
内燃機関エアクリーナ用濾材およびエアクリーナエレメント
【課題】高剛性で粉塵負荷時に変形や濾材破れがなく長寿命であり、粉塵の再飛散もなく、さらに製造時に環境汚染の小さい内燃機関エアクリーナ用濾材、およびエアクリーナ用エレメントを提供する。
【解決手段】最大ポアサイズが100μm以下であるメルトブローン不織布からなるダスト捕集層と、このダスト捕集層の上流側に熱融着によって積層され、繊維径10μm〜80μmの2種以上の繊維径の繊維が上流側から下流側に向かって小さい繊維径の比率が多くなっており、かつ平均繊維径が30μm〜60μmであり、さらに目付量が80〜300g/m2のサーマルボンド不織布からなるダスト保持層とを備える内燃機関エアクリーナ用濾材であって、濾材面内に繊維密度の高い部分3と低い部分4とを有し、前記繊維密度の高い部分3が格子状に存在することを特徴とする。
【解決手段】最大ポアサイズが100μm以下であるメルトブローン不織布からなるダスト捕集層と、このダスト捕集層の上流側に熱融着によって積層され、繊維径10μm〜80μmの2種以上の繊維径の繊維が上流側から下流側に向かって小さい繊維径の比率が多くなっており、かつ平均繊維径が30μm〜60μmであり、さらに目付量が80〜300g/m2のサーマルボンド不織布からなるダスト保持層とを備える内燃機関エアクリーナ用濾材であって、濾材面内に繊維密度の高い部分3と低い部分4とを有し、前記繊維密度の高い部分3が格子状に存在することを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、空気中の塵埃等を除去するために、自動車、汎用エンジンなどの内燃機関のエア吸入部に装着される外気取り入れ用の内燃機関エアクリーナ用濾材、およびこれを用いたエアクリーナエレメントに関するものである。
【背景技術】
【0002】
自動車、汎用エンジン等の内燃機関に導入される空気は、エアクリーナを通じてダストを除去された清浄空気であり、エアクリーナには高いダスト捕集効率と高いダスト保持量が要求されてきた。特に近年では、廃棄物低減の観点からダスト保持量がより高い、即ちエアクリーナの交換頻度が少ない長寿命のエアクリーナが強く望まれている。かかる課題に対して湿式法あるいは乾式法による密度勾配型濾材が提案されている。
【0003】
例えば湿式不織布では、繊維層が熱接着繊維と捲縮繊維からなり、樹脂接着剤を用いたものが開示されている(例えば、特許文献1参照)。一方、乾式不織布では、熱融着繊維を含有した繊維にニードルパンチを施した後、熱処理した密度勾配型フィルターが開示されている(例えば特許文献2、3参照)。
【0004】
特許文献1では、熱接着繊維と捲縮繊維を用いた湿式法による密度勾配不織布が提案されているが、樹脂接着剤を使用している為、繊維間の粉塵保持空間が減少し、エアクリーナの寿命が短いものとなる。また、繊維の繊維径、不織布の重量に関して言及されておらず、エレメント形状にプリーツ加工した際の強度低下による変形および寿命低下が問題である。
【0005】
特許文献2および特許文献3では、熱融着繊維を含有した繊維にニードルパンチを施してなる密度勾配型の不織布が提案されているが、ニードルパンチにより繊維の緻密層にも微少な穴が大量に存在する為、捕集したダストの再飛散する問題があった。さらに、ニードルパンチにより濾材強度が低下する為、高ダスト保持時には変形を生じ、ダスト保持量が低下するという問題があった。
【0006】
上記の様に、現状では濾材の強度を十分に保持して、変形によるダスト保持量低下を抑制し、かつ最適な繊維密度勾配を有する長寿命の濾材が得られていない状況である。
【0007】
【特許文献1】特開平4−59007号公報
【特許文献2】特公昭53−33787号公報
【特許文献3】特開平10−180023号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
そこで、本発明の目的は、高剛性で粉塵負荷時に変形や濾材破れがなく長寿命であり、粉塵の再飛散もなく、さらに製造時に環境汚染の小さい内燃機関エアクリーナ用濾材、およびエアクリーナ用エレメントを提供することにある。
【課題を解決するための手段】
【0009】
上記目的は、下記の如き本発明により達成できる。
即ち、本発明の内燃機関エアクリーナ用濾材(以下「本発明の濾材」という場合がある)は、最大ポアサイズが100μm以下であるメルトブローン不織布からなるダスト捕集層と、このダスト捕集層の上流側に熱融着によって積層一体化され、繊維径10μm〜80μmの2種以上の繊維径の繊維が上流側から下流側に向かって小さい繊維径の比率が多くなっており、かつ平均繊維径が30μm〜60μmであり、さらに目付量が80〜300g/m2のサーマルボンド不織布からなるダスト保持層とを備える内燃機関エアクリーナ用濾材であって、濾材面内に繊維密度の高い部分と低い部分とを有し、前記繊維密度の高い部分が格子状に存在することを特徴とする。
【0010】
本発明の濾材によると、濾材面内に繊維密度の高い部分と低い部分とを有し、前記繊維密度の高い部分が格子状に存在するため、高剛性で粉塵負荷時に変形や濾材破れがなく長寿命となる。また、ニードルパンチを用いずに熱融着によって積層一体化されているため、粉塵の再飛散もなく、さらに製造時に環境汚染の小さいものとなる。更に、上記のダスト捕集層の最大ポアサイズや製法、またダスト保持層の平均繊維径、目付量、繊維径変化などにより、通気抵抗が低いにもかかわらず、高捕集効率を有し、インターバル時間、ダストキャッチ量も大きく、非常に長寿命となる。
