
内燃機関用点火コイル
【課題】鉄心と導電性ブッシュとを電気的に接続させる工程を簡素化させ得る内燃機関用点火コイルを提供する。
【解決手段】点火コイル100の製造工程では、先ず、導電性ブッシュ120及び中継導体150をインサート成形させたコイルケース110が準備され、これにコイルアセンブリ130が組み込まれる。このとき、コイルアセンブリ130をケースへ組み込むと同時に、鉄心端子135と内部端子155とが電気的に接続されることとなる。即ち、導電性ブッシュ120と鉄心端子135とを導通させる導電部材がコイルケース又はコイルアセンブリへ一体化されているので、鉄心と導電性ブッシュとを電気的に接続させる別体部品の装着工程が不要となり、点火コイルの製造方法が簡素化される。
【解決手段】点火コイル100の製造工程では、先ず、導電性ブッシュ120及び中継導体150をインサート成形させたコイルケース110が準備され、これにコイルアセンブリ130が組み込まれる。このとき、コイルアセンブリ130をケースへ組み込むと同時に、鉄心端子135と内部端子155とが電気的に接続されることとなる。即ち、導電性ブッシュ120と鉄心端子135とを導通させる導電部材がコイルケース又はコイルアセンブリへ一体化されているので、鉄心と導電性ブッシュとを電気的に接続させる別体部品の装着工程が不要となり、点火コイルの製造方法が簡素化される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、内燃機関用点火コイルに関し、特に、鉄心の電位を安定させる際に用いて好適のものである。
【背景技術】
【0002】
近年、内燃機関に取付けられる点火コイルは、プラグホールにコイル部を収容させる「ペン型コイル」、ケース頭部へコイルアセンブリを収容させる「矩形型コイル」等が広く普及している。このうち、矩形型コイルでは、小型化及び軽量化を図るため、外周鉄心をコイルケース内へ収容させる小型矩形コイルの検討が行われている。
【0003】
特開2009−299614(特許文献1)では、上述した小型矩形コイルの一例が紹介されている。かかる点火コイルは、側方鉄心(特許請求の範囲における外周鉄心)を外装ケース(特許請求の範囲におけるコイルケース)へ収容させ、当該外装ケースには、インサート導体(特許請求の範囲における導電性ブッシュ)を設けた取付腕(特許請求の範囲におけるフランジ部)が一体成型されている。インサート導体には、自身から延在する導通端子が設けられ、当該導通端子は、外装ケース内で露出するようインサート成形されている。そして、側方鉄心は、これを被覆する保護カバーの一部を露出させ、別体部品のV字状の金属板を介して、前記インサート導体の導通端子へ接続される。
【0004】
特許文献1の点火コイルでは、かかる構成により鉄心とインサート導体とを導通させ、インサート導体をエンジンブロックへ接触させることで、鉄心がエンジンアースと同電位にされる。このように、特許文献1に係る点火コイルでは、鉄心がアースされることで、当該鉄心の電位変動が抑制され、鉄心周囲の絶縁破壊及びノイズの放射等を抑えている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2009−299614
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1に係る点火コイルによれば、側方鉄心とインサート導体とを電気的に結合させる金属板が別体部品とされている。このため、金属板が好ましい状態で装着されなければ、金属板と側方鉄心との接触不良が生じ、側方鉄心と金属板とを電気的に結合させることが出来なくなるとの問題が生じる。このような事態に陥ると、鉄心は、インサート導体との電気的結合が得られなくなるので、鉄心電位をアースさせることが出来なくなる。
【0007】
また、V字状の金属板では、十分な付勢力が得られないこともある。このため、金属板との接触部に不純物が堆積されていると、当該接触部では、接触抵抗が大きくなり鉄心電位を効果的にアースできなくなる惧れもある。
【0008】
更に、特許文献1では、別体部品の金属板が用いられる為、鉄心を含むコイルアセンブリを外装ケースへ収容させる工程と、側方鉄心とインサート導体とを導通させるよう金属板を配置装着させる工程(装着工程)とが必要となる。かかる装着工程では、その性質上、金属板を精度良く配置させなければならず、一定の品質を維持するためのコストが嵩んでしまう。加えて、製造工程を簡素化させる為には、別体部品の装着工程といった冗長原因を可能な限り排除させるのが好ましい。
【0009】
本発明は上記課題に鑑み、鉄心と導電性ブッシュに導通される端子(鉄心端子)との電気的結合を確実にせしめ、併せて、鉄心と導電性ブッシュとを電気的に接続させる工程を簡素化させ得る内燃機関用点火コイルの提供を目的とする。
【課題を解決するための手段】
【0010】
上記課題を解決するため、本発明では次のような内燃機関用点火コイルの構成とする。即ち、一次コイル及び二次コイルが巻回された中心鉄心と、前記中心鉄心と供に閉磁路を形成させる外周鉄心と、前記中心鉄心及び前記外周鉄心の双方を収容するコイルケースと、前記コイルケースに一体成型されたフランジ部と、前記中心鉄心及び前記外周鉄心のうち少なくとも何れか一方に固定され且つ双方の鉄心へ当接し電気的に接続される鉄心端子と、前記フランジ部へ設けられ前記鉄心端子へ電気的に接続される導電性ブッシュと、を備えることとする。
【0011】
好ましくは、前記中心鉄心の中心軸は、前記フランジ部と前記コイルケースの図心とを結ぶケース対称軸に対して略平行の位置関係を形成して成り、前記鉄心端子は、前記ケース対称軸のフランジ側へ配置されることとする。
【0012】
好ましくは、前記鉄心端子は、鉄心用の保護カバーによって固着されることとする。更に好ましくは、前記鉄心端子のうち前記保護カバーに埋設される部位では、何れかの鉄心に当接する鉄心当接部位と、前記鉄心当接部位の裏面へ突出形成された突状部位と、が配されることとする。ここで、前記鉄心当接部位には、凸型部が形成されているのがより好ましい。
【0013】
好ましくは、前記鉄心端子は、前記外周鉄心の保護カバーによって固着されていることとする。ここで、前記鉄心端子は、前記中心鉄心との当接箇所で電気的に接続された第1の当接部位と、前記外周鉄心との当接箇所で電気的に接続された第2の当接部位と、が存在する状態とされるのが好ましい。
【0014】
より好ましくは、前記保護カバーは、前記第2の当接部位のみを埋設させていることとする。ここで、前記第1の当接部位の裏面には、凸型部が形成されていると更に良い。
【発明の効果】
【0015】
本発明に係る内燃機関用点火コイルによると、鉄心表面へ直接的に鉄心端子が当接固定されるので、鉄心と鉄心端子との電気的結合が確実に保障される。また、鉄心アセンブリに鉄心端子が一体化されるので、コイルケース内に鉄心端子を装着させる工程が不要となり、鉄心と導電性ブッシュとの電気的結合を行う製造工程が簡素化される。
【図面の簡単な説明】
【0016】
【図1】内燃機関用点火コイルの構成を示す図。
【図2】コイルケースのケース対称軸を説明する図。
【図3】実施の形態に係る鉄心センブリの構成を示す図。
【図4】実施の形態に係る鉄心端子の構成を示す図。
【図5】本実施の形態に係る外周鉄心の製造方法を示す図。
【図6】本実施の形態に係る外周鉄心の組立て図。
【図7】中継端子の構成を示す図。
【図8】実施の形態の要部を説明する図。
【図9】中心鉄心の軸心方向について説明する図。
【図10】他の実施形態に係る鉄心端子の構成を示す図。
【発明を実施するための形態】
【0017】
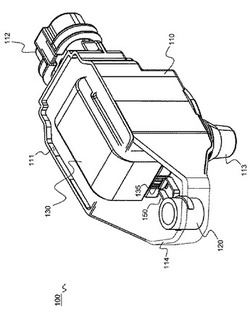
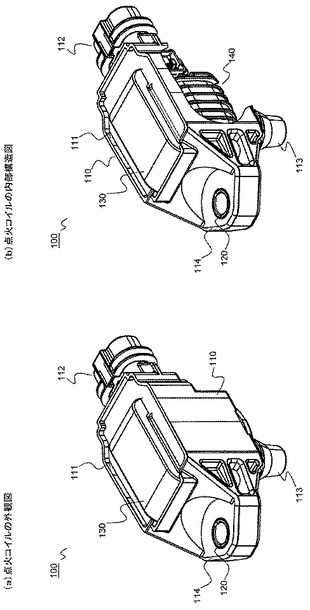
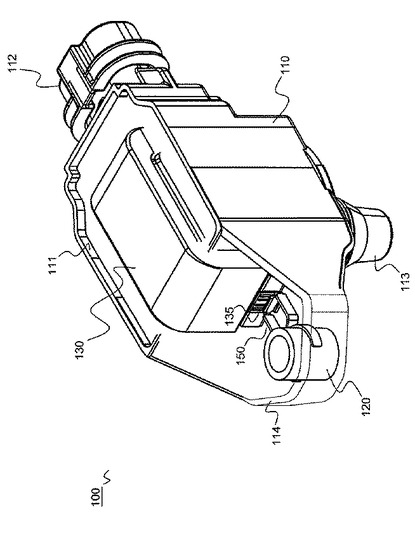
