。
〔第11実施形態〕
図16は第11実施形態を示し、矩形状の第1、第2マーク44,45を、各スカート部8,9の下端側、つまり、下層皮膜組成物22と上層皮膜組成物21の下端縁に連続して形成したものである。
【0104】
第1マーク44は、下層皮膜組成物22の上端縁の周方向ほぼ中央部に配置形成されている一方、第2マーク45は、上層皮膜組成物21の上端縁の周方向の中央部よりも図中右側に配置形成されている。これによって、両マーク44,45は、周方向へ所定の隙間をもって並列状態に配置されている。
【0105】
したがって、この実施形態も前記第9実施形態などと同様の作用効果が得られる。
【0106】
なお、前記第10、11実施形態における第1,第2マーク44,45は、両方の皮膜組成物21,22が施されている場合は、周方向から結合される位置に形成することも可能です。
〔第12実施形態〕
図17は第12実施形態を示し、複層皮膜組成物を、前記各実施形態のように上下2層ではなく、3層以上施した場合に適用したものである。
【0107】
この実施形態では、各スカート部8,9の外面に施される皮膜組成物を、第1〜第6層46a〜46fとした場合であって、図17Aに示すように、各皮膜組成物46a〜46fの周方向の図中右側の位置に、マークである複数の周方向へ沿って細長い複数の窓部47a〜47eが形成されている。
【0108】
この各窓部47a〜47eは、各皮膜組成物46a〜46fの右側の位置に縦一列に等間隔をもって配置され、前記皮膜組成物46a〜46fの各一層には、6層数−1に設定されていると共に、前記それぞれの窓部47a〜47eには、それぞれ異なる別の皮膜層が表出するようになっている。
【0109】
すなわち、図17Aに示すように、皮膜組成物の1層目46aでは、最上段の第1窓部がなく、2段目〜6段目に第2〜第6窓部47b〜47fが形成されている。2層目46bでは、最上段に第1窓部47aが形成され、第2窓部がなく、第3窓部47c〜第5窓部47fが形成されている。3層目46cでは、第3窓部が無く、第1、第2窓部47a、47bと第4〜第6窓部47d〜47fがそれぞれ形成されている。4層目46dでは、第4窓部がなく、第1〜第3窓部47a〜47cと第5,第6窓部47e、47fがそれぞれ形成されている。5層目46eでは、第5窓部がなく、第1〜第4窓部47a〜47dと第6窓部47fがそれぞれ形成されている。6層目46fでは、最下段の第6窓部がなく、第1〜第5窓部47a〜47eがそれぞれ形成されている。
【0110】
したがって、例えば、前記4層目46dの皮膜組成物を施すのを忘れた場合には、図17Bに示すように、他の層46a〜c、46e、46fでは、全て第4窓部47dが形成されていることから、この第4窓部47dが開かれた状態となって、ここからピストン基材1aのアルミ合金地肌が表出する。
【0111】
このため、作業者は、第4窓部47dから表出されたアルミ合金地肌を視認することによって4層目の皮膜組成物46dが施されていないと判断することができる。この結果、第1実施形態などと同様に皮膜不良なピストン1の製品の流通を十分に抑制することができ、信頼性が向上する。
【0112】
また、1層目〜6層目46a〜46fまで全ての皮膜組成物が誤り無く施されている場合は、図17Cに示すように、全ての窓部47a〜47fが各層46a〜46fに塞がれて窓部が消失することから、これも視覚によって認識することができる。
〔第13実施形態〕
図18は第13実施形態を示し、これも各スカート部8,9の外面に施される皮膜組成物を、4層とした場合であって、図18Aに示すように、各皮膜組成物48a〜48dの周方向の図中右端縁に、周方向へ沿って細長い4つの第1〜第4マーク49a〜49dが形成されている。
【0113】
この各マーク49a〜49dは、各皮膜組成物48a〜48dの右端縁の上下位置に一つずつ一体に形成されていると共に、第1マーク49a〜第4マーク49dの上下に間隔はなく前記皮膜組成物48a〜48dの全てを適正に施した場合には、図18Cに示すように、各マーク49a49dが互いに上下から結合されて一体的になるようにその形成位置が設定されている。
【0114】
すなわち、図18Aに示すように、皮膜組成物の1層目48aの第1マーク49aは最上段位置に形成され、2段目以降4段目48b〜48dまで順次マークの巾長さ分だけ下側の位置に形成されている。