【0011】
上記において、前記繊維密度の高い部分の厚みと低い部分の厚みの比が0.5:1.0〜0.95:1.0、面積の比が1.0:0.5〜1.0:5であり、さらに前記繊維密度の低い部分の厚みが0.3mm〜3.0mmであることが好ましい。これによって、有効濾過面積を十分維持しながら、濾材剛性を向上させることができ、また、ダスト保持量も十分維持することができる。
【0012】
一方、本発明のエアクリーナエレメントは、上記何れかに記載の内燃機関エアクリーナ用濾材をプリーツ加工してなる濾材を備えることを特徴とする。
【0013】
本発明のエアクリーナエレメントによると、本発明の濾材を用いるため、高剛性で粉塵負荷時に変形や濾材破れがなく長寿命であり、粉塵の再飛散もなく、さらに製造時に環境汚染の小さいエアクリーナ用エレメントを提供することができる。
【発明を実施するための最良の形態】
【0014】
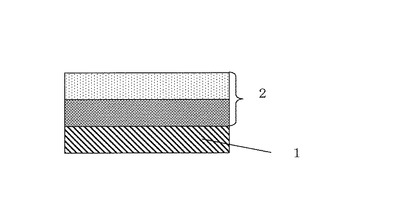
以下、本発明の実施の形態について、図面を参照しながら説明する。図1は、本発明の内燃機関エアクリーナ用濾材の一例を示す断面図であり、図2は、本発明の内燃機関エアクリーナ用濾材の一例を示す平面図である。
【0015】
本発明の濾材は、図1に示すように、メルトブローン不織布からなるダスト捕集層1と、サーマルボンド不織布からなるダスト保持層2とを備える。ダスト保持層2は、ダスト捕集層1の上流側に熱融着によって積層一体化されている。ダスト保持層2は、複数の層から構成されていてもよい。
【0016】
ダスト捕集層1としては、最大ポアサイズが100μm以下であることが必要である。ここで言う最大ポアサイズとは、ASTM F316−86バブルポイント試験法により測定したサイズを指す。ダスト捕集効率はJIS Z 8901の8種粉塵にて、99.9%以上の効率が必要とされており、該粉塵の粒度分布と濾過材の最大ポアサイズ、捕集効率を詳細に調査した結果、最大ポアサイズが100μm以下、より好ましくは70μm以下であるメルトブローン不織布を用いれば、十分に高い捕集効率を得ることができ、さらにはダストの再飛散も防止できることが判明した。最大ポアサイズが100μmを超えると、ダストリークやダストの再飛散が著しく、捕集効率が低くなる。
【0017】
不織布の製法としては、厚み、繊維分布の均一性、コスト面からメルトブローン不織布であることが必要である。メルトブローン不織布の目付量、材質は特に限定されないが、目付量10〜100g/m2、材質はポリオレフィン系、ポリエステル系などの汎用樹脂が広く使用できる。繊維径としては、上記のような捕集効率を実現する上で1.0〜10μmが好ましい。なお、1μm以下の微細なダスト捕集する必要がある際には、エレクトレット化することにより静電気力による捕集作用を付与しても良い。
【0018】
本発明のダスト保持層2は、繊維径が10μm〜80μmの2種以上の繊維径の繊維が上流側から下流側に向かって小さい繊維径の比率が多くなっていることが必要である。比率の変化は、連続的であっても段階的であってもよい。該ダスト保持層は、先述のダスト捕集層の上流側に設置され、比較的粒径の大きなダストを濾材深さ方向で捕集保持し、緻密なダスト捕集層の目詰まりによる通気抵抗の上昇を抑制すると共に、通気抵抗上昇時や温度、湿度の負荷があった際に濾材の変形を抑制し、急激な通気抵抗の上昇を防止する濾材補強の機能を有する。
【0019】
ダスト保持層2の繊維径は10μm〜80μmの2種以上の繊維径の繊維からなる必要があり、より好ましくは15μm〜70μm、さらに好ましくは20μm〜60μmの2種以上の繊維である。10μm未満の繊維を用いると繊維構造が緻密になりすぎてダストを保持する空間が小さくなり寿命が短くなり、さらにはシートの腰が低下し通気抵抗上昇時に変形が生じる。80μmを超える繊維を用いると、繊維の空間が大きくなりすぎてダストを保持することができなくなり、ダスト捕集層へほとんどのダストが捕集されてしまう為、寿命が短くなる。さらには繊維径が大きいと、例えばカーディングによる繊維シート化が困難になり、繊維ムラも大きくなり操業性が低下する。
【0020】
2種以上の繊維径の繊維は、上流側から下流側に向かって小さい繊維径の比率が多くなっていることが必要である。広い粒径分布かなるダストが濾材に負荷された際に、繊維径比率の勾配により濾材の上流部で大きい粒径のダスト、濾材の下流部で小さい粒径のダストを捕集・保持し、濾材厚み方向全体にわたって効率的にダストを保持させることにより、ダスト捕集層の目詰まりによる通気抵抗上昇を大幅に低減する効果がある。一方、上流側から下流側に向かって小さい繊維径の比率を大きくすると、上流側でダストの目詰まりが生じ濾材厚み方向の繊維が有効に活用されず寿命が短くなる。
【0021】
また繊維径の比率を変化させる方法としては特に限定されないが、繊維径の異なるウエッブを積層し一気に所定の厚みまで熱圧着させる方法が、品質の均一性や加工速度の観点から好ましい。繊維径の異なる不織布を予め準備し、各々を接着剤や機械的交絡によって積層して繊維径比率の勾配を変化させる方法があるが、各層の接触界面の接着剤によってダスト目詰まりを生じたり、ニードルパンチやウォーターパンチでは積層の際に生じる微細孔から、ダストリークが起こるので好ましくない。
【0022】