以下、図面を参照して本発明に係る実施の形態を説明する。図1(a)は、内燃機関用点火コイルの外観図が示されている。本実施の形態に係る内燃機関用点火コイル100は、コイルケース110にコイルアセンブリが収容されている。尚、本実施の形態で説明される点火コイルは、小型矩形コイルに属するものである。
【0018】
コイルケース110は、PPS又はPBTといった熱可塑性樹脂から成り、収容部111とコネクタ部112と出力部113とフランジ部114とが一体成型されている。収容部111は、一方に開口部を有する殻状態を呈しており、コイルアセンブリを収容させると供に、其の隙間へエポキシ樹脂等の熱硬化性樹脂が含浸されている。コネクタ112は、内部に複数の端子(電源端子,信号端子,アース端子,等)が配列され、ハーネスを介して、これら端子とECU(Engine
Control Unit)とが電気的に接続される。
【0019】
出力部113は、高圧タワー(図示なし)と供に、エンジンブロックのプラグホール内へ収容される。この出力端子113は、内部に高圧端子が配置され、当該高圧端子は、一方でコイルアセンブリから高電圧(数kV)が印加され、他方では点火プラグと電気的に接続される。
【0020】
フランジ部114は、舌片形状を呈し収容部111の一側面に形成され、且つ、所定箇所に導電性ブッシュ120を埋設固定させている。導電性ブッシュ120は、電気的な導電性と構造上の強度との両性能が要求される為、鋼材(ステンレス,硫黄開削鋼等)を用いると良い。当該導電性ブッシュ120は、筒状体に形成されており、内径部がボルト貫通穴として利用される。そして、内燃機関用点火コイル100(以下、点火コイルと略す)は、高圧タワーがプラグホールへ挿通され、固定ボルトをエンジンブロックの雌ネジ部に螺着させることで、当該点火コイルがエンジンブロックへ固定され且つ高圧端子が点火プラグと電気的に接続されることとなる。
【0021】
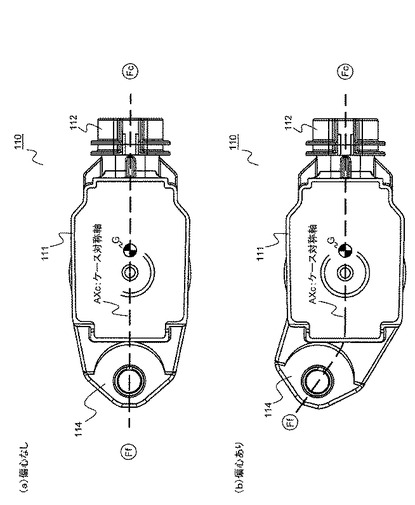
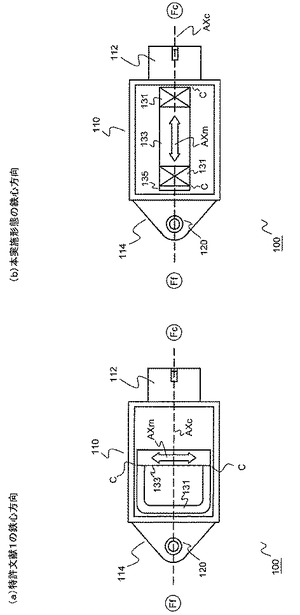
図2(a)は、コイルケースを開口部側から観察した状態が示されている。同図を説明するにあたり、コイルケースを開口部側から観測した平面、即ち、プラグホールの中心軸に直行する平面を鉛直観測面と定義する。この鉛直観測面は、フランジ部114及びコネクタ部112を映し出す範囲で、当該中心軸の任意位置に設定されるものである。
【0022】
図2(a)を参照し、鉛直観測面についてコイルケース110を眺めると、当該コイルケース110は、収容部111の一方の面にフランジ部114が配置形成され、これに対抗する対面にコネクタ部112が配されているのが認められる。また、同図では、コイルケース110にケース対称軸AXcを与えている。当該ケース対称軸AXcは、コイルケース全体の図心G(又は、重心)を経由するものであって、ケース対称軸AXcによって分けられる図形は略線対称とされている。かかるケース対称軸AXcは、対称形双方の図形の境界線となるので、フランジ部114の図心(又は、重心)とコイルケース全体の図心Gとを結ぶこととなる。以下、ケース対称軸AXcのうち、フランジ部114が形成される方位をフランジ側Ffと呼び、コネクタ部112が形成される方位をコネクタ側Fcと呼ぶこととする。
【0023】
尚、エンジンブロックによってはボルト固定位置が各々異なる為、コイルケース110では、導電性ブッシュ120を偏心させなければならない場合がある。このような場合、コイルケース110の形状は、図2(b)に示す如く、フランジ部114が非対称形とされる。但し、かかる場合のケース対称軸AXcについても、コイルケース全体の図心Gを通過し、且つ、フランジ部114についての図心をも通過する。このように、ケース対称軸AXcは、其の両側の形状を略対称形とさせる基準線を意味する。
【0024】
図1に戻り、点火コイルの説明を続ける。コイルアセンブリは、トランスとして機能するものであって、中心鉄心及び外周鉄心から成る鉄心アセンブリ130と、中心鉄心に巻回された一次コイルと(図示なし)、一次コイルに同軸的に巻回された二次コイル140と、鉄心の表面に被覆された絶縁性の保護カバーと、コイルのワイヤー線を収容させる絶縁性のスプールとから構成される。図1(b)に示す如く、コイルケース110の収容部111には、コイルアセンブリが格納され、この他、図示されないイグナイタ等が適宜収容される。そして、これらの隙間部にはエポキシ樹脂が充填され、高電圧が生じる部位でのリーク電流の発生が抑えられる。尚、本実施の形態では、外周鉄心の一部が僅かにエポキシ樹脂に含浸されないこととなるが、外周鉄心は、保護カバーによって被覆されているので、外部に露出されることはない。
【0025】
かかる構成を具備する点火コイル100では、ECUから点火信号を受けると、これに基づいてコイルアセンブリから適宜のタイミングで高電圧を発生させ、当該高電圧を高圧端子へ印加させる。そして、点火プラグでは、かかる高電圧が印加され、ピストンのサイクルに合わせて混合気を燃焼させる。
【0026】
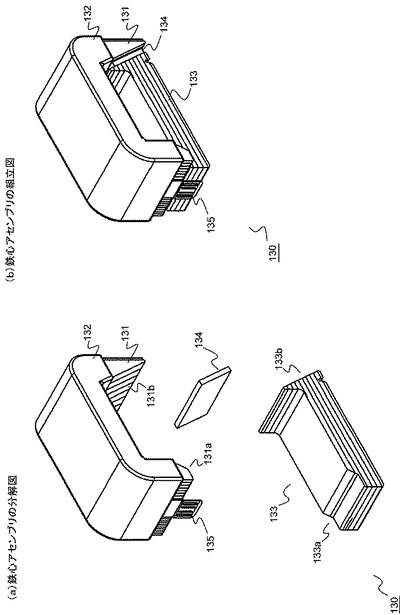
図3は、鉄心センブリの構成が示されている。当該鉄心アセンブリ130は、図3(a)に示す如く、外周鉄心131と、これを被覆する保護カバー132と、中心鉄心133と、これを被覆する保護カバー(図示なし)と、マグネット134と、鉄心端子135とから構成される。尚、中心鉄心の保護カバーは、説明の便宜上、敢えて図示省略させている。
【0027】
中心鉄心133及び外周鉄心131は、ケイ素鋼板等の軟磁性材料を積層成形させている。本実施の形態では、外周鉄心131がC字型とされ、この両端に端部131a及び131bが形成されている。かかる外周鉄心131は、端部131a及び端部131bを露出させるよう保護カバー132が被覆されている。また、この外周鉄心131の側面には、鉄心端子135が直接当接し、併せて、保護カバー132によって定着するようにされている。尚、各鉄心に被覆される保護カバーは、PBT等の熱可塑性樹脂によって成形され、かかる樹脂材は高い電気的絶縁性能を具備する。
【0028】
鉄心端子135は、導電性材料から成り、後述するように導電性ブッシュへ電気的に接続させる役割を担う。鉄心端子135は、電気的な導通状態を確実にさせるため、鉄心に当接した状態で接着固定されるのが好ましい。このため、本実施の形態では、鉄心端子135を鉄心に接触させ、其の接触状態を維持するよう保護カバーで固着させることで、電気的接続が確実なものとされる。
【0029】
特に、鉄心端子135は、外周鉄心131の保護カバーによって固着されるのが好ましい。何故なら、外周鉄心131と中心鉄心133との接続部(131a,131b,133a,133b)では、中心鉄心側に鉄心端子135を固定定着させる寸法的余裕が少ないからである。これに対し、本実施の形態では、外周鉄心131が曲回した形状を呈しているので、其の形状に基づく寸法的メリットを活かし、鉄心端子135を外周鉄心側へ固着させているのである。特に、外周鉄心131がC字型形状の形態は、外周鉄心側に端子の配置スペースを形成させることが容易である。
【0030】
一方、中心鉄心133は、略I字型を呈し、外周鉄心131の端部形状に合わせて、端部133a,133bが適宜に形成されている。また、図示されない中心鉄心用の保護カバーは、端部133a及び133bを露出させるように被覆される。
【0031】
そして、中心鉄心133及び外周鉄心131を組合せる際、互いの鉄心は、端部(131b,133b)ではマグネット134を挟み込み、端部(131a,133a)では直接接触することとなる。このようにして、鉄心アセンブリ130は組み合わされ、双方の鉄心によって閉磁路が形成される(図2b参照)。尚、鉄心アセンブリ130の中心鉄心133では、一次コイル及び二次コイルが同軸的に設けられる(図示なし)。