【0115】
したがって、例えば、前記3層目48cの皮膜組成物を施すのを忘れた場合には、図18Bに示すように、第1、第2マーク49a、49bと第4マーク49dは存在するが、第3マーク49cの部分が歯欠け状態になる。したがって、この第3マーク49cの部分からピストン基材1aのアルミ合金地肌が表出する。
【0116】
このため、作業者は、前記第3マーク49cの歯欠け部分Sによる表出されたアルミ合金地肌を視認することによって3層目の皮膜組成物48cが施されていないことを認識、判断することができる。この結果、第1実施形態などと同様に不良なピストン1の製品の流通を十分に抑制することができ、信頼性が向上する。
〔第14実施形態〕
図19は第14実施形態を示し、この実施形態は第13実施形態の構成をさらに発展させたもので、皮膜組成物を多くのn層50a〜50n…とした場合に、その右端縁にn層分の細長い第1マーク51a〜51n…を一体に形成したものである。
【0117】
前記各マーク51a〜51nは、図19Cに示すように、各皮膜組成物50a〜50nを全て施した場合に互いに上下に一定の隙間Cを介して縦列状態となるように設けられている。
【0118】
したがって、例えば、前記3層目50cの皮膜組成物を施すのを忘れた場合には、図19Bに示すように、第1、第2マーク50a、50bと第4マーク50d以下は存在するが、第3マーク51cの部分が歯欠け状態になる。したがって、この歯欠けの部分Sからピストン基材1aのアルミ合金地肌が表出する。
【0119】
このため、作業者は、前記第3マーク51cの部分の歯欠けによる表出されたアルミ合金地肌を視認することによって3層目の皮膜組成物50cが施されていないことを認識、判断することができる。この結果、第1実施形態などと同様に不良なピストン1の製品の流通を十分に抑制することができ、信頼性が向上する。
【0120】
以上のように、第12〜第14実施形態のような3以上の複層皮膜組成物であったとしても前記窓部やマークを利用して皮膜が施されていることを判別することが可能になる。
〔第15実施形態〕
図20及び図21Aは第15実施形態を示し、第1、第2マーク42,43の形成位置は、図13に示す第8実施形態と同じであるが、この実施形態では、前記ピストン1のスラスト側スカート部8と反スラスト側スカート部9に、前記下層皮膜組成物22を第1マーク42と一緒に施す際に、後に上層皮膜組成物21の第2マーク43が施される部位の領域に下層皮膜組成物22の一部である複数の黒点状の皮膜部52を散在させたものである。
【0121】
すなわち、ピストン1の両スカート部8,9の表面であるピストン基材表面に、前述のような方法によって、まず下層皮膜組成物22と第1マーク42を施すが、このとき同時に、次の工程で上層皮膜組成物21の第2マーク43が施される位置に、下層皮膜組成物22の一部である複数の黒点状の皮膜部52を施し、これらを集合してなる皮膜部形成領域53が形成されている。
【0122】
前記個々の皮膜部52は、図21Aに示すように、直径が数mm程度の小さな円形状に形成され、互いに所定の距離をもって分散されて、全体が前記第2マーク43の外形よりもやや大きなほぼ正方形状の水玉模様の皮膜部形成領域53が形成されている。また、前記各皮膜部52の間は、前記ピストン基材1aの表面、つまりアルミ合金地肌が露出している状態になっている。
【0123】
そして、前記各皮膜部52の第2マーク43が重なる領域の集合面積は、前記第2マーク43の面積に対して10〜85%に設定されるが、本実施形態では約50%に設定されている。
【0124】
したがって、この実施形態によれば、前記各実施形態と同じく、各マーク42、43の存在によって、単一の皮膜層のピストン製品を誤ってそのまま製品として流通することを未然に回避することができることは勿論のこと、前記下層皮膜組成物22の上面に上層皮膜組成物21を施した際に、同時に前記第2マーク43が、前記皮膜形成領域53内の各皮膜部52間のピストン基材1aの露出した表面と前記各皮膜部52に結合することから、第2マーク43を皮膜形成領域53内で強固に結合させることができる。
【0125】