ダスト保持層2の平均繊維径は30μm〜60μmである必要がある。繊維径の勾配を連続的に変化させていても、ダスト保持層として平均繊維径が30μm未満であると、繊維構造が緻密になりすぎ、保持層のダスト捕集効率は向上するが、ダストを保持する空間が小さくなり、寿命が短くなる。さらにはシートの腰が低下し通気抵抗上昇時に変形が生じる。平均繊維径が60μmを超えると、繊維の空間が大きくなりすぎてダストを保持することができなくなり、ダスト捕集層へほとんどのダストが捕集されてしまう為、寿命が短くなる。また濾材厚みが大きくなる為、特にプリーツ加工を施してエレメント形状とした際には構造的な通気抵抗が上昇するので好ましくない。
【0023】
ダスト保持層2の目付量は、80〜300g/m2であることが必要であり、より好ましくは100〜250g/m2である。80g/m2未満であると、ダスト保持量が不足し、濾材強度も低下するので好ましくない。300g/m2を超えると、濾材厚みが大きくなり、特にプリーツ加工を施してエレメント形状とした際には、構造的な通気抵抗が上昇するので好ましくない。ダスト保持層2の厚みは、十分なダスト保持量を得る上で、0.5〜3.0mmが好ましい。
【0024】
さらにダスト保持層2を構成する繊維は、熱融着繊維からなるサーマルボンド不織布であり、ダスト捕集層とは熱融着により積層一体化されることが必要である。ダスト保持層が熱融着繊維からなりサーマルボンド法にて不織布化されることにより、繊維1本1本が熱融着により強固に接着され強度が増大するばかりか、バインダー樹脂が不要であるため、バインダー樹脂使用の際に生じる繊維間の目詰まりを抑制できる。また、製造の際の樹脂廃液がなく、工程がクリーン化できる。さらにはダスト捕集層との積層もダスト保持層の熱融着力によって可能であるので、層間接着のバインダーが不要となる。なお、層間接着をバインダーが同じく不要であるニードルパンチ法で実施した場合は、ダスト捕集層に生じるニードル痕から、ダストがリークするので好ましくない。
【0025】
熱融着繊維は芯鞘構造あるいはサイドバイサイド構造からなるものが利用でき、材質は特に限定されないがポリエチレン/ポリプロピレン系、低融点ポリエステル/ポリエステル系が濾材強度、耐環境試験性から好ましい。さらには繊維に抗菌剤、防カビ剤、抗ウイルス剤、抗アレルゲン剤、難燃剤、撥水剤等を混合あるいは後加工することによりこれらの付加機能を付与することも可能である。
【0026】
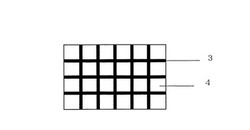
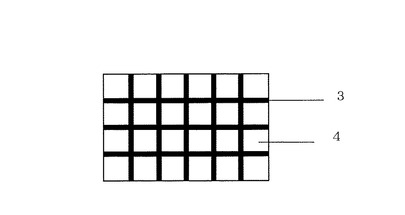
本発明の濾材は、図2に示すように、さらに剛性を高める為に、濾材面内に繊維密度の高い部分3と低い部分4とを有し、繊維密度の高い部分3が格子状に存在することを特徴とする。濾材面内で繊維密度の異なる部分は、濾材表面の少なくとも一方に設けられていればよいが、厚み方向の全体が、繊維密度の異なる部分を有していてもよい。
【0027】
格子を形成する単位形状は、正方形、長方形に限られず、菱形、平行四辺形、三角形など、いずれでもよい。つまり、繊維密度の高い部分3が連続する方向は、2次元的であれば、何れの方向でもよい。
【0028】
濾材中に高密度部が部分的に存在することにより、濾材にさらなる剛性が付与され粉塵負荷時の変形を抑制できると共に、エレメント化時にプリーツ加工を施す際にも折れ癖がつきやすく、加工性にも優れる。
【0029】
高密度の部分3は、格子状に存在することが好ましい。すなわち濾材の長手方向および巾方向などに連続した、線状に横断する形で高密度部が存在することによって、濾材剛性が格段に向上し、高圧力負荷時の濾材の変形を抑制することができる。なお、ドット状や海島状に高密度部が存在する場合は、強度が強い高密度部の存在が断続的となるので、特にプリーツ加工状態での強度が不足する。
【0030】
高密度の部分3を格子状に作成する方法は、特に限定されないが、ダスト保持層とダスト捕集層が熱融着によって積層接着された状態の濾材、あるいは接着される前の状態の濾材を、所定の格子サイズのネット間にサンドイッチし、加熱加圧して格子状の高密度部と低密度部を作る方法が挙げられる。
【0031】
繊維密度の高い部分3の厚み(総厚み)と低い部分4の厚み(総厚み)の比は、0.5:1.0〜0.95:1.0が好ましく、0.6:1.0〜0.90:1.0がより好ましい。繊維密度の低い部分4の厚みに対する高い部分3の厚みの比が0.5より小さくなると、繊維密度が高くなりすぎて、エアがほとんど通過できなくなる為、有効濾過面積が減少しダスト保持量が少なくなる傾向がある。繊維密度の低い部分4の厚みに対する高い部分3の厚みの比が、0.95より大きいと、高密度化による濾材剛性向上の効果が小さくなる。
【0032】
また、繊維密度の高い部分3の面積と低い部分4の面積との比は、1:0.5〜1:5であることが好ましく、1:0.6〜1:3であることがより好ましい。繊維密度の高い部分3に対する低い部分4の面積の比が0.5未満であると有効濾過面積の減少を生じ、面積の比が5を超えると、濾材剛性向上の効果が十分ではない傾向がある。
【0033】
さらに繊維密度の低い部分4の厚み(総厚み)が0.3mm〜3.0mmであることが好ましく、より好ましくは0.5mm〜2.0mmである。低い部分4の厚みが0.3mmより小さいと、濾材内部のダスト保持空間が小さく、ダスト保持量が十分でない傾向があり、低い部分4の厚みが3.0mmより大きいと、プリーツ形状に加工した場合に山と山との間隔が小さくなり、エレメントとしての構造的な通気抵抗が著しく上昇する傾向がある。