【0032】
ここで、図2(b)を参照すると、鉄心端子135は、中心鉄心133の表面と外周鉄心131の表面とに当接し、各々の当接箇所で電気的な接続が行われているのが解る。より具体的に説明すると、先ず、鉄心端子135が外周鉄心131に固着されることで、鉄心端子135と外周鉄心131との当接部位(第2の当接部位)が形成される。また、中心鉄心133と外周鉄心131とが組み合されると、鉄心端子135の先端が中心鉄心133の尾端面に接触され(第1の当接部位)、これにより、鉄心端子135と中心鉄心133との当接部位(第1の当接部位)が形成される。
【0033】
上述の如く、鉄心アセンブリ130は、二つ以上のパーツに分割して一方の鉄心側にコイル部を形成させてから、外周鉄心を組合せなければならない。よって、鉄心同士の接触部(131a,131b,133a,133b)が形成されてしまうのを免れない。そして、このような接触境界面では電気的な抵抗が大きくなってしまうので、一方の鉄心のみに端子を当接させて当該端子をアースさせたとしても、アース用の端子に直接当接されていない鉄心では、励起された電圧を瞬時にアースさせることが出来なくなり、ノイズやリーク電流の問題を発生させてしまう。
【0034】
これに対し、本実施の形態では、中心鉄心133と外周鉄心131との双方に直接端子が接触されるので、双方の鉄心電位を瞬時にアースさせることが可能となり、ノイズ又はリーク電流といった不都合を回避できる。
【0035】
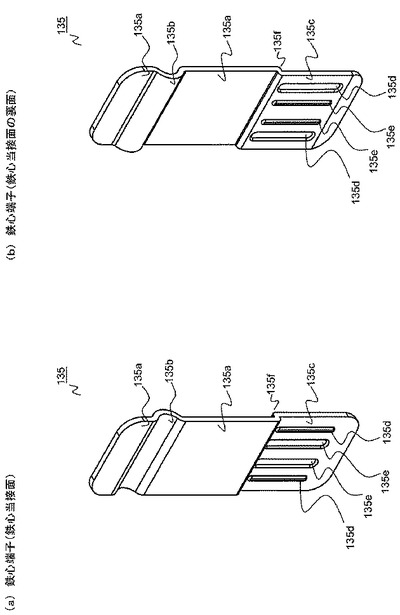
次に、図4を参照して、本実施の形態で用いられる鉄心端子について説明する。尚、図(a)は鉄心に当接する面(鉄心当接面)から観察した図であり、図4(b)は鉄心当接面の裏面から観察した図が示されている。鉄心端子135は、導電性材料の板状体から形成され、図示の如くプレス加工される。鉄心端子135は、電気導電性と弾性との双方の性能が要求されるものであって、例えば、ステンレスやチタン等を用いるのが好ましい。鉄心端子135の形状は、主面部位135aと、突状部位135bと、段差部位135cと、段差部位135cに形成された凸型部135e及び135dとから成る。
【0036】
このうち、主面部位135a又は段差部位135cの各々は、其の一部又は全部が鉄心に当接する鉄心当接部位に相当する。そして、主面部位135aは、湾曲状に成形させた突状部位135bを有し、当該突出部位135bを鉄心当接面の裏面方向へ突出させるよう配置させている。この突状部位135bは、鉄心の保護カバー132の厚さに応じて、当該突状部位の頂点高さが調整される。
【0037】
段差部位135cは、鉄心同士の接触部の段差形状に応じて、鉄心端子での段差の高さが決められている。また、段差部位135cでは、鉄心当接面から突出するように凸型部135dが形成され、鉄心当接面の裏面に突出するように凸型部135eが形成されている。従って、凸型部135dは鉄心に当接され、凸型部135eはケース内に設けられた内部端子に当接されることとなる。これらの凸型部は、接触圧を大きくし、電気的な接続を確実なものとする為に設けられている。従って、点接触させる形状の凸型部としても良いが、本実施の形態にあっては、導通断面積を効率よく確保させる為、凸型部の形状をストライプ状とし、導通箇所で線接触させるようにしている。尚、かかる凸型部は、主面体135aに形成させても良い。また、鉄心と鉄心端子は、当接部分を半田接合させると良い。このようにすることで、導通断面が確保され、接触抵抗を低下させることが可能となる。
【0038】
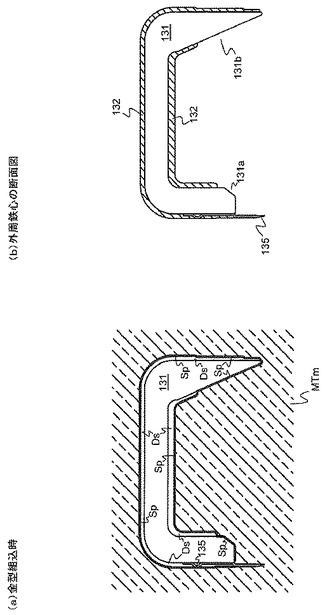
次に、図5を参照し、外周鉄心131の被覆方法について説明する。図5(a)では、金型MTmの輪郭線Spが太線によって示されている。即ち、金型MTmの溝部は、外周鉄心の表面から保護カバーの厚さ分がオフセットされている。また、当該溝部は、外周鉄心の端部及び鉄心端子の段差部位に隙間が生じないよう、輪郭Spが適宜に形成されている。そして、保護カバーの被覆工程では、外周鉄心131と鉄心端子135とを、金型溝の形状に合わせてセットされる。このとき、鉄心端子135は、突出部位135bの頂点高さが保護カバーの厚さに合わせられているので、外周鉄心135の側面と金型の輪郭Spとに挟持されることとなる。このため、外周鉄心135は、配置されるべき所望の位置に保持されることとなる。かかる如く部品がセットされると、図示されない注入孔から溶解液化された熱可塑性樹脂が注入され、これを冷却することで、樹脂を被覆させた外周鉄心が完成する(図5b参照)。
【0039】
本実施の形態では、図5(b)に示す如く、中心鉄心133に当接される部位(第1の当接部位)を保護カバー132から露出させ、外周鉄心131に当接される部位(第2の当接部位)を保護カバーで被覆させている。このため、鉄心端子135は、保護カバーの途切れる地点近傍が固定端となるので、所謂、片持支持構造を呈することとなる。
【0040】
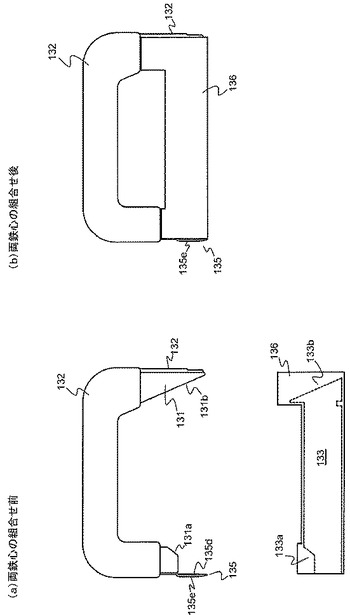
鉄心端子135は、片持支持構造と弾性性能とにより、外力に対抗する方向へ反力を発生させる。即ち、段差部位135cの鉄心当接面へ中心鉄心133が押し当てられると、鉄心端子135では、中心鉄心133の方向へ反力を発生させるので、当該中心鉄心133との接触状態が好適となる。本実施の形態では、鉄心当接面の裏面方向へ段差部位135cを変異させるよう中心鉄心133の寸法が決められている。従って、図6(a)のように外周鉄心131へ中心鉄心133を組合せると、鉄心当接面方向への反力が生じ、当該端子と中心鉄心133とが確実に当接されることとなる。
【0041】
尚、中心鉄心133には、図6(a)に示すような保護カバー136が被覆されている。そして、これを外周鉄心131へ組み合わせると、図6(b)のように、鉄心端子135の一部のみを露出させた状態で、各鉄心の露出部が保護カバーによって覆われることとなる。
【0042】
上述の如く、本実施の形態に係る点火コイル100によると、鉄心端子135が鉄心へ確実に接触するように、鉄心端子135が鉄心アセンブリ130に一体的に組み込まれる。そして、かかる鉄心端子135とコイルケースの内部端子とを接続させることで、鉄心と導電性ブッシュ120との電気的接続(電気的結合)が確実に行われることとなる。
【0043】
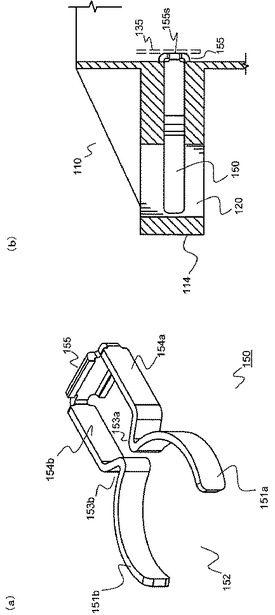
図7(a)は、鉄心端子と導電性ブッシュとを電気的に接続させる中継導体の一例が示されている。当該中継導体150は、ステンレス又はチタン等の導電性材料から成り、当該導電性材料の板状体がベンドされて形成される。具体的に説明すると、中継端子150には、湾曲状の把持部151a,151bと、当該把持部151a,151aの双方端部の間に形成された空間部152と、中継導体の中腹に設けられた絞部153a,153bと、当該絞部153a,153bに繋がる胴部154a,154bと、当該胴部154a及び154bの双方に繋がる内部端子155とが形成されている。
【0044】
中継導体150は、図7(b)に示す如く、導電性ブッシュ120を挟持した状態でコイルケース110にインサート成形される。但し、内部端子155のみがケース内で露出されることとなる。かかる内部端子の端面155sは、鉄心端子135の露出面に当接するよう、其のレイアウト位置が適宜に工夫されている。より好ましくは、鉄心端子側の当接面と内部端子側の当接面との位置関係が、「締り嵌め」となるように互いの寸法公差を設定しておくと良い。これにより、鉄心端子135と内部端子155との当接部では、弾性変形または塑性変形を起こして接触面積が大きくなるので、かかる当接部での電気抵抗を低減させることができる。また、鉄心端子135と内部端子155との当接部では、接触圧が大きいので、当接部での不純物層が破壊され、接触界面の電気抵抗が減少する。更に、鉄心端子135と内部端子155との当接部では、接触圧が常に生じた状態となるので、電気的な接触不良を生じさせることもない。尚、本実施例では、安価な面材から中継端子を切り出すため、内部端子の当接面155sは段差の無い平面状態とされる。このため、鉄心端子135に凸型部135eを形成させることで、内部端子155と鉄心端子135との電気的な接続状態が好適化される。