すなわち、前記第2マーク43は、皮膜形成領域53内のピストン基材1aの表面の他に、点在した各皮膜部52に結合することから、下層皮膜組成物22に上層皮膜組成物21が強固に結合するのと同じく作用によって、各皮膜部52に強固に結合する。これによって、下層皮膜組成物22上に上層皮膜組成物21を形成した後に、前記第2マーク43がピストン1の表面から不用意に剥離してしまうことがなくなる。この結果、前述のような各マーク42,43による単一層か否かの判別を常に確実に行うことができる。
【0126】
また、前記皮膜形成領域53は、第2マーク43の面積よりも大きく形成されていることから、はみ出ることない。
〔皮膜部の他のパターン〕
前記皮膜部52は、図20及び図21Aに示す小さな円形状の他に、いろいろな形状やパターンがあり、例えば、図21Bに示すように、小円形に代えて小正方形に形成するとか、あるいは小三角形で形成することも可能である。また、図21C示すように、点状ではなく、皮膜形成領域53内に格子状に形成したり、図21Dに示すように、クロスハッチ状に形成することも可能である。
【0127】
そして、前記皮膜部52は、前記全ての実施形態に適用され、図6〜図10に示す第1〜第5実施形態では、第1窓部20,32、34、36、39内に形成されている。
【0128】
また、前記第8実施形態を含む図11〜図16に示す第6〜第11実施形態では、上層皮膜組成物21の第2マーク43、45が施される位置に、下層皮膜組成物22の形成と同時に、前記各皮膜部52が皮膜形成領域53内に形成されている。
【0129】
図17に示す第12実施形態では、例えば、5層目46eがピストン基材1aとの密着性(結合性)がなく3層目46cとの密着性が良い場合は、3層目46cの複数の窓の中で5層目46eが被装される窓47eに前記各皮膜部52を形成する。
【0130】
図18に示す第13実施形態では、例えば、4層目48dがピストン基材1aとの密着性がなく、2層目48bとの密着性が良い場合は、2層目48bに前記4層目48dの第4マーク49dが形成される位置に、前記各皮膜部52を形成する。
【0131】
図19に示す第14実施形態では、n層目がピストン基材1aとの密着性がなく、m層目との密着性が良い場合は、m層目の皮膜組成物に、n層目のマーク51nが形成される位置に、前記各皮膜部52を形成する。
【0132】
したがって、前記各実施形態でも、各窓部30…や皮膜形成領域53など各皮膜部52が形成したことから、第15実施形態と同様な作用効果が得られる。
【0133】
本発明は、前記各実施形態の構成に限定されるものではなく、第1実施形態に供される第1、第2複層皮膜組成物21,22の特異な材料を別の材料に変更することも可能である。
【0134】
前記実施形態から把握される前記請求項以外の発明の技術的思想について以下に説明する。
〔請求項a〕請求項1に記載の内燃機関のピストンにおいて、
前記各単層皮膜のみに施されたそれぞれのマークは、前記スカート部の周方向の少なくとも一方側に設けられたことを特徴とする内燃機関のピストン。
【0135】
この発明によれば、スカート部におけるシリンダ壁面との摺動の少ない箇所に前記マークが設けられているので、フリクションの影響を受けることがなく、摩耗の発生を抑制することができる。また、スカート部の軸方向の設計の自由度が大きくなる。
〔請求項b〕請求項1に記載の内燃機関のピストンにおいて、
前記各単層皮膜のみが施されたそれぞれのマークは、前記スカート部のピストン軸方向上方位置、あるいは下方位置に設けられていることを特徴とする内燃機関のピストン。
【0136】
この発明によれば、スカート部におけるシリンダ壁面との摺動の少ない箇所に前記マークが設けられているので、フリクションの影響を受けることがなく、摩耗の発生を抑制することができる。また、スカート部の軸方向の設計の自由度が大きくなる。
〔請求項c〕請求項1に記載の内燃機関のピストンにおいて、
前記各単層皮膜のみが施されたそれぞれのマークは、前記単層皮膜と連続して設けられていることを特徴とする内燃機関のピストン。
【0137】
この発明では、それぞれのマークは、対応する単層皮膜と連続していることから、マークの形成作業が容易になると共に、形成スペースが小さい箇所にも形成することが可能になる。
〔請求項d〕請求項1に記載の内燃機関のピストンにおいて、
前記複層皮膜は、ピストン基材の表面に皮膜形成された下層皮膜組成物と、該下層皮膜組成物の上面に皮膜形成された上層皮膜組成物と、によって形成され、