【0034】
本発明の濾材は、長寿命、高剛性であり粉塵負荷時に変形や濾材破れがなく、さらに製造時に環境汚染の小さいため、自動車、汎用エンジン用エアクリーナなどの用途に利用できる。また、プリーツ加工性に優れ、プリーツ形状にて優れた形状保持性、耐環境特性を有し、すなわちダスト負荷時に通気抵抗の上昇が小さい長寿命のエアクリーナエレメントとして使用できる。
【0035】
従って、本発明のエアクリーナエレメントは、本発明の内燃機関エアクリーナ用濾材をプリーツ加工してなる濾材を備えることを特徴とする。本発明の濾材は、プリーツフィルターの外周を形成するフレーム以外にピッチ固定部が無くとも、使用中に濾材の変形を生じにくいので、ピッチ固定部が無い金属板フレームを用いた菊花状のエアクリーナエレメント等に好適である。
【実施例】
【0036】
以下、本発明を実施例によって更に詳細に説明するが、下記実施例は本発明を限定する性質のものではなく、前・後記の趣旨に沿って設計変更することはいずれも本発明の技術的範囲に含まれるものである。尚、実施例中の数値は以下のような方法で測定した値である。
【0037】
(通気抵抗、捕集効率)
JIS D 1612(1989)に従って測定した。
【0038】
(インターバル時間、ダストキャッチ量、プリーツ形状、ダストリーク)
JIS Z 8901の8種粉塵の粉塵濃度が5〜10mg/m3の雰囲気中で試験フィルタを装着したエンジン単体を運転し、エンジンの回転異常をきたすまでの時間を測定し、インターバル時間とした。なお、上記ダスト濃度を維持するように8種粉塵は随時供給した。また、フィルター新品状態と回転異常をきたした状態との重量差をダストキャッチ量とした。更に、プリーツ形状およびクリーンサイド内へのダストリーク状態を目視にて確認した。
【0039】
(実施例1)
繊維径4μmのポリプロピレンのメルトブローン不織布(最大ポアサイズ45μm、目付量40g/m2)の上に、繊維径20μmの芯鞘構造(芯:ポリプロピレン、鞘:ポリエチレン)の熱融着繊維のウエッブ(目付量60g/m2)と、繊維径50μmの芯鞘構造(芯:ポリプロピレン、鞘:ポリエチレン)の熱融着繊維のウエッブ(目付量120g/m2)とを重ね合せ、格子状のネットに上下から挟み込んで140℃の温度で1分間熱圧着した。このとき、2枚の熱融着繊維のウエッブの平均繊維径は40μmであり、得られたダスト保持層の目付量180g/m2であった。
【0040】
この際、繊維密度の高い部分の厚みが1.2mmと低い部分の厚みが1.4mm、繊維密度の高い部分と繊維密度の低い部分の面積の比が1:1.8であった。作成した濾材を用いて、山高さ19mm、濾材巾85mmにて50山プリーツ加工し、これを菊花状に成形してエアクリーナエレメントを得た。菊花状のエアクリーナエレメントの外径は104mmφ、内径は85mmφであった。
【0041】
(比較例1)
市販の汎用エンジンに装着されている湿式タイプの単層濾材(目付量184g/m2、厚み0.8mm、最大ポアサイズ61μm)を山高さ19mm、濾材巾85mmにて57山プリーツ加工し、これを菊花状に成形して実施例1と同サイズのエアクリーナエレメントを得た。
【0042】
(比較例2)
実施例1において、格子状のネットを用いずに濾材面内が均一な厚みになるように熱圧着したこと以外は、実施例1と同じ条件で濾材(厚み1.4mm)を作成し、菊花状のエアクリーナエレメントを得た。
【0043】
実施例1、比較例1〜2の評価結果を表1に示す。なお何れのエアクリーナエレメントについても、菊花状プリーツ濾材の外周部をパンチングメタルで覆い、さらに外周にウレタンスポンジ(品名:(株)ブリジストン製HR30相当品、10mm)を巻き付けて評価した。
【0044】
【表1】

【0045】
表1より、本発明の実施例1のエレメントは、通気抵抗が低いにもかかわらず、高捕集効率を有し、インターバル時間、ダストキャッチ量においては比較例1の約3倍あり非常に長寿命である。つまりエンジン使用の際のエレメント交換頻度を大幅に低減できる。また、濾材の剛性が高く、粉塵負荷時の変形やダストリークも見られないことから、濾材変形による有効濾過面積の減少を抑制し長寿命化を達成している。さらには、比較例1より濾材山数つまり濾材使用量が少なくて済むため、濾材コスト、加工工数も低減できる。
【0046】
これに対して、濾材面内で繊維密度の高い部分を設けなかった比較例2では、濾材の剛性が不十分なため、粉塵負荷時の変形によりダストリークを生じ、さらにはインターバル時間、ダストキャッチ量が共に大きく低下する結果となった。
【図面の簡単な説明】
【0047】
【図1】本発明の内燃機関エアクリーナ用濾材の一例を示す断面図
【図2】本発明の内燃機関エアクリーナ用濾材の一例を示す平面図
【符号の説明】
【0048】
1 ダスト捕集層
2 ダスト保持層
3 繊維密度の高い部分
4 繊維密度の低い部分
【技術分野】
【0001】
本発明は、空気中の塵埃等を除去するために、自動車、汎用エンジンなどの内燃機関のエア吸入部に装着される外気取り入れ用の内燃機関エアクリーナ用濾材、およびこれを用いたエアクリーナエレメントに関するものである。
【背景技術】
【0002】
自動車、汎用エンジン等の内燃機関に導入される空気は、エアクリーナを通じてダストを除去された清浄空気であり、エアクリーナには高いダスト捕集効率と高いダスト保持量が要求されてきた。特に近年では、廃棄物低減の観点からダスト保持量がより高い、即ちエアクリーナの交換頻度が少ない長寿命のエアクリーナが強く望まれている。かかる課題に対して湿式法あるいは乾式法による密度勾配型濾材が提案されている。