【0045】
図8は、本実施の形態に係る点火コイルの中継導体周辺部が示されている。点火コイル100の製造工程では、先ず、導電性ブッシュ120及び中継導体150をインサート成形させたコイルケース110が準備され、これにコイルアセンブリ130が組み込まれる。このとき、コイルアセンブリ130をケースへ組み込むと同時に、鉄心端子135と内部端子155とが電気的に接続されることとなる。然して、鉄心と導電性ブッシュ120とが電気的に結合される。
【0046】
即ち、本実施の形態に係る点火コイルの製造方法によると、導電性ブッシュ120と鉄心端子135とを導通させる導電部材がコイルケース又はコイルアセンブリへ一体化されているので、鉄心と導電性ブッシュとを電気的に接続させる別体部品の装着工程が不要となり、点火コイルの製造方法が簡素化される。また、本実施の形態に係る点火コイルでは、鉄心と導電ブッシュとの電気的接続が確実に行われるので、性能上の品質基準をクリヤした製品を効率よく量産できるようになり、結果として、製造コストの低減に資することとなる。
【0047】
図9は、鉛直観測面から点火コイルを観測した様子が示され、このうち、図9(a)は特許文献1に係るものであり、図9(b)は本実施の形態に係るものである。尚、中心軸AXmとは、中心鉄心133の長手方向を指し、ケース対称軸AXcとは、フランジ部114とケースの図心Gとを結んでできる仮想の基準軸である。
【0048】
図9(a)に示す如く、特許文献1に係る中心鉄心133は、其の中心軸AXmがケース対称軸AXcに対して直行するように配置される。このような場合、中心鉄心133と外周鉄心131との接続部Cは、ケース対称軸AXcから離れてしまうので、導電性ブッシュ120からも結果的に遠ざかってしまう。特に、フランジ部114と中心鉄心133との間に外周鉄心131が配置される場合、この距離が更に大きくなる。
【0049】
本実施の形態に係る鉄心端子135は、中心鉄心133と外周鉄心131との双方へ電気的な接続が行われる為、本来、鉄心端子135を接続部Cの近傍に配置させるのが好ましい。ところが、特許文献1に係る点火コイルによれば、鉄心端子135を接続部Cの近傍へ配置させてしまうと、鉄心端子が導電ブッシュ120から遠ざかってしまうので、導電ブッシュ120と導通させるための中継部材の構造が複雑化されてしまう。
【0050】
一方、本実施の形態に係る点火コイル100では、鉄心の中心軸AXmがケース対称軸AXcに対して略平行とされている。そして、鉄心端子135は、ケース対称軸AXcのフランジ側Ffに配置されている。このため、鉄心端子135は、接続部Cの近傍に配された状態で、導電性ブッシュ120へ劇的に近づくこととなる。このため、導電性ブッシュ120と鉄心端子135とを接続する中継導体150の構造を簡素化・小型化させることが可能となる。特に、鉄心の中心軸AXmをケース対称軸AXcへ接近させることで、導電性ブッシュ120と鉄心端子135との距離が更に近くなる。このため、上述したような内部端子155をケース内に露出させるだけで、鉄心端子135と中継導体150を容易に接続させることが可能となる。
【0051】
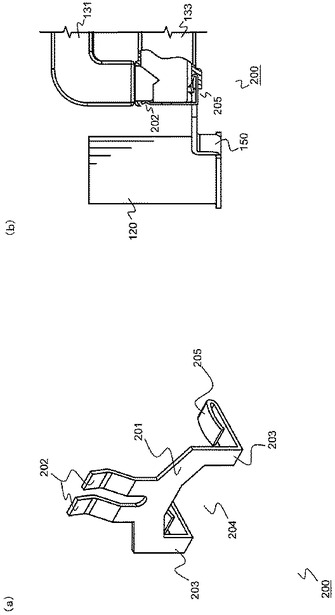
尚、鉄心端子は、上述された形態に限定されるものでなく、本発明の思想に基づいて様々な形態に変更することが可能である。其の一例について説明すると、図10(a)に示す如く、変更例に係る鉄心端子200は、胴体部201と、外周鉄心当接部位201と、脚部203と、中心鉄心当接部位205と、が面材からプレス成型される。脚部203は、開口部204を跨るような形状を呈し、其の端部に中心鉄心当接部位205が各々設けられる。
【0052】
図10(b)は、鉄心端子200を適用させた場合の点火コイルが示されている。尚、コイルケース110については、便宜上、図示省略させている。図示の如く、導電性ブッシュ120は、下端部で中継導体150と接続されている。中継導体150は、鉄心端子200の開口部204を通過し、中心鉄心133へ直接接触するよう固定されている。一方、鉄心端子200は、外周鉄心当接部位202が起立するように配置され、当該部位202が外周鉄心131の側面で接触する。更に、中心鉄心当接部位205は、中心鉄心底部の保護カバーに設けられた溝部へ圧入され、当該当接部位205が中心鉄心の底面で接触している。
【0053】
かかる実施の形態では、鉄心に保護カバーをモールド製法によって成形させてから鉄心端子200を取り付け、鉄心アセンブリ130を完成させる。この場合、保護カバーの被膜工程では、端子部品を配置させる工程が不要となるので、当該工程の簡素化が図られる。そして、鉄心端子200は、保護カバーの溝部に嵌着されることで、鉄心アセンブリ130と一体化されることとなる。即ち、この時点で、鉄心端子200が両鉄心に当接されることとなる。そして、かかる鉄心アセンブリ130をコイルケース110へ組み込むことで、中心鉄心133の底部と中継導体150とが接続され、これにより、鉄心と導電性ブッシュ120とが電気的に結合されることとなる。このとき、鉄心端子と導電ブッシュとは、何れかの鉄心を介して電気的に接続されるので、鉄心同士の接続部に界面抵抗が形成されていても、双方の鉄心で励起された電位を瞬時にアースさせることが可能となる。
【0054】
このように、かかる変更例にあっても、本発明の技術思想が適用されているので、鉄心と導電ブッシュとの電気的接続が確実に行われ、且つ、かかる電気的接続を行う作業工程の簡素化が図られる。
【符号の説明】
【0055】
100 内燃機関用点火コイル, 110 コイルケース, 111 収容部, 112 コネクタ, 113 出力部, 114 ブランジ部,120 導電性ブッシュ, 130 鉄心アセンブリ, 131 外周鉄心, 132 保護カバー,133 中心鉄心, 136 保護カバー, 135b 突状部位, 135c 第1の当接部位, 135a 第2の当接部位, 135e 凸型部, 135d 凸型部。
【技術分野】
【0001】
本発明は、内燃機関用点火コイルに関し、特に、鉄心の電位を安定させる際に用いて好適のものである。
【背景技術】
【0002】
近年、内燃機関に取付けられる点火コイルは、プラグホールにコイル部を収容させる「ペン型コイル」、ケース頭部へコイルアセンブリを収容させる「矩形型コイル」等が広く普及している。このうち、矩形型コイルでは、小型化及び軽量化を図るため、外周鉄心をコイルケース内へ収容させる小型矩形コイルの検討が行われている。
【0003】
特開2009−299614(特許文献1)では、上述した小型矩形コイルの一例が紹介されている。かかる点火コイルは、側方鉄心(特許請求の範囲における外周鉄心)を外装ケース(特許請求の範囲におけるコイルケース)へ収容させ、当該外装ケースには、インサート導体(特許請求の範囲における導電性ブッシュ)を設けた取付腕(特許請求の範囲におけるフランジ部)が一体成型されている。インサート導体には、自身から延在する導通端子が設けられ、当該導通端子は、外装ケース内で露出するようインサート成形されている。そして、側方鉄心は、これを被覆する保護カバーの一部を露出させ、別体部品のV字状の金属板を介して、前記インサート導体の導通端子へ接続される。
【0004】