前記下層皮膜組成物と上層皮膜組成物とはともに結合樹脂であるポリアミドイミド樹脂、またはポリイミド樹脂、またはエボキシ樹脂の少なくとも1種を含み、
前記下層皮膜組成物は、少なくともグラファイトかあるいは二硫化モリブデンのいずれか一方からなる固体潤滑剤の含有量が50wt%以下に設定されている一方、
前記上層皮膜組成物は、少なくともグラファイトまたは二硫化モリブデンのいずれか一方、あるいはグラファイトと二硫化モリブデンの両方を含む固体潤滑剤の含有量が50〜95wt%に設定されていることを特徴とする複層潤滑皮膜が形成された内燃機関のピストン。
【0138】
この発明によれば、ピストン基材に対する下層皮膜組成物の密着性に優れると共に、特に、上層皮膜組成物の固体潤滑剤を、少なくともグラファイトまたは二硫化モリブデンのいずれか一方、あるいはグラファイトと二硫化モリブデンの両方の含有量が50〜95wt%に設定したことによって、ピストンの外周面がシリンダ壁面に摺動した際の初期馴染み性、つまり、上層皮膜組成物の表面が短時間で摩耗することによってなめらかな摺動面が速やかに形成され、優れた初期馴染み性が得られる。
〔請求項e〕請求項2に記載の内燃機関のピストンにおいて、
前記窓部には、全体的に下層の皮膜が表出していることを特徴とする内燃機関のピストン。
【0139】
この発明によれば、窓部の全体に下層の皮膜が表出していることから、シリンダ壁面との摺動時におけるフリクションによる耐摩耗性の低下を抑制できる。
〔請求項f〕請求項2に記載の内燃機関のピストンにおいて、
前記窓部には、一部に前記下層皮膜が表出して、他の部位には下層皮膜が表出されずピストン基材の表面が表出していると共に、該ピストン基材の表面が表出している部位は、前記スカート部の周方向のほぼ中央部に位置していることを特徴とする内燃機関のピストン。
【0140】
この発明によれば、前記複層の皮膜が施された後に、前記ピストン基材の表面が表出した部位を利用して、例えばマイクロメータなどを用いて両スカート部間の径方向の寸法を測定することが可能になる。
〔請求項g〕請求項2に記載の内燃機関のピストンにおいて、
前記複層皮膜のうちの一層には、少なくとも層数−1の前記窓部が設けられ、前記それぞれの窓部には、それぞれ異なる別の皮膜層が表出していることを特徴とする内燃機関のピストン。
【0141】
この発明によれば、2以上の複層皮膜であったとしても前記窓部を利用して皮膜が施されていることを判別することが可能になる。
〔請求項h〕請求項gに記載の内燃機関のピストンにおいて、
前記複層皮膜のうちの最下層には、層数−1の前記窓部が設けられ、この下層の外面に順次施された複数の上層皮膜は、上層となるにしたがって前記窓部の数が1つずつ少なくなり、かつ前記窓部が下層の窓部と対応する箇所に設けられていることを特徴とする内燃機関のピストン。
【符号の説明】
【0142】
1…ピストン
1a…ピストン基材
3…シリンダ壁面
8…スラスト側スカート部
9…反スラスト側スカート部
20…複層皮膜組成物
21…上層皮膜組成物
22…下層皮膜組成物
30・32・34・36・39…第1窓部
31・33・35・37・40…第2窓部
38・41…第3窓部
42・44…第1マーク
43・45…第2マーク
46a〜46f…第1〜第6皮膜組成物
47a〜47f…第1〜第6窓部
48a〜48d…第1〜第4皮膜組成物
49a〜49d…第1〜第4マーク
50a〜50n…皮膜組成物
51a〜51n…マーク
52…皮膜部
53…皮膜形成領域
【特許請求の範囲】
【請求項1】
ピストン基材の径方向に形成された一対のスカート部の少なくとも一方の表面に複層皮膜を施した内燃機関のピストンであって、
前記複層皮膜のそれぞれの単層皮膜の異なる位置にマークを設けたことを特徴とする内燃機関のピストン。
【請求項2】
ピストン基材の径方向に形成された一対のスカート部の少なくとも一方の表面に複層皮膜を施した内燃機関のピストンであって、
上層皮膜に窓部を設けると共に、該窓部からピストン基材の表面あるいは下層皮膜が表出していることを特徴とする内燃機関のピストン。
【請求項3】
ピストン基材の径方向に形成された一対のスカート部の少なくとも一方の表面に複層皮膜を施した内燃機関のピストンであって、
前記複層皮膜は固定潤滑剤を含有すると共に、前記複層皮膜の各単層皮膜から非皮膜部を介して離間した位置でかつそれぞれ異なる位置に単一層のマーク皮膜を施したことを特徴とする内燃機関のピストン。