【0003】
例えば湿式不織布では、繊維層が熱接着繊維と捲縮繊維からなり、樹脂接着剤を用いたものが開示されている(例えば、特許文献1参照)。一方、乾式不織布では、熱融着繊維を含有した繊維にニードルパンチを施した後、熱処理した密度勾配型フィルターが開示されている(例えば特許文献2、3参照)。
【0004】
特許文献1では、熱接着繊維と捲縮繊維を用いた湿式法による密度勾配不織布が提案されているが、樹脂接着剤を使用している為、繊維間の粉塵保持空間が減少し、エアクリーナの寿命が短いものとなる。また、繊維の繊維径、不織布の重量に関して言及されておらず、エレメント形状にプリーツ加工した際の強度低下による変形および寿命低下が問題である。
【0005】
特許文献2および特許文献3では、熱融着繊維を含有した繊維にニードルパンチを施してなる密度勾配型の不織布が提案されているが、ニードルパンチにより繊維の緻密層にも微少な穴が大量に存在する為、捕集したダストの再飛散する問題があった。さらに、ニードルパンチにより濾材強度が低下する為、高ダスト保持時には変形を生じ、ダスト保持量が低下するという問題があった。
【0006】
上記の様に、現状では濾材の強度を十分に保持して、変形によるダスト保持量低下を抑制し、かつ最適な繊維密度勾配を有する長寿命の濾材が得られていない状況である。
【0007】
【特許文献1】特開平4−59007号公報
【特許文献2】特公昭53−33787号公報
【特許文献3】特開平10−180023号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
そこで、本発明の目的は、高剛性で粉塵負荷時に変形や濾材破れがなく長寿命であり、粉塵の再飛散もなく、さらに製造時に環境汚染の小さい内燃機関エアクリーナ用濾材、およびエアクリーナ用エレメントを提供することにある。
【課題を解決するための手段】
【0009】
上記目的は、下記の如き本発明により達成できる。
即ち、本発明の内燃機関エアクリーナ用濾材(以下「本発明の濾材」という場合がある)は、最大ポアサイズが100μm以下であるメルトブローン不織布からなるダスト捕集層と、このダスト捕集層の上流側に熱融着によって積層一体化され、繊維径10μm〜80μmの2種以上の繊維径の繊維が上流側から下流側に向かって小さい繊維径の比率が多くなっており、かつ平均繊維径が30μm〜60μmであり、さらに目付量が80〜300g/m2のサーマルボンド不織布からなるダスト保持層とを備える内燃機関エアクリーナ用濾材であって、濾材面内に繊維密度の高い部分と低い部分とを有し、前記繊維密度の高い部分が格子状に存在することを特徴とする。
【0010】
本発明の濾材によると、濾材面内に繊維密度の高い部分と低い部分とを有し、前記繊維密度の高い部分が格子状に存在するため、高剛性で粉塵負荷時に変形や濾材破れがなく長寿命となる。また、ニードルパンチを用いずに熱融着によって積層一体化されているため、粉塵の再飛散もなく、さらに製造時に環境汚染の小さいものとなる。更に、上記のダスト捕集層の最大ポアサイズや製法、またダスト保持層の平均繊維径、目付量、繊維径変化などにより、通気抵抗が低いにもかかわらず、高捕集効率を有し、インターバル時間、ダストキャッチ量も大きく、非常に長寿命となる。
【0011】
上記において、前記繊維密度の高い部分の厚みと低い部分の厚みの比が0.5:1.0〜0.95:1.0、面積の比が1.0:0.5〜1.0:5であり、さらに前記繊維密度の低い部分の厚みが0.3mm〜3.0mmであることが好ましい。これによって、有効濾過面積を十分維持しながら、濾材剛性を向上させることができ、また、ダスト保持量も十分維持することができる。
【0012】
一方、本発明のエアクリーナエレメントは、上記何れかに記載の内燃機関エアクリーナ用濾材をプリーツ加工してなる濾材を備えることを特徴とする。
【0013】
本発明のエアクリーナエレメントによると、本発明の濾材を用いるため、高剛性で粉塵負荷時に変形や濾材破れがなく長寿命であり、粉塵の再飛散もなく、さらに製造時に環境汚染の小さいエアクリーナ用エレメントを提供することができる。
【発明を実施するための最良の形態】
【0014】
以下、本発明の実施の形態について、図面を参照しながら説明する。図1は、本発明の内燃機関エアクリーナ用濾材の一例を示す断面図であり、図2は、本発明の内燃機関エアクリーナ用濾材の一例を示す平面図である。
【0015】
本発明の濾材は、図1に示すように、メルトブローン不織布からなるダスト捕集層1と、サーマルボンド不織布からなるダスト保持層2とを備える。ダスト保持層2は、ダスト捕集層1の上流側に熱融着によって積層一体化されている。ダスト保持層2は、複数の層から構成されていてもよい。
【0016】
ダスト捕集層1としては、最大ポアサイズが100μm以下であることが必要である。ここで言う最大ポアサイズとは、ASTM F316−86バブルポイント試験法により測定したサイズを指す。ダスト捕集効率はJIS Z 8901の8種粉塵にて、99.9%以上の効率が必要とされており、該粉塵の粒度分布と濾過材の最大ポアサイズ、捕集効率を詳細に調査した結果、最大ポアサイズが100μm以下、より好ましくは70μm以下であるメルトブローン不織布を用いれば、十分に高い捕集効率を得ることができ、さらにはダストの再飛散も防止できることが判明した。最大ポアサイズが100μmを超えると、ダストリークやダストの再飛散が著しく、捕集効率が低くなる。