特許文献1の点火コイルでは、かかる構成により鉄心とインサート導体とを導通させ、インサート導体をエンジンブロックへ接触させることで、鉄心がエンジンアースと同電位にされる。このように、特許文献1に係る点火コイルでは、鉄心がアースされることで、当該鉄心の電位変動が抑制され、鉄心周囲の絶縁破壊及びノイズの放射等を抑えている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2009−299614
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1に係る点火コイルによれば、側方鉄心とインサート導体とを電気的に結合させる金属板が別体部品とされている。このため、金属板が好ましい状態で装着されなければ、金属板と側方鉄心との接触不良が生じ、側方鉄心と金属板とを電気的に結合させることが出来なくなるとの問題が生じる。このような事態に陥ると、鉄心は、インサート導体との電気的結合が得られなくなるので、鉄心電位をアースさせることが出来なくなる。
【0007】
また、V字状の金属板では、十分な付勢力が得られないこともある。このため、金属板との接触部に不純物が堆積されていると、当該接触部では、接触抵抗が大きくなり鉄心電位を効果的にアースできなくなる惧れもある。
【0008】
更に、特許文献1では、別体部品の金属板が用いられる為、鉄心を含むコイルアセンブリを外装ケースへ収容させる工程と、側方鉄心とインサート導体とを導通させるよう金属板を配置装着させる工程(装着工程)とが必要となる。かかる装着工程では、その性質上、金属板を精度良く配置させなければならず、一定の品質を維持するためのコストが嵩んでしまう。加えて、製造工程を簡素化させる為には、別体部品の装着工程といった冗長原因を可能な限り排除させるのが好ましい。
【0009】
本発明は上記課題に鑑み、鉄心と導電性ブッシュに導通される端子(鉄心端子)との電気的結合を確実にせしめ、併せて、鉄心と導電性ブッシュとを電気的に接続させる工程を簡素化させ得る内燃機関用点火コイルの提供を目的とする。
【課題を解決するための手段】
【0010】
上記課題を解決するため、本発明では次のような内燃機関用点火コイルの構成とする。即ち、一次コイル及び二次コイルが巻回された中心鉄心と、前記中心鉄心と供に閉磁路を形成させる外周鉄心と、前記中心鉄心及び前記外周鉄心の双方を収容するコイルケースと、前記コイルケースに一体成型されたフランジ部と、前記中心鉄心及び前記外周鉄心のうち少なくとも何れか一方に固定され且つ双方の鉄心へ当接し電気的に接続される鉄心端子と、前記フランジ部へ設けられ前記鉄心端子へ電気的に接続される導電性ブッシュと、を備えることとする。
【0011】
好ましくは、前記中心鉄心の中心軸は、前記フランジ部と前記コイルケースの図心とを結ぶケース対称軸に対して略平行の位置関係を形成して成り、前記鉄心端子は、前記ケース対称軸のフランジ側へ配置されることとする。
【0012】
好ましくは、前記鉄心端子は、鉄心用の保護カバーによって固着されることとする。更に好ましくは、前記鉄心端子のうち前記保護カバーに埋設される部位では、何れかの鉄心に当接する鉄心当接部位と、前記鉄心当接部位の裏面へ突出形成された突状部位と、が配されることとする。ここで、前記鉄心当接部位には、凸型部が形成されているのがより好ましい。
【0013】
好ましくは、前記鉄心端子は、前記外周鉄心の保護カバーによって固着されていることとする。ここで、前記鉄心端子は、前記中心鉄心との当接箇所で電気的に接続された第1の当接部位と、前記外周鉄心との当接箇所で電気的に接続された第2の当接部位と、が存在する状態とされるのが好ましい。
【0014】
より好ましくは、前記保護カバーは、前記第2の当接部位のみを埋設させていることとする。ここで、前記第1の当接部位の裏面には、凸型部が形成されていると更に良い。
【発明の効果】
【0015】
本発明に係る内燃機関用点火コイルによると、鉄心表面へ直接的に鉄心端子が当接固定されるので、鉄心と鉄心端子との電気的結合が確実に保障される。また、鉄心アセンブリに鉄心端子が一体化されるので、コイルケース内に鉄心端子を装着させる工程が不要となり、鉄心と導電性ブッシュとの電気的結合を行う製造工程が簡素化される。
【図面の簡単な説明】
【0016】
【図1】内燃機関用点火コイルの構成を示す図。
【図2】コイルケースのケース対称軸を説明する図。
【図3】実施の形態に係る鉄心センブリの構成を示す図。
【図4】実施の形態に係る鉄心端子の構成を示す図。
【図5】本実施の形態に係る外周鉄心の製造方法を示す図。
【図6】本実施の形態に係る外周鉄心の組立て図。
【図7】中継端子の構成を示す図。
【図8】実施の形態の要部を説明する図。
【図9】中心鉄心の軸心方向について説明する図。
【図10】他の実施形態に係る鉄心端子の構成を示す図。
【発明を実施するための形態】
【0017】
以下、図面を参照して本発明に係る実施の形態を説明する。図1(a)は、内燃機関用点火コイルの外観図が示されている。本実施の形態に係る内燃機関用点火コイル100は、コイルケース110にコイルアセンブリが収容されている。尚、本実施の形態で説明される点火コイルは、小型矩形コイルに属するものである。
【0018】
コイルケース110は、PPS又はPBTといった熱可塑性樹脂から成り、収容部111とコネクタ部112と出力部113とフランジ部114とが一体成型されている。収容部111は、一方に開口部を有する殻状態を呈しており、コイルアセンブリを収容させると供に、其の隙間へエポキシ樹脂等の熱硬化性樹脂が含浸されている。コネクタ112は、内部に複数の端子(電源端子,信号端子,アース端子,等)が配列され、ハーネスを介して、これら端子とECU(Engine
Control Unit)とが電気的に接続される。
【0019】
出力部113は、高圧タワー(図示なし)と供に、エンジンブロックのプラグホール内へ収容される。この出力端子113は、内部に高圧端子が配置され、当該高圧端子は、一方でコイルアセンブリから高電圧(数kV)が印加され、他方では点火プラグと電気的に接続される。
【0020】
フランジ部114は、舌片形状を呈し収容部111の一側面に形成され、且つ、所定箇所に導電性ブッシュ120を埋設固定させている。導電性ブッシュ120は、電気的な導電性と構造上の強度との両性能が要求される為、鋼材(ステンレス,硫黄開削鋼等)を用いると良い。当該導電性ブッシュ120は、筒状体に形成されており、内径部がボルト貫通穴として利用される。そして、内燃機関用点火コイル100(以下、点火コイルと略す)は、高圧タワーがプラグホールへ挿通され、固定ボルトをエンジンブロックの雌ネジ部に螺着させることで、当該点火コイルがエンジンブロックへ固定され且つ高圧端子が点火プラグと電気的に接続されることとなる。
【0021】
図2(a)は、コイルケースを開口部側から観察した状態が示されている。同図を説明するにあたり、コイルケースを開口部側から観測した平面、即ち、プラグホールの中心軸に直行する平面を鉛直観測面と定義する。この鉛直観測面は、フランジ部114及びコネクタ部112を映し出す範囲で、当該中心軸の任意位置に設定されるものである。
【0022】
図2(a)を参照し、鉛直観測面についてコイルケース110を眺めると、当該コイルケース110は、収容部111の一方の面にフランジ部114が配置形成され、これに対抗する対面にコネクタ部112が配されているのが認められる。また、同図では、コイルケース110にケース対称軸AXcを与えている。当該ケース対称軸AXcは、コイルケース全体の図心G(又は、重心)を経由するものであって、ケース対称軸AXcによって分けられる図形は略線対称とされている。かかるケース対称軸AXcは、対称形双方の図形の境界線となるので、フランジ部114の図心(又は、重心)とコイルケース全体の図心Gとを結ぶこととなる。以下、ケース対称軸AXcのうち、フランジ部114が形成される方位をフランジ側Ffと呼び、コネクタ部112が形成される方位をコネクタ側Fcと呼ぶこととする。