【請求項4】
請求項1に記載の内燃機関のピストンにおいて、
前記複層皮膜は、前記ピストン基材に直接施された下層皮膜と、該下層皮膜の上に施される上層皮膜とからなり、
前記下層皮膜は、前記上層皮膜よりも前記ピストン基材との密着性が高く、前記上層皮膜は、前記ピストン基材よりも前記下層皮膜との密着性が高いものであって、
前記上層皮膜のマークが施される部位の前記ピストン基材表面に、該ピストン基材表面が部分的に露出した前記下層皮膜が施されていることを特徴とする内燃機関のピストン。
【請求項5】
請求項1に記載の内燃機関のピストンにおいて、
前記上層皮膜のマークが施される部位の前記ピストン基材表面に、前記下層皮膜の一部が散在していることを特徴とする内燃機関のピストン。
【請求項6】
請求項5に記載の内燃機関のピストンにおいて、
前記上層皮膜のマークが施される部位の前記ピストン基材表面に施される前記下層皮膜は、同一形状の複数の点部が散在していることを特徴とする内燃機関のピストン。
【請求項7】
請求項4に記載の内燃機関のピストンにおいて、
前記上層皮膜のマークが施される部位の前記ピストン基材表面には、前記下層皮膜が前記上層皮膜のマークの面積に対して10〜85%の割合で施されていることを特徴とする内燃機関のピストン。
【請求項1】
ピストン基材の径方向に形成された一対のスカート部の少なくとも一方の表面に複層皮膜を施した内燃機関のピストンであって、
前記複層皮膜のそれぞれの単層皮膜の異なる位置にマークを設けたことを特徴とする内燃機関のピストン。
【請求項2】
ピストン基材の径方向に形成された一対のスカート部の少なくとも一方の表面に複層皮膜を施した内燃機関のピストンであって、
上層皮膜に窓部を設けると共に、該窓部からピストン基材の表面あるいは下層皮膜が表出していることを特徴とする内燃機関のピストン。
【請求項3】
ピストン基材の径方向に形成された一対のスカート部の少なくとも一方の表面に複層皮膜を施した内燃機関のピストンであって、
前記複層皮膜は固定潤滑剤を含有すると共に、前記複層皮膜の各単層皮膜から非皮膜部を介して離間した位置でかつそれぞれ異なる位置に単一層のマーク皮膜を施したことを特徴とする内燃機関のピストン。
【請求項4】
請求項1に記載の内燃機関のピストンにおいて、
前記複層皮膜は、前記ピストン基材に直接施された下層皮膜と、該下層皮膜の上に施される上層皮膜とからなり、
前記下層皮膜は、前記上層皮膜よりも前記ピストン基材との密着性が高く、前記上層皮膜は、前記ピストン基材よりも前記下層皮膜との密着性が高いものであって、
前記上層皮膜のマークが施される部位の前記ピストン基材表面に、該ピストン基材表面が部分的に露出した前記下層皮膜が施されていることを特徴とする内燃機関のピストン。
【請求項5】
請求項1に記載の内燃機関のピストンにおいて、
前記上層皮膜のマークが施される部位の前記ピストン基材表面に、前記下層皮膜の一部が散在していることを特徴とする内燃機関のピストン。
【請求項6】
請求項5に記載の内燃機関のピストンにおいて、
前記上層皮膜のマークが施される部位の前記ピストン基材表面に施される前記下層皮膜は、同一形状の複数の点部が散在していることを特徴とする内燃機関のピストン。
【請求項7】
請求項4に記載の内燃機関のピストンにおいて、
前記上層皮膜のマークが施される部位の前記ピストン基材表面には、前記下層皮膜が前記上層皮膜のマークの面積に対して10〜85%の割合で施されていることを特徴とする内燃機関のピストン。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【公開番号】特開2012−31841(P2012−31841A)
【公開日】平成24年2月16日(2012.2.16)
【国際特許分類】
【出願番号】特願2011−63502(P2011−63502)
【出願日】平成23年3月23日(2011.3.23)
【出願人】(509186579)日立オートモティブシステムズ株式会社 (2,205)
【Fターム(参考)】
【公開日】平成24年2月16日(2012.2.16)
【国際特許分類】
【出願日】平成23年3月23日(2011.3.23)
【出願人】(509186579)日立オートモティブシステムズ株式会社 (2,205)
【Fターム(参考)】
[ Back to top ]