【0017】
不織布の製法としては、厚み、繊維分布の均一性、コスト面からメルトブローン不織布であることが必要である。メルトブローン不織布の目付量、材質は特に限定されないが、目付量10〜100g/m2、材質はポリオレフィン系、ポリエステル系などの汎用樹脂が広く使用できる。繊維径としては、上記のような捕集効率を実現する上で1.0〜10μmが好ましい。なお、1μm以下の微細なダスト捕集する必要がある際には、エレクトレット化することにより静電気力による捕集作用を付与しても良い。
【0018】
本発明のダスト保持層2は、繊維径が10μm〜80μmの2種以上の繊維径の繊維が上流側から下流側に向かって小さい繊維径の比率が多くなっていることが必要である。比率の変化は、連続的であっても段階的であってもよい。該ダスト保持層は、先述のダスト捕集層の上流側に設置され、比較的粒径の大きなダストを濾材深さ方向で捕集保持し、緻密なダスト捕集層の目詰まりによる通気抵抗の上昇を抑制すると共に、通気抵抗上昇時や温度、湿度の負荷があった際に濾材の変形を抑制し、急激な通気抵抗の上昇を防止する濾材補強の機能を有する。
【0019】
ダスト保持層2の繊維径は10μm〜80μmの2種以上の繊維径の繊維からなる必要があり、より好ましくは15μm〜70μm、さらに好ましくは20μm〜60μmの2種以上の繊維である。10μm未満の繊維を用いると繊維構造が緻密になりすぎてダストを保持する空間が小さくなり寿命が短くなり、さらにはシートの腰が低下し通気抵抗上昇時に変形が生じる。80μmを超える繊維を用いると、繊維の空間が大きくなりすぎてダストを保持することができなくなり、ダスト捕集層へほとんどのダストが捕集されてしまう為、寿命が短くなる。さらには繊維径が大きいと、例えばカーディングによる繊維シート化が困難になり、繊維ムラも大きくなり操業性が低下する。
【0020】
2種以上の繊維径の繊維は、上流側から下流側に向かって小さい繊維径の比率が多くなっていることが必要である。広い粒径分布かなるダストが濾材に負荷された際に、繊維径比率の勾配により濾材の上流部で大きい粒径のダスト、濾材の下流部で小さい粒径のダストを捕集・保持し、濾材厚み方向全体にわたって効率的にダストを保持させることにより、ダスト捕集層の目詰まりによる通気抵抗上昇を大幅に低減する効果がある。一方、上流側から下流側に向かって小さい繊維径の比率を大きくすると、上流側でダストの目詰まりが生じ濾材厚み方向の繊維が有効に活用されず寿命が短くなる。
【0021】
また繊維径の比率を変化させる方法としては特に限定されないが、繊維径の異なるウエッブを積層し一気に所定の厚みまで熱圧着させる方法が、品質の均一性や加工速度の観点から好ましい。繊維径の異なる不織布を予め準備し、各々を接着剤や機械的交絡によって積層して繊維径比率の勾配を変化させる方法があるが、各層の接触界面の接着剤によってダスト目詰まりを生じたり、ニードルパンチやウォーターパンチでは積層の際に生じる微細孔から、ダストリークが起こるので好ましくない。
【0022】
ダスト保持層2の平均繊維径は30μm〜60μmである必要がある。繊維径の勾配を連続的に変化させていても、ダスト保持層として平均繊維径が30μm未満であると、繊維構造が緻密になりすぎ、保持層のダスト捕集効率は向上するが、ダストを保持する空間が小さくなり、寿命が短くなる。さらにはシートの腰が低下し通気抵抗上昇時に変形が生じる。平均繊維径が60μmを超えると、繊維の空間が大きくなりすぎてダストを保持することができなくなり、ダスト捕集層へほとんどのダストが捕集されてしまう為、寿命が短くなる。また濾材厚みが大きくなる為、特にプリーツ加工を施してエレメント形状とした際には構造的な通気抵抗が上昇するので好ましくない。
【0023】
ダスト保持層2の目付量は、80〜300g/m2であることが必要であり、より好ましくは100〜250g/m2である。80g/m2未満であると、ダスト保持量が不足し、濾材強度も低下するので好ましくない。300g/m2を超えると、濾材厚みが大きくなり、特にプリーツ加工を施してエレメント形状とした際には、構造的な通気抵抗が上昇するので好ましくない。ダスト保持層2の厚みは、十分なダスト保持量を得る上で、0.5〜3.0mmが好ましい。
【0024】
さらにダスト保持層2を構成する繊維は、熱融着繊維からなるサーマルボンド不織布であり、ダスト捕集層とは熱融着により積層一体化されることが必要である。ダスト保持層が熱融着繊維からなりサーマルボンド法にて不織布化されることにより、繊維1本1本が熱融着により強固に接着され強度が増大するばかりか、バインダー樹脂が不要であるため、バインダー樹脂使用の際に生じる繊維間の目詰まりを抑制できる。また、製造の際の樹脂廃液がなく、工程がクリーン化できる。さらにはダスト捕集層との積層もダスト保持層の熱融着力によって可能であるので、層間接着のバインダーが不要となる。なお、層間接着をバインダーが同じく不要であるニードルパンチ法で実施した場合は、ダスト捕集層に生じるニードル痕から、ダストがリークするので好ましくない。
【0025】
熱融着繊維は芯鞘構造あるいはサイドバイサイド構造からなるものが利用でき、材質は特に限定されないがポリエチレン/ポリプロピレン系、低融点ポリエステル/ポリエステル系が濾材強度、耐環境試験性から好ましい。さらには繊維に抗菌剤、防カビ剤、抗ウイルス剤、抗アレルゲン剤、難燃剤、撥水剤等を混合あるいは後加工することによりこれらの付加機能を付与することも可能である。