【0023】
尚、エンジンブロックによってはボルト固定位置が各々異なる為、コイルケース110では、導電性ブッシュ120を偏心させなければならない場合がある。このような場合、コイルケース110の形状は、図2(b)に示す如く、フランジ部114が非対称形とされる。但し、かかる場合のケース対称軸AXcについても、コイルケース全体の図心Gを通過し、且つ、フランジ部114についての図心をも通過する。このように、ケース対称軸AXcは、其の両側の形状を略対称形とさせる基準線を意味する。
【0024】
図1に戻り、点火コイルの説明を続ける。コイルアセンブリは、トランスとして機能するものであって、中心鉄心及び外周鉄心から成る鉄心アセンブリ130と、中心鉄心に巻回された一次コイルと(図示なし)、一次コイルに同軸的に巻回された二次コイル140と、鉄心の表面に被覆された絶縁性の保護カバーと、コイルのワイヤー線を収容させる絶縁性のスプールとから構成される。図1(b)に示す如く、コイルケース110の収容部111には、コイルアセンブリが格納され、この他、図示されないイグナイタ等が適宜収容される。そして、これらの隙間部にはエポキシ樹脂が充填され、高電圧が生じる部位でのリーク電流の発生が抑えられる。尚、本実施の形態では、外周鉄心の一部が僅かにエポキシ樹脂に含浸されないこととなるが、外周鉄心は、保護カバーによって被覆されているので、外部に露出されることはない。
【0025】
かかる構成を具備する点火コイル100では、ECUから点火信号を受けると、これに基づいてコイルアセンブリから適宜のタイミングで高電圧を発生させ、当該高電圧を高圧端子へ印加させる。そして、点火プラグでは、かかる高電圧が印加され、ピストンのサイクルに合わせて混合気を燃焼させる。
【0026】
図3は、鉄心センブリの構成が示されている。当該鉄心アセンブリ130は、図3(a)に示す如く、外周鉄心131と、これを被覆する保護カバー132と、中心鉄心133と、これを被覆する保護カバー(図示なし)と、マグネット134と、鉄心端子135とから構成される。尚、中心鉄心の保護カバーは、説明の便宜上、敢えて図示省略させている。
【0027】
中心鉄心133及び外周鉄心131は、ケイ素鋼板等の軟磁性材料を積層成形させている。本実施の形態では、外周鉄心131がC字型とされ、この両端に端部131a及び131bが形成されている。かかる外周鉄心131は、端部131a及び端部131bを露出させるよう保護カバー132が被覆されている。また、この外周鉄心131の側面には、鉄心端子135が直接当接し、併せて、保護カバー132によって定着するようにされている。尚、各鉄心に被覆される保護カバーは、PBT等の熱可塑性樹脂によって成形され、かかる樹脂材は高い電気的絶縁性能を具備する。
【0028】
鉄心端子135は、導電性材料から成り、後述するように導電性ブッシュへ電気的に接続させる役割を担う。鉄心端子135は、電気的な導通状態を確実にさせるため、鉄心に当接した状態で接着固定されるのが好ましい。このため、本実施の形態では、鉄心端子135を鉄心に接触させ、其の接触状態を維持するよう保護カバーで固着させることで、電気的接続が確実なものとされる。
【0029】
特に、鉄心端子135は、外周鉄心131の保護カバーによって固着されるのが好ましい。何故なら、外周鉄心131と中心鉄心133との接続部(131a,131b,133a,133b)では、中心鉄心側に鉄心端子135を固定定着させる寸法的余裕が少ないからである。これに対し、本実施の形態では、外周鉄心131が曲回した形状を呈しているので、其の形状に基づく寸法的メリットを活かし、鉄心端子135を外周鉄心側へ固着させているのである。特に、外周鉄心131がC字型形状の形態は、外周鉄心側に端子の配置スペースを形成させることが容易である。
【0030】
一方、中心鉄心133は、略I字型を呈し、外周鉄心131の端部形状に合わせて、端部133a,133bが適宜に形成されている。また、図示されない中心鉄心用の保護カバーは、端部133a及び133bを露出させるように被覆される。
【0031】
そして、中心鉄心133及び外周鉄心131を組合せる際、互いの鉄心は、端部(131b,133b)ではマグネット134を挟み込み、端部(131a,133a)では直接接触することとなる。このようにして、鉄心アセンブリ130は組み合わされ、双方の鉄心によって閉磁路が形成される(図2b参照)。尚、鉄心アセンブリ130の中心鉄心133では、一次コイル及び二次コイルが同軸的に設けられる(図示なし)。
【0032】
ここで、図2(b)を参照すると、鉄心端子135は、中心鉄心133の表面と外周鉄心131の表面とに当接し、各々の当接箇所で電気的な接続が行われているのが解る。より具体的に説明すると、先ず、鉄心端子135が外周鉄心131に固着されることで、鉄心端子135と外周鉄心131との当接部位(第2の当接部位)が形成される。また、中心鉄心133と外周鉄心131とが組み合されると、鉄心端子135の先端が中心鉄心133の尾端面に接触され(第1の当接部位)、これにより、鉄心端子135と中心鉄心133との当接部位(第1の当接部位)が形成される。
【0033】
上述の如く、鉄心アセンブリ130は、二つ以上のパーツに分割して一方の鉄心側にコイル部を形成させてから、外周鉄心を組合せなければならない。よって、鉄心同士の接触部(131a,131b,133a,133b)が形成されてしまうのを免れない。そして、このような接触境界面では電気的な抵抗が大きくなってしまうので、一方の鉄心のみに端子を当接させて当該端子をアースさせたとしても、アース用の端子に直接当接されていない鉄心では、励起された電圧を瞬時にアースさせることが出来なくなり、ノイズやリーク電流の問題を発生させてしまう。
【0034】
これに対し、本実施の形態では、中心鉄心133と外周鉄心131との双方に直接端子が接触されるので、双方の鉄心電位を瞬時にアースさせることが可能となり、ノイズ又はリーク電流といった不都合を回避できる。
【0035】
次に、図4を参照して、本実施の形態で用いられる鉄心端子について説明する。尚、図(a)は鉄心に当接する面(鉄心当接面)から観察した図であり、図4(b)は鉄心当接面の裏面から観察した図が示されている。鉄心端子135は、導電性材料の板状体から形成され、図示の如くプレス加工される。鉄心端子135は、電気導電性と弾性との双方の性能が要求されるものであって、例えば、ステンレスやチタン等を用いるのが好ましい。鉄心端子135の形状は、主面部位135aと、突状部位135bと、段差部位135cと、段差部位135cに形成された凸型部135e及び135dとから成る。
【0036】
このうち、主面部位135a又は段差部位135cの各々は、其の一部又は全部が鉄心に当接する鉄心当接部位に相当する。そして、主面部位135aは、湾曲状に成形させた突状部位135bを有し、当該突出部位135bを鉄心当接面の裏面方向へ突出させるよう配置させている。この突状部位135bは、鉄心の保護カバー132の厚さに応じて、当該突状部位の頂点高さが調整される。
【0037】
段差部位135cは、鉄心同士の接触部の段差形状に応じて、鉄心端子での段差の高さが決められている。また、段差部位135cでは、鉄心当接面から突出するように凸型部135dが形成され、鉄心当接面の裏面に突出するように凸型部135eが形成されている。従って、凸型部135dは鉄心に当接され、凸型部135eはケース内に設けられた内部端子に当接されることとなる。これらの凸型部は、接触圧を大きくし、電気的な接続を確実なものとする為に設けられている。従って、点接触させる形状の凸型部としても良いが、本実施の形態にあっては、導通断面積を効率よく確保させる為、凸型部の形状をストライプ状とし、導通箇所で線接触させるようにしている。尚、かかる凸型部は、主面体135aに形成させても良い。また、鉄心と鉄心端子は、当接部分を半田接合させると良い。このようにすることで、導通断面が確保され、接触抵抗を低下させることが可能となる。
【0038】
次に、図5を参照し、外周鉄心131の被覆方法について説明する。図5(a)では、金型MTmの輪郭線Spが太線によって示されている。即ち、金型MTmの溝部は、外周鉄心の表面から保護カバーの厚さ分がオフセットされている。また、当該溝部は、外周鉄心の端部及び鉄心端子の段差部位に隙間が生じないよう、輪郭Spが適宜に形成されている。そして、保護カバーの被覆工程では、外周鉄心131と鉄心端子135とを、金型溝の形状に合わせてセットされる。このとき、鉄心端子135は、突出部位135bの頂点高さが保護カバーの厚さに合わせられているので、外周鉄心135の側面と金型の輪郭Spとに挟持されることとなる。このため、外周鉄心135は、配置されるべき所望の位置に保持されることとなる。かかる如く部品がセットされると、図示されない注入孔から溶解液化された熱可塑性樹脂が注入され、これを冷却することで、樹脂を被覆させた外周鉄心が完成する(図5b参照)。
【0039】
本実施の形態では、図5(b)に示す如く、中心鉄心133に当接される部位(第1の当接部位)を保護カバー132から露出させ、外周鉄心131に当接される部位(第2の当接部位)を保護カバーで被覆させている。このため、鉄心端子135は、保護カバーの途切れる地点近傍が固定端となるので、所謂、片持支持構造を呈することとなる。
【0040】
鉄心端子135は、片持支持構造と弾性性能とにより、外力に対抗する方向へ反力を発生させる。即ち、段差部位135cの鉄心当接面へ中心鉄心133が押し当てられると、鉄心端子135では、中心鉄心133の方向へ反力を発生させるので、当該中心鉄心133との接触状態が好適となる。本実施の形態では、鉄心当接面の裏面方向へ段差部位135cを変異させるよう中心鉄心133の寸法が決められている。従って、図6(a)のように外周鉄心131へ中心鉄心133を組合せると、鉄心当接面方向への反力が生じ、当該端子と中心鉄心133とが確実に当接されることとなる。
【0041】
尚、中心鉄心133には、図6(a)に示すような保護カバー136が被覆されている。そして、これを外周鉄心131へ組み合わせると、図6(b)のように、鉄心端子135の一部のみを露出させた状態で、各鉄心の露出部が保護カバーによって覆われることとなる。
【0042】
上述の如く、本実施の形態に係る点火コイル100によると、鉄心端子135が鉄心へ確実に接触するように、鉄心端子135が鉄心アセンブリ130に一体的に組み込まれる。そして、かかる鉄心端子135とコイルケースの内部端子とを接続させることで、鉄心と導電性ブッシュ120との電気的接続(電気的結合)が確実に行われることとなる。
【0043】
図7(a)は、鉄心端子と導電性ブッシュとを電気的に接続させる中継導体の一例が示されている。当該中継導体150は、ステンレス又はチタン等の導電性材料から成り、当該導電性材料の板状体がベンドされて形成される。具体的に説明すると、中継端子150には、湾曲状の把持部151a,151bと、当該把持部151a,151aの双方端部の間に形成された空間部152と、中継導体の中腹に設けられた絞部153a,153bと、当該絞部153a,153bに繋がる胴部154a,154bと、当該胴部154a及び154bの双方に繋がる内部端子155とが形成されている。
【0044】
中継導体150は、図7(b)に示す如く、導電性ブッシュ120を挟持した状態でコイルケース110にインサート成形される。但し、内部端子155のみがケース内で露出されることとなる。かかる内部端子の端面155sは、鉄心端子135の露出面に当接するよう、其のレイアウト位置が適宜に工夫されている。より好ましくは、鉄心端子側の当接面と内部端子側の当接面との位置関係が、「締り嵌め」となるように互いの寸法公差を設定しておくと良い。これにより、鉄心端子135と内部端子155との当接部では、弾性変形または塑性変形を起こして接触面積が大きくなるので、かかる当接部での電気抵抗を低減させることができる。また、鉄心端子135と内部端子155との当接部では、接触圧が大きいので、当接部での不純物層が破壊され、接触界面の電気抵抗が減少する。更に、鉄心端子135と内部端子155との当接部では、接触圧が常に生じた状態となるので、電気的な接触不良を生じさせることもない。尚、本実施例では、安価な面材から中継端子を切り出すため、内部端子の当接面155sは段差の無い平面状態とされる。このため、鉄心端子135に凸型部135eを形成させることで、内部端子155と鉄心端子135との電気的な接続状態が好適化される。
【0045】
図8は、本実施の形態に係る点火コイルの中継導体周辺部が示されている。点火コイル100の製造工程では、先ず、導電性ブッシュ120及び中継導体150をインサート成形させたコイルケース110が準備され、これにコイルアセンブリ130が組み込まれる。このとき、コイルアセンブリ130をケースへ組み込むと同時に、鉄心端子135と内部端子155とが電気的に接続されることとなる。然して、鉄心と導電性ブッシュ120とが電気的に結合される。
【0046】
即ち、本実施の形態に係る点火コイルの製造方法によると、導電性ブッシュ120と鉄心端子135とを導通させる導電部材がコイルケース又はコイルアセンブリへ一体化されているので、鉄心と導電性ブッシュとを電気的に接続させる別体部品の装着工程が不要となり、点火コイルの製造方法が簡素化される。また、本実施の形態に係る点火コイルでは、鉄心と導電ブッシュとの電気的接続が確実に行われるので、性能上の品質基準をクリヤした製品を効率よく量産できるようになり、結果として、製造コストの低減に資することとなる。
【0047】
図9は、鉛直観測面から点火コイルを観測した様子が示され、このうち、図9(a)は特許文献1に係るものであり、図9(b)は本実施の形態に係るものである。尚、中心軸AXmとは、中心鉄心133の長手方向を指し、ケース対称軸AXcとは、フランジ部114とケースの図心Gとを結んでできる仮想の基準軸である。
【0048】
図9(a)に示す如く、特許文献1に係る中心鉄心133は、其の中心軸AXmがケース対称軸AXcに対して直行するように配置される。このような場合、中心鉄心133と外周鉄心131との接続部Cは、ケース対称軸AXcから離れてしまうので、導電性ブッシュ120からも結果的に遠ざかってしまう。特に、フランジ部114と中心鉄心133との間に外周鉄心131が配置される場合、この距離が更に大きくなる。
【0049】
本実施の形態に係る鉄心端子135は、中心鉄心133と外周鉄心131との双方へ電気的な接続が行われる為、本来、鉄心端子135を接続部Cの近傍に配置させるのが好ましい。ところが、特許文献1に係る点火コイルによれば、鉄心端子135を接続部Cの近傍へ配置させてしまうと、鉄心端子が導電ブッシュ120から遠ざかってしまうので、導電ブッシュ120と導通させるための中継部材の構造が複雑化されてしまう。
【0050】
一方、本実施の形態に係る点火コイル100では、鉄心の中心軸AXmがケース対称軸AXcに対して略平行とされている。そして、鉄心端子135は、ケース対称軸AXcのフランジ側Ffに配置されている。このため、鉄心端子135は、接続部Cの近傍に配された状態で、導電性ブッシュ120へ劇的に近づくこととなる。このため、導電性ブッシュ120と鉄心端子135とを接続する中継導体150の構造を簡素化・小型化させることが可能となる。特に、鉄心の中心軸AXmをケース対称軸AXcへ接近させることで、導電性ブッシュ120と鉄心端子135との距離が更に近くなる。このため、上述したような内部端子155をケース内に露出させるだけで、鉄心端子135と中継導体150を容易に接続させることが可能となる。