【0026】
本発明の濾材は、図2に示すように、さらに剛性を高める為に、濾材面内に繊維密度の高い部分3と低い部分4とを有し、繊維密度の高い部分3が格子状に存在することを特徴とする。濾材面内で繊維密度の異なる部分は、濾材表面の少なくとも一方に設けられていればよいが、厚み方向の全体が、繊維密度の異なる部分を有していてもよい。
【0027】
格子を形成する単位形状は、正方形、長方形に限られず、菱形、平行四辺形、三角形など、いずれでもよい。つまり、繊維密度の高い部分3が連続する方向は、2次元的であれば、何れの方向でもよい。
【0028】
濾材中に高密度部が部分的に存在することにより、濾材にさらなる剛性が付与され粉塵負荷時の変形を抑制できると共に、エレメント化時にプリーツ加工を施す際にも折れ癖がつきやすく、加工性にも優れる。
【0029】
高密度の部分3は、格子状に存在することが好ましい。すなわち濾材の長手方向および巾方向などに連続した、線状に横断する形で高密度部が存在することによって、濾材剛性が格段に向上し、高圧力負荷時の濾材の変形を抑制することができる。なお、ドット状や海島状に高密度部が存在する場合は、強度が強い高密度部の存在が断続的となるので、特にプリーツ加工状態での強度が不足する。
【0030】
高密度の部分3を格子状に作成する方法は、特に限定されないが、ダスト保持層とダスト捕集層が熱融着によって積層接着された状態の濾材、あるいは接着される前の状態の濾材を、所定の格子サイズのネット間にサンドイッチし、加熱加圧して格子状の高密度部と低密度部を作る方法が挙げられる。
【0031】
繊維密度の高い部分3の厚み(総厚み)と低い部分4の厚み(総厚み)の比は、0.5:1.0〜0.95:1.0が好ましく、0.6:1.0〜0.90:1.0がより好ましい。繊維密度の低い部分4の厚みに対する高い部分3の厚みの比が0.5より小さくなると、繊維密度が高くなりすぎて、エアがほとんど通過できなくなる為、有効濾過面積が減少しダスト保持量が少なくなる傾向がある。繊維密度の低い部分4の厚みに対する高い部分3の厚みの比が、0.95より大きいと、高密度化による濾材剛性向上の効果が小さくなる。
【0032】
また、繊維密度の高い部分3の面積と低い部分4の面積との比は、1:0.5〜1:5であることが好ましく、1:0.6〜1:3であることがより好ましい。繊維密度の高い部分3に対する低い部分4の面積の比が0.5未満であると有効濾過面積の減少を生じ、面積の比が5を超えると、濾材剛性向上の効果が十分ではない傾向がある。
【0033】
さらに繊維密度の低い部分4の厚み(総厚み)が0.3mm〜3.0mmであることが好ましく、より好ましくは0.5mm〜2.0mmである。低い部分4の厚みが0.3mmより小さいと、濾材内部のダスト保持空間が小さく、ダスト保持量が十分でない傾向があり、低い部分4の厚みが3.0mmより大きいと、プリーツ形状に加工した場合に山と山との間隔が小さくなり、エレメントとしての構造的な通気抵抗が著しく上昇する傾向がある。
【0034】
本発明の濾材は、長寿命、高剛性であり粉塵負荷時に変形や濾材破れがなく、さらに製造時に環境汚染の小さいため、自動車、汎用エンジン用エアクリーナなどの用途に利用できる。また、プリーツ加工性に優れ、プリーツ形状にて優れた形状保持性、耐環境特性を有し、すなわちダスト負荷時に通気抵抗の上昇が小さい長寿命のエアクリーナエレメントとして使用できる。
【0035】
従って、本発明のエアクリーナエレメントは、本発明の内燃機関エアクリーナ用濾材をプリーツ加工してなる濾材を備えることを特徴とする。本発明の濾材は、プリーツフィルターの外周を形成するフレーム以外にピッチ固定部が無くとも、使用中に濾材の変形を生じにくいので、ピッチ固定部が無い金属板フレームを用いた菊花状のエアクリーナエレメント等に好適である。
【実施例】
【0036】
以下、本発明を実施例によって更に詳細に説明するが、下記実施例は本発明を限定する性質のものではなく、前・後記の趣旨に沿って設計変更することはいずれも本発明の技術的範囲に含まれるものである。尚、実施例中の数値は以下のような方法で測定した値である。
【0037】
(通気抵抗、捕集効率)
JIS D 1612(1989)に従って測定した。
【0038】
(インターバル時間、ダストキャッチ量、プリーツ形状、ダストリーク)
JIS Z 8901の8種粉塵の粉塵濃度が5〜10mg/m3の雰囲気中で試験フィルタを装着したエンジン単体を運転し、エンジンの回転異常をきたすまでの時間を測定し、インターバル時間とした。なお、上記ダスト濃度を維持するように8種粉塵は随時供給した。また、フィルター新品状態と回転異常をきたした状態との重量差をダストキャッチ量とした。更に、プリーツ形状およびクリーンサイド内へのダストリーク状態を目視にて確認した。
【0039】
(実施例1)
繊維径4μmのポリプロピレンのメルトブローン不織布(最大ポアサイズ45μm、目付量40g/m2)の上に、繊維径20μmの芯鞘構造(芯:ポリプロピレン、鞘:ポリエチレン)の熱融着繊維のウエッブ(目付量60g/m2)と、繊維径50μmの芯鞘構造(芯:ポリプロピレン、鞘:ポリエチレン)の熱融着繊維のウエッブ(目付量120g/m2)とを重ね合せ、格子状のネットに上下から挟み込んで140℃の温度で1分間熱圧着した。このとき、2枚の熱融着繊維のウエッブの平均繊維径は40μmであり、得られたダスト保持層の目付量180g/m2であった。
【0040】
この際、繊維密度の高い部分の厚みが1.2mmと低い部分の厚みが1.4mm、繊維密度の高い部分と繊維密度の低い部分の面積の比が1:1.8であった。作成した濾材を用いて、山高さ19mm、濾材巾85mmにて50山プリーツ加工し、これを菊花状に成形してエアクリーナエレメントを得た。菊花状のエアクリーナエレメントの外径は104mmφ、内径は85mmφであった。
【0041】
(比較例1)
市販の汎用エンジンに装着されている湿式タイプの単層濾材(目付量184g/m2、厚み0.8mm、最大ポアサイズ61μm)を山高さ19mm、濾材巾85mmにて57山プリーツ加工し、これを菊花状に成形して実施例1と同サイズのエアクリーナエレメントを得た。
【0042】
(比較例2)
実施例1において、格子状のネットを用いずに濾材面内が均一な厚みになるように熱圧着したこと以外は、実施例1と同じ条件で濾材(厚み1.4mm)を作成し、菊花状のエアクリーナエレメントを得た。
【0043】
実施例1、比較例1〜2の評価結果を表1に示す。なお何れのエアクリーナエレメントについても、菊花状プリーツ濾材の外周部をパンチングメタルで覆い、さらに外周にウレタンスポンジ(品名:(株)ブリジストン製HR30相当品、10mm)を巻き付けて評価した。
【0044】
【表1】
【0045】
表1より、本発明の実施例1のエレメントは、通気抵抗が低いにもかかわらず、高捕集効率を有し、インターバル時間、ダストキャッチ量においては比較例1の約3倍あり非常に長寿命である。つまりエンジン使用の際のエレメント交換頻度を大幅に低減できる。また、濾材の剛性が高く、粉塵負荷時の変形やダストリークも見られないことから、濾材変形による有効濾過面積の減少を抑制し長寿命化を達成している。さらには、比較例1より濾材山数つまり濾材使用量が少なくて済むため、濾材コスト、加工工数も低減できる。
【0046】
これに対して、濾材面内で繊維密度の高い部分を設けなかった比較例2では、濾材の剛性が不十分なため、粉塵負荷時の変形によりダストリークを生じ、さらにはインターバル時間、ダストキャッチ量が共に大きく低下する結果となった。
【図面の簡単な説明】
【0047】
【図1】本発明の内燃機関エアクリーナ用濾材の一例を示す断面図
【図2】本発明の内燃機関エアクリーナ用濾材の一例を示す平面図
【符号の説明】
【0048】
1 ダスト捕集層
2 ダスト保持層
3 繊維密度の高い部分
4 繊維密度の低い部分
【特許請求の範囲】
【請求項1】
最大ポアサイズが100μm以下であるメルトブローン不織布からなるダスト捕集層と、このダスト捕集層の上流側に熱融着によって積層一体化され、繊維径10μm〜80μmの2種以上の繊維径の繊維が上流側から下流側に向かって小さい繊維径の比率が多くなっており、かつ平均繊維径が30μm〜60μmであり、さらに目付量が80〜300g/m2のサーマルボンド不織布からなるダスト保持層とを備える内燃機関エアクリーナ用濾材であって、
濾材面内に繊維密度の高い部分と低い部分とを有し、前記繊維密度の高い部分が格子状に存在することを特徴とする内燃機関エアクリーナ用濾材。
【請求項2】
前記繊維密度の高い部分の厚みと低い部分の厚みの比が0.5:1.0〜0.95:1.0、面積の比が1.0:0.5〜1.0:5であり、さらに前記繊維密度の低い部分の厚みが0.3mm〜3.0mmである請求項1記載の内燃機関エアクリーナ用濾材。
【請求項3】
請求項1又は2に記載の内燃機関エアクリーナ用濾材をプリーツ加工してなる濾材を備えるエアクリーナエレメント。
【請求項1】
最大ポアサイズが100μm以下であるメルトブローン不織布からなるダスト捕集層と、このダスト捕集層の上流側に熱融着によって積層一体化され、繊維径10μm〜80μmの2種以上の繊維径の繊維が上流側から下流側に向かって小さい繊維径の比率が多くなっており、かつ平均繊維径が30μm〜60μmであり、さらに目付量が80〜300g/m2のサーマルボンド不織布からなるダスト保持層とを備える内燃機関エアクリーナ用濾材であって、
濾材面内に繊維密度の高い部分と低い部分とを有し、前記繊維密度の高い部分が格子状に存在することを特徴とする内燃機関エアクリーナ用濾材。
【請求項2】
前記繊維密度の高い部分の厚みと低い部分の厚みの比が0.5:1.0〜0.95:1.0、面積の比が1.0:0.5〜1.0:5であり、さらに前記繊維密度の低い部分の厚みが0.3mm〜3.0mmである請求項1記載の内燃機関エアクリーナ用濾材。
【請求項3】
請求項1又は2に記載の内燃機関エアクリーナ用濾材をプリーツ加工してなる濾材を備えるエアクリーナエレメント。
【図1】

【図2】
【図2】
【公開番号】特開2007−46478(P2007−46478A)
【公開日】平成19年2月22日(2007.2.22)
【国際特許分類】
【出願番号】特願2005−228994(P2005−228994)
【出願日】平成17年8月8日(2005.8.8)
【出願人】(000003160)東洋紡績株式会社 (3,622)
【出願人】(000005326)本田技研工業株式会社 (23,863)
【Fターム(参考)】
【公開日】平成19年2月22日(2007.2.22)
【国際特許分類】
【出願日】平成17年8月8日(2005.8.8)
【出願人】(000003160)東洋紡績株式会社 (3,622)
【出願人】(000005326)本田技研工業株式会社 (23,863)
【Fターム(参考)】
[ Back to top ]