【0051】
尚、鉄心端子は、上述された形態に限定されるものでなく、本発明の思想に基づいて様々な形態に変更することが可能である。其の一例について説明すると、図10(a)に示す如く、変更例に係る鉄心端子200は、胴体部201と、外周鉄心当接部位201と、脚部203と、中心鉄心当接部位205と、が面材からプレス成型される。脚部203は、開口部204を跨るような形状を呈し、其の端部に中心鉄心当接部位205が各々設けられる。
【0052】
図10(b)は、鉄心端子200を適用させた場合の点火コイルが示されている。尚、コイルケース110については、便宜上、図示省略させている。図示の如く、導電性ブッシュ120は、下端部で中継導体150と接続されている。中継導体150は、鉄心端子200の開口部204を通過し、中心鉄心133へ直接接触するよう固定されている。一方、鉄心端子200は、外周鉄心当接部位202が起立するように配置され、当該部位202が外周鉄心131の側面で接触する。更に、中心鉄心当接部位205は、中心鉄心底部の保護カバーに設けられた溝部へ圧入され、当該当接部位205が中心鉄心の底面で接触している。
【0053】
かかる実施の形態では、鉄心に保護カバーをモールド製法によって成形させてから鉄心端子200を取り付け、鉄心アセンブリ130を完成させる。この場合、保護カバーの被膜工程では、端子部品を配置させる工程が不要となるので、当該工程の簡素化が図られる。そして、鉄心端子200は、保護カバーの溝部に嵌着されることで、鉄心アセンブリ130と一体化されることとなる。即ち、この時点で、鉄心端子200が両鉄心に当接されることとなる。そして、かかる鉄心アセンブリ130をコイルケース110へ組み込むことで、中心鉄心133の底部と中継導体150とが接続され、これにより、鉄心と導電性ブッシュ120とが電気的に結合されることとなる。このとき、鉄心端子と導電ブッシュとは、何れかの鉄心を介して電気的に接続されるので、鉄心同士の接続部に界面抵抗が形成されていても、双方の鉄心で励起された電位を瞬時にアースさせることが可能となる。
【0054】
このように、かかる変更例にあっても、本発明の技術思想が適用されているので、鉄心と導電ブッシュとの電気的接続が確実に行われ、且つ、かかる電気的接続を行う作業工程の簡素化が図られる。
【符号の説明】
【0055】
100 内燃機関用点火コイル, 110 コイルケース, 111 収容部, 112 コネクタ, 113 出力部, 114 ブランジ部,120 導電性ブッシュ, 130 鉄心アセンブリ, 131 外周鉄心, 132 保護カバー,133 中心鉄心, 136 保護カバー, 135b 突状部位, 135c 第1の当接部位, 135a 第2の当接部位, 135e 凸型部, 135d 凸型部。
【特許請求の範囲】
【請求項1】
一次コイル及び二次コイルが巻回された中心鉄心と、前記中心鉄心と供に閉磁路を形成させる外周鉄心と、前記中心鉄心及び前記外周鉄心の双方を収容するコイルケースと、前記コイルケースに一体成型されたフランジ部と、前記中心鉄心及び前記外周鉄心のうち少なくとも何れか一方に固定され且つ双方の鉄心へ当接し電気的に接続される鉄心端子と、前記フランジ部へ設けられ前記鉄心端子へ電気的に接続される導電性ブッシュと、を備えることを特徴とする内燃機関用点火コイル。
【請求項2】
前記中心鉄心の中心軸は、前記フランジ部と前記コイルケースの図心とを結ぶケース対称軸に対して略平行の位置関係を形成して成り、
前記鉄心端子は、前記ケース対称軸のフランジ側へ配置されることを特徴とする請求項1に記載の内燃機関用点火コイル。
【請求項3】
前記鉄心端子は、鉄心用の保護カバーによって固着されることを特徴とする請求項1又は請求項2に記載の内燃機関用点火コイル。
【請求項4】
前記鉄心端子のうち前記保護カバーに埋設される部位では、何れかの鉄心に当接する鉄心当接部位と、前記鉄心当接部位の裏面へ突出形成された突状部位と、が配されることを特徴とする請求項1乃至請求項3に記載の内燃機関用点火コイル。
【請求項5】
前記鉄心当接部位には、凸型部が形成されていることを特徴とする請求項4に記載の内燃機関用点火コイル。
【請求項6】
前記鉄心端子は、前記外周鉄心の保護カバーによって固着されていることを特徴とする請求項1乃至請求項5に記載の内燃機関用点火コイル。
【請求項7】
前記鉄心端子は、前記中心鉄心との当接箇所で電気的に接続された第1の当接部位と、前記外周鉄心との当接箇所で電気的に接続された第2の当接部位と、が存在することを特徴とする請求項1乃至請求項6に記載の内燃機関用点火コイル。
【請求項8】
前記保護カバーは、前記第2の当接部位のみを埋設させていることを特徴とする請求項7に記載の内燃機関用点火コイル。
【請求項9】
前記第1の当接部位の裏面には、凸型部が形成されていることを特徴とする請求項7又は請求項8に記載の内燃機関用点火コイル。
【請求項1】
一次コイル及び二次コイルが巻回された中心鉄心と、前記中心鉄心と供に閉磁路を形成させる外周鉄心と、前記中心鉄心及び前記外周鉄心の双方を収容するコイルケースと、前記コイルケースに一体成型されたフランジ部と、前記中心鉄心及び前記外周鉄心のうち少なくとも何れか一方に固定され且つ双方の鉄心へ当接し電気的に接続される鉄心端子と、前記フランジ部へ設けられ前記鉄心端子へ電気的に接続される導電性ブッシュと、を備えることを特徴とする内燃機関用点火コイル。
【請求項2】
前記中心鉄心の中心軸は、前記フランジ部と前記コイルケースの図心とを結ぶケース対称軸に対して略平行の位置関係を形成して成り、
前記鉄心端子は、前記ケース対称軸のフランジ側へ配置されることを特徴とする請求項1に記載の内燃機関用点火コイル。
【請求項3】
前記鉄心端子は、鉄心用の保護カバーによって固着されることを特徴とする請求項1又は請求項2に記載の内燃機関用点火コイル。
【請求項4】
前記鉄心端子のうち前記保護カバーに埋設される部位では、何れかの鉄心に当接する鉄心当接部位と、前記鉄心当接部位の裏面へ突出形成された突状部位と、が配されることを特徴とする請求項1乃至請求項3に記載の内燃機関用点火コイル。
【請求項5】
前記鉄心当接部位には、凸型部が形成されていることを特徴とする請求項4に記載の内燃機関用点火コイル。
【請求項6】
前記鉄心端子は、前記外周鉄心の保護カバーによって固着されていることを特徴とする請求項1乃至請求項5に記載の内燃機関用点火コイル。
【請求項7】
前記鉄心端子は、前記中心鉄心との当接箇所で電気的に接続された第1の当接部位と、前記外周鉄心との当接箇所で電気的に接続された第2の当接部位と、が存在することを特徴とする請求項1乃至請求項6に記載の内燃機関用点火コイル。
【請求項8】
前記保護カバーは、前記第2の当接部位のみを埋設させていることを特徴とする請求項7に記載の内燃機関用点火コイル。
【請求項9】
前記第1の当接部位の裏面には、凸型部が形成されていることを特徴とする請求項7又は請求項8に記載の内燃機関用点火コイル。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2013−115076(P2013−115076A)
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願番号】特願2011−256987(P2011−256987)
【出願日】平成23年11月25日(2011.11.25)
【出願人】(000109093)ダイヤモンド電機株式会社 (387)
【Fターム(参考)】
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願日】平成23年11月25日(2011.11.25)
【出願人】(000109093)ダイヤモンド電機株式会社 (387)
【Fターム(参考)】
[ Back to top ]